

Está a tentar determinar se a fundição injectada de zinco é suficientemente forte para a sua aplicação? Muitos engenheiros subestimam a resistência do zinco, o que leva a erros dispendiosos na seleção do material e a atrasos no projeto quando os componentes falham durante os testes.
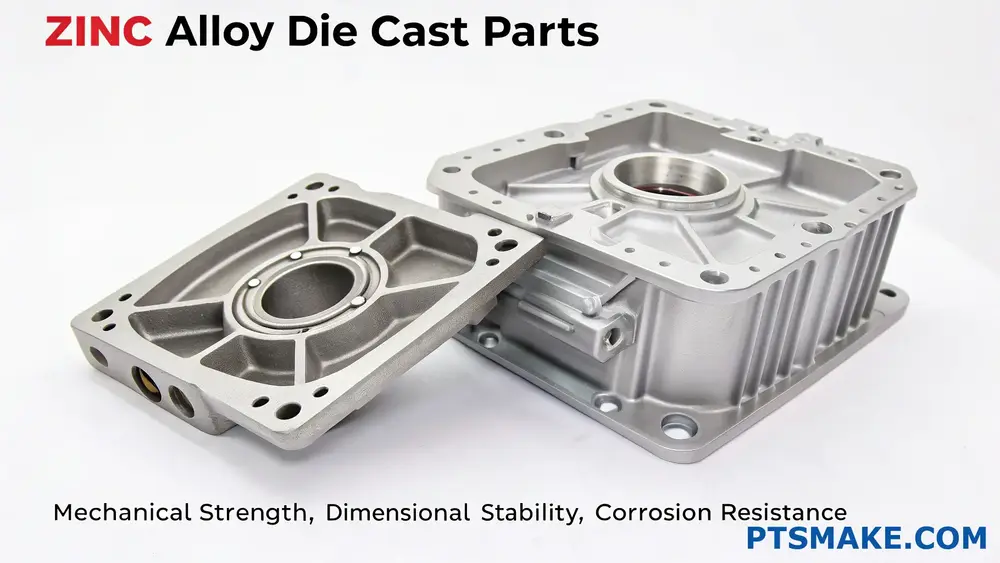
O zinco fundido sob pressão é extraordinariamente forte, com uma resistência à tração que varia entre 30.000 e 41.000 psi e uma resistência ao escoamento entre 22.000 e 32.000 psi. Oferece uma excelente resistência ao impacto, mantendo uma boa estabilidade dimensional e durabilidade.

Na PTSMAKE, trabalhei com inúmeros clientes que inicialmente hesitaram em utilizar a fundição injectada de zinco devido a preocupações com a resistência. O que surpreende muitos é o facto de as ligas de zinco como o Zamak 3 e 5 apresentarem propriedades mecânicas impressionantes, ao mesmo tempo que oferecem uma excelente capacidade de fundição e eficiência de custos. Permita-me partilhar as caraterísticas reais de resistência do zinco fundido sob pressão e a razão pela qual pode ser perfeito para o seu próximo projeto.
Que materiais são utilizados na fundição injectada de zinco?
Já alguma vez pegou numa maçaneta de porta, num carro de brincar ou numa caixa de um dispositivo eletrónico e se perguntou que material lhe confere aquele equilíbrio perfeito entre detalhe e durabilidade? Muitos produtos que utilizamos diariamente contêm componentes de zinco fundido sob pressão, mas compreender quais os materiais que são realmente utilizados nestas peças pode ser confuso quando está a planear o seu próximo projeto.
A fundição injectada de zinco utiliza principalmente ligas de zinco, sendo os materiais mais comuns o ZA-3, o ZA-8, o ZAMAK 3 e o ZAMAK 5. Estas ligas combinam zinco com alumínio, magnésio e cobre em proporções específicas para obter diferentes propriedades mecânicas adequadas a várias aplicações.

A base das ligas de zinco para fundição injectada
Na sua essência, a fundição injectada de zinco baseia-se em ligas à base de zinco em vez de zinco puro. O zinco puro tem aplicações práticas limitadas no fabrico devido à sua natureza relativamente macia e à tendência para se deformar lentamente sob tensão. É por isso que a indústria desenvolveu várias ligas de zinco padronizadas que se tornaram os cavalos de batalha do mundo da fundição sob pressão.
Na minha experiência de trabalho com fabricantes de vários sectores, descobri que a maioria das operações de fundição de zinco se centra em duas famílias principais de ligas: As ligas ZAMAK e as ligas ZA. Cada uma tem composições e vantagens específicas que as tornam adequadas para diferentes aplicações.
Ligas ZAMAK: Os cavalos de batalha da fundição injectada de zinco
ZAMAK (por vezes soletrado Zamac) é um acrónimo derivado dos nomes alemães dos metais na sua composição: Zinco, Alumínio, Magnésio e Kupfer (cobre). Estas ligas constituem a espinha dorsal da indústria de fundição injectada de zinco.
As ligas ZAMAK mais utilizadas incluem:
ZAMAK 3 (Liga de zinco 3)
O ZAMAK 3 contém aproximadamente 4% de alumínio, 0,035% de magnésio e um mínimo de cobre. Isto torna-o a mais pura das ligas de zinco comuns e confere-lhe uma excelente estabilidade dimensional. Já vi o ZAMAK 3 ser usado extensivamente para:
- Componentes para automóveis
- Caixas electrónicas
- Instalações sanitárias
- Artigos de hardware
O que torna o ZAMAK 3 particularmente valioso é a sua excelente castabilidade1 combinada com boas propriedades mecânicas. Quando os clientes necessitam de um equilíbrio entre rentabilidade e fiabilidade, o ZAMAK 3 é frequentemente a minha primeira recomendação.
ZAMAK 5 (Liga de zinco 5)
O ZAMAK 5 é essencialmente ZAMAK 3 com aproximadamente 1% de cobre adicionado. Esta pequena alteração da composição melhora significativamente a resistência à tração e a dureza. Os componentes fabricados com ZAMAK 5 oferecem normalmente:
- 10-20% maior resistência à tração do que o ZAMAK 3
- Melhor desempenho sob pressão
- Resistência ao desgaste melhorada
- Capacidades melhoradas de polimento e galvanização
Estas propriedades tornam o ZAMAK 5 ideal para aplicações que requerem uma maior resistência ou um melhor acabamento superficial, tais como peças para automóveis e ferragens decorativas.
Ligas ZA: Opções de zinco de desempenho superior
As ligas ZA (Zinco-Alumínio) contêm um teor de alumínio significativamente mais elevado do que as ligas ZAMAK, variando normalmente entre 8-27%. O teor de alumínio mais elevado altera substancialmente as propriedades do material:
ZA-8
Com 8-8,8% de alumínio e 1-1,5% de cobre, a ZA-8 oferece:
- Maior resistência do que as ligas ZAMAK
- Melhor resistência ao desgaste
- Excelentes capacidades de suporte
- Boa resistência à fluência
ZA-12
Contendo 10,5-11,5% de alumínio e 0,5-1,25% de cobre, o ZA-12 fornece:
- Resistência superior à das ligas ZAMAK
- Excelentes propriedades de suporte
- Boa resistência ao desgaste
ZA-27
Com o teor de alumínio mais elevado (25-28%) entre as ligas de fundição injetada de zinco comuns, o ZA-27 oferece:
- A mais elevada relação resistência/peso das ligas de zinco
- Resistência excecional ao desgaste
- Propriedades mecânicas superiores
Considerações sobre a seleção de materiais
Ao ajudar os clientes a selecionar a liga de zinco adequada para os seus projectos no PTSMAKE, tenho em conta vários factores:
| Liga metálica | Força | Custo | Castabilidade | Aplicações comuns |
|---|---|---|---|---|
| ZAMAK 3 | Moderado | $ | Excelente | Ferragens em geral, peças para automóveis |
| ZAMAK 5 | Bom | $$ | Bom | Automóvel, canalizações |
| ZA-8 | Melhor | $$ | Bom | Componentes industriais, rolamentos |
| ZA-12 | Muito bom | $$$ | Moderado | Engrenagens, casquilhos, rolamentos |
| ZA-27 | Excelente | $$$$ | Desafiante | Componentes de alta tensão |
Elementos menores e aditivos
Para além dos constituintes primários da liga, os materiais de fundição sob pressão de zinco contêm frequentemente oligoelementos que podem ter um impacto significativo nas propriedades finais:
- Magnésio: Adicionado em pequenas quantidades (0,01-0,06%) para reduzir a corrosão intergranular
- Chumbo: Por vezes presente em ligas recicladas, mas geralmente indesejável, uma vez que pode afetar as propriedades mecânicas
- Ferro: Normalmente mantido abaixo de 0,075%, uma vez que níveis mais elevados podem causar fragilidade
- Cádmio: Normalmente limitado a 0,004% devido a preocupações ambientais
- Lata: Frequentemente mantido abaixo de 0,002% para evitar a corrosão intergranular
Na PTSMAKE, controlamos cuidadosamente estes oligoelementos para garantir uma qualidade consistente nos nossos componentes de zinco fundido sob pressão.
