

Já tentou explicar o que é o torneamento CNC a alguém que precisa de peças de precisão? É frustrante quando não compreendem este processo crítico de fabrico. Muitas empresas debatem-se com problemas de qualidade e resultados inconsistentes porque não conhecem as técnicas de torneamento corretas.
O torneamento CNC é um processo de maquinagem em que uma ferramenta de corte remove material de uma peça de trabalho em rotação para criar peças cilíndricas com dimensões precisas. O torno controlado por computador segue instruções programadas para produzir formas complexas com uma precisão e repetibilidade excepcionais.
Tenho visto empresas transformarem as suas capacidades de produção depois de compreenderem corretamente o torneamento CNC. Esta tecnologia revolucionou a forma como fabricamos peças no PTSMAKE. Deixe-me guiá-lo por tudo o que precisa de saber sobre o torneamento CNC - desde os princípios básicos até às aplicações avançadas que podem ser perfeitas para o seu próximo projeto.
Qual é a diferença entre a fresagem CNC e o torneamento CNC?
Já alguma vez ficou confuso sobre qual o processo de maquinação CNC a escolher para o seu projeto? Talvez tenha recebido orçamentos para fresagem e torneamento, mas não tem a certeza de qual deles produziria os melhores resultados para o design específico da sua peça? Esta confusão é mais comum do que possa pensar.
A fresagem CNC remove material utilizando ferramentas de corte rotativas enquanto a peça de trabalho permanece estacionária. O torneamento CNC, no entanto, roda a peça de trabalho contra uma ferramenta de corte fixa. A fresagem é excelente na criação de formas complexas com superfícies planas, enquanto o torneamento é ideal para peças cilíndricas com simetria rotacional.
Compreender os fundamentos da maquinagem CNC
A maquinagem CNC revolucionou o fabrico, automatizando o processo de criação de peças precisas a partir de vários materiais. Na sua essência, a tecnologia CNC (Controlo Numérico Computadorizado) utiliza programação informática para controlar o movimento da maquinaria, permitindo uma produção consistente e precisa sem intervenção humana constante.
Quando se consideram as opções de maquinagem CNC, a fresagem e o torneamento destacam-se como os dois processos mais comuns. Embora ambos removam material para criar peças acabadas, funcionam com base em princípios fundamentalmente diferentes. Vamos analisar estas diferenças para o ajudar a tomar decisões informadas para o seu próximo projeto.
Fresagem CNC: Processo e capacidades
Na fresagem CNC, a peça de trabalho é fixada a uma mesa enquanto as ferramentas de corte rotativas removem o material. A fresadora pode mover a ferramenta de corte em vários eixos (normalmente 3-5 eixos nas máquinas modernas), permitindo geometrias e caraterísticas complexas.
Principais caraterísticas da fresagem CNC
- Várias superfícies de corte: As ferramentas de fresagem têm várias arestas de corte que se encaixam intermitentemente na peça de trabalho
- Remoção versátil de material: Permite criar superfícies planas, contornos, ranhuras, bolsas e formas 3D
- Ação de corte interrompida: A ferramenta entra em contacto e sai do material repetidamente
A fresagem é particularmente eficaz para peças com caraterísticas complexas, como ombros quadrados, superfícies planas e geometrias intrincadas. Na minha experiência no PTSMAKE, utilizamos frequentemente a fresagem para componentes que requerem tolerâncias apertadas em caraterísticas não cilíndricas.
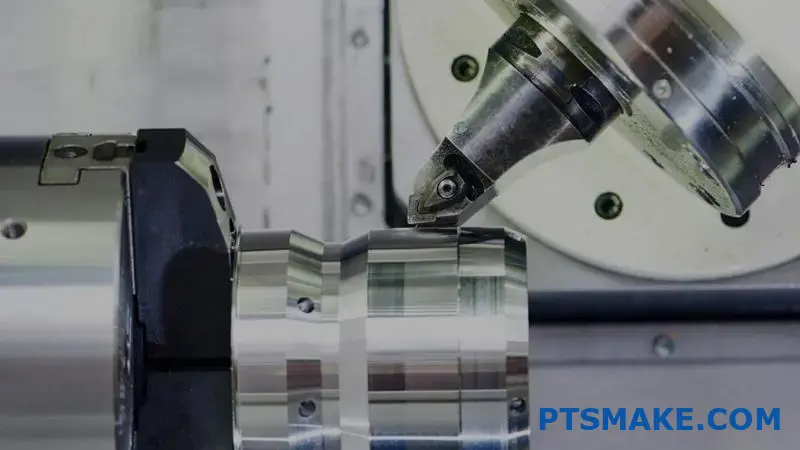
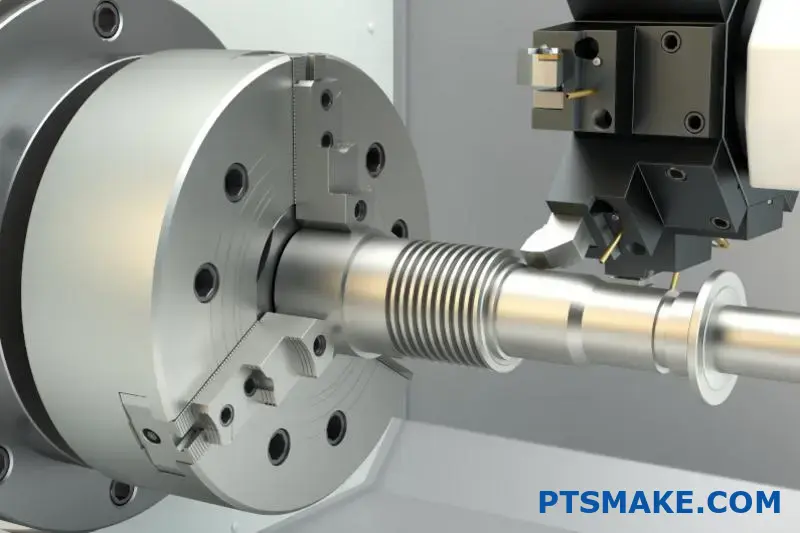
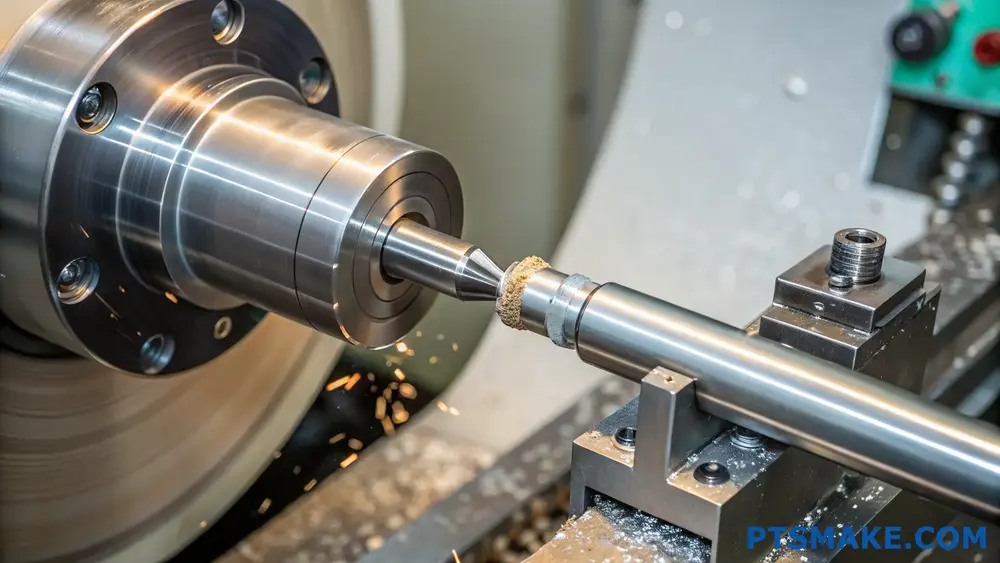
Torneamento CNC: Processo e capacidades
O torneamento funciona através da rotação da peça de trabalho a alta velocidade enquanto uma ferramenta de corte estacionária remove material. Este processo é fundamentalmente diferente da fresagem porque a peça se move enquanto a ferramenta permanece relativamente fixa (embora possa mover-se ao longo dos eixos para criar perfis diferentes).
Principais caraterísticas do torneamento CNC
- Ação de corte contínua: A ferramenta mantém um contacto permanente com a peça em rotação
- Simetria rotacional: Cria principalmente elementos cilíndricos ou cónicos
- Corte de ponto único: Utiliza normalmente ferramentas com uma única aresta de corte
No PTSMAKE, recomendamos a rotação de peças com simetria rotacional1 e caraterísticas cilíndricas como veios, pinos e componentes mecânicos.
