

Вы пытаетесь определить, является ли литье под давлением цинка достаточно прочным для вашего применения? Многие инженеры недооценивают прочность цинка, что приводит к дорогостоящим ошибкам при выборе материала и задержкам в реализации проекта, когда компоненты выходят из строя во время испытаний.
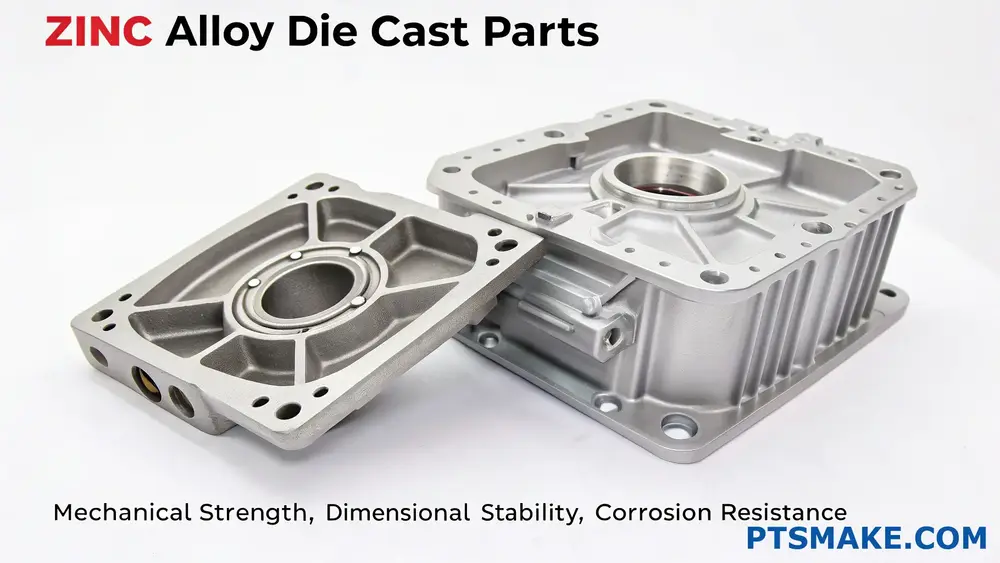
Литьевой цинк отличается необычайной прочностью: предел прочности на растяжение составляет от 30 000 до 41 000 фунтов на кв. дюйм, а предел текучести - от 22 000 до 32 000 фунтов на кв. дюйм. Он обладает отличной ударопрочностью, сохраняя при этом стабильность размеров и долговечность.

В компании PTSMAKE я работал со многими клиентами, которые изначально не решались использовать цинковое литье из-за опасений по поводу прочности. Многих удивляет то, что цинковые сплавы, такие как Zamak 3 и 5, обладают впечатляющими механическими свойствами и при этом отличаются превосходной литейной прочностью и экономичностью. Позвольте мне рассказать о реальных прочностных характеристиках литого под давлением цинка и о том, почему он может идеально подойти для вашего следующего проекта.
Какие материалы используются в цинковом литье?
Вы когда-нибудь брали в руки дверную ручку, игрушечную машинку или корпус электронного устройства и задавались вопросом, какой материал придает им идеальный баланс детализации и долговечности? Многие изделия, которые мы используем ежедневно, содержат компоненты, отлитые под давлением из цинка, но понимание того, какие материалы на самом деле идут на изготовление этих деталей, может сбить с толку, когда вы планируете свой следующий проект.
Для литья под давлением в основном используются цинковые сплавы, среди которых наиболее распространены ZA-3, ZA-8, ZAMAK 3 и ZAMAK 5. В этих сплавах цинк сочетается с алюминием, магнием и медью в определенных пропорциях для достижения различных механических свойств, подходящих для различных областей применения.

Основа цинковых сплавов для литья под давлением
В основе цинкового литья под давлением лежат сплавы на основе цинка, а не чистый цинк. Чистый цинк имеет ограниченное практическое применение в производстве из-за своей относительно мягкой природы и склонности к ползучести (медленной деформации) под нагрузкой. Именно поэтому промышленность разработала несколько стандартизированных цинковых сплавов, которые стали рабочими лошадками в мире литья под давлением.
Работая с производителями в различных отраслях промышленности, я обнаружил, что большинство операций по литью под давлением цинка сосредоточено вокруг двух основных семейств сплавов: сплавы ZAMAK и сплавы ZA. Каждый из них имеет особый состав и преимущества, которые делают их подходящими для различных областей применения.
Сплавы ZAMAK: Рабочие лошадки цинкового литья под давлением
ZAMAK (иногда пишется Zamac) - это аббревиатура, образованная от немецких названий металлов, входящих в его состав: Цинк, Алюминий, Магний и Купфер (медь). Эти сплавы составляют основу индустрии цинкового литья под давлением.
Наиболее широко используемые сплавы ZAMAK включают в себя:
ZAMAK 3 (цинковый сплав 3)
ZAMAK 3 содержит около 4% алюминия, 0,035% магния и минимальное количество меди. Это делает его самым чистым из распространенных цинковых сплавов и придает ему отличную стабильность размеров. Я видел, как ZAMAK 3 широко используется для:
- Автомобильные компоненты
- Электронные корпуса
- Сантехнические приспособления
- Элементы оборудования
Особую ценность ZAMAK 3 придает его превосходная литейная способность1 в сочетании с хорошими механическими свойствами. Когда клиентам нужен баланс между экономичностью и надежностью, ZAMAK 3 часто является моей первой рекомендацией.
ZAMAK 5 (цинковый сплав 5)
ZAMAK 5 - это, по сути, ZAMAK 3 с добавлением примерно 1% меди. Это небольшое изменение состава значительно повышает прочность на разрыв и твердость. Компоненты, изготовленные с использованием ZAMAK 5, обычно обладают:
- 10-20% более высокая прочность на разрыв, чем ZAMAK 3
- Лучшая производительность под давлением
- Повышенная износостойкость
- Расширенные возможности полировки и нанесения покрытия
Благодаря этим свойствам ZAMAK 5 идеально подходит для применения в областях, требующих повышенной прочности или лучшего качества поверхности, таких как автомобильные детали и декоративная фурнитура.