Materiais emergentes de ligas de zinco
A indústria de fundição injectada de zinco continua a evoluir com novas formulações de ligas concebidas para satisfazer requisitos de desempenho específicos:
- ACuZinco: Uma família de ligas patenteadas com um teor de cobre reforçado para uma maior resistência
- Ecozinc: Formulações respeitadoras do ambiente que minimizam os elementos tóxicos
- EZAC: Ligas melhoradas de zinco-alumínio-cobre concebidas para aplicações de paredes finas
Estes materiais mais recentes revelam capacidades promissoras para aplicações especializadas em que as ligas tradicionais podem ser insuficientes.
As principais vantagens das ligas de zinco em relação ao zinco puro na fundição injectada
Já alguma vez se perguntou porque é que os fabricantes raramente utilizam zinco puro em projectos de fundição injetada? Talvez se tenha deparado com problemas de fragilidade ou instabilidade dimensional nas peças e se tenha questionado se existe uma alternativa melhor?
As ligas de zinco são preferidas ao zinco puro na fundição sob pressão porque oferecem propriedades mecânicas superiores, melhor resistência à corrosão, maior estabilidade dimensional e melhores caraterísticas de fluxo durante a fundição. Estas ligas mantêm as vantagens de custo do zinco, ao mesmo tempo que eliminam muitos dos seus pontos fracos inerentes.
Compreender a composição e as propriedades das ligas de zinco
Nos meus anos de trabalho com fundição de metais no PTSMAKE, descobri que compreender a composição das ligas de zinco é crucial para tomar decisões de fabrico informadas. As ligas de zinco utilizadas na fundição sob pressão contêm normalmente zinco como metal de base com quantidades cuidadosamente controladas de alumínio, cobre, magnésio e, ocasionalmente, outros elementos.
As ligas de zinco mais comuns utilizadas na fundição sob pressão são a série Zamak (particularmente Zamak 3, 5 e 7) e a série ZA (ZA-8, ZA-12 e ZA-27). Cada uma tem uma composição química específica concebida para melhorar determinadas propriedades.
Composições comuns de ligas de zinco
| Tipo de liga | Zinco (%) | Alumínio (%) | Cobre (%) | Magnésio (%) | Outros elementos (%) |
|---|---|---|---|---|---|
| Zamak 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Zamak 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
Estes elementos de liga melhoram significativamente a estrutura metalúrgica2 de zinco, transformando um metal puro relativamente fraco num material de engenharia versátil adequado para uma vasta gama de aplicações.
Vantagens mecânicas das ligas de zinco vs. zinco puro
O zinco puro tem várias limitações que o tornam inadequado para a maioria das aplicações de fundição injectada. A sua resistência à tração relativamente baixa, a fraca dureza e a tendência para se deformar sob carga são desvantagens significativas. Ao adicionar elementos de liga, criamos materiais com propriedades mecânicas muito melhoradas.
Resistência e dureza
As ligas de zinco apresentam uma resistência à tração 2 a 3 vezes superior à do zinco puro. Por exemplo, enquanto o zinco puro tem normalmente uma resistência à tração de cerca de 20 MPa, o Zamak 3 oferece cerca de 283 MPa e as ligas com elevado teor de alumínio, como o ZA-27, podem atingir até 425 MPa. Esta melhoria substancial permite que as peças de liga de zinco resistam a cargas e tensões mais elevadas.
A adição de alumínio aumenta particularmente a dureza, com o cobre a melhorar ainda mais esta propriedade. Esta maior dureza traduz-se numa melhor resistência ao desgaste em aplicações onde as peças podem sofrer fricção ou impacto.
Estabilidade dimensional
Um dos problemas mais significativos do zinco puro é a sua instabilidade dimensional. Quando trabalho com os clientes da PTSMAKE, saliento frequentemente que a tendência do zinco puro para se deformar com o tempo torna-o pouco fiável para componentes de precisão. As ligas de zinco resolvem este problema através de:
- Tamanho de grão reduzido devido a elementos de liga, limitando o movimento do material
- Maior rigidez estrutural que resiste à deformação
- Resistência melhorada à corrosão intergranular que pode causar alterações dimensionais
Estas melhorias são particularmente importantes para peças que exigem tolerâncias apertadas ou que são utilizadas em montagens de precisão.
Resistência à corrosão e propriedades da superfície
Nas aplicações industriais, a resistência à corrosão determina frequentemente o tempo de vida de um componente. As ligas de zinco oferecem uma proteção contra a corrosão significativamente melhor do que o zinco puro através de vários mecanismos:
- Formação de camadas de óxido estáveis que protegem o metal subjacente
- Reduzida suscetibilidade à corrosão intergranular
- Melhor resistência ao ataque atmosférico e químico
Além disso, as ligas de zinco podem ser facilmente revestidas, pintadas ou tratadas à superfície para aumentar ainda mais a sua resistência à corrosão e as suas propriedades estéticas. Esta versatilidade torna-as adequadas tanto para aplicações funcionais como decorativas.
Vantagens de processamento durante a fundição sob pressão
Do ponto de vista do fabrico, as ligas de zinco oferecem várias vantagens práticas em relação ao zinco puro no processo de fundição sob pressão:
Caraterísticas de fluxo e capacidade de moldagem
As ligas de zinco têm excelentes caraterísticas de fluidez que lhes permitem preencher com precisão detalhes intrincados do molde. A adição de alumínio reduz o ponto de fusão ao mesmo tempo que melhora a fluidez, permitindo a produção de secções de paredes finas e geometrias complexas que seriam um desafio com o zinco puro.
Propriedades térmicas
Os coeficientes de expansão térmica controlados das ligas de zinco (em comparação com o comportamento imprevisível do zinco puro) proporcionam um melhor controlo dimensional durante a fase de arrefecimento. Isto traduz-se em taxas de contração mais previsíveis e menos defeitos nas peças finais.
Longevidade da ferramenta
As ferramentas de fundição sob pressão utilizadas com ligas de zinco duram normalmente mais tempo do que as utilizadas com zinco puro. As caraterísticas de fluxo melhoradas reduzem o desgaste erosivo nas superfícies do molde, enquanto as temperaturas de fundição mais baixas (em comparação com as ligas de alumínio ou magnésio) minimizam a fadiga térmica nas ferramentas.
Custo-eficácia das ligas de zinco no fabrico
Finalmente, as vantagens económicas da utilização de ligas de zinco em vez de zinco puro não podem ser ignoradas. Embora o zinco puro possa ter um custo de matéria-prima ligeiramente inferior, a economia total de fabrico favorece fortemente as ligas devido a:
- Redução das taxas de rejeição e aumento da qualidade do produto
- Ciclos de produção mais rápidos devido a caraterísticas de fluxo melhoradas
- Custos de acabamento mais baixos devido a uma melhor qualidade da superfície fundida
- Aumento da vida útil do produto, reduzindo os custos de garantia e substituição
Na PTSMAKE, descobrimos que o pequeno prémio pago por ligas de zinco de qualidade é rapidamente recuperado através de uma maior eficiência de fabrico e de um melhor desempenho do produto.
A fundição sob pressão é o mesmo que a fundição de zinco?
Alguma vez se sentiu confuso ao procurar opções de fabrico para o seu próximo projeto? Já olhou para as folhas de especificações e perguntou-se se a fundição sob pressão e a fundição de zinco são processos diferentes ou apenas o jargão da indústria para a mesma coisa? Esta confusão terminológica pode levar a erros de fabrico dispendiosos.
Não, a fundição injectada e a fundição de zinco não são a mesma coisa. A fundição sob pressão é um processo de fabrico que pode utilizar vários metais, incluindo ligas de zinco, alumínio, magnésio e cobre. A fundição de zinco refere-se especificamente à fundição sob pressão que utiliza o zinco como material metálico.

Compreender a relação entre fundição injectada e fundição de zinco
A fundição sob pressão e a fundição de zinco são termos frequentemente confundidos na indústria transformadora. Para esclarecer, a fundição sob pressão é o processo de fabrico global, enquanto a fundição de zinco (mais exatamente designada por fundição de zinco sob pressão) é uma aplicação específica deste processo que utiliza ligas de zinco.
