

Обработка титана Grade 5 может стать настоящей головной болью для многих производителей. Я часто вижу, как инженеры борются с чрезмерным износом инструмента, плохим качеством обработки поверхности и высокими производственными затратами при работе с этим сложным материалом. Сочетание высокой прочности, низкой теплопроводности и склонности к закалке делает его особенно требовательным к правильной обработке. [...]
Для эффективной обработки титана Grade 5 используйте острые твердосплавные инструменты, поддерживайте низкие скорости резания (около 150-200 SFM), применяйте охлаждающую жидкость под высоким давлением и обеспечьте жесткую установку инструмента. Поддерживайте умеренные скорости подачи и равномерное образование стружки, чтобы предотвратить закалку и продлить срок службы инструмента.

В компании PTSMAKE мы усовершенствовали процесс обработки титана в ходе многочисленных успешных проектов. Я хочу поделиться некоторыми конкретными методиками, которые неизменно приносят отличные результаты нашим клиентам из аэрокосмической отрасли и сферы медицинского оборудования. В следующих разделах мы рассмотрим параметры резания, выбор инструмента и стратегии охлаждения, которые могут значительно улучшить результаты обработки титана.
Что такое титан класса 5 (Ti-6Al-4V)?
Работая с различными материалами в точном производстве, я заметил, что многие инженеры испытывают трудности с выбором подходящего титанового сплава для своих проектов. Подавляющее число марок и их технических характеристик часто приводит к путанице и потенциальным дорогостоящим ошибкам при выборе материала, особенно когда речь идет о критически важных приложениях.
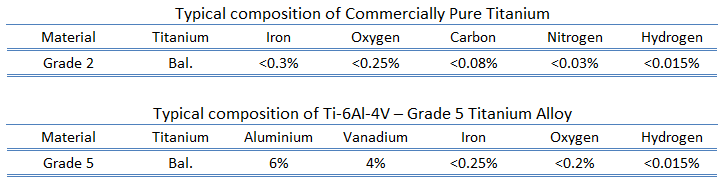
Titanium Grade 5 (Ti-6Al-4V) - это премиальный альфа-бета титановый сплав, содержащий 6% алюминия, 4% ванадия и 90% титана. Он признан самым универсальным титановым сплавом, предлагающим исключительное сочетание прочности, легких свойств и коррозионной стойкости.
Химический состав и структура
Уникальные свойства Ti-6Al-4V обусловлены его тщательно сбалансированным составом. Вот подробное описание его химического состава:
| Элемент | Процент (%) |
|---|---|
| Титан | 88.5-91 |
| Алюминий | 5.5-6.75 |
| Ванадий | 3.5-4.5 |
| Железо | ≤0.40 |
| Кислород | ≤0.20 |
| Углерод | ≤0.08 |
| Азот | ≤0.05 |
Сайт микроструктура1 Ti-6Al-4V состоит из двух фаз: альфа (α) и бета (β). Алюминий выступает в качестве стабилизатора альфа-фазы, а ванадий стабилизирует бета-фазу. Такая двухфазная структура вносит значительный вклад в превосходные механические свойства.
Механические свойства
Ti-6Al-4V обладает исключительными механическими характеристиками, что делает его идеальным для применения в сложных условиях:
Прочность на разрыв
- Предельная прочность на разрыв: 895-930 МПа
- Предел текучести: 828-869 МПа
- Удлинение: 10-15%
Физические свойства
- Плотность: 4,43 г/см³
- Температура плавления: 1604-1660°C
- Модуль упругости: 113,8 ГПа
Ключевые преимущества
При сравнении Ti-6Al-4V с другими материалами выделяется несколько преимуществ:
Соотношение прочности и веса
- 40% легче стали при сопоставимой прочности
- Отличная усталостная прочность
- Превосходная удельная прочность
Устойчивость к коррозии
- Образование естественного оксидного слоя
- Отличная устойчивость к соленой воде
- Высокая устойчивость к химической коррозии
Температурные характеристики
- Сохраняет прочность при повышенных температурах
- Стабильность до 400°C
- Низкий коэффициент теплового расширения
Промышленное применение
Исходя из моего опыта работы с многочисленными проектами в области точного производства, Ti-6Al-4V находит широкое применение в различных отраслях промышленности:
Аэрокосмическая промышленность
- Конструктивные элементы самолетов
- Детали двигателя
- Компоненты шасси
- Крепеж и фитинги
Медицина
- Хирургические имплантаты
- Зубные имплантаты
- Протезы
- Медицинские инструменты
Автомобили
- Клапаны двигателя
- Шатуны
- Компоненты подвески
- Гоночные приложения
Морской
- Валы пропеллеров
- Подводное оборудование
- Военно-морские компоненты
- Морская арматура
Производственные соображения
Работа с Ti-6Al-4V требует особого подхода:
Параметры обработки
- Более низкая скорость резки по сравнению со сталью
- Острые высококачественные режущие инструменты
- Достаточное охлаждение во время обработки
- Регулярная замена инструментов
Термообработка
- Обработка раствором: 955°C в течение 1 часа
- Выдержка: 480-595°C в течение 4-8 часов
- Контролируемая скорость охлаждения
- Надлежащий контроль атмосферы
Контроль качества
- Регулярное тестирование состава
- Проверка механических свойств
- Неразрушающий контроль
- Контроль чистоты поверхности
Факторы стоимости
Несмотря на то, что Ti-6Al-4V обладает превосходными свойствами, его стоимость зависит от затрат:
- Расходы на сырье
- Особые требования к обработке
- Износ и замена инструмента
- Меры по контролю качества
- Затраты на термообработку
Инвестиции часто оправдывают себя:
- Увеличенный срок службы
- Снижение потребности в техническом обслуживании
- Более низкая частота замены
- Расширенные возможности производительности
Почему обработка титана Grade 5 является сложной задачей?
Каждую неделю я получаю запросы от клиентов, испытывающих трудности с обработкой титана Grade 5. Их разочарование часто связано с быстрым износом инструмента, плохим качеством обработки поверхности и несовместимыми результатами. Что еще более тревожно, так это то, что эти проблемы не просто дорогостоящие - они вызывают значительные задержки производства и проблемы контроля качества в различных отраслях промышленности.
Основная сложность обработки титана класса 5 (Ti-6Al-4V) обусловлена его уникальными свойствами. Его низкая теплопроводность в сочетании с высокими усилиями резания и закалкой создает идеальный шторм трудностей обработки, требующих специальных методов и тщательного рассмотрения.

Дилемма управления теплом
Наиболее серьезной проблемой при обработке Ti-6Al-4V является его теплопроводность2что примерно на 1/6 меньше, чем у стали. Это свойство создает несколько взаимосвязанных проблем:
- Концентрация тепла на режущей кромке
- Быстрый износ инструмента из-за повышенных температур
- Возможное искажение заготовки
- Риск упрочнения поверхности
По моему опыту работы в компании PTSMAKE, мы обнаружили, что более 80% отказов инструмента при обработке титана связаны с проблемами нагрева. Тепло, выделяемое при резке, неэффективно рассеивается через стружку или заготовку, а концентрируется на режущей кромке.