Análise comparativa: Fresagem vs. Torneamento
Para ajudar a clarificar as principais diferenças entre estes processos, criei este quadro comparativo:
| Caraterística | Fresagem CNC | Torneamento CNC |
|---|---|---|
| Movimento da peça de trabalho | Estacionário | Roda |
| Movimento da ferramenta | Roda e move-se ao longo dos eixos | Estacionário (move-se ao longo dos eixos) |
| Geometria ideal da peça | Formas complexas, superfícies planas, bolsas | Formas cilíndricas e cónicas |
| Tolerâncias típicas | ±0,001" a ±0,005" | ±0,0005" a ±0,003" |
| Acabamento da superfície | 16-125 μin Ra | 8-63 μem Ra |
| Velocidade de produção | Moderado a lento | Rápido para peças simples |
| Versatilidade de materiais | Excelente para a maioria dos materiais | Bom, mas com algumas limitações |
Considerações sobre o material
Ambos os processos podem tratar uma vasta gama de materiais, mas existem algumas distinções importantes:
Materiais para fresagem
- É excelente com materiais duros como o aço inoxidável e o titânio
- Ótimo para plásticos, alumínio e outros metais não ferrosos
- Pode maquinar eficazmente materiais com dureza inconsistente
Materiais para torneamento
- Ideal para materiais uniformes que cortam de forma limpa
- Particularmente eficaz com latão, alumínio e aço macio
- Pode ter dificuldades com materiais muito duros ou quebradiços, a menos que sejam utilizadas ferramentas especiais
Factores de custo e eficiência
Quando ajudo os clientes a escolher entre fresagem e torneamento no PTSMAKE, considero vários factores de custo e eficiência:
- Volume de produção: O torneamento é frequentemente mais económico para a produção de grandes volumes de peças cilíndricas simples
- Tempo de configuração: A fresagem requer normalmente fixações e configurações mais complexas
- Resíduos de materiais: O torneamento produz geralmente menos resíduos de material para peças cilíndricas
- Acabamento da superfície: O torneamento permite frequentemente obter melhores acabamentos de superfície com menos operações
Para muitos projectos, a decisão não é uma coisa ou outra, mas sim qual o processo a utilizar para diferentes caraterísticas da mesma peça. Combinamos frequentemente ambos os processos utilizando máquinas de fresagem-torneamento para obter resultados óptimos, minimizando o tempo e os custos de produção.
Fazer a escolha certa para o seu projeto
A seleção entre o torneamento e a fresagem CNC de precisão deve ser orientada pela geometria da peça, pelos requisitos de tolerância e pelo volume de produção. Para peças com caraterísticas essencialmente cilíndricas, o torneamento é normalmente a melhor opção. Para peças com superfícies planas, bolsas e geometrias complexas, a fresagem é normalmente o caminho a seguir.
Na PTSMAKE, analisamos cada projeto individualmente para recomendar a estratégia de maquinação mais adequada. Por vezes, isto significa utilizar ambos os processos para alcançar o equilíbrio ideal entre qualidade, custo e tempo de execução.
Compreender os padrões e requisitos comuns de tolerância do torneamento CNC
Já alguma vez recebeu peças torneadas com precisão que não passaram na inspeção final ou na montagem? Ou passou horas a resolver problemas porque é que componentes que deveriam encaixar na perfeição estão a criar problemas de alinhamento na sua aplicação de alta precisão? Os mal-entendidos de tolerância podem fazer descarrilar projectos, atrasar lançamentos e afetar significativamente os seus resultados.
As tolerâncias de torneamento CNC para aplicações de alta precisão normalmente variam de ±0,0005" a ±0,001" (0,0127mm a 0,0254mm). Estas tolerâncias apertadas são essenciais para a indústria aeroespacial, dispositivos médicos e instrumentação de precisão, onde o ajuste e a funcionalidade dos componentes dependem de uma exatidão dimensional excecional.
Classificações de tolerância padrão para torneamento CNC
Ao discutir as tolerâncias de precisão do torneamento CNC, é importante compreender os sistemas de classificação estabelecidos. A norma mais reconhecida é o sistema ISO, que categoriza as tolerâncias em diferentes graus, de IT01 (mais preciso) a IT16 (menos preciso). Em aplicações de alta precisão, trabalhamos normalmente com os graus IT5 a IT7.
Durante os meus anos no PTSMAKE, descobri que muitos engenheiros especificam tolerâncias mais apertadas do que o necessário, o que aumenta os custos sem acrescentar valor funcional. A compreensão destas normas ajuda a evitar este erro comum.
Classificações de grau de tolerância ISO
O sistema de classes ISO fornece uma abordagem sistemática para a especificação de tolerância. Aqui está uma descrição das classes comuns utilizadas no torneamento de precisão:
| Grau ISO | Intervalo de tolerância típico | Aplicações comuns |
|---|---|---|
| IT5 | ±0,0002" (0,005mm) | Calibradores de precisão, instrumentos de medição |
| IT6 | ±0,0003" (0,008mm) | Rolamentos de precisão, componentes hidráulicos |
| IT7 | ±0,0005" (0,013mm) | Eixos de alta precisão, dispositivos médicos |
| IT8 | ±0,0008" (0,02mm) | Componentes para automóveis, máquinas em geral |
| IT9 | ±0,0012" (0,03 mm) | Peças maquinadas standard |
Ao comunicar com os fabricantes, a especificação do grau ISO fornece uma norma clara e reconhecida internacionalmente que elimina a ambiguidade sobre as expectativas.
Considerações sobre tolerâncias específicas do material
Nem todos os materiais podem atingir os mesmos níveis de tolerância com fiabilidade consistente. Este é um dos aspectos mais negligenciados da especificação de tolerância com que me deparo quando analiso os requisitos do cliente.
Os materiais com coeficientes de expansão térmica elevados, como o alumínio, podem exigir tolerâncias mais generosas do que materiais como o aço inoxidável ou o titânio. O estabilidade metalúrgica2 do material tem um impacto direto na forma como as tolerâncias podem ser mantidas ao longo do tempo e em condições ambientais variáveis.
Por exemplo, ao tornear peças de alumínio 6061, normalmente recomendamos tolerâncias não superiores a ±0,0008" para dimensões críticas, enquanto o aço inoxidável 304 pode manter de forma fiável ±0,0005" em muitos casos.
Recomendações de tolerância com base no material
Com base na nossa experiência de produção no PTSMAKE, eis as diretrizes práticas de tolerância para materiais comuns em aplicações de precisão:
| Material | Tolerância mínima prática | Considerações |
|---|---|---|
| Alumínio | ±0,0008" (0,02mm) | Maior expansão térmica, material mais macio |
| Aço inoxidável | ±0,0005" (0,013mm) | Boa estabilidade, mais difícil de maquinar |
| Latão | ±0,0006" (0,015mm) | Excelente maquinabilidade, estabilidade moderada |
| Titânio | ±0,0005" (0,013mm) | Excelente estabilidade, difícil de maquinar |
| Plásticos (PEEK, Delrin) | ±0,001" (0,025mm) | Absorção de humidade, expansão térmica |
Requisitos de tolerância específicos das caraterísticas
Diferentes caraterísticas geométricas têm diferentes capacidades quando se trata de manter tolerâncias apertadas. Na minha experiência, esta compreensão diferenciada separa os projectistas novatos dos engenheiros experientes.
Para peças torneadas de alta precisão, considere estas diretrizes específicas de caraterísticas:
- Diâmetros externos: Geralmente capaz de obter as tolerâncias mais apertadas (±0,0005")
- Diâmetros internos: Ligeiramente menos preciso do que as caraterísticas externas (±0,0007")
- Profundidades e comprimentos: Mais difícil de controlar com precisão (±0,001")
- Fios: Normalmente especificado por classe de ajuste em vez de tolerâncias decimais
- Acabamento da superfície: Diretamente relacionado com a capacidade de tolerância (acabamentos mais finos permitem tolerâncias mais apertadas)
Recentemente, ao projetar um veio de precisão para um dispositivo médico, recomendei que se apertassem as tolerâncias apenas nas superfícies críticas da chumaceira e que se relaxassem as tolerâncias nas caraterísticas menos funcionais. Esta abordagem reduziu os custos de fabrico em 23% sem comprometer o desempenho.
Implicações económicas da especificação da tolerância
Existe uma correlação direta entre os requisitos de tolerância e os custos de fabrico. Esta relação não é linear - é exponencial. Na PTSMAKE, mostramos frequentemente aos clientes esta curva custo-tolerância para os ajudar a tomar decisões informadas.
Uma boa regra de ouro que partilho com os clientes: o aumento das tolerâncias em 50% aumenta normalmente os custos de fabrico em 80-100%. Este aumento dramático ocorre porque as tolerâncias mais apertadas requerem:
- Máquinas mais precisas
- Velocidades de corte mais lentas
- Controlos de qualidade adicionais
- Mudanças de ferramentas mais frequentes
- Taxas de rejeição mais elevadas
Especificar tolerâncias adequadas é uma das formas mais eficazes de controlar os custos de fabrico, assegurando simultaneamente a funcionalidade do produto. Encorajo sempre os engenheiros a perguntarem: "Que tolerância é necessária para que esta caraterística funcione como pretendido?" em vez de optarem pelas especificações mais rigorosas possíveis.
Propriedades dos materiais e o seu impacto na precisão do torneamento CNC?
Já alguma vez se perguntou porque é que alguns materiais trabalham lindamente enquanto outros o deixam a debater-se com maus acabamentos de superfície e problemas dimensionais? A frustração de ajustar os parâmetros repetidamente para obter resultados inferiores pode ser enlouquecedora, especialmente quando os prazos do projeto se aproximam.
A seleção do material é, sem dúvida, o fator mais crítico que afecta os resultados do torneamento CNC de precisão. As propriedades únicas de cada material - incluindo a dureza, a condutividade térmica e a microestrutura - influenciam diretamente os parâmetros de maquinação, as taxas de desgaste da ferramenta, as tolerâncias alcançáveis e a qualidade da superfície dos componentes torneados.
Propriedades críticas dos materiais para torneamento de precisão
Ao selecionar materiais para projectos de torneamento CNC de precisão, é essencial compreender como as propriedades específicas afectam os resultados da maquinação. Descobri que considerar estas propriedades no início do processo de conceção ajuda a evitar modificações dispendiosas mais tarde.