Na minha experiência de fabrico, descobri que compreender esta distinção é crucial para os engenheiros e designers de produtos quando selecionam o método de fabrico correto para as suas peças.
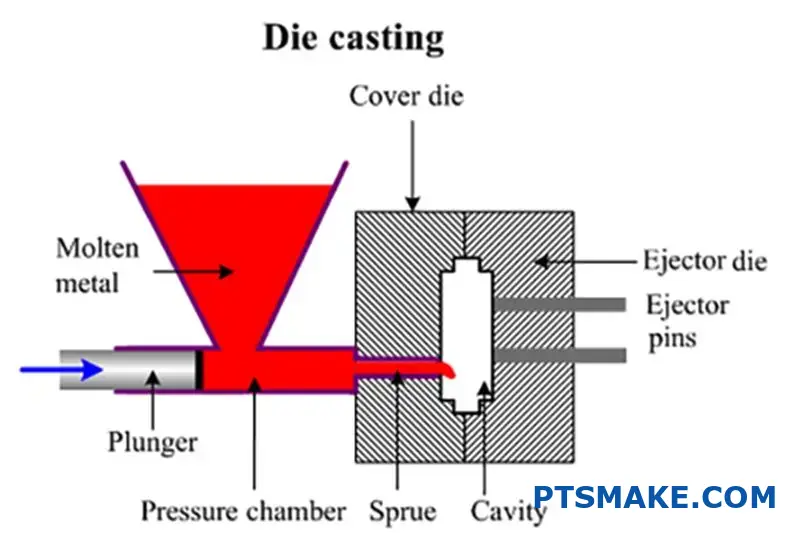
A fundição injetada envolve forçar metal fundido sob alta pressão em moldes de aço reutilizáveis chamados matrizes. Este processo pode utilizar vários metais diferentes, sendo o zinco apenas uma opção. Outros metais comuns de fundição sob pressão incluem o alumínio, o magnésio e as ligas de cobre.
Principais diferenças entre os materiais de fundição injectada
A escolha do metal para a fundição injectada tem um impacto significativo nas propriedades e aplicações do produto final. Eis como o zinco se compara a outros materiais de fundição sob pressão comuns:
| Metal | Ponto de fusão (°C) | Densidade (g/cm³) | Propriedades principais | Aplicações comuns |
|---|---|---|---|---|
| Zinco | 380-390 | 6.6-7.2 | Elevada estabilidade dimensional, excelente acabamento superficial, boa resistência à corrosão | Peças para automóveis, caixas para eletrónica, brinquedos |
| Alumínio | 660 | 2.7 | Leve, boa relação resistência/peso, resistente à corrosão | Componentes para automóveis, peças para a indústria aeroespacial |
| Magnésio | 650 | 1.7 | Metal estrutural mais leve, boa proteção EMI | Caixas de parede fina, eletrónica portátil |
| Ligas de cobre | 900-1000 | 8.3-8.9 | Excelente condutividade eléctrica, elevada condutividade térmica | Componentes eléctricos, equipamento marítimo |
Fundição injectada de zinco: O processo especializado
A fundição sob pressão de zinco tornou-se uma das formas mais populares de fundição sob pressão por várias razões. A propriedades eutécticas3 das ligas de zinco tornam-nas ideais para o processo de fundição sob pressão, oferecendo aos fabricantes e projectistas vantagens únicas.
Vantagens da fundição injectada de zinco
Necessidades energéticas mais baixas: O zinco tem um ponto de fusão relativamente baixo (380-390°C) em comparação com outros metais de fundição sob pressão, o que resulta num menor consumo de energia durante o fabrico.
Vida útil mais longa da matriz: Devido às temperaturas de processamento mais baixas, as matrizes de aço utilizadas para a fundição de zinco sofrem menos stress térmico. Na PTSMAKE, observámos que as matrizes utilizadas para a fundição de zinco duram normalmente 5 a 10 vezes mais do que as utilizadas para a fundição de alumínio.
Excelente precisão dimensional: As ligas de zinco têm uma fluidez superior quando fundidas, o que lhes permite preencher com precisão mesmo as cavidades complexas dos moldes.
Acabamento de superfície superior: As peças fundidas em zinco têm geralmente superfícies mais lisas diretamente do molde, exigindo frequentemente um pós-processamento mínimo.
Flexibilidade de conceção: As excelentes caraterísticas de fluxo das ligas de zinco permitem a produção de componentes com paredes finas (até 0,5 mm) e geometrias complexas.
Ligas de zinco comuns para fundição injectada
Nem todas as ligas de zinco são criadas da mesma forma. As ligas de zinco mais comuns utilizadas na fundição injectada incluem:
Zamak 3 (ASTM AG40A): A liga de fundição sob pressão de zinco mais utilizada, que oferece um bom equilíbrio entre propriedades físicas, capacidade de fundição e relação custo-eficácia.
Zamak 5 (ASTM AC41A): Semelhante ao Zamak 3, mas com maior resistência à tração e dureza.
ZA-8, ZA-12 e ZA-27: Ligas de zinco com maior teor de alumínio que oferecem maior resistência e dureza, mas são ligeiramente mais difíceis de fundir.
Aplicações em que a fundição injectada de zinco se destaca
Através do meu trabalho na PTSMAKE, vi a fundição injectada de zinco destacar-se em várias aplicações:
- Componentes para automóveis: Peças de acabamento interior, puxadores de portas, caixas de fechaduras
- Caixa de eletrónica: Quadros, componentes do chassis, dissipadores de calor
- Bens de consumo: Peças de electrodomésticos, ferragens, brinquedos e artigos de decoração
- Hardware industrial: Ferramentas, dispositivos e componentes mecânicos
Fazendo a escolha certa entre as opções de fundição sob pressão
Ao decidir sobre o método de fundição sob pressão adequado para o seu projeto, considere estes factores:
Volume de produção: A fundição sob pressão de zinco oferece vantagens de custo para produções de médio e alto volume.
Complexidade da peça: Se o seu projeto tiver detalhes complexos ou paredes finas, as excelentes caraterísticas de fluxo do zinco fazem dele a escolha ideal.
Requisitos de acabamento da superfície: Quando a qualidade estética é primordial, as peças fundidas de zinco requerem normalmente menos acabamentos.
Considerações sobre a resistência ao peso: Embora mais pesado do que o alumínio, o zinco oferece uma excelente resistência e durabilidade para a sua classe de peso.
Sensibilidade dos custos: As temperaturas de processamento mais baixas e a vida útil mais longa da fundição de zinco resultam frequentemente em poupanças de custos, particularmente para determinadas gamas de volume.
Muitos dos nossos clientes da PTSMAKE consideram inicialmente vários métodos de fabrico, mas para componentes que requerem alta precisão e qualidade de superfície com requisitos de resistência moderados, a fundição sob pressão de zinco surge frequentemente como a solução ideal.
Como obter tolerâncias apertadas na fundição injectada de zinco?
Alguma vez recebeu peças de zinco fundido sob pressão que não encaixavam corretamente na sua montagem ou teve de eliminar componentes dispendiosos devido a problemas de tolerância? Talvez já se tenha debatido com a frustração de componentes que parecem perfeitos, mas que falham durante o controlo de qualidade porque estão desfasados apenas por fracções de milímetro?
A obtenção de tolerâncias apertadas na fundição de zinco requer uma atenção cuidadosa a vários factores, incluindo a conceção do molde, o controlo do processo e a seleção do material. Normalmente, as peças fundidas em zinco podem atingir tolerâncias de ±0,1mm a ±0,05mm para dimensões inferiores a 25mm, com potencial para tolerâncias ainda mais apertadas através de operações secundárias e controlo avançado do processo.

Compreender os factores de tolerância na fundição injectada de zinco
As tolerâncias na fundição de zinco não são simplesmente números arbitrários que atribuímos aos desenhos. Representam o culminar de múltiplas variáveis de fabrico que trabalham em conjunto. Na minha experiência de trabalho com componentes de precisão, descobri que compreender estes factores é crucial para um planeamento eficiente da produção.
As principais variáveis que afectam as tolerâncias da fundição sob pressão de zinco incluem:
Considerações sobre a contração do material
As ligas de zinco sofrem menos contração em comparação com outros materiais de fundição sob pressão, como o alumínio ou o magnésio. Esta é uma das principais vantagens do zinco para aplicações de precisão. O taxa de contração4 para a maioria das ligas de zinco varia tipicamente entre 0,4% e 0,7%, em comparação com 0,5% e 1,2% para as ligas de alumínio.
