

Вы когда-нибудь пытались объяснить, что такое токарная обработка с ЧПУ, тем, кому нужны точные детали? Когда они не понимают этого важнейшего производственного процесса, это расстраивает. Многие предприятия сталкиваются с проблемами качества и несовместимыми результатами из-за отсутствия знаний о правильной технике токарной обработки.
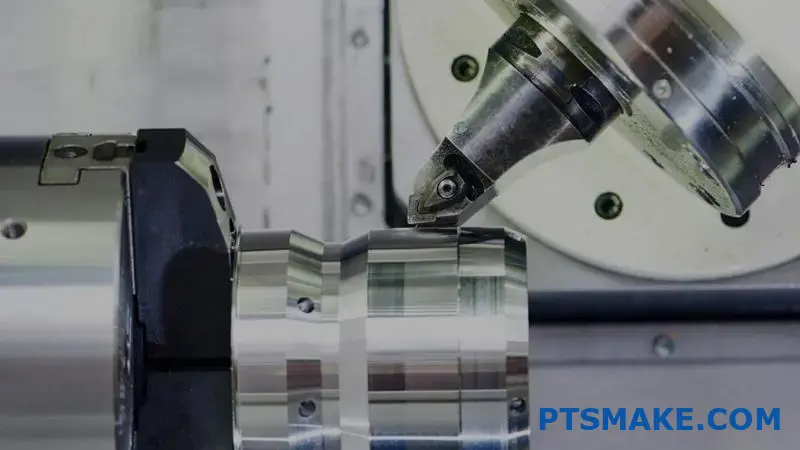
Токарная обработка с ЧПУ - это процесс обработки, при котором режущий инструмент снимает материал с вращающейся заготовки для создания цилиндрических деталей с точными размерами. Токарный станок с компьютерным управлением, следуя запрограммированным инструкциям, создает сложные формы с исключительной точностью и повторяемостью.
Я видел, как компании меняли свои производственные возможности после того, как поняли, что такое токарная обработка с ЧПУ. Эта технология произвела революцию в производстве деталей в PTSMAKE. Позвольте мне рассказать вам обо всем, что вам нужно знать о токарной обработке с ЧПУ - от основных принципов до передовых приложений, которые могут идеально подойти для вашего следующего проекта.
В чем разница между фрезерными и токарными станками с ЧПУ?
Вы когда-нибудь задумывались о том, какой процесс обработки на станках с ЧПУ выбрать для своего проекта? Возможно, вы получили предложения по фрезерной и токарной обработке, но не уверены, какая из них даст наилучшие результаты для вашей конкретной конструкции детали? Такая путаница встречается чаще, чем вы думаете.
Фрезерная обработка с ЧПУ снимает материал с помощью вращающихся режущих инструментов, в то время как заготовка остается неподвижной. При токарной обработке с ЧПУ заготовка вращается относительно неподвижного режущего инструмента. Фрезерование позволяет создавать сложные формы с плоскими поверхностями, а токарная обработка идеально подходит для цилиндрических деталей с вращательной симметрией.
Понимание основ обработки на станках с ЧПУ
Обработка с ЧПУ произвела революцию в производстве, автоматизировав процесс создания точных деталей из различных материалов. По своей сути технология CNC (Computer Numerical Control) использует компьютерное программирование для управления движением машин, что позволяет добиться последовательного и точного производства без постоянного вмешательства человека.
При рассмотрении вариантов обработки с ЧПУ фрезерование и токарная обработка выделяются как два наиболее распространенных процесса. Хотя и тот, и другой снимают материал для создания готовых деталей, они работают на принципиально разных принципах. Давайте разберем эти различия, чтобы помочь вам принять обоснованное решение для вашего следующего проекта.
Фрезерная обработка с ЧПУ: Процесс и возможности
При фрезеровании с ЧПУ заготовка закрепляется на столе, а вращающиеся режущие инструменты снимают материал. Фрезерный станок может перемещать режущий инструмент по нескольким осям (обычно 3-5 осей в современных станках), что позволяет создавать сложные геометрические формы и элементы.
Основные характеристики фрезерной обработки с ЧПУ
- Несколько режущих поверхностей: Фрезерные инструменты имеют несколько режущих кромок, которые периодически входят в заготовку
- Универсальный съем материала: Может создавать плоские поверхности, контуры, прорези, карманы и 3D-формы
- Прерванное действие резки: Инструмент многократно контактирует и отсоединяется от материала
Фрезерование особенно эффективно для деталей со сложными характеристиками, такими как квадратные заплечики, плоские поверхности и замысловатые геометрические формы. По моему опыту работы в PTSMAKE, мы часто используем фрезерование для деталей, требующих жестких допусков на нецилиндрические элементы.
Токарная обработка с ЧПУ: Процесс и возможности
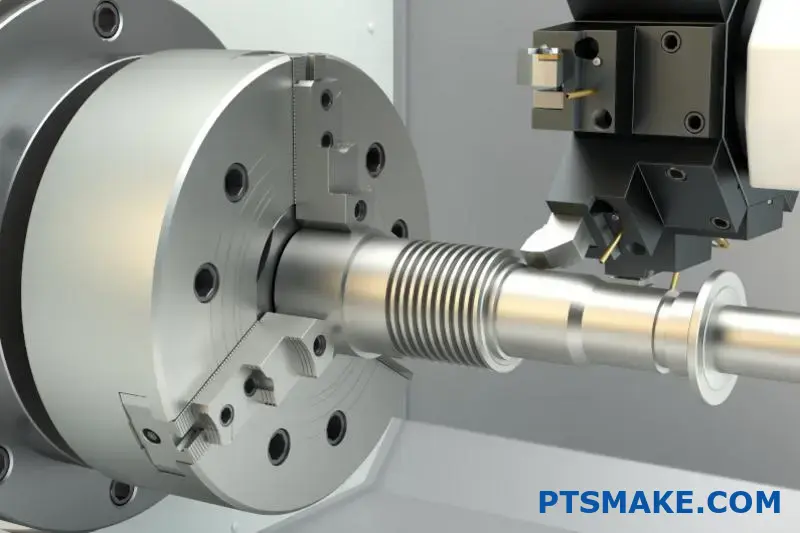
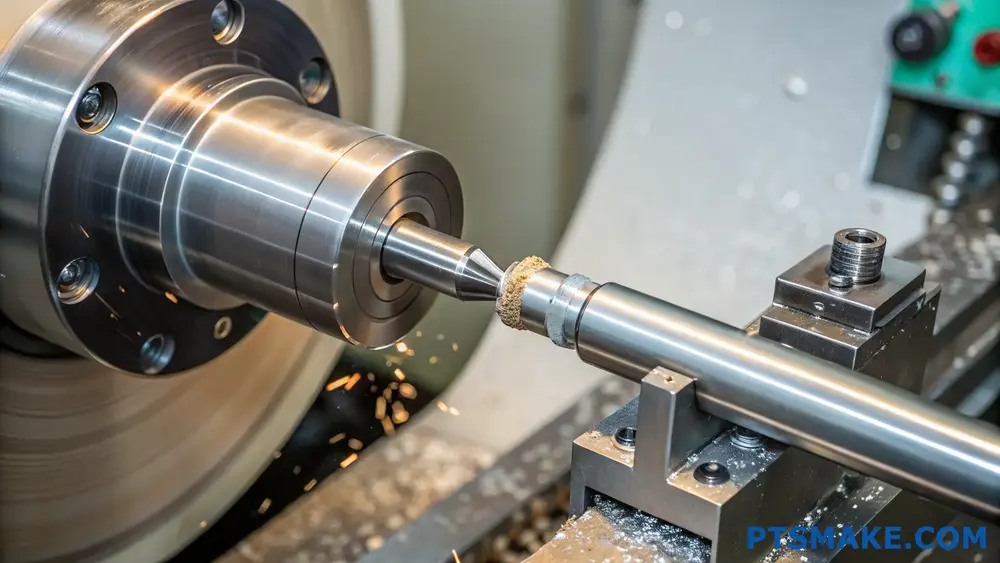
При токарной обработке заготовка вращается с высокой скоростью, а неподвижный режущий инструмент снимает материал. Этот процесс принципиально отличается от фрезерования, поскольку заготовка движется, а инструмент остается относительно неподвижным (хотя он может перемещаться вдоль оси для создания различных профилей).
Основные характеристики токарной обработки с ЧПУ
- Непрерывное режущее действие: Инструмент поддерживает постоянный контакт с вращающейся заготовкой
- Вращательная симметрия: В основном создает цилиндрические или конические элементы
- Одноточечная резка: Как правило, используются инструменты с одной режущей кромкой
В компании PTSMAKE мы рекомендуем использовать детали с вращательная симметрия1 и цилиндрических элементов, таких как валы, штифты и механические детали.
