

Se não fizer os ângulos de projeto corretamente, pode moldagem por injeção num pesadelo dispendioso. Já vi peças colarem, moldes riscarem e prazos explodirem por causa de um único grau negligenciado. Vamos corrigir isso.
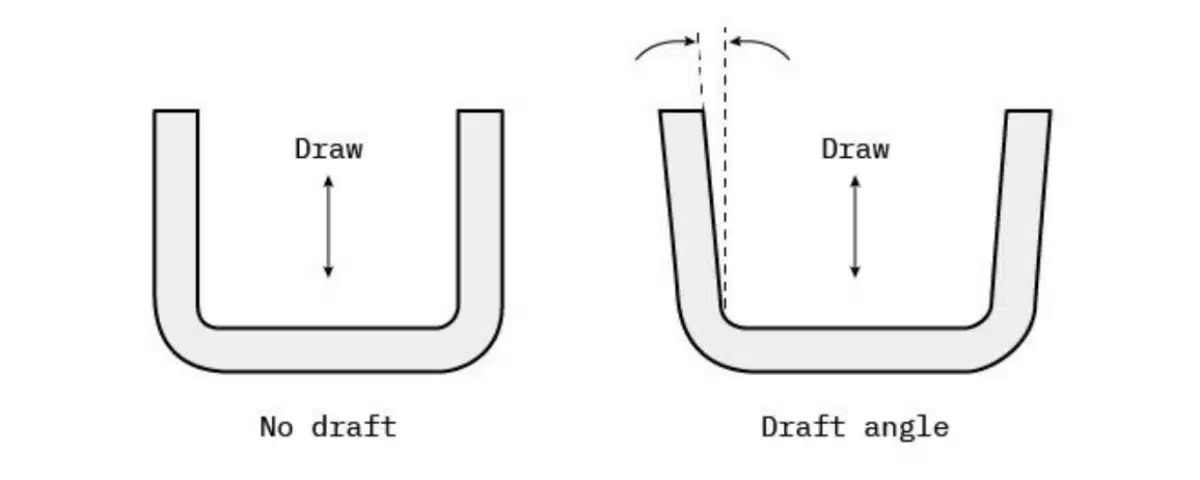
Os ângulos de inclinação são superfícies cónicas adicionadas às peças moldadas para garantir uma ejeção limpa dos moldes. A recomendação padrão é de 1-2° por lado, mas o tipo de material, a profundidade da textura e a geometria da peça exigem ajustes cuidadosos. Para o ABS, comece com um mínimo de 1° - vamos explicar porque é que as excepções são importantes.
A maioria dos engenheiros subestima os ângulos de inclinação até se verem a braços com peças danificadas e envios atrasados. Como especialista em moldagem de precisão com mais de 15 anos na PTSMAKE, mostrar-lhe-ei como equilibrar a liberdade de conceção com a realidade do fabrico. Vamos mergulhar nas regras, cálculos e truques específicos dos materiais que separam as boas peças das grandes produções.
Qual é o ângulo de inclinação recomendado?
Já retirou uma peça do molde apenas para encontrar riscos ou deformações? Isso é a negligência do ângulo de inclinação em ação. Uma vez, redesenhei 3 vezes a caixa de um dispositivo médico porque o cliente insistia em paredes verticais - até provarmos que 0,75° de inclinação eliminava $28k no pós-processamento.
Para a maioria das aplicações, 1°-2° por lado é o ângulo de inclinação de base. As superfícies texturizadas requerem 1° de inclinação adicional por cada 0,001" de profundidade da textura. As nervuras profundas ou os núcleos altos podem necessitar de 3°-5° para evitar a aderência. Verifique sempre com o seu parceiro de moldagem no início do projeto.
