

Já alguma vez se debateu com a maquinagem de componentes em aço inoxidável que não cumprem consistentemente as especificações? Muitos fabricantes enfrentam este desafio diariamente, lidando com o desgaste das ferramentas, maus acabamentos de superfície e imprecisões dimensionais. A complexidade de trabalhar com este material exigente pode levar a atrasos de produção dispendiosos e a problemas de qualidade que afectam os seus resultados. O aço inoxidável [...]
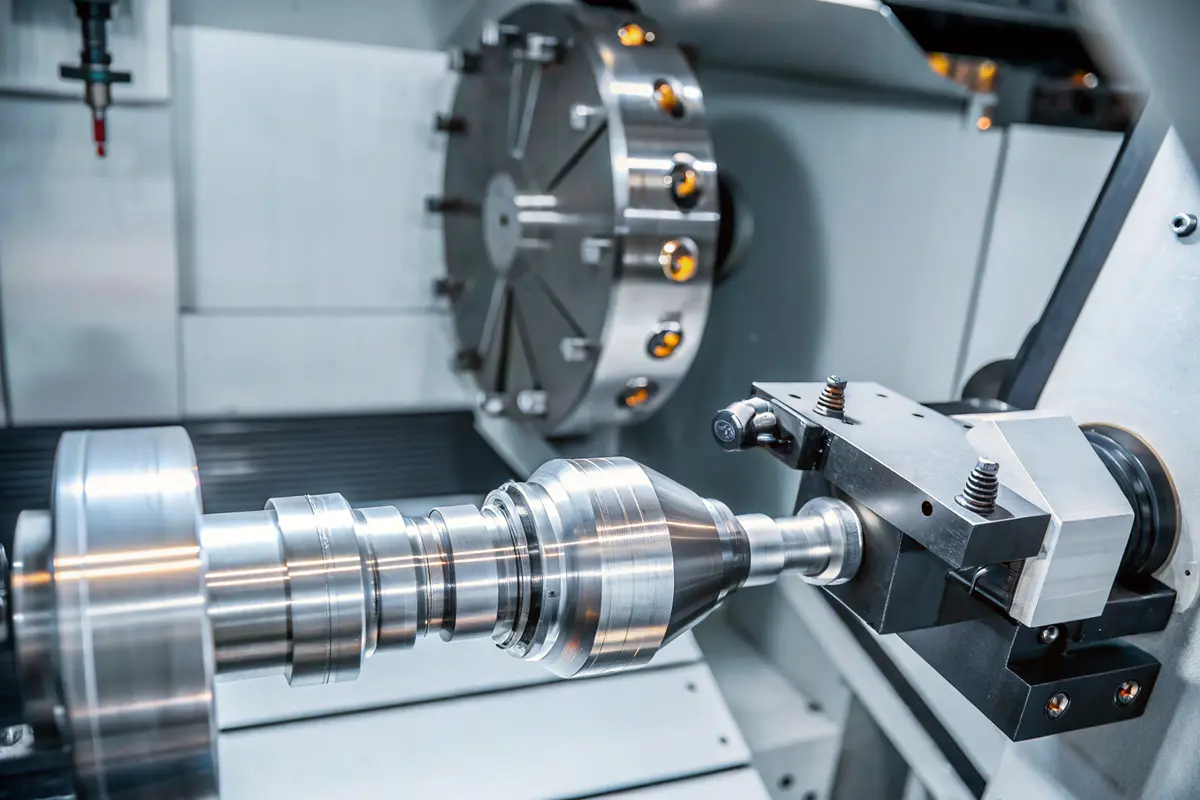
A maquinagem de aço inoxidável é um processo de fabrico especializado que envolve o corte, a modelação e a formação de aço inoxidável utilizando ferramentas e equipamento de precisão. Este processo requer técnicas, ferramentas e conhecimentos específicos para obter resultados exactos, mantendo as propriedades de resistência à corrosão do material.
Compreender os princípios básicos do aço inoxidável
O aço inoxidável é um material notável que contém pelo menos 10,5% de crómio, formando uma camada protetora de óxido que o torna altamente resistente à corrosão. Quando maquinamos aço inoxidável, temos de considerar as suas propriedades únicas:
| Imóveis | Caraterística | Impacto na maquinagem |
|---|---|---|
| Dureza | Elevada taxa de endurecimento por trabalho | Requer velocidades de corte específicas |
| Condutividade térmica | Fraca dissipação de calor | Necessita de estratégias de arrefecimento adequadas |
| Resistência à tração | Elevados níveis de resistência | Exige ferramentas robustas |
| Acabamento da superfície | Natureza gomosa | Requer ferramentas afiadas |
Métodos essenciais de maquinagem
Na minha experiência no PTSMAKE, descobri que o sucesso da maquinação de aço inoxidável assenta em vários métodos-chave:
Fresagem CNC
- Fresagem de faces para superfícies planas
- Fresagem de topo para geometrias complexas
- Fresagem de perfis para formas contornadas
Torneamento CNC
- Torneamento externo para formas cilíndricas
- Perfuração interna de furos
- Rosca para aplicações de fixação
Aplicações do sector
As peças maquinadas em aço inoxidável desempenham papéis cruciais em vários sectores:
Indústria médica
- Instrumentos cirúrgicos
- Componentes de implantes
- Caixas para dispositivos médicos
Aeroespacial
- Componentes do motor
- Elementos estruturais
- Sistemas de fixação
Processamento de alimentos
- Equipamento de processamento
- Contentores de armazenamento
- Mistura de componentes
Parâmetros críticos para o sucesso
A chave para alcançar a precisão na maquinação de aço inoxidável reside no controlo destes parâmetros essenciais:
Velocidade de corte
- Velocidades inferiores às do aço-carbono
- Taxas de alimentação consistentes
- Profundidade de corte correta
Seleção de ferramentas
- Ferramentas de metal duro para a maioria das aplicações
- Ferramentas de cerâmica para operações de alta velocidade
- Ferramentas revestidas para maior resistência ao desgaste
Desafios e soluções comuns
Trabalhar com aço inoxidável apresenta vários desafios que requerem soluções específicas:
Gestão do calor
- Solução: Implementar estratégias de arrefecimento adequadas
- Utilizar sistemas de refrigeração de alta pressão
- Manter velocidades de corte óptimas
Desgaste da ferramenta
- Solução: Selecionar materiais de ferramentas adequados
- Monitorização regular do estado das ferramentas
- Implementar programas de rotação de ferramentas adequados
Acabamento da superfície
- Solução: Utilizar ferramentas afiadas e devidamente revestidas
- Manter parâmetros de corte consistentes
- Aplicar fluidos de corte adequados
Medidas de controlo da qualidade
Para garantir uma qualidade consistente na maquinação de aço inoxidável, implementamos:
Inspeção dimensional
- Medições regulares da CMM
- Aferição em processo
- Protocolos de inspeção final
Controlo da qualidade da superfície
- Medições de rugosidade
- Inspeção visual
- Verificação da integridade dos materiais
Considerações económicas
A rentabilidade da maquinagem do aço inoxidável depende:
Seleção de materiais
- Grau adequado à aplicação
- Otimização do tamanho do stock
- Requisitos de certificação dos materiais
Planeamento da produção
- Otimização do tamanho do lote
- Gestão da vida útil das ferramentas
- Redução do tempo de configuração
Gestão da qualidade
- Requisitos de inspeção
- Necessidades de documentação
- Custos de certificação
Ao compreender estes aspectos fundamentais da maquinação de aço inoxidável, os fabricantes podem preparar-se melhor para os desafios e oportunidades que este processo apresenta. Na PTSMAKE, desenvolvemos estratégias abrangentes para superar esses desafios, mantendo padrões de alta qualidade e rentabilidade nas nossas operações de maquinação.
