

Ao maquinar alumínio 5083, muitos fabricantes têm dificuldade em manter acabamentos de superfície consistentes e precisão dimensional. Reparei que este desafio conduz frequentemente a retrabalho dispendioso e a atrasos nos projectos, especialmente em aplicações marítimas e aeroespaciais.
As principais considerações para a maquinagem do alumínio 5083 incluem a utilização da velocidade de corte correta (1.000-2.500 SFM), a manutenção de ferramentas de corte afiadas, o controlo da formação de aparas e a garantia de um fluxo de líquido de refrigeração adequado. Estes factores têm um impacto direto na qualidade da peça e na eficiência da maquinação.

Na PTSMAKE, trabalhei com inúmeros clientes que inicialmente enfrentaram dificuldades com a maquinação do alumínio 5083. Permitam-me que partilhe algumas estratégias testadas que desenvolvemos para obter os melhores resultados. Nas secções seguintes, explicarei os parâmetros de corte específicos, a seleção de ferramentas e as técnicas de arrefecimento que se revelaram bem sucedidas nas nossas operações.
O que é o alumínio 5083?
Tem dificuldade em escolher a liga de alumínio certa para os seus projectos marítimos ou aeroespaciais? Muitos engenheiros enfrentam desafios quando selecionam materiais que podem suportar ambientes agressivos, mantendo a integridade estrutural. A escolha errada pode levar a corrosão prematura, falhas estruturais e substituições dispendiosas.
O alumínio 5083 é uma liga de alumínio de qualidade marítima que contém magnésio, manganês e crómio como principais elementos de liga. Oferece uma resistência excecional à corrosão, particularmente em ambientes de água salgada, combinada com uma elevada resistência e uma excelente soldabilidade, tornando-a ideal para aplicações marítimas e aeroespaciais.
Composição química
A eficácia do alumínio 5083 resulta da sua composição cuidadosamente equilibrada. Aqui está uma análise detalhada da sua composição química:
| Elemento | Intervalo de percentagem |
|---|---|
| Magnésio | 4.0-4.9% |
| Manganês | 0.4-1.0% |
| Crómio | 0.05-0.25% |
| Silício | Máximo 0,4% |
| Ferro | Máximo 0,4% |
| Cobre | Máximo 0,1% |
| Alumínio | Equilíbrio |
A alta teor de magnésio1 confere a esta liga a sua relação força/peso e as suas propriedades de resistência à corrosão.
Propriedades principais
O alumínio 5083 destaca-se por várias caraterísticas notáveis:
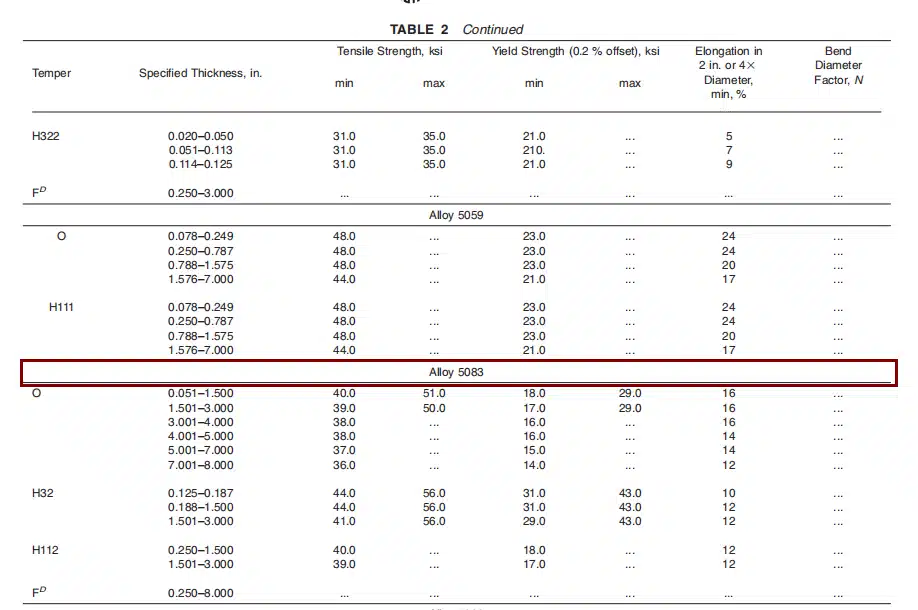
Resistência mecânica
- Resistência à tração: 290 MPa (42.000 psi)
- Resistência ao escoamento: 228 MPa (33.000 psi)
- Alongamento: 16%
Estas propriedades tornam-no significativamente mais forte do que muitas outras ligas de alumínio, mantendo uma boa ductilidade.
Resistência à corrosão
A resistência excecional da liga à água do mar e aos produtos químicos industriais deve-se ao facto de a liga ser resistente:
- Formação de uma camada protetora de óxido
- Elevado teor de magnésio
- O efeito estabilizador do crómio
Soldabilidade
O alumínio 5083 oferece caraterísticas de soldabilidade superiores:
- Zona afetada pelo calor mínima
- Juntas de soldadura fortes
- Excelente resistência à fissuração
- Compatível com vários métodos de soldadura
Aplicações do sector
Indústria marítima
- Cascos e superestruturas de navios
- Plataformas offshore
- Equipamento marítimo
- Reservatórios de armazenamento para aplicações criogénicas
- Acessórios e ferragens para barcos
Setor aeroespacial
- Componentes estruturais de aeronaves
- Depósitos de combustível
- Componentes interiores
- Equipamento de apoio no solo
Aplicações automóveis
- Componentes estruturais leves
- Depósitos de combustível
- Peças de chassis
- Peças de desempenho personalizadas
Considerações sobre o processamento
Quando se trabalha com alumínio 5083, há vários factores que requerem atenção:
Controlo da temperatura
- Temperatura óptima de enformação: 200-300°C
- Evitar a exposição excessiva ao calor
- Monitorizar as taxas de arrefecimento durante a soldadura
Tratamento de superfície
- Opções de anodização disponíveis
- Revestimento de conversão química recomendado
- Manutenção regular em ambientes marinhos
Diretrizes de maquinagem
- Utilizar ferramentas de corte afiadas
- Manter velocidades de corte moderadas
- Proporcionar um arrefecimento adequado durante a maquinagem
Benefícios de desempenho
A combinação de propriedades do alumínio 5083 oferece várias vantagens:
Redução de peso
- 30-50% mais leve do que as alternativas em aço
- Melhoria da eficiência do combustível nos veículos
- Redução dos custos de funcionamento
Custo-eficácia
- Menor necessidade de manutenção
- Vida útil prolongada
- Redução da frequência de substituição
Impacto ambiental
- 100% reciclável
- Menor pegada de carbono
- Escolha de materiais sustentáveis
Tendências do mercado
A procura de alumínio 5083 continua a crescer, impulsionada por:
- Requisitos crescentes do sector marítimo
- Expansão do sector aeroespacial
- Foco em materiais leves
- Ênfase crescente na sustentabilidade
A partir da minha experiência no fabrico de precisão, observei que a versatilidade do alumínio 5083 faz dele a escolha preferida para aplicações exigentes. A sua combinação de força, resistência à corrosão e capacidade de processamento oferece vantagens únicas que poucos outros materiais conseguem igualar.