Сравнительный анализ: Фрезерование и токарная обработка
Чтобы прояснить ключевые различия между этими процессами, я создал эту сравнительную таблицу:
| Характеристика | Фрезерование с ЧПУ | Токарная обработка с ЧПУ |
|---|---|---|
| Движение заготовки | Стационарный | Вращается |
| Движение инструмента | Вращает и перемещает по осям | Стационарный (перемещается вдоль осей) |
| Идеальная геометрия детали | Сложные формы, плоские поверхности, карманы | Цилиндрические, конические формы |
| Типовые допуски | ±0,001" до ±0,005" | ±0,0005" до ±0,003" |
| Отделка поверхности | 16-125 мкн Ra | 8-63 μin Ra |
| Скорость производства | Умеренно или медленно | Быстрое изготовление простых деталей |
| Универсальность материалов | Отлично подходит для большинства материалов | Хорошо, но с некоторыми ограничениями |
Материальные соображения
Оба процесса могут работать с широким спектром материалов, но есть несколько важных различий:
Материалы для фрезерования
- Превосходно работает с такими твердыми материалами, как нержавеющая сталь и титан
- Отлично подходит для пластика, алюминия и других цветных металлов
- Может эффективно обрабатывать материалы с различной твердостью
Материалы для токарной обработки
- Идеально подходит для однородных материалов, которые режутся чисто
- Особенно эффективен при работе с латунью, алюминием и низкоуглеродистой сталью.
- Может быть трудно работать с очень твердыми или хрупкими материалами, если не используется специальная оснастка
Факторы стоимости и эффективности
Когда я помогаю клиентам выбрать между фрезеровкой и токарной обработкой в PTSMAKE, я учитываю несколько факторов стоимости и эффективности:
- Объем производства: Токарная обработка часто более экономична при крупносерийном производстве простых цилиндрических деталей
- Время установки: Фрезерование обычно требует более сложного крепления и настройки
- Материальные отходы: При токарной обработке цилиндрических деталей обычно образуется меньше отходов материала
- Отделка поверхности: При токарной обработке часто достигается более высокая чистота поверхности при меньшем количестве операций
Во многих проектах решение не сводится к выбору "или-или", а скорее к тому, какой процесс использовать для разных характеристик одной и той же детали. Мы часто комбинируем оба процесса, используя токарно-фрезерные станки для достижения оптимальных результатов при минимизации времени и затрат на производство.
Правильный выбор для вашего проекта
Выбор между прецизионной токарной и фрезерной обработкой с ЧПУ должен определяться геометрией детали, требованиями к допускам и объемом производства. Для деталей, имеющих преимущественно цилиндрическую форму, токарная обработка обычно является лучшим вариантом. Для деталей с плоскими поверхностями, карманами и сложной геометрией, как правило, лучше использовать фрезерование.
В компании PTSMAKE мы анализируем каждый проект индивидуально, чтобы рекомендовать наиболее подходящую стратегию обработки. Иногда это означает использование обоих процессов для достижения оптимального баланса качества, стоимости и времени выполнения заказа.
Понимание общих стандартов и требований к допускам при токарной обработке с ЧПУ
Приходилось ли вам получать прецизионные токарные детали, которые не прошли окончательный контроль или сборку? Или тратили часы на выяснение причин, по которым компоненты, которые должны идеально подходить друг к другу, создают проблемы с выравниванием в высокоточном приложении? Непонимание допусков может сорвать проект, задержать запуск и существенно повлиять на итоговый результат.
Допуски токарных станков с ЧПУ для высокоточных применений обычно составляют от ±0,0005" до ±0,001" (от 0,0127 мм до 0,0254 мм). Такие жесткие допуски необходимы для аэрокосмической промышленности, медицинских приборов и прецизионного приборостроения, где посадка и функциональность компонентов зависят от исключительной точности размеров.
Стандартные классификации допусков для токарной обработки с ЧПУ
При обсуждении допусков на токарную обработку с ЧПУ важно понимать установленные системы классификации. Наиболее широко признанным стандартом является система ISO, которая подразделяет допуски на различные классы от IT01 (наиболее точный) до IT16 (наименее точный). В высокоточных приложениях мы обычно работаем с классами IT5 - IT7.
За годы работы в компании PTSMAKE я обнаружил, что многие инженеры указывают более жесткие допуски, чем необходимо, что приводит к увеличению затрат без увеличения функциональной ценности. Понимание этих стандартов помогает предотвратить эту распространенную ошибку.
Классификации классов допусков ISO
Система классов ISO обеспечивает систематический подход к определению допусков. Здесь приведена разбивка по распространенным классам, используемым в прецизионной токарной обработке:
| Класс ISO | Типичный диапазон допусков | Общие приложения |
|---|---|---|
| IT5 | ±0,0002" (0,005 мм) | Прецизионные манометры, измерительные приборы |
| IT6 | ±0,0003" (0,008 мм) | Прецизионные подшипники, гидравлические компоненты |
| IT7 | ±0,0005" (0,013 мм) | Высокоточные валы, медицинские приборы |
| IT8 | ±0,0008" (0,02 мм) | Автомобильные компоненты, общее машиностроение |
| IT9 | ±0,0012" (0,03 мм) | Стандартные обработанные детали |
При общении с производителями указание класса ISO обеспечивает четкий, международно признанный стандарт, который устраняет двусмысленность ожиданий.
Допуски для конкретного материала
Не все материалы могут обеспечить одинаковые уровни допусков с неизменной надежностью. Это один из самых упускаемых аспектов спецификации допусков, с которым я сталкиваюсь при рассмотрении требований клиентов.
Материалы с высоким коэффициентом теплового расширения, такие как алюминий, могут требовать более строгих допусков, чем материалы из нержавеющей стали или титана. На сайте металлургическая стабильность2 Материал напрямую влияет на то, насколько жесткие допуски могут быть сохранены в течение долгого времени и в различных условиях окружающей среды.
Например, при токарной обработке деталей из алюминия 6061 мы обычно рекомендуем соблюдать допуски не более ±0,0008" для критических размеров, в то время как нержавеющая сталь 304 во многих случаях может надежно выдерживать ±0,0005".
Рекомендации по допуску на основе материала
Основываясь на производственном опыте компании PTSMAKE, мы приводим практические рекомендации по допускам для распространенных материалов в прецизионных приложениях:
| Материал | Практический минимальный допуск | Соображения |
|---|---|---|
| Алюминий | ±0,0008" (0,02 мм) | Повышенное тепловое расширение, более мягкий материал |
| Нержавеющая сталь | ±0,0005" (0,013 мм) | Хорошая стабильность, сложнее в обработке |
| Латунь | ±0,0006" (0,015 мм) | Отличная обрабатываемость, умеренная стабильность |
| Титан | ±0,0005" (0,013 мм) | Отличная стабильность, сложная обработка |
| Пластмассы (PEEK, Delrin) | ±0,001" (0,025 мм) | Поглощение влаги, тепловое расширение |
Требования к допускам на конкретные характеристики
Различные геометрические элементы имеют разные возможности, когда речь идет о выдерживании жестких допусков. По моему опыту, такое тонкое понимание отделяет начинающих дизайнеров от опытных инженеров.
При изготовлении высокоточных точеных деталей учитывайте эти рекомендации:
- Внешние диаметры: Как правило, обеспечивают самые жесткие допуски (±0,0005").
- Внутренние диаметры: Немного менее точные, чем внешние признаки (±0,0007")
- Глубина и длина: Более сложное точное управление (±0,001")
- Нитки: Как правило, указывается в соответствии с классом, а не десятичными допусками
- Отделка поверхности: Непосредственно связана с возможностью допуска (более тонкая отделка обеспечивает более жесткие допуски)
Недавно при разработке прецизионного вала для медицинского прибора я рекомендовал ужесточить допуски только на критических поверхностях подшипников, ослабив при этом допуски на менее функциональных элементах. Такой подход позволил снизить производственные затраты на 23% без ущерба для производительности.
Экономические последствия спецификации допусков
Существует прямая зависимость между требованиями к допускам и стоимостью производства. Эта зависимость не линейная, а экспоненциальная. В компании PTSMAKE мы часто показываем клиентам эту кривую зависимости затрат от допуска, чтобы помочь им принять обоснованные решения.
Хорошее эмпирическое правило, которым я делюсь с клиентами: ужесточение допусков на 50% обычно увеличивает стоимость производства на 80-100%. Такое резкое увеличение происходит потому, что более жесткие допуски требуют:
- Более точное оборудование
- Более низкая скорость резки
- Дополнительные проверки качества
- Более частая смена инструмента
- Более высокий процент отказов
Указание соответствующих допусков - один из наиболее эффективных способов контроля производственных затрат при обеспечении функциональности изделия. Я всегда призываю инженеров задавать вопрос: "Какой допуск необходим для того, чтобы эта деталь функционировала так, как задумано?", а не стремиться к максимально жестким спецификациям.
Свойства материалов и их влияние на точность токарной обработки с ЧПУ?
Задумывались ли вы когда-нибудь, почему одни материалы прекрасно обрабатываются, а другие оставляют желать лучшего из-за плохой обработки поверхности и проблем с размерами? Разочарование от многократной регулировки параметров только для того, чтобы в итоге получить некачественный результат, может быть безумным, особенно когда сроки выполнения проекта поджимают.
Выбор материала - это, пожалуй, самый важный фактор, влияющий на результаты прецизионной токарной обработки с ЧПУ. Уникальные свойства каждого материала, включая твердость, теплопроводность и микроструктуру, напрямую влияют на параметры обработки, скорость износа инструмента, достижимые допуски и качество поверхности точеных деталей.