Este encolhimento previsível e mínimo permite:
- Dimensões de peças mais consistentes
- Variação dimensional reduzida entre ciclos de produção
- Melhor capacidade para obter tolerâncias apertadas de forma consistente
Impacto da espessura da parede nas tolerâncias
A espessura da parede afecta diretamente as tolerâncias alcançáveis na fundição injectada de zinco. Como regra geral:
| Espessura da parede | Tolerância típica alcançável |
|---|---|
| 0,5 mm - 1,5 mm | ±0,075mm - ±0,1mm |
| 1,5 mm - 3,0 mm | ±0,1mm - ±0,15mm |
| 3,0 mm - 6,0 mm | ±0,15mm - ±0,2mm |
| >6,0mm | ±0,2mm - ±0,3mm |
As paredes mais finas arrefecem mais rapidamente, mas podem ser mais propensas a defeitos se não forem corretamente concebidas e executadas. O equilíbrio entre a espessura da parede e os requisitos estruturais é um aspeto crítico para alcançar tolerâncias apertadas.
Requisitos do ângulo de inclinação
Os ângulos de inclinação são necessários para facilitar a ejeção da peça do molde. No entanto, têm um impacto direto nas tolerâncias dimensionais, especialmente no caso de peças altas. No PTSMAKE, normalmente recomendamos:
- Calado mínimo de 0,5° a 1° para fundição sob pressão de zinco
- Ângulos de inclinação aumentados (2° a 3°) para caraterísticas mais profundas
- Ângulos de inclinação cuidadosamente equilibrados para superfícies que exigem tolerâncias apertadas
Uma estratégia de ângulo de inclinação bem concebida garante que as peças podem ser fabricadas de forma consistente, mantendo as dimensões críticas dentro das especificações.
Limites de tolerância práticos na produção
Embora as tolerâncias teóricas possam parecer prometedoras no papel, as realidades práticas da produção ditam muitas vezes o que é consistentemente alcançável. Com base na minha experiência em inúmeros projectos de fundição de zinco, eis o que considero realista:
Tolerâncias comerciais padrão
Para aplicações comerciais normalizadas de fundição injectada de zinco:
| Gama de dimensões | Tolerância comercial padrão |
|---|---|
| Até 25 mm | ±0,1mm |
| 25mm a 50mm | ±0,15mm |
| 50mm a 150mm | ±0,2mm |
| 150mm a 300mm | ±0,3mm |
Estas tolerâncias representam o que a maioria dos fabricantes pode alcançar de forma consistente sem aumentos significativos de custos ou processos especializados.
Tolerâncias de precisão para aplicações críticas
Para aplicações que exigem maior precisão:
| Gama de dimensões | Capacidade de tolerância de precisão |
|---|---|
| Até 25 mm | ±0,05mm |
| 25mm a 50mm | ±0,075mm |
| 50mm a 150mm | ±0,1mm |
| 150mm a 300mm | ±0,15mm |
A obtenção destas tolerâncias mais rigorosas exige normalmente:
- Ferramentas mais sofisticadas
- Controlos adicionais do processo
- Eventuais operações secundárias
- Manutenção mais frequente das ferramentas
Considerações sobre o empilhamento de tolerâncias
Ao projetar montagens com múltiplos componentes de zinco fundido sob pressão, o empilhamento de tolerâncias torna-se uma consideração crítica. Recomendo sempre a realização de análises de empilhamento de tolerâncias para montagens complexas, de modo a garantir um ajuste e um funcionamento corretos.
O efeito cumulativo de múltiplas tolerâncias pode resultar em montagens que não funcionam como pretendido, mesmo quando os componentes individuais atendem às suas tolerâncias especificadas. Na PTSMAKE, ajudamos os clientes a analisar estas interações no início do processo de conceção para evitar correcções dispendiosas mais tarde.
Estratégias para melhorar as capacidades de tolerância
Quando as tolerâncias padrão não são suficientes para a sua aplicação, várias estratégias podem ajudar a obter especificações mais rigorosas:
Conceção e construção avançadas de ferramentas
O molde é talvez o elemento mais crítico que afecta as tolerâncias. Investir em ferramentas de alta qualidade com:
- Construção em aço de qualidade superior para ferramentas
- Maquinação CNC precisa dos pormenores da cavidade
- Disposição optimizada do canal de arrefecimento
- Conceção cuidada do portão e da corrediça
Estes elementos melhoram significativamente as capacidades de tolerância e a consistência. Embora as ferramentas de qualidade superior representem um investimento inicial mais elevado, os benefícios a longo prazo na qualidade das peças e a redução das taxas de refugo justificam frequentemente o custo.
Operações secundárias para dimensões críticas
Para as aplicações mais exigentes, as operações secundárias podem atingir tolerâncias superiores às que são possíveis apenas com a fundição injectada:
- Maquinação CNC de superfícies críticas
- Operações de retificação e de brunimento
- Perfuração e alargamento de precisão
- Verificação da máquina de medição por coordenadas (CMM)
Na PTSMAKE, implementamos frequentemente abordagens de fabrico híbridas, em que fundimos peças com tolerâncias generosas em áreas não críticas e, em seguida, realizamos operações de maquinagem selectiva em caraterísticas críticas.
Implementação do Controlo Estatístico do Processo
A implementação de sistemas robustos de controlo estatístico de processos (SPC) permite:
- Deteção precoce de desvios do processo
- Qualidade consistente das peças
- Documentação da capacidade do processo
- Oportunidades de melhoria contínua
Ao monitorizar os principais parâmetros do processo e as dimensões das peças, podemos manter tolerâncias mais rigorosas em ciclos de produção alargados.
Que acabamentos de superfície estão disponíveis para peças de fundição injetada de zinco?
Alguma vez recebeu peças de zinco fundido sob pressão que não correspondiam às suas expectativas estéticas? Ou teve dificuldade em escolher o acabamento certo para equilibrar o aspeto, a proteção e o custo? Um acabamento de superfície incorreto pode prejudicar até os componentes concebidos com maior precisão.
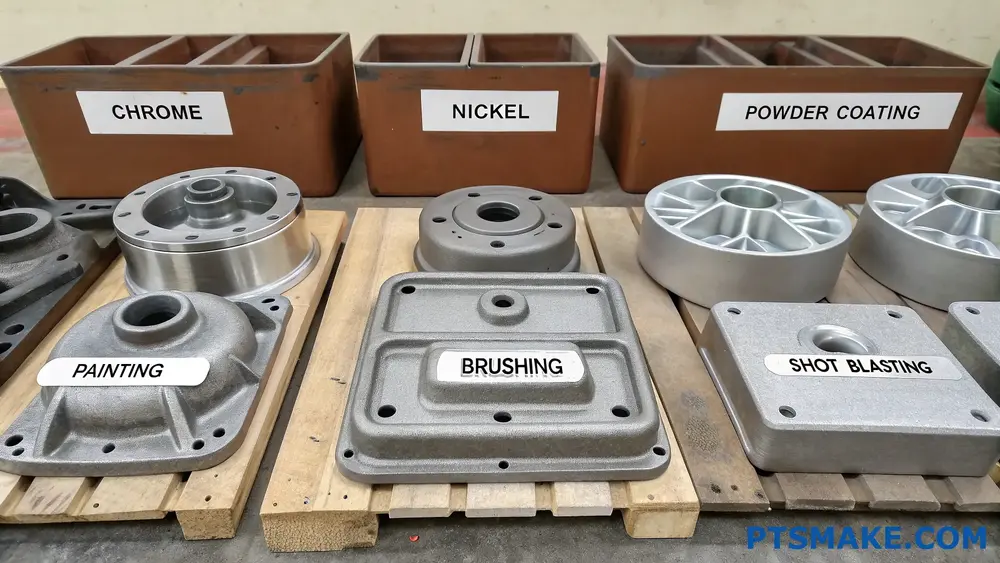
As peças de fundição sob pressão de zinco podem receber vários acabamentos de superfície, incluindo revestimento (crómio, níquel, ouro), revestimento em pó, pintura, anodização, polimento, escovagem, texturização e tombamento. Cada acabamento oferece vantagens únicas em termos de aparência, resistência à corrosão, proteção contra o desgaste e considerações de custo.
Acabamentos de superfície comuns para peças fundidas sob pressão de zinco
No meu trabalho com clientes de todas as indústrias, vi em primeira mão como o acabamento de superfície correto pode transformar uma peça básica de fundição de zinco num componente que não só tem um desempenho excecional, mas também melhora o apelo geral do produto. Deixe-me explicar-lhe as opções de acabamento mais eficazes disponíveis.
Acabamentos por galvanoplastia
A galvanoplastia cria uma fina camada de metal em peças fundidas de zinco através de um processo eletroquímico. Este acabamento é extremamente popular porque combina apelo estético com benefícios funcionais.
