

Imagine um processo de soldadura tão preciso que consegue unir um fio fino de cabelo humano sem danificar os componentes circundantes. A soldadura a laser faz exatamente isso - e está a remodelar o fabrico moderno.
A soldadura a laser utiliza um feixe de luz altamente focado para fundir e fundir materiais com uma precisão exacta. Ao contrário dos métodos tradicionais, minimiza a distorção térmica, trabalha com geometrias complexas e obtém resultados repetíveis - o que a torna ideal para indústrias de alta precisão, como a aeroespacial e a de dispositivos médicos.
Como alguém que passou mais de 15 anos em fabrico de precisão Na PTSMAKE, já vi a soldadura a laser resolver problemas que outros métodos não conseguem resolver. Vamos explicar como funciona, onde brilha e quando as alternativas podem ser melhores.
Como funciona a soldadura a laser?
E se fosse possível soldar implantes oculares de titânio sem deformar o metal? Essa é a magia da soldadura a laser.
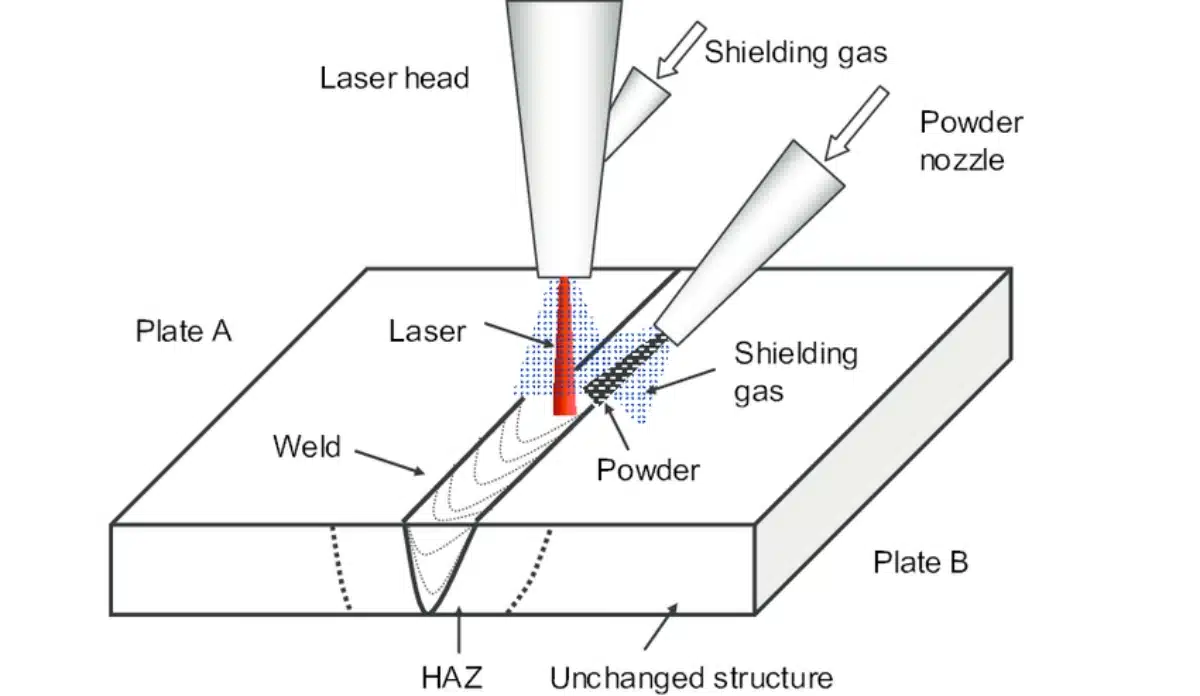
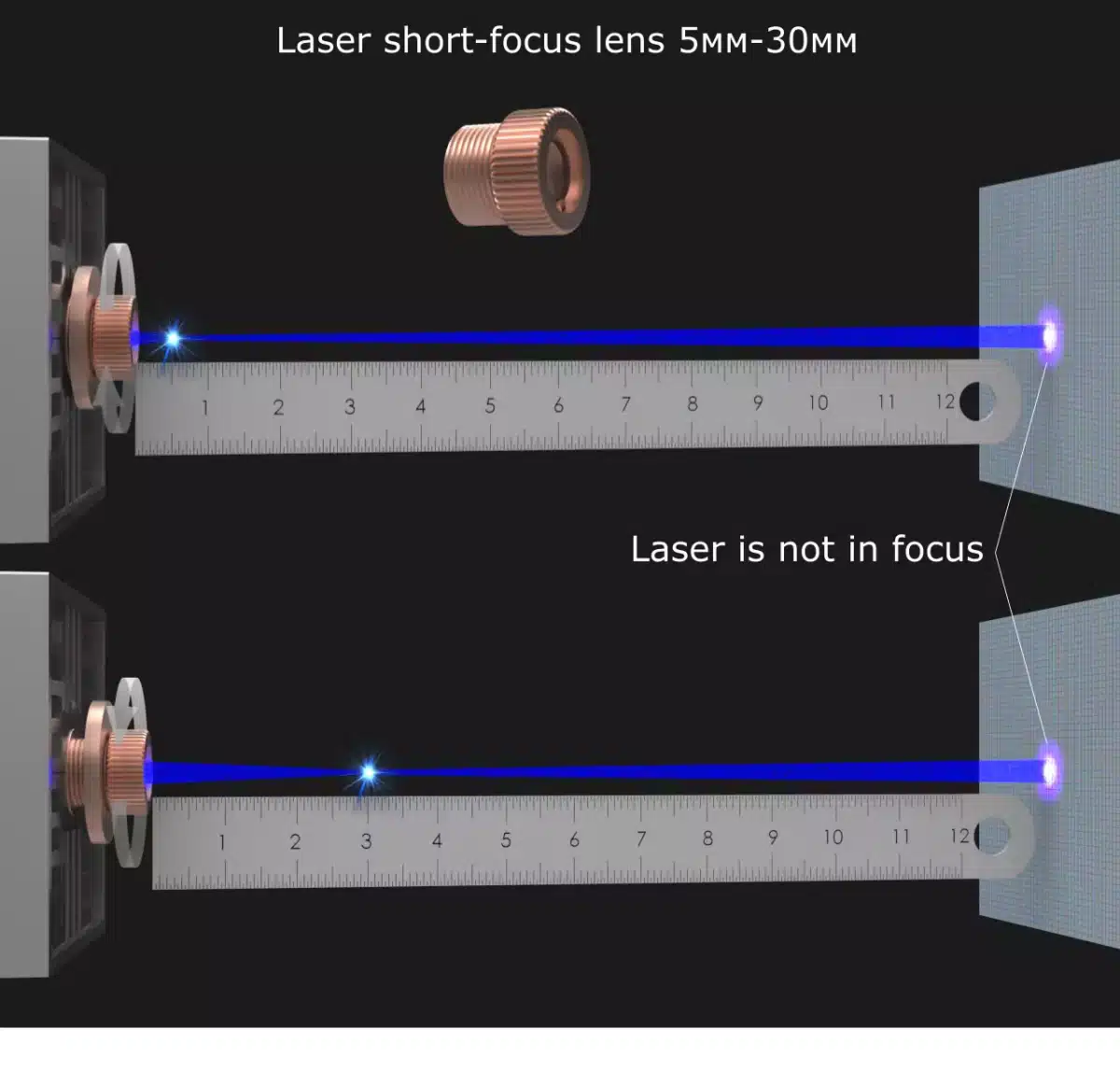
A soldadura a laser concentra a energia luminosa num ponto de nível micrónico (0,1-1 mm de diâmetro). O feixe derrete a superfície do material, criando uma poça de fusão profunda e estreita que arrefece rapidamente - resultando num stress térmico mínimo em comparação com os métodos de soldadura por arco.