O desempenho do material em ambientes agressivos, particularmente a sua resistência à corrosão pela água do mar, tornou-o indispensável em aplicações marítimas. Quando os clientes me abordam com projectos marítimos exigentes, o alumínio 5083 surge frequentemente como a solução ideal, especialmente quando a redução de peso e a durabilidade são factores cruciais.
Porque é que o alumínio 5083 é difícil de maquinar?
Sempre que trabalho com o alumínio 5083, lembro-me da sua notória reputação no mundo da maquinação. Embora muitos fabricantes sejam atraídos pela sua excelente resistência à corrosão e força, muitas vezes subestimam as complexidades que traz para o chão de fábrica. Os desafios são tão significativos que mesmo os maquinistas experientes têm por vezes dificuldade em obter resultados consistentes.
Os principais desafios na maquinação do alumínio 5083 resultam da sua elevada resistência, ductilidade excecional e tendência para formar arestas postiças nas ferramentas de corte. Estas propriedades tornam particularmente difícil obter cortes precisos e manter uma qualidade de superfície consistente, exigindo frequentemente ferramentas especializadas e parâmetros de maquinação cuidadosamente controlados.

Compreender as propriedades do material
A composição única do alumínio 5083 cria vários desafios de maquinação. O material contém quantidades significativas de magnésio (4,0-4,9%) e manganês (0,4-1,0%), que contribuem para a sua endurecimento por trabalho2 caraterísticas. Observei que estas propriedades, embora excelentes para aplicações estruturais, criam desafios específicos durante as operações de maquinagem:
| Imóveis | Impacto na maquinagem |
|---|---|
| Alta resistência | Requer mais força de corte |
| Ductilidade superior | Favorece o acondicionamento das aparas |
| Endurecimento do trabalho | Aumenta o desgaste da ferramenta |
| Retenção de calor | Afecta a precisão dimensional |
Formação de arestas de construção
Um dos desafios mais significativos que encontro ao maquinar alumínio 5083 é a formação de arestas postiças (BUE). Isto ocorre quando o material da peça de trabalho adere à aresta da ferramenta de corte, alterando efetivamente a geometria da ferramenta e afectando-a:
- Precisão de corte
- Qualidade do acabamento da superfície
- Vida útil da ferramenta
- Coerência dimensional
Desafios da gestão do calor
As propriedades térmicas do alumínio 5083 apresentam desafios únicos durante as operações de maquinagem:
Fraca dissipação de calor
- Cria pontos quentes localizados
- Conduz à instabilidade dimensional
- Afecta significativamente a vida útil da ferramenta
Expansão térmica
- Provoca variações dimensionais
- Requer um controlo cuidadoso da temperatura
- Impacta a precisão da peça final
Considerações sobre o desgaste da ferramenta
Através da minha experiência no PTSMAKE, identifiquei vários factores que contribuem para o desgaste acelerado das ferramentas quando se maquina alumínio 5083:
Propriedades abrasivas
- Taxas de desgaste de ferramentas mais elevadas
- Redução da vida útil da aresta de corte
- Aumento dos custos das ferramentas
Adesão de materiais
- Deterioração progressiva da ferramenta
- Desempenho de corte inconsistente
- Necessidade de mudanças frequentes de ferramentas
Problemas de controlo de chips
A elevada ductilidade do alumínio 5083 cria desafios significativos no controlo das aparas:
Batatas fritas longas e fibrosas
- Risco de emaranhamento
- Mau acabamento da superfície
- Automatização difícil
Evacuação de chips
- Ferramentas especializadas necessárias
- Aumento da pressão do líquido de refrigeração
- Parâmetros de corte modificados
Desafios do acabamento de superfície
Conseguir e manter uma qualidade de acabamento de superfície consistente requer uma atenção cuidadosa:
| Parâmetro | Considerações |
|---|---|
| Velocidade de corte | Deve ser optimizado para um BUE mínimo |
| Taxa de alimentação | Afecta a rugosidade da superfície |
| Geometria da ferramenta | Requer desenhos específicos |
| Aplicação do líquido de refrigeração | Crítico para a qualidade do acabamento |
Impacto na produtividade
Estes desafios de maquinação afectam significativamente a eficiência da produção:
Velocidade de produção
- São necessárias velocidades de corte mais lentas
- Mudanças de ferramentas mais frequentes
- Tempos de preparação alargados
Controlo de qualidade
- Aumento dos requisitos de inspeção
- Taxas de rejeição mais elevadas
- Ajustes de processo mais frequentes
Implicações em termos de custos
- Maiores despesas com ferramentas
- Tempos de maquinação alargados
- Aumento dos custos laborais
Requisitos de otimização do processo
Para maquinar com sucesso o alumínio 5083, considero estas optimizações de processo essenciais:
Parâmetros de corte
- Velocidades e avanços cuidadosamente selecionados
- Profundidade de corte optimizada
- Forças de corte equilibradas
Seleção de ferramentas
- Requisitos de revestimento especializados
- Desenhos geométricos específicos
- Monitorização regular do estado das ferramentas
Estratégia de arrefecimento
- Fornecimento de líquido de refrigeração a alta pressão
- Concentração óptima do líquido de refrigeração
- Controlo consistente da temperatura
Os desafios da maquinação do alumínio 5083 requerem uma compreensão abrangente das propriedades do material e da dinâmica da maquinação. O sucesso depende de uma atenção cuidadosa a múltiplos factores, incluindo a seleção de ferramentas, parâmetros de corte e controlos de processo. Embora estes desafios possam ser ultrapassados, requerem uma experiência significativa e um planeamento cuidadoso para obter resultados consistentes e de alta qualidade.
Quais são as melhores ferramentas para maquinar o alumínio 5083?
A escolha de ferramentas de corte incorrectas para a maquinação de alumínio 5083 pode levar a um acabamento superficial deficiente, imprecisões dimensionais e desgaste excessivo da ferramenta. Tenho visto muitos fabricantes a debaterem-se com a formação de arestas postiças e evacuação inadequada de aparas, resultando em atrasos de produção dispendiosos e desperdício de material.