Склонность к усердию в работе
Ti-6Al-4V обладает сильными свойствами закалки, что создает уникальные проблемы:
| Аспект | Воздействие | Стратегия смягчения последствий |
|---|---|---|
| Поверхностный слой | Образует закаленный слой во время резки | Поддерживайте постоянную глубину резания |
| Давление инструмента | Требуются более высокие усилия резания | Использование жесткой инструментальной оснастки |
| Структура материала | Изменения при стрессе | Оптимизация параметров резки |
| Качество поверхности | Влияет на последующие проходы | Используйте правильные методы охлаждения |
Механизмы износа инструмента
Сочетание высоких температур резания и сильной химической реактивности приводит к ускоренному износу инструмента по нескольким механизмам:
Адгезионный износ
- Накапливание материала на режущих кромках
- Несоответствующая обработка поверхности
- Изменение геометрии инструмента
Диффузионный износ
- Химическое взаимодействие между инструментом и заготовкой
- Ухудшение свойств режущей кромки
- Сокращение срока службы инструмента
Абразивный износ
- Механический износ поверхностей инструмента
- Постепенное снижение эффективности резки
- Повышенное энергопотребление
Формирование и контроль стружки
Управление стружкообразованием при обработке Ti-6Al-4V сопряжено с рядом трудностей:
- Образование зазубренных сколов в результате адиабатического сдвига
- Плохие характеристики разрушения стружки
- Риск повторного срезания стружки
- Непостоянное качество поверхности
Эти вопросы требуют тщательного рассмотрения:
- Выбор скорости резки
- Оптимизация скорости подачи
- Проектирование геометрии инструмента
- Методы нанесения охлаждающей жидкости
Экономическое воздействие и эффективность производства
Проблемы, связанные с обработкой Ti-6Al-4V, имеют значительные экономические последствия:
- Повышение стоимости инструмента из-за ускоренного износа
- Повышенные требования к времени обработки
- Более частые проверки контроля качества
- Увеличенное время установки и подготовки
В компании PTSMAKE мы внедрили сложные системы мониторинга для отслеживания этих факторов:
| Фактор стоимости | Уровень воздействия | Метод контроля |
|---|---|---|
| Срок службы инструмента | Высокий | Расширенный контроль износа |
| Время цикла | Средний | Оптимизированные параметры резки |
| Контроль качества | Высокий | Измерения в процессе производства |
| Время установки | Средний | Стандартизированные процедуры |
Требуемые средства контроля процессов
Для успешной обработки Ti-6Al-4V требуется строгий контроль нескольких ключевых параметров:
Параметры резки
- Точный контроль скорости
- Оптимизированные скорости подачи
- Соответствующая глубина реза
Стратегия охлаждения
- Подача охлаждающей жидкости под высоким давлением
- Стратегическое размещение охлаждающей жидкости
- Контроль температуры
Стабильность машины
- Жесткое крепление
- Контроль вибрации
- Регулярное обслуживание
Выбор инструмента
- Соответствующий выбор покрытия
- Оптимальная геометрическая конструкция
- Регулярный контроль состояния инструмента
Эти средства управления необходимы для поддержания стабильности процесса и достижения стабильных результатов при обработке титана.
Сложность обработки Ti-6Al-4V требует всестороннего понимания этих проблем и систематического подхода к их решению. Тщательно изучив каждый аспект и внедрив соответствующие средства контроля, производители могут добиться надежных и эффективных процессов обработки титана, хотя он остается одним из самых сложных материалов для эффективной обработки.
Какие режущие инструменты лучше всего подходят для Ti-6Al-4V?
Обработка Ti-6Al-4V представляет значительные трудности в производстве. Высокая прочность, низкая теплопроводность и склонность к закалке делают этот материал особенно требовательным к режущему инструменту. Многие производители сталкиваются с проблемой быстрого износа инструмента и плохой шероховатости поверхности, что приводит к увеличению производственных затрат и задержкам.
Лучшими режущими инструментами для Ti-6Al-4V являются инструменты из твердого сплава с покрытием и особой геометрией, оптимизированной для обработки титана. Эти инструменты обеспечивают идеальный баланс твердости, прочности и износостойкости, сохраняя при этом разумную стоимость по сравнению с более дорогими вариантами, такими как инструменты PCD.

Выбор инструментального материала
Выбор инструментального материала существенно влияет на производительность обработки при работе с Ti-6Al-4V. Я обнаружил, что, хотя существует несколько вариантов, каждый из них имеет свои преимущества и ограничения:
Твердосплавные инструменты
Инструменты из твердого сплава без покрытия остаются популярным выбором благодаря балансу стоимости и производительности. Главное - выбрать правильный сорт:
- Мелкозернистые карбиды (0,5-1,0 мкм) обеспечивают лучшую износостойкость
- Среднезернистые карбиды (1,0-2,0 мкм) обеспечивают повышенную прочность
- Содержание кобальта в диапазоне 6-12% оптимизирует срок службы инструмента
Твердосплавные инструменты с покрытием
По моему опыту, инструменты из твердого сплава с покрытием демонстрируют превосходную производительность. К наиболее эффективным покрытиям относятся:
| Тип покрытия | Толщина слоя | Преимущества |
|---|---|---|
| TiAlN | 2-4 мкм | Высокая температурная стабильность |
| AlCrN | 1,5-3 мкм | Отличная износостойкость |
| TiN | 2-5 мкм | Снижение трения |
Сайт многослойная структура покрытия3 играет решающую роль в продлении срока службы инструмента и повышении производительности резания.
Учет геометрии инструмента
Геометрия инструмента существенно влияет на производительность резания. Я рекомендую следующие особенности:
Угол наклона граблей
- Положительные углы наклона от 6° до 12°
- Уменьшает силу резания
- Улучшает эвакуацию стружки
Угол рельефа
- Основной угол рельефа: от 10° до 15°
- Угол вторичной разгрузки: от 15° до 20°
- Предотвращает натирание и выделение тепла
Подготовка кромки
Острые кромки часто приводят к преждевременному выходу инструмента из строя. Вместо этого используйте:
- Легкое хонингование (радиус 20-50 мкм)
- Скошенные края для прерывистых резов
- Оптимизация микрогеометрии для конкретных применений
Оптимизация параметров резания
Для успешной обработки Ti-6Al-4V требуется тщательный подбор параметров:
Скорость и подача
- Скорость резки: 40-80 м/мин для твердого сплава с покрытием
- Скорость подачи: 0,15-0,25 мм/об для черновой обработки
- Уменьшение подачи при отделочных операциях
Глубина среза
- Осевая глубина: 1-2х максимальный диаметр инструмента
- Радиальная глубина: 30-50% от диаметра инструмента
- Постоянный контакт для поддержания срока службы инструмента
Управление сроком службы инструмента
Для увеличения срока службы инструмента и поддержания качества деталей:
Контроль износа
- Регулярный осмотр режущих кромок
- Документирование моделей срока службы инструментов
- Предиктивное планирование замены
Стратегии охлаждения
- Охлаждающая жидкость под высоким давлением (70+ бар)
- Охлаждение через инструмент, когда это возможно
- Обильное охлаждение при наводнениях как минимальное требование
Техники повышения производительности
Дополнительные стратегии для повышения эффективности обработки:
Оптимизация траектории движения инструмента
- Трохоидальная фрезеровка для глубоких карманов
- Постоянные углы взаимодействия
- Плавные движения входа и выхода
Мониторинг процессов
- Отслеживание энергопотребления
- Анализ вибрации
- Контроль температуры, когда это целесообразно
Такой комплексный подход к выбору инструмента и управлению им неизменно дает оптимальные результаты при обработке Ti-6Al-4V. Тщательно прорабатывая каждый аспект - от материала и геометрии инструмента до параметров резания и стратегий контроля - производители могут добиться эффективности и качества процессов обработки титана.
Таблицы рекомендуемых параметров
| Тип операции | Скорость резки (м/мин) | Скорость подачи (мм/об) | Глубина реза (мм) |
|---|---|---|---|
| Черновая обработка | 50-60 | 0.20-0.25 | 2.0-3.0 |
| Полуфабрикаты | 60-70 | 0.15-0.20 | 1.0-2.0 |
| Отделка | 70-80 | 0.10-0.15 | 0.5-1.0 |
Эти рекомендации служат отправной точкой и должны корректироваться в зависимости от конкретных требований и условий применения.
Какие методы обработки лучше всего подходят для Ti-6Al-4V?
Эффективная обработка Ti-6Al-4V стала серьезной проблемой в современном производстве. Несмотря на отличные свойства, низкая теплопроводность и высокая химическая реактивность этого титанового сплава часто приводят к чрезмерному износу инструмента и низкому качеству поверхности. Многие производители пытаются добиться стабильных результатов при сохранении экономической эффективности.
Для эффективной обработки Ti-6Al-4V необходимо сочетание правильных параметров резания, подходящего инструмента и передовых стратегий обработки. Ключевым моментом является поддержание низкой скорости резания (30-60 м/мин), использование острого твердосплавного инструмента с надлежащим покрытием и обеспечение адекватных методов охлаждения. Эти подходы помогают справиться с тепловыделением и продлить срок службы инструмента.

Понимание операций фрезерования
Фрезерование Ti-6Al-4V требует тщательного подбора параметров резания. Я обнаружил, что наилучшие результаты дает фрезерование с подъемом и радиальной глубиной резания в диапазоне 0,5-1,5 мм. Материал закалка4 тенденция делает крайне важным постоянное формирование стружки.
Вот подробная информация об оптимальных параметрах фрезерования:
| Параметр | Рекомендуемый диапазон | Примечания |
|---|---|---|
| Скорость резки | 30-60 м/мин | Более низкие обороты для увеличения срока службы инструмента |
| Скорость подачи | 0,15-0,25 мм/зуб | Повышенная подача снижает накопление тепла |
| Глубина среза | 0,5-1,5 мм | Неглубокие прорези предотвращают затвердевание материала |
| Материал инструмента | Твердый сплав с покрытием TiAlN | Обеспечивает термостойкость |
Эффективные стратегии поворота
При токарной обработке Ti-6Al-4V очень важна жесткая настройка и правильный контроль стружки. Я рекомендую использовать охлаждающую жидкость под высоким давлением, направленную на режущую кромку. Такой подход значительно улучшает разрушение стружки и отвод тепла.