Критические свойства материалов для прецизионной токарной обработки
При выборе материалов для прецизионных токарных станков с ЧПУ важно понимать, как конкретные свойства влияют на результаты обработки. Я обнаружил, что учет этих свойств на ранних этапах проектирования помогает избежать дорогостоящих модификаций в дальнейшем.
Индекс обрабатываемости и его значение
Сайт обрабатываемость3 Индекс обрабатываемости материала означает, насколько легко он поддается резке для достижения требуемой чистоты поверхности и точности размеров. Материалы с высоким индексом обрабатываемости требуют меньше энергии, меньше изнашивают инструмент и обычно дают лучшую чистоту поверхности. Я работаю в компании PTSMAKE, и мы разработали практическую систему оценки для сравнения различных материалов:
| Тип материала | Рейтинг обрабатываемости (1-100) | Характеристики при повороте |
|---|---|---|
| Латунь со свободной резкой | 90-100 | Отличное образование стружки, минимальный износ инструмента |
| Алюминий 6061 | 80-90 | Образует длинную стружку, превосходно обрабатывает поверхность |
| Мягкая сталь | 60-70 | Умеренные усилия резания, хорошая обработка |
| Нержавеющая сталь 304 | 40-50 | Работа усложняется, требует жесткой настройки |
| Титановые сплавы | 20-30 | Плохая теплопроводность, липкость |
| Инконель 718 | 10-20 | Сильный износ инструмента, затрудненное разрушение стружки |
Твердость и ее влияние на токарные операции
Твердость материала напрямую влияет на выбор инструмента, скорость резания и достижимые допуски. Более твердые материалы обычно требуют:
- Режущие инструменты из твердого сплава или керамики вместо быстрорежущей стали
- Снижение скорости резки для предотвращения чрезмерного выделения тепла
- Более жесткая настройка оборудования для минимизации вибрации
- Более частая замена инструмента из-за ускоренного износа
Например, при токарной обработке закаленной стали (>45 HRC) я обычно снижаю скорость резания на 40-50% по сравнению с тем же материалом в отожженном состоянии. Эта регулировка, хотя и снижает производительность, необходима для поддержания точности размеров и срока службы инструмента.
Тепловые свойства: Скрытая проблема
Многие инженеры упускают из виду важнейшую роль теплопроводности в прецизионной токарной обработке. Материалы с плохой теплопроводностью (например, титан и нержавеющая сталь) концентрируют тепло на границе резания, что приводит к..:
- Ускоренный износ инструмента
- Тепловое расширение заготовки во время обработки
- Потенциальные микроструктурные изменения в материале
- Снижение стабильности размеров
В ходе недавнего аэрокосмического проекта на заводе PTSMAKE мы должны были точить титановые детали с допусками ±0,005 мм. Ключом к успеху стало применение соответствующих стратегий охлаждения и выполнение нескольких легких финишных операций для минимизации теплового воздействия.
Стратегии токарной обработки с учетом особенностей материала
Алюминиевые сплавы: Скорость и качество обработки поверхности
Алюминиевые сплавы хорошо поддаются обработке, но представляют собой уникальную проблему. Их высокий коэффициент теплового расширения (примерно 2,3 × 10^-5 на °C) означает, что размеры могут значительно измениться в процессе обработки, если не обеспечить надлежащее управление нагревом. При токарной обработке алюминия в PTSMAKE я применяю следующие передовые методы:
- Полированные режущие кромки предотвращают налипание материала
- Применяйте более высокие скорости резания (обычно 300-500 м/мин)
- Использование охлаждающей жидкости для поддержания стабильности размеров
- Выберите подходящую геометрию инструмента, чтобы справиться с длинной, нитевидной стружкой
Нержавеющая сталь: Борьба с закалкой
Аустенитные нержавеющие стали (например, 304 и 316) печально известны тем, что при токарной обработке они закаляются. Это явление приводит к образованию закаленного слоя, который ускоряет износ инструмента и ухудшает качество обработки поверхности. Мой подход включает в себя:
- Поддержание непрерывного режущего усилия для предотвращения трения инструмента о закаленный слой
- Использование высоких скоростей подачи при умеренной глубине резания
- Выбор режущего инструмента с положительным углом наклона для уменьшения силы резания
- Обеспечение постоянного потока охлаждающей жидкости для управления тепловыделением
Экзотические сплавы: Предельная точность
Такие материалы, как инконель, хастеллой и титановые сплавы, требуют специальных стратегий токарной обработки. Эти материалы сочетают низкую теплопроводность с высокой прочностью при повышенных температурах, что создает серьезные проблемы для точного точения.
Для этих материалов мне удалось добиться успеха:
- Жесткая установка машин с минимальным выступом
- Выбор передовых технологий нанесения покрытий на режущие инструменты
- Внедрение систем охлаждения под высоким давлением (70+ бар)
- Использование более низких скоростей резания с постоянной скоростью подачи
- Проведение регулярного контроля в процессе производства для выявления отклонения размеров
Понимая эти специфические требования к материалам, мы неизменно добиваемся допусков ±0,01 мм даже в самых сложных экзотических сплавах.
Какие виды отделки поверхности доступны для прецизионных токарных деталей с ЧПУ?
Приходилось ли вам получать прецизионные детали с ЧПУ, которые выглядели идеально, но не отвечали вашим функциональным требованиям? Или, может быть, вам не удавалось точно определить, какая обработка поверхности нужна для вашей задачи? Разница между успехом и неудачей во многих инженерных проектах часто сводится к таким, казалось бы, незначительным поверхностным деталям.
Отделка поверхности прецизионных токарных деталей с ЧПУ включает в себя обработку, дробеструйную обработку, анодирование, порошковое покрытие, гальваническое покрытие, полировку и обработку щеткой. Каждый вид отделки служит определенным функциональным и эстетическим целям, влияя на такие свойства, как коррозионная стойкость, износостойкость, внешний вид и взаимодействие деталей.

Виды отделки поверхности точеных деталей с ЧПУ
Когда речь идет о прецизионных точеных деталях с ЧПУ, отделка поверхности - это нечто большее, чем просто внешний вид. Она напрямую влияет на функциональность, долговечность и производительность детали. В компании PTSMAKE мы предлагаем различные варианты обработки поверхности, отвечающие различным отраслевым требованиям.
Обработанная поверхность
Обработанная поверхность - это самая базовая обработка поверхности токарных деталей с ЧПУ. Это то, что получается непосредственно после процесса обработки без какой-либо дополнительной обработки. На такой поверхности обычно видны следы от инструмента, а значение шероховатости поверхности (Ra) составляет от 0,8 до 3,2 микрометра, в зависимости от используемых параметров резания.
Преимущества обработанной поверхности включают:
- Экономичность (не требуется дополнительной обработки)
- Подходит для некритичных поверхностей и изготовления прототипов
- Более быстрые сроки доставки
Однако обработанная поверхность может не подойти для деталей, требующих особых фрикционных свойств, коррозионной стойкости или эстетической привлекательности.
Дробеструйная и дробеструйная обработка
Дробеструйная обработка - это процесс, при котором мелкие сферические частицы (обычно стеклянные шарики) под высоким давлением подаются на поверхность детали. Это создает равномерное матовое покрытие, которое эффективно удаляет следы от инструмента и мелкие дефекты поверхности.
При дробеструйной обработке используются различные материалы, такие как оксид алюминия, карбид кремния или пластик, для получения различных текстур поверхности. Выбор материала влияет на конечную обработку и шероховатость поверхности4.
Дробеструйная обработка особенно полезна для:
- Создайте единый внешний вид всех поверхностей
- Удаление заусенцев и острых краев
- Подготовка поверхностей к нанесению покрытий или других видов отделки
- Создание светорассеивающей поверхности
Варианты покрытия поверхности
Анодирование (для алюминия)
Анодирование - это электрохимический процесс, который превращает поверхность алюминия в прочный, устойчивый к коррозии оксидный слой. В компании PTSMAKE мы предлагаем анодирование как по типу II (стандартное), так и по типу III (твердое), с различными вариантами цвета.
Преимущества включают:
- Повышенная коррозионная стойкость
- Повышенная износостойкость
- Электрическая изоляция
- Эстетическая привлекательность с возможностью выбора цвета
Порошковое покрытие
Порошковая окраска предполагает нанесение на металлическую поверхность свободно сыплющегося сухого порошка и его последующее отверждение под воздействием тепла. В результате образуется прочное защитное покрытие, более толстое, чем обычная краска.
Ключевые преимущества:
- Отличная прочность и ударостойкость
- Широкий выбор цветов и текстур
- Хорошая химическая стойкость
- Экологически чистые (без растворителей)
Гальваническое покрытие
Гальваника наносит тонкий слой металла на поверхность детали с помощью электрохимического процесса. К распространенным материалам для гальванических покрытий относятся никель, хром, цинк, золото и серебро.