Сплавы ZA: Цинковые сплавы с более высокими эксплуатационными характеристиками
Сплавы ZA (цинк-алюминиевые) содержат значительно большее количество алюминия, чем сплавы ZAMAK, обычно в пределах 8-27%. Более высокое содержание алюминия существенно изменяет свойства материала:
ZA-8
ZA-8 предлагает алюминий 8-8,8% и медь 1-1,5%:
- Более высокая прочность по сравнению со сплавами ZAMAK
- Повышенная износостойкость
- Отличные несущие способности
- Хорошее сопротивление ползучести
ZA-12
Содержащий 10,5-11,5% алюминия и 0,5-1,25% меди, ZA-12 обеспечивает:
- Повышенная прочность по сравнению со сплавами ZAMAK
- Отличные несущие свойства
- Хорошая износостойкость
ZA-27
Обладая самым высоким содержанием алюминия (25-28%) среди распространенных сплавов для литья под давлением цинка, ZA-27 обеспечивает:
- Самое высокое соотношение прочности и веса среди цинковых сплавов
- Исключительная износостойкость
- Превосходные механические свойства
Соображения по выбору материала
Помогая клиентам выбрать подходящий цинковый сплав для их проектов в PTSMAKE, я учитываю несколько факторов:
| Сплав | Прочность | Стоимость | Отливаемость | Общие приложения |
|---|---|---|---|---|
| ЗАМАК 3 | Умеренный | $ | Превосходно | Оборудование общего назначения, автомобильные запчасти |
| ЗАМАК 5 | Хорошо | $$ | Хорошо | Автомобили, сантехнические приборы |
| ZA-8 | Лучше | $$ | Хорошо | Промышленные компоненты, подшипники |
| ZA-12 | Очень хорошо | $$$ | Умеренный | Шестерни, втулки, подшипники |
| ZA-27 | Превосходно | $$$$ | Вызов | Компоненты, подвергающиеся высоким нагрузкам |
Незначительные элементы и добавки
Помимо основных компонентов сплава, материалы для литья под давлением цинка часто содержат микроэлементы, которые могут существенно повлиять на конечные свойства:
- Магний: Добавляется в небольших количествах (0,01-0,06%) для уменьшения межкристаллитной коррозии
- Вести: Иногда присутствует в переработанных сплавах, но обычно нежелателен, так как может влиять на механические свойства
- Железо: Обычно не превышает 0,075%, так как более высокие уровни могут вызвать хрупкость.
- Кадмий: Обычно ограничивается 0,004% из-за экологических соображений.
- Олово: Часто поддерживается на уровне ниже 0,002% для предотвращения межкристаллитной коррозии
В компании PTSMAKE мы тщательно контролируем эти микроэлементы, чтобы обеспечить стабильное качество наших компонентов, отлитых под давлением из цинка.
Новые материалы из цинковых сплавов
Индустрия литья под давлением цинка продолжает развиваться, предлагая новые составы сплавов, разработанные для удовлетворения специфических требований к эксплуатационным характеристикам:
- ACuZinc: Семейство запатентованных сплавов с повышенным содержанием меди для улучшения прочности
- Экоцинк: Экологически чистые составы, минимизирующие количество токсичных элементов
- EZAC: Улучшенные сплавы цинк-алюминий-медь, разработанные для тонкостенных применений
Эти новые материалы демонстрируют многообещающие возможности для специализированных применений, в которых традиционные сплавы могут оказаться неэффективными.
Основные преимущества цинковых сплавов перед чистым цинком при литье под давлением
Вы когда-нибудь задумывались, почему производители редко используют чистый цинк для литья под давлением? Возможно, вы сталкивались с проблемами хрупкости или нестабильности размеров деталей и задавались вопросом, есть ли лучшая альтернатива?
Цинковые сплавы предпочтительнее чистого цинка при литье под давлением, поскольку они обладают превосходными механическими свойствами, лучшей коррозионной стойкостью, повышенной стабильностью размеров и улучшенными характеристиками текучести при литье. Эти сплавы сохраняют ценовые преимущества цинка, устраняя при этом многие присущие ему недостатки.
Понимание состава и свойств цинковых сплавов
За годы работы с литьем металла в компании PTSMAKE я убедился, что понимание состава цинковых сплавов имеет решающее значение для принятия обоснованных производственных решений. Цинковые сплавы, используемые для литья под давлением, обычно содержат цинк в качестве основного металла с тщательно контролируемым количеством алюминия, меди, магния и иногда других элементов.
Наиболее распространенными цинковыми сплавами, используемыми при литье под давлением, являются сплавы серии Zamak (в частности, Zamak 3, 5 и 7) и серии ZA (ZA-8, ZA-12 и ZA-27). Каждый из них имеет особый химический состав, предназначенный для улучшения определенных свойств.
Распространенные композиции цинковых сплавов
| Тип сплава | Цинк (%) | Алюминий (%) | Медь (%) | Магний (%) | Другие элементы (%) |
|---|---|---|---|---|---|
| Замак 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Замак 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
Эти легирующие элементы значительно улучшают металлургическая структура2 цинка, превращая относительно слабый чистый металл в универсальный инженерный материал, пригодный для широкого спектра применений.
Механические преимущества цинковых сплавов по сравнению с чистым цинком
Чистый цинк имеет ряд недостатков, которые делают его непригодным для большинства видов литья под давлением. Его относительно низкая прочность на разрыв, низкая твердость и склонность к ползучести под нагрузкой являются существенными недостатками. Добавляя легирующие элементы, мы создаем материалы со значительно улучшенными механическими свойствами.
Прочность и твердость
Цинковые сплавы демонстрируют в 2-3 раза большую прочность на разрыв, чем чистый цинк. Например, если прочность чистого цинка на разрыв обычно составляет около 20 МПа, то Zamak 3 обеспечивает прочность около 283 МПа, а высокоалюминиевые сплавы, такие как ZA-27, могут достигать 425 МПа. Это существенное улучшение позволяет деталям из цинковых сплавов выдерживать более высокие нагрузки и напряжения.
Добавление алюминия особенно повышает твердость, а медь еще больше улучшает это свойство. Повышенная твердость обеспечивает лучшую износостойкость в тех случаях, когда детали могут подвергаться трению или ударам.