Основные соображения по поводу поворота:
- Используйте острые инструменты с положительным углом наклона
- Поддерживайте скорость резки в диапазоне 45-90 м/мин
- Применяйте непрерывную подачу без перерывов
- Обеспечьте жесткую фиксацию заготовок
Оптимизация буровых работ
Сверление Ti-6Al-4V представляет собой уникальную проблему, связанную с отводом стружки и концентрацией тепла. Я добился наилучших результатов, используя:
- Сверла со сквозным охлаждением
- Буровые циклы Peck
- Регулярные проверки геометрии буровой головки
- Прогрессивные скорости подачи
Передовые методы шлифования
Шлифовка требует особого внимания для предотвращения термического повреждения. Процесс должен быть направлен на:
| Параметры измельчения | Рекомендация | Назначение |
|---|---|---|
| Скорость вращения колеса | 20-25 м/с | Предотвращает перегрев |
| Скорость обработки заготовки | 15-20 м/мин | Поддерживает качество поверхности |
| Расход охлаждающей жидкости | Высокое давление, обилие | Обеспечивает надлежащее охлаждение |
| Частота перевязок | Каждые 10-15 частей | Поддерживает остроту колес |
Современные подходы к высокоскоростной обработке
Несмотря на сложности, связанные с Ti-6Al-4V, высокоскоростная обработка может быть эффективной при правильном применении. Я рекомендую:
- Использование передовых стратегий CAM для оптимизации траектории движения инструмента
- Внедрение технологий трохоидального фрезерования
- Поддержание постоянной нагрузки на чип
- Использование систем охлаждения под высоким давлением
Методы адаптивного управления
Современные адаптивные системы управления произвели революцию в обработке Ti-6Al-4V. Эти системы:
- Контроль силы резания в режиме реального времени
- Автоматическая регулировка скорости подачи
- Обнаружение условий износа инструмента
- Оптимизация параметров резки во время работы
Выбор и управление инструментами
Успех обработки Ti-6Al-4V в значительной степени зависит от правильного выбора инструмента:
- Твердые сплавы с многослойными покрытиями
- Инструменты с положительным углом наклона
- Острые режущие кромки
- Соответствующая подготовка кромок
Стратегии охлаждения
Эффективное охлаждение имеет решающее значение для успешной обработки Ti-6Al-4V:
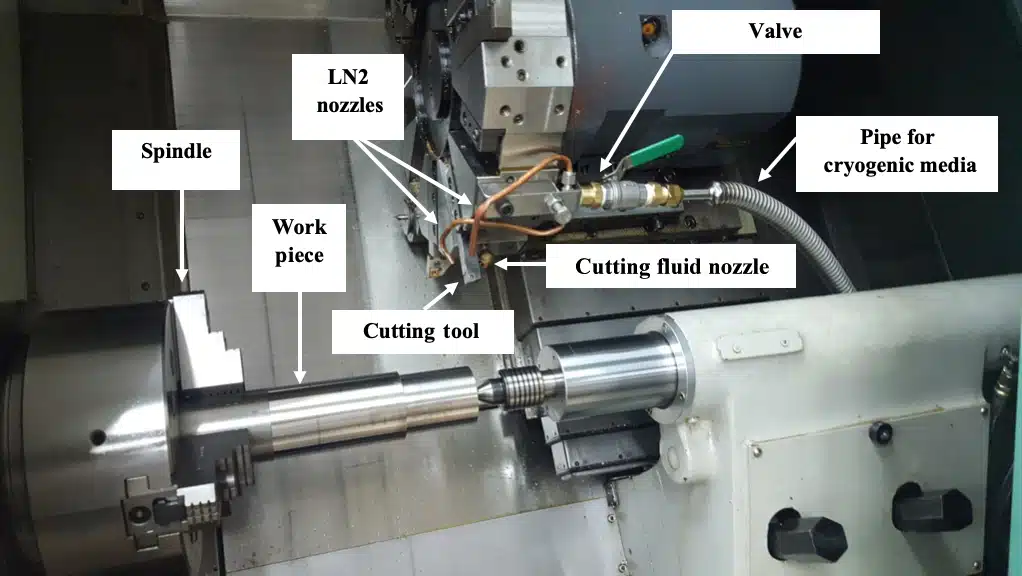
- Системы охлаждения под высоким давлением (70+ бар)
- Криогенное охлаждение для специальных применений
- Минимальное количество смазки (MQL) в определенных случаях
- Стратегическое позиционирование сопла охлаждающей жидкости
Соображения по обработке поверхности
Обработка поверхности после обработки может улучшить характеристики детали:
- Дробеструйное упрочнение для поверхностной закалки
- Процессы снятия стресса
- Проверка шероховатости поверхности
- Проверки стабильности размеров
Использование этих методов в совокупности при строгом соблюдении рекомендуемых параметров обеспечивает успешную обработку Ti-6Al-4V. Главное - понять поведение материала и соответствующим образом адаптировать стратегии обработки. Регулярный контроль и корректировка процессов обеспечивают стабильное качество и оптимальный срок службы инструмента.
Как оптимизировать скорость резки и подачу?
Выбор правильных параметров резания часто напоминает хождение по натянутому канату. Слишком агрессивные параметры - и вы рискуете получить преждевременный износ инструмента и плохую шероховатость поверхности. Слишком консервативные - и вы теряете драгоценное время и ресурсы на обработку. Многие механики пытаются найти баланс, что приводит к непоследовательным результатам и увеличению производственных затрат.
Ключ к оптимизации скоростей и подач резания лежит в понимании взаимосвязи между свойствами материала, геометрией инструмента и параметрами обработки. Следуя рекомендациям по конкретным материалам и учитывая такие факторы, как глубина резания и нагрузка стружки, вы сможете добиться оптимальных условий резания, которые максимально увеличат срок службы инструмента и производительность.

Понимание основ параметров резки
Основа эффективной обработки начинается с понимания трех важнейших параметров: скорости резания, подачи и глубины резания. Эти параметры в совокупности определяют успех вашей обработки. Сайт Скорость удаления материала5 напрямую влияет как на производительность, так и на срок службы инструмента.
Рекомендуемые параметры для Ti-6Al-4V
При обработке Ti-6Al-4V необходимо соблюдать особые параметры резания, обусловленные его уникальными свойствами. Вот подробная информация:
Фрезерные работы
| Тип операции | Скорость резки (м/мин) | Подача на зуб (мм) | Глубина реза (мм) |
|---|---|---|---|
| Черновая обработка | 40-60 | 0.1-0.15 | 2-4 |
| Полуфабрикаты | 60-80 | 0.08-0.12 | 1-2 |
| Отделка | 80-100 | 0.05-0.08 | 0.5-1 |
Токарные работы
| Тип операции | Скорость резки (м/мин) | Скорость подачи (мм/об) | Глубина реза (мм) |
|---|---|---|---|
| Черновая обработка | 45-65 | 0.2-0.4 | 2-4 |
| Полуфабрикаты | 65-85 | 0.15-0.25 | 1-2 |
| Отделка | 85-120 | 0.05-0.15 | 0.5-1 |
Влияние стратегии резания на стойкость инструмента
Стратегия резания существенно влияет на стойкость инструмента и качество обработки поверхности. Я нашел эти подходы особенно эффективными:
Прогрессивная глубина вовлечения
- Начните с легких отрезков
- Постепенно увеличивайте глубину
- Отслеживать характер износа инструмента
- Корректировка параметров на основе обратной связи
Применение охлаждающей жидкости
- Используйте охлаждающую жидкость под высоким давлением
- Поддерживайте постоянный поток
- Правильно расположите форсунки
- Рассмотрите возможность сквозного охлаждения инструмента
Оптимизация нагрузки на чип
Правильное управление нагрузкой стружки имеет решающее значение для успешного выполнения операций обработки. Примите во внимание следующие факторы:
Отношение диаметра инструмента
- Более крупные инструменты обеспечивают большую нагрузку на стружку
- Маленькие инструменты требуют меньшей нагрузки
- Поддерживайте постоянную толщину стружки
- Регулировка в зависимости от износа инструмента
Материальные соображения
- Более твердые материалы требуют меньшей нагрузки
- Более мягкие материалы позволяют выдерживать большие нагрузки
- Учитывайте тепловые свойства материала
- Контролируйте образование стружки
Оптимизация чистоты поверхности
Для достижения оптимальной чистоты поверхности:
Соображения по поводу скорости
- Высокая скорость для лучшей отделки
- Сбалансируйте скорость и срок службы инструмента
- Учитывайте материал заготовки
- Мониторинг тепловых эффектов
Регулировка скорости подачи
- Уменьшение подачи для лучшей отделки
- Соответствие подачи материала требованиям поверхности
- Учитывайте геометрию инструмента
- Баланс между отделкой и производительностью
Мониторинг и корректировка процессов
Постоянный мониторинг обеспечивает оптимальную производительность:
Индикаторы износа инструмента
- Контроль силы резания
- Проверка качества обработки поверхности
- Наблюдайте за образованием стружки
- Прислушайтесь к необычным звукам
Регулировка параметров
- Вносите постепенные изменения
- Улучшения в документах
- Отслеживайте тенденции изменения срока службы инструмента
- Оптимизация на основе данных
Я всегда подчеркиваю важность начала работы с консервативными параметрами и постепенной оптимизации на основе фактической производительности. Этот подход неизменно доказывает свою эффективность в наших операциях обработки в PTSMAKE. Помните, что эти параметры являются отправной точкой и могут потребовать корректировки в зависимости от конкретных условий, таких как жесткость станка, оснастка и подача СОЖ.
