

Wielu producentów zmaga się z wyborem odpowiedniego materiału do produkcji części z tworzyw sztucznych. Niekończące się opcje i specyfikacje techniczne mogą być przytłaczające, często prowadząc do kosztownych błędów w wyborze materiału. Widziałem, jak firmy marnowały tysiące dolarów na nieudane projekty tylko dlatego, że wybrały niewłaściwy plastik.
Formowanie wtryskowe ABS to proces produkcyjny, który łączy polimery akrylonitrylu, butadienu i styrenu w celu tworzenia trwałych części z tworzyw sztucznych. Proces ten wykorzystuje ciepło i ciśnienie do topienia plastiku ABS i wtryskiwania go do form, tworząc mocne, odporne na uderzenia elementy.

Chcę podzielić się kilkoma krytycznymi spostrzeżeniami na temat formowania wtryskowego ABS, które mogą zaoszczędzić czas i pieniądze. Jako ktoś, kto nadzoruje liczne projekty formowania ABS w PTSMAKE, rozumiem, jak ważne jest prawidłowe przeprowadzenie tego procesu. Pozwól, że przedstawię Ci najważniejsze aspekty, które sprawiają, że formowanie wtryskowe ABS jest preferowanym wyborem dla wielu branż.
Czy materiał ABS jest łatwy do formowania?
Czy kiedykolwiek doświadczyłeś wypaczonych lub zdeformowanych części z tworzywa ABS? Wielu producentów boryka się z problemami związanymi z formowaniem ABS, od nieestetycznych śladów zatopienia po frustrujące awarie części. Wyzwania te mogą prowadzić do kosztownych opóźnień w produkcji i marnotrawstwa materiałów, pozostawiając cię z pytaniem, czy wybrałeś właściwy materiał.
ABS jest ogólnie łatwy do formowania ze względu na szerokie okno przetwarzania i dobrą charakterystykę płynięcia. Sukces zależy jednak od odpowiednich parametrów formowania, konfiguracji sprzętu i obsługi materiału. Dzięki odpowiedniej wiedzy i przygotowaniu, ABS może być formowany wydajnie i konsekwentnie.
Zrozumienie właściwości materiału ABS
ABS (akrylonitryl-butadien-styren) to wszechstronne tworzywo termoplastyczne, które oferuje unikalną kombinację właściwości. Materiał temperatura zeszklenia1 odgrywa kluczową rolę w jego formowalności. W PTSMAKE odkryliśmy, że zrozumienie tych właściwości jest niezbędne do udanego formowania:
Struktura chemiczna Korzyści
- Akrylonitryl: Zapewnia odporność chemiczną
- Butadien: Zwiększa wytrzymałość na uderzenia
- Styren: Oferuje dobrą przetwarzalność
Kluczowe właściwości fizyczne
| Własność | Typowy zakres | Wpływ na formowanie |
|---|---|---|
| Wskaźnik przepływu stopu | 1-36 g/10 min | Wpływa na zdolność napełniania |
| Skurcz | 0.4-0.7% | Wpływa na dokładność części |
| Temperatura przetwarzania | 220-260°C | Określa zachowanie stopu |
Krytyczne parametry formowania
Sukces w formowaniu ABS zależy w dużej mierze od kontrolowania kilku kluczowych parametrów:
Kontrola temperatury
Właściwe zarządzanie temperaturą ma kluczowe znaczenie dla formowania ABS. Bazując na moim doświadczeniu w PTSMAKE, zalecamy:
- Temperatura beczki: 220-260°C
- Temperatura formy: 60-80°C
- Temperatura dyszy: 230-250°C
Ustawienia ciśnienia
Odpowiednia kontrola ciśnienia zapewnia jakość części:
- Ciśnienie wtrysku: 70-120 MPa
- Ciśnienie podtrzymania: 50-80% ciśnienia wtrysku
- Ciśnienie wsteczne: 2,5-5 MPa
Typowe wyzwania związane z formowaniem
Wrażliwość na wilgoć
ABS wymaga odpowiedniego suszenia przed obróbką:
- Zalecana zawartość wilgoci: <0,1%
- Temperatura suszenia: 80-85°C
- Czas schnięcia: 2-4 godziny
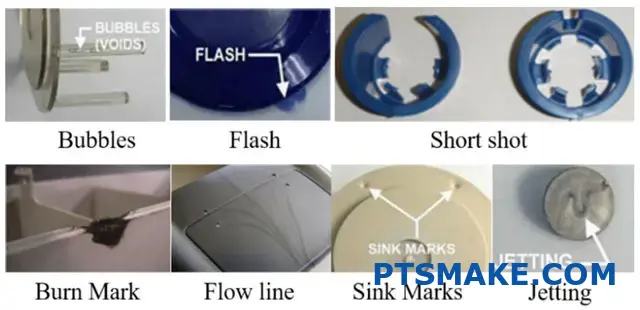
Zapobieganie defektom powierzchni
Typowe problemy i rozwiązania:
| Wada | Przyczyna | Rozwiązanie |
|---|---|---|
| Znaki zlewu | Niewystarczające opakowanie | Zwiększenie ciśnienia wstrzymania |
| Linie przepływu | Niska temperatura topnienia | Regulacja temperatury beczki |
| Wypaczenie | Nierównomierne chłodzenie | Zrównoważone kanały chłodzące |
Najlepsze praktyki w zakresie obsługi materiałów
Wymagania dotyczące przechowywania
- Przechowywać w szczelnie zamkniętych pojemnikach
- Utrzymywać wilgotność względną poniżej 50%
- Przechowywać z dala od bezpośredniego światła słonecznego
Etapy przetwarzania wstępnego
- Testowanie materiałów
- Prawidłowe suszenie
- Czyszczenie sprzętu
- Weryfikacja parametrów
Zaawansowane techniki formowania
Formowanie wielostrzałowe
W PTSMAKE z powodzeniem wdrożyliśmy formowanie wielostrzałowe z ABS:
- Umożliwia tworzenie złożonych projektów
- Zmniejsza liczbę etapów montażu
- Poprawia funkcjonalność części
Naukowe podejście do formowania
Stosowanie naukowych zasad formowania zapewnia spójność:
- Systematyczny rozwój procesów
- Wybór parametrów na podstawie danych
- Ciągłe monitorowanie i regulacja
Rozważania specyficzne dla branży
Zastosowania motoryzacyjne
- Wysokie wymagania dotyczące odporności na uderzenia
- Potrzeby w zakresie stabilności temperatury
- Specyfikacje wykończenia powierzchni
Elektronika użytkowa
- Ścisłe tolerancje wymiarowe
- Wymagania estetyczne
- Możliwości ekranowania EMI
Środki kontroli jakości
Kontrole w trakcie procesu
- Regularne kontrole wizualne
- Weryfikacja wymiarów
- Kontrola wagi
- Ocena jakości powierzchni
Testowanie po formowaniu
| Typ testu | Cel | Częstotliwość |
|---|---|---|
| Testy udarności | Weryfikacja wytrzymałości | Na partię |
| Analiza wymiarowa | Zgodność rozmiaru | Na konfigurację |
| Kontrola wzrokowa | Jakość powierzchni | 100% |
Strategie optymalizacji kosztów
Wybór materiału
- Wybór klasy na podstawie aplikacji
- Optymalizacja wykorzystania Regrind
- Zarządzanie łańcuchem dostaw
Wydajność procesu
- Optymalizacja czasu cyklu
- Redukcja zużycia energii
- Minimalizacja ilości odpadów
Wdrażając te kompleksowe podejścia w PTSMAKE, osiągnęliśmy stały sukces w formowaniu ABS. Chociaż materiał ten stanowi pewne wyzwanie, odpowiednie przygotowanie i kontrola sprawiają, że jest to jeden z bardziej wyrozumiałych tworzyw konstrukcyjnych do pracy.
Czy tworzywo ABS może być formowane tłocznie?
Kiedy producenci rozważają formowanie tłoczne tworzyw ABS, często stają przed krytycznym dylematem. Proces wydaje się prosty, ale możliwość degradacji materiału i niespójne wyniki powodują znaczną niepewność. Byłem świadkiem, jak wielu klientów zmagało się z nieudanymi próbami, marnując zarówno czas, jak i zasoby.
Chociaż tworzywo ABS może być technicznie formowane tłocznie, nie jest to zalecane ze względu na jego termoplastyczny charakter. Struktura molekularna materiału sprawia, że lepiej nadaje się on do procesów formowania wtryskowego, gdzie kontrolowane cykle ogrzewania i chłodzenia mogą zachować jego właściwości i zapewnić stałą jakość.

Zrozumienie właściwości materiału ABS
Sukces każdego procesu formowania zależy w dużej mierze od zrozumienia właściwości materiału. ABS (akrylonitryl-butadien-styren) ma specyficzne właściwości, które wpływają na jego zachowanie podczas przetwarzania:
Właściwości termiczne
- Temperatura zeszklenia: 105°C
- Zakres temperatur przetwarzania: 190-250°C
- Temperatura ugięcia ciepła: 85-98°C
Materiał wykazuje zachowanie lepkosprężyste2 podczas przetwarzania, co wpływa na sposób, w jaki reaguje na siły ściskające.