A física por detrás do feixe
Três factores determinam a qualidade da soldadura:
- Comprimento de onda (1,064 nm para os lasers Nd:YAG)
- Densidade de potência (até 10⁶ W/cm²)
- Tempo de interação (tão baixo quanto 1 ms)
Utilizamos esta fórmula diariamente no PTSMAKE:
Profundidade de penetração ≈ (Potência do laser × Taxa de absorção) / (Velocidade de soldadura × Densidade do material)
Componentes principais
| Parte | Função | Impacto nos custos |
|---|---|---|
| Fonte de laser | Gera luz coerente | 40-60% do total |
| Ótica | Focaliza/controla o feixe | 15-25% |
| Sistema de arrefecimento | Mantém a temperatura | 10-15% |
| Controlos CNC | Guias de posicionamento | 20-30% |
Compatibilidade de materiais
A partir dos nossos dados de produção:
| Material | Taxa de sucesso | Notas |
|---|---|---|
| Aço inoxidável | 98% | Ideal para principiantes |
| Alumínio | 85% | Requer modulação de impulsos |
| Titânio | 92% | Necessita de proteção com gás inerte |
| Cobre | 70% | Desafio da elevada refletividade |
A soldadura a laser é tão forte como a MIG?
Quando um fabricante de braços robóticos exigiu soldaduras de 500MPa em aço de 5mm, testámos ambos os métodos.
As soldaduras a laser frequentemente igualam/excedem a resistência da MIG em materiais finos (10mm), o metal de enchimento da MIG proporciona uma melhor resistência à fadiga.
Tabela de comparação de resistência
| Espessura | Tração a laser (MPa) | Tração MIG (MPa) | Custo por metro |
|---|---|---|---|
| 1mm | 520 | 480 | $0.80 vs $0.50 |
| 3mm | 510 | 500 | $1.20 vs $0.70 |
| 6mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3.50 vs $1.50 |
Quando escolher o laser em vez do MIG
- Componentes de paredes finas (separadores da bateria, caixas dos sensores)
- Vedantes herméticos (contentores para implantes médicos)
- Linhas automatizadas de alta velocidade (300+ soldaduras/minuto)
No último trimestre, ajudámos um fabricante de drones a mudar de MIG para laser para as suas estruturas de alumínio de 0,8 mm - reduzimos a taxa de rejeição de 12% para 1,8%.
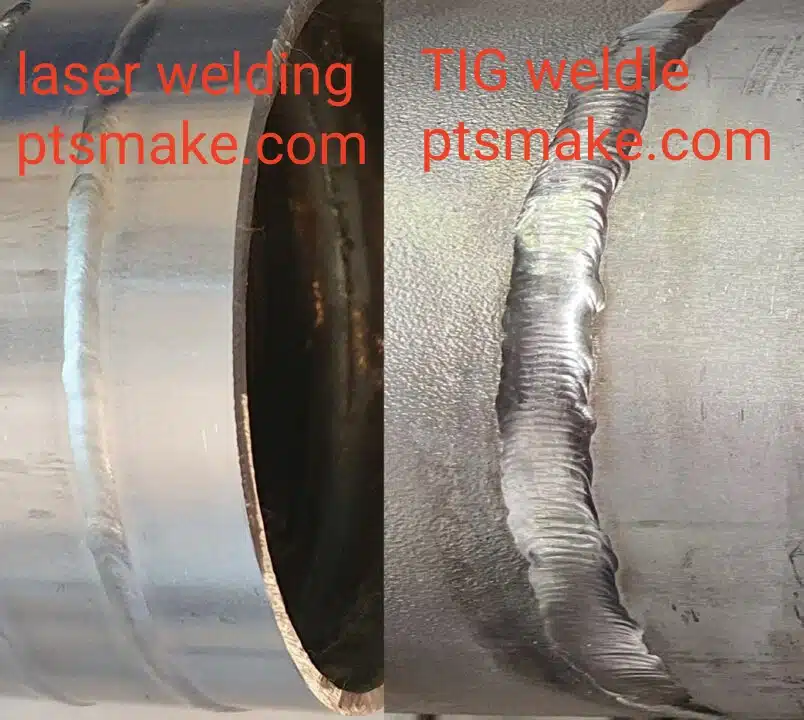
A soldadura a laser é melhor do que a TIG?
Um cliente do sector médico precisava de soldar tubos de aço inoxidável de 0,3 mm sem descoloração. A TIG falhou - o laser foi bem sucedido.
O laser supera o TIG em termos de velocidade (até 10 vezes mais rápido), precisão (±0,1mm vs ±0,5mm) e controlo do calor. No entanto, o TIG continua a ser melhor para: 1) Secções espessas (>12mm) 2) Metais dissimilares 3) Reparações no terreno sem configuração CNC.