Índice de maquinabilidade e seu significado
O maquinabilidade3 de um material refere-se à facilidade com que pode ser cortado para obter o acabamento superficial e a precisão dimensional pretendidos. Os materiais com índices de maquinabilidade elevados requerem menos potência, apresentam um menor desgaste da ferramenta e, normalmente, produzem melhores acabamentos de superfície. Na minha experiência no PTSMAKE, estabelecemos um sistema de classificação prático para comparar diferentes materiais:
| Tipo de material | Classificação de maquinabilidade (1-100) | Caraterísticas durante a viragem |
|---|---|---|
| Latão de corte livre | 90-100 | Excelente formação de aparas, desgaste mínimo da ferramenta |
| Alumínio 6061 | 80-90 | Forma aparas longas, excelente acabamento superficial |
| Aço macio | 60-70 | Forças de corte moderadas, bom acabamento |
| Inoxidável 304 | 40-50 | O trabalho endurece, requer uma configuração rígida |
| Ligas de titânio | 20-30 | Fraca condutividade térmica, pegajosa |
| Inconel 718 | 10-20 | Desgaste severo da ferramenta, quebra difícil de aparas |
Dureza e o seu efeito nas operações de torneamento
A dureza do material tem um impacto direto na seleção de ferramentas, velocidades de corte e tolerâncias alcançáveis. Os materiais mais duros geralmente requerem:
- Ferramentas de corte de carboneto ou cerâmica em vez de aço rápido
- Velocidades de corte mais baixas para evitar a produção de calor excessivo
- Configurações de máquinas mais rígidas para minimizar a vibração
- Mudanças mais frequentes de ferramentas devido ao desgaste acelerado
Por exemplo, ao tornear aço endurecido (>45 HRC), normalmente reduzo as velocidades de corte em 40-50% em comparação com o mesmo material no estado recozido. Este ajuste, embora reduza a produtividade, é essencial para manter a precisão dimensional e a vida útil da ferramenta.
Propriedades térmicas: O desafio oculto
Muitos engenheiros ignoram o papel crítico que a condutividade térmica desempenha no torneamento de precisão. Os materiais com fraca condutividade térmica (como o titânio e o aço inoxidável) concentram o calor na interface de corte, conduzindo a..:
- Desgaste acelerado da ferramenta
- Expansão térmica da peça de trabalho durante a maquinagem
- Potenciais alterações microestruturais no material
- Estabilidade dimensional reduzida
Durante um projeto aeroespacial recente no PTSMAKE, tivemos de tornear componentes de titânio com tolerâncias de ±0,005 mm. A chave para o sucesso foi a implementação de estratégias de arrefecimento adequadas e a realização de múltiplas passagens de acabamento ligeiro para minimizar os efeitos térmicos.
Estratégias de torneamento específicas do material
Ligas de alumínio: Considerações sobre velocidade e acabamento de superfície
As ligas de alumínio são altamente maquináveis, mas apresentam desafios únicos. O seu elevado coeficiente de expansão térmica (aproximadamente 2,3 × 10^-5 por °C) significa que as dimensões podem mudar significativamente durante a maquinagem se o calor não for gerido corretamente. Ao tornear alumínio no PTSMAKE, implementei estas melhores práticas:
- Utilizar arestas de corte polidas para evitar a acumulação de material
- Aplicar velocidades de corte mais elevadas (normalmente 300-500 m/min)
- Utilizar líquido de arrefecimento por inundação para manter a estabilidade dimensional
- Selecionar as geometrias de ferramenta adequadas para gerir as limalhas longas e fibrosas
Aço inoxidável: Combate ao endurecimento por trabalho
Os aços inoxidáveis austeníticos (como o 304 e o 316) são conhecidos por endurecerem durante as operações de torneamento. Este fenómeno cria uma camada endurecida que acelera o desgaste da ferramenta e compromete o acabamento da superfície. A minha abordagem inclui:
- Manter um contacto de corte contínuo para evitar que a ferramenta roce a camada endurecida
- Utilizar taxas de avanço mais elevadas com profundidades de corte moderadas
- Seleção de ferramentas de corte com ângulos de inclinação positivos para reduzir as forças de corte
- Aplicação de um caudal de refrigerante consistente para gerir a produção de calor
Ligas exóticas: O derradeiro desafio da precisão
Materiais como Inconel, Hastelloy e ligas de titânio exigem estratégias de torneamento especializadas. Estes materiais combinam uma baixa condutividade térmica com uma elevada retenção de resistência a temperaturas elevadas, criando grandes desafios para o torneamento de precisão.
Para estes materiais, tenho tido sucesso com:
- Configurações de máquinas rígidas com saliência mínima
- Seleção de tecnologias avançadas de revestimento para ferramentas de corte
- Implementação de sistemas de refrigeração de alta pressão (70+ bar)
- Utilização de velocidades de corte mais baixas com taxas de avanço consistentes
- Realização de inspecções regulares durante o processo para detetar desvios dimensionais
Ao compreender estes requisitos específicos dos materiais, conseguimos consistentemente tolerâncias de ±0,01mm mesmo nas ligas exóticas mais difíceis.
Que acabamentos de superfície estão disponíveis para peças torneadas CNC de precisão?
Já alguma vez recebeu peças torneadas CNC de precisão que pareciam perfeitas mas que não satisfaziam os seus requisitos funcionais? Ou talvez tenha tido dificuldade em comunicar exatamente qual o acabamento de superfície necessário para a sua aplicação? A diferença entre o sucesso e o fracasso em muitos projectos de engenharia resume-se muitas vezes a estes detalhes de superfície aparentemente pequenos.
Os acabamentos de superfície para peças torneadas CNC de precisão incluem o acabamento como maquinado, jato de grânulos, anodização, revestimento em pó, galvanoplastia, polimento e escovagem. Cada acabamento serve objectivos funcionais e estéticos específicos, afectando propriedades como a resistência à corrosão, as caraterísticas de desgaste, o aspeto e a interação das peças.

Tipos de acabamentos de superfície para peças torneadas em CNC
Quando se trata de peças torneadas CNC de precisão, o acabamento da superfície é muito mais do que apenas aparência. Tem um impacto direto na funcionalidade, durabilidade e desempenho do componente. Na PTSMAKE, oferecemos várias opções de acabamento de superfície para atender a diferentes requisitos da indústria.
Acabamento como maquinado
O acabamento como maquinado é o acabamento de superfície mais básico para peças torneadas CNC. É o que se obtém diretamente após o processo de maquinagem sem qualquer tratamento adicional. Este acabamento apresenta normalmente marcas de ferramentas visíveis e tem um valor de rugosidade superficial (Ra) que varia entre 0,8 e 3,2 micrómetros, dependendo dos parâmetros de corte utilizados.
As vantagens do acabamento como maquinado incluem:
- Relação custo-eficácia (não é necessário processamento adicional)
- Adequado para superfícies não críticas ou prototipagem
- Prazos de entrega mais rápidos
No entanto, os acabamentos como maquinados podem não ser adequados para peças que exijam propriedades de fricção específicas, resistência à corrosão ou apelo estético.
Jateamento de esferas e jateamento de mídia
A decapagem com grânulos é um processo em que pequenos meios esféricos (normalmente grânulos de vidro) são projectados a alta pressão contra a superfície da peça. Isto cria um acabamento uniforme e mate que remove eficazmente as marcas de ferramentas e as pequenas imperfeições da superfície.
A decapagem com granalha utiliza diferentes materiais, como óxido de alumínio, carboneto de silício ou plástico, para obter várias texturas de superfície. A escolha do material afecta o acabamento final e rugosidade da superfície4.
O jato de areia é particularmente útil para:
- Criar uma aparência consistente em todas as superfícies
- Remoção de rebarbas e arestas afiadas
- Preparação de superfícies para revestimentos ou outros acabamentos
- Criar uma superfície difusora de luz
Opções de revestimento de superfície
Anodização (para alumínio)
A anodização é um processo eletroquímico que converte a superfície do alumínio numa camada de óxido durável e resistente à corrosão. Na PTSMAKE, oferecemos anodização Tipo II (padrão) e Tipo III (dura), com várias opções de cores.
As vantagens incluem:
- Maior resistência à corrosão
- Resistência ao desgaste melhorada
- Isolamento elétrico
- Apelo estético com opções de cor
Revestimento em pó
O revestimento em pó envolve a aplicação de um pó seco de fluxo livre na superfície do metal e, em seguida, a sua cura sob calor. Isto cria um acabamento resistente e protetor que é mais espesso do que a tinta convencional.
Principais vantagens:
- Excelente durabilidade e resistência ao impacto
- Vasta gama de cores e texturas
- Boa resistência química
- Amigo do ambiente (sem solventes)
Galvanoplastia
A galvanoplastia deposita uma fina camada de metal na superfície da peça através de um processo eletroquímico. Os materiais de galvanoplastia mais comuns incluem o níquel, o crómio, o zinco, o ouro e a prata.
Cada material de revestimento oferece vantagens específicas:
| Material de revestimento | Benefícios primários | Aplicações típicas |
|---|---|---|
| Níquel | Resistência à corrosão, dureza | Automóvel, eletrónica |
| Cromado | Resistência ao desgaste, baixa fricção | Componentes mecânicos, peças decorativas |
| Zinco | Proteção anticorrosiva rentável | Fixadores, componentes estruturais |
| Ouro | Excelente condutividade, resistência à corrosão | Eletrónica, conectores |
| Prata | Condutividade eléctrica superior | Eletrónica de alto desempenho |
Métodos de acabamento mecânico
Polimento
O polimento utiliza abrasivos progressivamente mais finos para criar uma superfície lisa e reflectora. Podemos obter vários níveis de polimento, desde um acabamento acetinado até um aspeto espelhado. O polimento é ideal para peças em que:
- A aparência estética é fundamental
- É necessário um atrito reduzido
- É necessário um controlo dimensional preciso
- A limpeza é importante (menos suscetível de reter contaminantes)
Escovagem e acabamento direcional
A escovagem cria um acabamento acetinado unidirecional com linhas finas e paralelas. Este acabamento é simultaneamente funcional e decorativo, sendo frequentemente utilizado em:
- Produtos de consumo
- Componentes arquitectónicos
- Dispositivos médicos
- Equipamento de processamento de alimentos
A textura controlada da superfície disfarça pequenos riscos e impressões digitais, mantendo um aspeto profissional.