Dlaczego formowanie tłoczne nie jest idealne dla ABS
Charakterystyka przepływu materiału
W PTSMAKE intensywnie testowaliśmy różne metody formowania ABS. Zachowanie materiału podczas płynięcia stanowi kilka wyzwań podczas formowania tłocznego:
- Nierównomierny rozkład materiału
- Ryzyko uwięzienia w powietrzu
- Niespójna gęstość w całej części
Problemy z kontrolą temperatury
Poniższa tabela ilustruje kluczowe różnice między formowaniem tłocznym i wtryskowym ABS:
| Parametr | Formowanie tłoczne | Formowanie wtryskowe |
|---|---|---|
| Kontrola temperatury | Ograniczony | Precyzyjny |
| Czas cyklu | Dłuższy | Krótszy |
| Spójność części | Zmienna | Wysoki |
| Koszt narzędzia | Niższy | Wyższy |
| Wielkość produkcji | Niski-średni | Średnio-wysoki |
Lepsze alternatywy dla przetwarzania ABS
Zalety formowania wtryskowego
Bazując na naszym doświadczeniu produkcyjnym, formowanie wtryskowe zapewnia doskonałe wyniki dla ABS:
- Lepsza kontrola przepływu materiału
- Bardziej spójna jakość części
- Wyższa wydajność produkcji
- Zmniejszona ilość odpadów
- Lepsze wykończenie powierzchni
Optymalizacja parametrów procesu
Aby uzyskać optymalne wyniki w przypadku ABS, zalecamy następujące parametry formowania wtryskowego:
- Temperatura topnienia: 220-260°C
- Temperatura formy: 50-80°C
- Ciśnienie wtrysku: 70-120 MPa
- Ciśnienie trzymania: 40-80% ciśnienia wtrysku
Względy jakościowe
Wykończenie powierzchni i estetyka
Różnice w jakości powierzchni między częściami ABS formowanymi tłocznie i wtryskowo są znaczące:
Formowanie wtryskowe zapewnia:
- Gładsze powierzchnie
- Lepsze zachowanie połysku
- Bardziej spójna tekstura
- Doskonała reprodukcja szczegółów
Formowanie tłoczne zazwyczaj skutkuje:
- Zmienne wykończenie powierzchni
- Potencjał dla linii przepływu
- Mniej spójny wygląd
- Ograniczona szczegółowość
Integralność strukturalna
Mój zespół przeprowadził szeroko zakrojone testy zarówno części ABS formowanych tłocznie, jak i wtryskowo. Porównanie integralności strukturalnej wykazało:
Właściwości mechaniczne
- Wytrzymałość na rozciąganie
- Odporność na uderzenia
- Stabilność wymiarowa
- Odporność na odkształcenia
Długoterminowe wyniki
- Odporność na warunki atmosferyczne
- Stabilność UV
- Odporność chemiczna
- Odporność na ciepło
Analiza kosztów i wydajność produkcji
Rozważania dotyczące wielkości produkcji
Wybór między formowaniem tłocznym a wtryskowym często sprowadza się do kwestii ekonomicznych:
Produkcja małoseryjna (< 1000 części)
- Koszty narzędzi
- Czas konfiguracji
- Odpady materiałowe
- Wymagania dotyczące pracy
Produkcja wielkoseryjna (> 1000 części)
- Wydajność czasu cyklu
- Potencjał automatyzacji
- Spójność jakości
- Całkowity koszt na część
Inwestycje i zwrot z inwestycji
Rozważając metody przetwarzania ABS, czynniki te wpływają na zwrot z inwestycji:
| Czynnik | Formowanie tłoczne | Formowanie wtryskowe |
|---|---|---|
| Inwestycja początkowa | Niższy | Wyższy |
| Koszty operacyjne | Wyższa za część | Niższa za część |
| Prędkość produkcji | Wolniej | Szybciej |
| Współczynnik złomowania | Wyższy | Niższy |
| Koszty pracy | Wyższy | Niższy |
Wpływ na środowisko i zrównoważony rozwój
Wybór metody produkcji wpływa na zrównoważenie środowiskowe:
Odpady materiałowe
- Formowanie tłoczne generuje zazwyczaj więcej odpadów
- Formowanie wtryskowe zapewnia lepszą wydajność materiałową
- Potencjał recyklingu różni się w zależności od procesu
Zużycie energii
- Wydajność procesu
- Wymagania sprzętowe
- Czas trwania cyklu produkcyjnego
W PTSMAKE priorytetowo traktujemy zrównoważone praktyki produkcyjne przy jednoczesnym zachowaniu wysokich standardów jakości. Nasze procesy formowania wtryskowego materiałów ABS osiągają wskaźniki wykorzystania materiałów powyżej 98%, znacznie zmniejszając ilość odpadów i wpływ na środowisko.
Jakie są różne stopnie formowania wtryskowego ABS?
Wybór odpowiedniego gatunku ABS do formowania wtryskowego może być przytłaczający. Przy setkach dostępnych opcji, z których każda ma różne właściwości, wielu inżynierów i projektantów produktów ma trudności z dokonaniem optymalnego wyboru dla konkretnego zastosowania. Decyzja ta ma bezpośredni wpływ na jakość i wydajność produktu.
Gatunki ABS (akrylonitryl-butadien-styren) do formowania wtryskowego są podzielone na kategorie w oparciu o ich specyficzne właściwości i zastosowania. Główne kategorie obejmują gatunki ogólnego przeznaczenia, żaroodporne, wysokoudarowe, trudnopalne i specjalistyczne, z których każdy oferuje unikalne właściwości dla różnych potrzeb produkcyjnych.
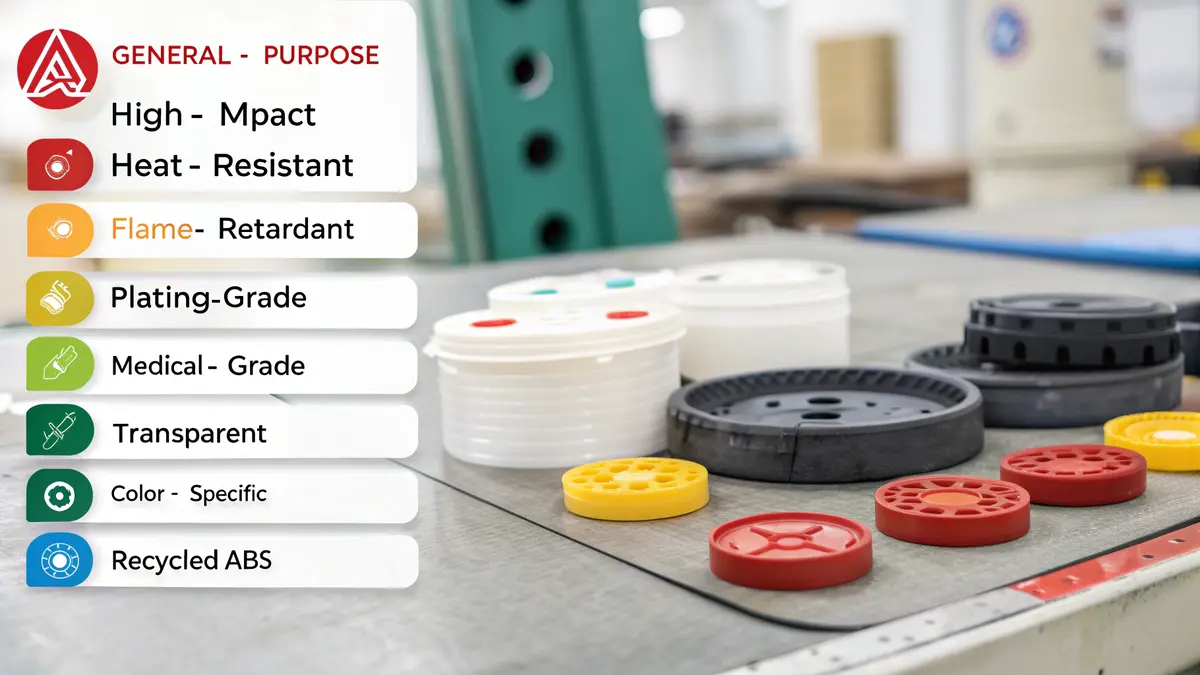
Zrozumienie gatunków ABS ogólnego przeznaczenia
Gatunki ABS ogólnego przeznaczenia są najczęściej stosowanymi wariantami w formowaniu wtryskowym. Gatunki te oferują zrównoważoną kombinację właściwości, dzięki czemu nadają się do szerokiego zakresu zastosowań. W PTSMAKE często zalecamy te gatunki do produktów, które nie wymagają ekstremalnej wydajności.
Kluczowe właściwości obejmują:
- Umiarkowana wytrzymałość na uderzenia
- Dobre wykończenie powierzchni
- Przyzwoita odporność na ciepło
- Opłacalne ceny
Typowe zastosowania dla gatunków ogólnego przeznaczenia obejmują:
- Obudowy elektroniki użytkowej
- Elementy wyposażenia wnętrz samochodów
- Części do urządzeń gospodarstwa domowego
- Zabawki i produkty rekreacyjne
Wysokoudarowe gatunki ABS
Gatunki o wysokiej udarności zawierają wyższy procent kauczuk butadienowy3 co znacznie zwiększa odporność na uderzenia. Gatunki te są niezbędne przy produkcji części, które muszą wytrzymać wielokrotne uderzenia lub trudne warunki.
Charakterystyka działania
- Doskonała wytrzymałość na uderzenia
- Zwiększona wytrzymałość
- Dobra wydajność w niskich temperaturach
- Nieco niższa odporność na ciepło
Typowe zastosowania
- Sprzęt ochronny
- Obudowy narzędzi
- Samochodowe części zewnętrzne
- Obudowy przemysłowe
Odporne na wysoką temperaturę gatunki ABS
W przypadku zastosowań wymagających lepszej stabilności termicznej, żaroodporne gatunki ABS oferują lepszą wydajność w podwyższonych temperaturach.
| Własność | Wartość standardowa | Zwiększona wartość |
|---|---|---|
| Temperatura ugięcia cieplnego | 85°C | Do 110°C |
| Temperatura mięknienia Vicat | 100°C | Do 120°C |
| Temperatura pracy ciągłej | 75°C | Do 95°C |
Trudnopalne gatunki ABS
Przepisy bezpieczeństwa często wymagają materiałów o określonych właściwościach zmniejszających palność. Te specjalistyczne gatunki zawierają dodatki zmniejszające palność przy jednoczesnym zachowaniu podstawowych właściwości ABS.
Kluczowe cechy
- Oceny UL94 V-0, V-1 lub V-2
- Minimalna emisja dymu
- Właściwości samogasnące
- Zachowane właściwości mechaniczne
ABS klasy galwanicznej
Te specjalistyczne gatunki zostały zaprojektowane specjalnie do zastosowań wymagających galwanizacji. Widziałem niezwykłe rezultaty w tworzeniu wysokiej klasy części dekoracyjnych z użyciem tych gatunków.