Каждый материал для нанесения покрытия обладает определенными преимуществами:
| Материал покрытия | Основные преимущества | Типовые применения |
|---|---|---|
| Никель | Коррозионная стойкость, твердость | Автомобильная промышленность, электроника |
| Хром | Износостойкость, низкое трение | Механические компоненты, декоративные детали |
| Цинк | Экономичная защита от коррозии | Крепеж, конструкционные элементы |
| Золото | Отличная проводимость, устойчивость к коррозии | Электроника, разъемы |
| Серебро | Превосходная электропроводность | Высокопроизводительная электроника |
Механические методы отделки
Полировка
При полировке используются все более мелкие абразивы для создания гладкой, отражающей поверхности. Мы можем достичь различных уровней полировки, от атласной до зеркальной. Полировка идеально подходит для деталей, на которых:
- Эстетичный внешний вид имеет решающее значение
- Требуется уменьшение трения
- Необходим точный контроль размеров
- Чистота имеет большое значение (меньше шансов задержать загрязнения)
Браширование и направленная отделка
Браширование создает однонаправленное сатиновое покрытие с тонкими параллельными линиями. Эта отделка одновременно функциональна и декоративна, часто используется в..:
- Потребительские товары
- Архитектурные компоненты
- Медицинские приборы
- Оборудование для пищевой промышленности
Контролируемая текстура поверхности маскирует мелкие царапины и отпечатки пальцев, сохраняя профессиональный внешний вид.
Химическая обработка
Пассивация (для нержавеющей стали)
Пассивация - это химический процесс, повышающий естественную коррозионную стойкость нержавеющей стали за счет удаления свободного железа с поверхности и образования защитного оксидного слоя.
Преимущества включают:
- Улучшенная коррозионная стойкость
- Без изменений размеров
- Удаление поверхностных загрязнений
Черный оксид (для углеродистой стали)
Черный оксид - это конверсионное покрытие, которое создает черный внешний вид и обеспечивает умеренную защиту от коррозии. Оно ценится за:
- Соблюдение точности размеров (очень тонкое покрытие)
- Минимизация отражения света
- Улучшение контрастности зрения
- Обеспечивает слабую защиту от коррозии
Выбор правильной отделки поверхности
При выборе обработки поверхности для прецизионных точеных деталей с ЧПУ учитывайте следующие факторы:
- Функциональные требования (коррозионная стойкость, износостойкость, фрикционные характеристики)
- Воздействие окружающей среды (в помещении/на улице, химические вещества, перепады температур)
- Эстетические требования
- Бюджетные ограничения
- Отраслевые стандарты или спецификации
- Требования к сборке (совместимость с другими компонентами)
В компании PTSMAKE я тесно сотрудничаю с клиентами, чтобы рекомендовать наиболее подходящий вариант обработки поверхности в зависимости от конкретных условий применения. Например, для аэрокосмических компонентов мы можем предложить анодирование для алюминиевых деталей или пассивирование для деталей из нержавеющей стали, чтобы обеспечить оптимальную производительность в сложных условиях.
Помните, что выбор способа обработки поверхности должен осуществляться на ранних этапах проектирования. Такой ранний выбор поможет избежать дорогостоящих переделок или модификаций в дальнейшем и гарантирует, что ваши точеные детали с ЧПУ будут отвечать как функциональным, так и эстетическим требованиям.
Как повысить контроль качества в проектах прецизионной токарной обработки с ЧПУ?
Приходилось ли вам получать прецизионные точеные детали, которые не совсем соответствовали вашим техническим требованиям, несмотря на вложенные в них значительные средства? Устали ли вы от разочарования, когда проблемы с качеством возникают только после завершения производства, что приводит к дорогостоящим переделкам и задержкам?
Эффективный контроль качества в прецизионном токарном производстве с ЧПУ - это не просто проверка, это комплексный подход, который начинается с проектирования и продолжается до поставки. Внедрение стратегических мер по обеспечению качества на протяжении всего производственного процесса позволит вам значительно снизить количество дефектов при сохранении эффективности.

Основы контроля качества при токарной обработке с ЧПУ
Контроль качества в прецизионных токарных проектах с ЧПУ требует систематического подхода. В компании PTSMAKE я разработал процессы контроля качества, которые направлены как на предотвращение, так и на обнаружение.
Установление четких стандартов качества
Первым шагом в любой системе контроля качества является определение того, что означает "качество" для вашего конкретного проекта. Это включает в себя:
- Подробные технические чертежи с надлежащими GD&T (Geometric Dimensioning and Tolerancing)
- Спецификации материалов и требования к отделке поверхности
- Определение критических размеров с соответствующими допусками
- Особенности, требующие повышенного внимания
Когда мы получаем проекты на наш завод, мы сразу же рассматриваем их спецификации с нашей командой инженеров. Такой совместный анализ помогает выявить потенциальные производственные проблемы до начала производства.
Внедрение технологического контроля
Традиционный контроль качества часто в значительной степени полагается на окончательный контроль. Хотя это и позволяет выявить дефекты, но не предотвратить их. Статистическое управление процессами5 предлагает более активный подход:
- Регулярный отбор проб во время производства
- Измерение критических размеров через заданные промежутки времени
- Отслеживание вариаций процесса для выявления тенденций до того, как они превратятся в проблемы
- Незамедлительные корректирующие действия при смещении измерений в сторону пределов допуска
Такой подход помог нам снизить количество брака почти на 30% на всех токарных операциях с ЧПУ.
Передовые измерительные технологии
Эффективность контроля качества во многом зависит от точности и эффективности измерений.
Интеграция КИМ (координатно-измерительных машин)
Современные КИМ обеспечивают исключительную точность при работе со сложными геометрическими формами:
- Автоматизированное измерение множества параметров
- Сокращение ошибок оператора
- Возможности цифровой отчетности для анализа тенденций
- Ускоренное время проверки для крупносерийного производства
Для цилиндрических деталей с жесткими допусками КИМ оказывают неоценимую помощь в проверке размеров, которые могут быть затруднены при использовании ручных методов.
Системы технического зрения для обнаружения дефектов поверхности
Дефекты поверхности могут представлять особую проблему при токарной обработке. Передовые системы технического зрения помогают обнаружить их:
- Микроскопические царапины
- Маркировка инструментов
- Существенные несоответствия
- Различия в отделке
Эти системы получают изображения высокого разрешения, позволяющие выявить дефекты, невидимые невооруженным глазом, что особенно важно для компонентов с критическими требованиями к поверхности.
Системы документации по качеству
Документация является основой эффективного контроля качества. Вот что я рекомендую внедрить:
Цифровые системы управления качеством
Бумажные системы качества все больше устаревают. Цифровые системы предлагают:
| Выгода | Описание |
|---|---|
| Прослеживаемость | Отслеживайте детали на всех этапах производства |
| Анализ данных | Выявление повторяющихся проблем на основе исторических данных |
| Доступность | Немедленный доступ к записям о качестве для всех заинтересованных сторон |
| Последовательность | Стандартизированная документация по всем проектам |
Переход на цифровое управление качеством сократил время реагирования на проблемы с качеством на 65%.
Протокол инспекции по первому изделию (FAI)
FAI служит краеугольным камнем проверки качества производства:
- Полная проверка первой изготовленной детали на соответствие всем спецификациям
- Подробная документация по всем измерениям
- Процесс утверждения с участием команд качества и инженеров
- Создание базового уровня для последующего производства
Я всегда настаиваю на тщательном FAI перед утверждением полного цикла производства. Этот единственный шаг позволил предотвратить бесчисленное количество проблем с качеством в серийном производстве.
Управление качеством поставщиков
Для компонентов, требующих внешней обработки или материалов, качество поставщика напрямую влияет на конечный продукт.
Процесс квалификации поставщиков
Разработайте надежную систему квалификации поставщиков:
- Оценка возможностей на месте
- Образец оценки перед заключением контракта
- Четкие ожидания качества, зафиксированные в договорах
- Регулярные обзоры результатов работы
В компании PTSMAKE действует многоуровневая система поставщиков, основанная на показателях качества, при этом для производства наиболее важных компонентов используются только поставщики высшего уровня.
Проверка поступающих материалов
Даже при наличии квалифицированных поставщиков проверка остается крайне важной:
- Планы отбора образцов на основе исторических данных о работе поставщиков
- Проверка сертификации материалов
- Проверка размеров критических элементов
- Проверка обработки поверхности, если применимо
Такой подход обеспечивает систему раннего предупреждения о проблемах с качеством в цепочке поставок до того, как они повлияют на ваше производство.
Обучение и постоянное совершенствование
Системы качества эффективны лишь настолько, насколько эффективны люди, которые их внедряют.
Программы обучения операторов
Инвестируйте в комплексное обучение:
- Технические навыки, необходимые для токарной обработки
- Стандартизация измерительной техники
- Обучение по вопросам качества
- Методологии решения проблем
Наши операторы проходят ежегодную переаттестацию по методам измерений, что обеспечивает согласованность действий в разных сменах и уменьшает отклонения в интерпретации.
Анализ коренных причин и корректирующие действия
Когда возникают проблемы с качеством, ответные меры определяют, будут ли они повторяться:
- Тщательное расследование причин дефектов
- Выполнение корректирующих действий
- Проверка эффективности
- Стандартизация улучшений в аналогичных процессах
Этот дисциплинированный подход превращает проблемы качества в возможности для улучшения системы.
Внедряя эти стратегии контроля качества в свои проекты прецизионного токарного производства с ЧПУ, вы не только сократите количество дефектов, но и повысите эффективность и удовлетворенность клиентов. Помните, что качество - это не отдел инспекции, а комплексный подход, включающий все аспекты производственного процесса.
Роль контроля качества в прецизионной токарной обработке с ЧПУ?