Cromagem
A cromagem proporciona aquela superfície espelhada e reflectora que muitos consumidores associam a produtos metálicos de qualidade. Para além do seu aspeto atraente, o cromado oferece:
- Resistência superior à corrosão
- Excelente resistência ao desgaste
- Fricção reduzida
- Elevada dureza (cerca de 70 HRC)
Muitos componentes automóveis, como emblemas e peças de acabamento, utilizam a cromagem. No entanto, vale a pena notar que os processos tradicionais de cromo hexavalente enfrentam restrições ambientais crescentes, levando ao surgimento de alternativas de cromo trivalente que são mais ecológicas.
Niquelagem
O revestimento de níquel proporciona um aspeto brilhante e prateado semelhante ao do crómio, mas com um tom ligeiramente mais quente. As vantagens incluem:
- Muito boa proteção contra a corrosão
- Excelente resistência ao desgaste
- Pode ter um acabamento brilhante ou acetinado
- Frequentemente utilizado como subcapa para cromagem
Na PTSMAKE, aplicamos frequentemente niquelagem a componentes que requerem tanto um aspeto estético como durabilidade, tais como acessórios de casa de banho e caixas de eletrónica de consumo.
Zincagem
Embora possa parecer redundante aplicar uma chapa de zinco numa fundição injectada de zinco, esta galvanização5 cria uma camada protetora de sacrifício que se corrói antes do material de base. As principais vantagens incluem:
- Proteção anticorrosiva rentável
- Disponível em acabamentos transparentes, amarelos, pretos ou em tons de azeitona
- Geralmente mais fino do que outras opções de revestimento
Acabamentos orgânicos
Os acabamentos orgânicos oferecem alternativas ao revestimento metálico com as suas próprias vantagens.
Revestimento em pó
O revestimento em pó envolve a aplicação eletrostática de pó seco à superfície da peça, sendo depois curado sob calor. O processo cria um acabamento duradouro e uniforme com estas vantagens:
- Ampla gama de cores com resultados consistentes
- Excelente durabilidade e resistência ao impacto
- Boa resistência química
- Amigo do ambiente (sem solventes)
- Revestimento espesso e uniforme (normalmente 2-4 mils)
Muitas peças de equipamento de exterior e componentes de mobiliário beneficiam da combinação de durabilidade e flexibilidade estética do revestimento a pó.
Pintura a húmido
A pintura tradicional oferece uma enorme flexibilidade na aparência:
- Opções de cores ilimitadas com vários brilhos
- Pode incorporar efeitos especiais (metálicos, texturados, etc.)
- Custo relativamente baixo para pequenas séries de produção
- Capacidade de efetuar retoques no terreno
No entanto, os acabamentos pintados normalmente não oferecem a mesma durabilidade que a galvanização ou o revestimento em pó.
Acabamentos mecânicos
Os acabamentos mecânicos alteram a superfície através de processos físicos em vez de adicionarem revestimentos.
Polimento
O polimento cria uma superfície brilhante e reflectora através da remoção de pequenas imperfeições:
- Realça o aspeto natural da liga de zinco
- Pode preparar superfícies para posterior revestimento
- Vários níveis disponíveis (do acetinado ao espelho)
- Melhora a qualidade geral percebida
Escovagem/acabamento
Este processo cria linhas direcionais finas e uniformes na superfície:
- Proporciona um aspeto industrial distinto
- Ajuda a esconder pequenas imperfeições da superfície
- Frequentemente utilizado para hardware de arquitetura
- Pode ser combinado com um revestimento transparente para proteção
Jateamento/Peening
A granalhagem cria uma superfície texturada e mate através do impacto de pequenas partículas na peça:
- Melhora a aderência do revestimento
- Cria um aspeto uniforme
- Pode aumentar a dureza da superfície
- Elimina pequenos defeitos de fundição
Comparação das opções de acabamento de superfície
| Tipo de acabamento | Resistência à corrosão | Resistência ao desgaste | Aparência | Custo relativo | Aplicações comuns |
|---|---|---|---|---|---|
| Cromagem | Excelente | Excelente | Brilhante, refletor | Elevado | Guarnições decorativas, acessórios de casa de banho |
| Niquelagem | Muito bom | Muito bom | Prata brilhante ou acetinada | Médio-Alto | Caixas de eletrónica, hardware |
| Revestimento em pó | Bom | Bom | Fosco a brilhante, muitas cores | Médio | Equipamento de exterior, mobiliário |
| Pintura a húmido | Justo | Medíocre - Regular | Opções ilimitadas | Baixo-Médio | Artigos decorativos, peças de baixo desgaste |
| Polimento | Fraco (sem selante) | Pobres | Brilhante, refletor | Baixo-Médio | Artigos decorativos, preparação do revestimento |
| Escovado/Texturizado | Fraco (sem selante) | Pobres | Industrial, arquitetónico | Médio | Hardware, elementos arquitectónicos |
Seleção do acabamento de superfície correto
Ao aconselhar os clientes sobre a seleção de acabamentos, tenho em conta vários factores-chave:
Ambiente: A peça vai ser exposta a condições exteriores, produtos químicos ou luz UV? Os componentes que enfrentam ambientes agressivos necessitam de uma proteção mais robusta, como a cromagem ou o revestimento em pó de alta qualidade.
Requisitos de desgaste: As peças sujeitas a um manuseamento ou abrasão frequentes necessitam de acabamentos duradouros como o cromado duro ou a niquelagem.
Necessidades estéticas: A peça é visível para os utilizadores finais? As peças decorativas beneficiam frequentemente de cromagem ou de opções de cores personalizadas.
Restrições de custos: As considerações orçamentais podem favorecer opções como o revestimento em pó em vez de processos de galvanização de várias camadas.
Requisitos regulamentares: Os sectores como a restauração, a medicina ou os produtos para crianças podem ter requisitos de acabamento específicos para garantir a segurança.
Na PTSMAKE, trabalhamos em estreita colaboração com os clientes para equilibrar estes factores, recomendando por vezes abordagens combinadas - como o acabamento mecânico seguido de um revestimento transparente - para obter resultados óptimos.
Como é que a fundição injectada de zinco se compara à fundição injectada de alumínio ou magnésio?
Já alguma vez se viu preso a tentar decidir entre zinco, alumínio ou magnésio para o seu projeto de fundição injetada? As especificações técnicas avassaladoras, as recomendações contraditórias e as restrições orçamentais podem tornar esta escolha frustrantemente complexa.
A fundição injectada de zinco oferece uma maior capacidade de detalhe e temperaturas de processamento mais baixas do que o alumínio ou o magnésio, enquanto o alumínio oferece uma melhor relação resistência/peso e o magnésio oferece o peso mais leve. Cada metal tem vantagens distintas em termos de custo, propriedades mecânicas e requisitos de produção que os tornam adequados para diferentes aplicações.

Principais diferenças de desempenho entre o zinco, o alumínio e o magnésio
Ao selecionar o metal ideal para o seu projeto de fundição injetada, torna-se crucial compreender as diferenças fundamentais entre o zinco, o alumínio e o magnésio. Na minha experiência de trabalho com vários clientes na PTSMAKE, descobri que cada metal oferece vantagens únicas que podem afetar significativamente o desempenho do seu produto e os custos de produção.
Considerações sobre densidade e peso
A diferença de peso entre estes três metais é substancial e, frequentemente, determina a seleção do material:
| Metal | Densidade (g/cm³) | Peso relativo | Aplicações comuns |
|---|---|---|---|
| Zinco | 6.6 | Mais pesado | Ferragens para portas, componentes para automóveis |
| Alumínio | 2.7 | Médio | Componentes de motores, caixas electrónicas |
| Magnésio | 1.8 | Mais leve | Malas para computadores portáteis, molduras para câmaras |
A excecional leveza do magnésio torna-o ideal para aplicações em que a redução de peso é fundamental. O alumínio oferece um bom equilíbrio, enquanto a maior densidade do zinco proporciona uma sensação sólida e de qualidade superior que é frequentemente desejada nos produtos de consumo.
Comparação de propriedades mecânicas
As capacidades estruturais de cada metal variam significativamente:
| Imóveis | Zinco | Alumínio | Magnésio |
|---|---|---|---|
| Resistência à tração (MPa) | 280-330 | 290-330 | 220-280 |
| Resistência ao escoamento (MPa) | 210-280 | 160-240 | 160-190 |
| Alongamento (%) | 10-15 | 3-5 | 3-15 |
| Resistência ao impacto | Excelente | Bom | Justo |
Ligas de zinco como Zamak6 O alumínio oferece normalmente uma estabilidade dimensional superior e mantém as suas propriedades mecânicas à temperatura ambiente melhor do que as outras opções. O alumínio oferece uma excelente resistência em relação ao seu peso, enquanto o magnésio, apesar de ser o mais leve, ainda oferece caraterísticas de resistência respeitáveis.