As melhores ferramentas para maquinar alumínio 5083 são as fresas de topo de metal duro com 2-3 canais, ferramentas de corte com revestimento de diamante e pastilhas de alumínio especialmente concebidas. Estas ferramentas, combinadas com um revestimento e geometria adequados, asseguram um desempenho de corte e um acabamento de superfície óptimos.

Ferramentas de corte de metal duro
As ferramentas de metal duro continuam a ser a principal escolha para maquinar o alumínio 5083 devido ao seu excelente equilíbrio entre dureza e tenacidade. Ao selecionar ferramentas de metal duro, considere estes factores-chave:
Grau do substrato
- O carboneto de grão fino proporciona uma melhor resistência ao desgaste
- O carboneto de grão médio oferece maior resistência
- O carboneto de micro-grão garante uma estabilidade superior do gume
Seleção do revestimento
O revestimento correto pode ter um impacto significativo no desempenho da ferramenta. Aqui está uma comparação dos revestimentos mais comuns:
| Tipo de revestimento | Vantagens | Melhores aplicações |
|---|---|---|
| TiAlN | Alta resistência ao calor | Maquinação a alta velocidade |
| ZrN | Baixo coeficiente de atrito | Acabamento do corte |
| Diamante | Resistência superior ao desgaste | Desbaste pesado |
| Sem revestimento | Arestas de corte afiadas | Acabamento ligeiro |
Especificações da fresa de topo
O ângulo de hélice3 e o número de canais são factores cruciais na seleção da fresa de topo:
Configuração da flauta
- 2-3 caneluras: Ideal para a maioria das operações com alumínio
- Flauta simples: Excelente para fresagem de bolsos profundos
- 4+ caneluras: Reservado para operações de acabamento
Caraterísticas de geometria
- Ângulos de inclinação elevados (15-20 graus)
- Grandes ranhuras para aparas
- Canais polidos para uma melhor evacuação das aparas
Seleção e conceção de insertos
A escolha das pastilhas corretas pode fazer uma diferença significativa nos resultados da maquinagem:
Geometria de inserção
- Ângulos de inclinação positivos acentuados
- Disjuntores de grandes dimensões
- Faces de inclinação polidas
Seleção do grau
Tabela de classes de pastilhas recomendadas:
| Aplicação | Tipo de grau | Revestimento |
|---|---|---|
| Desbaste | K20-K30 | PVD |
| Semi-acabamento | K10-K20 | TiB2 |
| Acabamento | K01-K10 | Sem revestimento |
Considerações sobre o líquido de refrigeração
A seleção e aplicação adequadas do líquido de refrigeração têm um impacto significativo no desempenho da ferramenta:
Tipos de líquido de refrigeração
- Sistemas de refrigeração de alta pressão
- Lubrificação de quantidade mínima (MQL)
- Líquido de arrefecimento de inundação com aditivos especiais de alumínio
Métodos de aplicação
- Arrefecimento através da ferramenta
- Arrefecimento por inundação externa
- Arrefecimento por jato de ar para evacuação de aparas
Gestão da vida útil das ferramentas
Para maximizar a vida útil da ferramenta ao maquinar alumínio 5083:
Parâmetros de corte
- Manter as velocidades de superfície recomendadas
- Utilizar taxas de alimentação adequadas
- Monitorizar as forças de corte
Monitorização do desgaste
- Inspeção regular das ferramentas
- Manutenção preventiva
- Análise do padrão de desgaste
Ferramentas especializadas para caraterísticas complexas
Para operações de maquinagem específicas:
Ferramentas de roscar
- Fresas de rosca com geometrias específicas para alumínio
- Ferramentas de roscagem de ponta única
- Machos de roscar
Soluções de perfuração
- Geometrias especializadas de brocas de alumínio
- Brocas escalonadas para furos maiores
- Ferramentas de combinação para caraterísticas complexas
Ferramentas de alargamento
- Alargadores multi-flutuantes
- Alargadores ajustáveis
- Alargadores monofolha
O sucesso da maquinação do alumínio 5083 depende em grande parte da seleção da combinação certa de ferramentas e da manutenção de condições de corte adequadas. Ao compreender estes critérios de seleção de ferramentas e ao implementá-los corretamente, os fabricantes podem obter resultados óptimos em termos de acabamento de superfície, precisão dimensional e eficiência de produção.
Esta abordagem abrangente à seleção de ferramentas garante que cada operação de maquinação é executada com a ferramenta mais adequada, resultando numa maior produtividade e na redução dos custos de fabrico. Lembre-se de avaliar regularmente o desempenho da ferramenta e ajustar as selecções com base nos requisitos específicos da aplicação e no feedback operacional.
Quais são as velocidades e avanços de corte recomendados?
A definição de parâmetros de corte incorrectos para o alumínio 5083 pode levar a um mau acabamento da superfície, a um desgaste excessivo da ferramenta e até à rejeição da peça. Muitos maquinistas esforçam-se por encontrar o equilíbrio correto, confiando frequentemente na tentativa e erro, o que desperdiça tempo e materiais.
Para o alumínio 5083, recomendo uma velocidade de corte de 1000-1500 SFM para desbaste e 1500-2000 SFM para operações de acabamento. A taxa de avanço deve ser de 0,004-0,012 polegadas por rotação, com uma profundidade de corte que varia entre 0,02-0,25 polegadas, dependendo da operação.

Compreender os parâmetros básicos de corte
A base de uma maquinação CNC bem sucedida reside na compreensão e na definição correta dos parâmetros de corte. Ao maquinar alumínio 5083, três factores-chave trabalham em conjunto para determinar os seus resultados: velocidade de corte, taxa de avanço e profundidade de corte. Estes parâmetros têm um impacto significativo na sua taxa de remoção de material4 e a eficiência global da maquinagem.
