

Alguma vez enfrentou um atraso no projeto porque as suas peças personalizadas demoraram semanas a chegar? Ou lutou com uma qualidade inconsistente que obrigou a redesenhos de última hora? Estas frustrações são mais fortes quando os prazos se aproximam e os orçamentos diminuem. Os perfis de alumínio prometem eficiência, mas os fornecedores pouco fiáveis transformam frequentemente as potenciais soluções em novas dores de cabeça.
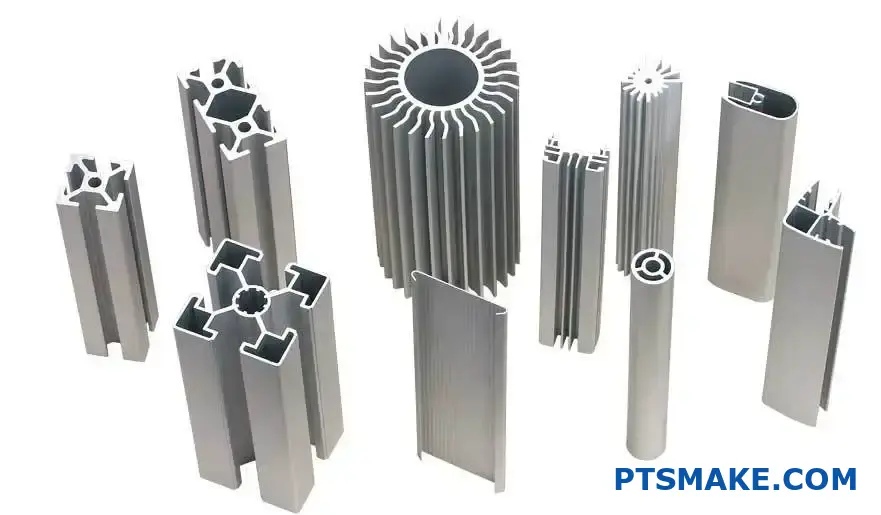
Um perfil de alumínio é uma extrusão metálica moldada criada ao forçar o alumínio aquecido através de uma matriz. Estes componentes leves e resistentes à corrosão formam quadros estruturais em indústrias como a automóvel, a aeroespacial e a robótica.

Poderá pensar que todos os perfis de alumínio são intercambiáveis - até que uma tolerância desajustada faça descarrilar a sua linha de montagem. A verdade é que? Nem todos os fornecedores entendem como os graus de liga, os tratamentos de superfície e as propriedades térmicas afetam o desempenho no mundo real. Vamos explicar o que faz com que os perfis de alumínio funcionem (ou falhem) em aplicações críticas e como evitar erros dispendiosos.
Qual é a resistência de um perfil de alumínio?
Já alguma vez concebeu um produto apenas para descobrir que a estrutura de alumínio se dobra sob cargas inesperadas? Ou pior - enfrentou atrasos dispendiosos porque a resistência do material não correspondia aos seus cálculos? Estas frustrações não são apenas inconvenientes; elas expõem lacunas críticas na compreensão do que os perfis de alumínio podem realmente suportar.
Os perfis de alumínio atingem resistências que variam entre 70 MPa e 600 MPa, dependendo da composição da liga, dos processos de têmpera e da conceção estrutural. A sua relação resistência/peso supera frequentemente a do aço em aplicações que exigem uma durabilidade leve, mas apenas quando concebidos corretamente.

Análise da resistência do perfil de alumínio
1. A ciência por detrás do metal
O alumínio obtém a sua força da ligação atómica e movimento de deslocação1. O alumínio puro é macio, mas a adição de elementos como o magnésio ou o silício interrompe estas deslocações, tornando o material mais duro. Por exemplo:
| Série Alloy | Elementos-chave | Resistência típica à tração (MPa) | Aplicações comuns |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Estruturas |
| 7000 | Zn | 350-600 | Componentes aeroespaciais |
| 1000 | Nenhum (99%+ Al) | 70-110 | Guarnições decorativas |
Na PTSMAKE, maquinámos perfis nestas ligas para robótica e dispositivos médicos. Um projeto recente exigia um braço em alumínio 7075-T6 para um robô industrial - tinha de suportar tensões de 480 MPa e pesar menos 40% do que as alternativas em aço.
2. Como a geometria multiplica a força
A forma de um perfil não é apenas uma questão de estética:
- Oco vs. Sólido: As secções ocas reduzem o peso sem sacrificar a rigidez. Um perfil oco de 50x50mm resiste à flexão 3,2x melhor do que uma barra sólida de igual peso.
- Colocação das costelas: As nervuras estrategicamente colocadas (tão finas como 1,5 mm nos nossos protótipos maquinados em CNC) podem aumentar a rigidez torsional em 70%.
3. A fraqueza oculta: Factores térmicos e químicos
A resistência do alumínio diminui em 15-25% a 150°C. Uma vez, redesenhámos um suporte de sensor automóvel depois de descobrirmos que o calor ambiente do motor amoleceu o perfil 6061-T6 original. Da mesma forma, os ambientes salinos aceleram a corrosão, a menos que sejam anodizados ou revestidos - uma lição aprendida em projectos de robótica costeira.
4. Métodos de ensaio que interessam
Não se baseie apenas nos valores da folha de dados:
- Ensaios de dureza: Rápido mas superficial (por exemplo, escala Brinell)
- Ensaio de tração: Revela o rendimento real e a resistência final
- Ensaios de fadiga: Crítico para peças sujeitas a cargas cíclicas
O nosso laboratório utiliza a correlação de imagens digitais para mapear a distribuição de tensões - uma técnica que expôs trajectórias de carga irregulares na estrutura de um drone, levando a uma remodelação que duplicou a sua vida útil.
5. Quando mais forte não é melhor
As ligas de alta resistência, como o 7075, custam 2-3 vezes mais do que o 6061 e são mais difíceis de maquinar. Para um projeto de uma caixa de eletrónica de consumo, a mudança de 7075 para 6061 poupou 22% em custos de material sem afetar o desempenho - porque o design utilizou nervuras inteligentes.
Quantos tipos de perfis de alumínio existem?
Já se deparou com atrasos inesperados no projeto por ter escolhido o perfil de alumínio errado? Ou descobriu a meio da produção que a liga selecionada não consegue suportar a capacidade de carga necessária? Estas frustrações não são apenas incómodas - podem fazer descarrilar os prazos e rebentar com os orçamentos.
Existem 4 métodos de classificação principais para os perfis de alumínio: por composição da liga, forma da secção transversal, tratamento de superfície e aplicação industrial. Cada categoria contém vários subtipos concebidos para requisitos de desempenho e casos de utilização específicos.