Tratamentos químicos
Passivação (para aço inoxidável)
A passivação é um processo químico que melhora a resistência natural à corrosão do aço inoxidável, removendo o ferro livre da superfície e promovendo a formação de uma camada protetora de óxido.
As vantagens incluem:
- Resistência à corrosão melhorada
- Sem alterações dimensionais
- Remoção de contaminantes da superfície
Óxido preto (para aço carbono)
O óxido negro é um revestimento de conversão que cria um aspeto negro e oferece uma modesta proteção contra a corrosão. É apreciado por:
- Manutenção da precisão dimensional (revestimento extremamente fino)
- Minimizar a reflexão da luz
- Melhorar o contraste visual
- Proporciona uma proteção ligeira contra a corrosão
Seleção do acabamento de superfície correto
Ao escolher um acabamento de superfície para peças torneadas CNC de precisão, considere estes factores:
- Requisitos funcionais (resistência à corrosão, propriedades de desgaste, caraterísticas de fricção)
- Exposição ambiental (interior/exterior, produtos químicos, temperaturas extremas)
- Requisitos estéticos
- Restrições orçamentais
- Normas ou especificações do sector
- Requisitos de montagem (encaixe com outros componentes)
Na PTSMAKE, trabalho em estreita colaboração com os clientes para recomendar o acabamento de superfície mais adequado com base nas suas necessidades específicas de aplicação. Por exemplo, para componentes aeroespaciais, podemos sugerir anodização para peças de alumínio ou passivação para peças de aço inoxidável para garantir um desempenho ótimo em ambientes exigentes.
Lembre-se de que a seleção do acabamento da superfície deve ocorrer no início do processo de conceção. Esta consideração antecipada ajuda a evitar redesenhos ou modificações dispendiosas mais tarde e garante que as suas peças torneadas CNC cumprem os requisitos funcionais e estéticos.
Como melhorar o controlo de qualidade em projectos de torneamento CNC de precisão?
Já alguma vez recebeu peças torneadas de precisão que não correspondiam exatamente às suas especificações, apesar de ter investido recursos significativos? Está cansado da frustração quando os problemas de qualidade surgem apenas depois de a produção estar concluída, levando a retrabalho e atrasos dispendiosos?
O controlo de qualidade eficaz no torneamento CNC de precisão não se resume à inspeção - é uma abordagem abrangente que começa com a conceção e continua até à entrega. Ao implementar medidas estratégicas de qualidade em todo o seu processo de produção, pode reduzir significativamente os defeitos, mantendo a eficiência.

A base do controlo de qualidade no torneamento CNC
O controlo de qualidade em projectos de torneamento CNC de precisão requer uma abordagem sistemática. Na PTSMAKE, desenvolvi processos de controlo de qualidade que abordam tanto a prevenção como a deteção.
Estabelecimento de normas de qualidade claras
O primeiro passo em qualquer sistema de controlo de qualidade é definir o que significa "qualidade" para o seu projeto específico. Isto envolve:
- Desenhos técnicos pormenorizados com GD&T (Dimensionamento Geométrico e Tolerância) adequados
- Especificações de materiais e requisitos de acabamento de superfícies
- Dimensões críticas identificadas com tolerâncias adequadas
- Caraterísticas especiais que requerem uma atenção acrescida
Quando recebemos projectos nas nossas instalações, analisamos imediatamente essas especificações com a nossa equipa de engenharia. Esta análise colaborativa ajuda a identificar potenciais desafios de fabrico antes do início da produção.
Implementação da inspeção durante o processo
O controlo de qualidade tradicional baseia-se frequentemente na inspeção final. Embora esta inspeção detecte defeitos, não os evita. Controlo Estatístico do Processo5 oferece uma abordagem mais proactiva:
- Amostragem regular durante os ciclos de produção
- Medição de dimensões críticas em intervalos pré-determinados
- Acompanhamento das variações do processo para identificar tendências antes que se tornem problemas
- Ação corretiva imediata quando as medições se desviam para os limites de tolerância
Esta abordagem ajudou-nos a reduzir as taxas de refugo em quase 30% nas nossas operações de torneamento CNC.
Tecnologias de medição avançadas
A eficácia do controlo de qualidade depende em grande medida da precisão e eficiência da medição.
Integração da CMM (Máquina de Medição por Coordenadas)
As modernas máquinas de medição por coordenadas oferecem uma precisão excecional para geometrias complexas:
- Medição automatizada de múltiplas dimensões
- Redução de erros do operador
- Capacidades de elaboração de relatórios digitais para análise de tendências
- Tempos de inspeção mais rápidos para produção de grandes volumes
Para componentes cilíndricos com tolerâncias apertadas, as CMMs revelam-se inestimáveis na verificação de dimensões que podem ser difíceis com métodos manuais.
Sistemas de visão para deteção de defeitos de superfície
Os defeitos de superfície podem ser particularmente problemáticos no torneamento de precisão. Os sistemas de visão avançados ajudam a detetar:
- Riscos microscópicos
- Marcas de ferramentas
- Incoerências materiais
- Desvios de acabamento
Estes sistemas captam imagens de alta resolução que revelam defeitos invisíveis a olho nu, especialmente importantes para componentes com requisitos de superfície críticos.
Sistemas de documentação da qualidade
A documentação constitui a espinha dorsal de um controlo de qualidade eficaz. Eis o que eu recomendo implementar:
Sistemas de gestão da qualidade digital
Os sistemas de qualidade em papel estão cada vez mais desactualizados. Os sistemas digitais oferecem:
| Benefício | Descrição |
|---|---|
| Rastreabilidade | Acompanhar as peças em todas as fases da produção |
| Análise de dados | Identificar problemas recorrentes através de dados históricos |
| Acessibilidade | Acesso imediato de todas as partes interessadas aos registos de qualidade |
| Consistência | Documentação normalizada em todos os projectos |
A nossa transição para a gestão digital da qualidade reduziu o nosso tempo de resposta a problemas de qualidade em 65%.
Protocolo de Inspeção do Primeiro Artigo (FAI)
A FAI é a pedra angular da validação da qualidade da produção:
- Inspeção completa da primeira peça produzida em relação a todas as especificações
- Documentação pormenorizada de todas as medições
- Processo de aprovação que envolve as equipas de qualidade e de engenharia
- Estabelecimento da base de referência para a produção subsequente
Insisto sempre numa FAI completa antes de aprovar séries completas de produção. Este passo único evitou que inúmeros problemas de qualidade chegassem à produção em volume.
Gestão da qualidade dos fornecedores
Para componentes que requerem processamento ou materiais externos, a qualidade do fornecedor tem um impacto direto no seu produto final.
Processo de qualificação do fornecedor
Desenvolver um sistema sólido para qualificar os fornecedores:
- Avaliações de capacidade no local
- Avaliação de amostras antes da adjudicação de contratos
- Expectativas claras de qualidade documentadas em acordos
- Avaliações regulares do desempenho
Na PTSMAKE, mantemos um sistema de fornecedores hierarquizados com base no desempenho de qualidade, sendo que apenas os fornecedores de primeira linha são utilizados para os nossos componentes mais críticos.
Inspeção de entrada de material
Mesmo com fornecedores qualificados, a verificação continua a ser essencial:
- Planos de amostragem baseados no desempenho histórico do fornecedor
- Verificação da certificação dos materiais
- Controlo dimensional de elementos críticos
- Verificação do tratamento de superfície, quando aplicável
Esta abordagem proporciona um sistema de alerta precoce para os problemas de qualidade da cadeia de abastecimento antes que estes afectem a sua produção.
Formação e melhoria contínua
Os sistemas de qualidade são tão eficazes quanto as pessoas que os implementam.
Programas de formação de operadores
Investir numa formação abrangente:
- Competências técnicas específicas do torneamento de precisão
- Normalização da técnica de medição
- Formação de sensibilização para a qualidade
- Metodologias de resolução de problemas
Os nossos operadores passam por uma recertificação anual em técnicas de medição, garantindo a consistência entre turnos e reduzindo as variações de interpretação.
Análise da causa raiz e ação corretiva
Quando ocorrem problemas de qualidade, a resposta determina se estes se vão repetir:
- Investigação exaustiva das causas dos defeitos
- Aplicação de medidas corretivas
- Verificação da eficácia
- Normalização de melhorias em processos semelhantes
Esta abordagem disciplinada transforma os problemas de qualidade em oportunidades de melhoria do sistema.
Ao implementar estas estratégias de controlo de qualidade nos seus projectos de torneamento CNC de precisão, não só reduzirá os defeitos como também melhorará a eficiência e a satisfação do cliente. Lembre-se que a qualidade não é um departamento de inspeção - é uma abordagem abrangente que envolve todos os aspectos do seu processo de produção.
O papel do controlo de qualidade no torneamento CNC de precisão?
Já alguma vez recebeu peças maquinadas que pareciam óptimas mas que falharam durante a montagem ou o teste? Ou talvez já tenha experimentado a frustração de lotes inconsistentes em que alguns componentes funcionam na perfeição enquanto outros não encaixam? Os problemas de qualidade podem fazer descarrilar projectos, atrasar lançamentos e, em última análise, prejudicar a sua reputação junto dos clientes.