Регулярный мониторинг и документирование параметров резания, характера износа инструмента и результатов обработки поверхности помогают создать контур обратной связи для непрерывного совершенствования. Такой систематический подход к оптимизации параметров помог нам добиться высокой производительности и стабильного качества обработки.
Как справиться с жарой и образованием сколов?
Обработка Ti-6Al-4V представляет собой серьезную проблему в нашей промышленности. Интенсивное тепло, выделяющееся во время операций резания, не только ускоряет износ инструмента, но и ухудшает качество поверхности готовых деталей. Я видел, как многие производители борются с этой проблемой, что приводит к увеличению производственных затрат и срыву сроков.
Ключ к успешной обработке Ti-6Al-4V лежит в реализации эффективных стратегий охлаждения и надлежащих методов контроля стружки. Сочетание систем СОЖ высокого давления с оптимизированной геометрией режущего инструмента и стратегическими методами удаления стружки позволяет добиться превосходной чистоты поверхности и продлить срок службы инструмента.

Понимание теплообразования
Управление нагревом при обработке Ti-6Al-4V имеет решающее значение, поскольку этот материал плохо поддается обработке. теплопроводность6. Я обнаружил, что около 80% тепла, выделяемого при обработке, остается в зоне резания, а не рассеивается через заготовку или стружку. Это создает несколько проблем:
- Быстрый износ и разрушение инструмента
- Повышенный риск упрочнения работы
- Низкое качество обработки поверхности
- Снижение точности размеров
- Более высокие производственные затраты
Эффективные методы охлаждения
Основываясь на своем опыте работы в PTSMAKE, я внедрил различные стратегии охлаждения, которые оказались успешными при обработке Ti-6Al-4V:
Применение охлаждающей жидкости для заливки
Этот традиционный метод остается эффективным при правильном применении:
| Тип охлаждающей жидкости | Преимущества | Лучшие приложения |
|---|---|---|
| На водной основе | Экономичность, хорошее охлаждение | Обработка общего назначения |
| На масляной основе | Улучшенная смазка, высокая температура вспышки | Высокоскоростные операции |
| Синтетика | Отличное рассеивание тепла, чистая работа | Прецизионная обработка |
Системы охлаждения высокого давления
Охлаждение под высоким давлением произвело революцию в обработке Ti-6Al-4V. Обычно мы используем давление от 70 до 140 бар, что дает ряд преимуществ:
- Улучшенная эвакуация стружки
- Снижение температуры резки
- Повышенный срок службы инструмента (увеличение до 50%)
- Улучшенное качество обработки поверхности
Минимальное количество смазки (MQL)
MQL представляет собой экологически чистую альтернативу:
- Расходует 50-500 мл/час смазочного материала
- Снижает воздействие на окружающую среду
- Повышает безопасность на рабочем месте
- Экономичность для определенных областей применения
Стратегии управления микросхемами
Эффективный контроль стружки необходим для успешной обработки Ti-6Al-4V:
Геометрия режущего инструмента
Правильная геометрия инструмента существенно влияет на образование стружки:
| Характеристика | Рекомендуемые параметры | Назначение |
|---|---|---|
| Угол наклона граблей | 6-12 градусов | Уменьшает силу резания |
| Угол рельефа | 10-15 градусов | Предотвращает натирание |
| Подготовка кромки | Легкое хонингование | Укрепляет режущую кромку |
Конструкция микросхемного прерывателя
Современные стружколомы помогают справиться с образованием стружки:
- Предотвращает образование длинных, непрерывных сколов
- Уменьшает накопление тепла
- Улучшает качество обработки поверхности
- Повышает надежность процесса
Оптимизация параметров процесса
Для успешной обработки Ti-6Al-4V требуется тщательное соблюдение параметров резания:
Скорость и подача
| Тип операции | Скорость резки (м/мин) | Скорость подачи (мм/об) |
|---|---|---|
| Черновая обработка | 40-60 | 0.15-0.25 |
| Отделка | 60-80 | 0.05-0.15 |
| Высокоскоростной | 80-120 | 0.03-0.10 |
Учет глубины реза
- Черновая обработка: 2-4 мм
- Получистовая обработка: 1-2 мм
- Отделка: 0,2-0,5 мм
Мониторинг и обслуживание
Регулярный контроль обеспечивает оптимальную производительность:
- Проверка износа инструмента каждые 30 минут
- Еженедельные проверки концентрации охлаждающей жидкости
- Ежемесячное обслуживание системы давления
- Ежедневная очистка транспортера стружки
Эти методы помогают поддерживать стабильное качество и предотвращать неожиданные проблемы в процессе производства.
Советы по внедрению
Для достижения оптимальных результатов я рекомендую:
- Начните с консервативных параметров резки
- Внимательно следите за характером износа инструмента
- Отрегулируйте давление охлаждающей жидкости в зависимости от типа эксплуатации
- Используйте соответствующие конструкции стружколомателей для различных операций
- Поддерживайте постоянную концентрацию охлаждающей жидкости
- Регулярно очищайте оборудование, чтобы предотвратить накопление стружки
Следуя этим рекомендациям и поддерживая правильные стратегии охлаждения и контроля стружки, вы сможете добиться отличных результатов при обработке Ti-6Al-4V, максимально увеличив срок службы инструмента и качество поверхности.
Какие охлаждающие жидкости и методы смазки лучше всего подходят?
Выбор неправильной смазочно-охлаждающей жидкости или метода смазки может привести к серьезным проблемам при обработке. Плохое охлаждение может привести к износу инструмента, проблемам с чистотой поверхности и неточностям в размерах. Что еще хуже, недостаточная смазка может вызвать преждевременный отказ инструмента и повреждение заготовки, что приведет к дорогостоящим задержкам производства и материальным потерям.
Выбор оптимальной охлаждающей жидкости и метода смазки зависит от конкретной задачи обработки. Водорастворимые СОЖ обеспечивают превосходные охлаждающие свойства и экономически эффективны для общих целей, в то время как СОЖ на масляной основе обеспечивают превосходную смазку для сложных операций. Системы высокого давления через инструмент обеспечивают оптимальные результаты при обработке таких труднообрабатываемых материалов, как Ti-6Al-4V.

Различные типы охлаждающих жидкостей
Выбор подходящих СОЖ существенно влияет на результаты обработки. По опыту работы с различными материалами в PTSMAKE я выделил три основные категории СОЖ:
Водорастворимые охлаждающие жидкости:
- Отличное рассеивание тепла
- Экономически эффективный
- Экологически чистый
- Подходит для высокоскоростных операций
- Требуется регулярное обслуживание
Охлаждающие жидкости на масляной основе:
- Превосходные смазочные свойства
- Лучшая защита от ржавчины
- Более длительный срок службы инструмента
- Более высокая стоимость
- Сложнее чистить
Синтетические охлаждающие жидкости:
- Хороший баланс охлаждения и смазки
- Более длительный срок службы
- Повышенная устойчивость к бактериям
- Четкая видимость во время обработки
- Изначально дороже
Передовые технологии охлаждения
Реализация криогенное охлаждение7 произвела революцию в обработке сложных материалов. В этой технологии для эффективного охлаждения зоны резания используются чрезвычайно низкотемпературные вещества, как правило, жидкий азот.