Classificação dos perfis de alumínio
Vamos examinar cada sistema de classificação através da lente das necessidades práticas de fabrico:
1. Diferenças de composição das ligas
A série de ligas de alumínio determina as propriedades fundamentais do material. Na PTSMAKE, trabalhamos regularmente com estes tipos fundamentais:
| Série | Elementos-chave | Resistência à tração | Utilização típica |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Guarnições decorativas |
| 6000 | Mg + Si | 150-310 MPa | Estruturas |
| 7000 | Zn + Mg | 350-500 MPa | Componentes aeroespaciais |
A série 6000 (particularmente 6061 e 6063) representa 68% dos perfis industriais devido ao seu equilíbrio ótimo entre resistência e maleabilidade. No entanto, verificámos que muitos clientes ignoram as vantagens de endurecimento por precipitação2 em ligas da série 7000 para aplicações de alta tensão.
2. Opções de geometria da secção transversal
As formas dos perfis têm um impacto direto na funcionalidade e na eficiência da montagem:
Formas padrão
- Extrusões de ranhuras em T (sistemas de caixilharia modular)
- Vigas em I (suporte estrutural)
- Canais em U (proteção dos bordos)
Formas personalizadas
Desenvolvemos recentemente um perfil hexagonal de núcleo oco com canais de arrefecimento internos para um cliente de robótica, reduzindo o peso dos componentes em 40% em comparação com peças de alumínio sólido.
3. Métodos de tratamento de superfície
Os diferentes acabamentos têm objectivos distintos:
| Tratamento | Espessura | Resistência à corrosão | Fator de custo |
|---|---|---|---|
| Anodização | 5-25 μm | Excelente | $$$ |
| Revestimento em pó | 60-120 μm | Bom | $$ |
| Polimento mecânico | N/A | Pobres | $ |
Para projectos de equipamento médico, recomendamos frequentemente o electropolimento - um processo que remove as impurezas da superfície ao mesmo tempo que melhora resistência microbiana2.
4. Projectos específicos da aplicação
Diferentes sectores exigem perfis especializados:
Arquitetónico
Sistemas de rutura térmica com inserções de poliamida (condutividade térmica de 0,24 W/m-K)Automóvel
Sistemas de gestão de colisões utilizando ligas AA7003 (absorção de energia até 35 kJ)Eletrónica
Caixas com proteção EMI com revestimentos condutores (atenuação de 60 dB a 1 GHz)
A nossa equipa ajudou recentemente um cliente a redesenhar o seu sistema de montagem de painéis solares utilizando perfis 6063-T6, reduzindo o tempo de instalação em 30% e mantendo os requisitos de certificação IEC 61215.
Factores críticos de seleção
Ao aconselharmos os clientes da PTSMAKE, destacamos três considerações frequentemente negligenciadas:
Compatibilidade de expansão térmica
A taxa de expansão de 23 μm/m-°C do alumínio tem de estar alinhada com os materiais unidos
Exemplo: Os fixadores de aço inoxidável (17 μm/m-°C) requerem compensação térmicaSubsídios de maquinagem
Tolerâncias recomendadas para processos comuns:Processo Tolerância (±) Fresagem CNC 0,05 mm Perfuração 0,1 mm Corte a laser 0,2 mm Conformidade regulamentar
- ASTM B221 para extrusões gerais
- AMS 4152 para aplicações aeroespaciais
- EN 755-9 para os mercados europeus
As nossas instalações com certificação ISO 9001 mantêm linhas de produção separadas para perfis de qualidade médica (ISO 13485) e automóvel (IATF 16949) para evitar a contaminação cruzada - um pormenor crucial que muitos fornecedores ignoram.
Onde são utilizados os perfis de alumínio?
Já alguma vez se deparou com um projeto em que a flexibilidade dos materiais e a integridade estrutural não podiam coexistir? Ou lutou para equilibrar o design leve com a durabilidade em aplicações industriais? Estes desafios são comuns, mas e se existir um material que os resolva a todos?
Os perfis de alumínio são formas extrudidas utilizadas em todas as indústrias pela sua força leve, resistência à corrosão e flexibilidade de conceção. Desde fachadas de edifícios a tabuleiros de baterias de veículos eléctricos, permitem soluções rentáveis e sustentáveis para necessidades de engenharia complexas.

Principais indústrias que utilizam perfis de alumínio
1. Construção e arquitetura
Os perfis de alumínio dominam a construção moderna devido à sua adaptabilidade e longevidade.
Aplicações:
- Cortinas e caixilhos de janelas: A sua resistência à corrosão garante décadas de serviço em condições climatéricas adversas.
- Suportes estruturais: As elevadas relações resistência/peso reduzem a carga sobre os edifícios, mantendo a segurança.
- Sistemas de montagem de painéis solares: Leve mas suficientemente durável para resistir ao stress ambiental.
Na PTSMAKE, fornecemos perfis de alumínio personalizados para projectos de arranha-céus na Europa, alcançando tolerâncias tão apertadas como ±0,05mm para uma montagem perfeita.
2. Setor automóvel e transportes
A mudança para veículos eléctricos (EVs) fez disparar a procura de perfis de alumínio.
Utilizações críticas:
| Aplicação | Grau de alumínio | Vantagem chave |
|---|---|---|
| Caixas para baterias EV | 6061-T6 | Gestão térmica e segurança contra colisões |
| Componentes do chassis | 7075 | Redução de peso sem perda de resistência |
| Dissipadores de calor | 6063 | Optimizado condutividade térmica3 |
A nossa equipa desenvolveu recentemente um sistema de tabuleiro de bateria modular utilizando perfis 6061-T6, reduzindo o tempo de montagem de um cliente em 30% e reduzindo o peso em 15% em comparação com alternativas de aço.
3. Eletrónica e robótica
A precisão não é negociável aqui. Os perfis de alumínio fornecem:
- Proteção EMI para componentes sensíveis
- Dissipação de calor para processadores de alto desempenho
- Estruturas rígidas para robôs colaborativos
Uma empresa de robótica com a qual estabelecemos uma parceria precisava de um perfil de braço robótico de 2 metros com 12 canais de refrigeração internos. Utilizando alumínio 6063 maquinado por CNC, conseguimos uma tolerância de retilinearidade de 0,1 mm, essencial para a precisão posicional.
4. Maquinaria industrial
A maquinabilidade do alumínio torna-o ideal para estruturas de máquinas personalizadas, sistemas de transporte e equipamento de automação.
Porque é que os engenheiros escolhem o alumínio:
- Modularidade: Os perfis com ranhuras em T permitem uma reconfiguração rápida.
- Higiene: As superfícies não porosas cumprem as normas da FDA para produtos alimentares/farmacêuticos.
- Eficiência de custos: Custos de maquinagem inferiores aos do aço inoxidável.