O controlo de qualidade no torneamento CNC de precisão não é apenas um ponto de verificação final - é um processo abrangente integrado em todo o fabrico. Desde a verificação do material até à inspeção final, os protocolos de CQ eficazes asseguram que os componentes cumprem as especificações exactas, funcionam de forma fiável e mantêm a consistência em todos os ciclos de produção.

Os fundamentos do controlo de qualidade no torneamento CNC
O controlo de qualidade no torneamento CNC de precisão envolve vários processos interligados concebidos para identificar e evitar defeitos. Ao contrário do que muitas pessoas pensam, o controlo de qualidade não se limita à inspeção de peças acabadas. Começa com a seleção das matérias-primas e continua ao longo de todas as etapas do processo de fabrico.
Na PTSMAKE, desenvolvemos um sistema de gestão de qualidade abrangente que aborda cada ponto crítico do processo de torneamento CNC. Este sistema ajuda-nos a manter uma qualidade consistente em milhares de peças, reduzindo o desperdício e os custos de produção para os nossos clientes.
Medidas de qualidade da pré-produção
Antes de iniciar qualquer operação de torneamento, devem ser efectuados vários controlos de qualidade:
- Verificação de materiais: Testar as matérias-primas para confirmar que cumprem as normas especificadas e têm as caraterísticas adequadas propriedades metalúrgicas6.
- Validação da programação: Revisão dos programas CNC quanto à sua exatidão e eficácia.
- Preparação de ferramentas: Assegurar que todas as ferramentas de corte estão corretamente preparadas e calibradas.
- Calibração de máquinas: Verificar se as máquinas CNC estão corretamente calibradas para o trabalho específico.
Estas medidas de pré-produção previnem os problemas antes que eles ocorram, poupando tempo e recursos. Já vi projectos em que saltar estes passos resultou na eliminação de lotes inteiros - uma lição dispendiosa que reforça a importância do controlo de qualidade proactivo.
Técnicas de controlo de qualidade durante o processo
Durante a produção, a monitorização contínua ajuda a manter a qualidade:
Controlo Estatístico do Processo (SPC)
O SPC utiliza métodos estatísticos para monitorizar e controlar um processo. Ao recolher dados em intervalos regulares durante a produção, podemos:
- Detetar tendências antes que se tornem problemas
- Manter a estabilidade do processo
- Reduzir a variação entre peças
Esta abordagem é particularmente valiosa para projectos de torneamento de precisão de grande volume em que a qualidade consistente é essencial.
Inspeção do primeiro artigo
A inspeção do primeiro artigo envolve testes exaustivos da primeira peça produzida numa série. Este passo crítico verifica se:
- O programa CNC está correto
- A configuração da máquina é exacta
- As ferramentas estão a funcionar corretamente
- A peça cumpre todas as especificações
Na PTSMAKE, documentamos minuciosamente as inspecções do primeiro artigo, fornecendo aos clientes relatórios detalhados que aumentam a confiança no processo de produção.
Amostragem em processo
A recolha regular de amostras ao longo da produção ajuda a identificar eventuais desvios de qualidade. A frequência da amostragem depende de vários factores:
| Volume de produção | Taxa de amostragem típica | Método de inspeção |
|---|---|---|
| Baixa (menos de 100 unidades) | 10-20% | Visual e dimensional |
| Médio (100-1.000 unidades) | 5-10% | Dimensional e funcional |
| Elevado (mais de 1.000 unidades) | 1-5% | Amostragem estatística com CMM |
Tecnologias avançadas de inspeção
O controlo de qualidade moderno para o torneamento CNC de precisão utiliza tecnologias de medição sofisticadas:
Máquinas de medição por coordenadas (CMM)
As máquinas de medição por coordenadas fornecem uma inspeção dimensional extremamente precisa, utilizando uma sonda para medir pontos na superfície de uma peça. Estas máquinas podem:
- Medir caraterísticas com uma precisão de 0,001 mm
- Criar relatórios de inspeção detalhados
- Comparar resultados diretamente com modelos CAD
- Identificar desvios que seriam impossíveis de detetar manualmente
Sistemas de visão
Os sistemas de visão automatizados utilizam câmaras e software para inspecionar peças de forma rápida e consistente. Eles se destacam em:
- Inspeção do acabamento da superfície
- Deteção de defeitos visuais
- Inspeção da linha
- Seleção de alta velocidade com base em critérios visuais
Ensaio de rugosidade da superfície
A qualidade da superfície é fundamental para muitos componentes torneados com precisão. Os profilómetros modernos podem:
- Medir a rugosidade da superfície em Ra, Rz e outros parâmetros
- Criar perfis de superfície pormenorizados
- Verificar a conformidade com os requisitos de acabamento da superfície
Documentação e rastreabilidade
O controlo de qualidade não está completo sem uma documentação adequada. Para o torneamento CNC de precisão, isto inclui:
- Certificados de materiais: Documentação da composição e das propriedades dos materiais
- Documentação do processo: Registos de todas as etapas e parâmetros de fabrico
- Relatórios de inspeção: Medições pormenorizadas e resultados de ensaios
- Relatórios de não-conformidade: Documentação de quaisquer problemas e sua resolução
- Rastreabilidade do lote: Sistemas para acompanhar os componentes desde a matéria-prima até à expedição
Nas aplicações aeroespaciais, médicas e de defesa, esta documentação não é apenas uma boa prática - é muitas vezes um requisito regulamentar. O nosso sistema de qualidade PTSMAKE mantém registos completos que proporcionam paz de espírito aos clientes destas indústrias exigentes.
Desafios comuns de qualidade no torneamento de precisão
Mesmo com sistemas de qualidade robustos, surgem frequentemente alguns desafios:
Problemas de precisão dimensional
A manutenção de tolerâncias apertadas (frequentemente inferiores a ±0,005 mm) exige uma abordagem:
- Expansão térmica durante a maquinagem
- Compensação do desgaste da ferramenta
- Rigidez e vibração da máquina
- Comportamento do material durante o corte
Preocupações com o acabamento da superfície
A obtenção de acabamentos de superfície específicos requer o controlo de:
- Seleção e estado das ferramentas de corte
- Avanços e velocidades de corte
- Aplicação do líquido de refrigeração
- Propriedades dos materiais
Desafios específicos do material
Diferentes materiais apresentam desafios de qualidade únicos:
- Aço inoxidável: A tendência para endurecer requer estratégias de corte específicas
- Alumínio: Os materiais mais macios podem deformar-se durante a fixação
- Titânio: A acumulação de calor pode afetar a estabilidade dimensional
- Plásticos: Consistência do material e sensibilidade à temperatura
Melhoria contínua dos sistemas de qualidade
Os melhores sistemas de controlo de qualidade nunca são estáticos. No PTSMAKE, aperfeiçoamos continuamente as nossas abordagens através de:
- Análise da causa raiz: Investigação de quaisquer problemas de qualidade para evitar que se repitam
- Calibração regular: Manutenção da exatidão do equipamento de medição
- Formação do pessoal: Garantir que o pessoal da qualidade possui as competências e os conhecimentos actuais
- Integração tecnológica: Implementação de novas tecnologias de inspeção e controlo
- Integração do feedback do cliente: Utilizar os contributos dos clientes para melhorar os processos
Este compromisso com a melhoria permitiu-nos atingir níveis de qualidade excepcionais, mantendo preços competitivos - provando que a qualidade e a eficiência podem andar de mãos dadas quando geridas corretamente.
Como garantir o controlo de qualidade nos processos de torneamento CNC de precisão?
Já alguma vez recebeu peças torneadas de precisão que não cumpriam as suas especificações? Ou pior, descobriu problemas de qualidade apenas depois de os componentes terem sido montados no seu produto final? Estas situações não só causam atrasos como podem devastar os prazos e orçamentos dos projectos quando os componentes críticos falham.
O controlo de qualidade no torneamento CNC de precisão não é apenas uma etapa de fabrico - é uma metodologia abrangente que garante consistência, precisão e fiabilidade em todo o processo de produção. Os sistemas de CQ eficazes combinam protocolos de inspeção rigorosos, documentação adequada, controlo estatístico de processos e melhoria contínua para fornecer peças que cumprem ou excedem consistentemente as especificações.

A base do controlo de qualidade no torneamento CNC
O controlo de qualidade no torneamento CNC de precisão começa muito antes da primeira lasca ser cortada. Na PTSMAKE, desenvolvemos uma abordagem abrangente que integra considerações de qualidade em todas as fases da produção. A base de um controlo de qualidade eficaz assenta em três pilares fundamentais: prevenção, monitorização e correção.
A prevenção centra-se na eliminação de potenciais problemas antes que estes ocorram. Isto inclui revisões completas do projeto, verificação de materiais e validação de processos. A monitorização envolve uma avaliação contínua durante a produção, utilizando verificações durante o processo e métodos estatísticos. A correção aborda rapidamente quaisquer desvios e implementa melhorias sistemáticas para evitar a recorrência.
Preparações de qualidade pré-produção
Antes de iniciar qualquer trabalho de torneamento CNC, devem ser implementadas várias medidas críticas de qualidade:
- Análise da conceção para a capacidade de fabrico (DFM): Revisão de desenhos de peças para identificar potenciais desafios de fabrico que possam afetar a qualidade.
- Verificação da certificação de materiais: Assegurar que as matérias-primas cumprem os requisitos especificados e possuem a documentação correta.
- Seleção e verificação de ferramentas: Seleção de ferramentas de corte adequadas aos requisitos específicos do material e da geometria.