Porque é que o aço inoxidável é difícil de maquinar?
Todos os fabricantes conhecem a dor de cabeça que é maquinar aço inoxidável. Já vi inúmeros projectos atrasados e ferramentas destruídas porque as equipas subestimaram os seus desafios. As propriedades únicas do material fazem dele uma fortaleza contra as abordagens de maquinação convencionais, levando a um desgaste excessivo das ferramentas e a atrasos na produção.
As dificuldades de maquinação do aço inoxidável resultam da sua elevada resistência à tração, tendência para endurecer e baixa condutividade térmica. Estas propriedades provocam um desgaste rápido das ferramentas, uma acumulação excessiva de calor e uma difícil formação de aparas durante os processos de maquinagem.

Compreender o Work Hardening
O endurecimento por trabalho é talvez o desafio mais significativo na maquinagem do aço inoxidável. Durante as operações de corte, a superfície do material torna-se mais dura devido à deformação plástica. Isto cria um ciclo vicioso - quanto mais dura a superfície se torna, mais força é necessária para a cortar, o que, por sua vez, causa mais endurecimento.
| Efeitos de endurecimento do trabalho | Impacto na maquinagem |
|---|---|
| Endurecimento de superfícies | Aumento do desgaste da ferramenta |
| Sensibilidade à taxa de deformação | Forças de corte variáveis |
| Alterações na microestrutura | Comportamento imprevisível do material |
| Geração de calor | Redução da vida útil da ferramenta |
Questões de condutividade térmica
A baixa condutividade térmica do aço inoxidável cria desafios significativos na gestão do calor. Ao contrário do alumínio ou do aço normal, o aço inoxidável retém a maior parte do calor gerado durante a maquinagem. Esta concentração de calor leva a:
- Desgaste acelerado da ferramenta
- Formação de rebordos
- Problemas de precisão dimensional
- Má qualidade do acabamento da superfície
Forças de corte elevadas necessárias
A elevada resistência e tenacidade do aço inoxidável exigem maiores forças de corte em comparação com outros materiais. Esta exigência afecta:
| Fator | Impacto |
|---|---|
| Consumo de energia | Custos energéticos mais elevados |
| Estabilidade da máquina | Aumento dos riscos de vibração |
| Seleção de ferramentas | Necessidade de ferramentas mais fortes |
| Velocidade de produção | São necessárias taxas de alimentação mais lentas |
Mecanismos de desgaste de ferramentas
A combinação de endurecimento por trabalho e geração de calor cria múltiplos mecanismos de desgaste da ferramenta:
- Desgaste abrasivo por partículas duras
- Desgaste do adesivo devido à aderência do material
- Desgaste por difusão a altas temperaturas
- Desgaste do entalhe nas profundidades de corte
Desafios do acabamento de superfície
A obtenção de acabamentos de superfície de qualidade em aço inoxidável requer uma consideração cuidadosa:
| Parâmetro | Considerações |
|---|---|
| Velocidade de corte | Deve equilibrar a produção de calor |
| Taxa de alimentação | Afecta a rugosidade da superfície |
| Geometria da ferramenta | Impacta a formação de aparas |
| Aplicação do líquido de refrigeração | Crítico para a gestão do calor |
Problemas de controlo de chips
O aço inoxidável tende a formar lascas longas e fibrosas que podem:
- Ferramentas de enrolar
- Danificar as superfícies da peça de trabalho
- Criar riscos de segurança
- Reduzir a eficiência da maquinagem
Variações do grau do material
Os diferentes tipos de aço inoxidável apresentam diferentes desafios de maquinação:
| Tipo de grau | Desafios específicos |
|---|---|
| Austenítico | Máxima resistência ao trabalho |
| Martensítico | Problemas de desgaste da ferramenta |
| Ferrítico | Melhor maquinabilidade |
| Duplex | Resistência extrema |
Parâmetros críticos do processo
O sucesso na maquinação de aço inoxidável depende do controlo de vários parâmetros-chave:
- Seleção da velocidade de corte
- Otimização da taxa de alimentação
- Gestão da profundidade de corte
- Conceção da geometria da ferramenta
- Implementação da estratégia de refrigeração
Implicações económicas
As dificuldades de maquinação do aço inoxidável têm um impacto direto nos custos de produção:
- Maior frequência de substituição de ferramentas
- Aumento do tempo de maquinagem
- Maior consumo de energia
- Manutenção mais frequente da máquina
- Requisitos de operadores mais qualificados
Considerações sobre a seleção de ferramentas
A seleção adequada da ferramenta é crucial e deve ter em conta:
| Fator | Requisito |
|---|---|
| Tipo de revestimento | Resistência ao calor e ao desgaste |
| Material do substrato | Resistência e dureza |
| Preparação da borda | Estabilidade e resistência |
| Geometria | Controlo de aparas e forças de corte |
Na minha experiência no PTSMAKE, a maquinação bem sucedida de aço inoxidável requer uma compreensão abrangente destes desafios e uma abordagem sistemática para os enfrentar. A chave reside num planeamento cuidadoso, na seleção adequada das ferramentas e no controlo preciso dos parâmetros de maquinação. Embora o material apresente desafios significativos, a compreensão destes aspectos fundamentais ajuda a garantir resultados bem sucedidos nas operações de maquinagem em aço inoxidável.
Quais são os tipos mais comuns de aço inoxidável utilizados na maquinagem?
Escolher o tipo correto de aço inoxidável para maquinagem pode ser complicado. Com inúmeros tipos disponíveis e cada um com propriedades distintas, muitos fabricantes têm dificuldade em determinar qual o tipo que melhor se adequa à sua aplicação específica. A escolha errada pode levar a um aumento dos custos das ferramentas, a tempos de produção mais longos e a uma qualidade comprometida das peças.
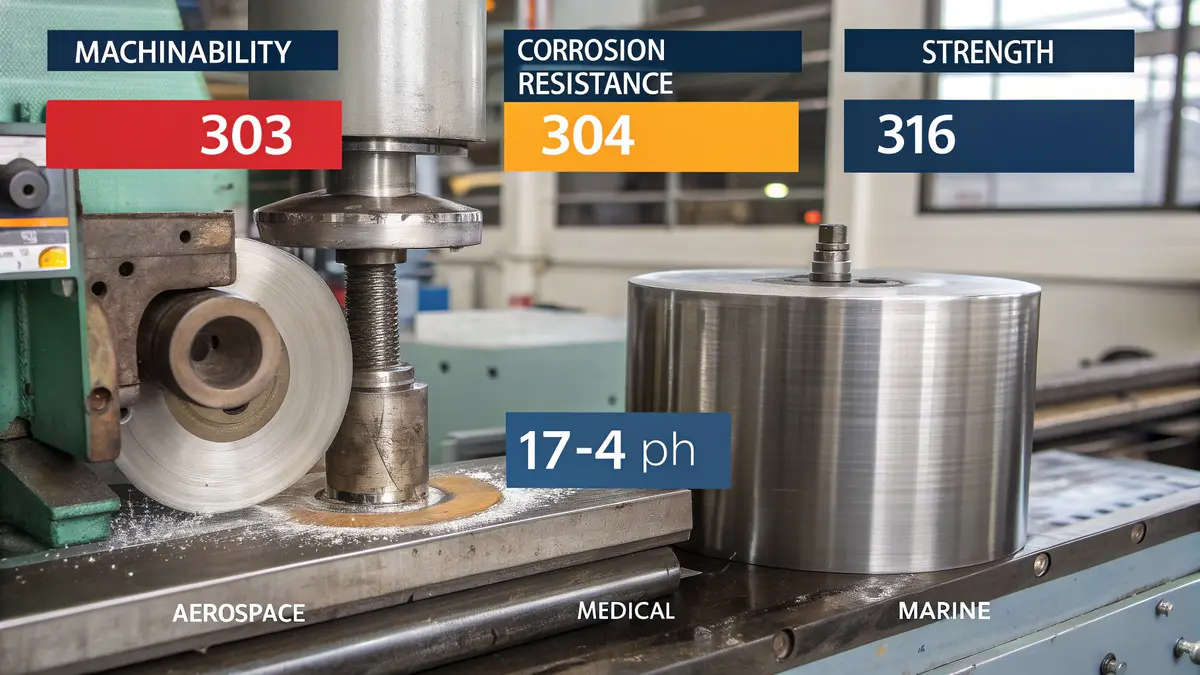
Os tipos mais comuns de aço inoxidável utilizados na maquinagem são 303, 304, 316 e 17-4 PH. Cada tipo oferece caraterísticas únicas que os tornam adequados para diferentes aplicações, sendo o 303 o mais maquinável e o 316 o que oferece a maior resistência à corrosão.