Considerações sobre o design de perfis de alumínio
Guia de seleção de materiais
| Requisito | Liga recomendada | Notas |
|---|---|---|
| Alta resistência | 7075 | Grau aeroespacial, menos resistente à corrosão |
| Compatibilidade de soldadura | 6061 | Requer tratamento térmico pós-soldadura |
| Acabamento de anodização | 6063 | Uniformidade de superfície superior |
Normas de tolerância
- Comercial: ±0,5mm (aplicações estruturais)
- Precisão: ±0,1mm (robótica, ótica)
- Alta precisão±0,05mm (especialidade do PTSMAKE para medicina/automóvel)
Factores de sustentabilidade
Os perfis de alumínio suportam o fabrico circular:
- 95% reciclável sem perda de propriedade
- Menor pegada de carbono em comparação com a produção de material virgem
- A leveza reduz as emissões dos transportes
Um estudo de 2023 mostrou que a utilização de perfis de alumínio reciclado na produção de veículos eléctricos reduz as emissões do ciclo de vida em 72% em comparação com os métodos tradicionais.
Porquê ser parceiro do PTSMAKE?
- Velocidade: Prazo de entrega de 5-7 dias para os protótipos através das nossas instalações de Shenzhen.
- Escala: Capacidade de produção anual de mais de 12.000 toneladas.
- Certificações: Conformidade com as normas ISO 9001, IATF 16949 e AS9100D.
No último trimestre, entregámos 8.000 caixas de alumínio maquinadas por CNC para um fabricante alemão de dispositivos médicos, mantendo uma qualidade sem defeitos de 99,98% em 14 dimensões críticas.
Do conceito à produção, os perfis de alumínio oferecem uma versatilidade inigualável. Quer esteja a projetar um edifício de energia zero ou um robô de última geração, compreender as suas aplicações garante escolhas de materiais mais inteligentes. Na PTSMAKE, combinamos duas décadas de experiência em alumínio com tecnologias de ponta de extrusão e maquinação para transformar os seus projectos em realidade - de forma rápida, precisa e económica.
Quais são os principais padrões de qualidade para perfis de alumínio?
Já alguma vez recebeu perfis de alumínio que se deformaram sob tensão mínima? Ou enfrentou um retrabalho dispendioso porque as dimensões não correspondiam às especificações? Estes não são apenas aborrecimentos - são sintomas de ignorar referências críticas de qualidade.
Os perfis de alumínio têm de cumprir normas rigorosas em termos de composição química, propriedades mecânicas, tolerâncias dimensionais, acabamento da superfície e resistência à corrosão. As principais certificações incluem ASTM B221, EN 755 e ISO 6361, que garantem a consistência em indústrias como a aeroespacial e a automóvel.

Desdobramento dos parâmetros de qualidade críticos
1. Composição química: A base do desempenho
As ligas de alumínio derivam as suas propriedades de rácios elementares precisos. Mesmo pequenos desvios podem comprometer a força ou a resistência à corrosão.
Elementos-chave a monitorizar:
| Elemento | Papel nas ligas de alumínio | Gama aceitável (Exemplo: 6061-T6) |
|---|---|---|
| Magnésio (Mg) | Aumenta a força | 0,8-1,2% |
| Silício (Si) | Melhora a capacidade de fundição | 0,4-0,8% |
| Cobre (Cu) | Aumenta a dureza | 0,15-0,40% |
No PTSMAKE, utilizamos espectrómetros de emissão ótica para verificar as composições com uma precisão de ±0,05% em relação aos valores pretendidos. Esta precisão evita problemas como a fissuração por corrosão sob tensão em aplicações marítimas.
2. Propriedades mecânicas: Para além da resistência básica
A resistência à tração e os pontos de escoamento são importantes, mas o desempenho no mundo real exige uma análise mais profunda.
O fator oculto: Expoente de endurecimento por deformação
Esta métrica raramente discutida (designada por n) determina a forma como o alumínio distribui a tensão durante a conformação. Um maior n (0,25-0,35 para 6061-T6) permite a realização de curvas complexas sem fissuração - essencial para componentes de estruturas de automóveis.
3. Tolerâncias dimensionais: Onde a precisão encontra a prática
As tolerâncias mais apertadas nem sempre são as melhores. Considere a funcionalidade versus o custo:
| Tipo de perfil | Zonas de tolerância crítica | Norma da indústria |
|---|---|---|
| Vigas estruturais | Superfícies de montagem | ±0,5mm/m |
| Dissipadores de calor | Espaçamento das alhetas | ±0,1mm |
| Carris para automóveis | Planicidade da secção transversal | ±0,2mm em 1m |
Para um projeto de robótica no ano passado, conseguimos uma repetibilidade de ±0,05 mm em guias de alumínio maquinadas por CNC, combinando a extrusão com maquinação secundária - uma abordagem híbrida que reduziu os custos em 18% em comparação com a produção totalmente CNC.
4. Integridade da superfície: Mais do que cosmética
Os padrões de espessura da anodização ofuscam frequentemente os defeitos subsuperficiais. Os nossos controlos de qualidade incluem:
- Ensaio de microdureza (80-100 HV para 6063-T5)
- Inspeção por correntes parasitas para fissuras de profundidade inferior a 0,1 mm
- Ensaios de névoa salina superior a 1.000 horas para as peças de marinha
5. Rastreabilidade: A rede de segurança invisível
O fabrico moderno exige um rastreio completo do pedigree:
- Certificados de ensaio de moinho para biletes em bruto
- Registos de lotes de tratamento térmico
- Relatórios de inspeção dimensional segundo a norma ISO 9001
Incorporamos códigos QR diretamente nos perfis, permitindo que clientes como os fabricantes de dispositivos médicos acedam instantaneamente a históricos completos.
Quando as normas colidem: Navegando por requisitos conflitantes
É necessário um projeto aeroespacial recente:
- Tratamento térmico AMS 2772 (140°C de envelhecimento)
- EN 12258-3 limites químicos
- Rastreabilidade AS9100
Ao modificar o tratamento térmico de solução4 e adicionando um passo final de estiramento a frio, cumprimos as três normas sem comprometer os tempos de ciclo.
O Balanço Custo-Qualidade
| Investimento de qualidade | Custo inicial | Poupança a longo prazo |
|---|---|---|
| Matrizes de precisão | +15% | -30% taxa de refugo |
| Inspeção automatizada | +8% | -45% retorna |
| Materiais certificados | +12% | Vida útil do produto +20% |
Um cliente do sector das energias renováveis poupou $220k por ano ao passar de perfis de alumínio de qualidade comercial para perfis de alumínio com certificação ASTM, apesar de um aumento de 10% no custo do material.
Porque é que a maioria dos fornecedores falha na consistência
Ao longo de mais de 15 anos no fabrico de precisão, identificámos três lacunas sistémicas:
- Pré-aquecimento inadequado dos biletes: Causa uma estrutura de grão irregular
- Excesso de confiança nos testes de fim de linha: Falha no desvio do processo
- Ignorar a humidade ambiente: Afecta o desempenho do forno de envelhecimento
A nossa solução? Monitorização do processo em tempo real com ajustes orientados por IA - reduzindo as variações dimensionais em 63% em comparação com os métodos tradicionais.
Como escolher o fornecedor certo de perfis de alumínio?