Właściwości krytyczne
- Lepsza jakość powierzchni
- Doskonała wydajność
- Dobra przyczepność do warstw metalowych
- Stała wydajność
ABS klasy medycznej
Zastosowania medyczne wymagają określonych gatunków, które spełniają rygorystyczne wymogi regulacyjne. Gatunki te oferują:
- Biokompatybilność
- Zgodność z przepisami FDA
- Certyfikat USP klasy VI
- Odporność na sterylizację
Przezroczyste gatunki ABS
Chociaż nie są tak przezroczyste jak PC lub PMMA, te gatunki oferują lepszą przejrzystość w porównaniu do standardowego ABS:
Aplikacje obejmują
- Światłowody
- Okna wyświetlacza
- Elementy dekoracyjne
- Półprzezroczyste osłony
Klasy zależne od koloru
Różne wymagania dotyczące kolorystyki wymagają określonych gatunków ABS:
| Typ koloru | Charakterystyka | Typowe zastosowania |
|---|---|---|
| Naturalny | Doskonała kolorystyka | Części w kolorze niestandardowym |
| Wstępnie pokolorowane | Spójny kolor | Produkcja masowa |
| Biały | Wysoka jasność | Obudowy urządzeń |
| Czarny | Odporność na promieniowanie UV | Zastosowania zewnętrzne |
Gatunki ABS z recyklingu
Ponieważ zrównoważony rozwój staje się coraz ważniejszy, gatunki ABS pochodzące z recyklingu zyskują na popularności. W PTSMAKE oferujemy kilka opcji:
- Gatunki pochodzące z recyklingu poprzemysłowego
- Gatunki pochodzące z recyklingu poużytkowego
- Gatunki mieszanek (pierwotne + z recyklingu)
Kryteria wyboru dla klas ABS
Pomagając klientom wybrać odpowiednią klasę ABS, biorę pod uwagę kilka czynników:
Wymagania dotyczące aplikacji
- Temperatura pracy
- Potrzeby w zakresie odporności na uderzenia
- Narażenie chemiczne
- Ekspozycja na promieniowanie UV
Warunki przetwarzania
- Konstrukcja formy
- Wymagania dotyczące czasu cyklu
- Możliwości sprzętowe
- Wielkość produkcji
Rozważania ekonomiczne
- Koszt materiałów
- Wydajność przetwarzania
- Wymagania dotyczące jakości części
- Skala produkcji
Wymogi regulacyjne
- Standardy branżowe
- Przepisy dotyczące ochrony środowiska
- Certyfikaty bezpieczeństwa
- Zgodność regionalna
Rozważania dotyczące kontroli jakości
Każda klasa ABS wymaga określonych środków kontroli jakości:
Parametry testowe
- Wskaźnik płynięcia
- Wytrzymałość na uderzenia
- Temperatura ugięcia ciepła
- Spójność kolorów
- Jakość powierzchni
Kontrola procesu
- Parametry suszenia
- Profile temperatury
- Ciśnienie wtrysku
- Czas chłodzenia
- Usuwanie części
Dzięki mojemu doświadczeniu w PTSMAKE odkryłem, że zrozumienie tych różnych gatunków i ich zastosowań ma kluczowe znaczenie dla udanych projektów formowania wtryskowego. Współpracując z nami, nasz zespół ekspertów pomaga wybrać optymalny gatunek ABS do konkretnego zastosowania, zapewniając zarówno wydajność, jak i opłacalność.
W jakiej temperaturze formowany jest plastik ABS?
Każdego dnia spotykam się z producentami zmagającymi się z temperaturami formowania ABS. Kończą oni z wypaczonymi częściami z powodu nieprawidłowych temperatur lub napotykają na problemy związane z degradacją materiału. Te problemy związane z temperaturą nie tylko powodują marnowanie cennych materiałów, ale także prowadzą do kosztownych opóźnień w produkcji.
Aby uzyskać optymalne wyniki, tworzywo ABS zazwyczaj formuje się w zakresie temperatur 440-500°F (227-260°C). Konkretna temperatura w tym zakresie zależy od gatunku ABS, geometrii części i warunków formowania. Utrzymanie odpowiedniej temperatury topnienia i formowania ma kluczowe znaczenie dla uzyskania wysokiej jakości części.

Zrozumienie parametrów temperatury formowania ABS
Strefy temperatury topnienia
Sukces formowania wtryskowego ABS w dużej mierze zależy od utrzymania odpowiednich temperatur w różnych strefach. W PTSMAKE opracowaliśmy kompleksowe podejście do kontroli temperatury, które zapewnia stałą jakość części. W tym celu degradacja termiczna4 ABS może wystąpić, jeśli temperatura przekroczy zalecane limity.
Oto szczegółowy podział typowych stref temperaturowych:
| Strefa | Zakres temperatur (°F) | Zakres temperatur (°C) | Cel |
|---|---|---|---|
| Strefa zasilania | 380-420 | 193-216 | Przygotowanie materiału |
| Strefa kompresji | 420-460 | 216-238 | Topienie materiału |
| Strefa pomiarowa | 440-500 | 227-260 | Końcowa homogenizacja stopu |
Kontrola temperatury formy
Temperatura formy odgrywa kluczową rolę w jakości części i czasie cyklu. Bazując na moim doświadczeniu w pracy z różnymi gatunkami ABS, zalecam następujące zakresy temperatur formy:
| Typ części | Temperatura formy (°F) | Temperatura formy (°C) |
|---|---|---|
| Części cienkościenne | 150-170 | 66-77 |
| Części standardowe | 170-190 | 77-88 |
| Części o grubych ściankach | 190-210 | 88-99 |
Krytyczne czynniki wpływające na temperaturę formowania
Rozważania dotyczące gatunku materiału
Różne gatunki ABS wymagają określonych ustawień temperatury:
- Gatunki o wysokiej udarności: Generalnie wymagają niższych temperatur
- Gatunki odporne na wysoką temperaturę: Wymagają wyższych temperatur przetwarzania
- Gatunki trudnopalne: Wymagają precyzyjnej kontroli temperatury
Wpływ projektu części
Geometria części znacząco wpływa na optymalną temperaturę formowania:
- Zmiany grubości ścianek
- Obecność złożonych funkcji
- Wymagania dotyczące długości przepływu
- Specyfikacje wykończenia powierzchni
Wady i rozwiązania związane z temperaturą
Typowe problemy
Krótkie ujęcia
- Przyczyna: Zbyt niska temperatura topnienia
- Rozwiązanie: Zwiększyć temperaturę o 10°F
Spalanie
- Przyczyna: Nadmierna temperatura topnienia
- Rozwiązanie: Stopniowe obniżanie temperatury przy jednoczesnym monitorowaniu jakości części
Wady powierzchni
- Przyczyna: Nieprawidłowa temperatura formy
- Rozwiązanie: Dostosowanie temperatury formy w oparciu o wymagania dotyczące powierzchni
Środki kontroli jakości
Aby utrzymać stałą jakość części, w PTSMAKE wdrażamy:
- Monitorowanie temperatury w czasie rzeczywistym
- Regularna kalibracja czujników temperatury
- Dokumentacja optymalnych parametrów
- Kontrole jakości w określonych odstępach czasu
Zaawansowane strategie kontroli temperatury
Optymalizacja procesu
Aby osiągnąć optymalne wyniki:
- Zacznij od temperatur zalecanych przez producenta
- Wprowadzaj małe, stopniowe zmiany
- Dokumentowanie wszystkich zmian i wyników
- Monitorowanie jakości części po każdej regulacji
Rozważania dotyczące efektywności energetycznej
Właściwa kontrola temperatury wpływa również na zużycie energii:
- Izolacja beczek i systemów gorącokanałowych
- Używaj wydajnych elementów grzewczych
- Wdrożenie systemów odzyskiwania energii
- Optymalizacja czasów cyklu
Specjalne zastosowania i rozważania
Części o wysokiej wydajności
Do wymagających zastosowań:
- Używaj precyzyjnych systemów kontroli temperatury
- Wdrożenie adaptacyjnego sterowania procesem
- Monitorowanie czasu przebywania materiału
- Weryfikacja jakości części dzięki rozszerzonym testom
Aplikacje wielomateriałowe
Podczas formowania ABS z innymi materiałami:
- Rozważ zgodność temperatur przetwarzania
- Stosowanie odpowiednich przejść temperaturowych
- Monitorowanie jakości interfejsu materiału
- Wdrożenie odpowiednich procedur oczyszczania
Dzięki starannej kontroli i monitorowaniu temperatury konsekwentnie uzyskujemy wysokiej jakości części ABS. Kluczem jest zrozumienie zależności między właściwościami materiału, warunkami przetwarzania i wymaganiami dotyczącymi części. W PTSMAKE udoskonaliliśmy te procesy, aby zapewnić naszym klientom wyjątkowe wyniki, niezależnie od tego, czy potrzebują części prototypowych, czy dużych serii produkcyjnych.
Jak zoptymalizować projekt części do formowania wtryskowego ABS?
Projektowanie części do formowania wtryskowego ABS może stanowić wyzwanie. Wielu inżynierów boryka się z takimi problemami, jak wypaczenia, ślady zapadnięć i niespójna grubość ścianek, co prowadzi do odrzucania części i kosztownych opóźnień w produkcji.
Kluczem do optymalizacji projektu formowania wtryskowego ABS jest przestrzeganie podstawowych wytycznych: utrzymanie jednolitej grubości ścianki, uwzględnienie odpowiednich kątów ciągu, zaprojektowanie odpowiednich struktur żeber i strategiczne rozmieszczenie bram. Elementy te zapewniają jakość i możliwość produkcji części.
Zrozumienie wymagań dotyczących grubości ścianek
Jednym z najbardziej krytycznych aspektów projektowania części ABS jest grubość ścianki. Grubość zachowanie reologiczne5 ABS podczas procesu formowania wymaga starannego rozważenia wymiarów ścianek. Zalecam stosowanie się do poniższych wskazówek:
Zalecany zakres grubości ścianek
| Rozmiar części | Minimalna grubość | Maksymalna grubość | Optymalna grubość |
|---|---|---|---|
| Małe części (<4 cale) | 1,0 mm | 3,0 mm | 2,0 mm |
| Średnie części (4-8 cali) | 1,2 mm | 3,5 mm | 2,5 mm |
| Duże części (>8 cali) | 1,5 mm | 4,0 mm | 3,0 mm |
Przejścia grubości ścian
Podczas projektowania przejść między różnymi grubościami ścianek należy zachować stopniową zmianę, stosując stosunek 3:1 lub mniejszy. W PTSMAKE odkryliśmy, że gwałtowne zmiany często prowadzą do koncentracji naprężeń i potencjalnych awarii części.