Vou analisar cada parâmetro e apresentar recomendações específicas com base na minha experiência:
Velocidades de corte recomendadas
Para o alumínio 5083, descobri que estas velocidades de corte funcionam melhor:
| Tipo de operação | Velocidade (SFM) | Notas |
|---|---|---|
| Desbaste | 1000-1500 | É possível atingir velocidades mais elevadas com um arrefecimento adequado |
| Acabamento | 1500-2000 | Produz um excelente acabamento superficial |
| Enfiamento | 800-1000 | Velocidades mais baixas evitam danos na rosca |
| Perfuração | 300-500 | Evita a deslocação da broca |
Taxas de alimentação e seu impacto
As taxas de alimentação devem ser cuidadosamente selecionadas para complementar as suas velocidades de corte:
| Funcionamento | Alimentação (IPR) | Benefícios |
|---|---|---|
| Desbaste | 0.008-0.012 | Remoção máxima de material |
| Acabamento | 0.004-0.008 | Acabamento de superfície superior |
| Enfiamento | 0.002-0.004 | Formação de rosca limpa |
| Perfuração | 0.006-0.010 | Evacuação eficiente das aparas |
Considerações sobre a profundidade de corte
A profundidade de corte varia consoante a fase de maquinagem:
| Fase de funcionamento | Profundidade (polegadas) | Objetivo |
|---|---|---|
| Desbaste inicial | 0.15-0.25 | Remoção de material a granel |
| Desbaste secundário | 0.05-0.15 | Preparar o acabamento |
| Acabamento | 0.02-0.05 | Obter as dimensões finais |
Cálculos da velocidade do fuso
Para determinar a velocidade correta do fuso (RPM), utilize esta fórmula:
RPM = (CS × 12) / (π × D)
Onde:
- CS = Velocidade de corte em pés de superfície por minuto (SFM)
- D = Diâmetro da ferramenta ou da peça de trabalho em polegadas
- π = 3.14159
Requisitos de arrefecimento e lubrificação
O arrefecimento adequado é crucial quando se maquina o alumínio 5083:
| Método de arrefecimento | Aplicação | Benefícios |
|---|---|---|
| Líquido de refrigeração de inundação | Objetivo geral | Boa dissipação de calor |
| Líquido de arrefecimento através da ferramenta | Furos profundos | Evacuação superior das aparas |
| Arrefecimento por névoa | Cortes ligeiros | Adequado para o acabamento |
Seleção de ferramentas e considerações sobre o desgaste
A seleção correta da ferramenta tem impacto nos seus parâmetros de corte:
| Tipo de ferramenta | Revestimento recomendado | Aplicação |
|---|---|---|
| Carbureto | TiAlN | Objetivo geral |
| HSS | Sem revestimento | Escolha económica |
| Diamante | Nenhum | Acabamento espelhado |
Medidas de controlo da qualidade
Controlar estes aspectos durante a maquinagem:
- Rugosidade da superfície
- Precisão dimensional
- Padrões de desgaste de ferramentas
- Formação de aparas
- Estabilidade térmica
Ao seguir estas diretrizes, pode obter resultados óptimos ao maquinar alumínio 5083. Lembre-se que estes parâmetros podem necessitar de ajustes com base nas capacidades específicas da sua máquina e nos requisitos do projeto. Comece com valores conservadores e ajuste gradualmente enquanto monitoriza os resultados.
Como melhorar o controlo das aparas?
Ao maquinar alumínio 5083, as limalhas não controladas podem rapidamente transformar uma operação precisa num desastre dispendioso. Já testemunhei inúmeros casos em que uma má gestão das limalhas levou a peças de refugo, ferramentas danificadas e tempo de inatividade prolongado. Estes problemas não só afectam a eficiência da produção como também aumentam significativamente os custos operacionais.
O controlo eficaz de aparas na maquinação de alumínio requer uma abordagem abrangente que combine a seleção adequada de ferramentas, parâmetros de corte e estratégias de arrefecimento. Ao implementar as técnicas corretas, é possível obter um melhor acabamento da superfície, uma vida útil mais longa da ferramenta e uma produtividade melhorada.

A base de um controlo eficaz das pastilhas
O controlo adequado das aparas começa com a compreensão da forma como as aparas se formam durante o processo de maquinagem. O [mecanismo de formação de aparas]5 influencia diretamente a eficiência do processo de corte e a qualidade das peças. Recomendo que se concentre nestes aspectos-chave:
- Otimização da velocidade de corte
- Regulação da velocidade de alimentação
- Seleção da profundidade de corte
- Configuração da geometria da ferramenta
Otimização dos parâmetros de corte
A relação entre os parâmetros de corte e a formação de aparas é crucial. Aqui está uma análise detalhada dos parâmetros recomendados para o alumínio 5083:
| Parâmetro | Gama recomendada | Impacto no controlo de chips |
|---|---|---|
| Velocidade de corte | 800-1200 sfm | Controla a temperatura e a formação das aparas |
| Taxa de alimentação | 0,004-0,012 ipr | Afecta a espessura e a quebra das aparas |
| Profundidade de corte | 0,020-0,100 in | Influencia o tamanho das aparas e a evacuação |
Implementação do líquido de refrigeração de alta pressão
Os sistemas de refrigeração de alta pressão revolucionaram o controlo de aparas na maquinação de alumínio. Recomendo a implementação destas estratégias específicas:
- Utilize uma pressão do líquido de refrigeração entre 800-1000 PSI para uma quebra óptima das aparas
- Posicionar os bicos de refrigeração diretamente na zona de corte
- Manutenção de um fluxo consistente de líquido de refrigeração durante toda a operação
- Controlo regular da concentração e limpeza do líquido de refrigeração
Geometrias avançadas de ferramentas
A seleção da geometria correta da ferramenta é essencial para um controlo eficaz das aparas. A minha experiência tem demonstrado que estas caraterísticas são as mais eficazes:
- Ângulos de inclinação positivos (10-15 graus)
- Arestas de corte afiadas
- Canais polidos para uma melhor evacuação das aparas
- Desenhos especializados de quebra-cavacos
Soluções de arrefecimento por névoa e ar
Em determinadas aplicações, o líquido de arrefecimento por inundação tradicional pode não ser a melhor opção. Os métodos de arrefecimento alternativos incluem:
Lubrificação de quantidade mínima (MQL)
- Reduz o impacto ambiental
- Melhora a evacuação das aparas em bolsas profundas
- Ideal para operações de maquinagem a alta velocidade
Arrefecimento por sopro de ar
- Ideal para cortes ligeiros e operações de acabamento
- Evita o novo corte de aparas
- Reduz o tempo de limpeza
Monitorização e ajustamento do processo
A monitorização contínua garante um controlo ótimo das aparas:
- Inspeção visual da formação de aparas
- Avaliação regular do desgaste das ferramentas
- Ajustamento dos parâmetros com base em:
- Variações de material
- Estado da ferramenta
- Requisitos de geometria da peça
Melhores práticas de implementação
Para obter resultados óptimos, siga estas orientações:
Planeamento pré-operatório
- Rever as propriedades dos materiais
- Selecionar as ferramentas adequadas
- Configurar a distribuição correta do líquido de refrigeração
Durante o funcionamento
- Monitorizar a formação de aparas
- Ouvir sons invulgares
- Verificar a qualidade do acabamento da superfície
Avaliação pós-operatória
- Analisar padrões de desgaste de ferramentas
- Documentar parâmetros bem sucedidos
- Rever as áreas a melhorar
Resolução de problemas comuns
Quando surgirem problemas de controlo de aparas, considere estas soluções:
Lascas longas e fibrosas
- Aumentar a velocidade de alimentação
- Ajustar a geometria do separador de aparas
- Rever a pressão do líquido de refrigeração
Formação de rebordos
- Aumentar a velocidade de corte
- Verificar a concentração do líquido de refrigeração
- Modificar a seleção do revestimento da ferramenta
Mau acabamento da superfície
- Verificar a geometria da ferramenta
- Ajustar os parâmetros de corte
- Avaliar o fornecimento de líquido de refrigeração
Seguir estas estratégias abrangentes tem ajudado consistentemente os nossos clientes da PTSMAKE a obter melhores resultados de maquinação com o alumínio 5083. Lembre-se que o controlo de aparas bem sucedido não se trata de seguir uma única solução, mas sim de implementar uma combinação de técnicas adaptadas à sua aplicação específica.