Já se deparou com atrasos inesperados no projeto porque o seu fornecedor de perfis de alumínio não conseguiu cumprir as especificações? Ou descobriu custos ocultos depois de efetuar encomendas? Estas frustrações não são apenas incómodas - podem fazer descarrilar programas de produção completos e prejudicar as relações com os clientes.
A escolha do fornecedor certo de perfis de alumínio requer a avaliação das capacidades técnicas, dos sistemas de controlo de qualidade e da fiabilidade da cadeia de fornecimento através de uma abordagem estruturada. O parceiro ideal combina a experiência em materiais com a flexibilidade de fabrico para satisfazer as exigências de precisão e escalabilidade.

Critérios-chave de avaliação para fornecedores de perfis de alumínio
3 Capacidades técnicas importantes
Conformidade da certificação de materiais
- Verificar as certificações para:
- ISO 9001 (Gestão da Qualidade)
- IATF 16949 (Automóvel)
- AS9100 (Aeroespacial)
- Na PTSMAKE, mantemos 14 certificações de materiais, incluindo a EN 9100 e a ISO 13485 para aplicações médicas
- Verificar as certificações para:
Tratamento da complexidade do perfil Capacidade Fornecedor básico Fornecedor avançado Espessura da parede <1mm Limitada Produção completa Tolerâncias apertadas (±0,05mm) Controlos manuais Medição por laser Opções de acabamento da superfície <5 tipos 12+ tratamentos Capacidade de personalização
- Procurar fornecedores que ofereçam:
- Integração CAD/CAM
- Prototipagem rápida (3-5 dias)
- Pós-processamento5 personalização
- Procurar fornecedores que ofereçam:
4 Sinais de alerta operacionais a identificar
Factores de custo ocultos
- Custos de fabrico de ferramentas superiores a 15% do orçamento inicial
- MOQs que exigem 30%+ excesso de inventário
- Despesas de embalagem/expedição não especificadas
Lacunas no controlo de qualidade
- Documentação em falta para:
- Rastreabilidade das matérias-primas
- Relatórios de inspeção dimensional
- Validação do tratamento de superfície
- Documentação em falta para:
Falhas de comunicação
- Tempo de resposta >4 horas úteis
- Não há um gestor de projeto específico
- Proficiência limitada em inglês nas equipas técnicas
Limitações de escalabilidade
- Capacidade de produção <5.000 unidades/mês
- Aquisição de material de fonte única
- Ausência de planos de emergência para a escassez de matérias-primas
5 Indicadores de parceria
Processo de colaboração técnica
- Fluxo de trabalho preferido:
- Revisão do projeto (análise DFM)
- Validação do protótipo
- Otimização do processo
- Produção em grande escala
- Fluxo de trabalho preferido:
Quadro de resolução de problemas
- Os fornecedores efectivos devem fornecer:
- Análise da causa raiz no prazo de 24 horas
- Plano de ação corretiva em 48 horas
- Implementação de medidas preventivas
- Os fornecedores efectivos devem fornecer:
Serviços de valor acrescentado
- Programas de gestão de inventário
- Opções de entrega just-in-time
- Iniciativas anuais de redução de custos
No PTSMAKE, desenvolvemos um processo de anodização patenteado que aumenta a resistência à corrosão do perfil de alumínio em 40% em comparação com os tratamentos padrão. Esta inovação surgiu da resolução de falhas repetidas no terreno em aplicações em ambiente marinho - um desafio que muitos fornecedores ainda lutam para resolver eficazmente.
Que tratamentos de superfície estão disponíveis para perfis de alumínio?
Já alguma vez passou semanas a conceber um perfil de alumínio perfeito, apenas para o ver corroer em poucos meses? Ou enfrentou custos inesperados quando as suas peças anodizadas desenvolveram uma coloração irregular após a montagem? Estas frustrações não são apenas irritantes - podem fazer descarrilar os prazos, inflacionar os orçamentos e prejudicar a reputação do seu produto.
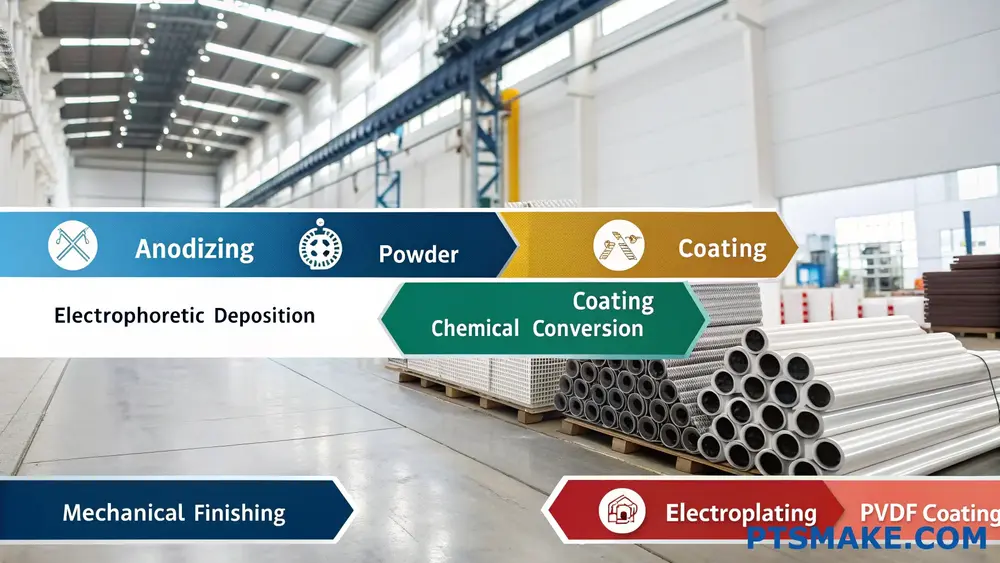
Os perfis de alumínio podem ser tratados com sete tratamentos de superfície principais: anodização, revestimento em pó, deposição electroforética, revestimento de conversão química, acabamento mecânico, galvanoplastia e revestimento PVDF. Cada método equilibra a resistência à corrosão, a estética, a durabilidade e o custo para aplicações industriais.
Comparação de métodos de tratamento de superfície para perfis de alumínio
1. Anodização: O padrão da indústria
A anodização cria uma camada de óxido controlada através de eletrólise. Na PTSMAKE, optimizámos este processo para clientes dos sectores aeroespacial e médico que exigem tolerâncias apertadas (±0,005 mm) e acabamentos uniformes.
| Tipos de Anodização | Tipo | Espessura (μm) | Caraterísticas principais | Melhor para |
|---|---|---|---|---|
| Tipo II | 5-25 | Decorativo, tingível | Eletrónica de consumo | |
| Tipo III | 25-150 | Elevada resistência ao desgaste | Sistemas hidráulicos | |
| Revestimento duro | 50+ | Dureza extrema (60-70 Rockwell C) | Equipamento marítimo |
Um cliente de robótica mudou recentemente da anodização Tipo II para a anodização Hardcoat depois de as suas caixas de actuadores maquinadas em CNC apresentarem um desgaste prematuro. O novo design aumentou a vida útil em 300%, mas adicionou 18% aos custos de material - uma troca que os ajudámos a modelar utilizando análise de elementos finitos6.