Projekt wdrożenia kąta
Kąty zanurzenia są niezbędne do łatwego wyrzucania części. Bazując na moim doświadczeniu w pracy z różnymi częściami ABS, sugeruję:
- Minimalny kąt zanurzenia: 1° dla powierzchni teksturowanych
- Zalecany kąt ciągu: 2-3° dla gładkich powierzchni
- Optymalny kąt zanurzenia: 3-5° dla głębokich żeber i występów
Optymalizacja konstrukcji żeber
Żebra zapewniają wsparcie strukturalne, jednocześnie minimalizując zużycie materiału. Postępuj zgodnie z poniższymi wskazówkami:
Wymiary żeber
- Grubość: 50-75% grubości sąsiedniej ścianki
- Wysokość: Maksymalnie 3-krotność grubości ściany podstawy
- Odstępy: Co najmniej 2-krotność grubości ścianki między żebrami
Strategia lokalizacji bramy
Umieszczenie bramy ma znaczący wpływ na jakość części. Należy wziąć pod uwagę następujące czynniki:
Rozważania dotyczące bramek krytycznych
Długość przepływu
- Maksymalna długość przepływu dla ABS: 150-200 mm
- Wiele bramek dla większych części
Rodzaje bramek
- Bramy sworzniowe: Małe części, precyzyjna kontrola
- Bramy wentylatora: Szerokie części, równomierny przepływ
- Bramy podwodne: Automatyczne zmniejszanie
Konstrukcja narożników i krawędzi
Odpowiednia konstrukcja narożników zapobiega koncentracji naprężeń i zapewnia równomierne wypełnienie:
Narożniki wewnętrzne
- Minimalny promień: 0,5-krotność grubości ścianki
- Zalecany promień: 1,0-1,5-krotność grubości ścianki
Narożniki zewnętrzne
- Minimalny promień: 0,3-krotność grubości ścianki
- Zalecany promień: 0,75-krotność grubości ścianki
Wymagania projektowe szefa
W mojej pracy w PTSMAKE stwierdziłem, że te wytyczne dotyczące projektowania szefów mają kluczowe znaczenie:
Średnica zewnętrzna
- Maksimum: 2-krotność średnicy wewnętrznej
- Minimalna grubość ściany: 60% sąsiednich ścian
Struktura wsparcia
- Użyj klinów dla wysokich bossów
- Maksymalna wysokość: 3-krotność średnicy zewnętrznej
Rozważania dotyczące żywych zawiasów
Podczas projektowania żywych zawiasów dla części ABS:
Wymagania dotyczące grubości
- Przekrój zawiasu: 0,3-0,5 mm
- Strefy przejściowe: Stopniowe zwężenie na długości 2-3 mm
Promień gięcia
- Minimum: 1,5-krotność grubości materiału
- Optymalna: 2,0-2,5-krotność grubości materiału
Optymalizacja przepływu materiałów
Prawidłowy przepływ materiału zapewnia jakość części:
Projekt ścieżki przepływu
- Zrównoważone ścieżki przepływu do wszystkich sekcji
- Unikaj martwych punktów i pułapek powietrznych
Wymagania dotyczące wentylacji
- Głębokość odpowietrznika: 0,02-0,03 mm
- Lokalizacja: Koniec ścieżek przepływu i punkty spotkań
Elementy wsparcia strukturalnego
Aby zachować integralność części:
Opcje wzmocnienia
- Strategiczne rozmieszczenie żeber
- Sekcje rdzeniowe do dużych płaskich powierzchni
- Struktura plastra miodu zapewniająca lekkość i wytrzymałość
Właściwości nośne
- Rozkład obciążeń na wiele punktów
- Konstrukcje wsporcze w pobliżu obszarów narażonych na duże obciążenia
Wdrożyłem te zasady projektowania w wielu projektach w PTSMAKE, konsekwentnie osiągając doskonałe wyniki. Należy pamiętać, że udane formowanie wtryskowe ABS zaczyna się od przemyślanego projektu uwzględniającego te elementy. Kluczem jest zrównoważenie teoretycznych zasad projektowania z praktycznymi ograniczeniami produkcyjnymi.
Jakie są czynniki kosztowe w produkcji form wtryskowych ABS?
Wielu producentów zmaga się z nieprzewidywalnymi kosztami projektów formowania wtryskowego ABS. Widziałem klientów borykających się z przekroczeniem budżetu i nieoczekiwanymi wydatkami, co prowadziło do opóźnień w realizacji projektów i napiętych relacji z dostawcami.
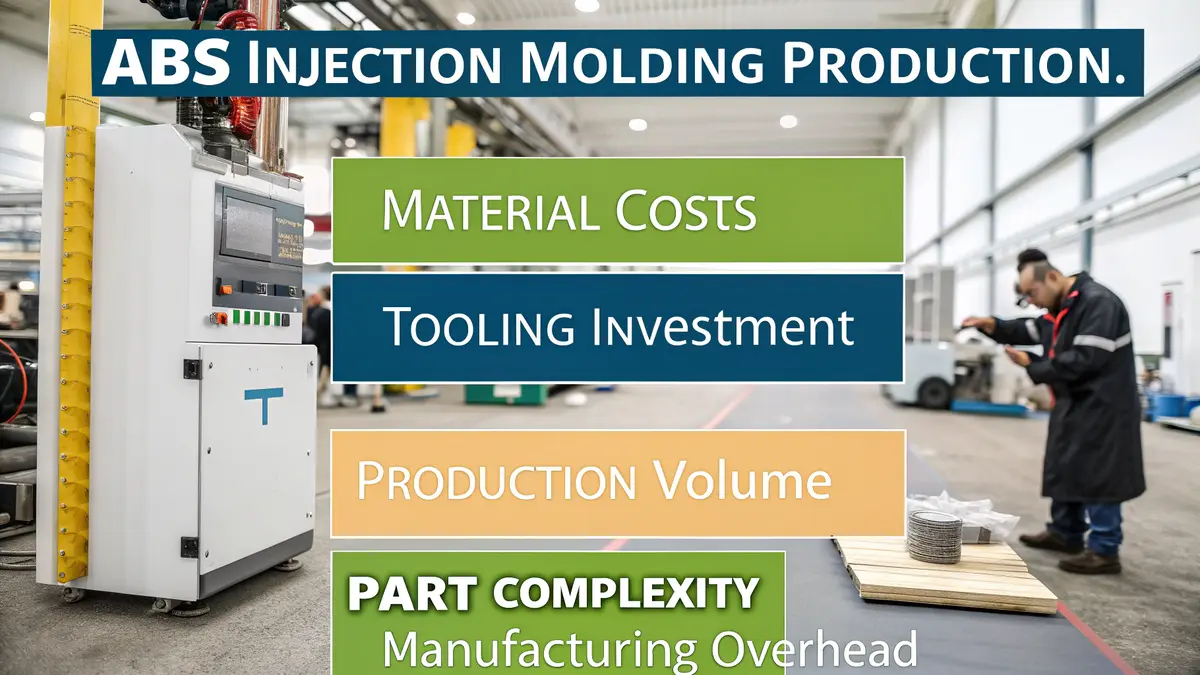
Na koszt produkcji form wtryskowych ABS ma wpływ wybór materiału, koszty oprzyrządowania, wielkość produkcji, złożoność części i koszty ogólne produkcji. Każdy czynnik ma inny wpływ na ostateczny koszt, co wymaga starannego rozważenia podczas planowania projektu.
Koszty materiałów i wpływ na wybór
Ceny surowców
Koszt żywicy ABS znacząco wpływa na ogólne koszty produkcji. W PTSMAKE uważnie śledzimy ceny rynkowe i utrzymujemy relacje z wiarygodnymi dostawcami, aby zapewnić naszym klientom konkurencyjne koszty materiałów. The gatunek materiału6 Wybór wpływa zarówno na jakość produktu końcowego, jak i na koszty produkcji.
Uwagi dotyczące odpadów materiałowych
Wdrażamy wydajne systemy obsługi materiałów, aby zminimalizować ilość odpadów. Obejmuje to:
- Optymalizacja systemu biegacza
- Właściwe przechowywanie materiałów
- Zarządzanie użytkowaniem Regrind
- Procedury kontroli jakości
Analiza inwestycji w oprzyrządowanie
Początkowe koszty projektu formy
Złożoność części ma bezpośredni wpływ na koszty projektowania form. Ważne czynniki obejmują:
| Element projektu | Wpływ na koszty |
|---|---|
| Wykończenia powierzchni | Średni do wysokiego |
| Podcięcia | Wysoki |
| Działania poboczne | Bardzo wysoka |
| Wymagania dotyczące tekstur | Średni |
Wydatki na utrzymanie pleśni
Regularna konserwacja formy zapewnia stałą jakość części i wydłuża żywotność narzędzia. Obejmuje to:
- Harmonogramy konserwacji zapobiegawczej
- Wymiana części zużywających się
- Odnowienie obróbki powierzchni
- Konserwacja układu chłodzenia
Rozważania dotyczące wielkości produkcji
Koszty konfiguracji i uruchomienia
Początkowe koszty konfiguracji rozkładają się na całkowitą wielkość produkcji. Wyższe wolumeny zazwyczaj skutkują niższymi kosztami jednostkowymi. Koszty te obejmują:
| Element ustawień | Stałe/zmienne |
|---|---|
| Programowanie maszyn | Naprawiono |
| Ładowanie materiału | Zmienna |
| Konfiguracja jakości | Naprawiono |
| Przebiegi testowe | Zmienna |
Korzyści wynikające z ekonomii skali
Większe serie produkcyjne mają kilka zalet:
- Niższe koszty materiałów w przeliczeniu na jednostkę
- Niższa alokacja kosztów konfiguracji
- Zwiększona wydajność produkcji
- Lepsza siła negocjacyjna
Czynniki złożoności części
Cechy konstrukcyjne Wpływ
Złożone projekty części wymagają bardziej zaawansowanego oprzyrządowania i dłuższych czasów cyklu. Kluczowe kwestie obejmują:
- Zmiany grubości ścianek
- Cechy wewnętrzne
- Wymagania dotyczące wykończenia powierzchni
- Wymagania dotyczące montażu
Wymagania dotyczące kontroli jakości
Bardziej złożone części często wymagają dodatkowych kontroli jakości, co zwiększa ogólne koszty:
- Kontrole wymiarów
- Testowanie materiałów
- Kontrole wizualne
- Testy funkcjonalne
Koszty ogólne produkcji
Koszty pracy
Koszty pracy różnią się w zależności od:
| Rodzaj pracy | Współczynnik kosztów |
|---|---|
| Obsługa maszyn | Średni |
| Kontrola jakości | Wysoki |
| Obsługa materiałów | Niski |
| Opakowanie | Niski |
Koszty sprzętu i wyposażenia
Koszty operacyjne obejmują:
- Amortyzacja maszyny
- Utrzymanie obiektu
- Wydatki na media
- Koszty ubezpieczenia
Strategie optymalizacji produkcji
Redukcja czasu cyklu
W PTSMAKE koncentrujemy się na optymalizacji czasu cyklu poprzez:
- Zaawansowana konstrukcja układu chłodzenia
- Optymalizacja parametrów procesu
- Wdrożenie automatyzacji
- Regularne harmonogramy konserwacji
Zarządzanie jakością
Skuteczna kontrola jakości zmniejsza liczbę kosztownych usterek:
- Monitorowanie w trakcie procesu
- Statystyczna kontrola procesu
- Regularne szkolenia operatorów
- Systemy dokumentacji
Redukcja kosztów dzięki technologii
Zaawansowane technologie produkcyjne
Wykorzystujemy nowoczesne technologie w celu obniżenia kosztów:
- Inteligentne systemy produkcyjne
- Zautomatyzowana obsługa materiałów
- Sprzęt do monitorowania procesów
- Energooszczędne maszyny
Korzyści z automatyzacji procesów
Automatyzacja pomaga obniżyć koszty poprzez:
- Stała jakość produktu
- Zmniejszone zapotrzebowanie na siłę roboczą
- Szybsze cykle produkcyjne
- Mniejsza ilość odpadów materiałowych
Rozważania dotyczące planowania projektu
Zarządzanie osią czasu
Skuteczne planowanie projektu pomaga kontrolować koszty poprzez:
- Realistyczne planowanie
- Alokacja zasobów
- Zarządzanie ryzykiem
- Planowanie komunikacji
Alokacja zasobów
Właściwe zarządzanie zasobami zapewnia wydajną produkcję:
- Wykorzystanie sprzętu
- Planowanie pracy
- Inwentaryzacja materiałów
- Zasoby kontroli jakości
To kompleksowe zrozumienie czynników kosztowych w produkcji form wtryskowych ABS umożliwia lepsze planowanie projektu i kontrolę kosztów. W PTSMAKE ściśle współpracujemy z naszymi klientami w celu optymalizacji każdego czynnika, zapewniając opłacalną produkcję przy zachowaniu wysokich standardów jakości. Nasze doświadczenie w obsłudze projektów o różnej wielkości i złożoności pozwala nam dostarczać cennych informacji i rozwiązań w zakresie efektywnego zarządzania kosztami produkcji.