Compreender o aço inoxidável 303
O aço inoxidável 303 é frequentemente considerado a escolha ideal para operações de maquinagem. A sua excelente maquinabilidade deve-se ao teor de enxofre adicionado, que ajuda a quebrar as aparas durante as operações de corte. Descobri que o 303 maquina normalmente 40% mais depressa do que o 304, o que o torna ideal para produções de grande volume.
As principais caraterísticas do 303 incluem:
- Teor de enxofre: 0,15% mínimo
- Excelente maquinabilidade
- Boa resistência à corrosão
- Menor custo por peça devido a uma maquinagem mais rápida
No entanto, o enxofre adicionado reduz ligeiramente a sua resistência à corrosão em comparação com o 304. Para a maioria das aplicações, este compromisso é aceitável quando se considera a melhoria significativa da maquinabilidade.
A versatilidade do aço inoxidável 304
O 304 é o tipo de aço inoxidável mais utilizado a nível mundial, e por boas razões. Oferece um excelente equilíbrio entre resistência à corrosão, força e maquinabilidade moderada. Embora não seja tão fácil de maquinar como o 303, oferece uma resistência à corrosão superior e uma melhor soldabilidade.
Uma comparação das principais propriedades:
| Imóveis | 304 Classificação | Aplicações comuns |
|---|---|---|
| Resistência à corrosão | Excelente | Equipamento de processamento de alimentos |
| Força | Bom | Dispositivos médicos |
| Maquinabilidade | Moderado | Processamento químico |
| Soldabilidade | Excelente | Equipamento de cozinha |
Aço inoxidável 316: O combatente da corrosão
O aço inoxidável 316 contém molibdénio, o que aumenta significativamente a sua resistência à corrosão, particularmente contra os cloretos. Embora seja mais difícil de maquinar do que o 303 ou o 304, as suas propriedades superiores tornam-no essencial para aplicações específicas.
Considerações importantes para 316:
- Custo mais elevado do material
- Requer velocidades de corte mais lentas
- Resistência química superior
- Ideal para ambientes marinhos
O poder do aço inoxidável 17-4 PH
O aço inoxidável 17-4 PH (endurecimento por precipitação) oferece vantagens únicas através da sua capacidade de tratamento térmico. Na minha experiência de trabalho com clientes do sector aeroespacial, esta qualidade é crucial quando é necessária uma elevada resistência e uma resistência moderada à corrosão.
Pontas de maquinagem para 17-4 PH:
- Utilizar ferramentas de carboneto afiadas e revestidas
- Manter a configuração e as ferramentas rígidas
- Aplicar um arrefecimento adequado
- Considerar o estado do material (tratado com solução vs. envelhecido)
Melhores práticas de maquinagem para diferentes graus
Cada classe requer parâmetros de maquinação específicos para obter resultados óptimos:
| Grau | Velocidade de corte (SFM) | Taxa de alimentação | Necessidade de líquido de refrigeração |
|---|---|---|---|
| 303 | 400-500 | Elevado | Moderado |
| 304 | 300-400 | Médio | Pesado |
| 316 | 250-350 | Médio | Pesado |
| 17-4 PH | 200-300 | Baixa | Pesado |
Considerações sobre a seleção de materiais
Ao selecionar os tipos de aço inoxidável para maquinagem, considere estes factores:
- Ambiente de utilização final
- Propriedades mecânicas exigidas
- Volume de produção
- Restrições de custos
- Requisitos de acabamento da superfície
Para aplicações críticas, recomendo sempre a realização de testes de materiais antes da produção total. Esta abordagem tem poupado muitos clientes a erros dispendiosos e garante um desempenho ótimo na aplicação final.
Análise custo-eficácia
O custo total da maquinagem de diferentes classes envolve mais do que apenas os preços dos materiais:
| Grau | Custo do material | Tempo de maquinagem | Vida útil da ferramenta | Custo global |
|---|---|---|---|---|
| 303 | Moderado | Baixa | Longo | Mais baixo |
| 304 | Moderado | Médio | Médio | Moderado |
| 316 | Elevado | Elevado | Curto | Mais alto |
| 17-4 PH | Muito elevado | Médio | Médio | Elevado |
Em conclusão, a seleção do tipo de aço inoxidável adequado requer um equilíbrio entre a maquinabilidade, os requisitos de desempenho e as considerações de custo. Compreender estas qualidades comuns e as suas caraterísticas ajuda a garantir operações de maquinagem bem sucedidas e um desempenho ótimo das peças.
Quais são as principais técnicas de maquinagem para o aço inoxidável?
A maquinagem de aço inoxidável pode ser um verdadeiro desafio para muitos fabricantes. Já vi inúmeros projectos atrasados ou comprometidos devido a técnicas de maquinagem inadequadas, resultando em desgaste da ferramenta, mau acabamento da superfície e imprecisões dimensionais. A elevada resistência do material, a tendência para o endurecimento por trabalho e a baixa condutividade térmica tornam a maquinagem correta particularmente exigente.
As principais técnicas de maquinagem do aço inoxidável incluem a fresagem CNC, o torneamento CNC, a perfuração e a retificação. O sucesso depende da seleção dos parâmetros de corte adequados, da utilização de ferramentas apropriadas e da manutenção de condições de corte óptimas com estratégias de arrefecimento adequadas.
Técnicas de fresagem CNC para aço inoxidável
Quando se trata de fresagem CNC de aço inoxidável, a abordagem correta faz toda a diferença. Na PTSMAKE, utilizamos estes parâmetros comprovados para obter resultados óptimos:
- Velocidade de corte: 100-150 pés de superfície por minuto (SFM) para aço inoxidável austenítico
- Taxa de alimentação: 0,004-0,008 polegadas por dente
- Profundidade de corte: Máximo de 0,125 polegadas para desbaste, 0,02 polegadas para acabamento
A utilização da fresagem escalonada em vez da fresagem convencional reduz o endurecimento do trabalho e aumenta a vida útil da ferramenta. Asseguramos sempre uma fixação rígida da ferramenta e uma saliência mínima da ferramenta para evitar vibrações.