Приходилось ли вам получать обработанные детали, которые выглядели великолепно, но при сборке или тестировании оказывались неудачными? А может быть, вы испытывали разочарование от несоответствия партий, когда одни компоненты работают идеально, а другие не совсем подходят? Проблемы с качеством могут привести к срыву проектов, задержке запуска и, в конечном счете, испортить вашу репутацию среди клиентов.
Контроль качества в прецизионном токарном оборудовании с ЧПУ - это не просто конечная точка проверки, а комплексный процесс, интегрированный в производство. Эффективные протоколы контроля качества - от проверки материалов до окончательного контроля - гарантируют соответствие компонентов точным спецификациям, их надежную работу и постоянство в ходе производства.

Основы контроля качества при токарной обработке с ЧПУ
Контроль качества при токарной обработке с ЧПУ включает в себя несколько взаимосвязанных процессов, направленных на выявление и предотвращение дефектов. В отличие от того, что многие думают, контроль качества - это не просто проверка готовых деталей. Он начинается с отбора сырья и продолжается на каждом этапе производственного процесса.
В компании PTSMAKE мы разработали комплексную систему управления качеством, которая учитывает каждый критический момент в процессе токарной обработки с ЧПУ. Эта система помогает нам поддерживать стабильное качество тысяч деталей, сокращая отходы и производственные затраты наших клиентов.
Меры по обеспечению качества на этапе подготовки к производству
Перед началом токарных работ необходимо провести несколько проверок качества:
- Проверка материалов: Испытание сырья для подтверждения его соответствия установленным стандартам и наличия надлежащих металлургические свойства6.
- Валидация программирования: Проверка программ ЧПУ на точность и эффективность.
- Подготовка инструментов: Обеспечение надлежащей подготовки и калибровки всех режущих инструментов.
- Калибровка оборудования: Проверка правильности калибровки станков с ЧПУ для конкретной работы.
Эти предпроизводственные меры предотвращают проблемы до их возникновения, экономя время и ресурсы. Я видел проекты, в которых пропуск этих шагов приводил к тому, что целые партии продукции отбраковывались - дорогой урок, подтверждающий важность упреждающего контроля качества.
Методы контроля качества в процессе производства
В процессе производства постоянный контроль помогает поддерживать качество:
Статистический контроль процессов (SPC)
SPC использует статистические методы для мониторинга и управления процессом. Собирая данные через регулярные промежутки времени в процессе производства, мы можем:
- Выявляйте тенденции до того, как они станут проблемами
- Поддерживать стабильность процесса
- Уменьшение разброса между деталями
Такой подход особенно ценен для крупносерийных проектов прецизионной токарной обработки, где важно стабильное качество.
Проверка первой статьи
Контроль первого изделия включает в себя тщательное тестирование первой детали, произведенной в ходе серийного производства. Этот критический этап позволяет убедиться в том, что:
- Программа ЧПУ составлена правильно
- Точная настройка машины
- Инструментарий функционирует должным образом
- Деталь соответствует всем спецификациям
В компании PTSMAKE мы тщательно документируем проверки первых изделий, предоставляя клиентам подробные отчеты, которые укрепляют доверие к производственному процессу.
Отбор проб в процессе производства
Регулярный отбор проб на протяжении всего производства помогает выявить любые отклонения в качестве. Частота отбора проб зависит от нескольких факторов:
| Объем производства | Типичная частота дискретизации | Метод проверки |
|---|---|---|
| Низкая (менее 100 шт.) | 10-20% | Визуальные и размерные |
| Средний (100-1000 шт.) | 5-10% | Габаритные и функциональные |
| Высокая (более 1 000 шт.) | 1-5% | Статистическая выборка с использованием КИМ |
Передовые технологии контроля
Современный контроль качества прецизионного токарного оборудования с ЧПУ использует сложные измерительные технологии:
Координатно-измерительные машины (КИМ)
КИМ обеспечивают чрезвычайно точный контроль размеров, используя датчик для измерения точек на поверхности детали. Эти машины могут:
- Измерение характеристик с точностью до 0,001 мм
- Создание подробных отчетов о проверке
- Сравнивайте результаты непосредственно с моделями CAD
- Выявление отклонений, которые невозможно обнаружить вручную
Системы технического зрения
Автоматизированные системы технического зрения используют камеры и программное обеспечение для быстрого и последовательного контроля деталей. Они отлично справляются с такими задачами, как:
- Контроль чистоты поверхности
- Обнаружение визуальных дефектов
- Проверка резьбы
- Высокоскоростная сортировка по визуальным критериям
Испытания на шероховатость поверхности
Качество поверхности имеет решающее значение для многих прецизионных токарных деталей. Современные профилометры могут:
- Измерение шероховатости поверхности в Ra, Rz и других параметрах
- Создание детальных профилей поверхностей
- Проверьте соответствие требованиям к отделке поверхности
Документация и прослеживаемость
Контроль качества невозможен без надлежащей документации. Для прецизионной токарной обработки с ЧПУ это включает в себя:
- Сертификаты на материалы: Документация по составу и свойствам материалов
- Документация процесса: Записи всех производственных этапов и параметров
- Отчеты о проверке: Подробные измерения и результаты испытаний
- Отчеты о несоответствиях: Документирование любых проблем и их решение
- Прослеживаемость партий: Системы для отслеживания компонентов от сырья до отгрузки
В аэрокосмической, медицинской и оборонной отраслях такая документация - не просто хорошая практика, а часто нормативное требование. Наша система качества в PTSMAKE обеспечивает тщательное ведение документации, что гарантирует спокойствие клиентам в этих требовательных отраслях.
Общие проблемы качества при прецизионной токарной обработке
Даже при наличии надежных систем качества часто возникают определенные проблемы:
Проблемы с точностью размеров
Соблюдение жестких допусков (часто менее ±0,005 мм) требует решения:
- Тепловое расширение при обработке
- Компенсация износа инструмента
- Жесткость и вибрация машины
- Поведение материала во время резки
Проблемы с чистотой поверхности
Для достижения определенных свойств поверхности требуется контроль:
- Выбор и состояние режущего инструмента
- Скорость подачи и скорость резки
- Применение охлаждающей жидкости
- Свойства материала
Проблемы, связанные с конкретными материалами
Различные материалы создают уникальные проблемы с качеством:
- Нержавеющая сталь: Склонность к затвердеванию требует особых стратегий резки
- Алюминий: Более мягкие материалы могут деформироваться во время зажима
- Титан: Повышение температуры может повлиять на стабильность размеров
- Пластмассы: Консистенция материала и чувствительность к температуре
Постоянное совершенствование систем качества
Лучшие системы контроля качества никогда не бывают статичными. В компании PTSMAKE мы постоянно совершенствуем наши подходы:
- Анализ корневых причин: Расследование любых проблем, связанных с качеством, для предотвращения их повторения
- Регулярная калибровка: Поддержание точности измерительного оборудования
- Обучение персонала: Обеспечение наличия у качественного персонала современных навыков и знаний
- Интеграция технологий: Внедрение новых технологий инспекции и контроля
- Интеграция отзывов клиентов: Использование информации от клиентов для улучшения процессов
Это стремление к совершенствованию позволило нам достичь исключительного уровня качества при сохранении конкурентоспособных цен, что доказывает, что качество и эффективность могут идти рука об руку при правильном управлении.
Как обеспечить контроль качества в прецизионных токарных процессах с ЧПУ?
Приходилось ли вам получать прецизионные точеные детали, которые не соответствовали вашим техническим требованиям? Или, что еще хуже, обнаруживали проблемы с качеством только после того, как компоненты были собраны в конечный продукт? Такие ситуации не только приводят к задержкам, но и могут разрушить сроки и бюджет проекта, когда критически важные компоненты выходят из строя.
Контроль качества при прецизионной токарной обработке с ЧПУ - это не просто этап производства, а комплексная методология, обеспечивающая последовательность, точность и надежность на протяжении всего производственного процесса. Эффективные системы контроля качества сочетают в себе строгие протоколы проверок, надлежащую документацию, статистический контроль процессов и постоянное совершенствование для обеспечения деталей, которые постоянно соответствуют или превосходят спецификации.

Основы контроля качества при токарной обработке с ЧПУ
Контроль качества при прецизионной токарной обработке с ЧПУ начинается задолго до срезания первой стружки. В компании PTSMAKE мы разработали комплексный подход, который учитывает требования к качеству на каждом этапе производства. В основе эффективного контроля качества лежат три ключевых столпа: профилактика, мониторинг и коррекция.
Профилактика направлена на устранение потенциальных проблем до их возникновения. Это включает в себя тщательный анализ конструкции, проверку материалов и валидацию процесса. Мониторинг включает в себя непрерывную оценку в процессе производства с использованием как внутрипроизводственных проверок, так и статистических методов. Коррекция позволяет быстро устранять любые отклонения и внедрять систематические улучшения для предотвращения их повторения.
Предпроизводственная подготовка качества
Прежде чем приступить к токарной обработке с ЧПУ, необходимо выполнить несколько важнейших мероприятий по обеспечению качества:
- Анализ проектирования для обеспечения технологичности (DFM): Анализ конструкций деталей для выявления потенциальных производственных проблем, которые могут повлиять на качество.
- Проверка сертификации материалов: Обеспечение соответствия сырья установленным требованиям и наличие соответствующей документации.