Jak wypada formowanie wtryskowe ABS w porównaniu z formowaniem PC lub PP?
Producenci często zmagają się z wyborem pomiędzy ABS, PC i PP dla swoich projektów formowania wtryskowego. Niewłaściwy wybór materiału może prowadzić do awarii produktu, zwiększonych kosztów i opóźnień w produkcji. Wyzwania te stają się jeszcze bardziej krytyczne, gdy mamy do czynienia z dużymi zamówieniami lub złożonymi projektami części.
Formowanie wtryskowe ABS oferuje zrównoważone połączenie wytrzymałości, przetwarzalności i opłacalności w porównaniu do formowania PC i PP. Podczas gdy PC wyróżnia się odpornością na uderzenia i przejrzystością optyczną, a PP zapewnia odporność chemiczną i elastyczność, ABS zapewnia dobre właściwości mechaniczne przy łatwiejszych warunkach przetwarzania.
Właściwości materiału i charakterystyka przetwarzania
Porównując te materiały, musimy wziąć pod uwagę kilka kluczowych aspektów. W PTSMAKE regularnie pracujemy ze wszystkimi trzema materiałami, a każdy z nich ma swoje unikalne cechy. zachowanie podczas krystalizacji7 które wpływają na warunki przetwarzania i końcowe właściwości części.
Wymagania dotyczące temperatury przetwarzania
Wymagania dotyczące temperatury przetwarzania różnią się znacznie między tymi materiałami:
| Materiał | Temperatura topnienia (°C) | Temperatura formy (°C) | Temperatura suszenia (°C) |
|---|---|---|---|
| ABS | 220-260 | 60-80 | 80-85 |
| PC | 280-320 | 80-120 | 120-125 |
| PP | 200-250 | 20-60 | Niewymagane |
Porównanie właściwości mechanicznych
Właściwości mechaniczne tych materiałów znacznie się różnią:
| Własność | ABS | PC | PP |
|---|---|---|---|
| Wytrzymałość na rozciąganie (MPa) | 40-50 | 55-75 | 30-40 |
| Udarność (J/m) | 200-400 | 600-850 | 20-100 |
| Odchylenie cieplne (°C) | 90-105 | 130-140 | 50-65 |
Rozważania dotyczące kosztów i wydajności produkcji
Zauważyłem, że koszty materiałów odgrywają kluczową rolę w planowaniu projektu. ABS zazwyczaj oferuje średni punkt cenowy:
- ABS: $2.5-3.5/kg
- PC: $3.5-5.0/kg
- PP: $1.5-2.5/kg
Współczynniki wydajności przetwarzania
Każdy materiał stawia inne wyzwania związane z przetwarzaniem:
Czas cyklu
- ABS: Umiarkowany czas cyklu (20-30 sekund)
- PC: Dłuższe czasy cyklu (30-40 sekund)
- PP: Krótsze czasy cyklu (15-25 sekund)
Zużycie energii
- ABS: Umiarkowane zużycie energii
- PC: Wyższe wymagania energetyczne ze względu na wyższe temperatury przetwarzania
- PP: Niższe zużycie energii
Uwagi dotyczące aplikacji
Elektronika użytkowa
ABS dominuje w tym sektorze ze względu na:
- Doskonałe wykończenie powierzchni
- Dobra stabilność wymiarowa
- Ekonomiczna produkcja
Komponenty motoryzacyjne
Wybór zależy od konkretnych wymagań:
- ABS: elementy wykończenia wnętrza, elementy deski rozdzielczej
- PC: Obudowy reflektorów, przezroczyste elementy
- PP: Zderzaki, zbiorniki płynów
Wpływ na środowisko i zrównoważony rozwój
Aspekty środowiskowe tych materiałów znacznie się różnią:
Możliwość recyklingu
- ABS: Dobra zdolność do recyklingu, zachowuje właściwości
- PC: Nadaje się do recyklingu, ale jego właściwości ulegają pogorszeniu
- PP: Doskonała zdolność do recyklingu
Ślad energetyczny
- ABS: Umiarkowany ślad energetyczny
- PC: Wyższy ślad energetyczny
- PP: Niższy ślad energetyczny
Wymagania dotyczące kontroli jakości i testowania
Procedury kontroli jakości różnią się w zależności od materiału:
Typowe problemy z jakością
ABS
- Kontrola wypaczenia
- Spójność wykończenia powierzchni
- Dopasowanie kolorów
PC
- Wrażliwość na wilgoć
- Pękanie naprężeniowe
- Zapobieganie żółknięciu
PP
- Kontrola skurczu
- Wytrzymałość linii spawania
- Zapobieganie znacznikom przepływu
W PTSMAKE utrzymujemy ścisłe protokoły kontroli jakości dla wszystkich materiałów, wykorzystując zaawansowany sprzęt i procedury testowe, aby zapewnić stałą jakość części.
Uwagi projektowe dotyczące różnych materiałów
Każdy materiał wymaga szczególnych rozważań projektowych:
Wytyczne dotyczące grubości ścianek
| Materiał | Zalecana grubość ścianki (mm) | Maksymalna grubość ścianki (mm) |
|---|---|---|
| ABS | 1.2-3.5 | 4.0 |
| PC | 1.5-3.8 | 4.5 |
| PP | 0.8-3.0 | 3.5 |
Wymagania dotyczące kąta zanurzenia
- ABS: 1-2 stopnie
- PC: 1-3 stopnie
- PP: 0,5-1,5 stopnia
Praktyczne wskazówki dotyczące wyboru materiałów
Pomagając klientom w wyborze pomiędzy tymi materiałami, biorę pod uwagę:
Wymagania dotyczące zastosowania końcowego
- Narażenie na temperaturę
- Potrzeby w zakresie odporności chemicznej
- Wymagania dotyczące obciążenia mechanicznego
Wielkość produkcji
- Oczekiwana żywotność narzędzia
- Wymagania dotyczące czasu cyklu
- Ograniczenia kosztowe
Wymagania estetyczne
- Potrzeby w zakresie wykończenia powierzchni
- Wymagania dotyczące kolorów
- Potrzeba przejrzystości
Decyzja między formowaniem wtryskowym ABS, PC i PP ostatecznie zależy od zrównoważenia tych różnych czynników. Podczas gdy ABS oferuje dobre rozwiązanie pośrednie dla wielu zastosowań, specyficzne wymagania mogą sprawić, że PC lub PP będą bardziej odpowiednie dla niektórych projektów.
Jakie opcje obróbki końcowej są dostępne dla części formowanych z ABS?
Wielu producentów zmaga się z surowym wyglądem swoich części formowanych z ABS prosto z formy. Wykończenie powierzchni często wykazuje widoczne ślady bramy, linie podziału i niespójną teksturę, która nie spełnia wymagań produktu. Może to znacząco wpłynąć na estetykę produktu i jego akceptację na rynku.
Obróbka końcowa części formowanych z ABS oferuje różne rozwiązania, w tym wykańczanie powierzchni, malowanie, powlekanie galwaniczne i operacje montażowe. Techniki te mogą poprawić zarówno wygląd, jak i funkcjonalność formowanych komponentów, czyniąc je odpowiednimi do zamierzonych zastosowań.
Zrozumienie technik przygotowania powierzchni
Przed zastosowaniem jakiejkolwiek obróbki wykończeniowej kluczowe znaczenie ma odpowiednie przygotowanie powierzchni. Sukces każdej metody obróbki końcowej w dużej mierze zależy od tego, jak dobrze przygotowana jest powierzchnia. W PTSMAKE stosujemy kilka technik przygotowania powierzchni:
Mechaniczna obróbka powierzchni
- Szlifowanie i polerowanie
- Śrutowanie
- Tumbling
- Wykańczanie wibracyjne
Metody te pomagają usunąć linie podziału, ślady bramy i stworzyć jednolitą teksturę powierzchni. Wybór zależy od geometrii części i wymagań końcowych.