Устойчивость размеров
Одной из наиболее серьезных проблем чистого цинка является его нестабильность размеров. Работая с клиентами в PTSMAKE, я часто подчеркиваю, что склонность чистого цинка к деформации со временем делает его ненадежным для прецизионных компонентов. Цинковые сплавы решают эту проблему за счет:
- Уменьшение размера зерна за счет легирующих элементов, ограничивающих движение материала
- Повышенная жесткость конструкции, противостоящая деформации
- Улучшенная устойчивость к межкристаллитной коррозии, которая может вызвать изменение размеров
Эти улучшения особенно важны для деталей, требующих жестких допусков или используемых в прецизионных узлах.
Коррозионная стойкость и свойства поверхности
В промышленности коррозионная стойкость часто определяет срок службы деталей. Цинковые сплавы обеспечивают значительно лучшую защиту от коррозии, чем чистый цинк, благодаря нескольким механизмам:
- Формирование стабильных оксидных слоев, защищающих нижележащий металл
- Снижение подверженности межкристаллитной коррозии
- Повышенная устойчивость к атмосферным и химическим воздействиям
Кроме того, цинковые сплавы можно легко покрывать, окрашивать или иным образом обрабатывать, чтобы еще больше повысить их коррозионную стойкость и эстетические свойства. Такая универсальность делает их пригодными как для функционального, так и для декоративного применения.
Преимущества обработки при литье под давлением
С точки зрения производства цинковые сплавы имеют ряд практических преимуществ перед чистым цинком в процессе литья под давлением:
Характеристики текучести и литейные свойства
Цинковые сплавы обладают превосходными характеристиками текучести, что позволяет им с точностью заполнять сложные детали пресс-форм. Добавление алюминия снижает температуру плавления и одновременно улучшает текучесть, позволяя изготавливать тонкостенные секции и сложные геометрические формы, которые было бы сложно получить из чистого цинка.
Тепловые свойства
Контролируемые коэффициенты теплового расширения цинковых сплавов (по сравнению с непредсказуемым поведением чистого цинка) обеспечивают лучший контроль размеров на этапе охлаждения. Это приводит к более предсказуемым показателям усадки и меньшему количеству дефектов в готовых деталях.
Долговечность инструмента
Инструменты для литья под давлением, использующие цинковые сплавы, обычно служат дольше, чем инструменты, использующие чистый цинк. Улучшенные характеристики текучести снижают эрозионный износ поверхностей формы, а более низкие температуры литья (по сравнению с алюминиевыми или магниевыми сплавами) минимизируют термическую усталость оснастки.
Экономическая эффективность цинковых сплавов в производстве
Наконец, нельзя упускать из виду экономические преимущества использования цинковых сплавов вместо чистого цинка. Хотя стоимость чистого цинка может быть несколько ниже стоимости сырья, общая экономика производства значительно выигрывает у сплавов, поскольку:
- Снижение количества брака и повышение качества продукции
- Ускоренные производственные циклы благодаря улучшенным характеристикам потока
- Снижение затрат на финишную обработку за счет лучшего качества поверхности после литья
- Увеличение срока службы изделий, сокращение расходов на гарантию и замену
В компании PTSMAKE мы постоянно убеждаемся, что небольшая надбавка, уплаченная за качественные цинковые сплавы, быстро окупается за счет повышения эффективности производства и улучшения характеристик продукции.
Является ли литье под давлением тем же самым, что и цинковое литье?
Вы когда-нибудь оказывались в замешательстве, когда просматривали варианты производства для вашего следующего проекта? Вы смотрели на спецификации, гадая, являются ли литье под давлением и литье цинка разными процессами или это просто промышленный жаргон для обозначения одного и того же? Такая путаница в терминологии может привести к дорогостоящим производственным ошибкам.
Нет, литье под давлением и литье цинка - это не одно и то же. Литье под давлением - это производственный процесс, в котором могут использоваться различные металлы, включая цинк, алюминий, магний и медные сплавы. Литье цинка относится именно к литью под давлением, в котором в качестве металлического материала используется цинк.

Понимание взаимосвязи между литьем под давлением и цинковым литьем
Литье под давлением и литье цинка - часто путаемые термины в производственной отрасли. Чтобы пояснить, литье под давлением - это общий производственный процесс, а литье цинка (более точное название - цинковое литье) - это конкретное применение этого процесса с использованием цинковых сплавов.
Занимаясь производством, я убедился, что понимание этого различия имеет решающее значение для инженеров и дизайнеров изделий при выборе правильного метода производства для своих деталей.
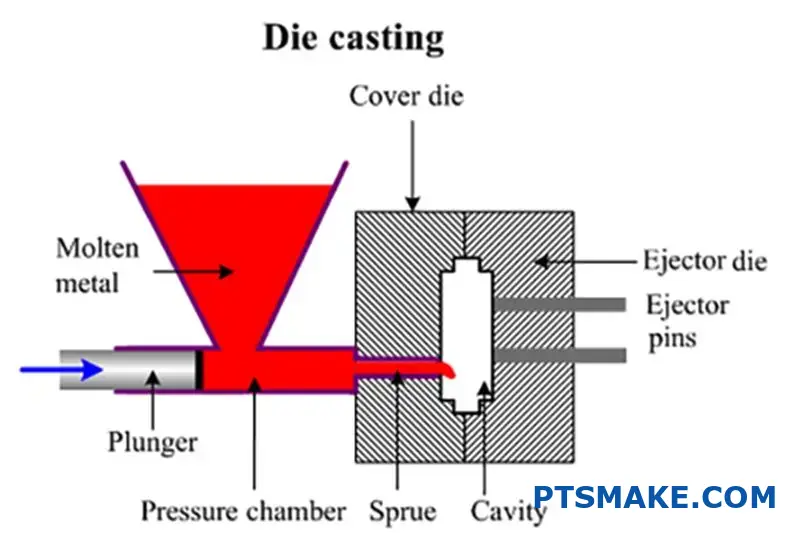
Литье под давлением предполагает заливку расплавленного металла под высоким давлением в многоразовые стальные формы, называемые штампами. В этом процессе может использоваться несколько различных металлов, и цинк - лишь один из вариантов. Другие распространенные металлы для литья под давлением включают алюминий, магний и медные сплавы.