2. Revestimento em pó: Cor sem compromisso
Ao contrário das tintas líquidas, os revestimentos em pó curam através da polimerização. As nossas instalações utilizam pistolas tribostáticas que atingem uma eficiência de transferência de 95% - fundamental no revestimento de extrusões de alumínio complexas para acabamentos automóveis.
Considerações sobre a aplicação
- Pré-aqueça os perfis a 180°C para uma melhor aderência
- Limitar a espessura da película a 60-120 μm para evitar fissuras
- Utilizar pré-tratamentos sem crómio para conformidade com a UE
3. Deposição electroforética (E-Coating)
Este método utiliza corrente eléctrica para depositar partículas de tinta de forma uniforme, mesmo em áreas rebaixadas. Embora seja comum no sector automóvel, adaptámo-lo para dissipadores de calor de alumínio em baterias de veículos eléctricos, onde as variações de revestimento de 0,1 mm têm impacto no desempenho térmico.
4. Revestimentos de conversão química
Atualmente, predominam as alternativas sem cromatos, como os revestimentos à base de zircónio:
| Revestimento | Resistência à corrosão | Condutividade eléctrica | Conformidade RoHS |
|---|---|---|---|
| Cromato | Excelente | Pobres | Não |
| Zircónio | Bom | Excelente | Sim |
| Titânio | Justo | Bom | Sim |
5. Opções de acabamento mecânico
Os acabamentos escovados continuam a ser populares, mas as técnicas mais recentes, como a maquinagem de fluxo abrasivo (AFM), podem polir os canais internos dos colectores de alumínio até Ra 0,2 μm - essencial para os sistemas de fluidos médicos.
6. Galvanoplastia: Quando o alumínio precisa de ser outra coisa
A niquelagem do alumínio requer primeiro a zincagem. Recentemente, revestimos componentes de drones com 10 μm de níquel seguidos de 3 μm de ouro, obtendo blindagem EMI e fiabilidade do conetor.
7. Revestimentos de PVDF para ambientes extremos
Os revestimentos de fluoropolímero resistem a UV, produtos químicos e temperaturas de 200°C. Um projeto de parque solar utilizou os nossos sistemas de montagem em alumínio revestido a PVDF para evitar a degradação em condições desérticas.
Escolher o tratamento correto: 5 factores críticos
Exposição ambiental
As horas de ensaio de névoa salina estão correlacionadas com o desempenho no mundo real:Tratamento 500 horas 1000 horas 2000 horas Anodização (Tipo III) Sem buracos <5% poços Falhado Revestimento PVDF Sem alterações Sem alterações 20% perda de brilho Requisitos eléctricos
As camadas anodizadas são isolantes (tensão de rutura ~800 V/μm). Para peças condutoras, especificar películas químicas não porosas.Gestão térmica
A anodização preta melhora a dissipação de calor em 15-20% em relação ao alumínio não tratado.Exigências estéticas
Os revestimentos em pó oferecem mais de 200 cores RAL, enquanto a anodização se limita a cores metálicas.Restrições orçamentais
Para protótipos, o acabamento mecânico custa 40% menos do que a anodização completa.
Erros comuns que observámos
Ignorar o pré-tratamento
Um cliente não efectuou a limpeza alcalina antes do revestimento a pó, o que resultou numa falha de aderência do 30%. Sempre:- Desengordurar
- Gravura
- Desmut
Ignorar a expansão térmica
Um painel de fachada de alumínio de 2 metros rachou porque o CTE do revestimento não correspondia ao substrato. Coeficientes de correspondência dentro de 5%.
Tendências futuras em tecnologia de superfícies de alumínio
A texturização a laser está a ganhar força - a nossa equipa de I&D criou recentemente superfícies hidrofóbicas com ângulos de contacto de 160° utilizando lasers de femtossegundos. Isto elimina a necessidade de revestimentos químicos em algumas aplicações.
Qual o impacto do fabrico de perfis de alumínio nos prazos de entrega?
Já alguma vez enfrentou um atraso no projeto porque os seus componentes de alumínio chegaram semanas mais tarde do que o prometido? E se o próprio processo de criação desses perfis elegantes e personalizados estiver a consumir silenciosamente a sua linha de tempo? A realidade é que o fabrico de perfis de alumínio não se limita a moldar o metal - é uma cadeia de passos interdependentes em que um estrangulamento pode fazer descarrilar todo o seu calendário.
O fabrico de perfis de alumínio tem um impacto direto nos prazos de entrega através da complexidade do design, da preparação das ferramentas de extrusão, do fornecimento de materiais e dos requisitos de pós-processamento. A otimização destas fases - como a utilização de desenhos de matrizes padronizados ou a parceria com fornecedores verticalmente integrados - pode reduzir os atrasos em até 40%.

Como quebrar a equação do tempo de espera
Para compreender por que razão os perfis de alumínio afectam os prazos dos projectos, vamos dissecar o percurso de fabrico.
Fase 1: Validação do projeto (5-12 dias)
Cada perfil personalizado começa com a validação CAD. Mesmo as pequenas falhas de conceção neste ponto podem resultar em atrasos dispendiosos mais tarde. Por exemplo:
| Fator de conceção | Impacto no tempo | Multiplicador de custos |
|---|---|---|
| Espessura da parede <3mm | +3 dias (reformulação da matriz) | 1.7x |
| Canais internos sem ângulos de inclinação | +6 dias (repetições da simulação) | 2.4x |
| Tolerâncias não normalizadas (±0,05mm) | +4 dias (recalibração do processo) | 1.9x |
No PTSMAKE, reduzimos esta fase para 72 horas no 80% dos projectos, utilizando conceção para fabrico7 controlos durante a prototipagem.
Fase 2: Desenvolvimento da matriz (7-21 dias)
As matrizes de extrusão são o coração do fabrico de perfis. Três factores críticos dominam esta fase:
Seleção do material da matriz
As matrizes de aço H13 duram mais tempo mas demoram 14 dias a maquinar. As alternativas mais baratas SKD61 poupam 5 dias inicialmente, mas requerem mais tempo de 30% para manutenção.Tolerância Stack-Ups
Um perfil que requer uma concentricidade de ±0,1mm necessita de matrizes com uma precisão de ±0,03mm - o que implica 4 dias de retificação CNC.Ciclos de teste
Os ensaios de extrusão das primeiras partículas revelam frequentemente desequilíbrios de fluxo. Os nossos dados mostram-no:- 63% de novas matrizes requerem ajustes ≥2
- Cada ajustamento acrescenta 2,5 dias
Fase 3: Processo de extrusão (3-10 dias)
É aqui que a física se encontra com a logística:
| Compensação de velocidade vs. qualidade | Liga metálica | Velocidade máxima (m/min) | Taxa de defeitos à velocidade máxima |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Trabalhar a uma velocidade máxima de 85% reduz os defeitos para metade, mas aumenta o tempo de produção em 20%. A nossa solução? Monitorização térmica em tempo real para aumentar a velocidade com segurança.