Opcje wykończenia dekoracyjnego
Jeśli chodzi o zwiększenie atrakcyjności wizualnej części ABS, kilka wykończenie anizotropowe8 techniki są dostępne:
Systemy malowania
Proces malowania zazwyczaj obejmuje:
| Krok | Cel | Wspólne metody |
|---|---|---|
| Czyszczenie | Usuwanie zanieczyszczeń | Wycieranie rozpuszczalnikiem, czyszczenie ultradźwiękowe |
| Gruntowanie | Lepsza przyczepność farby | Podkład w sprayu, promotor przyczepności |
| Lakier bazowy | Główne zastosowanie kolorów | Malowanie natryskowe, zanurzanie |
| Top coat | Ochrona i połysk | Lakier bezbarwny, wykończenie odporne na promieniowanie UV |
Wykończenie metaliczne
Chromowanie i inne metaliczne wykończenia mogą nadać częściom ABS wygląd premium:
- Trawienie chemiczne
- Galwanizacja bezprądowa
- Galwanizacja
- Powłoka PVD
Funkcjonalne przetwarzanie końcowe
Poza estetyką, niektóre operacje obróbki końcowej poprawiają funkcjonalność części:
Obróbka cieplna
Obróbka cieplna może:
- Łagodzenie naprężeń wewnętrznych
- Poprawa stabilności wymiarowej
- Poprawa właściwości mechanicznych
Operacje montażu
Wiele części ABS wymaga dodatkowych operacji:
| Typ operacji | Cel | Typowe zastosowania |
|---|---|---|
| Spawanie ultradźwiękowe | Dołącz komponenty | Obudowy elektroniczne |
| Spawanie gorącą płytą | Tworzenie silnych więzi | Części samochodowe |
| Klejenie | Złożone zespoły | Produkty konsumenckie |
| Mocowanie mechaniczne | Zdejmowane przeguby | Elementy nadające się do użytku |
Opcje teksturowania powierzchni
Teksturowanie powierzchni może radykalnie zmienić wygląd i dotyk części ABS:
Teksturowanie chemiczne
- Trawienie kwasem
- Maty chemiczne
- Selektywna modyfikacja powierzchni
Teksturowanie fizyczne
- Teksturowanie laserowe
- Wybuch mediów
- Transfer wzoru
Rozważania dotyczące kontroli jakości
W PTSMAKE wdrażamy rygorystyczne środki kontroli jakości części poddawanych obróbce końcowej:
Kontrola wzrokowa
- Jednorodność wykończenia powierzchni
- Spójność kolorów
- Identyfikacja wad
Testy fizyczne
- Testowanie przyczepności powłok
- Odporność na uderzenia
- Testy narażenia środowiskowego
Aspekty środowiskowe i bezpieczeństwa
Operacje przetwarzania końcowego muszą uwzględniać:
Wpływ na środowisko
- Emisje LZO związane z malowaniem
- Wymagania dotyczące przetwarzania odpadów
- Możliwości recyklingu materiałów
Środki bezpieczeństwa
- Środki ochrony indywidualnej
- Wymagania dotyczące wentylacji
- Procedury postępowania z chemikaliami
Rozważania dotyczące kosztów
Różne opcje przetwarzania końcowego różnią się znacznie pod względem kosztów:
| Typ procesu | Koszt względny | Odpowiednia wielkość produkcji |
|---|---|---|
| Podstawowe wykończenie | Niski | Wszystkie tomy |
| Malowanie | Średni | Średnie i duże ilości |
| Poszycie | Wysoki | Wysokie wolumeny |
| Teksturowanie | Średnio-wysoki | Średnie i duże ilości |
Aplikacje branżowe
Wymagania dotyczące przetwarzania końcowego różnią się w zależności od branży:
Motoryzacja
- Wykończenia na wysoki połysk
- Odporność na zarysowania
- Stabilność UV
Elektronika użytkowa
- Powłoki miękkie w dotyku
- Ekranowanie EMI
- Estetyczna spójność
Urządzenia medyczne
- Biokompatybilność
- Kompatybilność ze sterylizacją
- Odporność chemiczna
Dzięki tej kompleksowej analizie opcji obróbki końcowej dla części formowanych z ABS, omówiłem podstawowe techniki i rozważania. W PTSMAKE ściśle współpracujemy z naszymi klientami, aby określić najbardziej odpowiednie metody obróbki końcowej w oparciu o ich specyficzne wymagania, pomagając im osiągnąć zarówno cele funkcjonalne, jak i estetyczne w sposób wydajny i opłacalny.
Jak zapobiegać wypaczaniu elementów formowanych wtryskowo z ABS?
Wypaczanie się części formowanych wtryskowo z ABS to uporczywe wyzwanie, które może zmienić doskonały projekt w kosztowny koszmar. Widziałem niezliczonych producentów zmagających się z wypaczonymi komponentami, co prowadziło do wysokiego wskaźnika odpadów, opóźnień w produkcji i sfrustrowanych klientów, którzy wymagali perfekcji w swoich częściach.
Aby zapobiec wypaczaniu elementów formowanych wtryskowo z ABS, należy skupić się na optymalizacji konstrukcji formy, utrzymaniu jednolitej grubości ścianek, kontrolowaniu szybkości chłodzenia i ustawieniu odpowiednich parametrów przetwarzania. Czynniki te, w połączeniu ze starannym doborem materiału i obsługą, znacznie zmniejszają ryzyko wypaczenia.
Zrozumienie podstawowych przyczyn wypaczania
Jeśli chodzi o zapobieganie wypaczaniu komponentów ABS, kluczowe znaczenie ma zrozumienie podstawowych przyczyn. Główną przyczyną wypaczania jest nierównomierne chłodzenie, które powoduje wewnętrzne naprężenia w formowanej części. Dzieje się tak z powodu skurcz objętościowy9 która ma miejsce, gdy materiał stygnie i krzepnie.
Kluczowe czynniki przyczyniające się do wypaczania:
Czynniki związane z projektem
- Niespójna grubość ścianki
- Ostre narożniki i przejścia
- Niewłaściwa konstrukcja żeber
- Brak kątów zanurzenia
Czynniki związane z procesem
- Nieprawidłowa temperatura topnienia
- Nieodpowiednie ciśnienie wtrysku
- Niewłaściwy czas chłodzenia
- Nierównomierny układ kanałów chłodzących
Wdrażanie rozwiązań projektowych
W PTSMAKE opracowaliśmy kompleksowe strategie walki z wypaczeniami. Oto sprawdzone rozwiązania projektowe, które wdrażamy:
Optymalna grubość ścianki
Kluczem jest utrzymanie jednolitej grubości ścianki w całej części. Oto praktyczny przewodnik:
| Zakres grubości ścianki (mm) | Typ aplikacji | Poziom ryzyka |
|---|---|---|
| 1.0 - 2.0 | Małe komponenty | Niski |
| 2.0 - 3.0 | Części średniej wielkości | Średni |
| 3.0 - 4.0 | Duże komponenty | Wysoki |
Rozważania dotyczące kąta zanurzenia
Odpowiednie kąty pochylenia są niezbędne do łatwego usuwania części i zmniejszenia naprężeń:
| Rozmiar komponentu | Zalecany kąt zanurzenia | Korzyści |
|---|---|---|
| Mały (< 50 mm) | 0.5° - 1° | Minimalna siła wyrzutu |
| Średni (50-150 mm) | 1° - 2° | Zmniejszone ryzyko wypaczenia |
| Duży (> 150 mm) | 2° - 3° | Optymalne zwolnienie |
Techniki optymalizacji procesów
Kontrola temperatury
Utrzymanie odpowiedniej temperatury przez cały cykl formowania ma kluczowe znaczenie:
Zakres temperatur topnienia
- ABS optymalny zakres: 220-260°C
- Monitorowanie za pomocą czujników termicznych
- Dostosuj na podstawie grubości części
Kontrola temperatury formy
- Utrzymywać 60-80°C dla ABS
- Wydajne kanały chłodzące
- Wdrożenie systemów monitorowania temperatury
Parametry wtrysku
Odpowiednie parametry wtrysku znacząco wpływają na wypaczanie:
| Parametr | Zalecany zakres | Wpływ na wypaczanie |
|---|---|---|
| Prędkość wtrysku | 50-100 mm/s | Umiarkowany |
| Utrzymywanie ciśnienia | 40-60% ciśnienia wtrysku | Wysoki |
| Czas chłodzenia | 20-40 sekund | Krytyczny |
Obsługa i przechowywanie materiałów
Właściwe przygotowanie materiału
Wymagania dotyczące suszenia
- Temperatura: 80-85°C
- Czas: 2-4 godziny
- Zawartość wilgoci: < 0,1%
Warunki przechowywania
- Temperatura: 20-25°C
- Wilgotność: < 50%
- Chronione przed bezpośrednim działaniem promieni słonecznych
Zaawansowane rozwiązania i technologie
Inteligentna konstrukcja systemu chłodzenia
W PTSMAKE wykorzystujemy zaawansowane konstrukcje kanałów chłodzących:
Chłodzenie konforemne
- Podąża za konturem części
- Skraca czas cyklu o 20-30%
- Poprawia jakość części
Zrównoważone chłodzenie
- Wiele stref chłodzenia
- Monitorowanie temperatury
- Adaptacyjne systemy sterowania
Środki kontroli jakości
Monitorowanie w trakcie procesu
- Wykrywanie wypaczeń w czasie rzeczywistym
- Automatyczna regulacja parametrów
- Dokumentacja jakości
Kontrola po zakończeniu procesu
- Weryfikacja wymiarów
- Analiza naprężeń
- Pomiar wypaczenia
Rozwiązywanie typowych problemów
Gdy wystąpi wypaczenie, należy postępować zgodnie z tym systematycznym podejściem:
Faza analizy
- Udokumentuj wzór wypaczenia
- Pomiar odchylenia
- Przegląd parametrów procesu
Działania naprawcze
- Dostosuj czas chłodzenia
- Modyfikacja ciśnienia wstrzymania
- Precyzyjna regulacja temperatury formy
Efektywne kosztowo rozwiązania
Aby zminimalizować wypaczenia przy jednoczesnym zachowaniu opłacalności:
Optymalizacja projektu
- Symulacja przed użyciem narzędzi
- Optymalizacja zużycia materiałów
- Skrócenie czasu cyklu
Wydajność procesu
- Wdrożenie automatycznej kontroli
- Utrzymanie konserwacji zapobiegawczej
- Odpowiednie przeszkolenie operatorów
Dzięki tym kompleksowym środkom, w PTSMAKE konsekwentnie uzyskujemy wysokiej jakości komponenty formowane wtryskowo z ABS o minimalnym wypaczeniu. Nasze podejście łączy wiedzę techniczną z praktycznym doświadczeniem, aby dostarczać niezawodne rozwiązania dla najbardziej wymagających projektów naszych klientów.