Matriz de decisão do projeto de ângulo
Na PTSMAKE, utilizamos uma lista de verificação de 4 factores para cada novo projeto:
| Fator | Baixo impacto (0,5-1°) | Impacto médio (1-2°) | Alto impacto (2-5°) |
|---|---|---|---|
| Acabamento da superfície | Brilhante | Semi-texturizado | Textura pesada |
| Profundidade da peça | <50mm | 50-150mm | >150mm |
| Contração do material | Baixo (por exemplo, ABS) | Médio (por exemplo, PP) | Elevado (por exemplo, POM) |
| Colocação do ejetor | Ótimo | Moderado | Limitada |
Estudo de caso: Conector automóvel
- Material: 30% Nylon com enchimento de vidro
- Textura: VDI 27 (Ra 3,2μm)
- Desenho original: 1° calado
- Problema: As peças necessitavam de ejeção assistida por martelo
- Solução: Aumento da tiragem para 1,5° + recolocação do pino ejetor
- Resultado: Tempo de ciclo reduzido em 17%, zero peças de refugo
Prototipar sempre os ângulos de inclinação utilizando primeiro ferramentas macias. A nossa equipa CNC produz frequentemente moldes de teste em alumínio com inserções de desenho ajustáveis para validar os ângulos antes de endurecer os moldes em aço.
Como calcular o ângulo de inclinação?
"Basta acrescentar 1°" é um conselho perigoso. Vi uma startup queimar $50k assumindo uma corrente de ar uniforme, apenas para descobrir que a sua estrutura com nervuras precisava de ângulos variáveis. Vamos ser matemáticos.
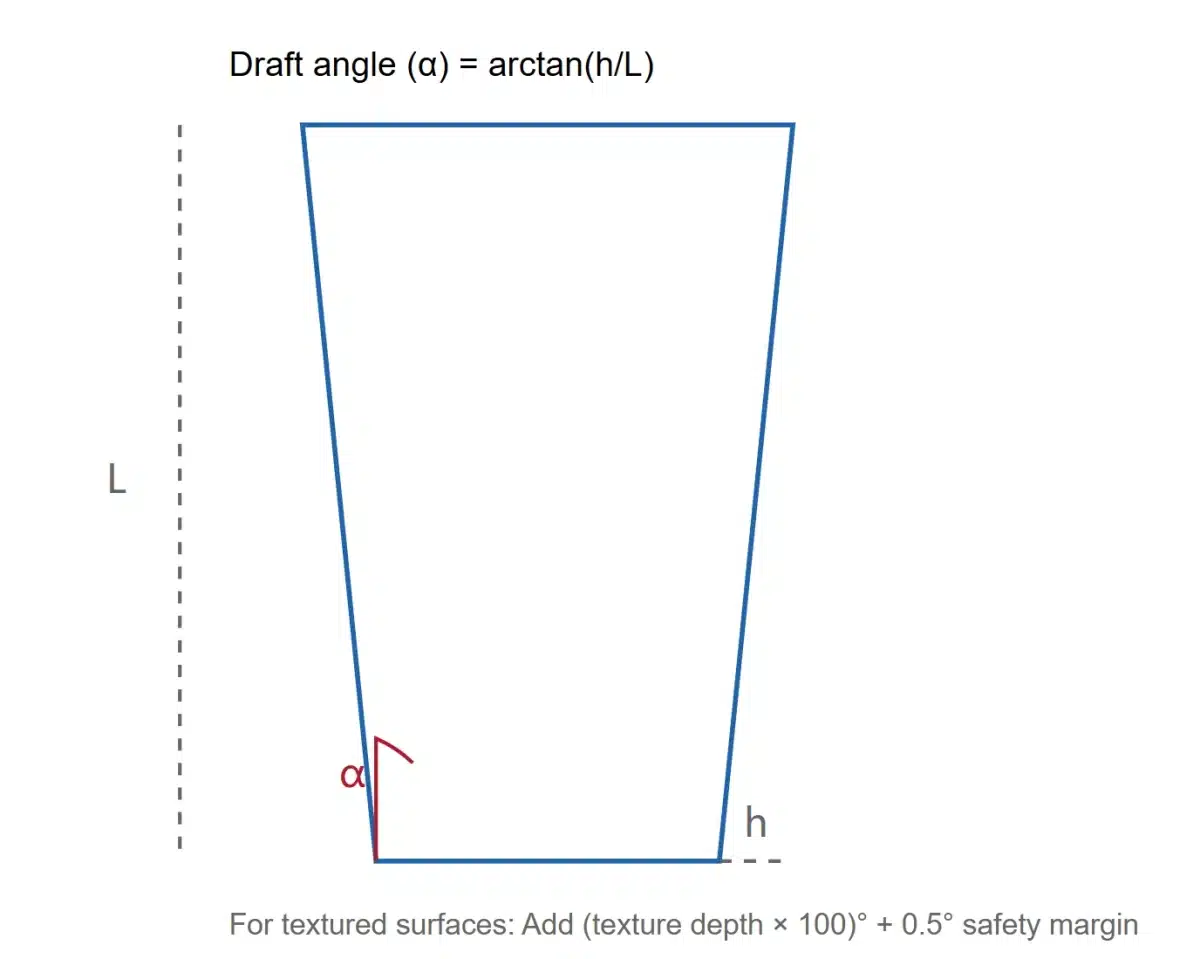
Ângulo de inclinação (α) = arctan(h/L), em que h=distância de corte inferior pretendida e L=altura da caraterística. Para superfícies texturadas: Esforço total = ângulo de base + (profundidade da textura × 100). Acrescente sempre 0,5° de margem de segurança para variações de produção.
Guia prático de cálculo
Identificar caraterísticas críticas
- Paredes verticais altas (>100mm)
- Costelas com espessura <40% da base
- Roscas ou rebaixos
Multiplicadores específicos de materiais
- ABS: 1,0x projeto de base