Quais são as melhores estratégias para reduzir o desgaste das ferramentas?
A maquinagem do alumínio 5083 apresenta um desafio significativo na manutenção da vida útil das ferramentas. A elevada resistência do material e a tendência para formar arestas postiças podem deteriorar rapidamente as ferramentas de corte, levando a um aumento dos custos de produção e a problemas de qualidade. O tempo de paragem para substituição de ferramentas e acabamentos de superfície inconsistentes são problemas frustrantes que muitos fabricantes enfrentam.
Para reduzir o desgaste da ferramenta ao maquinar alumínio 5083, implemente parâmetros de corte optimizados, utilize estratégias de arrefecimento adequadas e selecione ferramentas de corte especializadas. As principais estratégias incluem a utilização de ferramentas de carboneto revestido ou PCD, a manutenção de taxas de avanço adequadas e a aplicação de lubrificação suficiente para evitar arestas postiças.

Compreender os parâmetros de corte
A base da redução do desgaste da ferramenta começa com parâmetros de corte corretos. Ao maquinar alumínio 5083, a velocidade de corte6 desempenha um papel crucial na vida útil da ferramenta. Descobri que a manutenção destes parâmetros ajuda a obter resultados óptimos:
| Parâmetro | Gama recomendada | Impacto na vida útil da ferramenta |
|---|---|---|
| Velocidade de corte | 300-500 m/min | Reduz a produção de calor |
| Taxa de alimentação | 0,1-0,3 mm/rot | Evita a acumulação de aparas |
| Profundidade de corte | 1-3 mm | Controlo das forças de corte |
Estratégias de arrefecimento e lubrificação
Um arrefecimento eficaz é essencial para prolongar a vida útil da ferramenta. Recomendo estas abordagens:
- Fornecimento de líquido de refrigeração a alta pressão
- Lubrificação de quantidade mínima (MQL)
- Sistemas de arrefecimento através da ferramenta
Estes métodos ajudam a evitar a aderência do alumínio e a reduzir o stress térmico nas ferramentas de corte.
Seleção de ferramentas e tecnologia de revestimento
A seleção correta da ferramenta tem um impacto significativo na resistência ao desgaste. Eis o que funciona melhor:
Ferramentas de metal duro revestidas
- Revestimento TiAlN para maior resistência ao calor
- Revestimentos multicamadas para uma melhor proteção contra o desgaste
- Acabamento liso da superfície para evitar a aderência do material
Ferramentas PCD
- Resistência superior ao desgaste
- Excelente para produção de grandes volumes
- Melhor condutividade térmica
Preparação de vanguarda
A geometria da ferramenta desempenha um papel vital na redução do desgaste:
Arredondamento de arestas
- Reforça a vanguarda
- Reduz o risco de estilhaçamento
- Melhora a aderência do revestimento
Tratamento de superfície
- Microdecapagem para uma melhor aderência do revestimento
- Polimento para reduzir o atrito
Melhores práticas operacionais
Para maximizar a vida útil da ferramenta, saliento sempre estas diretrizes operacionais:
Inspeção regular da ferramenta
- Monitorizar os padrões de desgaste
- Verificar a deterioração do revestimento
- Medir o estado da aresta de corte
Armazenamento correto de ferramentas
- Ambiente climatizado
- Proteção contra danos físicos
- Limpeza e manutenção regulares
Prevenção de bordas construídas
A gestão da formação de arestas acumuladas requer atenção:
Controlo da velocidade da superfície
- Manter as velocidades de corte recomendadas
- Ajustar com base na condição do material
- Monitorizar a temperatura da ferramenta
Gestão de chips
- Assegurar a evacuação correta das aparas
- Utilizar disjuntores adequados
- Manter taxas de alimentação consistentes
Considerações sobre o ambiente de produção
O ambiente de fabrico tem impacto no desgaste das ferramentas:
Controlo da temperatura
- Manter a temperatura ambiente estável
- Monitorizar a temperatura do líquido de refrigeração
- Controlo da temperatura da peça de trabalho
Manutenção de máquinas
- Verificações regulares do alinhamento do fuso
- Monitorização das vibrações
- Manutenção do sistema de refrigeração
Implementação rentável
A aplicação destas estratégias exige um equilíbrio de custos:
Investimento inicial
- Ferramentas de alta qualidade
- Tecnologia de revestimento
- Sistemas de arrefecimento
Benefícios a longo prazo
- Redução das trocas de ferramentas
- Melhoria da qualidade das peças
- Maior produtividade
Ao seguir estas estratégias abrangentes, tenho conseguido consistentemente melhorias significativas na vida útil da ferramenta ao maquinar alumínio 5083. A chave é manter uma abordagem sistemática à implementação e monitorizar regularmente os resultados para otimização.
Como obter um acabamento de superfície de alta qualidade?
Conseguir o acabamento superficial perfeito em peças de alumínio 5083 pode ser incrivelmente desafiante. Muitos fabricantes debatem-se com resultados inconsistentes, o que leva à rejeição de peças e a um retrabalho dispendioso. A combinação de desgaste da ferramenta, velocidades impróprias e arrefecimento inadequado pode rapidamente transformar um projeto promissor num pesadelo de fabrico.
A chave para obter um excelente acabamento superficial no alumínio 5083 reside na otimização dos parâmetros de maquinação, na seleção de ferramentas adequadas e na implementação de técnicas de pós-processamento apropriadas. Esta abordagem abrangente garante uma qualidade consistente, mantendo a eficiência da produção.

Compreender o impacto da geometria da ferramenta
A geometria das ferramentas de corte desempenha um papel crucial na qualidade do acabamento da superfície. Descobri que a utilização de ferramentas com ângulos de inclinação positivos entre 5-15 graus proporciona os melhores resultados para o alumínio 5083. A ângulo de inclinação7 afecta significativamente a formação de aparas e as forças de corte.