Requisitos de temperatura de processamento
O ponto de fusão de cada metal afecta diretamente o consumo de energia e a longevidade da ferramenta:
| Metal | Ponto de fusão (°C) | Temperatura de fundição sob pressão (°C) | Impacto nas ferramentas |
|---|---|---|---|
| Zinco | 380-390 | 400-420 | Desgaste mínimo, maior vida útil da ferramenta |
| Alumínio | 580-660 | 650-710 | Desgaste moderado, manutenção regular |
| Magnésio | 650 | 680-720 | Desgaste acelerado, substituição frequente |
Nas nossas instalações de produção, observei que a temperatura de processamento mais baixa do zinco se traduz em vantagens significativas: maior vida útil da ferramenta, menor consumo de energia e tempos de ciclo mais rápidos. Isto resulta frequentemente em custos de produção globais mais baixos, apesar do custo mais elevado do material por libra do zinco.
Acabamento de superfícies e capacidades de pormenor
Nível de pormenor atingível
A capacidade de captar detalhes finos varia substancialmente:
| Metal | Espessura mínima da parede (mm) | Resolução de pormenor | Qualidade do acabamento da superfície |
|---|---|---|---|
| Zinco | 0.4 | Excelente | Superior |
| Alumínio | 0.9 | Bom | Bom |
| Magnésio | 1.3 | Justo | Bom com o tratamento |
O zinco é excelente na produção de desenhos complexos com superfícies lisas que requerem um pós-processamento mínimo. Para produtos com geometrias complexas e detalhes finos, o zinco é frequentemente a minha recomendação aos clientes, particularmente para componentes visíveis onde a estética é importante.
Perfis de resistência à corrosão
A durabilidade ambiental é outra consideração crítica:
| Metal | Resistência natural à corrosão | Acabamentos comuns | Aplicações |
|---|---|---|---|
| Zinco | Bom | Cromagem, pintura | Ferragens para exteriores, componentes marítimos |
| Alumínio | Excelente | Anodização, revestimento em pó | Setor automóvel, aeroespacial |
| Magnésio | Pobres | Revestimento de conversão, anodização | Eletrónica de interior, componentes protegidos |
Enquanto o alumínio forma naturalmente uma camada protetora de óxido, o zinco e especialmente o magnésio requerem normalmente tratamentos de superfície para uma óptima resistência à corrosão. Na PTSMAKE, desenvolvemos processos de acabamento especializados para cada metal para aumentar sua durabilidade em ambientes desafiadores.
Considerações sobre os custos e a eficiência da produção
A equação do custo total vai para além dos preços das matérias-primas:
| Fator | Zinco | Alumínio | Magnésio |
|---|---|---|---|
| Custo do material | Mais alto | Médio | Mais alto |
| Custo de processamento | Inferior | Médio | Mais alto |
| Tempo de ciclo | Mais rápido | Médio | Mais lento |
| Vida útil das ferramentas | Mais longo | Médio | Mais curto |
Ao avaliar os custos totais de produção, o zinco revela-se frequentemente mais económico para produções de médio a elevado volume, apesar do seu custo de material mais elevado. Os tempos de ciclo significativamente mais rápidos e a manutenção reduzida das ferramentas compensam o prémio pago pela matéria-prima.
Para componentes mais pequenos produzidos em grandes volumes, a fundição injectada de zinco surge frequentemente como a solução mais rentável. Para peças de maiores dimensões, em que o peso é crítico, o alumínio proporciona normalmente o melhor equilíbrio entre custo e desempenho, enquanto o magnésio é reservado para aplicações em que o peso mínimo justifica o seu preço mais elevado.
No meu trabalho de consultoria, saliento sempre que é necessário olhar para além do simples custo do material por libra para considerar todo o ciclo de vida da produção, incluindo operações secundárias, requisitos de acabamento e expectativas de desempenho a longo prazo. Cada metal tem o seu ponto ideal em termos de aplicações, e a seleção do metal certo requer uma análise cuidadosa dos seus requisitos específicos.
Que factores afectam o tempo de produção da fundição injectada de zinco?
Já alguma vez esperou ansiosamente pelo seu projeto de fundição de zinco, apenas para se perguntar porque é que está a demorar mais do que o esperado? A frustração dos prazos atrasados pode fazer descarrilar o lançamento de produtos e criar problemas em cascata em toda a sua cadeia de fornecimento.
O prazo de produção da fundição de zinco é afetado por vários factores-chave, incluindo a complexidade do projeto, o volume da encomenda, os requisitos de ferramentas, as operações secundárias, a disponibilidade de materiais e a capacidade de fabrico. A compreensão destes elementos ajuda-o a planear melhor o seu calendário de produção e a definir expectativas realistas.
Complexidade do projeto e seu impacto no tempo de execução
A complexidade do seu projeto de fundição injetada de zinco influencia significativamente o tempo de produção. Os projectos simples com geometrias básicas e caraterísticas mínimas podem ser produzidos mais rapidamente do que as peças complexas com detalhes intrincados, paredes finas ou tolerâncias apertadas.
Na minha experiência de trabalho com clientes no PTSMAKE, observei que os projectos que requerem cortes inferiores7 ou múltiplos núcleos deslizantes na matriz podem acrescentar vários dias ou mesmo semanas ao prazo de entrega. Isto deve-se ao facto de estas caraterísticas exigirem desenhos de ferramentas mais sofisticados e necessitarem frequentemente de tempo de preparação adicional durante a produção.
Os projectos complexos também requerem, normalmente, uma revisão mais extensa do projeto e uma análise de engenharia antes do início da produção. Esta fase de pré-produção assegura a possibilidade de fabrico, mas aumenta o prazo global.
Elementos de design que prolongam os prazos de entrega:
- Variações da espessura da parede que requerem um controlo de fluxo especializado
- Múltiplos acabamentos ou texturas de superfície numa única peça
- Tolerâncias dimensionais apertadas (±0,05mm ou menos)
- Linhas de corte complexas que requerem um alinhamento preciso da ferramenta
Considerações sobre o volume de encomendas
A quantidade de peças de que necessita desempenha um papel crucial na determinação do prazo de entrega. Ao contrário do que se poderia esperar, tanto as encomendas muito pequenas como as muito grandes podem afetar o seu prazo de entrega:
Produção de pequenos lotes
Para pequenos lotes (normalmente com menos de 500 peças), o tempo de preparação representa frequentemente uma parte significativa do tempo total de produção. As matrizes têm de ser preparadas, montadas e testadas, independentemente do número de peças que está a produzir.
Produção de grandes volumes
No caso de encomendas de grandes dimensões (dezenas de milhares de peças), embora o tempo de produção por unidade diminua, a produção total demora mais tempo. Além disso, os procedimentos de controlo de qualidade tornam-se mais extensos para garantir a consistência de todo o lote.
Segue-se uma análise prática da forma como o volume afecta normalmente os prazos de entrega:
| Quantidade da encomenda | Prazo de execução típico Componente | Notas |
|---|---|---|
| 100-500 unidades | 1-2 semanas de produção | O tempo de configuração domina o tempo total |
| 501-5.000 unidades | 2-3 semanas de produção | Melhor rácio de eficiência |
| 5.001-20.000 unidades | 3-5 semanas de produção | Podem ser necessárias várias séries de produção |
| Mais de 20.000 unidades | 5+ semanas de produção | Pode ser programado em lotes |
Requisitos e desenvolvimento de ferramentas
Talvez o fator mais significativo que afecta o prazo de entrega seja o desenvolvimento de ferramentas. Para novos projectos de fundição sob pressão de zinco, a criação das ferramentas de fundição sob pressão demora normalmente 4-6 semanas, por vezes mais tempo no caso de projectos complexos.
A fase de fabrico de ferramentas inclui:
- Conceção de ferramentas com base nas especificações da sua peça
- Maquinação CNC dos componentes da matriz
- Tratamento térmico do aço para ferramentas
- Montagem dos componentes da ferramenta
- Ensaios e ajustamentos
Se estiver a criar um design totalmente novo, este processo não pode ser encurtado sem comprometer a qualidade. No entanto, para encomendas repetidas utilizando ferramentas existentes, esta fase é eliminada, reduzindo significativamente o tempo de execução.
Operações secundárias e acabamento
Muitas peças de zinco fundido sob pressão requerem um processamento adicional após a fundição inicial:
- Rebarbagem e corte
- Acabamento de superfícies (polimento, texturização, etc.)