Основные различия в материалах для литья под давлением
Выбор металла для литья под давлением существенно влияет на свойства и применение конечного продукта. Вот как цинк сопоставляется с другими распространенными материалами для литья под давлением:
| Металл | Температура плавления (°C) | Плотность (г/см³) | Основные свойства | Общие приложения |
|---|---|---|---|---|
| Цинк | 380-390 | 6.6-7.2 | Высокая стабильность размеров, отличная обработка поверхности, хорошая коррозионная стойкость | Автомобильные детали, корпуса электроники, игрушки |
| Алюминий | 660 | 2.7 | Легкий вес, хорошее соотношение прочности и веса, устойчивость к коррозии | Автомобильные компоненты, аэрокосмические детали |
| Магний | 650 | 1.7 | Самый легкий конструкционный металл, хорошая защита от электромагнитных помех | Тонкостенные корпуса, портативная электроника |
| Медные сплавы | 900-1000 | 8.3-8.9 | Отличная электропроводность, высокая теплопроводность | Электрические компоненты, морское оборудование |
Литье цинка под давлением: Специализированный процесс
Литье под давлением с использованием цинка стало одной из самых популярных форм литья под давлением по нескольким причинам. Сайт эвтектические свойства3 Цинковые сплавы идеально подходят для процесса литья под давлением, предлагая производителям и дизайнерам уникальные преимущества.
Преимущества цинкового литья под давлением
Снижение энергопотребления: Цинк имеет относительно низкую температуру плавления (380-390°C) по сравнению с другими металлами для литья под давлением, что приводит к меньшему потреблению энергии в процессе производства.
Увеличенный срок службы матрицы: Благодаря более низким температурам обработки стальные штампы, используемые для литья цинка, испытывают меньшие тепловые нагрузки. По наблюдениям компании PTSMAKE, штампы, используемые для литья цинка, служат в 5-10 раз дольше, чем штампы, используемые для литья алюминия.
Отличная точность размеров: Цинковые сплавы обладают превосходной текучестью в расплавленном состоянии, что позволяет им с точностью заполнять даже сложные полости пресс-форм.
Превосходная отделка поверхности: Детали, отлитые под давлением из цинка, как правило, имеют более гладкую поверхность непосредственно из формы, часто требуя минимальной последующей обработки.
Гибкость конструкции: Отличные характеристики текучести цинковых сплавов позволяют изготавливать детали с тонкими стенками (до 0,5 мм) и сложной геометрией.
Распространенные цинковые сплавы для литья под давлением
Не все цинковые сплавы одинаковы. Наиболее распространенные цинковые сплавы, используемые в литье под давлением, включают:
Zamak 3 (ASTM AG40A): Наиболее широко используемый цинковый сплав для литья под давлением, обеспечивающий хороший баланс физических свойств, литейных возможностей и экономической эффективности.
Zamak 5 (ASTM AC41A): Аналогичен Zamak 3, но имеет более высокую прочность на разрыв и твердость.
ZA-8, ZA-12 и ZA-27: Цинковые сплавы с более высоким содержанием алюминия, которые обеспечивают повышенную прочность и твердость, но немного сложнее в литье.
Области применения литья под давлением с использованием цинка
Работая в компании PTSMAKE, я убедился, что литье под давлением цинка находит широкое применение в различных областях:
- Автомобильные компоненты: Внутренняя отделка, дверные ручки, корпуса замков
- Корпус электроники: Рамы, компоненты шасси, радиаторы
- Потребительские товары: Запчасти для бытовой техники, скобяные изделия, игрушки и декоративные предметы
- Промышленное оборудование: Инструменты, приспособления и механические компоненты
Правильный выбор между вариантами литья под давлением
Принимая решение о выборе подходящего метода литья под давлением для вашего проекта, учитывайте эти факторы:
Объем производства: Литье под давлением с использованием цинка предлагает преимущества по стоимости для средне- и крупносерийного производства.
Усложнение деталей: Если в вашей конструкции есть сложные детали или тонкие стенки, превосходные характеристики текучести цинка делают его идеальным выбором.
Требования к чистоте поверхности: Когда эстетическое качество имеет первостепенное значение, цинковые отливки обычно требуют меньшей отделки.
Соображения прочности и веса: Несмотря на то, что цинк тяжелее алюминия, он обладает превосходной прочностью и долговечностью для своей весовой категории.
Чувствительность к затратам: Более низкие температуры обработки и более длительный срок службы литья в цинковые формы часто приводят к экономии средств, особенно при определенных объемах производства.
Многие из наших клиентов в PTSMAKE изначально рассматривают несколько методов производства, но для компонентов, требующих высокой точности и качества поверхности при умеренных требованиях к прочности, литье под давлением цинка часто оказывается оптимальным решением.
Как добиться жестких допусков при литье под давлением цинка?
Приходилось ли вам получать детали, отлитые под давлением из цинка, которые не подходили для сборки, или отбраковывать дорогостоящие компоненты из-за проблем с допуском? Возможно, вам приходилось сталкиваться с разочарованием, когда детали выглядят идеально, но не проходят контроль качества, потому что отклоняются всего на доли миллиметра?
Достижение жестких допусков при литье под давлением цинка требует пристального внимания к нескольким факторам, включая конструкцию формы, контроль процесса и выбор материала. Обычно при литье под давлением цинка достигаются допуски от ±0,1 мм до ±0,05 мм для размеров менее 25 мм, с возможностью получения еще более жестких допусков за счет вторичных операций и усовершенствованного управления процессом.

Понимание факторов допусков при литье под давлением цинка
Допуски при литье цинка под давлением - это не просто произвольные цифры, которые мы присваиваем чертежам. Они представляют собой результат совместной работы множества производственных переменных. Работая с прецизионными компонентами, я убедился, что понимание этих факторов имеет решающее значение для эффективного планирования производства.
Основные переменные, влияющие на допуски при литье цинка под давлением, включают:
Учет усадки материала
Цинковые сплавы подвержены меньшей усадке по сравнению с другими материалами для литья под давлением, такими как алюминий или магний. Это одно из ключевых преимуществ цинка для точного литья. Сайт скорость усадки4 для большинства цинковых сплавов обычно составляет от 0,4% до 0,7%, по сравнению с 0,5% до 1,2% для алюминиевых сплавов.