Segue-se uma análise pormenorizada das caraterísticas óptimas das ferramentas:
| Parâmetro da ferramenta | Gama recomendada | Impacto no acabamento da superfície |
|---|---|---|
| Ângulo de inclinação | 5-15 graus | Reduz as forças de corte e melhora a evacuação das aparas |
| Ângulo de alívio | 10-12 graus | Evita a fricção da ferramenta e a geração de calor |
| Raio do nariz | 0,2-0,8 mm | Raio maior para um acabamento mais suave |
| Preparação da borda | Afiação nítida a ligeira | Reduz a formação de arestas postiças |
Otimização da taxa de alimentação e da velocidade
A otimização da taxa de alimentação e da velocidade de corte é essencial para obter um acabamento superficial superior. Com base na minha experiência com o alumínio 5083, recomendo:
- Velocidade de corte: 1000-1500 pés de superfície por minuto (SFM)
- Taxa de alimentação: 0,003-0,007 polegadas por rotação (IPR)
- Profundidade de corte: 0,020-0,040 polegadas para passagens de acabamento
Estes parâmetros devem ser ajustados com base na geometria específica da ferramenta e nas capacidades da máquina.
Estratégias de arrefecimento e lubrificação
O arrefecimento e a lubrificação adequados são essenciais para manter uma qualidade de superfície consistente. Eu recomendo:
- Fornecimento de líquido de refrigeração a alta pressão (mínimo 800 PSI)
- Fluidos de corte à base de óleo com aditivos específicos para alumínio
- Capacidade de refrigeração através da ferramenta, quando possível
- Controlo regular da concentração do líquido de refrigeração (manutenção 6-8%)
Tratamentos pós-acabamento
Para melhorar ainda mais a qualidade da superfície, podem ser utilizados vários tratamentos pós-acabamento:
Polimento mecânico
- Sequência progressiva de grãos (400-2000)
- Sistemas de polimento automatizados para maior consistência
- Compostos de polimento específicos para alumínio
Considerações sobre anodização
- Anodização tipo II para aplicações gerais
- Tipo III para maior resistência ao desgaste
- A preparação da superfície de pré-anodização é fundamental para a qualidade do acabamento
Medidas de controlo da qualidade
A implementação de medidas de controlo de qualidade adequadas garante um acabamento de superfície consistente:
Ensaios regulares de rugosidade da superfície
- Medições Ra inferiores a 32 micropolegadas
- Documentação dos resultados
- Implementação do controlo estatístico do processo
Protocolo de inspeção visual
- Inspectores formados
- Condições de iluminação adequadas
- Critérios de aceitação normalizados
Desafios e soluções comuns
Surgem frequentemente vários desafios quando se maquina o alumínio 5083:
Formação de arestas de construção
- Solução: Aumentar a velocidade de corte
- Utilizar um fluido de corte adequado
- Manter as arestas de corte afiadas
Marcas de conversa
- Solução: Verificar o equilíbrio do porta-ferramentas
- Verificar a vibração da máquina
- Ajustar os parâmetros de corte
Evacuação de chips deficiente
- Solução: Otimizar a pressão do líquido de refrigeração
- Utilizar disjuntores
- Aplicar estratégias de programação adequadas
Documentação e controlo do processo
A manutenção de um acabamento de superfície consistente requer uma documentação adequada:
Parâmetros do processo
- Especificações da ferramenta
- Parâmetros de corte
- Informações sobre o líquido de refrigeração
Requisitos de qualidade
- Especificações da rugosidade da superfície
- Normas visuais
- Métodos de medição
Calendário de manutenção
- Monitorização do desgaste da ferramenta
- Calibração da máquina
- Manutenção do sistema de refrigeração
Esta abordagem abrangente à otimização do acabamento da superfície ajudou-nos a obter resultados consistentes de alta qualidade em componentes de alumínio 5083. Ao controlar cuidadosamente cada aspeto do processo de maquinação e ao implementar técnicas de pós-processamento adequadas, podemos cumprir os requisitos mais exigentes de acabamento de superfície, mantendo a eficiência da produção.
Que técnicas de arrefecimento e lubrificação funcionam melhor?
A maquinagem do alumínio 5083 sem um arrefecimento adequado pode levar a resultados devastadores. Já testemunhei inúmeros projectos falharem devido à acumulação excessiva de calor, resultando num acabamento superficial deficiente, imprecisões dimensionais e desgaste prematuro da ferramenta. As consequências de um arrefecimento inadequado podem transformar um simples trabalho de maquinação num pesadelo dispendioso.
O método de arrefecimento mais eficaz para a maquinagem do alumínio 5083 é o arrefecimento por inundação com refrigerantes solúveis em água, mantendo uma concentração de 6-8%. Esta abordagem proporciona uma óptima dissipação de calor, reduz o desgaste da ferramenta e assegura uma qualidade de superfície consistente, evitando a formação de arestas postiças.

Compreender os métodos de arrefecimento
A maquinação CNC moderna exige um controlo preciso da temperatura durante o processo de corte. A condutividade térmica8 do alumínio 5083 torna-o particularmente sensível a problemas relacionados com o calor. Aqui está a minha análise detalhada dos principais métodos de arrefecimento:
Arrefecimento por inundação
- Proporciona um fluxo contínuo de líquido de refrigeração
- Excelente dissipação de calor
- Evacuação superior das aparas
- Ideal para operações de alta velocidade
Arrefecimento por névoa
- Reduz o consumo de líquido de refrigeração
- Adequado para cortes mais leves
- Opção amiga do ambiente
- Melhor visibilidade durante a maquinagem
Arrefecimento do ar
- Necessidade de configuração mínima
- Funcionamento limpo
- Solução económica
- Capacidade de refrigeração limitada
Tipos de líquido de refrigeração e respetivo desempenho
A minha experiência com diferentes tipos de líquido de refrigeração revelou variações significativas no desempenho. Aqui está uma comparação exaustiva:
| Tipo de líquido de refrigeração | Dissipação de calor | Vida útil da ferramenta | Acabamento da superfície | Custo-eficácia |
|---|---|---|---|---|
| Sintético | Excelente | Elevado | Superior | Moderado |
| Semi-sintético | Muito bom | Bom | Muito bom | Elevado |
| Solúvel em água | Excelente | Muito elevado | Excelente | Muito elevado |
| Óleo puro | Bom | Moderado | Bom | Baixa |
Otimização da aplicação do líquido de refrigeração
A eficácia das soluções de arrefecimento depende em grande medida das técnicas de aplicação corretas. Recomendo que se concentre nestes aspectos fundamentais:
Pressão e volume do líquido de refrigeração
- Fornecimento de alta pressão (500-1000 PSI) para bolsas profundas
- Manutenção consistente do caudal
- Posicionamento múltiplo de bicos para geometrias complexas
- Controlo regular da pressão
Gestão da Concentração
- Controlos semanais de concentração
- Manter a concentração de 6-8% para refrigerantes solúveis em água
- Controlo regular do pH (intervalo ideal: 8,5-9,5)
- Calendário de manutenção documentado
Estratégias avançadas de arrefecimento