Operações de torneamento CNC
O torneamento de aço inoxidável requer uma atenção especial a estes factores-chave:
| Parâmetro | Gama recomendada | Notas |
|---|---|---|
| Velocidade de corte | 250-350 SFM | Mais alto para o acabamento |
| Taxa de alimentação | 0,005-0,015 ipr | Depende do acabamento da superfície |
| Profundidade de corte | 0,040-0,200 polegadas | Dependente do material |
| Geometria da ferramenta | 5-15° de ângulo de alívio | Inclinação positiva recomendada |
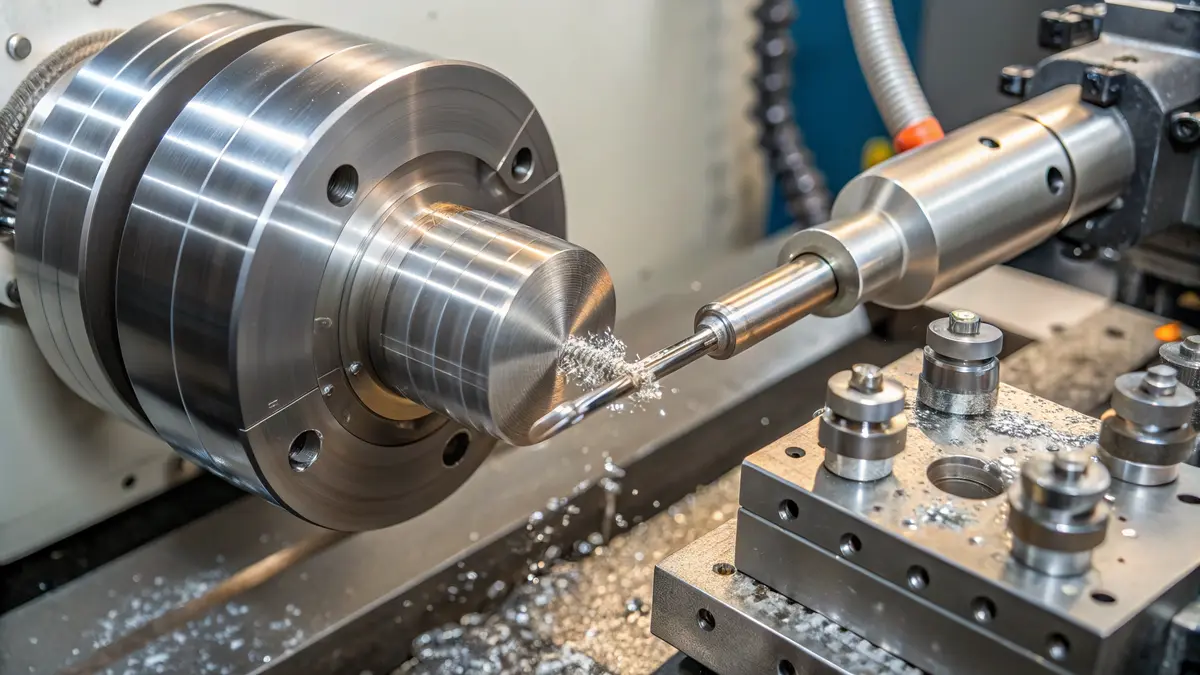
Técnicas de perfuração
A perfuração de aço inoxidável apresenta desafios únicos. Seguimos estas diretrizes:
- Utilizar comprimentos de perfuração mais curtos sempre que possível
- Comece com furos piloto para furos mais profundos
- Manter uma taxa de alimentação constante
- Aplicar pressão suficiente no fluido de corte
Parâmetros de perfuração recomendados:
- Velocidade: 20-30 SFM
- Avanço: 0,002-0,004 polegadas por rotação
- Ciclos de perfuração Peck para furos com profundidade superior a 3x o diâmetro
Considerações sobre a retificação de superfícies
A retificação de superfícies é crucial para obter tolerâncias apertadas. A nossa abordagem inclui:
Seleção de rodas
- Rodas de óxido de alumínio para uso geral
- Discos CBN para séries de alta produção
- Granulação 60-80 para desbaste
- lixa 120-150 para acabamento
Parâmetros de moagem
- Velocidade da roda: 5000-6000 pés de superfície por minuto
- Velocidade da mesa: 50-60 pés por minuto
- Profundidade de corte: 0,0005-0,001 polegadas por passagem
Seleção e aplicação de fluidos de corte
Um fluido de corte adequado é essencial para a maquinagem de aço inoxidável:
Tipos de fluidos de corte
- Óleos solúveis em água para uso geral
- Óleos simples para operações pesadas
- Fluidos sintéticos para aplicações de alta velocidade
Métodos de aplicação
- Arrefecimento por inundação para operações gerais
- Arrefecimento através da ferramenta para furos profundos
- Aplicação de névoa para cortes ligeiros
Seleção e gestão de ferramentas
A escolha das ferramentas corretas tem um impacto significativo no sucesso da maquinação:
Materiais para ferramentas
- Classes de metal duro com revestimento de TiAlN
- Ferramentas de cerâmica para operações de alta velocidade
- Ferramentas HSS para operações simples
Gestão da vida útil das ferramentas
- Controlo regular do desgaste
- Intervalos de troca de ferramentas pré-determinados
- Armazenamento e manuseamento corretos das ferramentas
Estratégias de otimização de processos
Para obter resultados óptimos, implementamos estas estratégias:
Otimização de parâmetros
- Começar de forma conservadora e aumentar gradualmente
- Monitorizar o desgaste da ferramenta e o acabamento da superfície
- Ajustar com base nos resultados efectivos
Controlo de qualidade
- Controlos dimensionais regulares
- Monitorização do acabamento da superfície
- Inspeção do desgaste das ferramentas
Eficiência de produção
- Minimizar o tempo de configuração
- Otimizar percursos de ferramentas
- Reduzir o tempo de não-corte
Ao implementar estas técnicas e mantendo uma atenção rigorosa aos detalhes, obtemos consistentemente excelentes resultados na maquinação de aço inoxidável. A chave é compreender como cada parâmetro afecta o resultado e fazer os ajustes adequados com base no feedback em tempo real do processo de maquinagem.
Lembre-se, o sucesso da maquinação em aço inoxidável requer uma abordagem equilibrada. Embora a produtividade elevada seja importante, não deve ser obtida à custa da vida útil da ferramenta ou da qualidade da peça. A monitorização regular e o ajuste dos parâmetros de maquinação garantem resultados óptimos e uma qualidade consistente.
Que ferramentas e equipamentos são melhores para a maquinagem de aço inoxidável?
A maquinagem de aço inoxidável apresenta desafios significativos nos nossos processos de fabrico. Muitos maquinistas debatem-se com um desgaste rápido das ferramentas, um acabamento superficial deficiente e resultados inconsistentes quando trabalham com este material exigente. Estes problemas não só conduzem a um aumento dos custos de produção, como também causam atrasos frustrantes e problemas de qualidade.
As melhores ferramentas para maquinagem de aço inoxidável incluem ferramentas de corte de carboneto com revestimentos especializados, máquinas CNC rígidas com elevada potência de fuso e pastilhas de corte avançadas concebidas especificamente para aço inoxidável. Os sistemas adequados de fornecimento de líquido de refrigeração e os suportes de ferramentas são também essenciais para um desempenho ótimo.

Ferramentas de corte de metal duro: A base do sucesso
Na minha experiência na PTSMAKE, as ferramentas de metal duro provaram ser a escolha mais fiável para a maquinação de aço inoxidável. Utilizamos principalmente fresas de topo de metal duro com as seguintes caraterísticas principais:
- Composição de carboneto de micro-grão para maior resistência ao desgaste
- Ângulos de hélice variáveis para reduzir a vibração
- Ângulos de inclinação mais elevados para uma melhor evacuação das aparas
- Preparação especializada de arestas para evitar falhas prematuras da ferramenta
A classe de metal duro correta é crucial. Para aplicações em aço inoxidável, recomendamos classes com teor de cobalto 10-12%, que proporcionam um equilíbrio ótimo entre dureza e tenacidade.