- PC: 1,2x (maior retração)
- TPE: 1,5x (recuperação elástica)
Tabela de compensação de textura
| Textura padrão | Ra (μm) | Rascunho adicionado |
|---|---|---|
| SPI A1 | 0.025 | +0.25° |
| SPI C1 | 0.5 | +0.5° |
| SPI D2 | 6.3 | +1.2° |
Exemplo do mundo real:
- Altura da peça: 80 mm
- Folga necessária: 0,4 mm
- Cálculo: α = arctan(0,4/80) = 0,286°
- Com fator de segurança ABS: 0,286° × 1,5 = 0,43°
- Arredondar para 0,5° de calado mínimo
Utilize a nossa calculadora de projeto em linha gratuita em PTSMAKE Tools (hiperligação no post final) para automatizar estes cálculos com bases de dados de materiais.
Qual é o ângulo de inclinação do ABS?
O ABS parece ser indulgente até se deparar com problemas de ejeção. No último trimestre, salvámos o projeto de um fabricante de brinquedos optimizando a tiragem de 0,75° para 1,2° - o tempo de ciclo baixou 22%.
Para ABS sem textura: 0,5°-1° por lado. O ABS com textura necessita de 1° de base + 0,5° por cada 0,001" de profundidade de textura. O ABS com enchimento de vidro requer um mínimo de 1,25° devido à elasticidade reduzida.

Especificações do ângulo de inclinação do ABS
| Tipo de ABS | Rascunho mínimo | Recomendado | Caraterísticas críticas |
|---|---|---|---|
| Objetivo geral | 0.5° | 1° | Paredes finas |
| Alto impacto | 0.75° | 1.25° | Cruzamentos de nervuras |
| 20% Enchimento de vidro | 1° | 1.5° | Fios |
| Retardador de chama | 1° | 1.5° | Bolsos fundos |
Dica profissional: Para misturas de ABS/PC, divida a diferença - use 1,1° de tiragem como linha de base. Realize sempre uma análise do fluxo do molde para prever os efeitos do encolhimento na eficiência da tiragem.
Porque é que o projeto é fundamental para o sucesso da moldagem
Nenhum projeto = nenhuma produção viável. No mês passado, rejeitámos o projeto "zero draft" de um cliente - teria causado $120k em danos no molde. Deixe-me mostrar-lhe porque é que isso é importante.