- Planeamento da inspeção do primeiro artigo: Estabelecimento de procedimentos de inspeção detalhados para as primeiras peças produzidas.
A nossa equipa de engenharia efectua sempre uma análise DFM exaustiva para identificar caraterísticas que possam causar instabilidade dimensional7 ou outros problemas de qualidade. Esta abordagem proactiva evita muitos problemas antes que eles ocorram.
Técnicas de monitorização da qualidade durante o processo
A manutenção da qualidade durante a produção exige um controlo vigilante. As técnicas mais eficazes incluem:
Controlo Estatístico do Processo (SPC)
O SPC envolve a recolha e análise de dados do processo de maquinação para identificar tendências e potenciais problemas antes que estes resultem em peças defeituosas. As principais métricas a monitorizar incluem:
- Gráficos de controlo para dimensões críticas
- Monitorização do desgaste da ferramenta
- Análise de vibrações
- Estabilidade térmica
Sistemas de Inspeção Automatizados
Os modernos centros de torneamento CNC podem incorporar capacidades de inspeção em linha que fornecem feedback em tempo real sobre a qualidade das peças:
- Sondas tácteis para verificação dimensional
- Sistemas de visão para inspeção de superfícies
- Medição laser para uma validação precisa da geometria
Protocolos de inspeção dos operadores
Apesar dos avanços tecnológicos, os operadores qualificados continuam a ser essenciais para o controlo de qualidade. Um protocolo de inspeção estruturado pode incluir:
| Ponto de Inspeção | Frequência | Método | Documentação |
|---|---|---|---|
| Dimensões críticas | A cada 5 partes | Micrómetro/calibrador | Registo digital de medições |
| Acabamento da superfície | Cada 10ª parte | Visual + testador de rugosidade | Lista de controlo de qualidade |
| Qualidade da linha | Cada parte | Medidor Go/No-go | Registo de aprovação/reprovação |
| Tolerâncias geométricas | Primeira e última parte do lote | CMM | Relatório de inspeção |
Verificação da qualidade pós-produção
Após a conclusão da maquinação, os protocolos de inspeção abrangentes garantem que as peças acabadas cumprem todas as especificações antes do envio.
Métodos de inspeção final
A verificação da qualidade final envolve normalmente uma combinação de técnicas:
- Inspeção dimensional: Utilização de equipamentos de medição de precisão, como máquinas de medição por coordenadas, comparadores ópticos e micrómetros.
- Análise do acabamento da superfície: Utilização de perfilómetros e inspeção visual sob iluminação adequada.
- Testes funcionais: Quando aplicável, testar as peças em condições operacionais simuladas.
- Verificação de materiais: Realização de ensaios de dureza e outras avaliações não destrutivas.
Para aplicações de alta precisão, as salas de inspeção com temperatura controlada são essenciais. No PTSMAKE, a nossa área de inspeção é mantida a uma temperatura constante de 20°C (68°F) para eliminar problemas de expansão térmica que possam afetar a precisão da medição.
Documentação e rastreabilidade
Uma documentação exaustiva constitui a espinha dorsal de um controlo de qualidade eficaz:
- Relatórios de inspeção: Registos pormenorizados de todas as medições e resultados dos ensaios.
- Certificados de materiais: Documentação da composição e das propriedades dos materiais.
- Parâmetros do processo: Registos das regulações das máquinas, das ferramentas de corte e dos dispositivos de fixação utilizados.
- Relatórios de não-conformidade: Documentação de quaisquer desvios e sua resolução.
Esta documentação não só serve como prova de qualidade, mas também fornece dados valiosos para esforços de melhoria contínua e rastreabilidade, caso surjam problemas mais tarde.
Implementação da melhoria contínua
O controlo da qualidade não é estático - tem de evoluir continuamente. As estratégias de melhoria eficazes incluem:
- Análise da causa raiz: Investigar sistematicamente as causas subjacentes a quaisquer problemas de qualidade.
- Planos de ação corretiva: Desenvolvimento de medidas específicas e mensuráveis para resolver os problemas identificados.
- Acções preventivas: Implementação de alterações em todo o sistema para evitar problemas semelhantes.
- Auditorias regulares de processos: Realização de revisões exaustivas de todos os procedimentos de qualidade.
Descobri que a implementação de "círculos de qualidade" regulares - reuniões de equipas multifuncionais centradas especificamente na melhoria da qualidade - permite avanços significativos nos nossos processos de torneamento. Estas sessões de colaboração ajudam a identificar problemas subtis que, de outra forma, poderiam passar despercebidos.
Tecnologia e ferramentas para um controlo de qualidade moderno
A tecnologia avançada transformou o controlo de qualidade no torneamento CNC de precisão:
Máquinas de medição por coordenadas (CMMs)
As máquinas de medição por coordenadas fornecem uma verificação dimensional abrangente com uma precisão extremamente elevada. Os sistemas modernos podem:
- Medir automaticamente centenas de caraterísticas
- Gerar relatórios de inspeção detalhados
- Comparar resultados diretamente com modelos CAD
- Identificar tendências nos ciclos de produção
Sistemas de visão
Os sistemas de medição ótica são excelentes:
- Inspeção rápida de perfis complexos
- Verificação do estado do pavimento
- Deteção de defeitos mínimos
- Medição sem contacto de caraterísticas delicadas
Sistemas de gestão de dados
Os sistemas de gestão de dados de qualidade permitem:
- Controlo em tempo real da qualidade da produção
- Análise estatística em vários postos de trabalho
- Identificação de tendências a longo prazo
- Documentação para conformidade ISO
Na PTSMAKE, integrámos estas tecnologias num sistema unificado de gestão da qualidade que proporciona visibilidade em tempo real dos nossos processos de torneamento, permitindo-nos manter uma qualidade consistente mesmo nas aplicações mais exigentes.
Quais são os prazos de entrega das encomendas de torneamento CNC de precisão?
Já alguma vez deu por si a correr contra o relógio, esperando desesperadamente por componentes críticos torneados em CNC que lhe foram prometidos "o mais rapidamente possível"? Ou talvez tenha experimentado a frustração de estimativas de entrega vagas que deixam o seu calendário de produção no limbo?
Os prazos de entrega para encomendas de torneamento CNC de precisão variam normalmente entre 1-3 dias para protótipos simples e 4-6 semanas para séries de produção complexas. Os factores que afectam estes prazos incluem a complexidade da peça, a seleção do material, a quantidade da encomenda, os requisitos de acabamento e a capacidade atual da oficina.

Factores que influenciam os tempos de execução do torneamento CNC
Compreender os elementos que afectam os prazos de entrega ajuda-o a planear os seus projectos de forma mais eficaz. Na minha experiência de trabalho com milhares de projectos de fabrico de precisão, vários factores-chave influenciam consistentemente a rapidez com que as suas peças torneadas podem ser entregues.
Disponibilidade e preparação de materiais
O material que seleciona para o seu projeto de torneamento CNC tem um impacto significativo no tempo de execução. Materiais padrão como alumínio 6061, latão C360 ou aço inoxidável 303 são normalmente armazenados pela maioria das lojas e estão prontos para uso imediato. No entanto, materiais especiais como o Inconel, ligas de titânio ou polímeros plásticos específicos requerem frequentemente a encomenda a fornecedores, acrescentando 3-7 dias ao seu prazo de execução.
A preparação do material também desempenha um papel importante. Por exemplo, na PTSMAKE, mantemos um extenso inventário de materiais comuns para minimizar os atrasos, mas mesmo nós precisamos ocasionalmente de obter ligas especiais para aplicações únicas.
Complexidade das peças
A complexidade da peça está diretamente relacionada com o tempo de programação e maquinação. Uma peça cilíndrica simples com caraterísticas básicas pode ser programada em menos de uma hora, enquanto as geometrias complexas com tolerâncias apertadas, paredes finas ou caraterísticas intrincadas podem exigir dias de programação e tempo de configuração.
Considere estes níveis de complexidade e o seu impacto nos prazos de entrega:
| Nível de complexidade | Caraterísticas | Acréscimo típico de tempo de execução |
|---|---|---|
| Simples | Formas cilíndricas básicas, poucas caraterísticas | Impacto mínimo |
| Moderado | Vários diâmetros, furos, ranhuras | 1-3 dias de adição |
| Complexo | Tolerâncias apertadas, roscagem, paredes finas | Adição de 3-7 dias |
| Avançado | Múltiplas configurações, requisitos de 5 eixos, pormenores complexos | Adição de 7-14 dias |
Quantidade da encomenda e tamanho do lote
A relação entre quantidade e prazo de entrega nem sempre é linear. Para pequenas quantidades (1-10 peças), o tempo de preparação domina frequentemente o prazo de entrega global. À medida que as quantidades aumentam, o tempo de maquinação torna-se o fator principal.
Curiosamente, os tamanhos médios dos lotes (50-500 unidades) representam frequentemente o ponto ideal para a eficiência no torneamento CNC. Quando as quantidades excedem certos limites, considerações adicionais como desgaste da ferramenta8 e o planeamento da capacidade das máquinas tornam-se factores importantes.
Requisitos de pós-processamento
Quaisquer operações secundárias após o processo de torneamento inicial aumentarão os prazos de entrega. As etapas comuns de pós-processamento incluem:
- Tratamento térmico: Acrescenta 2-5 dias
- Acabamento de superfícies (anodização, galvanização, pintura): Acrescenta 3-7 dias
- Inspeção e certificação da qualidade: Acresce 1-3 dias
- Requisitos de embalagem personalizada: Acresce 1-2 dias
No PTSMAKE, optimizámos o nosso fluxo de trabalho para realizar muitas destas operações em paralelo e não sequencialmente, o que ajuda a minimizar o impacto cumulativo nos prazos de entrega.