- Maquinação de dimensões críticas
- Revestimento (cromagem, pintura a pó, etc.)
- Montagem com outros componentes
Cada operação adicional acrescenta tempo ao calendário de produção. Na PTSMAKE, optimizámos o nosso fluxo de trabalho para executar alguns destes processos em simultâneo sempre que possível, mas certos acabamentos, como a cromagem, têm tempos de cura obrigatórios que não podem ser acelerados.
Disponibilidade de materiais e factores da cadeia de abastecimento
A disponibilidade de ligas de zinco pode afetar os prazos de entrega, particularmente quando se utilizam ligas especiais. As ligas de zinco comuns, como o Zamak 3 e o Zamak 5, estão normalmente disponíveis, mas as ligas menos comuns podem exigir tempos de aprovisionamento mais longos.
Outros materiais necessários para a produção também podem afetar os prazos:
- Aços especiais para ferramentas para as matrizes
- Materiais de revestimento específicos
- Materiais de embalagem personalizados
Aconselho sempre os clientes a considerarem materiais padrão sempre que possível para minimizar potenciais atrasos na cadeia de fornecimento.
Capacidade de produção e programação
A capacidade atual do seu fabricante tem um impacto direto no prazo de entrega. Durante as épocas de pico de produção, como antes dos principais feriados ou feiras do sector, a maioria dos fornecedores de fundição injectada regista uma maior procura e filas de espera mais longas.
Os factores que afectam a programação incluem:
- Disponibilidade da máquina
- Recursos laborais
- Projectos simultâneos
- Calendários de manutenção
- Prioridades de produção
O estabelecimento de uma boa relação com o fabricante e a comunicação atempada das necessidades do seu projeto ajudam a garantir que este tem a prioridade adequada no calendário de produção.
Como garantir uma qualidade consistente na produção de alto volume de fundição sob pressão de zinco?
Já alguma vez recebeu um lote de peças de zinco fundido sob pressão apenas para descobrir uma qualidade inconsistente em toda a produção? Tem dificuldade em manter padrões fiáveis quando aumenta as suas operações de fundição sob pressão? É frustrante quando o que funcionou perfeitamente em pequenos lotes se desmorona em volumes mais elevados.
Garantir uma qualidade consistente na fundição de zinco de grande volume requer a implementação de um sistema de gestão de qualidade abrangente que inclua a normalização do processo, a manutenção regular do equipamento, o controlo rigoroso dos materiais, tecnologias de monitorização avançadas e pessoal bem formado. Estes elementos criam uma base sólida para resultados de produção fiáveis e repetíveis.

O desafio da qualidade de escala na fundição injectada de zinco
Quando se passa de uma produção de baixo para alto volume, manter uma qualidade consistente torna-se exponencialmente mais difícil. Na PTSMAKE, observei que as operações bem sucedidas de fundição de zinco de grande volume não se limitam a aumentar os processos existentes - transformam fundamentalmente a sua abordagem à gestão da qualidade.
A fundição de zinco sob pressão é particularmente sensível a variações nos parâmetros do processo. Até mesmo pequenas flutuações na temperatura, pressão ou tempo de ciclo podem levar a desvios significativos de qualidade ao longo da produção. Esta sensibilidade aumenta com o volume de produção, tornando a qualidade consistente um objetivo em movimento.
Implementação do Controlo Estatístico do Processo (SPC)
Uma das estratégias mais eficazes para garantir uma qualidade consistente numa produção de grande volume é a implementação de Controlo Estatístico do Processo8. Ao contrário da verificação pontual, o CEP envolve a monitorização contínua das variáveis do processo em relação a limites de controlo pré-determinados.
Para as operações de fundição de zinco, as principais métricas de SPC incluem:
- Variações de temperatura da matriz
- Consistência da pressão de injeção
- Estabilidade do tempo de ciclo
- Uniformidade da composição do material
- Tendências de precisão dimensional
Configuração de cartas de controlo
Os gráficos de controlo fornecem uma representação visual da estabilidade do processo. Para a fundição de zinco, recomendo a implementação de gráficos de variáveis e de atributos:
| Tipo de gráfico | Aplicação | Benefícios |
|---|---|---|
| Gráficos X-bar e R | Controlo das variações dimensionais | Deteção precoce de tendências antes de as especificações serem violadas |
| gráficos p | Acompanhamento das percentagens de defeitos | Identifica problemas sistémicos de qualidade |
| gráficos c | Contagem de defeitos por unidade | Ajuda a isolar áreas problemáticas específicas |
Quando corretamente implementados, estes gráficos ajudam os operadores a identificar quando um processo se está a desviar antes da ocorrência de defeitos, permitindo ajustes preventivos.
Otimização dos parâmetros da máquina de fundição injetada
Os parâmetros da máquina afectam significativamente a consistência da qualidade na produção de grandes volumes. A chave é encontrar as definições óptimas e depois mantê-las com precisão ao longo de ciclos de produção alargados.
Parâmetros críticos da máquina
- Perfis de velocidade de injeção: Diferentes zonas da cavidade podem exigir velocidades de injeção variadas para um enchimento ótimo
- Pressão de retenção: Deve ser calibrado para evitar defeitos como a porosidade, mantendo a estabilidade dimensional
- Controlo da temperatura da matriz: A distribuição homogénea da temperatura ao longo da matriz é essencial para uma solidificação consistente
No PTSMAKE, desenvolvemos matrizes de parâmetros para diferentes ligas de zinco e geometrias de peças, que servem como pontos de partida para a otimização. Estas matrizes têm em conta a espessura da peça, a complexidade e os requisitos de acabamento da superfície.
Procedimentos de controlo da qualidade dos materiais
Materiais de entrada consistentes são fundamentais para uma qualidade de saída consistente. Para a fundição de zinco, isto significa implementar controlos rigorosos sobre:
Verificação da composição da liga
As ligas de zinco recebidas devem ser verificadas quanto a:
- Composição exacta dentro de intervalos especificados
- Propriedades de fusão consistentes
- Ausência de contaminantes
- Estrutura de grão adequada
Utilizamos a análise espectrográfica em cada lote de liga de zinco para garantir a exatidão da composição antes de entrar na nossa área de produção.
Gestão de materiais reciclados
Quando se utilizam materiais reciclados (calhas e sprues), devem ser aplicados protocolos rigorosos:
| Aspeto do material reciclado | Medida de controlo |
|---|---|
| Percentagem máxima de reciclagem | Normalmente 20-30%, dependendo dos requisitos de qualidade |
| Segregação por tipo de liga | Evitar a contaminação cruzada entre diferentes formulações de zinco |
| Remoção de contaminantes | Filtragem e inspeção antes da refusão |
| Processos de mistura | Mistura sistemática com material virgem |
Tecnologias avançadas de monitorização
A tecnologia moderna oferece ferramentas poderosas para manter a consistência da qualidade em ambientes de produção de grande volume.
Sistemas de imagem térmica
As câmaras térmicas podem monitorizar a distribuição da temperatura da matriz em tempo real, alertando os operadores para pontos quentes ou problemas de arrefecimento antes que estes causem problemas de qualidade. Estes sistemas podem ser integrados com capacidades de ajuste automático do processo.
Verificação da qualidade em linha
Os sistemas de inspeção automatizados que utilizam a visão artificial podem:
- Detetar defeitos na superfície
- Verificar as dimensões críticas
- Identificar os preenchimentos incompletos ou rápidos
- Selecionar peças com base em parâmetros de qualidade
Estes sistemas fornecem feedback imediato, permitindo correcções rápidas do processo antes de serem produzidas grandes quantidades de peças defeituosas.
Formação e normalização do pessoal
Mesmo com tecnologias avançadas, o elemento humano continua a ser fundamental. Os programas de formação de operadores devem centrar-se em:
- Interpretação dos parâmetros do processo
- Normalização da qualidade em todos os turnos
- Resolução de problemas comuns de defeitos de fundição sob pressão de zinco
- Procedimentos de documentação e comunicação
No PTSMAKE, implementámos instruções de trabalho padronizadas com guias visuais que mostram claramente os padrões de qualidade aceitáveis versus defeitos comuns, ajudando os operadores a fazer julgamentos de qualidade consistentes.
Programas de manutenção preventiva
A fiabilidade do equipamento tem um impacto direto na consistência da qualidade. Os calendários de manutenção preventiva abrangente devem incluir:
- Inspeção e limpeza regulares da ferramenta
- Manutenção do sistema hidráulico
- Calibração do sistema de injeção
- Verificação do sistema de controlo da temperatura
- Manutenção do sistema de lubrificação
A documentação de todas as actividades de manutenção cria um registo histórico que pode ser correlacionado com dados de qualidade para identificar padrões e potenciais áreas de melhoria.