Revestimentos para ferramentas de corte: Um elemento de mudança de jogo
As modernas tecnologias de revestimento revolucionaram a maquinagem do aço inoxidável. Aqui está uma análise detalhada dos revestimentos mais eficazes:
| Tipo de revestimento | Benefícios | Melhores aplicações |
|---|---|---|
| AlTiN | Alta resistência ao calor, excelente dureza | Maquinação a alta velocidade |
| TiCN | Boa resistência ao desgaste, menor fricção | Operações médias |
| ZrN | Estabilidade química, borda de acumulação reduzida | Operações de acabamento |
| TiAlN | Resistência superior à oxidação | Desbaste pesado |
Requisitos avançados para máquinas CNC
O sucesso da maquinagem de aço inoxidável depende muito das capacidades da máquina. As caraterísticas essenciais incluem:
Elevada potência do fuso
- Mínimo de 15 CV para peças pequenas e médias
- 25+ HP para componentes maiores
- Capacidades de binário elevado a velocidades mais baixas
Construção rígida
- Fundição de base resistente
- Guias lineares com pré-carga elevada
- Rolamentos de fuso robustos
Estabilidade térmica
- Fuso com controlo de temperatura
- Capacidade de passagem de líquido de refrigeração
- Sistemas de compensação térmica
Porta-ferramentas e soluções de porta-peças
A fixação correta da ferramenta é fundamental para a maquinagem de aço inoxidável. Recomendamos:
- Porta-ferramentas hidráulicos para um melhor controlo da excentricidade
- Suportes termoretrácteis para aplicações de alta velocidade
- Mandris de fresagem resistentes para máxima rigidez
Sistemas de distribuição de líquido de refrigeração
A gestão eficaz do líquido de refrigeração é crucial quando se maquina aço inoxidável:
Sistemas de refrigeração de alta pressão
- 1000+ PSI para perfuração de furos profundos
- 300-500 PSI para operações gerais de fresagem
- Fornecimento de líquido de refrigeração através da ferramenta
Seleção do líquido de refrigeração
- Refrigerantes à base de óleo para corte pesado
- Emulsões solúveis em água para uso geral
- Lubrificação de quantidade mínima (MQL) para aplicações específicas
Seleção de inserções e geometria
A geometria correta da pastilha pode ter um impacto significativo na vida útil da ferramenta e no acabamento da superfície:
- Ângulos de inclinação positivos para forças de corte reduzidas
- Forte preparação de arestas para cortes interrompidos
- Geometria do separador de aparas para um melhor controlo das aparas
- Seleção do raio do canto com base nos requisitos de acabamento da superfície
Monitorização e gestão da vida útil das ferramentas
Para otimizar o desempenho da ferramenta, implementamos estas estratégias:
Inspeção regular da ferramenta
- Medir os padrões de desgaste
- Monitorizar as forças de corte
- Acompanhar sistematicamente a vida útil das ferramentas
Otimização da vida útil da ferramenta
- Ajustar os parâmetros de corte com base na análise do desgaste
- Implementar calendários preditivos de mudança de ferramentas
- Documentar os indicadores de desempenho
Otimização dos parâmetros do processo
O sucesso na maquinagem de aço inoxidável requer uma atenção cuidadosa aos parâmetros de corte:
| Parâmetro | Recomendação | Impacto |
|---|---|---|
| Velocidade | 30-40% inferior ao aço-carbono | Reduz a produção de calor |
| Alimentação | Moderado a pesado | Evita o endurecimento por trabalho |
| Profundidade de corte | Envolvimento consistente | Mantém a vida útil da ferramenta |
| Ângulo de entrada | 45° quando possível | Reduz a carga de choque |
Ao implementar estas recomendações de ferramentas e equipamentos, temos conseguido consistentemente excelentes resultados na maquinação de aço inoxidável. A chave é manter uma abordagem sistemática à seleção de ferramentas, configuração da máquina e otimização do processo, tendo sempre em conta os requisitos específicos da sua aplicação.
Como evitar o endurecimento por trabalho na maquinagem de aço inoxidável?
Trabalhar com aço inoxidável pode ser uma verdadeira dor de cabeça nas operações de maquinagem. Já vi inúmeros projectos em que o endurecimento por trabalho levou a um desgaste prematuro da ferramenta, a um acabamento superficial deficiente e até a falhas completas da peça. Este problema torna-se ainda mais frustrante quando são necessárias tolerâncias apertadas, uma vez que a camada endurecida pode causar inconsistências dimensionais.
Para evitar o endurecimento por trabalho na maquinagem de aço inoxidável, mantenha forças de corte consistentes, utilize a geometria adequada da ferramenta com ângulos de inclinação positivos e implemente estratégias de arrefecimento eficazes. Mantenha as velocidades de corte moderadas, assegure cortes contínuos sempre que possível e selecione revestimentos de ferramentas adequados para uma melhor gestão do calor.

Compreender a mecânica de endurecimento por trabalho
O endurecimento por trabalho ocorre quando a tensão mecânica provoca a alteração da estrutura cristalina do material, resultando num aumento da dureza e da resistência. No aço inoxidável, este fenómeno é particularmente pronunciado devido à sua estrutura austenítica. O material pode tornar-se até 50% mais duro do que o seu estado original, tornando os cortes subsequentes cada vez mais difíceis.
Os principais factores que desencadeiam o endurecimento do trabalho são
- Forças de corte excessivas
- Acumulação de calor durante a maquinagem
- Formação inconsistente de aparas
- Desvio da ferramenta
- Parâmetros de corte inadequados
Otimização da geometria da ferramenta
A geometria correta da ferramenta desempenha um papel crucial na prevenção do endurecimento por trabalho. Eis o que recomendo com base em testes alargados:
| Parâmetro da ferramenta | Valor recomendado | Objetivo |
|---|---|---|
| Ângulo de inclinação | 10-15° positivos | Reduz as forças de corte |
| Ângulo de alívio | 8-12° | Evita a fricção |
| Preparação da borda | Afiação nítida a ligeira | Ação de corte limpa |
| Raio de ponta da ferramenta | 0.015-0.032" | Equilibra a resistência e a produção de calor |
Seleção de parâmetros de corte
Os parâmetros de corte corretos são essenciais para manter forças de corte consistentes:
| Parâmetro | Recomendação | Justificação |
|---|---|---|
| Velocidade de corte | 100-150 SFM | Equilibra a produção de calor |
| Taxa de alimentação | 0,004-0,008 IPR | Mantém o controlo das aparas |
| Profundidade de corte | 0.040-0.080" | Evita o endurecimento por trabalho |
| Passar por cima | 30-40% do diâmetro da ferramenta | Assegura um corte estável |
Implementação da estratégia de arrefecimento
O arrefecimento efetivo é crucial para evitar o endurecimento do trabalho. Recomendo a aplicação destas estratégias:
Líquido de arrefecimento de alta pressão
- Utilizar pressões superiores a 1000 PSI
- Direcionar o líquido de refrigeração precisamente para a aresta de corte
- Manter a temperatura do líquido de refrigeração constante
Arrefecimento através da ferramenta
- Permite uma melhor remoção do calor
- Melhora a evacuação das aparas
- Reduz o choque térmico
Considerações específicas do material
Diferentes tipos de aço inoxidável exigem abordagens específicas:
| Grau | Considerações especiais | Abordagem recomendada |
|---|---|---|
| 304 | Elevada tendência para o endurecimento por trabalho | Utilizar velocidades mais baixas, avanços mais elevados |
| 316 | Tendência moderada para o endurecimento por trabalho | Parâmetros standard com bom arrefecimento |
| 410 | Menos propensos ao endurecimento por trabalho | Pode utilizar cortes mais agressivos |
Seleção do revestimento da ferramenta
O revestimento correto pode ter um impacto significativo na prevenção do endurecimento por trabalho:
Revestimentos de AlTiN
- Excelente resistência ao calor
- Reduz a fricção
- Aumenta a vida útil da ferramenta
Revestimentos de TiCN
- Bom para cortes interrompidos
- Mantém o fio de corte afiado
- Resiste à formação de arestas postiças
Monitorização e ajustamento do processo
O controlo regular ajuda a evitar o endurecimento do trabalho:
Indicadores de acabamento de superfície
- Aumento da rugosidade
- Zonas polidas
- Textura inconsistente
Sinais de desgaste de ferramentas
- Padrões de desgaste acelerado
- Formação de rebordos
- Alterações no som de corte
Consumo de energia
- Aumento súbito do consumo de energia
- Utilização inconsistente da energia
- Linha de base mais elevada do que o normal
Melhores práticas para o sucesso
Para garantir resultados consistentes:
Estratégia de maquinagem
- Utilizar a fresagem ascendente sempre que possível
- Manter a carga constante das pastilhas
- Evitar cortes ligeiros que friccionam em vez de cortar
Planeamento do caminho da ferramenta
- Minimizar as variações de engate da ferramenta
- Evitar mudanças bruscas de direção
- Planear o corte contínuo sempre que possível
Considerações sobre a configuração
- Assegurar uma fixação rígida da peça de trabalho
- Minimizar a saliência
- Utilizar os comprimentos de ferramenta mais curtos possíveis
Através da implementação destas estratégias, alcançámos um sucesso consistente na prevenção do endurecimento por trabalho em várias aplicações de aço inoxidável. Lembre-se que a prevenção é sempre melhor do que lidar com material já endurecido, uma vez que as medidas corretivas resultam frequentemente em custos acrescidos e atrasos na produção.