- Выбор и проверка инструмента: Выбор подходящих режущих инструментов для конкретных требований к материалу и геометрии.
- Планирование проверки первой статьи: Установление процедур детального контроля для первых изготовленных деталей.
Наша команда инженеров всегда проводит всесторонний анализ DFM, чтобы выявить особенности, которые могут вызвать размерная нестабильность7 или другие проблемы с качеством. Такой упреждающий подход позволяет предотвратить многие проблемы еще до их возникновения.
Методы контроля качества в процессе производства
Поддержание качества в процессе производства требует тщательного контроля. Наиболее эффективные методы включают:
Статистический контроль процессов (SPC)
SPC включает в себя сбор и анализ данных процесса обработки для выявления тенденций и потенциальных проблем до того, как они приведут к появлению дефектных деталей. Ключевые показатели, которые необходимо отслеживать, включают:
- Контрольные карты для критических размеров
- Контроль износа инструмента
- Анализ вибрации
- Стабильность температуры
Автоматизированные системы контроля
Современные токарные центры с ЧПУ могут оснащаться функциями поточного контроля, которые позволяют получать информацию о качестве деталей в режиме реального времени:
- Сенсорные датчики для проверки размеров
- Системы технического зрения для контроля поверхности
- Лазерные измерения для точной проверки геометрии
Протоколы осмотра операторов
Несмотря на технологический прогресс, квалифицированные операторы по-прежнему важны для контроля качества. Структурированный протокол проверки может включать:
| Место осмотра | Частота | Метод | Документация |
|---|---|---|---|
| Критические размеры | Каждая 5-я часть | Микрометр/калипер | Цифровая запись измерений |
| Отделка поверхности | Каждая десятая часть | Визуальный тестер + тестер шероховатости | Контрольный список качества |
| Качество ниток | Каждая часть | Манометр "годен/не годен | Учет пропусков/непропусков |
| Геометрические допуски | Первая и последняя часть партии | CMM | Отчет о проверке |
Послепроизводственная проверка качества
После завершения обработки всесторонний контроль гарантирует, что готовые детали соответствуют всем спецификациям перед отправкой.
Методы окончательного контроля
Окончательная проверка качества обычно включает в себя комбинацию методов:
- Контроль размеров: Использование прецизионного измерительного оборудования, такого как КИМ, оптические компараторы и микрометры.
- Анализ шероховатости поверхности: Использование профилометров и визуальный осмотр при соответствующем освещении.
- Функциональное тестирование: Если применимо, испытание деталей в имитированных условиях эксплуатации.
- Проверка материалов: Проведение испытаний на твердость и других неразрушающих исследований.
Для высокоточных применений необходимы контрольные помещения с регулируемой температурой. В PTSMAKE в нашей зоне контроля поддерживается постоянная температура 20°C (68°F), чтобы исключить проблемы теплового расширения, которые могут повлиять на точность измерений.
Документация и прослеживаемость
Всесторонняя документация является основой эффективного контроля качества:
- Отчеты о проверке: Подробные записи всех измерений и результатов испытаний.
- Сертификаты на материалы: Документация по составу и свойствам материалов.
- Параметры процесса: Записи о настройках станка, используемых режущих инструментах и приспособлениях.
- Отчеты о несоответствиях: Документирование любых отклонений и их устранение.
Эта документация не только служит доказательством качества, но и предоставляет ценные данные для постоянного совершенствования и отслеживания в случае возникновения проблем.
Внедрение непрерывного совершенствования
Контроль качества не стоит на месте - он должен постоянно развиваться. Эффективные стратегии совершенствования включают:
- Анализ корневых причин: Систематическое изучение основных причин любых проблем с качеством.
- Планы корректирующих действий: Разработка конкретных, измеримых шагов для решения выявленных проблем.
- Превентивные действия: Внедрение общесистемных изменений для предотвращения подобных проблем.
- Регулярные аудиты процессов: Проведение тщательного анализа всех процедур в области качества.
Я обнаружил, что регулярное проведение "кружков качества" - межфункциональных командных совещаний, нацеленных на улучшение качества, - приводит к значительному прогрессу в наших токарных процессах. Эти совместные заседания помогают выявить тонкие проблемы, которые в противном случае могли бы остаться незамеченными.
Технологии и инструменты для современного контроля качества
Передовые технологии изменили контроль качества в прецизионных токарных станках с ЧПУ:
Координатно-измерительные машины (КИМ)
КИМ обеспечивают комплексную проверку размеров с чрезвычайно высокой точностью. Современные системы могут:
- Автоматическое измерение сотен характеристик
- Создание подробных отчетов о проверке
- Сравнивайте результаты непосредственно с моделями CAD
- Выявление тенденций на всех этапах производства
Системы технического зрения
Оптические измерительные системы отличаются высочайшим качеством:
- Быстрый осмотр сложных профилей
- Проверка состояния поверхности
- Обнаружение мельчайших дефектов
- Обеспечивает бесконтактное измерение тонких элементов
Системы управления данными
Качественные системы управления данными позволяют:
- Контроль качества продукции в режиме реального времени
- Статистический анализ на нескольких рабочих местах
- Выявление долгосрочных тенденций
- Документация для соответствия требованиям ISO
В компании PTSMAKE мы интегрировали эти технологии в единую систему управления качеством, которая обеспечивает прозрачность наших токарных процессов в режиме реального времени, позволяя нам поддерживать стабильное качество даже в самых сложных условиях эксплуатации.
Каковы сроки выполнения заказов на прецизионную токарную обработку с ЧПУ?
Приходилось ли вам когда-либо сталкиваться с тем, что вы мчитесь наперегонки со временем, отчаянно ожидая критически важных компонентов, изготовленных на станках с ЧПУ, которые были обещаны "как можно скорее"? Или, может быть, вам приходилось испытывать разочарование от неясных сроков поставки, из-за которых ваш производственный график остается в подвешенном состоянии?
Сроки выполнения заказов на токарные работы с ЧПУ обычно составляют от 1-3 дней для простых прототипов до 4-6 недель для сложных серий. Факторы, влияющие на эти сроки, включают сложность детали, выбор материала, количество заказа, требования к отделке и текущие мощности цеха.

Факторы, влияющие на время выполнения токарных работ с ЧПУ
Понимание элементов, влияющих на время выполнения заказа, поможет вам эффективнее планировать свои проекты. Мой опыт работы с тысячами проектов точного производства показывает, что несколько ключевых факторов неизменно влияют на то, как быстро будут поставлены ваши точеные детали.
Наличие и подготовка материалов
Материал, который вы выбираете для токарной обработки с ЧПУ, существенно влияет на время выполнения заказа. Стандартные материалы, такие как алюминий 6061, латунь C360 или нержавеющая сталь 303, обычно имеются на складе большинства мастерских и готовы к немедленному использованию. Однако специальные материалы, такие как инконель, титановые сплавы или специальные полимеры, часто требуют заказа у поставщиков, что увеличивает сроки на 3-7 дней.
Подготовка материалов также играет определенную роль. Например, в компании PTSMAKE мы поддерживаем обширный запас обычных материалов, чтобы свести к минимуму задержки, но даже нам иногда приходится искать специальные сплавы для уникальных применений.
Сложность деталей
Сложность детали напрямую связана с временем программирования и обработки. Простая цилиндрическая деталь с основными характеристиками может быть запрограммирована менее чем за час, в то время как сложные геометрические формы с жесткими допусками, тонкими стенками или сложными элементами могут потребовать нескольких дней на программирование и настройку.
Рассмотрим эти уровни сложности и их влияние на время выполнения заказа:
| Уровень сложности | Характеристики | Типичное добавление времени выполнения заказа |
|---|---|---|
| Простой | Основные цилиндрические формы, несколько функций | Минимальное воздействие |
| Умеренный | Различные диаметры, отверстия, прорези | 1-3 день добавления |
| Комплекс | Жесткие допуски, резьба, тонкие стенки | 3-7 день добавления |
| Расширенный | Многочисленные установки, требования к 5 осям, сложные детали | 7-14 день добавления |
Количество заказов и размер партии
Взаимосвязь между количеством и временем выполнения заказа не всегда линейна. При небольших количествах (1-10 штук) время наладки часто доминирует над общим временем выполнения заказа. При увеличении количества основным фактором становится время обработки.
Интересно, что средние партии (50-500 штук) часто представляют собой "сладкую точку" для эффективности токарной обработки с ЧПУ. Как только количество превышает определенный порог, появляются дополнительные соображения, такие как износ инструмента8 и планирование производительности оборудования становятся важными факторами.
Требования к постобработке
Любые вторичные операции после первоначального процесса точения увеличивают время выполнения заказа. Общие этапы последующей обработки включают:
- Термическая обработка: Добавляет 2-5 дней
- Обработка поверхности (анодирование, гальванизация, покраска): Добавляет 3-7 дней
- Проверка качества и сертификация: Добавляет 1-3 дня
- Нестандартные требования к упаковке: Добавляет 1-2 дня
В компании PTSMAKE мы оптимизировали свой рабочий процесс таким образом, чтобы многие из этих операций выполнялись параллельно, а не последовательно, что позволяет минимизировать совокупное влияние на время выполнения заказа.