Análise custo-benefício
| Fator | Laser | TIG |
|---|---|---|
| Tempo de configuração | 2-4 horas | 0,5 horas |
| Tempo de ciclo | 5 segundos | 50 seg |
| Competência do operador | Elevado | Médio |
| Custo da energia | $8/hr | $3/hr |
| Custo das ferramentas | $50k+ | $5k |
Soluções híbridas que implementámos
- Combinação laser-TIG para cascos de barcos em alumínio de 10 mm
- Híbrido laser-MIG para chassis de automóveis
- Laser pulsado + fio de enchimento para barramentos de cobre
Qual a eficácia da soldadura a laser?
O nosso estudo interno sobre 1 237 projectos revelou a soldadura a laser:
- Redução do tempo de pós-processamento em 63%
- Consistência de soldadura melhorada (σ=0,03 vs σ=0,12 para TIG)
- Permitiu uma precisão de 0,05 mm em dispositivos microfluídicos
Eficácia por sector
| Setor | Taxa de adoção | Caso de utilização chave |
|---|---|---|
| Automóvel | 78% | Soldadura da patilha da bateria |
| Médico | 92% | Selagem hermética de implantes |
| Aeroespacial | 65% | Juntas de estrutura em titânio |
| Eletrónica | 88% | Encapsulamento do sensor |
Exemplo de cálculo do ROI
Projeto: 50 000 conectores de bateria de smartphone/mês
- Investimento em laser: $350,000
- Poupança:
- Desperdício de material: $8,200/mês
- Mão de obra: $15,000/mês
- Retrabalho: $6,500/mês
- Período de retorno do investimento: 14 meses
Qual é a desvantagem da soldadura a laser?
Uma vez perdemos $200k ao tentar soldar bobinas de cobre a laser sem um tratamento de superfície adequado. Lições aprendidas:
As principais limitações incluem: 1) Metais de elevada refletividade (Cu, Al) requerem uma preparação especial 2) O ajuste da junta tem de ser perfeito (<0,1 mm de folga) 3) O equipamento custa 5-10 vezes mais do que os soldadores tradicionais 4) Limitado a aplicações em linha de visão.
Repartição de custos para o sistema de nível de entrada
| Componente | Gama de preços |
|---|---|
| Laser de fibra de 1kW | $50k-$80k |
| Estação de trabalho CNC | $30k-$50k |
| Sistema de arrefecimento | $8k-$15k |
| Formação | $5k-$10k |
| Manutenção (anual) | $7k-$12k |
Estratégias de atenuação que utilizamos
- Estações de limpeza pré-soldadura para a remoção de óxidos
- Ótica adaptativa para colmatar lacunas até 0,3 mm
- Sistemas modulares que se adaptam às necessidades de produção
Qual é o risco da soldadura a laser?
Um incidente em 2022, em que a luz laser reflectida danificou uma câmara $15k, ensinou-nos que a segurança não pode ser comprometida.
Riscos principais: 1) Lesões oculares/pele provocadas por feixes diretos/reflectidos 2) Fumos de metais vaporizados 3) Perigos de incêndio com materiais inflamáveis 4) Perigos eléctricos provocados por componentes de alta tensão.

Lista de controlo do protocolo de segurança
EPI
- Óculos de proteção contra laser (OD 7+ a 1064nm)
- Vestuário resistente às chamas
- Máscaras respiratórias
Controlos de engenharia
- Caixas de vigas
- Sistemas de encravamento
- Extractores de fumos
Formação
- Curso de certificação de 40 horas
- Actualizações trimestrais
Estatísticas de incidentes (as nossas instalações)
| Ano | Quase-acidente | Ferimentos ligeiros | Incidentes graves |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Porque é que as máquinas de soldar a laser são tão caras?
Quando comprámos a nossa primeira máquina de soldar a laser $250k em 2015, o diretor financeiro quase teve um ataque cardíaco. Eis a razão pela qual se justifica:
Os custos elevados resultam de: 1) Ótica de precisão (os espelhos perdem 0,1% de refletividade/ano) 2) Díodos laser de fibra ($1k/W) 3) Sistemas de monitorização em tempo real 4) Conformidade regulamentar (certificações FDA/CE/ISO).