Fase 4: Pós-processamento (2-15 dias)
Os tratamentos de superfície tornam-se frequentemente perdas de tempo ocultas:
- Anodização: 48 horas para a classe II (25µm)
- Revestimento em pó: 72 horas com cura
- Película química (Alodine): 24 horas
No último trimestre, para um projeto de dispositivo médico, poupámos 11 dias ao combinar a escovagem mecânica com a gravação a laser em vez da anodização tradicional.
Os culpados ocultos: O que a maioria dos engenheiros não vê
Quatro factores negligenciados afectam de forma desproporcionada os prazos de entrega:
Documentação de certificação
Os perfis aeroespaciais em conformidade com a ITAR requerem 7-10 dias só para a documentação. O nosso sistema de conformidade automatizado reduz este tempo para 48 horas.Complexidade da embalagem
O envio separado por espuma para perfis sensíveis a riscos acrescenta 2 dias em relação à paletização normal.Rastreabilidade do lote
A rastreabilidade total da norma ASTM E2376 aumenta o tempo de controlo de qualidade em 30%, mas evita 92% litígios após a entrega.Controlo da climatização
A humidade do verão no Sul da China acrescenta 18 horas aos ciclos de secagem - compensamos isto com células de produção desumidificadas.
Estudo de caso: Linha do tempo do compartimento da bateria automotiva
Um projeto recente de um tabuleiro de bateria para veículos eléctricos ilustra como o planeamento estratégico reduz os prazos de entrega:
| Fase | Linha do tempo tradicional | Linha de tempo optimizada |
|---|---|---|
| Conceção | 14 dias | 6 dias (engenharia simultânea DFM) |
| Fabrico de moldes | 21 dias | 12 dias (blocos modulares) |
| Extrusão | 8 dias | 5 dias (liga 6061-T6 pré-envelhecida) |
| Maquinação | 10 dias | 7 dias (fresagem simultânea de 5 eixos) |
| Revestimento | 9 dias | 4 dias (revestimento cerâmico curado por UV) |
| Total | 62 dias | 34 dias (-45%) |
Conclusão principal: 72% da poupança de tempo resultou de decisões a montante - não de máquinas mais rápidas.
Quando mais rápido não é melhor: Realidades do controlo de qualidade
Apressar a produção de perfis de alumínio pode provocar falhas catastróficas. No ano passado, um cliente mudou para um fornecedor com "garantia de 7 dias". O resultado?
- 23% de perfis reprovados nos ensaios ultra-sónicos
- $182k em tempo de inatividade da linha
- Prazo de recuperação de 6 semanas
O nosso protocolo de inspeção faseada acrescenta 2-3 dias, mas detecta 99,6% dos defeitos numa fase inicial:
- 100% controlo dimensional após extrusão
- Ensaios de correntes parasitas para deteção de fissuras
- Amostragem de ensaios de pulverização de sal
A sua lista de verificação de otimização do tempo de execução
Para equilibrar velocidade e fiabilidade:
- Exigir desenhos de matrizes antes da apresentação do orçamento
- Especificar as gamas de acabamento de superfície aceitáveis (RA 0,8-3,2µm)
- Pré-aprovação de fornecedores de processos secundários
- Encomendar 10% em excesso para ensaios destrutivos
- Alinhar as condições de pagamento com as entregas por etapas
No PTSMAKE, ajudámos clientes como a Nimble Robotics a conseguir uma entrega atempada de perfis de alumínio personalizados - mesmo com prazos de entrega de 15 dias - através do mapeamento integrado de processos. O segredo? Tratar a redução do prazo de entrega como um sistema, não apenas como um sprint.
Que factores de custo devem ser considerados para os perfis de alumínio?
Já alguma vez se deparou com excedentes orçamentais inesperados quando encomendou perfis de alumínio personalizados? E se custos ocultos - como desperdício de material ou entregas atrasadas - corroessem silenciosamente a rentabilidade do seu projeto? Estes problemas não são raros. Os engenheiros e as equipas de aquisição lutam frequentemente para equilibrar a qualidade, o prazo de entrega e o custo sem um enquadramento claro.
Ao adquirir perfis de alumínio, os principais factores de custo incluem o tipo de material, a complexidade da extrusão, o acabamento da superfície, os requisitos de ferramentas, o volume de encomendas e a logística. A otimização destes elementos assegura a eficiência dos custos sem comprometer o desempenho.

Desdobramento dos factores de custo
1. Seleção de materiais: Mais do que apenas "alumínio"
As ligas de alumínio variam muito em termos de custo e desempenho. Por exemplo, a 6061-T6 é popular pela sua soldabilidade e resistência, enquanto a 7075 oferece maior resistência à tração, mas custa 30-40% mais.
| Tipo de liga | Custo por kg (USD) | Aplicações comuns |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Estruturas, peças para automóveis |
| 7075-T6 | $4.50–$5.20 | Componentes aeroespaciais, dispositivos de alta tensão |
| 3003-H14 | $2.90–$3.30 | Guarnições decorativas, sistemas HVAC |
No PTSMAKE, usamos otimização computacional de materiais8 para fazer corresponder as propriedades da liga aos requisitos do projeto, evitando especificações excessivas ou insuficientes.
2. Complexidade da extrusão: A geometria determina o custo
- Perfis ocos vs. sólidos: As formas ocas requerem matrizes mais complexas e velocidades de extrusão mais lentas.
- Requisitos de tolerância: As tolerâncias mais apertadas (±0,1mm vs. ±0,5mm) podem aumentar os custos das ferramentas em 15-25%.
- Espessura da parede: As paredes uniformes inferiores a 1,5 mm podem exigir prensas especializadas.
3. Acabamento de superfícies: o multiplicador de despesas oculto
Um acabamento escovado acrescenta $0.80-$1.20 por metro linear, enquanto a anodização Tipo III (revestimento duro) custa $2.50-$4.00. Para projectos que necessitem de resistência à corrosão, o revestimento em pó proporciona frequentemente um melhor retorno do investimento do que a galvanização.
4. Ferramentas: Custo único com impacto a longo prazo
Uma matriz de extrusão básica custa $800-$1.500, mas os perfis com múltiplas cavidades ou raios apertados podem exceder $3.000. Para encomendas de baixo volume (<5.000 unidades), considere matrizes modulares para partilhar os custos iniciais entre projectos.