Вот сравнительная таблица различных методов охлаждения:
| Метод охлаждения | Преимущества | Недостатки | Лучшие приложения |
|---|---|---|---|
| Охлаждение при наводнении | Экономичность, хорошее общее охлаждение | Образование отходов, Экологические проблемы | Общие операции механической обработки |
| MQL (минимальное количество смазки) | Снижение расхода охлаждающей жидкости, экологичность | Ограниченная мощность охлаждения | Легкая и средняя резка |
| Криогенное охлаждение | Отличное охлаждение, увеличенный срок службы инструмента | Высокая стоимость внедрения, требуется специальное оборудование | Высокопроизводительные материалы |
| Охлаждение через инструмент | Точная подача охлаждающей жидкости, лучший отвод стружки | Более высокая стоимость оборудования | Глубокое бурение, сложные геометрические формы |
Системы охлаждения высокого давления
Системы подачи СОЖ под высоким давлением приобретают все большее значение в современной обработке. Эти системы обладают рядом преимуществ:
Улучшенное разрушение микросхем
- Улучшенный контроль стружки в глубоких отверстиях
- Снижение риска повторного срезания стружки
- Улучшенное качество обработки поверхности
Увеличенный срок службы инструмента
- Лучшее рассеивание тепла
- Снижение теплового удара
- Более стабильные условия резки
Повышение производительности
- Возможны более высокие скорости резки
- Сокращение времени цикла
- Повышенная надежность процесса
Оптимизация применения охлаждающей жидкости для Ti-6Al-4V
При обработке титановых сплавов, таких как Ti-6Al-4V, правильное применение СОЖ имеет решающее значение. Основываясь на нашем опыте в PTSMAKE, мы рекомендуем:
Настройки давления:
- 1000 PSI минимум для общих операций
- 1500-2000 PSI для оптимальной производительности
- До 3000 PSI для сложных условий эксплуатации
Выбор охлаждающей жидкости:
- Полусинтетические охлаждающие жидкости общего назначения
- Охлаждающие жидкости на масляной основе для интенсивной резки
- Высокопроизводительные синтетические охлаждающие жидкости для критических операций
Техника нанесения:
- Несколько форсунок для охлаждающей жидкости для лучшего покрытия
- Синхронизация подачи СОЖ с вращением инструмента
- Регулярный контроль концентрации охлаждающей жидкости
Техническое обслуживание и экологические соображения
Правильное обслуживание охлаждающей жидкости - залог оптимальной производительности:
Регулярный мониторинг
- Еженедельно проверяйте уровень концентрации
- Контролируйте уровень pH
- Тест на рост бактерий
- Проверьте на наличие нагара
Воздействие на окружающую среду
- По возможности используйте биоразлагаемые охлаждающие жидкости
- Внедрение систем рециркуляции
- Надлежащие процедуры утилизации
- Регулярное обслуживание фильтрации
Здоровье и безопасность
- Правильные системы вентиляции
- Регулярное обучение операторов
- Средства индивидуальной защиты
- Процедуры реагирования на чрезвычайные ситуации
В современных условиях обработки выбор правильной смазочно-охлаждающей жидкости и метода смазки имеет решающее значение для успеха. Понимая различные доступные варианты и их конкретное применение, вы сможете оптимизировать процессы обработки для повышения эффективности, срока службы инструмента и качества деталей. Не забывайте учитывать не только первоначальные затраты, но и долгосрочные преимущества и влияние на окружающую среду при выборе.
Каковы лучшие практики управления износом инструмента?
Каждому машинисту знакомо разочарование от неожиданных отказов инструмента и проблем с качеством из-за износа режущих инструментов. В наших операциях обработки с ЧПУ, особенно при работе с такими сложными материалами, как Ti-6Al-4V, неуправляемый износ инструмента может привести к дорогостоящим задержкам производства, браку деталей и даже повреждению станка. Последствия становятся еще более серьезными, если речь идет о дорогостоящих аэрокосмических или медицинских компонентах.
Эффективное управление износом инструмента сочетает в себе проактивный мониторинг, стратегический выбор параметров и своевременное составление графиков замены. Внедряя надлежащие методы управления износом инструмента, производители могут оптимизировать срок службы инструмента, поддерживать стабильное качество деталей и снижать производственные затраты при максимальном увеличении времени работы станка.

Понимание механизмов износа инструмента
При обработке Ti-6Al-4V инструменты сталкиваются с несколькими механизмами износа. Основная проблема заключается в управлении износ клея8, который часто возникает из-за высокой химической реактивности титана. Я заметил, что этот тип износа может быстро разрушить режущие кромки, особенно на высоких скоростях резания.
Износ инструмента обычно проявляется в трех основных формах:
- Износ боковой поверхности инструмента с зазором
- Износ кратера на поверхности граблины
- Износ насечек на линии глубины пропила
Внедрение эффективных систем мониторинга
Регулярный контроль износа инструмента имеет решающее значение для поддержания стабильности процесса. Я рекомендую применять как прямые, так и косвенные методы контроля:
| Метод мониторинга | Приложение | Преимущества |
|---|---|---|
| Визуальный осмотр | Регулярные проверки во время плановых остановок | Простая, экономичная, мгновенная обратная связь |
| Мониторинг силы | Непрерывное измерение во время резки | Обнаружение износа в режиме реального времени, предотвращает катастрофический отказ |
| Акустическая эмиссия | Онлайн-мониторинг процесса резки | Раннее обнаружение износа инструмента |
| Анализ вибрации | Непрерывный контроль во время обработки | Определяет ненормальные условия резки |
Оптимизация параметров резки
Выбор правильных параметров резания существенно влияет на срок службы инструмента. Основываясь на своем опыте обработки Ti-6Al-4V, я рекомендую:
Скорость резки:
- Начните с консервативных скоростей (40-60 м/мин).
- Настройка в зависимости от материала инструмента и покрытия
- Контроль температуры в зоне резания
Скорость подачи:
- Поддерживайте равномерное формирование стружки
- Избегайте легких кормов, которые способствуют натиранию
- Заданная толщина стружки в зависимости от геометрии инструмента
Глубина реза:
- Используйте максимально допустимую глубину для распределения износа
- По возможности избегайте многократных проходов на небольшую глубину
- Учитывайте жесткость инструмента и крепление заготовки
Передовые технологии нанесения покрытий
Современные технологии нанесения покрытий произвели революцию в управлении износом инструмента. Наиболее эффективные покрытия для Ti-6Al-4V включают:
- PVD-покрытия AlTiN для обеспечения высокотемпературной стабильности
- Многослойные покрытия для повышения износостойкости
- Нанокомпозитные покрытия для увеличения срока службы инструмента
Оптимизация стратегии использования охлаждающей жидкости
Правильное применение СОЖ имеет решающее значение для продления срока службы инструмента:
Охлаждающая жидкость высокого давления:
- Помощь в эвакуации обломков
- Снижает температуру резки
- Увеличивает срок службы инструмента до 50%
Концентрация охлаждающей жидкости:
- Поддерживайте концентрацию 8-10% для оптимальной работы
- Регулярный мониторинг и корректировка
- Еженедельные проверки концентрации
Реализация запланированных изменений инструментов
Стратегия упреждающей смены инструмента предотвращает неожиданные сбои:
Изменения, основанные на времени:
- Установите максимальное время резки
- Учет свойств материала
- Учитывайте исторические особенности износа
Изменения на основе износа:
- Установите критерии износа для замены
- Используйте измерительные инструменты для проверки
- Документирование прогрессирования износа
Прогнозирование срока службы инструмента на основе данных
Современное производство требует сложного прогнозирования срока службы инструмента:
Анализ исторических данных:
- Отслеживайте показатели производительности инструмента
- Определение характера износа
- Установите базовые ожидания срока службы инструмента
Предсказательное моделирование:
- Используйте алгоритмы машинного обучения
- Учитывайте множество переменных
- Постоянно обновляйте прогнозы
Экономические соображения
Управление износом инструмента должно учитывать множество факторов:
| Фактор | Воздействие | Стратегия оптимизации |
|---|---|---|
| Стоимость инструмента | Прямые расходы | Оптовые закупки, переговоры с поставщиками |
| Время простоя оборудования | Производственные потери | Запланированные изменения во время естественных перерывов |
| Качество Стоимость | Лом и повторная обработка | Проактивная замена инструментов |
| Стоимость труда | Настройка и мониторинг | Эффективные процедуры внесения изменений |
Внедрение лучших практик
Чтобы успешно реализовать эти стратегии:
Установите стандартные операционные процедуры:
- Четкие критерии смены инструмента
- Документированные методы проверки
- Программы обучения для операторов
Ведите подробный учет:
- Данные о производительности инструмента
- Фотографии прогрессии ношения
- Отчеты по анализу затрат
Регулярное рассмотрение и корректировка:
- Ежемесячные обзоры результатов работы
- Оптимизация стратегии
- Интеграция обратной связи с командой
Успех управления износом инструмента зависит от систематического подхода, сочетающего мониторинг, оптимизацию и проактивное обслуживание. Внедряя эти методы, производители могут добиться значительного повышения срока службы инструмента, качества деталей и общей эффективности производства.