Custo total de propriedade (5 anos)
| Tipo de custo | Soldador a laser | Soldador MIG |
|---|---|---|
| Inicial | $200k | $20k |
| Manutenção | $75k | $10k |
| Energia | $40k | $25k |
| Trabalho | $150k | $200k |
| Sucata | $5k | $50k |
| Total | $470k | $305k |
*Pressupõe um funcionamento em 3 turnos, 250 dias/ano
Os soldadores a laser podem soldar alumínio?
Soldámos com sucesso chapas de alumínio de 0,5 mm para um projeto de satélite - mas apenas após 6 meses de I&D.
Sim, mas com desafios: 1) Utilizar lasers pulsados (impulsos de 1-10 ms) 2) Aplicar um revestimento antirreflexo 3) Manter as folgas entre juntas inferiores a 0,05 mm 4) Utilizar gás de proteção de hélio.

Definições de parâmetros que funcionam
| Espessura | Potência | Velocidade | Gás |
|---|---|---|---|
| 0,5 mm | 1,2kW | 8m/min | Ele |
| 1,2 mm | 2.5kW | 5m/min | Mistura He/Ar |
| 3,0 mm | 4.0kW | 2m/min | Ele |
Defeitos comuns e soluções
- Porosidade → Aumentar o caudal de gás de proteção
- Rachaduras → Pré-aquecer a 150°C
- Corte inferior → Reduzir a potência em 15%
Desafios e limitações da soldadura a laser
A nossa equipa de I&D passou 18 meses a desenvolver uma solução de soldadura a laser para juntas de cobre-alumínio em baterias de veículos eléctricos. Principais obstáculos:
Desafios técnicos
- Diferentes pontos de fusão (1085°C vs 660°C)
- Formação de compostos intermetálicos
- Coeficiente de dilatação térmica não coincidente
Limitações comerciais
- ROI só é viável a partir de 50 000 unidades/ano
- Requer instalações de segurança de laser de classe 4
- Opções limitadas de reparação de ópticas
Descobertas que nos entusiasmam
- Lasers azuis (450nm) para soldadura de cobre
- Deteção de defeitos com base em IA
- Soldadores laser portáteis inferior a $20k
Tendências e inovações futuras da soldadura a laser
No PTSMAKE, estamos a testar estas tecnologias emergentes:
- Sistemas de feixes múltiplos (4 lasers em simultâneo)
- Lasers ultra-rápidos (impulsos de picossegundos)
- Controlo da qualidade durante o processo utilizando a espetroscopia de plasma
Projecções de mercado
| Ano | Dimensão do mercado global | Principal fator de crescimento |
|---|---|---|
| 2023 | $2.1B | Procura de baterias para VE |
| 2025 | $3.8B | Miniaturização médica |
| 2030 | $7.9B | Fabrico espacial |
Qual a espessura do aço que um soldador a laser pode soldar?
O nosso recorde: Aço-carbono de 32 mm para um cliente de equipamento mineiro - mas exigiu um laser de 12 kW e 8 passagens.
**Os sistemas comerciais normalmente lidam com:
- 6-8 mm com lasers de CO₂ de passagem única
- 12-15mm com lasers de fibra multi-passagem
- 25mm+ utilizando métodos híbridos laser-arco**
Espessura versus requisitos de potência
| Espessura | Tipo de laser | Energia necessária | Velocidade |
|---|---|---|---|
| 1mm | Fibra | 1kW | 10m/min |
| 5mm | Disco | 4kW | 2m/min |
| 10 mm | CO₂ | 8kW | 0,8 m/min |
| 20 mm | Híbrido | 10kW + 350A MIG | 0,3m/min |
Conclusão
A soldadura a laser não é apenas mais uma ferramenta - é uma porta de entrada para possibilidades de fabrico que não podíamos imaginar há 20 anos. Desde dispositivos médicos que salvam vidas a componentes do Mars rover, esta tecnologia permite uma precisão que se alinha perfeitamente com a missão do PTSMAKE: proporcionar confiança através de um fabrico milimetricamente perfeito. Embora não seja perfeita para todas as aplicações, quando a soldadura a laser é adequada, revoluciona a eficiência e a qualidade da produção. À medida que continuamos a ultrapassar os limites do CNC e da moldagem por injeção, a integração de métodos de soldadura avançados garante que continuamos a ser o parceiro de precisão mais fiável dos nossos clientes.