Jakie branże odnoszą największe korzyści z formowania wtryskowego ABS?
W dzisiejszym krajobrazie produkcyjnym wiele branż ma trudności ze znalezieniem idealnego materiału dla swoich produktów. Stoją one w obliczu wyzwań związanych z trwałością, opłacalnością i spełnianiem surowych norm jakości. Złożoność doboru materiałów często prowadzi do kosztownych błędów i opóźnień w produkcji.
Formowanie wtryskowe ABS wyróżnia się jako wszechstronne rozwiązanie produkcyjne, przynoszące korzyści branżom od motoryzacyjnej po elektronikę użytkową. Jego połączenie wytrzymałości, odporności na ciepło i opłacalności sprawia, że jest on szczególnie cenny dla producentów poszukujących niezawodnych, wysokiej jakości komponentów z tworzyw sztucznych.

Zastosowania w przemyśle motoryzacyjnym
Sektor motoryzacyjny jest jednym z największych użytkowników formowania wtryskowego ABS. Obserwowałem, jak ta technologia rewolucjonizuje produkcję pojazdów:
Komponenty wewnętrzne
- Zespoły deski rozdzielczej
- Panele drzwi i uchwyty
- Części konsoli środkowej
- Obudowa panelu instrumentów
Części zewnętrzne
- Obudowy lusterek
- Elementy kratki
- Osłony kół
- Elementy zderzaka
The elastyczność termoplastyczna10 ABS sprawia, że nadaje się on szczególnie do części, które muszą wytrzymywać zmienne temperatury i naprężenia mechaniczne.
Produkcja elektroniki użytkowej
W PTSMAKE regularnie produkujemy komponenty ABS dla elektroniki użytkowej. Branża ta czerpie korzyści z:
Obudowy urządzeń
- Etui na smartfony
- Obudowy do laptopów
- Obudowy do tabletów
- Korpusy konsol do gier
Komponenty wewnętrzne
- Systemy zarządzania kablami
- Obudowy złączy
- Mechanizmy przełączników
- Komory baterii
Przemysł urządzeń medycznych
Sektor medyczny wymaga wyjątkowych właściwości materiałowych, które zapewnia ABS:
| Aplikacja medyczna | Kluczowe korzyści | Popularne produkty |
|---|---|---|
| Sprzęt diagnostyczny | Odporność chemiczna | Testowanie obudów urządzeń |
| Narzędzia chirurgiczne | Zdolność sterylizacji | Uchwyty instrumentów |
| Elementy opieki nad pacjentem | Trwałość | Sterowanie łóżkiem |
| Sprzęt laboratoryjny | Precyzyjne formowanie | Analiza przypadków urządzeń |
Sektor urządzeń gospodarstwa domowego
Przemysł AGD wykorzystuje formowanie wtryskowe ABS:
Duże urządzenia
- Komponenty lodówki
- Panele pralki
- Części do zmywarek
- Obudowy klimatyzatorów
Małe urządzenia
- Obudowy ekspresów do kawy
- Podstawy blendera
- Części do odkurzaczy
- Elementy robota kuchennego
Przemysł produkcji zabawek
Przemysł zabawkarski szczególnie korzysta z właściwości ABS:
Funkcje bezpieczeństwa
- Odporność na uderzenia zapewniająca trwałość
- Nietoksyczny skład materiału
- Gładkie wykończenie powierzchni
- Stabilność koloru
Zalety konstrukcyjne
- Możliwość tworzenia złożonych kształtów
- Konserwacja w ścisłej tolerancji
- Ekonomiczna produkcja
- Stała jakość
Produkcja urządzeń przemysłowych
W zastosowaniach przemysłowych formowanie wtryskowe ABS służy:
| Obszar zastosowań | Typy komponentów | Kluczowe wymagania |
|---|---|---|
| Wyposażenie bezpieczeństwa | Osłony ochronne | Odporność na uderzenia |
| Systemy kontroli | Jednostki mieszkaniowe | Izolacja elektryczna |
| Części maszyn | Panele operacyjne | Stabilność wymiarowa |
| Komponenty narzędzia | Ergonomiczne uchwyty | Trwałość |
Zastosowania w branży budowlanej
Sektor budowlany wykorzystuje ABS do:
Wyposażenie wewnętrzne
- Płytki przełączników światła
- Osłony gniazdek elektrycznych
- Komponenty HVAC
- Okucia do drzwi
Komponenty hydrauliczne
- Złączki rurowe
- Obudowy zaworów
- Systemy odwadniające
- Elementy zarządzania wodą
Sprzęt sportowy i rekreacyjny
Branża artykułów sportowych czerpie z tego korzyści:
Sprzęt ochronny
- Elementy kasku
- Powłoki ochronne
- Obudowa wyposażenia bezpieczeństwa
- Części odporne na uderzenia
Przedmioty rekreacyjne
- Części do sprzętu do ćwiczeń
- Komponenty akcesoriów sportowych
- Sprzęt do gier
- Sprzęt do aktywności na świeżym powietrzu
W PTSMAKE rozwinęliśmy szeroką wiedzę specjalistyczną w zakresie formowania wtryskowego ABS w tych branżach. Nasze zaawansowane możliwości produkcyjne pozwalają nam spełniać precyzyjne specyfikacje przy jednoczesnym zachowaniu efektywności kosztowej. Ściśle współpracujemy z klientami z różnych sektorów, aby zapewnić, że ich komponenty ABS spełniają zarówno standardy branżowe, jak i specyficzne wymagania aplikacji.
Wszechstronność formowania wtryskowego ABS stale rozszerza zakres jego zastosowań w różnych branżach. Od komponentów samochodowych po urządzenia medyczne, ten proces produkcyjny zapewnia niezawodne rozwiązania dla różnorodnych potrzeb produkcyjnych. Nasze zaangażowanie w jakość i precyzję w PTSMAKE zapewnia, że każda branża otrzymuje komponenty, które spełniają ich unikalne specyfikacje i wymagania dotyczące wydajności.
Jak zapewnić kontrolę jakości w formowaniu wtryskowym ABS?
Problemy z kontrolą jakości podczas formowania wtryskowego ABS mogą prowadzić do kosztownych opóźnień w produkcji i strat materiałowych. Byłem świadkiem zmagań wielu producentów z niespójną jakością części, wysokimi wskaźnikami odrzuceń i skargami klientów, co powodowało poważne bóle operacyjne i obciążenia finansowe.
Aby zapewnić kontrolę jakości podczas formowania wtryskowego ABS, należy wdrożyć kompleksowy system, który obejmuje testowanie materiałów, monitorowanie parametrów procesu i regularną konserwację sprzętu. Takie podejście, w połączeniu z przeszkolonymi operatorami i odpowiednią dokumentacją, pomaga utrzymać stałą jakość części przez cały okres produkcji.
Wybór i testowanie materiałów
Podstawą kontroli jakości jest właściwy dobór materiałów. Podczas pracy z ABS (akrylonitryl-butadien-styren) zwracamy szczególną uwagę na wskaźnik przepływu stopu11 materiału. W PTSMAKE przeprowadzamy rygorystyczne testy przychodzących materiałów, w tym:
Weryfikacja certyfikacji materiałów
- Sprawdzanie certyfikatów materiałowych
- Weryfikacja specyfikacji materiałów
- Potwierdzanie numerów partii i warunków przechowywania
Testy przetwarzania wstępnego
- Analiza zawartości wilgoci
- Testowanie natężenia przepływu stopu
- Kontrola spójności kolorów
Kontrola parametrów procesu
Utrzymanie stabilnych parametrów procesu ma kluczowe znaczenie dla stałej jakości. Kluczowe parametry, które monitorujemy obejmują:
| Parametr | Dopuszczalny zakres | Wpływ na jakość |
|---|---|---|
| Temperatura topnienia | 220-260°C | Wpływa na płynność i wykończenie powierzchni |
| Ciśnienie wtrysku | 500-1500 bar | Wpływa na wypełnianie części |
| Ciśnienie trzymania | 40-70% ciśnienia wtrysku | Kontroluje kurczenie się |
| Temperatura formy | 50-80°C | Wpływa na jakość powierzchni |
Protokół konserwacji sprzętu
Regularna konserwacja zapewnia niezawodność maszyny i jakość części. Nasz harmonogram konserwacji obejmuje:
Codzienne kontrole
- Poziomy oleju hydraulicznego
- Funkcjonalność systemu ogrzewania
- Kontrola zużycia śrub i cylindrów
- Czyszczenie i smarowanie form
Cotygodniowa konserwacja
- Weryfikacja kalibracji
- Testowanie systemu bezpieczeństwa
- Czyszczenie filtra
- Kontrola układu chłodzenia
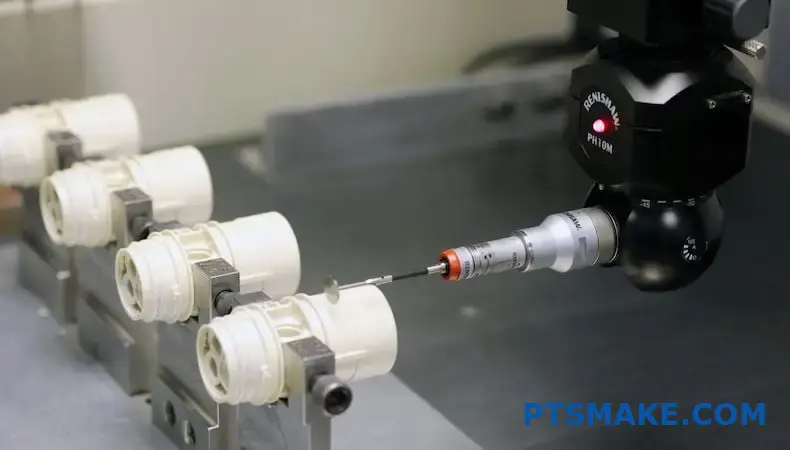
Metody kontroli jakości
Kontrola jakości powinna być systematyczna i kompleksowa:
Kontrola w trakcie procesu
- Kontrola wzrokowa pod kątem wad
- Sprawdzanie wymiarów
- Monitorowanie spójności masy
- Ocena wykończenia powierzchni
Końcowa kontrola jakości
- Testy funkcjonalne
- Testy odporności na uderzenia
- Środowiskowe testy warunków skrajnych
- Kontrola pobierania próbek partii
Dokumentacja i identyfikowalność
Właściwa dokumentacja ma zasadnicze znaczenie dla kontroli jakości:
Wymagana dokumentacja
- Certyfikaty materiałowe
- Rejestry parametrów procesu
- Wyniki inspekcji
- Raporty o niezgodnościach
- Rejestry działań naprawczych
Statystyczna kontrola procesu (SPC)
W PTSMAKE wdrażamy SPC do monitorowania i kontrolowania procesu formowania wtryskowego:
Kluczowe narzędzia SPC
- Wykresy kontrolne
- Badania zdolności
- Analiza trendów
- Badanie przyczyn źródłowych
Szkolenie i certyfikacja operatorów
Kontrola jakości zależy w dużej mierze od wykwalifikowanych operatorów. Nasz program szkoleniowy obejmuje:
Szkolenie podstawowe
- Obsługa materiałów
- Działanie maszyny
- Kontrola jakości
- Procedury bezpieczeństwa
Szkolenie zaawansowane
- Rozwiązywanie problemów
- Optymalizacja procesu
- Wykorzystanie narzędzi jakości
- Systemy dokumentacji
Kontrola środowiska
Czynniki środowiskowe znacząco wpływają na jakość formowania ABS:
Czynniki krytyczne
- Kontrola temperatury (20-25°C)
- Kontrola wilgotności (40-50%)
- Środowisko wolne od pyłu
- Właściwe przechowywanie materiałów
Ciągłe doskonalenie
Utrzymujemy jakość poprzez ciągłe doskonalenie:
Działania usprawniające
- Regularne spotkania dotyczące jakości
- Przeglądy optymalizacji procesów
- Analiza opinii klientów
- Aktualizacje technologii
Strategie zapobiegania wadom
Zapobieganie jest skuteczniejsze niż korygowanie:
Kluczowe metody zapobiegania
- Spotkania dotyczące przeglądu projektu
- Wdrożenie FMEA procesu
- Konserwacja zapobiegawcza
- Regularna kalibracja
Jakie są środowiskowe aspekty formowania wtryskowego ABS?