Quais são os melhores métodos de arrefecimento e de lubrificação?
Maquinar aço inoxidável sem um arrefecimento adequado é como correr uma maratona no deserto sem água. O calor intenso gerado durante o processo de corte pode destruir rapidamente ferramentas de corte dispendiosas e comprometer a qualidade da peça. Já vi inúmeros maquinistas a debaterem-se com o desgaste prematuro das ferramentas e com acabamentos de superfície pobres simplesmente porque negligenciaram este aspeto crítico.
Os métodos de arrefecimento mais eficazes para maquinar aço inoxidável combinam o arrefecimento por inundação para operações gerais e o arrefecimento por névoa para aplicações de alta velocidade. A escolha do fluido de corte é igualmente importante - os refrigerantes sintéticos ou semi-sintéticos com elevada lubrificação e propriedades de dissipação de calor proporcionam os melhores resultados.

Compreender a importância do arrefecimento na maquinagem de aço inoxidável
Ao maquinar aço inoxidável, cerca de 80% da energia utilizada no corte transforma-se em calor. Este calor concentra-se na aresta de corte e na interface da peça de trabalho. Sem um arrefecimento adequado, a ferramenta de corte pode atingir temperaturas superiores a 800°C, levando a um desgaste rápido da ferramenta e a potenciais danos na peça de trabalho.
As três principais funções dos sistemas de arrefecimento são:
- Remoção de calor da zona de corte
- Lubrificação entre a ferramenta e a peça de trabalho
- Evacuação de aparas da zona de corte
Tipos de métodos de arrefecimento
Arrefecimento por inundação
Este método tradicional continua a ser a técnica de arrefecimento mais utilizada na maquinagem de aço inoxidável. Eis porque é que é eficaz:
- Proporciona um controlo consistente da temperatura
- Assegura uma excelente evacuação das aparas
- Cria uma barreira protetora entre a ferramenta e a peça de trabalho
- Oferece uma boa qualidade de acabamento superficial
No entanto, o arrefecimento por inundação requer uma manutenção adequada do sistema de arrefecimento e a substituição regular do fluido para manter a sua eficácia.
Arrefecimento por névoa (MQL - Minimum Quantity Lubrication)
Esta abordagem moderna utiliza um spray fino de líquido de refrigeração misturado com ar comprimido:
- Reduz o consumo de líquido de refrigeração até 95%
- Ideal para operações de maquinagem a alta velocidade
- Opção amiga do ambiente
- Melhor visibilidade da zona de corte
Arrefecimento criogénico
Para aplicações especializadas, o arrefecimento por azoto líquido oferece vantagens únicas:
- Temperaturas extremamente baixas (-196°C)
- Aumenta significativamente a vida útil da ferramenta
- Ideal para materiais difíceis de maquinar
- Não deixa resíduos nas peças
Seleção do fluido de corte correto
A escolha do fluido de corte tem um impacto significativo no desempenho da maquinação. Aqui está uma comparação abrangente:
| Tipo de fluido | Vantagens | Melhores aplicações | Intervalo de concentração |
|---|---|---|---|
| Sintético | Elevada dissipação de calor, funcionamento limpo | Maquinação a alta velocidade | 5-10% |
| Semi-sintético | Boa lubricidade, custo moderado | Objetivo geral | 6-12% |
| Óleo solúvel | Excelente lubrificação, bom arrefecimento | Corte pesado | 8-15% |
| Óleo puro | Lubrificação máxima | Operações a baixa velocidade | 100% |
Estratégias de otimização para sistemas de refrigeração
Pressão e caudal
A eficácia do arrefecimento depende em grande medida de uma distribuição correta:
- Utilizar refrigeração de alta pressão (1000+ PSI) para furos profundos e cortes difíceis
- Manter caudais consistentes com base no tipo de funcionamento
- Posicionar corretamente os bicos para direcionar a zona de corte
Requisitos de manutenção
A manutenção regular garante um desempenho de refrigeração ótimo:
- Monitorizar semanalmente a concentração do líquido de refrigeração
- Verificar regularmente os níveis de pH (intervalo ideal: 8,5-9,5)
- Filtragem contínua de aparas e contaminantes
- Substituir o líquido de refrigeração quando o crescimento biológico se tornar evidente
Técnicas avançadas de arrefecimento
Arrefecimento através da ferramenta
Este método fornece o líquido de refrigeração diretamente através da ferramenta de corte:
- Garante que o líquido de refrigeração chega às áreas críticas
- Aumenta a vida útil da ferramenta até 50%
- Permite velocidades de corte mais elevadas
- Particularmente eficaz na perfuração de furos profundos
Arrefecimento de canal duplo
Alguns sistemas modernos utilizam canais separados para arrefecimento e lubrificação:
- Optimiza as funções de refrigeração e de lubrificação
- Reduz o consumo global de fluidos
- Proporciona um melhor controlo dos parâmetros do processo
Conselhos práticos de implementação
Com base na minha experiência de trabalho com vários métodos de arrefecimento, eis as principais considerações:
Comece pelo básico:
- Utilizar um líquido de arrefecimento de alta qualidade
- Manter a concentração correta
- Limpar o sistema regularmente
Monitorizar estes parâmetros críticos:
- Pressão do líquido de refrigeração
- Caudal
- Temperatura
- Níveis de concentração
Considere estes factores ao escolher um método de arrefecimento:
- Caraterísticas do material
- Parâmetros de corte
- Geometria da ferramenta
- Volume de produção
Lembre-se que o melhor método de arrefecimento combina frequentemente diferentes técnicas com base nos requisitos específicos da aplicação. A chave é encontrar o equilíbrio correto entre eficácia de arrefecimento, eficiência de custos e impacto ambiental.
Como obter uma elevada precisão na maquinagem de aço inoxidável?
Alcançar a precisão na maquinagem de aço inoxidável é um desafio constante que muitos fabricantes enfrentam. Já assisti ao fracasso de inúmeros projectos devido a um controlo de precisão deficiente, resultando em peças sucateadas, prazos não cumpridos e clientes frustrados. A complexidade das propriedades do aço inoxidável torna este desafio ainda mais assustador, uma vez que mesmo pequenas variações podem levar a desvios significativos.