Expectativas realistas de prazos de execução por tipo de projeto
Prototipagem (1-10 peças)
Para peças de protótipos simples que utilizem materiais facilmente disponíveis, é de esperar:
- Desenhos simples: 1-3 dias úteis
- Complexidade moderada: 3-5 dias úteis
- Desenhos complexos: 5-10 dias úteis
O nível de prioridade da sua encomenda pode ter um impacto significativo nestes prazos. Muitas lojas, incluindo a nossa, oferecem serviços expeditos para protótipos críticos, por vezes entregando peças em 24 horas, embora normalmente a preços mais elevados.
Pequenas séries de produção (10-100 peças)
As pequenas séries de produção seguem geralmente estes prazos:
- Desenhos simples: 3-7 dias úteis
- Complexidade moderada: 7-14 dias úteis
- Desenhos complexos: 2-3 semanas
A este nível de quantidade, o rácio tempo de preparação/produção começa a equilibrar-se, tornando o custo por peça mais económico, mantendo ao mesmo tempo tempos de execução relativamente rápidos.
Produção média a grande (mais de 100 peças)
Para quantidades de produção maiores:
- Desenhos simples: 2-3 semanas
- Complexidade moderada: 3-4 semanas
- Desenhos complexos: 4-6 semanas
Com encomendas maiores, o fornecimento de material torna-se mais crítico e o planeamento da capacidade da máquina desempenha um papel mais importante. No entanto, os custos por peça diminuem significativamente com estes volumes.
Estratégias para reduzir os prazos de entrega
Com base na minha experiência em ajudar os clientes a otimizar os seus fluxos de trabalho de fabrico, eis algumas abordagens práticas para reduzir os prazos de entrega do torneamento CNC:
Conceção para a capacidade de fabrico: Simplifique as geometrias sempre que possível, evite tolerâncias desnecessariamente apertadas e considere tamanhos de material padrão.
Fornecer documentação técnica completa: As especificações incompletas ou ambíguas conduzem a ciclos de clarificação morosos.
Considerar alternativas de materiais: Ser flexível na seleção de materiais pode ajudar a evitar atrasos no fornecimento de materiais especiais.
Planear antecipadamente o pós-processamento: Inclua os requisitos de acabamento no seu planeamento inicial em vez de os acrescentar mais tarde.
Desenvolver relações com fornecedores fiáveis: Na PTSMAKE, damos prioridade aos trabalhos de clientes habituais que efectuam um trabalho constante, encaixando frequentemente pedidos urgentes no nosso calendário de produção.
Melhores práticas de comunicação e planeamento
Uma comunicação clara com o seu fornecedor de torneamento CNC é essencial para expectativas realistas em termos de prazos de entrega. Ao solicitar orçamentos, certifique-se de que:
- Especifique as suas necessidades reais de entrega em vez de pedir simplesmente "ASAP"
- Comunicar as prioridades do projeto em caso de encomenda de várias peças
- Discutir opções para entregas parciais, se estas ajudarem o seu fluxo de produção
- Seja transparente sobre a sua aplicação final para ajudar a identificar potenciais oportunidades de otimização
Os projectos mais bem sucedidos que supervisionei na PTSMAKE envolveram clientes que partilharam o seu cronograma geral, permitindo-nos planear o processo de fabrico de forma a alinhar-se perfeitamente com os seus calendários de montagem.
O torneamento CNC de precisão consegue lidar com geometrias complexas e paredes finas?
Já alguma vez se deparou com a frustração de maquinar peças com detalhes intrincados ou caraterísticas delicadas? Aqueles momentos em que os seus projectos desafiam os limites tradicionais de fabrico e se questiona se o torneamento de precisão pode realmente proporcionar o que idealizou?
Sim, o torneamento CNC de precisão moderno pode lidar eficazmente com geometrias complexas e paredes finas. Com máquinas multi-eixo avançadas, ferramentas especializadas e técnicas de configuração adequadas, as operações de torneamento actuais podem produzir com sucesso componentes com caraterísticas complexas e espessuras de parede tão finas como 0,2 mm, mantendo tolerâncias apertadas.

Compreender as capacidades do torneamento CNC moderno
Quando se discutem geometrias complexas e componentes de paredes finas, é importante reconhecer até que ponto a tecnologia de torneamento CNC avançou. As operações de torneamento tradicionais estavam limitadas a formas cilíndricas simples, mas os actuais centros de torneamento CNC evoluíram drasticamente.
Os modernos tornos CNC multieixos combinam capacidades de torneamento e fresagem, permitindo a criação de geometrias incrivelmente complexas que anteriormente eram impossíveis apenas com o torneamento convencional. Estas máquinas apresentam frequentemente ferramentas activas, sub-fusos e movimento do eixo Y que expandem significativamente as suas capacidades para além das operações básicas de torneamento.
Na PTSMAKE, tenho testemunhado a transformação da tecnologia de torneamento ao longo dos anos. Os nossos centros de torneamento avançados podem lidar com componentes com perfis complexos, cortes inferiores, caraterísticas excêntricas e paredes extremamente finas sem comprometer a precisão dimensional ou a qualidade do acabamento da superfície.
Factores-chave que permitem a maquinagem de geometria complexa
Vários avanços tecnológicos tornaram possível o torneamento de geometria complexa:
Capacidades multieixos: Os modernos centros de torneamento CNC com 5 ou mais eixos oferecem a capacidade de abordar as peças de trabalho a partir de vários ângulos, permitindo contornos e caraterísticas complexas.
Ferramentas em tempo real: Isto permite operações de fresagem dentro da mesma configuração, eliminando a necessidade de operações secundárias e melhorando a precisão geral.
Sistemas CAD/CAM avançados: Estas soluções de software permitem aos programadores desenvolver percursos de ferramenta sofisticados que optimizam o engate da ferramenta e minimizam as forças de corte em caraterísticas delicadas.
Sistemas de monitorização de ferramentas: A monitorização em tempo real ajuda a detetar o desgaste da ferramenta ou potenciais falhas antes que estas danifiquem as secções de paredes finas.
Interpolação simultânea9: Esta técnica de programação avançada permite um movimento suave e contínuo da ferramenta em superfícies complexas.
Obtenção de um torneamento de parede fina bem sucedido
A produção de componentes de paredes finas através do torneamento CNC requer uma atenção especial a vários factores críticos. Com base na minha experiência na PTSMAKE, eis as principais considerações para um torneamento de paredes finas bem sucedido:
Considerações sobre a seleção de materiais
O material selecionado tem um impacto significativo na sua capacidade de obter paredes finas. Alguns materiais são mais adequados do que outros:
| Tipo de material | Espessura mínima prática da parede | Desafios |
|---|---|---|
| Ligas de alumínio | 0,2-0,3 mm | Trabalho sem deformação |
| Aço inoxidável | 0,3-0,5 mm | Gestão do calor, desgaste da ferramenta |
| Titânio | 0,4-0,6 mm | Concentração de calor, desgaste da ferramenta |
| Latão/Cobre | 0,2-0,3 mm | Formação de rebarbas, controlo de aparas |
| Plásticos de engenharia | 0,3-0,5 mm | Deflexão, sensibilidade ao calor |
Requisitos de ferramentas especializadas
A obtenção de paredes finas exige a otimização das ferramentas:
Arestas de corte afiadas: As ferramentas cegas criam forças de corte excessivas que podem desviar ou deformar paredes finas.
Ângulos de inclinação positivos: Reduzem as forças de corte e minimizam a deflexão da peça de trabalho.
Pequenos raios do nariz: Para pormenores complexos e cantos interiores apertados.
Geometria da ferramenta personalizada: Por vezes, as ferramentas padrão não são suficientes, sendo necessário conceber ferramentas personalizadas para caraterísticas específicas.
Estratégias de fixação para componentes delicados
Um dos maiores desafios no torneamento de paredes finas é a fixação correta da peça. Os mandris ou pinças normais podem facilmente deformar as peças de paredes finas. Eis as estratégias eficazes que utilizamos:
Mandíbulas macias personalizadas: Concebido para corresponder ao contorno exato da peça de trabalho, distribuindo uniformemente a pressão de aperto.
Suporte do mandril: Para a fixação interna de componentes tubulares de paredes finas.
Dispositivos de vácuo: Fornece uma força de retenção distribuída sem pontos de pressão concentrados.
Suporte do cabeçote móvel: Utilização de centros activos para uma maior estabilidade durante a maquinagem.
Maquinação sequencial: Remoção estratégica de material para manter a integridade estrutural durante todo o processo.
Técnicas avançadas de programação
A abordagem de programação é igualmente crucial para o sucesso do torneamento de paredes finas:
Passes de acabamento ligeiros: Minimização das forças de corte através de múltiplas passagens ligeiras em vez de cortes agressivos.
Parâmetros de corte optimizados: Velocidades e avanços ajustados para reduzir a vibração e a deflexão da peça de trabalho.
Direção de corte equilibrada: Direcções de corte alternadas para neutralizar as forças de deformação.
Otimização do percurso da ferramenta: Criação de percursos de ferramenta contínuos que minimizam a entrada e saída da ferramenta, reduzindo a carga de choque.