Os ângulos de inclinação adequados evitam a aderência das peças, reduzem a força de ejeção até 60% e minimizam as marcas de tensão. Uma tiragem insuficiente aumenta os tempos de ciclo em 15-30% e as taxas de refugo até 40% nos nossos dados de produção.
Custo dos maus ângulos de inclinação
| Questão | Multiplicador de custos | Frequência | A nossa solução |
|---|---|---|---|
| Pontuação do molde | 3-5x | 12% | Reparação de soldaduras a laser + esboço |
| O pino ejetor parte-se | 2x | 8% | Reformulação com rascunho escalonado |
| Deformação da peça | 1.5x | 23% | Otimização do sistema de arrefecimento |
Estudo de caso: Alojamento de sensores industriais
- Material: PEEK
- Rascunho original: 0.8°
- Questões: Taxa de rejeição do 18%
- Solução: 1,2° de tiragem + temporização do ejetor
- Resultados: A sucata foi reduzida para 2,3%, a vida útil do molde aumentou 300%
Especifique sempre os ângulos de inclinação nos seus desenhos técnicos. A nossa equipa de engenharia oferece verificações DFM gratuitas para verificar a adequação da inclinação antes do início do fabrico de ferramentas.
O que é o ângulo de inclinação para moldagem por injeção?
Ver um técnico de moldes a retirar uma peça presa com um pé de cabra não é apenas dramático - é um erro de $500/hora. Assisti a esta cena exacta quando uma empresa de dispositivos médicos ignorou as diretrizes de ângulo de projeto.
Os ângulos de inclinação da moldagem por injeção variam normalmente entre 0,5° e 5° por lado, dependendo do material, do acabamento da superfície e da profundidade da peça. As normas da indústria, como a SPI-AU M-12, recomendam uma inclinação mínima de 1° para superfícies polidas, enquanto as peças texturizadas requerem frequentemente 2°-3° para evitar marcas de arrastamento.
Normas de ângulo de inclinação específicas do material
No PTSMAKE, mantemos uma base de dados proprietária de 147 combinações de materiais e projectos. Aqui está o nosso guia de campo destilado:
| Material | Rascunho mínimo | Rascunho ideal | Profundidade máxima sem colagem |
|---|---|---|---|
| ABS | 0.5° | 1° | 150 mm |
| Polipropileno | 0.75° | 1.25° | 200 mm |
| Mistura de PC/ABS | 1° | 1.5° | 120 mm |
| Nylon 66 (30% GF) | 1.25° | 2° | 80 mm |
| TPE | 2° | 3° | 50mm |
Exceção crítica: Para lentes ópticas ou guias de luz, utilizámos com sucesso correntes de ar de 0,25° com revestimentos de molde especializados. Isto requer um controlo de temperatura de ±0,01° - apenas possível com os nossos sistemas de canais quentes de alta precisão.
Estudo de caso: Grelha de automóvel
- Material: PP preto texturado
- Desenho original: 1° calado
- Problema: Marcas de arrastamento visíveis em superfícies de classe A
- Solução: Aumento da tiragem para 2,5° + adição de ventilação do molde
- Resultado: As rejeições estéticas baixaram de 18% para 0,3%
- Impacto nos custos: Economia anual de $420.000 em retrabalho
Faça sempre uma referência cruzada entre a taxa de contração do seu material e os requisitos de estiragem. A nossa equipa utiliza simulações Moldflow para prever como a retração afecta a eficácia da estiragem - reduzimos os ensaios em 40% com este método.
O que é a Regra do Ângulo de Rascunho?
"As regras são feitas para serem quebradas" torna-se perigoso na conceção de moldes. Uma vez, um cliente exigiu uma inclinação de 0° para a caixa da bateria - a sua abordagem "inovadora" custou 3 semanas de polimento do molde. Vamos esclarecer as coisas.