A inovação na tecnologia de arrefecimento introduziu vários métodos avançados que implementei com sucesso:
Arrefecimento através da ferramenta
- Fornecimento direto de líquido de refrigeração à aresta de corte
- Redução da acumulação de calor
- Melhor evacuação das aparas
- Vida útil prolongada da ferramenta
Arrefecimento criogénico
- Redução de temperaturas extremas
- Impacto ambiental mínimo
- Acabamento superficial melhorado
- Redução da deformação térmica
Manutenção e controlo
Uma manutenção adequada garante um desempenho de refrigeração ótimo:
- Verificação diária do nível do líquido de refrigeração
- Testes de concentração semanais
- Limpeza mensal do sistema
- Substituição completa do fluido trimestralmente
Considerações ambientais
O fabrico moderno exige escolhas conscientes do ponto de vista ambiental:
- Opções de líquido de refrigeração biodegradável
- Sistemas de reciclagem e filtragem
- Protocolos de eliminação adequados
- Redução das emissões de COV
Protocolos de segurança
A segurança continua a ser fundamental no manuseamento de sistemas de refrigeração:
- Testes bacterianos regulares
- Requisitos de EPI adequados
- Procedimentos de contenção de derrames
- Planeamento da resposta a emergências
Tendências futuras
O panorama da tecnologia de refrigeração continua a evoluir:
- Sistemas de monitorização com base na IoT
- Gestão do líquido de refrigeração com base em IA
- Formulações de refrigerantes sustentáveis
- Soluções de arrefecimento híbridas
Implicações em termos de custos
A implementação eficaz da estratégia de arrefecimento afecta o resultado final:
- Custos de instalação inicial
- Despesas de manutenção em curso
- Benefícios a longo prazo da vida útil da ferramenta
- Ganhos de eficiência na produção
A escolha da técnica de refrigeração e lubrificação tem um impacto significativo no sucesso da maquinação com alumínio 5083. Com base nos nossos testes extensivos e aplicações reais, o arrefecimento por inundação com refrigerantes solúveis em água fornece a solução mais fiável e eficiente para a maioria das aplicações. No entanto, os requisitos específicos do projeto podem necessitar de abordagens alternativas, o que torna crucial compreender todas as opções disponíveis.
Como evitar a deformação da peça de trabalho?
A deformação da peça de trabalho na maquinagem de alumínio 5083 tornou-se um desafio persistente no fabrico de precisão. Já vi inúmeros projectos descarrilarem devido a deformações e distorções inesperadas, causando retrabalho dispendioso e atrasos na produção. O problema torna-se ainda mais crítico quando se trata de componentes de alta precisão em que cada mícron é importante.
Para evitar a deformação da peça de trabalho em alumínio 5083, implemente procedimentos adequados de alívio de tensões, optimize as estratégias de fixação e planeie cuidadosamente as sequências de maquinação. Além disso, o controlo dos parâmetros de corte e a utilização de dispositivos adequados podem reduzir significativamente os riscos de distorção.

Compreender as tensões residuais no alumínio 5083
A causa principal da deformação reside frequentemente em tensão residual9 dentro do material. Descobri que o alumínio 5083 é particularmente suscetível à deformação induzida por tensão devido à sua composição específica de liga. Eis o que normalmente causa tensão residual:
- Processos de fabrico (laminagem, enformação)
- Variações de temperatura durante o processamento do material
- Operações de maquinagem anteriores
- Condições de armazenamento incorrectas
Técnicas de alívio do stress antes da maquinagem
Desenvolvi uma abordagem sistemática para o alívio do stress que se tem revelado eficaz nas nossas operações:
| Método de tratamento | Gama de temperaturas | Duração | Benefícios |
|---|---|---|---|
| Alívio de tensões térmicas | 230-260°C | 1-2 horas | Distribuição uniforme de tensões |
| Alívio vibratório do stress | Temperatura ambiente | 20-30 minutos | Alternativa não térmica |
| Envelhecimento natural | Temperatura ambiente | 24-48 horas | Solução económica |
Otimização das estratégias de fixação
A forma como fixamos as peças de trabalho tem um impacto significativo na deformação. Recomendo estas técnicas comprovadas:
Força de aperto distribuída
- Utilizar vários pontos de fixação
- Aplicar valores de binário consistentes
- Monitorizar regularmente a pressão de aperto
Conceção estratégica de equipamentos
- Suportar funcionalidades críticas
- Permitir a dilatação térmica
- Minimizar a área de contacto sempre que possível
Planeamento inteligente da sequência de maquinação
Com base na minha experiência, a sequência correta é crucial:
Fase de maquinagem em bruto
- Remover o material simetricamente
- Manter uma distribuição equilibrada das tensões
- Deixar um stock suficiente para o acabamento
Alívio do stress intermédio
- Deixar as peças estabilizarem entre operações
- Verificar se existe alguma deformação preliminar
- Efetuar os ajustamentos necessários
Maquinação de acabamento
- Utilizar cortes ligeiros
- Manter uma profundidade de corte consistente
- Monitorizar cuidadosamente a temperatura
Otimização dos parâmetros de corte
Descobri que estes parâmetros funcionam melhor para minimizar a deformação:
| Parâmetro | Maquinação em bruto | Maquinação de acabamento |
|---|---|---|
| Velocidade de corte | 300-400 m/min | 400-500 m/min |
| Taxa de alimentação | 0,15-0,25 mm/dente | 0,05-0,15 mm/dente |
| Profundidade de corte | 2-4 mm | 0,2-0,5 mm |
| Fluxo do líquido de refrigeração | Elevado | Moderado |
Estratégias de controlo da temperatura
A gestão da temperatura é fundamental para a estabilidade dimensional:
Gestão do líquido de refrigeração
- Utilizar sistemas de refrigeração de alta pressão
- Manter a temperatura do líquido de refrigeração constante
- Assegurar um caudal adequado
Temperatura da zona de corte
- Monitorizar a temperatura da ferramenta
- Implementar pausas de arrefecimento adequadas
- Utilizar velocidades de corte adequadas
Controlo de qualidade e verificação
Para garantir o sucesso, aplico sempre estas etapas de verificação:
Medições em curso
- Controlos dimensionais regulares
- Monitorização do padrão de stress
- Controlo da temperatura
Inspeção final
- Verificação da CMM
- Medições de planicidade
- Análise do acabamento da superfície
Considerações ambientais
O ambiente da loja desempenha um papel crucial:
Controlo da temperatura
- Manter a temperatura ambiente estável
- Evitar a exposição direta à luz solar
- Controlo da circulação do ar
Práticas de armazenamento
- Armazenamento correto dos materiais
- Protegido de factores ambientais
- Rotação regular de stocks
Através da implementação destas estratégias abrangentes, alcançámos um sucesso consistente na prevenção da deformação da peça de trabalho na maquinagem do alumínio 5083. A chave está na compreensão de que a prevenção da deformação não é um processo de um único passo, mas sim uma abordagem sistemática que começa com a seleção do material e continua até à inspeção final.