5. Volume de encomendas: O Paradoxo da Economia de Escala
Embora as encomendas em grandes quantidades reduzam os custos por unidade, tenha em conta:
- Custos de armazenagem de existências excedentárias
- Risco de obsolescência para revisões de produtos
- Flexibilidade de MOQ (o PTSMAKE oferece lotes de 500 unidades para prototipagem)
6. Operações secundárias: Não negligencie o pós-processamento
- Maquinação CNC para superfícies de contacto: $12-$18/hora
- Tratamento térmico para a têmpera T6: $1.20-$2.00/kg
- Tolerância de corte de precisão: ±0,2mm standard vs. ±0,05mm premium
Dicas de otimização estratégica de custos
A. Conceção para efeitos de fabrico (DFM) Precoce
Envolva o seu fornecedor durante o projeto CAD. Alterações simples - como aumentar os raios dos cantos de 1mm para 1,5mm - podem reduzir o desgaste da matriz em 40%.
B. Tirar partido dos perfis padrão de forma criativa
Em vez de formas personalizadas, combine canais em U e ângulos normalizados. Ajudámos um cliente de robótica a reduzir os custos 22% através de uma nova conceção utilizando calhas extrudidas 80/20.
C. Matemática logística regional
Envio de contentores de 20 pés da Ásia para a costa oeste dos EUA:
- Prazo de entrega normal: 35 dias a $2,800
- Expedito: 18 dias a $4,500
Para encomendas urgentes com menos de 500 kg, o frete aéreo pode custar menos do que o atraso na produção.
Quando investir em ferramentas personalizadas
Utilize esta matriz de decisão:
| Volume de encomendas | Complexidade do perfil | Abordagem recomendada |
|---|---|---|
| <1.000 unidades | Elevado | Modificação de matrizes existentes |
| 1k-5k unidades | Médio | Ferramentas modulares |
| >5k unidades | Baixa | Molde totalmente personalizado |
O fator de sustentabilidade
O alumínio reciclado (Grau 6063) custa menos 8-12% do que o material virgem. Com uma otimização computacional de materiais8A taxa de sucata pode ser reduzida da média da indústria de 15% para menos de 7%.
Na PTSMAKE, combinamos processos certificados pela ISO 9001 com modelagem de custos orientada por IA para fornecer perfis de alumínio que atendem às especificações técnicas e às restrições orçamentárias. Nossos clientes em automação e dispositivos médicos alcançam consistentemente economias de custo 12-18% por meio da otimização holística da cadeia de suprimentos.
Como manter e prolongar a vida útil dos perfis de alumínio?
Alguma vez assistiu à corrosão prematura de perfis de alumínio, apesar dos seus melhores esforços? Ou lutou com componentes estruturais deformados que descarrilaram os prazos de produção? Estas frustrações não são apenas dispendiosas - elas expõem lacunas na compreensão de como o alumínio se comporta em condições reais.
A manutenção adequada dos perfis de alumínio combina limpeza proactiva, revestimentos protectores, otimização da carga e controlo ambiental. Ao abordar os mecanismos de degradação da superfície e os padrões de tensão estrutural, é possível prolongar a vida útil em 40-60% e reduzir os custos de substituição.
Três pilares da longevidade dos perfis de alumínio
1. Estratégias de proteção da superfície
A camada de óxido natural do alumínio proporciona uma proteção limitada. Os ambientes industriais aceleram corrosão galvânica9 através de:
| Ameaça | Profundidade de impacto | Método de prevenção |
|---|---|---|
| Exposição à água salgada | 0,5-2mm/ano | Anodização + revestimento epoxídico |
| Contaminantes ácidos | Picadas na superfície | Produtos de limpeza com pH neutro |
| Partículas abrasivas | Vias de raspagem | Sopro de ar comprimido normal |
No PTSMAKE, validámos que a anodização de revestimento duro Tipo III (25-50μm) aumenta a resistência à névoa salina de 168 horas para mais de 1.000 horas em aplicações marítimas.
2. Gestão das cargas estruturais
Quatro factores críticos de carga frequentemente ignorados:
2.1 Carregamento dinâmico vs estático
- Tensão cíclica: A resistência à fadiga do alumínio 30% diminui após 10^7 ciclos
- Solução: Análise de elementos finitos (FEA) para identificar os pontos de tensão
2.2 Compensação da expansão térmica
- A liga 6061-T6 expande-se 23,6 μm/m-°C
- Estudo de caso: Um cliente de robótica reduziu o desgaste das articulações em 62% após a implementação de folgas de expansão calculadas utilizando:
Folga (mm) = Comprimento (m) × ΔT (°C) × 0,0236
3. Quadro de controlo ambiental
3.1 Limiares de humidade
- <60% RH: Seguro para a maioria das aplicações
- 60-80% RH: Requer pacotes de dessecante
80% RH: Controlo climático obrigatório
3.2 Zonas de exposição química
A nossa equipa categoriza os níveis de risco com base nos contaminantes transportados pelo ar:
| Zona | Nível de contaminante | Frequência de inspeção |
|---|---|---|
| Verde | <5 μg/m³ | Trimestral |
| Âmbar | 5-20 μg/m³ | Mensal |
| Vermelho | >20 μg/m³ | Semanal |
Otimização do fluxo de trabalho de manutenção
Implementamos uma abordagem em 4 fases para os clientes:
Avaliação de base
- Análise espectrométrica da composição da liga
- Digitalização 3D para deformações existentes
Conceção de protocolos personalizados
- Combinar os agentes de limpeza com os poluentes locais
- Ajustar os intervalos de lubrificação com base nos ciclos de movimento
Integração de monitorização inteligente
- Sensores de corrosão com resolução de 0,1 mm
- Análise de vibrações para deteção precoce da fadiga
Documentação do ciclo de vida
- Modelos de gémeos digitais que prevêem a degradação
- Calendários de substituição associados a dados de desgaste reais
Quando a reparação se torna inviável
Através de testes de materiais, identificámos estes limiares de falha:
- Fissuras: >0,3mm de profundidade requer substituição
- Corrosão: >3% perda de área da secção transversal
- Desvio de planeza: >0,15mm por 100mm de comprimento
Para aplicações de missão crítica, como componentes aeroespaciais, recomendamos a substituição do 20% antes destes limites.
Exemplo de análise custo-benefício
| Ação | Custo inicial | Poupanças a 10 anos |
|---|---|---|
| Revestimento básico em pó | $1.20/lb | $4.50/lb |
| Oxidação electrolítica por plasma | $3.80/lb | $12.70/lb |
| Sistema de monitorização em tempo real | $15k | $83k |
Estes dados provêm de 37 clientes industriais que ajudámos desde 2020, mostrando prazos de ROI tão curtos como 11 meses.
Quais são as práticas sustentáveis na produção de perfis de alumínio?
Já alguma vez se perguntou porque é que alguns fabricantes de perfis de alumínio fornecem consistentemente produtos amigos do ambiente enquanto outros se debatem com desperdício de energia e multas ambientais? O que separa a produção sustentável das alegações de greenwashing nesta indústria altamente intensiva em recursos?