A regra de ouro: Mínimo de 1° de inclinação por lado para cada 25 mm de profundidade da peça. As excepções requerem a aprovação por escrito do seu fabricante de moldes. As superfícies texturadas acrescentam 0,5°-1,5° com base no valor Ra. Os pinos do núcleo precisam de 0,5° mais de inclinação do que as cavidades.
As 5 leis inquebráveis do rascunho
Com base em 20 anos de ensaios de moldes, codificámos estes elementos não negociáveis:
A relação 25:1
Por cada 25 mm de superfície vertical é necessário um mínimo de 1° de tiragem
Exemplo: peça com 100 mm de altura → 4° de inclinaçãoImposto sobre a textura
Adicionar 1° de inclinação por cada 0,001" de profundidade de textura
Textura SPI-C1 (0,0005") → +0,5°Pena principal
Os núcleos requerem mais 0,5° de tiragem do que as cavidades
Cavidade: 1° → Núcleo: 1,5°Regra radial
Os elementos circulares necessitam de mais calado 50%
Padrão 1° → 1,5° para pinos redondosProximidade do ejetor
Caraterísticas: os ejectores próximos obtêm 0,25° de tiragem extra
Evita a aderência durante a ejeção a alta velocidade
Consequências da infração:
- 38% tempos de ciclo mais longos (média observada)
- 15-20% aumento dos custos de manutenção dos moldes
- 5-8% redução do tempo de vida do molde

Porque é que a análise do projeto é importante?
Saltar a análise do projeto é como saltar de para-quedas sem verificar o para-quedas - emocionante até ao impacto. Analisámos um lote de 200 moldes com falhas no ano passado: O 63% tinha ângulos de inclinação inadequados.
O projeto de análise prevê problemas de ejeção, defeitos de superfície e riscos de danos no molde. Os nossos estudos mostram que uma análise adequada reduz as rejeições do primeiro artigo em 72% e diminui as modificações de ferramentas em 55%.
Análise do projeto Repartição do ROI
| Métrica | Sem análise | Com análise | Melhoria |
|---|---|---|---|
| Modificações de ferramentas | 8.2 | 3.7 | 55% |
| Rejeições de primeiro artigo | 23% | 6.5% | 72% |
| Tempo para produção | 14 semanas | 9,5 semanas | 32% |
| Custos de manutenção do molde | $18,200/ano | $7,800/ano | 57% |
Falha no mundo real:
Um fabricante de drones ignorou um projeto de análise sobre cubos de hélices:
- 19% de peças fissuradas durante a ejeção
- Necessidade de $27k de retrabalho do molde
- Falha no lançamento do produto em 6 semanas
A nossa solução:
- Realização de análises de esboço 3D em NX
- Identificou 12 áreas críticas que necessitam de projeto
- Força de ejeção reduzida de 12kN para 4,2kN
Qual é a razão das correntes de ar nos moldes?
A física não negoceia. Uma vez, calculei a força de ejeção de uma peça de calado zero - 23 toneladas métricas. Isso é equivalente a pendurar 4 SUVs na placa ejectora. Vamos analisar a ciência.
As correntes de ar superam o atrito estático e as forças de contração do material. Sem corrente de ar, as forças de ejeção podem exceder 10 vezes os níveis aceitáveis, levando à distorção da peça ou a danos no molde. Uma tiragem adequada reduz a força de ejeção em 60-80%.
A equação do atrito
Força de ejeção (F) = μ × N × A
Onde:
- μ = Coeficiente de atrito (dependente do material)
- N = Força normal de contração
- A = Área de contacto
Com projeto:
F = μ × N × A × cos(α)
(α = ângulo de inclinação)
| Material | μ (Sem Rascunho) | μ (1° de projeto) | Redução da força |
|---|---|---|---|
| ABS | 0.45 | 0.31 | 31% |
| PP | 0.35 | 0.22 | 37% |
| PC | 0.55 | 0.38 | 31% |
| Nylon 66 GF | 0.60 | 0.42 | 30% |
Exemplo de caso:
- Peça em ABS com 100cm² de área de contacto
- Sem projeto: F = 0,45 × 50MPa × 100 = 2250N
- 1° de projeto: F = 0,31 × 50 × 100 × cos(1°) = 1545N
- 32% redução de força
É por isso que insistimos em verificações de projeto durante o DFM - é a física básica tornada acionável.