Lembre-se de que cada projeto pode exigir ligeiros ajustes a estas diretrizes com base em requisitos e condições específicos. Comece sempre por compreender bem a sua aplicação específica e ajuste estas recomendações em conformidade.
Quais são os métodos comuns de controlo de qualidade?
O controlo de qualidade na maquinagem de alumínio 5083 pode ser uma grande dor de cabeça para os fabricantes. Sem métodos de inspeção adequados, mesmo pequenos desvios podem levar à rejeição de peças, atrasos na produção e perdas financeiras significativas. Tenho visto muitos fabricantes a debaterem-se quando os seus processos de controlo de qualidade não são suficientemente robustos.
O controlo de qualidade da maquinagem do alumínio 5083 envolve várias técnicas de inspeção, incluindo medições CMM, análise de superfícies e verificações visuais. Estes métodos funcionam em conjunto com a monitorização do processo e a verificação da tolerância para garantir que as peças cumprem consistentemente as especificações.

Inspeção de máquinas de medição por coordenadas (CMM)
A inspeção CMM é a espinha dorsal do nosso processo de controlo de qualidade no PTSMAKE. Este sistema de medição avançado utiliza uma sonda para recolher dados dimensionais precisos de peças maquinadas. A metrologia10 As capacidades das máquinas CMM permitem-nos:
- Medir geometrias complexas com uma precisão até 0,001 mm
- Comparar as dimensões reais com os modelos CAD
- Gerar relatórios de inspeção detalhados
- Identificar desvios no início do processo de produção
Asseguro que a nossa equipa realiza inspecções CMM nas principais fases de produção:
- Inspeção do primeiro artigo
- Controlos em curso
- Verificação final
Análise da rugosidade da superfície
A qualidade da superfície é crucial para as peças de alumínio 5083. Utilizamos métodos de contacto e sem contacto para medir a rugosidade da superfície:
| Método | Aplicações | Vantagens |
|---|---|---|
| Profilómetro | Superfícies planas, geometrias simples | Elevada precisão, dados quantitativos |
| Scanner ótico | Geometrias complexas, caraterísticas profundas | Sem contacto, medição rápida |
| Sistemas de visão | Defeitos de superfície, reconhecimento de padrões | Inspeção em tempo real, grandes áreas |
Protocolos de inspeção visual
Embora as ferramentas de medição avançadas sejam essenciais, a inspeção visual treinada continua a ser valiosa. Os nossos inspectores verificam:
Defeitos de superfície
- Arranhões
- Mossas
- Marcas de ferramentas
Consistência do material
- Uniformidade da cor
- Acabamento da superfície
- Integridade dos materiais
Qualidade de fabrico
- Qualidade do rebordo
- Remoção de rebarbas
- Aspeto geral
Sistemas de monitorização de processos
A monitorização em tempo real ajuda a manter a qualidade durante toda a produção:
Monitorização dos parâmetros da máquina
- Velocidade do fuso
- Taxas de alimentação
- Desgaste da ferramenta
- Temperatura
Controlo Estatístico do Processo (SPC)
- Gráficos de controlo
- Análise de tendências
- Estudos de capacidade de processo
Métodos de verificação da tolerância
Implementamos uma abordagem multinível para a verificação de tolerância:
Controlos antes da maquinagem
- Certificação de materiais
- Dimensões do stock
- Verificação da configuração
Verificação em curso
- Medições de dimensões críticas
- Tolerâncias geométricas
- Controlo do acabamento da superfície
Inspeção final
- Verificação dimensional completa
- Ensaios funcionais
- Revisão da documentação
Documentação e relatórios
A documentação do controlo de qualidade é crucial para a rastreabilidade:
- Relatórios de inspeção
- Certificados de materiais
- Parâmetros do processo
- Registos de não-conformidade
- Acções corretivas
Implementei um sistema de documentação digital que permite um acesso rápido a registos de qualidade e ajuda a identificar tendências ou potenciais problemas antes de estes se tornarem problemas.
Integração do sistema de gestão da qualidade
Os nossos métodos de controlo de qualidade fazem parte de um sistema de gestão de qualidade mais vasto:
Procedimentos Operacionais Normalizados (SOPs)
- Instruções de trabalho pormenorizadas
- Procedimentos de inspeção
- Requisitos de calibração
Programas de formação
- Certificação do inspetor
- Funcionamento do equipamento
- Sensibilização para a qualidade
Melhoria contínua
- Auditorias regulares
- Métricas de desempenho
- Otimização do processo
Calibração e manutenção de equipamentos
A calibração regular garante a exatidão da medição:
- Calibração anual das máquinas CMM
- Verificação mensal dos instrumentos de medição
- Controlo diário dos instrumentos de base
- Calendários de manutenção preventiva
Esta abordagem abrangente ao controlo de qualidade ajuda-nos a manter uma qualidade consistente na maquinação de alumínio 5083. Ao combinar tecnologia de medição avançada com métodos de inspeção comprovados e documentação cuidadosa, podemos garantir que as peças cumprem as especificações de forma consistente.
Compreender o papel do magnésio no aumento da força e da resistência, crucial para selecionar a liga de alumínio correta. ↩
Saiba como o endurecimento por trabalho afecta a maquinagem e as formas de ultrapassar os seus desafios. ↩
Saiba como o ângulo de hélice afecta a formação de aparas e melhora o desempenho da maquinagem. ↩
Saiba como otimizar a eficiência da maquinagem através do ajuste dos parâmetros da taxa de remoção de material. ↩
Compreender a formação de aparas para melhorar a eficiência da maquinação e a qualidade das peças. ↩
Saiba mais sobre a velocidade de corte para otimizar a vida útil da ferramenta e melhorar a eficiência da maquinação. ↩
Saiba como o ângulo de inclinação afecta a formação de aparas e as forças de corte para um melhor acabamento da superfície. ↩
Compreender a sensibilidade do alumínio ao calor para estratégias de arrefecimento eficazes na maquinagem. ↩
Saiba mais sobre os efeitos da tensão residual na maquinagem e como atenuar a deformação. ↩
Saiba mais sobre metrologia para aumentar a precisão das medições e melhorar o controlo da qualidade do fabrico. ↩