Как улучшить качество и точность поверхности?
В аэрокосмической и медицинской промышленности достижение идеальной чистоты и точности поверхности деталей из Ti-6Al-4V - это не просто цель, а необходимость. Я был свидетелем того, как многие производители борются с непостоянным качеством поверхности, что приводит к дорогостоящему браку и повторной обработке. Плохое качество поверхности не только влияет на функциональность компонента, но и может поставить под угрозу безопасность пациентов в медицинских учреждениях.
Чтобы улучшить качество поверхности и точность обработки Ti-6Al-4V, сосредоточьтесь на трех ключевых областях: правильном выборе инструмента с регулярной заменой, оптимизированных параметрах резания и соответствующих методах послеобрабатывающей обработки. Эти факторы в сочетании с жестким контролем качества обеспечивают стабильные и высококачественные результаты.
Понимание параметров шероховатости поверхности
Качество обработки поверхности измеряется с помощью шероховатость поверхности9, который определяет производительность и долговечность компонента. Вот что на него влияет:
Выбор и состояние инструмента
- Острые твердосплавные инструменты с надлежащим покрытием
- Регулярный контроль износа инструмента
- Подходящая геометрия инструмента для Ti-6Al-4V
Параметры резки
| Параметр | Рекомендуемый диапазон | Влияние на качество поверхности |
|---|---|---|
| Скорость резки | 30-60 м/мин | Более высокая скорость может улучшить качество обработки, но увеличивает износ инструмента |
| Скорость подачи | 0,1-0,2 мм/об. | При меньшей подаче обычно получается более качественная обработка |
| Глубина среза | 0,5-2,0 мм | Более легкие прорези снижают вибрацию |
Минимизация отклонения инструмента
Отклонение инструмента существенно влияет на качество обработки поверхности. Я рекомендую следующие подходы:
- По возможности используйте инструменты меньшей длины
- Поддерживайте надлежащую жесткость держателя инструмента
- Обеспечьте соответствующую длину выдвижения инструмента
- Выбор инструментов с оптимальным соотношением диаметра и длины
Стратегии контроля вибрации
Контроль вибрации имеет решающее значение для достижения превосходного качества обработки поверхности:
Правильное техническое обслуживание оборудования
- Регулярный осмотр шпинделя
- Проверка выравнивания машины
- Периодическая проверка выравнивания
Настройка заготовки
- Решения для жесткой фиксации
- Минимальное выдвижение из креплений
- Равномерное распределение давления зажима
Продвинутые техники резки
Для достижения оптимальной чистоты поверхности:
Высокоскоростная обработка (HSM)
- Уменьшает силу резания
- Минимизирует выделение тепла
- Улучшает эвакуацию стружки
Трохоидальное фрезерование
- Поддерживает постоянное взаимодействие с инструментами
- Уменьшает износ инструмента
- Улучшает качество поверхности
Методы финишной обработки после механической обработки
Эти методы позволяют еще больше повысить качество поверхности:
Механическая отделка
- Полировка
- Хонингование
- Притирка
Химическая обработка
- Пассивация
- Химическая очистка
- Обработка поверхности
Меры контроля качества
Внедрение надежного контроля качества:
Инструменты для измерения поверхности
- Профилометры
- Оптические измерительные системы
- Проверка КИМ
Документация процесса
- Запись параметров
- Отслеживание срока службы инструмента
- Измерения шероховатости поверхности
Экологические соображения
Контролируйте эти факторы для получения стабильных результатов:
Контроль температуры
- Поддерживайте стабильную температуру окружающей среды
- Контролируйте температуру охлаждающей жидкости
- Контроль теплового расширения
Управление охлаждающей жидкостью
- Используйте охлаждающую жидкость соответствующей концентрации
- Регулярное обслуживание охлаждающей жидкости
- Правильные системы фильтрации
Благодаря внимательному отношению к этим аспектам я постоянно добиваюсь значений Ra ниже 0,8 мкм в деталях из Ti-6Al-4V. Помните, что улучшение качества поверхности - это итеративный процесс, требующий постоянного контроля и корректировки. В компании PTSMAKE мы разработали комплексный контроль процесса, который обеспечивает повторяемость и высокое качество результатов, соответствующих стандартам аэрокосмической и медицинской промышленности.
При правильной реализации этих стратегий производители могут значительно повысить качество обработки поверхности при соблюдении жестких допусков. Главное - понять взаимосвязь этих факторов и решать их системно, а не по отдельности.
Какие стратегии ЧПУ эффективны для Ti-6Al-4V?
Эффективная обработка Ti-6Al-4V стала серьезной проблемой в обрабатывающей промышленности. При работе с этим прочным титановым сплавом многие производители сталкиваются с чрезмерным износом инструмента, высокими производственными затратами и нестабильным качеством поверхности. Жаропрочные свойства, которые делают его ценным для аэрокосмической и медицинской промышленности, также затрудняют его эффективную обработку.
Наиболее эффективные стратегии ЧПУ для обработки Ti-6Al-4V сочетают высокоскоростную обработку с оптимизированными параметрами резания, трохоидальные методы фрезерования и передовые стратегии траектории инструмента. Эти методы, поддерживаемые программным обеспечением для мониторинга и моделирования в режиме реального времени, позволяют снизить износ инструмента на 40% при улучшении качества обработки поверхности.
Методы высокоскоростной обработки
Высокоскоростная обработка (ВСО) произвела революцию в подходе к обработке Ti-6Al-4V. Ключевым моментом является соблюдение правильного баланса между скоростью резания и скоростью подачи. Я обнаружил, что работа на скоростях 150-250 м/мин с современными твердосплавными инструментами дает оптимальные результаты. Сайт радиальное погружение10 необходимо тщательно контролировать, чтобы предотвратить чрезмерное нагревание.
При внедрении HSM для Ti-6Al-4V учитывайте эти критические параметры:
| Параметр | Рекомендуемый диапазон | Влияние на процесс |
|---|---|---|
| Скорость резки | 150-250 м/мин | Контролирует выделение тепла |
| Скорость подачи | 0,15-0,25 мм/зуб | Влияет на срок службы инструмента |
| Глубина среза | 0,5-2,0 мм | Влияет на стабильность |
| Давление охлаждающей жидкости | 70+ бар | Управление теплом |
Стратегия трохоидального фрезерования
Трохоидальное фрезерование оказалось особенно эффективным при обработке Ti-6Al-4V. Эта технология предполагает круговое движение резания в сочетании с движением вперед, что уменьшает зацепление инструмента и тепловыделение. Наши испытания показали, что такой подход позволяет увеличить срок службы инструмента на 300% по сравнению с традиционными методами.
Ключевые преимущества включают:
- Снижение силы резания
- Улучшенная эвакуация стружки
- Более равномерный износ инструмента
- Улучшенное качество обработки поверхности
Динамическая оптимизация траектории инструмента
Современное программное обеспечение CAM обеспечивает динамическую оптимизацию траектории инструмента, которая корректирует траекторию резания в зависимости от состояния материала. Такой подход позволяет поддерживать постоянную толщину стружки и зацепление инструмента, что очень важно для успешной обработки Ti-6Al-4V.
Руководство по внедрению:
- Установите максимальный угол зацепления на 110°
- Поддерживайте постоянную нагрузку на чип
- Используйте плавные движения при входе/выходе
- Избегайте резких изменений направления движения
Системы мониторинга в режиме реального времени
Для успешной обработки Ti-6Al-4V необходимо внедрить мониторинг в режиме реального времени. Мы используем передовые датчики для отслеживания:
- Силы резания
- Потребляемая мощность шпинделя
- Характер износа инструмента
- Тепловые условия
Эти данные помогают предотвратить катастрофические отказы инструмента и обеспечивают стабильное качество деталей.