Para alcançar uma elevada precisão na maquinagem de aço inoxidável, os fabricantes devem concentrar-se em três áreas críticas: manter a estabilidade da máquina, implementar uma monitorização sistemática do desgaste da ferramenta e realizar inspecções regulares de controlo de qualidade com equipamento de metrologia avançado.

Fundamentos de estabilidade de máquinas
A estabilidade da máquina é a base da maquinação de precisão. No PTSMAKE, implementámos várias medidas-chave para garantir uma estabilidade óptima:
Controlo da temperatura
- Manter a temperatura da oficina a 20°C ±1°C
- Instalar sensores térmicos em componentes críticos da máquina
- Utilizar sistemas de controlo da temperatura do líquido de refrigeração
- Implementar ciclos de aquecimento antes de operações de precisão
Gestão de vibrações
- Instalar suportes anti-vibração
- Manutenção regular dos rolamentos do fuso
- Utilizar sistemas de monitorização das vibrações
- Isolamento adequado da fundação
Sistemas de monitorização do desgaste de ferramentas
O desgaste das ferramentas tem um impacto significativo na precisão da maquinação. A nossa abordagem inclui:
Métodos de monitorização em tempo real
- Sensores de emissão acústica
- Monitorização do consumo de energia
- Medição da força de corte
- Sistemas de inspeção visual
| Parâmetro de monitorização | Método de medição | Impacto na precisão |
|---|---|---|
| Força de corte | Dinamómetro | Correlação direta com o desgaste da ferramenta |
| Consumo de energia | Medidor de amperes | Indica o estado da ferramenta |
| Emissão acústica | Sensores | Deteção precoce de desgaste |
| Acabamento da superfície | Visual/Táctil | Indicador de qualidade final |
Protocolo de controlo de qualidade
O nosso sistema de controlo de qualidade abrangente garante uma precisão consistente:
Equipamento de medição
- Máquinas de medição por coordenadas (CMM)
- Sistemas de medição ótica
- Testadores de rugosidade de superfície
- Micrómetros digitais
Frequência de inspeção
Estabelecemos um calendário de inspeção estruturado:
| Fase de produção | Tipo de inspeção | Frequência |
|---|---|---|
| Configuração | Primeiro artigo | Cada nova configuração |
| Produção | Em curso | Cada 10 peças |
| Final | CMM | Inspeção 100% |
| Pós-processamento | Acabamento da superfície | Base de amostragem |
Otimização dos parâmetros do processo
A obtenção de uma precisão elevada exige uma seleção cuidadosa dos parâmetros:
Parâmetros de corte
- Velocidades de corte reduzidas (20-30% inferiores às do aço-carbono)
- Taxas de alimentação controladas
- Profundidade de corte adequada
- Fixação rígida da peça de trabalho
Gestão do líquido de refrigeração
- Fornecimento de líquido de refrigeração a alta pressão
- Controlo regular da concentração do líquido de refrigeração
- Líquido de arrefecimento filtrado e com temperatura controlada
- Posicionamento estratégico do bocal de refrigeração
Controlos ambientais
Os factores ambientais desempenham um papel crucial na manutenção da precisão:
Ambiente da oficina
- Instalação climatizada
- Sistemas de filtragem de ar
- Horários de limpeza regulares
- Níveis de humidade controlados
Manuseamento de materiais
- Estabilização da temperatura antes da maquinagem
- Condições de armazenamento adequadas
- Manuseamento mínimo durante o processamento
- Limpar as superfícies da peça de trabalho
Controlo Estatístico do Processo
Implementamos métodos SPC abrangentes:
Recolha de dados
- Registo automático de medições
- Análise de dados em tempo real
- Monitorização de tendências
- Estudos de capacidade de processo
| Tipo de gráfico de controlo | Aplicação | Limites de ação |
|---|---|---|
| Gráfico X-bar | Controlo dimensional | ±3σ |
| Gráfico R | Variação do processo | Limite superior de controlo |
| Gráfico individual | Caraterísticas críticas | ±2σ |
Melhoria contínua
O nosso processo de maquinagem de precisão evolui constantemente:
Comentários regulares
- Análise mensal do desempenho
- Integração do feedback do cliente
- Actualizações tecnológicas
- Programas de formação do pessoal
Documentação
- Instruções pormenorizadas do processo
- Registos de controlo de qualidade
- Registos de manutenção
- Certificados de calibração
Esta abordagem abrangente à maquinação de precisão em aço inoxidável permitiu-nos alcançar consistentemente tolerâncias de ±0,01 mm. A chave é manter uma abordagem sistemática a todos os aspectos do processo de maquinação, desde o controlo ambiental até à inspeção final. Seguindo estas diretrizes e monitorizando e melhorando continuamente os nossos processos, podemos garantir resultados fiáveis e de alta precisão nas operações de maquinação de aço inoxidável.
Quais são as aplicações das peças maquinadas em aço inoxidável?
Muitos fabricantes lutam para encontrar o material certo para os seus componentes críticos que exigem durabilidade e precisão. O desafio torna-se ainda mais complexo quando estas peças têm de resistir à corrosão, manter a estabilidade sob temperaturas extremas e cumprir os rigorosos regulamentos da indústria. Sem a escolha correta do material, os produtos podem falhar prematuramente ou enfrentar problemas de conformidade regulamentar.
As peças maquinadas em aço inoxidável são componentes versáteis utilizados em vários sectores, desde o aeroespacial até aos dispositivos médicos. Estas peças oferecem uma excecional resistência à corrosão, durabilidade e precisão, tornando-as ideais para aplicações exigentes em que a fiabilidade e o desempenho são cruciais.

Aplicações da indústria aeroespacial
O sector aeroespacial depende fortemente de peças maquinadas em aço inoxidável para componentes críticos. Trabalhei com numerosos clientes do sector aeroespacial no PTSMAKE, e estas peças são essenciais para..:
- Componentes de motores e pás de turbinas
- Mecanismos do trem de aterragem
- Suportes estruturais e elementos de fixação
- Componentes do sistema hidráulico
- Actuadores da superfície de controlo
A elevada relação força/peso e a excelente resistência ao calor do aço inoxidável tornam-no perfeito para estas aplicações exigentes.
Fabrico de dispositivos médicos
Em aplicações médicas, a biocompatibilidade e as capacidades de esterilização do aço inoxidável são inestimáveis. As aplicações mais comuns incluem:
| Componente médica | Requisitos essenciais | Vantagens do aço inoxidável |
|---|---|---|
| Instrumentos cirúrgicos | Precisão, esterilização | Resistência à corrosão, Durabilidade |
| Implantes | Biocompatibilidade, resistência | Longa duração, resistência a fluidos corporais |
| Equipamento de diagnóstico | Fiabilidade, facilidade de limpeza | Fácil manutenção, estabilidade |
| Dispositivos médicos | Precisão, durabilidade | Estabilidade dimensional, Resistência ao desgaste |
Componentes para automóveis
A indústria automóvel utiliza extensivamente peças maquinadas em aço inoxidável. As principais aplicações incluem:
- Componentes do sistema de escape
- Sistemas de injeção de combustível
- Componentes das válvulas do motor
- Caixas de sensores
- Componentes do sistema de travagem
Estas peças têm de suportar temperaturas elevadas, pressão e exposição constante a substâncias corrosivas.