Такая предсказуемая и минимальная усадка позволяет:
- Более точные размеры деталей
- Уменьшение разброса размеров между партиями продукции
- Лучшая способность стабильно достигать жестких допусков
Влияние толщины стенок на допуски
Толщина стенок напрямую влияет на достижимые допуски при литье под давлением цинка. Как правило:
| Толщина стенок | Типичный достижимый допуск |
|---|---|
| 0,5 мм - 1,5 мм | ±0,075 мм - ±0,1 мм |
| 1,5 мм - 3,0 мм | ±0,1 мм - ±0,15 мм |
| 3,0 мм - 6,0 мм | ±0,15 мм - ±0,2 мм |
| >6,0 мм | ±0,2 мм - ±0,3 мм |
Более тонкие стенки быстрее остывают, но при неправильном проектировании и исполнении могут быть более подвержены дефектам. Баланс между толщиной стенок и конструктивными требованиями - важнейший аспект достижения жестких допусков.
Требования к углу осадки
Углы вытяжки необходимы для облегчения выталкивания деталей из пресс-формы. Однако они напрямую влияют на допуски размеров, особенно для высоких деталей. В компании PTSMAKE мы обычно рекомендуем:
- Минимальная осадка от 0,5° до 1° для литья под давлением цинка
- Увеличенные углы тяги (от 2° до 3°) для более глубоких работ
- Тщательно сбалансированные углы вытяжки для поверхностей, требующих жестких допусков
Хорошо продуманная стратегия определения угла вытяжки обеспечивает стабильное изготовление деталей при сохранении критических размеров в пределах спецификации.
Практические пределы допусков в производстве
Хотя теоретические допуски могут выглядеть многообещающе на бумаге, практические производственные реалии часто диктуют, что именно может быть достигнуто. Основываясь на своем опыте работы с многочисленными проектами литья под давлением цинка, вот что я считаю реалистичным:
Стандартные коммерческие допуски
Для стандартного коммерческого литья под давлением цинка:
| Диапазон размеров | Стандартный коммерческий допуск |
|---|---|
| До 25 мм | ±0,1 мм |
| 25 мм - 50 мм | ±0,15 мм |
| 50 мм - 150 мм | ±0,2 мм |
| 150 мм - 300 мм | ±0,3 мм |
Эти допуски представляют собой то, чего большинство производителей могут добиться без значительного увеличения затрат или применения специальных процессов.
Прецизионные допуски для критически важных применений
Для применений, требующих высокой точности:
| Диапазон размеров | Возможность обеспечения прецизионных допусков |
|---|---|
| До 25 мм | ±0,05 мм |
| 25 мм - 50 мм | ±0,075 мм |
| 50 мм - 150 мм | ±0,1 мм |
| 150 мм - 300 мм | ±0,15 мм |
Для достижения этих более жестких допусков обычно требуется:
- Более сложная оснастка
- Дополнительные средства контроля процесса
- Потенциальные вторичные операции
- Более частое обслуживание инструмента
Учет допустимых отклонений
При проектировании узлов с несколькими компонентами, отлитыми под давлением из цинка, очень важным моментом становится соблюдение допусков. Я всегда рекомендую проводить анализ распределения допусков для сложных узлов, чтобы обеспечить правильную посадку и функционирование.
Совокупный эффект многочисленных допусков может привести к тому, что сборки не будут работать так, как задумано, даже если отдельные компоненты соответствуют установленным допускам. В компании PTSMAKE мы помогаем клиентам анализировать эти взаимодействия на ранних этапах проектирования, чтобы избежать дорогостоящих исправлений в дальнейшем.
Стратегии улучшения возможностей толерантности
Если стандартные допуски недостаточны для вашего применения, несколько стратегий помогут добиться более жестких спецификаций:
Усовершенствованное проектирование и изготовление инструментов
Пресс-форма - это, пожалуй, самый важный элемент, влияющий на допуски. Инвестиции в высококачественную оснастку с:
- Конструкция из высококачественной инструментальной стали
- Точная обработка деталей полости с ЧПУ
- Оптимизированное расположение каналов охлаждения
- Тщательно продуманная конструкция ворот и бегунков
Эти элементы значительно улучшают возможности допусков и согласованность. Хотя оснастка премиум-класса требует больших первоначальных инвестиций, долгосрочные преимущества в виде качества деталей и снижения количества брака часто оправдывают затраты.
Вторичные операции для критических размеров
Для самых сложных задач вторичные операции позволяют достичь допусков, превышающих те, которые возможны только при литье под давлением:
- Обработка критических поверхностей с ЧПУ
- Шлифование и хонингование
- Прецизионное сверление и развертывание
- Проверка координатно-измерительных машин (КИМ)
В компании PTSMAKE мы часто применяем гибридные подходы к производству, когда отливаем детали с большими допусками в некритичных областях, а затем выполняем выборочную обработку критических элементов.
Внедрение статистического управления процессами
Внедрение надежных систем статистического контроля процессов (SPC) позволяет:
- Раннее обнаружение дрейфа процесса
- Постоянное качество деталей
- Документирование возможностей процесса
- Возможности непрерывного совершенствования
Контролируя ключевые параметры процесса и размеры деталей, мы можем поддерживать более жесткие допуски при длительных производственных циклах.
Какие виды отделки поверхности доступны для деталей, отлитых из цинка?
Приходилось ли вам получать литые детали из цинка, которые не соответствовали вашим эстетическим ожиданиям? Или пытались выбрать правильную отделку, сочетающую внешний вид, защиту и стоимость? Неправильная отделка поверхности может испортить даже самые точно спроектированные компоненты.