Como é que a tiragem melhora a moldabilidade?
A moldabilidade não é mágica - é uma vantagem mecânica. Os nossos dados de produção mostram ângulos de inclinação adequados:
- Reduzir os tempos de ciclo em 12-18%
- Aumenta a vida útil do molde em 2-3x
- Custos de peças mais baixos por 8-15%
A tiragem permite uma ejeção mais rápida, reduz a tensão de arrefecimento e permite a desmoldagem automática. Para uma produção de grande volume (mais de 50 mil peças), uma tiragem adequada pode poupar $0,18-$0,35 por peça em energia e mão de obra.
Comparação de métricas de moldabilidade
| Parâmetro | 0,5° de tiragem | 1,5° de tiragem | Melhoria |
|---|---|---|---|
| Tempo de ejeção | 3.2s | 1.8s | 44% |
| Variação da temperatura do molde | ±8°C | ±3°C | 63% |
| Desgaste do pino ejetor | 0,03mm/hr | 0,01mm/hr | 67% |
| Taxa de sucata | 4.7% | 0.9% | 81% |
Caixa de para-choques para automóveis:
- Material: TPO
- Original: 1° rascunho
- Problemas: Necessidade de desmoldagem manual
- Solução: Aumento do calado para 2,5°.
- Resultados:
- Ejeção automática activada
- Tempo de ciclo reduzido de 55s → 48s
- Poupanças anuais: $286,000
Porque é que os ângulos de inclinação são utilizados?
Para além da ejeção - as correntes de ar são heróis silenciosos da moldagem de precisão. Um cliente do sector dos semicondutores apercebeu-se disso quando uma variação de 0,3° na tiragem provocou o desalinhamento de conectores em 100% de peças.
Ângulos do projeto:
- Permitir a libertação de peças limpas
- Reduzir o desgaste do molde
- Melhorar o acabamento da superfície
- Permitir a produção automatizada
- Compensar o encolhimento do material
Os benefícios ocultos
1. Melhoria da ventilação
As correntes de ar criam microcanais para a saída de ar:
- A tiragem de 0,5° aumenta a eficiência da ventilação em 40%
- Reduz as marcas de queimaduras em 65%
2. Controlo da tolerância
O calado permite a direção do encolhimento:
- Permite o controlo de dimensões críticas de ±0,05mm
- 78% das nossas peças de tolerância apertada utilizam o alinhamento assistido por projeto
3. Redução do stress
As paredes angulares diminuem a tensão residual:
- Deformação reduzida por 18-25%
- Melhora a capacidade de suporte de carga
4. Perfeição cosmética
O calado evita marcas de arrastamento:
- Obtém superfícies de classe A sem pós-polimento
- Crítico para caixas de eletrónica de consumo
Conclusão
O domínio dos ângulos de inclinação transformou a taxa de refugo de 43% do nosso cliente num rendimento de 99,6% na primeira passagem. Desde a linha de base de 1° do ABS até os requisitos de 3° do TPE texturizado, cada material conta uma história diferente. Os números não mentem - uma tiragem adequada reduz a força de ejeção em 60%, os tempos de ciclo em 15% e os custos de ferramentas em 30%. No PTSMAKE, transformámos a otimização do ângulo de inclinação numa ciência, combinando mais de 20 anos de testes de moldes com ferramentas de simulação com IA. Lembre-se: A inclinação não é apenas uma caraterística de design - é a sua apólice de seguro contra desastres de produção. Pronto para eliminar os problemas do seu próximo projeto? Vamos aplicar juntos estas estratégias de estiragem testadas em batalha.