Equipamento de processamento de alimentos e bebidas
A resistência à corrosão e a facilidade de limpeza do aço inoxidável tornam-no ideal para o processamento de alimentos:
- Recipientes de mistura
- Sistemas de transporte
- Ferramentas de corte e processamento
- Tanques de armazenamento
- Sistemas de filtragem
Indústria de processamento químico
A indústria química requer materiais que resistam a ambientes agressivos:
| Aplicação | Desafio ambiental | Solução em aço inoxidável |
|---|---|---|
| Componentes da bomba | Exposição química | Resistência superior à corrosão |
| Corpos de válvulas | Alta pressão | Integridade estrutural |
| Permutadores de calor | Temperaturas extremas | Estabilidade térmica |
| Vasos do reator | Múltiplos factores de stress | Durabilidade geral |
Aplicações marítimas
Os ambientes marinhos são particularmente difíceis devido à constante exposição à água salgada:
- Eixos de hélice
- Ferragens do convés
- Sensores subaquáticos
- Equipamento de navegação
- Fixadores e acessórios
Indústria eletrónica
O sector da eletrónica utiliza o aço inoxidável maquinado para..:
- Caixas de equipamento
- Dissipadores de calor
- Componentes de proteção EMI
- Suportes de montagem
- Conchas de ligação
Equipamento para petróleo e gás
A indústria do petróleo e do gás exige componentes particularmente robustos:
- Componentes da cabeça do poço
- Sistemas de válvulas
- Recipientes sob pressão
- Acessórios para tubagens
- Equipamento submarino
Considerações sobre qualidade em todas as aplicações
No fabrico destes componentes, vários factores são cruciais:
Seleção de materiais
- Seleção do grau com base na candidatura
- Requisitos de certificação
- Considerações sobre os custos
Processo de fabrico
- Capacidades de maquinagem de precisão
- Requisitos de acabamento da superfície
- Tratamento de geometria complexa
Controlo de qualidade
- Precisão dimensional
- Verificação das propriedades dos materiais
- Inspeção do acabamento da superfície
No PTSMAKE, mantemos medidas rigorosas de controlo de qualidade para garantir que cada componente cumpre os requisitos específicos da indústria:
| Indústria | Requisitos críticos | Medidas de qualidade |
|---|---|---|
| Aeroespacial | Certificação AS9100 | Inspeção 100% |
| Médico | Conformidade com a FDA | Processos validados |
| Automóvel | Normas IATF 16949 | Controlo estatístico do processo |
| Processamento de alimentos | Normas FDA/USDA | Rastreabilidade dos materiais |
Ao trabalhar com diversas indústrias, observei que o sucesso das aplicações em aço inoxidável depende muito da compreensão dos requisitos específicos da indústria e da manutenção de um controlo de qualidade rigoroso ao longo do processo de fabrico. Cada aplicação requer uma análise cuidadosa da seleção do tipo de material, dos processos de fabrico e das medidas de controlo de qualidade para garantir um desempenho ótimo na utilização pretendida.
Como reduzir os custos mantendo a qualidade?
No panorama atual da produção, os custos crescentes da maquinagem do aço inoxidável representam um desafio significativo. O desgaste das ferramentas acelera rapidamente, os preços dos materiais continuam a subir e as despesas de produção parecem multiplicar-se a cada trimestre que passa. Muitos fabricantes vêem-se obrigados a manter os padrões de qualidade e a gerir os custos crescentes, o que leva à redução das margens de lucro.
A chave para reduzir os custos, mantendo a qualidade na maquinação de aço inoxidável, reside numa abordagem abrangente que combina parâmetros de corte optimizados, soluções de ferramentas avançadas, estratégias de redução de desperdício e princípios de fabrico lean. Estes métodos podem diminuir as despesas em 15-30% sem comprometer a qualidade da peça.

Otimização dos parâmetros de corte
A seleção correta dos parâmetros de corte constitui a base de uma maquinação rentável. Através de testes e monitorização cuidadosos no PTSMAKE, identificámos estes factores críticos:
| Parâmetro | Impacto nos custos | Otimização recomendada |
|---|---|---|
| Velocidade de corte | Efeito direto na vida útil da ferramenta | Utilizar gamas de velocidade óptimas para graus específicos |
| Taxa de alimentação | Influencia o acabamento da superfície e o desgaste da ferramenta | Equilíbrio entre produtividade e desgaste |
| Profundidade de corte | Afecta o consumo de energia e o esforço da ferramenta | Manter um envolvimento consistente |
| Utilização do líquido de refrigeração | Impacta a vida útil da ferramenta e a qualidade da superfície | Utilizar refrigeração a alta pressão sempre que possível |
Soluções de ferramentas avançadas
Investir em ferramentas de corte modernas pode parecer caro inicialmente, mas os benefícios a longo prazo são substanciais:
Ferramentas de metal duro revestidas
- Vida útil prolongada da ferramenta (até 200% mais longa)
- Possibilidade de velocidades de corte mais elevadas
- Melhor qualidade de acabamento da superfície
Ferramentas multifuncionais
- Tempo de configuração reduzido
- Menos trocas de ferramentas
- Custos de inventário mais baixos
Estratégias de redução de resíduos
A minimização dos resíduos tem um impacto direto no resultado final:
Otimização de materiais
- Agrupamento eficiente de peças
- Utilizar estrategicamente os restos de materiais
- Implementação de sistemas de controlo de materiais
Redução de resíduos de processos
- Otimização da programação para um desperdício mínimo
- Manutenção regular para evitar defeitos
- Controlo de qualidade na origem
Implementação do Lean Manufacturing
A aplicação dos princípios lean especificamente para a maquinação de aço inoxidável inclui:
Produção Just-in-Time
- Redução dos custos de inventário
- Melhor gestão do fluxo de caixa
- Requisitos de armazenamento minimizados
Mapeamento do fluxo de valor
- Identificação de ineficiências
- Eliminação de actividades que não acrescentam valor
- Racionalização do fluxo de trabalho
Monitorização e análise de custos
O acompanhamento regular dos principais indicadores de custos ajuda a manter o controlo:
| Fator de custo | Método de controlo | Melhoria do objetivo |
|---|---|---|
| Consumo de ferramentas | Acompanhamento da utilização por peça | Redução 15-20% |
| Utilização de materiais | Análise da taxa de refugo | Melhoria 10-15% |
| Tempo de funcionamento da máquina | Medições OEE | Aumento de 5-10% |
| Eficiência laboral | Estudos de tempo | 10-15% melhoramento |
Integração tecnológica
A tecnologia moderna desempenha um papel crucial na redução dos custos:
Otimização do software CAM
- Melhores estratégias de percurso de ferramenta
- Redução dos tempos de ciclo
- Melhoria do acabamento da superfície
Sistemas de monitorização de máquinas
- Acompanhamento do desempenho em tempo real
- Manutenção preventiva
- Otimização do consumo de energia
Integração da garantia de qualidade
Manter a qualidade e reduzir os custos exige:
Monitorização durante o processo
- Deteção precoce de problemas
- Redução das taxas de refugo
- Produção de qualidade consistente
Controlo Estatístico do Processo
- Tomada de decisões com base em dados
- Análise de tendências
- Melhoria contínua
Na PTSMAKE, implementámos com sucesso estas estratégias em toda a nossa área de produção. Por exemplo, através da otimização dos parâmetros de corte e da implementação de soluções de ferramentas avançadas, conseguimos uma redução de 25% nos custos de maquinação de um componente médico complexo em aço inoxidável, mantendo tolerâncias apertadas de ±0,01mm.
A chave é encarar a redução de custos não como um esforço único, mas como um processo contínuo de melhoria contínua. Ao abordar sistematicamente cada aspeto do processo de maquinação, desde a seleção de ferramentas até à redução de desperdícios, é possível obter poupanças de custos significativas sem comprometer os padrões de qualidade que os nossos clientes esperam e merecem.
Lembre-se que uma redução de custos bem sucedida na maquinação de aço inoxidável requer uma abordagem equilibrada. Embora seja tentador concentrar-se apenas em medidas imediatas de redução de custos, a visão a longo prazo deve sempre dar prioridade à manutenção dos padrões de qualidade. Isto assegura uma redução de custos sustentável que não compromete a sua reputação nem conduz a problemas de qualidade dispendiosos no futuro.