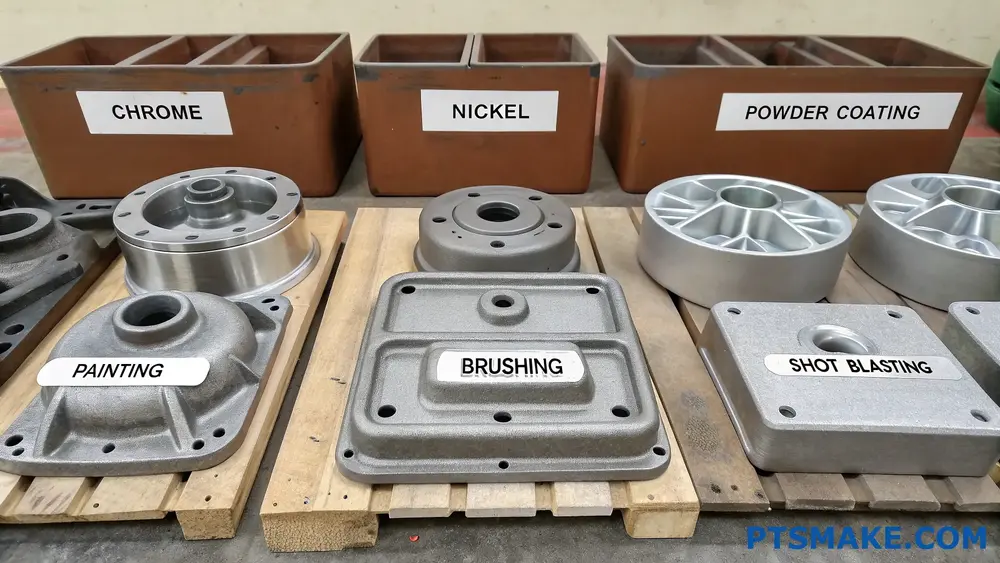
Детали, отлитые под давлением из цинка, могут иметь множество вариантов отделки поверхности, включая покрытие (хром, никель, золото), порошковую окраску, покраску, анодирование, полировку, обработку щетками, текстурирование и галтовку. Каждая отделка обеспечивает уникальные преимущества с точки зрения внешнего вида, коррозионной стойкости, защиты от износа и стоимости.
Распространенные виды отделки поверхности для литых под давлением цинковых деталей
Работая с клиентами из разных отраслей, я на собственном опыте убедился, что правильная отделка поверхности может превратить обычную деталь, отлитую под давлением из цинка, в компонент, который не только обладает исключительными эксплуатационными характеристиками, но и повышает общую привлекательность изделия. Позвольте мне рассказать вам о наиболее эффективных вариантах отделки.
Гальванические покрытия
Гальваническое покрытие создает тонкий металлический слой на цинковых литых деталях с помощью электрохимического процесса. Эта отделка чрезвычайно популярна, поскольку сочетает в себе эстетическую привлекательность и функциональные преимущества.
Хромирование
Хромирование обеспечивает зеркальную, отражающую поверхность, которая ассоциируется у многих потребителей с качественными металлическими изделиями. Помимо привлекательного внешнего вида, хром обеспечивает:
- Превосходная коррозионная стойкость
- Отличная износостойкость
- Снижение трения
- Высокая твердость (около 70 HRC)
Многие автомобильные компоненты, такие как эмблемы и элементы отделки, подвергаются хромированию. Однако стоит отметить, что традиционные процессы хромирования шестивалентным хромом сталкиваются с растущими экологическими ограничениями, что привело к появлению альтернатив трехвалентному хрому, которые являются более экологичными.
Никелирование
Никелевое покрытие обеспечивает яркий серебристый вид, похожий на хром, но с чуть более теплым оттенком. К преимуществам относятся:
- Очень хорошая защита от коррозии
- Отличная износостойкость
- Может иметь яркую или сатиновую отделку
- Часто используется в качестве подложки для хромирования
В компании PTSMAKE мы часто наносим никелевое покрытие на компоненты, требующие одновременно эстетической привлекательности и долговечности, например, на сантехнику и корпуса бытовой электроники.
Цинковое покрытие
Хотя может показаться, что цинковые пластины для литья под давлением излишни, это гальванизация5 Процесс создает жертвенный защитный слой, который корродирует раньше основного материала. Ключевые преимущества включают:
- Экономичная защита от коррозии
- Доступны в прозрачном, желтом, черном или оливковом исполнении.
- Обычно тоньше, чем другие варианты покрытия
Органическая отделка
Органическая отделка - это альтернатива металлическому покрытию, обладающая своими уникальными преимуществами.
Порошковое покрытие
Порошковая окраска подразумевает электростатическое нанесение сухого порошка на поверхность детали, а затем его отверждение под воздействием тепла. Этот процесс позволяет получить прочное, однородное покрытие, обладающее следующими преимуществами:
- Широкий цветовой диапазон с неизменными результатами
- Отличная прочность и ударостойкость
- Хорошая химическая стойкость
- Экологически чистые (без растворителей)
- Толстое, равномерное покрытие (обычно 2-4 мил)
Многие детали наружного оборудования и элементы мебели выигрывают от сочетания долговечности и эстетической гибкости порошкового покрытия.
Мокрая живопись
Традиционная роспись обеспечивает огромную гибкость внешнего вида:
- Неограниченные возможности выбора цвета с различными оттенками
- Может включать в себя специальные эффекты (металлические, текстурные и т.д.).
- Относительно низкая стоимость при небольших объемах производства
- Возможность подправить в полевых условиях
Однако окрашенные поверхности, как правило, не обеспечивают такой же долговечности, как гальваническое или порошковое покрытие.
Механическая отделка
Механическая отделка изменяет поверхность за счет физических процессов, а не за счет нанесения покрытий.
Полировка
Полировка создает яркую, отражающую поверхность, устраняя мелкие дефекты:
- Подчеркивает естественный вид цинкового сплава
- Может подготовить поверхность для последующего нанесения покрытия
- Доступны различные уровни (от сатинового до зеркального)
- Повышает общее восприятие качества
Чистка/полировка
Этот процесс создает на поверхности тонкие, равномерные направленные линии:
- Обеспечивает выразительный промышленный внешний вид
- Помогает скрыть мелкие дефекты поверхности
- Часто используется для архитектурного оборудования
- Может сочетаться с прозрачным покрытием для защиты
Дробеструйная обработка/очистка
Дробеструйная обработка создает текстурированную, матовую поверхность за счет воздействия на деталь мелких частиц:
- Улучшает адгезию покрытия
- Создает единый внешний вид
- Может увеличить твердость поверхности
- Устраняет незначительные дефекты литья
Сравнение вариантов отделки поверхности
| Тип отделки | Устойчивость к коррозии | Износостойкость | Внешний вид | Относительная стоимость | Общие приложения |
|---|---|---|---|---|---|
| Хромирование | Превосходно | Превосходно | Яркий, светоотражающий | Высокий | Декоративная отделка, сантехника |
| Никелирование | Очень хорошо | Очень хорошо | Яркое или сатинированное серебро | Средний и высокий | Корпуса для электроники, аппаратура |
| Порошковое покрытие | Хорошо | Хорошо | От матовых до глянцевых, множество цветов | Средний | Оборудование для улицы, мебель |
| Мокрая живопись | Ярмарка | Плохо-хорошо | Неограниченные возможности | Низкий-средний | Декоративные элементы, малоизнашивающиеся детали |
| Полировка | Плохо (без герметика) | Бедный | Яркий, светоотражающий | Низкий-средний | Декоративные элементы, подготовка к нанесению покрытия |
| Матовая/текстурированная | Плохо (без герметика) | Бедный | Промышленные, архитектурные | Средний | Оборудование, архитектурные элементы |
Выбор правильной отделки поверхности
Консультируя клиентов по вопросам выбора отделки, я учитываю несколько ключевых факторов:
Окружающая среда: Будет ли деталь подвергаться воздействию внешних условий, химикатов или ультрафиолетового излучения? Компоненты, подвергающиеся воздействию агрессивных сред, нуждаются в более надежной защите, такой как хромирование или высококачественное порошковое покрытие.