A produção sustentável de perfis de alumínio combina a integração de material reciclado, a adoção de energia limpa e sistemas de ciclo fechado para minimizar o impacto ambiental, mantendo o desempenho de nível industrial. As principais práticas incluem a fundição secundária de alumínio, processos de extrusão alimentados por energia solar e tecnologias de reciclagem de água que atingem taxas de recuperação de recursos de até 95%.
Desvendando a produção sustentável de alumínio
1. Revolução no fornecimento de materiais
Da exploração mineira à exploração urbana
A mudança de bauxite virgem para sucata de alumínio reciclado reduz a desflorestação relacionada com a exploração mineira em 42%, de acordo com os dados do Instituto Internacional do Alumínio. No PTSMAKE, desenvolvemos um sistema próprio de classificação de sucata que identifica 27 tipos de ligas através de espetroscopia de rutura induzida por laser10permitindo uma recuperação precisa do material.
| Tipo de material | Consumo de energia (kWh/kg) | Emissões de CO2 (kg/kg) |
|---|---|---|
| Alumínio primário | 55 | 11.2 |
| Alumínio reciclado | 5.5 | 0.6 |
Estratégias de otimização de ligas
A nossa equipa de engenharia cria ligas personalizadas que mantêm as propriedades mecânicas e aceitam limites de impureza mais elevados - um fator crucial quando se utiliza sucata pós-consumo. Por exemplo:
- Perfis de caixilhos de janelas com conteúdo reciclado 80%
- Componentes estruturais para automóveis com mistura reciclada 60%
- Ligas de qualidade aeroespacial com material reciclado 30%
2. Avanços na eficiência energética
Inovações no processo de extrusão
As prensas de extrusão modernas atingem atualmente uma redução de energia de 30%:
- Motores de acionamento de frequência variável (VFD)
- Otimização da zona de aquecimento com base em IA
- Sistemas de recuperação de calor residual
Nas nossas instalações de Shenzhen, instalámos pré-aquecedores por infravermelhos que reduzem a energia de aquecimento dos biletes em 18%, melhorando simultaneamente a precisão dimensional.
Integração das energias renováveis
Os sistemas solares térmicos para o aquecimento de matrizes e as matrizes fotovoltaicas para o funcionamento das máquinas tornaram-se soluções rentáveis. Um projeto recente para um cliente alemão do sector automóvel combinou:
- Instalação solar no telhado de 2MW
- Células de combustível de hidrogénio no local
- Integração de redes inteligentes
Esta configuração permitiu obter a independência energética do 73% durante o dia.
3. Sistemas de gestão da água
Arrefecimento em circuito fechado
As unidades avançadas de tratamento de água permitem:
- 98% reutilização de água em processos de extrusão
- Conformidade com a descarga líquida zero (ZLD)
- Reciclagem com pH neutro sem aditivos químicos
O sistema de recuperação de água da nossa fábrica de Dongguan processa 5.000 metros cúbicos por dia, o que equivale a abastecer 20.000 casas.
Técnicas de recolha de águas pluviais
Projectos inovadores de captação recolhem e filtram a água da chuva para utilizações não produtivas:
- Irrigação paisagística
- Maquilhagem da torre de arrefecimento
- Limpeza do equipamento
4. Valorização do fluxo de resíduos
Utilização de subprodutos
Os materiais anteriormente depositados em aterro encontram agora novas aplicações:
- Escórias de alumínio → Aditivo para cimento
- Lamas de corte → pó de impressão 3D
- Óleo térmico → Material de construção de estradas
Inovações em embalagens
Substituímos as caixas de madeira de utilização única por..:
- Recipientes dobráveis de alumínio reciclável
- Estofamento biodegradável à base de cogumelos
- Sistemas reutilizáveis com rastreio RFID
5. Implementação da avaliação do ciclo de vida (ACV)
A sustentabilidade moderna exige decisões baseadas em dados. A nossa equipa realiza análises do berço ao túmulo que consideram:
- Pegada de carbono nas cadeias de abastecimento
- Reciclagem em fim de vida
- Impacto nos transportes
Para um projeto recente de equipamento médico, a LCA revelou que os centros de reciclagem localizados poderiam reduzir as emissões globais em 41% em comparação com o processamento centralizado.
6. Certificação e conformidade
Normas fundamentais para uma produção sustentável:
| Padrão | Área de incidência | Benefício de conformidade |
|---|---|---|
| Desempenho da ASI | Aprovisionamento responsável | Acesso ao mercado da UE |
| ISO 14001 | Gestão ambiental | Eficiência operacional |
| Do berço ao berço | Saúde material | Diferenciação da marca |
As nossas instalações mantêm 12 certificações internacionais, garantindo que os clientes cumprem os rigorosos requisitos de sustentabilidade, desde a AB 262 da Califórnia até à Lei da Cadeia de Fornecimento da Alemanha.
7. Estudo de caso: Produção de estruturas de baterias para veículos eléctricos
Uma colaboração recente com um fabricante de veículos eléctricos demonstrou práticas sustentáveis em ação:
- 65% teor de alumínio reciclado
- Linha de extrusão alimentada por energia solar
- Tratamento de superfície sem água
- Sistema de corte em circuito fechado
Resultados:
- 48% menor pegada de carbono
- 92% taxa de utilização do material
- 35% ciclo de produção mais rápido
8. Tendências futuras do alumínio verde
Tecnologias emergentes destinadas a transformar o sector:
- Fornos de recozimento a hidrogénio
- Rastreio de materiais em cadeia de blocos
- Otimização energética baseada em IA
- Agentes de libertação de base biológica
No PTSMAKE, estamos atualmente a testar sistemas de captura de carbono que mineralizam as emissões de CO2 em matéria-prima para as indústrias de construção - um potencial fator de mudança para a produção de carbono negativo.
Saiba como a teoria da deslocação afecta os seus projectos - contacte a PTSMAKE para obter um guia de seleção de materiais gratuito. ↩
Saiba como os tratamentos de superfície avançados podem melhorar o desempenho do seu produto. ↩ ↩
Saiba como a condutividade térmica afecta o desempenho do VE e a seleção de materiais. ↩
Saiba como as técnicas avançadas de tratamento térmico melhoram o desempenho do alumínio em ambientes de elevada tensão. ↩
Saiba como os tratamentos de superfície avançados melhoram a durabilidade dos perfis de alumínio em ambientes agressivos. ↩
Saiba como a análise de elementos finitos optimiza o desempenho do revestimento em aplicações críticas. ↩
Saiba como o design para a manufacturabilidade reduz os prazos de entrega dos perfis de alumínio em 30% no nosso guia gratuito. ↩
Saiba como a modelação computacional reduz o desperdício de material - clique para solicitar uma análise DFM gratuita. ↩ ↩
A corrosão galvânica ocorre quando metais diferentes entram em contacto em electrólitos. Clique para descarregar a nossa lista de verificação de prevenção da corrosão. ↩
A espetroscopia de rutura induzida por laser permite uma identificação precisa do material, crucial para manter a integridade da liga no alumínio reciclado. ↩