Реалистичные ожидания сроков выполнения по типам проектов
Прототипирование (1-10 деталей)
Для изготовления простых прототипов с использованием легкодоступных материалов:
- Простые дизайны: 1-3 рабочих дня
- Умеренная сложность: 3-5 рабочих дней
- Сложные дизайны: 5-10 рабочих дней
Уровень приоритетности вашего заказа может существенно повлиять на эти сроки. Многие магазины, в том числе и наш, предлагают ускоренные услуги для критически важных прототипов, иногда доставляя детали в течение 24 часов, но, как правило, за дополнительную плату.
Мелкие производственные партии (10-100 деталей)
Небольшие тиражи обычно соответствуют этим срокам:
- Простые дизайны: 3-7 рабочих дней
- Умеренная сложность: 7-14 рабочих дней
- Сложные конструкции: 2-3 недели
При таком количестве продукции соотношение времени установки и производства начинает выравниваться, что делает стоимость каждой детали более экономичной, но при этом сохраняется относительно быстрое время выполнения заказа.
Среднее и крупное производство (100+ деталей)
Для больших объемов производства:
- Простые дизайны: 2-3 недели
- Умеренная сложность: 3-4 недели
- Сложные конструкции: 4-6 недель
При больших заказах поиск материалов становится более критичным, а планирование производительности оборудования играет более важную роль. Однако при таких объемах обычно значительно снижается стоимость каждой детали.
Стратегии сокращения сроков выполнения заказов
Основываясь на своем опыте, я помогаю клиентам оптимизировать производственные процессы, вот несколько практических подходов к сокращению времени выполнения токарных работ на станках с ЧПУ:
Проектирование для обеспечения технологичности: Упрощайте геометрию, где это возможно, избегайте излишне жестких допусков и учитывайте стандартные размеры материалов.
Предоставление полной технической документации: Неполные или неоднозначные спецификации приводят к трудоемким циклам уточнений.
Рассмотрите альтернативные варианты материалов: Гибкий подход к выбору материала поможет избежать задержек при поиске специальных материалов.
Заранее планируйте постобработку: Включите требования к отделке в первоначальное планирование, а не добавляйте их позже.
Развивайте отношения с надежными поставщиками: В PTSMAKE мы отдаем приоритет работе с постоянными клиентами, которые обеспечивают постоянную работу, часто вписывая срочные запросы в наш производственный график.
Лучшие практики в области коммуникации и планирования
Четкое общение с поставщиком токарных станков с ЧПУ необходимо для обеспечения реалистичных сроков выполнения заказа. При обращении за расценками обязательно:
- Указывайте реальные требования к доставке, а не просто просите "как можно скорее".
- Сообщите приоритеты проекта при заказе нескольких деталей
- Обсудите варианты частичных поставок, если они помогут вашему производственному процессу
- Будьте прозрачны в своих конечных приложениях, чтобы помочь определить потенциальные возможности оптимизации
Самые успешные проекты, которые я курировал в компании PTSMAKE, были связаны с клиентами, которые поделились своими планами на будущее, что позволило нам спланировать производственный процесс таким образом, чтобы он идеально соответствовал графику сборки.
Может ли прецизионная токарная обработка с ЧПУ справиться со сложными геометриями и тонкими стенками?
Приходилось ли вам сталкиваться с проблемой обработки деталей с замысловатыми деталями или тонкими элементами? В те моменты, когда ваши проекты бросают вызов традиционным производственным границам, и вы задаетесь вопросом, может ли прецизионная токарная обработка действительно обеспечить то, что вы задумали?
Да, современные прецизионные токарные станки с ЧПУ могут эффективно обрабатывать сложные геометрические формы и тонкие стенки. Благодаря современным многоосевым станкам, специализированной оснастке и правильным методам настройки современные токарные производства могут успешно изготавливать детали с замысловатыми элементами и толщиной стенок до 0,2 мм, соблюдая при этом жесткие допуски.

Понимание возможностей современных токарных станков с ЧПУ
При обсуждении сложных геометрических форм и тонкостенных деталей важно понимать, насколько далеко продвинулась технология токарной обработки с ЧПУ. Традиционные токарные операции когда-то ограничивались простыми цилиндрическими формами, но современные токарные центры с ЧПУ претерпели значительные изменения.
Современные многоосевые токарные станки с ЧПУ сочетают в себе возможности токарной и фрезерной обработки, позволяя создавать невероятно сложные геометрические формы, которые ранее были невозможны при использовании только традиционной токарной обработки. Такие станки часто оснащаются инструментами с возможностью работы под напряжением, субшпинделями и перемещением по оси Y, что значительно расширяет их возможности за пределы базовых токарных операций.
За годы работы в компании PTSMAKE я стал свидетелем того, как меняются технологии токарной обработки. Наши передовые токарные центры могут обрабатывать детали со сложным профилем, подрезы, эксцентрические элементы и очень тонкие стенки без ущерба для точности размеров и качества обработки поверхности.
Ключевые факторы, обеспечивающие обработку сложных геометрий
Благодаря ряду технологических достижений стало возможным точение деталей сложной геометрии:
Многоосевые возможности: Современные токарные центры с ЧПУ, оснащенные 5 осями и более, позволяют подходить к заготовкам под разными углами, что позволяет создавать сложные контуры и элементы.
Живая оснастка: Это позволяет выполнять фрезерные операции в рамках одной установки, устраняя необходимость в дополнительных операциях и повышая общую точность.
Передовые системы CAD/CAM: Эти программные решения позволяют программистам разрабатывать сложные траектории движения инструмента, которые оптимизируют его зацепление и минимизируют силы резания при обработке тонких деталей.
Системы мониторинга инструментов: Контроль в режиме реального времени помогает обнаружить износ инструмента или потенциальные отказы до того, как они повредят тонкостенные секции.
Одновременная интерполяция9: Эта передовая технология программирования позволяет обеспечить плавное и непрерывное перемещение инструмента по сложным поверхностям.
Достижение успеха при токарной обработке тонких стенок
Производство тонкостенных деталей с помощью токарной обработки с ЧПУ требует особого внимания к нескольким критическим факторам. Основываясь на моем опыте работы в компании PTSMAKE, вот ключевые соображения для успешного точения тонкостенных деталей:
Соображения по выбору материала
Выбор материала существенно влияет на возможность получения тонких стенок. Некоторые материалы подходят больше, чем другие:
| Тип материала | Минимальная практическая толщина стенок | Вызовы |
|---|---|---|
| Алюминиевые сплавы | 0,2-0,3 мм | Зажим без деформации |
| Нержавеющая сталь | 0,3-0,5 мм | Управление нагревом, износ инструмента |
| Титан | 0,4-0,6 мм | Концентрация тепла, износ инструмента |
| Латунь/медь | 0,2-0,3 мм | Образование заусенцев, контроль стружки |
| Инженерные пластики | 0,3-0,5 мм | Отклонение, тепловая чувствительность |
Требования к специализированной оснастке
Достижение тонких стенок требует оптимизации инструмента:
Острые режущие кромки: Затупившиеся инструменты создают чрезмерные усилия резания, которые могут деформировать тонкие стенки.
Положительные углы наклона граблей: Они снижают силы резания и минимизируют отклонение заготовки.
Малый радиус носа: Для замысловатых деталей и узких внутренних углов.
Пользовательская геометрия инструмента: Иногда стандартных инструментов недостаточно, и приходится разрабатывать специальные инструменты для конкретных функций.
Стратегии зажима для деликатных компонентов
Одна из самых больших проблем при токарной обработке тонкостенных деталей - правильная фиксация. Стандартные патроны или цанги могут легко деформировать тонкостенные детали. Вот эффективные стратегии, которые мы используем:
Нестандартные мягкие челюсти: Предназначен для точного соответствия контуру заготовки, равномерно распределяя зажимное давление.
Опора для оправки: Для внутреннего зажима тонкостенных трубчатых деталей.
Вакуумные приспособления: Обеспечивает распределенную силу удержания без концентрированных точек давления.
Опора задней бабки: Использование центров под напряжением для обеспечения дополнительной устойчивости во время обработки.
Последовательная обработка: Стратегическое удаление материала для сохранения целостности конструкции на протяжении всего процесса.
Продвинутые техники программирования
Для успешного точения тонких стенок не менее важен подход к программированию:
Легкие финишные переходы: Минимизация силы резания за счет многократных легких проходов, а не агрессивных резов.
Оптимизированные параметры резки: Регулировка скоростей и подач для уменьшения вибрации и отклонения заготовки.
Сбалансированное направление стрижки: Попеременное направление резания для нейтрализации прогибающих усилий.
Оптимизация траектории движения инструмента: Создание непрерывных траекторий движения инструмента, которые минимизируют его вход и выход, снижая ударную нагрузку.