Требования к износу: Детали, подвергающиеся частому обращению или истиранию, нуждаются в прочных покрытиях, таких как твердое хромирование или никелирование.
Эстетические потребности: Видима ли деталь конечным пользователям? Декоративные детали часто выигрывают от хромирования или нестандартных цветовых решений.
Ограничения по стоимости: Бюджетные соображения могут способствовать тому, что такие варианты, как порошковое покрытие, будут предпочтительнее многослойных процессов нанесения покрытия.
Нормативные требования: В таких отраслях, как пищевая промышленность, медицина или производство детских товаров, могут предъявляться особые требования к отделке для обеспечения безопасности.
В компании PTSMAKE мы тесно сотрудничаем с клиентами, чтобы найти баланс между этими факторами, иногда рекомендуя комбинированные подходы, например механическую обработку с последующим нанесением прозрачного покрытия, для достижения оптимальных результатов.
Как цинковое литье сравнивается с алюминиевым или магниевым литьем под давлением?
Вы когда-нибудь стояли перед выбором между цинком, алюминием или магнием для вашего проекта литья под давлением? Перегруженные технические характеристики, противоречивые рекомендации и бюджетные ограничения могут сделать этот выбор удручающе сложным.
Литье под давлением из цинка обеспечивает большую детализацию и более низкие температуры обработки, чем литье из алюминия или магния, в то время как алюминий обеспечивает лучшее соотношение прочности и веса, а магний - самый легкий вес. Каждый металл имеет свои преимущества с точки зрения стоимости, механических свойств и производственных требований, что делает их подходящими для различных областей применения.

Основные различия в характеристиках между цинком, алюминием и магнием
При выборе оптимального металла для вашего проекта литья под давлением понимание фундаментальных различий между цинком, алюминием и магнием приобретает решающее значение. Работая с различными клиентами в компании PTSMAKE, я убедился, что каждый металл обладает уникальными преимуществами, которые могут существенно повлиять на характеристики вашего изделия и производственные затраты.
Плотность и вес
Разница в весе между этими тремя металлами существенна и часто определяет выбор материала:
| Металл | Плотность (г/см³) | Относительный вес | Общие приложения |
|---|---|---|---|
| Цинк | 6.6 | Самый тяжелый | Дверная фурнитура, автомобильные компоненты |
| Алюминий | 2.7 | Средний | Компоненты двигателя, корпуса электронных блоков |
| Магний | 1.8 | Самый легкий | Чехлы для ноутбуков, рамки для фотоаппаратов |
Исключительная легкость магния делает его идеальным для применения в тех случаях, когда снижение веса имеет решающее значение. Алюминий обеспечивает хороший баланс, в то время как более высокая плотность цинка дает ощущение солидности и премиальности, которое часто требуется в потребительских товарах.
Сравнение механических свойств
Конструкционные возможности каждого металла существенно различаются:
| Недвижимость | Цинк | Алюминий | Магний |
|---|---|---|---|
| Прочность на разрыв (МПа) | 280-330 | 290-330 | 220-280 |
| Предел текучести (МПа) | 210-280 | 160-240 | 160-190 |
| Удлинение (%) | 10-15 | 3-5 | 3-15 |
| Устойчивость к ударам | Превосходно | Хорошо | Ярмарка |
Цинковые сплавы, такие как Zamak6 Как правило, они обладают превосходной стабильностью размеров и сохраняют свои механические свойства при комнатной температуре лучше, чем другие варианты. Алюминий обеспечивает превосходную прочность по отношению к своему весу, а магний, несмотря на то, что он самый легкий, все же обладает достойными прочностными характеристиками.
Требования к температуре обработки
Температура плавления каждого металла напрямую влияет на потребление энергии и долговечность инструмента:
| Металл | Температура плавления (°C) | Температура литья под давлением (°C) | Влияние на оснастку |
|---|---|---|---|
| Цинк | 380-390 | 400-420 | Минимальный износ, увеличенный срок службы инструмента |
| Алюминий | 580-660 | 650-710 | Умеренный износ, регулярное обслуживание |
| Магний | 650 | 680-720 | Ускоренный износ, частая замена |
На нашем производстве я заметил, что более низкая температура обработки цинка дает значительные преимущества: более длительный срок службы инструмента, меньшее потребление энергии и более быстрое время цикла. Это часто приводит к снижению общих производственных затрат, несмотря на более высокую стоимость цинка в расчете на фунт материала.
Возможности отделки поверхности и детализации
Достижимый уровень детализации
Возможность съемки мелких деталей существенно различается:
| Металл | Минимальная толщина стенок (мм) | Разрешение деталей | Качество отделки поверхности |
|---|---|---|---|
| Цинк | 0.4 | Превосходно | Превосходный |
| Алюминий | 0.9 | Хорошо | Хорошо |
| Магний | 1.3 | Ярмарка | Хорошо переносит лечение |
Цинк отлично подходит для создания замысловатых конструкций с гладкой поверхностью, требующей минимальной постобработки. Для изделий со сложной геометрией и мелкими деталями цинк часто является моей рекомендацией для клиентов, особенно для видимых компонентов, где эстетика имеет значение.