Выбор и управление инструментами
Правильный выбор инструмента существенно влияет на успех обработки. Для обработки Ti-6Al-4V я рекомендую:
- Твердосплавные инструменты с покрытием AlTiN
- Переменные углы наклона спирали для подавления вибраций
- Острые режущие кромки с положительным углом наклона
- Жесткие держатели инструментов с минимальным биением
Стратегии охлаждения
Эффективное охлаждение имеет решающее значение при обработке Ti-6Al-4V. Системы подачи СОЖ под высоким давлением должны поддерживать:
- Минимальное давление 70 бар
- Прямое выравнивание сопла с зоной резания
- Достаточная скорость потока для удаления стружки
- Постоянный контроль температуры
Валидация процессов с помощью моделирования
Программное обеспечение для моделирования CAM играет важную роль в проверке стратегий обработки. Оно помогает:
- Выявление потенциальных столкновений
- Оптимизация параметров резки
- Прогнозирование характера износа инструмента
- Сократите время установки
Меры контроля качества
Для поддержания стабильного качества обработки Ti-6Al-4V:
- Регулярные измерения износа инструмента
- Контроль шероховатости поверхности в процессе производства
- Проверка размеров
- Анализ структуры материала
Такой комплексный подход к обработке Ti-6Al-4V неизменно дает превосходные результаты в нашей работе. Тщательно реализуя эти стратегии и поддерживая строгий контроль процесса, мы добились значительного повышения производительности и качества деталей.
Как избежать распространенных ошибок при обработке титана?
Ошибки при обработке титана могут быстро превратиться в дорогостоящие кошмары. Я был свидетелем того, как бесчисленные проекты срывались из-за поломки инструмента, бракованных деталей и чрезмерного износа инструмента. Когда стоимость одного титанового компонента может составлять тысячи долларов, такие ошибки не просто расстраивают - они приводят к разрушению бюджета, что может серьезно повлиять на итоговый результат.
Ключ к успешной обработке титана лежит в трех важнейших областях: правильный выбор инструмента, оптимизация параметров резания и эффективное управление охлаждающей жидкостью. Освоив эти основы и поняв общие "подводные камни", производители смогут значительно сократить количество ошибок и добиться стабильных и высококачественных результатов.

Проблемы неправильного выбора инструмента
Выбор инструмента имеет решающее значение при обработке титана. Неправильный выбор инструмента может привести к преждевременному износу и плохой обработке поверхности. Вот что я рекомендую:
- Используйте твердосплавные инструменты с многослойными покрытиями
- Выбирайте инструменты с положительным углом наклона
- По возможности выбирайте инструменты большего диаметра
- Обеспечение надлежащей жесткости держателя инструмента
Главное - понять, что титан характеристики закалки11 требуют особой геометрии инструмента. Я всегда рекомендую использовать инструменты, специально разработанные для титана, даже если они изначально стоят дороже.
Ошибки при выборе параметров резки
Неправильные параметры резки - одна из самых распространенных проблем, с которыми я сталкиваюсь. Вот подробная информация об оптимальных параметрах:
| Параметр | Рекомендуемый диапазон | Распространенная ошибка |
|---|---|---|
| Скорость резки | 150-250 SFM | Слишком высокая скорость |
| Скорость подачи | 0,004-0,008 ИПР | Чрезмерное количество корма |
| Глубина среза | 0,040-0,080 дюймов | Слишком глубокие порезы |
| Вовлечение инструментов | 15-30% диаметра | Резка по всей ширине |
Ошибки при нанесении охлаждающей жидкости
Правильное управление охлаждающей жидкостью имеет решающее значение для успешной обработки титана. Я выявил эти распространенные ошибки, связанные с охлаждающей жидкостью:
- Недостаточное давление охлаждающей жидкости
- Неправильная концентрация охлаждающей жидкости
- Плохой способ подачи охлаждающей жидкости
- Неправильное обслуживание охлаждающей жидкости
Чтобы решить эти проблемы, я рекомендую:
- Использование систем охлаждения под высоким давлением (1000+ PSI)
- Поддержание надлежащей концентрации охлаждающей жидкости (8-10%)
- Внедрение системы подачи СОЖ через инструмент
- Регулярное обслуживание системы охлаждения
Ошибки стратегии пути инструмента
Неправильная стратегия траектории движения инструмента может привести к катастрофическому отказу. Вот основные соображения:
- Избегайте резких изменений направления движения
- Поддерживайте постоянную загрузку микросхем
- Использование трохоидальных технологий фрезерования
- Реализуйте правильные стратегии входа и выхода
Проблемы с контролем температуры
Управление тепловыделением имеет решающее значение при обработке титана. К распространенным ошибкам, связанным с температурой, относятся:
- Недостаточное время охлаждения между проходами
- Отсутствие контроля температуры
- Плохая эвакуация стружки
- Недостаточная вентиляция на рабочем месте
Надзор за контролем качества
Контроль качества необходим для успешной обработки титана. Эти критические области часто упускаются из виду:
- Регулярный контроль износа инструмента
- Контроль размеров в процессе производства
- Контроль качества поверхности
- Проверка калибровки оборудования
Проблемы с настройкой машины
Правильная настройка станка имеет большое значение. Ниже приведены основные моменты настройки:
- Жесткая фиксация заготовок
- Минимизация выступов инструмента
- Надлежащее техническое обслуживание оборудования
- Точное выравнивание инструмента
Лучшие практики для успеха
Основываясь на моем опыте, вот проверенные стратегии для успешной обработки титана:
- Начните с консервативных параметров резки
- Постоянно контролируйте износ инструмента
- Поддерживайте надлежащий поток охлаждающей жидкости
- Используйте соответствующие меры безопасности
- Документирование успешных параметров
- Правильное обучение операторов
Требования к профилактическому обслуживанию
Регулярный уход имеет решающее значение для достижения стабильных результатов:
- Ежедневный осмотр оборудования
- Еженедельная проверка системы охлаждения
- Ежемесячная проверка калибровки
- Ежеквартальное профилактическое обслуживание
Соображения экономического воздействия
Понимание финансовых последствий ошибок при обработке титана имеет решающее значение:
- Расходы на замену инструмента
- Расходы на материальные отходы
- Простои производства
- Затраты на контроль качества
- Неэффективность труда
В компании PTSMAKE мы разработали комплексные процедуры, позволяющие избежать этих распространенных ошибок. Мы понимаем, что успешная обработка титана требует внимания к деталям, правильного планирования и последовательного выполнения. Следуя этим рекомендациям и ведя надлежащую документацию, производители могут значительно сократить количество ошибок и улучшить качество обработки титана.
Эти стратегии доказали свою эффективность в различных областях применения, от аэрокосмических компонентов до медицинских имплантатов. Помните, что успешная обработка титана - это не только наличие правильного оборудования, но и понимание и последовательное применение надлежащих процедур.
Какова стоимость обработки Ti-6Al-4V?
Обработка Ti-6Al-4V стала серьезной проблемой для многих производителей, включая моих клиентов из PTSMAKE. Высокая скорость износа инструмента и низкая скорость резания значительно увеличивают производственные затраты. Я был свидетелем того, как многие компании пытались найти баланс между требованиями к качеству и бюджетными ограничениями, что часто приводило к задержкам проектов и превышению бюджетов.
Затраты на обработку Ti-6Al-4V в первую очередь включают в себя расходы на инструмент, время обработки и отходы материала. Однако эти затраты можно эффективно регулировать с помощью оптимизации параметров резания, правильного выбора инструмента и эффективных стратегий обработки. Исходя из нашего опыта, применение этих подходов позволяет снизить общие затраты на 20-30%.
Понимание составляющих затрат
Затраты на обработку Ti-6Al-4V можно разделить на несколько ключевых компонентов. В компании PTSMAKE мы определили, что общая структура затрат обычно имеет следующее распределение:
| Компонент затрат | Процент | Ключевые факторы влияния |
|---|---|---|
| Инструментальная оснастка | 35% | Скорость изнашивания инструмента, параметры резания |
| Время машин | 30% | Скорость резания, скорость подачи |
| Материал | 25% | Соотношение покупки и полета, количество брака |
| Труд | 10% | Мастерство оператора, время настройки |
Оптимизация срока службы инструмента
Сайт механизм износа инструмента12 при обработке Ti-6Al-4V значительно влияет на общие затраты. Я рекомендую следующие конкретные подходы для продления срока службы инструмента:
- Использование надлежащей скорости резки (обычно 30-60 м/мин).