Aplicações e limitações do mundo real
Embora o torneamento CNC moderno seja incrivelmente capaz, é importante compreender as suas limitações práticas. Eis uma avaliação realista baseada na minha experiência:
Geometrias alcançáveis
O torneamento CNC é excelente na produção:
- Perfis cónicos com diâmetros variáveis
- Roscas externas e internas
- Rebaixos e ranhuras
- Superfícies contornadas com raios complexos
- Caraterísticas excêntricas (com ferramentas activas)
- Componentes cilíndricos ou tubulares de paredes finas
Limitações práticas
Apesar das capacidades avançadas, subsistem algumas limitações:
- As caraterísticas internas extremamente profundas podem ser de difícil acesso
- Paredes muito finas (inferiores a 0,2 mm) podem exigir métodos de fabrico alternativos
- Caraterísticas não redondas muito complexas podem exigir operações de fresagem adicionais
- Certos materiais com fraca maquinabilidade apresentam maiores desafios para aplicações de paredes finas
Na PTSMAKE, avaliamos cuidadosamente cada projeto para determinar se o torneamento de precisão é o método de fabrico ideal ou se existem abordagens alternativas que possam servir melhor os requisitos. Por vezes, uma abordagem híbrida que combine o torneamento com outros processos produz os melhores resultados para componentes particularmente complexos.
Que certificações garantem a fiabilidade dos serviços de torneamento CNC de precisão?
Já alguma vez recebeu peças torneadas de precisão que simplesmente não cumpriam as suas especificações? Ou pior, trabalhou com um fornecedor que alegou credenciais de qualidade mas entregou componentes de qualidade inferior que falharam durante a montagem ou utilização? Estas situações não só causam atrasos nos projectos, como também podem prejudicar a sua reputação junto dos clientes e das partes interessadas.
Ao selecionar um fornecedor de serviços de torneamento CNC, as certificações servem como indicadores cruciais de fiabilidade e garantia de qualidade. As certificações mais valiosas incluem a ISO 9001 para gestão da qualidade, a AS9100 para aplicações aeroespaciais, a ISO 13485 para dispositivos médicos e a IATF 16949 para componentes automóveis - todas elas verificam o compromisso de um fabricante para com a precisão consistente e o controlo do processo.

O significado das certificações de qualidade no torneamento CNC
As certificações de qualidade no torneamento CNC de precisão não são apenas distintivos de fantasia apresentados no sítio Web de uma empresa. Representam sistemas e processos estruturados que garantem uma qualidade e fiabilidade consistentes. Na minha experiência de trabalho com fabrico de precisão no PTSMAKE, vi como sistemas de certificação corretamente implementados transformam operações de meramente produtivas em consistentemente excelentes.
As certificações fornecem uma estrutura normalizada para processos de fabrico, procedimentos de controlo de qualidade e iniciativas de melhoria contínua. Exigem que as empresas documentem os seus processos, formem adequadamente o seu pessoal e mantenham registos de verificações e problemas de qualidade. Esta abordagem sistemática minimiza o erro humano e garante que todas as peças cumprem as especificações, independentemente de quem opera a máquina ou de quando a peça é produzida.
Principais certificações ISO para fabrico de precisão
A Organização Internacional de Normalização (ISO) fornece várias certificações relevantes para os serviços de torneamento CNC:
ISO 9001: A base da gestão da qualidade
A ISO 9001 é a certificação mais fundamental para qualquer fabricante focado na qualidade. Estabelece requisitos para um sistema de gestão da qualidade (QMS) que ajuda as organizações:
- Documentar os processos de forma consistente
- Identificar e tratar os riscos de forma proactiva
- Implementar metodologias de melhoria contínua
- Assegurar a satisfação do cliente através de produtos de qualidade
Na PTSMAKE, a nossa certificação ISO 9001 é a espinha dorsal dos nossos sistemas de qualidade. Orienta tudo, desde a forma como analisamos os requisitos dos clientes até à forma como medimos e inspeccionamos as peças acabadas. Esta normalização10 cria previsibilidade nos resultados - um fator crucial quando a precisão é medida em microns.
ISO 14001: Sistemas de Gestão Ambiental
Embora não esteja diretamente relacionada com a qualidade das peças, a certificação ISO 14001 demonstra o compromisso de um fabricante para com a responsabilidade ambiental. Este facto é cada vez mais importante para os clientes que precisam de informar sobre a sustentabilidade da sua cadeia de fornecimento. Um serviço de torneamento CNC com ISO 14001:
- Minimiza o desperdício nos processos de maquinagem
- Gerir e eliminar corretamente os fluidos de corte
- Implementação de medidas de eficiência energética
- Em conformidade com os regulamentos ambientais
Certificações específicas do sector
As diferentes indústrias têm requisitos especializados que vão para além das normas ISO de base:
AS9100: Gestão da Qualidade Aeroespacial
No caso dos componentes aeroespaciais, a certificação AS9100 (que inclui todos os requisitos da ISO 9001 e adições específicas do sector aeroespacial) é frequentemente inegociável. Esta certificação aborda:
- Requisitos rigorosos de rastreabilidade
- Gestão dos riscos específicos da segurança de voo
- Controlo de processos especiais como o tratamento térmico
- Prevenção de peças contrafeitas
IATF 16949: Requisitos da indústria automóvel
Os fabricantes de automóveis exigem fornecedores com certificação IATF 16949, que se concentra em:
- Prevenção de defeitos em vez de deteção
- Redução das variações e dos desperdícios
- Ferramentas específicas como a FMEA (Failure Mode and Effects Analysis)
- Requisitos de gestão da cadeia de abastecimento
ISO 13485: Sistemas de Qualidade para Dispositivos Médicos
Para os fabricantes de componentes médicos, a certificação ISO 13485 garante:
- Controlos rigorosos de limpeza e contaminação
- Validação dos processos de fabrico
- Rastreabilidade melhorada para componentes implantáveis
- Gestão global dos riscos
Verificação das capacidades técnicas
Para além das certificações do sistema de gestão, as certificações de capacidade técnica verificam competências específicas e a calibração do equipamento:
Acreditação NADCAP
O Programa Nacional de Acreditação de Empreiteiros Aeroespaciais e de Defesa (NADCAP) fornece acreditação especializada para processos como:
- Ensaios não destrutivos
- Tratamento térmico
- Processamento químico
- Tratamentos de superfície
A acreditação NADCAP para estes processos especiais demonstra uma capacidade técnica e um controlo de processos excepcionais.
Certificações de medição de precisão
Um serviço de torneamento CNC fiável deve manter certificações para o seu equipamento de medição. Procurar:
- Certificados de calibração rastreáveis às normas nacionais
- Estudos de R&R (repetibilidade e reprodutibilidade) de medidores
- Certificações de programação CMM
- Calendários e registos de calibração regulares
Como verificar as certificações de um fornecedor
Ao avaliar potenciais parceiros de torneamento CNC, recomendo que siga estes passos para verificar as certificações:
- Pedir certificados actuais com datas de expiração
- Consultar o sítio Web do organismo de certificação para confirmar a validade
- Pedir relatórios de auditoria recentes e medidas corretivas
- Informe-se sobre eventuais condições ou limitações das certificações
O estado da certificação pode ser apresentado em formato de tabela para facilitar a comparação:
| Certificação | Objetivo | Período de validade típico | Método de verificação |
|---|---|---|---|
| ISO 9001 | Sistema de gestão da qualidade | 3 anos com vigilância anual | Pesquisa de certificados no sítio Web do agente de registo |
| AS9100 | QMS aeroespacial | 3 anos com auditorias semestrais | Verificação da base de dados OASIS |
| ISO 13485 | SGQ de Dispositivos Médicos | 3 anos com vigilância anual | Pesquisa de certificados no sítio Web do agente de registo |
| IATF 16949 | SGQ do sector automóvel | 3 anos com vigilância anual | Verificação da base de dados IATF |
A ligação entre certificações e desempenho
Embora as certificações forneçam uma boa avaliação de base, elas devem ser vistas como necessárias, mas não suficientes para garantir a qualidade. Nos meus anos no PTSMAKE, observei que o verdadeiro valor advém do grau de adesão da empresa aos princípios subjacentes às certificações, e não apenas do cumprimento dos requisitos durante as auditorias.
Os melhores parceiros de torneamento CNC demonstram:
- Integração dos requisitos de certificação nas operações quotidianas
- Melhoria contínua para além dos requisitos de certificação
- Auditorias internas e auto-avaliações regulares
- Investimento na formação contínua e no desenvolvimento de capacidades
Tendências emergentes de certificação no fabrico de precisão
O panorama da certificação continua a evoluir. Os serviços de torneamento CNC com visão de futuro estão a procurar:
- Certificações de cibersegurança (como a ISO 27001) para proteger os dados de conceção
- Certificações de preparação para a Indústria 4.0
- Certificações de fabrico híbrido aditivo-subtrativo
- Certificações de sustentabilidade e de pegada de carbono
Na PTSMAKE, avaliamos continuamente as normas de certificação emergentes para garantir que permanecemos na vanguarda das capacidades de fabrico de precisão.
Clique para saber mais sobre a conceção de peças para uma simetria rotacional óptima no torneamento CNC. ↩
Saiba mais sobre a estabilidade a longo prazo das propriedades dos materiais em aplicações de precisão. ↩
Clique para ver o nosso guia completo de maquinabilidade de materiais. ↩
Clique para obter uma explicação detalhada de como a rugosidade da superfície afecta o desempenho da peça. ↩
Aprenda técnicas de medição que evitam erros dispendiosos. ↩
Saiba mais sobre as propriedades dos materiais que afectam o desempenho da maquinagem. ↩
A compreensão deste conceito ajuda a evitar erros de maquinagem dispendiosos. ↩
Saiba como o desgaste das ferramentas afecta a precisão da maquinação e os prazos dos projectos. ↩
Clique aqui para aprender técnicas avançadas de programação para maquinação geométrica complexa. ↩
Processos normalizados que asseguram uma produção de qualidade consistente em ambientes de fabrico. ↩