Применение в реальном мире и ограничения
Хотя современные токарные станки с ЧПУ обладают невероятными возможностями, важно понимать их практические ограничения. Вот реалистичная оценка, основанная на моем опыте:
Достижимые геометрии
Токарные станки с ЧПУ отлично справляются со своей задачей:
- Конические профили разного диаметра
- Внешняя и внутренняя резьба
- Подрезы и канавки
- Контурные поверхности со сложными радиусами
- Эксцентриковые элементы (с инструментами под напряжением)
- Тонкостенные цилиндрические или трубчатые детали
Практические ограничения
Несмотря на расширенные возможности, остаются некоторые ограничения:
- Доступ к очень глубоким внутренним элементам может быть затруднен
- Очень тонкие стенки (менее 0,2 мм) могут потребовать альтернативных методов производства
- Сложные некруглые детали могут потребовать дополнительных операций фрезерования
- Некоторые материалы с плохой обрабатываемостью представляют собой большую проблему для тонкостенных применений
В компании PTSMAKE мы тщательно изучаем каждый проект, чтобы определить, является ли прецизионная токарная обработка оптимальным методом производства или альтернативные подходы могут лучше соответствовать требованиям. Иногда для особо сложных компонентов наилучшие результаты дает гибридный подход, сочетающий токарную обработку с другими процессами.
Какие сертификаты гарантируют надежность услуг по прецизионной токарной обработке с ЧПУ?
Приходилось ли вам получать прецизионные точеные детали, которые просто не соответствовали вашим техническим требованиям? Или, что еще хуже, работали с поставщиком, который заявлял о своем качестве, но поставлял некачественные компоненты, которые выходили из строя во время сборки или эксплуатации? Такие ситуации не только приводят к задержкам в реализации проектов, но и могут испортить вашу репутацию среди клиентов и заинтересованных сторон.
При выборе поставщика токарных услуг с ЧПУ сертификаты служат важнейшими показателями надежности и качества. Наиболее ценные сертификаты включают ISO 9001 для управления качеством, AS9100 для аэрокосмической отрасли, ISO 13485 для медицинского оборудования и IATF 16949 для автомобильных компонентов - все они подтверждают приверженность производителя к постоянной точности и контролю процесса.

Значение сертификатов качества при токарной обработке с ЧПУ
Сертификаты качества в области прецизионной токарной обработки с ЧПУ - это не просто модные значки на сайте компании. Они представляют собой структурированные системы и процессы, обеспечивающие постоянное качество и надежность. Работая с прецизионным производством в компании PTSMAKE, я видел, как правильно внедренные системы сертификации превращают операции из просто продуктивных в стабильно превосходные.
Сертификация обеспечивает стандартизированную основу для производственных процессов, процедур контроля качества и инициатив по постоянному совершенствованию. Они требуют от компаний документировать свои процессы, надлежащим образом обучать персонал и вести записи о проверках качества и проблемах. Такой систематический подход сводит к минимуму человеческий фактор и гарантирует, что каждая деталь соответствует спецификациям, независимо от того, кто работает на станке или когда деталь была произведена.
Основные сертификаты ISO для точного производства
Международная организация по стандартизации (ISO) предоставляет несколько сертификатов, относящихся к токарным услугам с ЧПУ:
ISO 9001: основа менеджмента качества
ISO 9001 - это наиболее фундаментальный сертификат для любого производителя, ориентированного на качество. Она устанавливает требования к системе менеджмента качества (СМК), которая помогает организациям:
- Последовательно документируйте процессы
- Выявление и проактивное устранение рисков
- Внедрение методологий непрерывного совершенствования
- Обеспечение удовлетворенности клиентов благодаря качественной продукции
В компании PTSMAKE сертификат ISO 9001 является основой нашей системы качества. Он регулирует все процессы - от изучения требований заказчика до измерения и проверки готовых деталей. Этот стандартизация10 создает предсказуемость результатов - решающий фактор, когда точность измеряется микронами.
ISO 14001: Системы экологического менеджмента
Сертификация ISO 14001, не имеющая прямого отношения к качеству деталей, демонстрирует приверженность производителя экологической ответственности. Это становится все более важным для клиентов, которым необходимо отчитываться об устойчивости цепочки поставок. Токарные услуги с ЧПУ с сертификатом ISO 14001:
- Минимизация отходов в процессах обработки
- Надлежащим образом обрабатывает и утилизирует смазочно-охлаждающие жидкости
- Внедрение мер по повышению энергоэффективности
- Соответствует экологическим нормам
Отраслевые сертификаты
В различных отраслях промышленности существуют особые требования, выходящие за рамки базовых стандартов ISO:
AS9100: управление качеством в аэрокосмической отрасли
Для аэрокосмических компонентов сертификация AS9100 (которая включает все требования ISO 9001 плюс дополнения, специфичные для аэрокосмической отрасли) часто не является обязательной. Эта сертификация затрагивает:
- Строгие требования к прослеживаемости
- Управление рисками в области безопасности полетов
- Контроль специальных процессов, таких как термообработка
- Предотвращение поддельных деталей
IATF 16949: требования автомобильной промышленности
Производители автомобилей требуют от поставщиков сертификации IATF 16949, которая направлена на:
- Предотвращение дефектов, а не их обнаружение
- Сокращение разброса и отходов
- Специальные инструменты, такие как FMEA (анализ режимов и последствий отказов).
- Требования к управлению цепочками поставок
ISO 13485: Системы качества медицинских изделий
Для производителей медицинских компонентов сертификация ISO 13485 гарантирует:
- Строгий контроль чистоты и загрязнения
- Валидация производственных процессов
- Улучшенная прослеживаемость имплантируемых компонентов
- Комплексное управление рисками
Проверка технических возможностей
Помимо сертификации системы менеджмента, сертификация технических возможностей подтверждает наличие определенных навыков и калибровку оборудования:
Аккредитация NADCAP
Национальная программа аккредитации аэрокосмических и оборонных подрядчиков (NADCAP) предоставляет специализированную аккредитацию для таких процессов, как:
- Неразрушающий контроль
- Термическая обработка
- Химическая обработка
- Обработка поверхности
Наличие аккредитации NADCAP на эти специальные процессы свидетельствует об исключительных технических возможностях и контроле процесса.
Сертификация прецизионных измерений
Надежная токарная служба с ЧПУ должна иметь сертификаты на свое измерительное оборудование. Ищите:
- Сертификаты калибровки, прослеживаемые по национальным стандартам
- Исследования R&R (повторяемость и воспроизводимость) датчиков
- Сертификаты по программированию CMM
- Регулярные графики и записи калибровки
Как проверить сертификаты поставщика
При оценке потенциальных партнеров по токарным станкам с ЧПУ я рекомендую предпринять следующие шаги для проверки сертификации:
- Запросите текущие сертификаты с указанием срока действия
- Проверьте сайт органа по сертификации, чтобы подтвердить его действительность
- Попросите предоставить отчеты о последних аудиторских проверках и корректирующих действиях
- Узнайте о любых условиях или ограничениях на сертификацию
Статус сертификации может быть представлен в виде таблицы для удобства сравнения:
| Сертификация | Назначение | Типичный срок действия | Метод проверки |
|---|---|---|---|
| ISO 9001 | Система менеджмента качества | 3 года с ежегодным наблюдением | Поиск сертификата на сайте регистратора |
| AS9100 | СМК для аэрокосмической отрасли | 3 года с полугодовыми аудитами | Проверка базы данных OASIS |
| ISO 13485 | СМК для медицинского оборудования | 3 года с ежегодным наблюдением | Поиск сертификата на сайте регистратора |
| IATF 16949 | Автомобильная СМК | 3 года с ежегодным наблюдением | Проверка базы данных IATF |
Связь между сертификатами и производительностью
Хотя сертификаты дают хорошую базовую оценку, их следует рассматривать как необходимое, но не достаточное условие для гарантии качества. За годы работы в компании PTSMAKE я убедился, что истинная ценность сертификатов зависит от того, насколько глубоко компания придерживается принципов, лежащих в их основе, а не просто соблюдает требования во время аудита.
Лучшие партнеры по токарным работам с ЧПУ демонстрируют:
- Интеграция требований сертификации в повседневную деятельность
- Постоянное совершенствование, выходящее за рамки сертификационных требований
- Регулярные внутренние аудиты и самооценки
- Инвестиции в непрерывное обучение и развитие потенциала
Новые тенденции в области сертификации в прецизионном производстве
Сфера сертификации продолжает развиваться. Передовые токарные службы с ЧПУ стремятся к этому:
- Сертификация кибербезопасности (например, ISO 27001) для защиты проектных данных
- Сертификаты готовности к работе в индустрии 4.0
- Сертификация гибридного аддитивно-субтрактивного производства
- Сертификаты устойчивости и углеродного следа
В компании PTSMAKE мы постоянно оцениваем новые стандарты сертификации, чтобы оставаться на переднем крае возможностей точного производства.
Нажмите, чтобы узнать больше о проектировании деталей для оптимальной вращательной симметрии при токарной обработке с ЧПУ. ↩
Узнайте о долгосрочной стабильности свойств материалов в прецизионных приложениях. ↩
Нажмите для получения нашего полного руководства по обрабатываемости материалов. ↩
Нажмите, чтобы получить подробное объяснение того, как шероховатость поверхности влияет на характеристики детали. ↩
Узнайте о методах измерения, которые предотвращают дорогостоящие ошибки. ↩
Узнайте больше о свойствах материалов, влияющих на производительность обработки. ↩
Понимание этой концепции помогает предотвратить дорогостоящие ошибки при обработке. ↩
Узнайте, как износ инструмента влияет на точность обработки и сроки выполнения проекта. ↩
Нажмите здесь, чтобы узнать о передовых методах программирования для сложной геометрической обработки. ↩
Стандартизированные процессы, обеспечивающие стабильное качество продукции в производственных условиях. ↩