Rosnące obawy związane z ochroną środowiska w produkcji tworzyw sztucznych sprawiły, że formowanie wtryskowe ABS znalazło się pod lupą. Wielu producentów zmaga się z równoważeniem wydajności produkcji i odpowiedzialności za środowisko, stojąc przed wyzwaniami, takimi jak właściwe zarządzanie odpadami i zmniejszanie śladu węglowego. Kwestie te stają się coraz bardziej krytyczne w miarę zaostrzania przepisów środowiskowych na całym świecie.
Formowanie wtryskowe ABS ma znaczący wpływ na środowisko, od wyboru materiału po zarządzanie odpadami. Kluczowe kwestie obejmują zużycie energii, możliwości recyklingu, kontrolę emisji i zrównoważone praktyki produkcyjne. Wdrożenie odpowiednich środków ochrony środowiska może zmniejszyć wpływ na środowisko przy jednoczesnym zachowaniu jakości produkcji.

Zużycie energii i wydajność
Zużycie energii podczas formowania wtryskowego ABS jest kluczowym czynnikiem środowiskowym. W PTSMAKE wdrożyliśmy kilka środków oszczędzania energii, które moim zdaniem są niezbędne dla zrównoważonej produkcji:
Zarządzanie temperaturą
- Optymalizacja stref grzewczych
- Stosowanie odpowiedniej izolacji
- Utrzymanie wydajności systemów chłodzenia
Wydajność maszyny
Wydajność wtryskarek znacząco wpływa na zużycie energii. Nowoczesny sprzęt z systemy serwohydrauliczne12 może zmniejszyć zużycie energii nawet o 50% w porównaniu z konwencjonalnymi systemami hydraulicznymi.
Obsługa materiałów i redukcja odpadów
Ochrona surowców
Właściwa obsługa materiałów ma kluczowe znaczenie dla ochrony środowiska. Oto na czym się skupiamy:
| Aspekt materialny | Wpływ na środowisko | Strategia rozwiązania |
|---|---|---|
| Virgin ABS | Wysokie zużycie zasobów | Optymalizacja zużycia materiałów |
| Materiał do regeneracji | Zmniejsza ilość odpadów | Środki kontroli jakości |
| Przechowywanie | Degradacja materiału | Przechowywanie w kontrolowanym klimacie |
| Transport | Ślad węglowy | Lokalne źródła zaopatrzenia, jeśli to możliwe |
Praktyki zarządzania odpadami
Skuteczne zarządzanie odpadami jest niezbędne w formowaniu wtryskowym ABS:
- Wdrażanie systemów recyklingu w obiegu zamkniętym
- Oddzielanie różnych rodzajów odpadów z tworzyw sztucznych
- Prawidłowa utylizacja materiałów nienadających się do recyklingu
- Regularna konserwacja w celu zminimalizowania ilości odpadów
Kontrola emisji i jakość powietrza
Zarządzanie LZO
Przetwarzanie ABS może uwalniać lotne związki organiczne (VOC). Środki kontroli obejmują:
- Instalacja odpowiednich systemów wentylacyjnych
- Korzystanie z wydajnego sprzętu filtrującego
- Regularne monitorowanie jakości powietrza
- Utrzymywanie optymalnych temperatur przetwarzania
Redukcja śladu węglowego
Kroki mające na celu zminimalizowanie emisji dwutlenku węgla:
- Korzystanie z energooszczędnego sprzętu
- Wdrażanie inteligentnych systemów fabrycznych
- Optymalizacja harmonogramów produkcji
- Zmniejszenie potrzeb transportowych
Oszczędzanie wody i zarządzanie nią
Optymalizacja systemu chłodzenia
Zużycie wody w systemach chłodzenia wymaga starannego zarządzania:
- Wdrażanie systemów chłodzenia w obiegu zamkniętym
- Regularna konserwacja wież chłodniczych
- Monitorowanie jakości wody
- Wykrywanie wycieków i zapobieganie im
Oczyszczanie ścieków
Prawidłowe zarządzanie ściekami obejmuje:
| Etap leczenia | Cel | Korzyści dla środowiska |
|---|---|---|
| Filtracja | Usuwanie cząstek | Zmniejszenie zanieczyszczenia wody |
| Obróbka chemiczna | Neutralizacja zanieczyszczeń | Ochrona systemów wodnych |
| Recykling | Ponowne wykorzystanie przetworzonej wody | Ochrona zasobów |
| Monitorowanie | Zapewnienie zgodności | Utrzymanie standardów |
Zrównoważone praktyki produkcyjne
Optymalizacja procesu
Wdrażanie zrównoważonych praktyk w produkcji:
- Korzystanie z zaawansowanej kontroli procesu
- Minimalizacja czasów cyklu
- Zmniejszenie ilości złomu
- Optymalizacja przepływu materiałów
Środki kontroli jakości
Rola zarządzania jakością w ochronie środowiska:
- Zapobieganie wadliwym częściom
- Zmniejszenie ilości odpadów materiałowych
- Minimalizacja wymagań dotyczących przeróbek
- Wdrażanie konserwacji zapobiegawczej
Alternatywne materiały i innowacje
Przyjazne dla środowiska alternatywy
Odkrywanie zrównoważonych opcji:
- Biologiczne alternatywy dla ABS
- Materiały pochodzące z recyklingu
- Dodatki ulegające biodegradacji
- Barwniki o mniejszym wpływie na środowisko
Integracja technologii
Wykorzystanie technologii do poprawy stanu środowiska:
- Inteligentne systemy monitorowania
- Konserwacja predykcyjna
- Śledzenie zużycia energii
- Algorytmy redukcji odpadów
Zgodność z przepisami i certyfikacja
Normy środowiskowe
Zgodność z przepisami dotyczącymi ochrony środowiska:
| Typ standardowy | Wymagania | Wdrożenie |
|---|---|---|
| ISO 14001 | Zarządzanie środowiskiem | Podejście systematyczne |
| Przepisy lokalne | Kontrola emisji | Regularne monitorowanie |
| Standardy branżowe | Obsługa materiałów | Szkolenie personelu |
| Zarządzanie odpadami | Prawidłowa utylizacja | Dokumentacja |
Proces certyfikacji
Utrzymanie certyfikatów środowiskowych:
- Regularne audyty
- Szkolenie personelu
- Zarządzanie dokumentacją
- Ciągłe doskonalenie
W PTSMAKE rozumiemy, że względy środowiskowe w formowaniu wtryskowym ABS to nie tylko zgodność z przepisami - to odpowiedzialność i zrównoważony rozwój. Zwracając szczególną uwagę na te aspekty, opracowaliśmy procesy, które utrzymują wysoką jakość przy jednoczesnym minimalizowaniu wpływu na środowisko. Zachęcam producentów do postrzegania kwestii środowiskowych jako okazji do innowacji i ulepszeń, a nie przeszkód w produkcji.
Dowiedz się więcej o wpływie temperatury zeszklenia na formowalność ABS i usprawnij proces formowania. ↩
Poznaj charakterystykę przepływu ABS, aby lepiej zaprojektować formę i zwiększyć wydajność produkcji. ↩
Dowiedz się, w jaki sposób kauczuk butadienowy poprawia właściwości ABS w zakresie odporności na uderzenia i elastyczności. ↩
Dowiedz się, jak ciepło wpływa na właściwości tworzywa ABS i popraw jakość produkcji. ↩
Dowiedz się, jak ABS płynie i odkształca się, aby uzyskać lepszą jakość części podczas formowania wtryskowego. ↩
Dowiedz się więcej o gatunkach materiałów, aby poprawić jakość produktu i zoptymalizować koszty produkcji. ↩
Zrozumienie, w jaki sposób krystalizacja wpływa na właściwości materiału i jego przetwarzanie w celu lepszego wyboru. ↩
Poznaj techniki wykańczania anizotropowego, aby poprawić wygląd i funkcjonalność części ABS. ↩
Zrozumienie skurczu objętościowego w celu skutecznego zapobiegania wypaczeniom podczas formowania wtryskowego ABS. ↩
Zrozumienie elastyczności tworzyw termoplastycznych poprawia dobór materiałów i trwałość produktu w celu uzyskania optymalnych wyników produkcyjnych. ↩
Zrozumienie MFI w celu optymalizacji warunków przetwarzania i poprawy jakości części w formowaniu wtryskowym ABS. ↩
Dowiedz się, jak układy serwohydrauliczne zwiększają wydajność energetyczną w formowaniu wtryskowym. ↩