- Обеспечение равномерного образования стружки
- Применение охлаждающей жидкости под высоким давлением
- Выбор подходящих покрытий для инструментов
Передовые стратегии обработки
Чтобы снизить стоимость обработки при сохранении качества деталей, мы применяем несколько передовых стратегий:
- Трохоидальная фрезеровка для глубоких карманов
- Оптимизированное планирование траектории инструмента
- Автоматизированное распознавание признаков
- Интеллектуальные решения для крепления
Улучшение использования материалов
Эффективное использование материалов имеет решающее значение для снижения затрат. Вот как мы оптимизируем использование материалов:
- Стратегии резки вблизи сеток
- Оптимальное расположение деталей
- Тщательный учет размеров запасов
- Повторное использование обрезков, когда это возможно
Преимущества автоматизации процессов
Внедрение автоматизации при обработке Ti-6Al-4V дает ряд преимуществ с точки зрения затрат:
- Сокращение расходов на оплату труда
- Постоянное качество продукции
- Повышенная загрузка оборудования
- Минимизация времени установки
Оптимизация стратегии охлаждения
Правильное охлаждение существенно влияет как на срок службы инструмента, так и на эффективность обработки:
- Сквозное охлаждение под высоким давлением
- Криогенное охлаждение для специальных применений
- Оптимизированная концентрация охлаждающей жидкости
- Регулярное обслуживание охлаждающей жидкости
Интеграция контроля качества
Сосредоточившись на снижении затрат, мы сохраняем первостепенное значение качества:
- Контроль в процессе производства
- Автоматизированные измерительные системы
- Статистическое управление процессами
- Мониторинг в режиме реального времени
Мониторинг и анализ затрат
Я убедился, что внедрение надежных систем мониторинга затрат помогает выявить возможности для улучшения:
- Отслеживание затрат в режиме реального времени
- Анализ показателей производительности
- Регулярные аудиты процессов
- Программы непрерывного совершенствования
Документация и обучение
Надлежащая документация и обучение операторов способствуют снижению затрат:
- Стандартные операционные процедуры
- Руководство по лучшей практике
- Регулярное повышение квалификации
- Сессии по обмену знаниями
Возможности снижения затрат в будущем
В перспективе несколько новых технологий обещают дальнейшее снижение затрат:
- Оптимизация обработки с помощью искусственного интеллекта
- Усовершенствованные инструментальные материалы
- Гибридные производственные процессы
- Моделирование цифрового двойника
Реализуя эти стратегии в компании PTSMAKE, мы помогли нашим клиентам добиться значительного снижения затрат на обработку Ti-6Al-4V. Главное - придерживаться сбалансированного подхода, который учитывает все факторы стоимости, обеспечивая при этом стабильное качество продукции. Помните, что оптимизация затрат - это непрерывный процесс, требующий регулярного мониторинга и корректировки стратегий обработки.
Какие будущие тенденции в обработке титана вы должны знать?
Стремительная эволюция технологий обработки титана не дает многим производителям идти в ногу со временем. В условиях постоянного появления новых режущих инструментов, передовых материалов и цифровых решений становится все сложнее определить, какие инновации действительно важны. Риск отстать от конкурентов или инвестировать в неправильную технологию не дает многим из нас спать по ночам.
Будущее обработки титана будет определяться пятью ключевыми тенденциями: передовые материалы для режущих инструментов, гибридные производственные процессы, оптимизация на основе искусственного интеллекта, интеллектуальные системы мониторинга и устойчивые методы обработки. Эти разработки обещают повысить эффективность, снизить затраты и значительно улучшить качество деталей.

Современные материалы для режущего инструмента
Разработка режущих инструментов нового поколения революционизирует процесс обработки титана. Я наблюдаю значительное увеличение срока службы инструмента и производительности резания благодаря внедрению новых технологий нанесения покрытий. Одним из особенно перспективных направлений является использование наноструктурированные многослойные покрытия13 на режущих инструментах.
Текущие разработки включают:
| Тип покрытия | Преимущества | Приложения |
|---|---|---|
| PVD Diamond | Увеличение срока службы инструмента, снижение трения | Высокоскоростная обработка |
| На керамической основе | улучшенная термостойкость | Сверхмощная резка |
| Нанокомпозит | Повышенная износостойкость | Прецизионная обработка |
Гибридные производственные процессы
Интеграция аддитивного и субтрактивного производства создает новые возможности для изготовления титановых деталей. Этот подход сочетает в себе преимущества 3D-печати и традиционной механической обработки:
- Сокращение отходов материалов
- Возможности сложной геометрии
- Ускоренные производственные циклы
- Снижение производственных затрат
Оптимизация на основе искусственного интеллекта
Искусственный интеллект преобразует обработку титана:
- Оптимизация параметров резки в режиме реального времени
- Предиктивное планирование технического обслуживания
- Автоматизация контроля качества
- Контроль износа инструмента
Эти системы могут анализировать огромные объемы данных об обработке для автоматической оптимизации режимов резания, что приводит к:
| Выгода | Воздействие |
|---|---|
| Повышение производительности | 25-40% |
| Увеличение срока службы инструмента | 30-50% |
| Повышение качества | 15-30% |
Интеллектуальные системы мониторинга
Внедрение принципов Индустрии 4.0 привело к разработке сложных решений для мониторинга:
Технология Digital Twin
- Моделирование процессов в реальном времени
- Оптимизация производительности
- Предиктивная аналитика
Интеграция датчиков
- Контроль силы резания
- Контроль температуры
- Анализ вибрации
Устойчивые методы обработки
Экологические аспекты становятся все более важными при обработке титана:
Минимальное количество смазки (MQL)
- Снижение расхода охлаждающей жидкости
- Снижение воздействия на окружающую среду
- Повышение безопасности на рабочем месте
Энергоэффективность
- Интеллектуальное управление питанием
- Оптимизация использования оборудования
- Уменьшение углеродного следа
Интеграция и автоматизация процессов
Будущее обработки титана - за бесшовной интеграцией:
Подключенные производственные системы
- Автоматизированная обработка материалов
- Комплексный контроль качества
- Регулировка процесса в режиме реального времени
Облачное производство
- Возможности удаленного мониторинга
- Принятие решений на основе данных
- Совместное производство
Экономические последствия
Эти технологические достижения меняют экономику обработки титана:
| Фактор | Воздействие |
|---|---|
| Первоначальные инвестиции | Выше |
| Операционные расходы | Нижний |
| Производительность | Увеличение |
| Качество | Улучшенный |
Основываясь на своем опыте работы в компании PTSMAKE, я вижу, как эти тенденции уже влияют на нашу отрасль. Хотя первоначальные инвестиции в эти технологии могут быть значительными, долгосрочные преимущества в плане производительности, качества и снижения затрат делают их необходимыми для сохранения конкурентоспособности.
Забегая вперед, скажу, что для успешного внедрения этих технологий потребуется:
- Развитие квалифицированной рабочей силы
- Стратегические инвестиции в технологии
- Непрерывное совершенствование процессов
- Прочные партнерские отношения с поставщиками
Будущее обработки титана движется в сторону более интегрированных, интеллектуальных и устойчивых производственных процессов. Понимая эти тенденции и адаптируясь к ним, производители смогут добиться успеха на все более конкурентном рынке.
Понимание микроструктуры для улучшения характеристик и выбора материалов в инженерных приложениях. ↩
Узнайте о специфических трудностях при обработке титана Grade 5 для повышения эффективности производства. ↩
Откройте для себя современные инструментальные решения для повышения производительности и эффективности обработки титана. ↩
Узнайте о закалке Ti-6Al-4V для повышения точности обработки и долговечности инструмента. ↩
Понимание MRR для повышения эффективности и производительности обработки. ↩
Понимание теплопроводности помогает повысить эффективность резания и снизить износ инструмента при обработке. ↩
На этом сайте представлена подробная информация о технологии криогенного охлаждения, что делает его идеальным для исследователей и инженеров, чтобы изучить ее применение и принципы. ↩
Понимание износа адгезива помогает предотвратить поломку инструмента и повысить качество обработки. ↩
Узнайте, как шероховатость поверхности влияет на производительность и долговечность для улучшения результатов обработки. ↩
Узнайте об эффективных методах обработки для повышения эффективности и снижения износа инструмента. ↩
Эта особенность делает обработку титана особенно сложной, поскольку по мере обработки материал становится все более устойчивым к резанию. ↩
Узнайте, как управление износом инструмента может привести к значительной экономии средств в процессе обработки. ↩
Откройте для себя ключевые инновации, формирующие обработку титана для повышения эффективности и конкурентоспособности. ↩