O zinco fundido sob pressão é reciclável?
Já alguma vez deu por si a olhar para peças velhas de zinco fundido, perguntando-se se as deve deitar para o lixo ou para o caixote da reciclagem? A confusão é real - embora estejamos cada vez mais conscientes da reciclagem do alumínio e do aço, os componentes de zinco deixam-nos muitas vezes a pensar no seu impacto ambiental.
Sim, o zinco fundido sob pressão é altamente reciclável. O zinco pode ser reciclado indefinidamente sem perder as suas propriedades físicas ou químicas, o que faz dele uma escolha de metal sustentável. O processo de reciclagem de peças de zinco fundido sob pressão é eficiente em termos energéticos, consumindo apenas cerca de 5% da energia necessária para a produção primária de zinco.

A Reciclabilidade do Zinco Fundido sob Pressão
A fundição sob pressão de zinco é uma pedra angular do fabrico há décadas e a sua capacidade de reciclagem é uma das suas caraterísticas mais marcantes. Na minha experiência de trabalho com vários metais no PTSMAKE, o zinco destaca-se pelo seu potencial de economia circular. O metal pode ser fundido e refundido repetidamente sem degradação da qualidade - uma propriedade que o torna particularmente valioso no atual panorama de fabrico centrado na sustentabilidade.
Quando examinamos as propriedades de reciclagem do zinco, descobrimos que aproximadamente 80% do zinco disponível para reciclagem é efetivamente recuperado e reutilizado. Esta taxa impressionante deve-se ao facto de o ponto de fusão do zinco ser relativamente baixo (787°F ou 419°C), o que torna o processo de reciclagem menos intensivo em termos energéticos em comparação com muitos outros metais.
Os benefícios ambientais da reciclagem de peças fundidas sob pressão de zinco
A reciclagem de componentes de zinco fundido sob pressão oferece várias vantagens ambientais significativas:
- Conservação de energia: A reciclagem do zinco requer apenas cerca de 5% da energia necessária para a produção primária de zinco a partir do minério.
- Redução das emissões de CO2: A menor necessidade de energia traduz-se diretamente numa redução das emissões de carbono.
- Conservação dos recursos naturais: Cada tonelada de zinco reciclado significa menos extração de minério de zinco virgem.
- Redução da deposição em aterro: Manter os componentes de zinco fora dos aterros evita a potencial contaminação do solo e da água.
Na PTSMAKE, damos prioridade a práticas de fabrico sustentáveis e recomendamos aos nossos clientes materiais recicláveis como a fundição sob pressão de zinco, que se alinha perfeitamente com este compromisso.
O processo de reciclagem da fundição injectada de zinco
O percurso do zinco reciclado é fascinante e envolve várias etapas fundamentais:
1. Recolha e triagem
O processo começa com a recolha de produtos e componentes que contêm zinco. Estes podem incluir:
- Peças para automóveis (puxadores de portas, carburadores)
- Caixas de eletrónica
- Instalações sanitárias
- Brinquedos e componentes de hardware
Os materiais recolhidos são submetidos a uma triagem para separar as peças de zinco fundido sob pressão de outros metais e materiais. As modernas instalações de reciclagem utilizam técnicas avançadas como separação por correntes de Foucault9 e a triagem baseada na densidade para atingir elevados níveis de pureza.
2. Processamento e fusão
Uma vez selecionados, os componentes do zinco são:
- Limpo para remover revestimentos, óleos e contaminantes
- Desfiado ou partido em pedaços mais pequenos
- Fundido em fornos a temperaturas superiores ao ponto de fusão do zinco
- Refinado para eliminar as impurezas
3. Testes de qualidade e fabrico de novos produtos
O zinco reciclado é testado quanto à sua pureza e qualidade antes de ser transformado em lingotes ou utilizado diretamente para novos componentes fundidos sob pressão. O material resultante tem um desempenho idêntico ao do zinco virgem, o que o torna perfeito para aplicações de alta precisão.
Comparação: Reciclabilidade do zinco fundido sob pressão vs. outros metais
Ao comparar o zinco com outros metais comuns de fundição injectada, o seu perfil de reciclagem é forte:
| Metal | Taxa de Reciclabilidade | Poupança de Energia vs. Produção de Virgem | Ponto de fusão | Complexidade da reciclagem |
|---|---|---|---|---|
| Zinco | ~80% | 95% | 419°C (787°F) | Baixa |
| Alumínio | ~75% | 95% | 1.221°F (660°C) | Baixa |
| Magnésio | ~50% | 97% | 1.202°F (650°C) | Médio |
| Cobre | ~60% | 85% | 1.984°F (1.085°C) | Médio |
| Chumbo | ~95% | 60% | 621°F (327°C) | Médio-Alto |
Esta comparação realça a excelente posição do zinco em termos de reciclabilidade e de eficiência do processo de reciclagem.
Desafios na reciclagem de zinco fundido sob pressão
Apesar da sua excelente reciclabilidade, a reciclagem da fundição injectada de zinco enfrenta vários desafios:
Tratamentos de superfície e ligas
Muitas peças de zinco fundido sob pressão recebem tratamentos de superfície como cromagem, pintura ou revestimento em pó. Estes tratamentos podem complicar o processo de reciclagem e podem exigir passos adicionais para a sua remoção antes da fusão.
Da mesma forma, as ligas de zinco que contêm várias percentagens de alumínio, cobre ou magnésio requerem um manuseamento cuidadoso para manter a composição adequada durante a reciclagem.
Questões de recolha e identificação
Ao contrário dos produtos recicláveis destinados ao consumidor, como as latas de alumínio, as peças de zinco fundido sob pressão estão frequentemente incorporadas em produtos complexos, o que torna a recolha mais difícil. Além disso, a identificação dos componentes de zinco pode ser difícil para o consumidor médio ou mesmo para algumas instalações de reciclagem sem equipamento especializado.
Como reciclar corretamente as suas peças de zinco fundido sob pressão
Se tiver componentes de zinco fundido sob pressão para reciclar, eis alguns passos práticos:
- Contactar recicladores de metais locais: Muitas instalações de sucata aceitam peças de zinco fundido sob pressão.
- Separado de outros metais: Se possível, separar os componentes de zinco de outros materiais.
- Retirar os acessórios não metálicos: Retirar as peças de plástico, borracha ou outras peças não metálicas.
- Considerar serviços de reciclagem profissionais: Para as empresas com grandes volumes de resíduos de zinco, os serviços de reciclagem especializados podem oferecer o melhor valor.
Na PTSMAKE, aconselhamos frequentemente os nossos clientes sobre considerações de fim de vida para as peças que fabricamos, incluindo opções de reciclagem que maximizam os benefícios ambientais e económicos.
Tendências futuras na reciclagem de zinco fundido sob pressão
O futuro da reciclagem do zinco parece prometedor, com várias tendências emergentes:
- Tecnologias de triagem automatizada: Os sistemas avançados de IA e de aprendizagem automática estão a melhorar a identificação e a classificação de diferentes metais.
- Conceção para reciclagem: Mais produtos estão a ser concebidos tendo em conta a eventual reciclagem, facilitando a desmontagem e a recuperação de materiais.
- Fabrico em circuito fechado: Algumas indústrias estão a avançar para sistemas em que recuperam e reutilizam os seus próprios resíduos metálicos.
- Gestão melhorada da liga metálica: Melhores técnicas para manter a integridade das ligas durante a reciclagem.
À medida que estas tecnologias continuam a desenvolver-se, podemos esperar que a já impressionante taxa de reciclagem do zinco aumente ainda mais.
Saiba mais sobre as métricas de fundibilidade para melhorar o design das suas peças. ↩
Saiba como as propriedades metalúrgicas afectam a qualidade e o tempo de vida dos seus produtos. ↩
Termo que descreve as ligas com o ponto de fusão mais baixo possível - clique para mais pormenores. ↩
Saiba como a contração do material afecta a conceção e a qualidade das suas peças. ↩
Processo de aplicação de um revestimento protetor de zinco para evitar a corrosão. ↩
Saiba mais sobre esta liga de zinco especializada para um desempenho ótimo de fundição sob pressão. ↩
Clique para saber como uma conceção adequada evita problemas de rebaixamento na fundição sob pressão. ↩
Clique para conhecer estratégias avançadas de implementação de SPC para operações de fundição sob pressão. ↩
Saiba mais sobre esta técnica avançada de separação de metais para processos de reciclagem mais eficientes. ↩