Профили коррозионной стойкости
Экологическая стойкость - еще один важный момент:
| Металл | Естественная коррозионная стойкость | Обычная отделка | Приложения |
|---|---|---|---|
| Цинк | Хорошо | Хромирование, покраска | Оборудование для наружной отделки, морские компоненты |
| Алюминий | Превосходно | Анодирование, порошковое покрытие | Автомобильная промышленность, аэрокосмическая промышленность |
| Магний | Бедный | Конверсионное покрытие, анодирование | Электроника в корпусе, защищенные компоненты |
В то время как алюминий естественным образом образует защитный оксидный слой, цинк и особенно магний обычно требуют обработки поверхности для обеспечения оптимальной коррозионной стойкости. В компании PTSMAKE мы разработали специализированные процессы финишной обработки для каждого металла, чтобы повысить их долговечность в сложных условиях.
Учет затрат и эффективность производства
Уравнение общих затрат выходит за рамки цен на сырье:
| Фактор | Цинк | Алюминий | Магний |
|---|---|---|---|
| Стоимость материала | Выше | Средний | Самый высокий |
| Стоимость обработки | Нижний | Средний | Выше |
| Время цикла | Самый быстрый | Средний | Самый медленный |
| Срок службы инструмента | Самый длинный | Средний | Самый короткий |
При оценке общих производственных затрат цинк часто оказывается более экономичным для средне- и крупносерийного производства, несмотря на более высокую стоимость материала. Значительно более быстрое время цикла и сокращение времени обслуживания инструмента компенсируют надбавку за сырье.
Для небольших деталей, производимых в больших объемах, литье под давлением цинка часто оказывается наиболее экономически выгодным решением. Для крупных деталей, где вес имеет решающее значение, алюминий обычно обеспечивает наилучший баланс между стоимостью и производительностью, а магний используется только в тех случаях, когда минимальный вес оправдывает его высокую цену.
В своей консультационной работе я всегда подчеркиваю, что не ограничиваюсь простой стоимостью материала в расчете на фунт, а рассматриваю весь жизненный цикл продукции, включая вторичные операции, требования к отделке и долгосрочные эксплуатационные ожидания. У каждого металла есть свое "сладкое пятно" в плане применения, и выбор правильного металла требует вдумчивого анализа ваших конкретных требований.
Какие факторы влияют на время изготовления цинкового литья под давлением?
Вы когда-нибудь с нетерпением ждали выполнения проекта по литью цинка под давлением, а потом удивлялись, почему он занимает больше времени, чем ожидалось? Разочарование от задержки сроков может сорвать запуск продукта и создать каскадные проблемы во всей цепочке поставок.
Время изготовления изделий методом литья под давлением из цинка зависит от нескольких ключевых факторов, включая сложность конструкции, объем заказа, требования к оснастке, вторичные операции, доступность материалов и производственные мощности. Понимание этих элементов поможет вам лучше спланировать график производства и установить реалистичные ожидания.
Сложность конструкции и ее влияние на время выполнения заказа
Сложность вашей конструкции для литья под давлением цинка значительно влияет на время производства. Простые конструкции с базовой геометрией и минимальными характеристиками могут быть изготовлены быстрее, чем сложные детали с замысловатыми деталями, тонкими стенками или жесткими допусками.
Работая с клиентами в PTSMAKE, я заметил, что проекты, требующие сложных подрезает7 или несколько скользящих сердечников в матрице могут увеличить время изготовления на несколько дней или даже недель. Это связано с тем, что такие функции требуют более сложной конструкции оснастки и часто требуют дополнительного времени на наладку в процессе производства.
Сложные конструкции также обычно требуют более тщательной проверки и инженерного анализа перед началом производства. Эта стадия подготовки к производству обеспечивает технологичность, но увеличивает общие сроки.
Элементы дизайна, увеличивающие время выполнения заказа:
- Изменения толщины стенок, требующие специального управления потоком
- Несколько видов отделки поверхности или текстур на одной детали
- Жесткие допуски на размеры (±0,05 мм или менее)
- Сложные линии разъема, требующие точного выравнивания инструмента
Учет объема заказа
Количество необходимых вам деталей играет решающую роль в определении времени выполнения заказа. Вопреки ожиданиям некоторых, на сроки могут повлиять как очень маленькие, так и очень большие заказы:
Мелкосерийное производство
При изготовлении небольших партий (обычно менее 500 штук) время наладки часто составляет значительную часть общего времени производства. Штампы все равно должны быть подготовлены, установлены и испытаны, независимо от того, сколько деталей вы производите.
Крупносерийное производство
При крупных заказах (десятки тысяч штук), хотя время изготовления каждой единицы продукции сокращается, общий объем производства занимает больше времени. Кроме того, процедуры контроля качества становятся более обширными, чтобы обеспечить согласованность всей партии.
Вот практическое описание того, как объем обычно влияет на время выполнения заказа:
| Заказ Количество | Типичное время выполнения Компонент | Примечания |
|---|---|---|
| 100-500 единиц | 1-2 недели производства | Время установки доминирует над общим временем |
| 501-5,000 шт. | Производство 2-3 недели | Лучший коэффициент полезного действия |
| 5,001-20,000 шт. | 3-5 недель производства | Может потребоваться несколько производственных партий |
| 20 000+ единиц | Производство 5+ недель | Может быть запланировано партиями |
Требования к инструментарию и его разработка
Возможно, самым значительным фактором, влияющим на время выполнения заказа, является разработка оснастки. Для новых проектов литья под давлением цинка создание инструментов для литья под давлением обычно занимает 4-6 недель, иногда дольше для сложных конструкций.
Этап изготовления инструментов включает в себя:
- Разработка инструмента на основе спецификаций вашей детали
- Обработка деталей штампа на станках с ЧПУ
- Термическая обработка инструментальной стали
- Сборка компонентов штампа
- Пробные запуски и корректировки
Если вы создаете совершенно новый дизайн, этот процесс невозможно сократить без ущерба для качества. Однако при повторных заказах с использованием существующей оснастки этот этап исключается, что значительно сокращает время выполнения заказа.
Вторичные операции и отделка
Многие детали, отлитые под давлением из цинка, требуют дополнительной обработки после первоначального литья:
- Снятие заусенцев и обрезка
- Обработка поверхности (полировка, текстурирование и т.д.)
- Обработка критических размеров
- Напыление или покрытие (хромирование, порошковое покрытие и т.д.)
- Монтаж с другими компонентами
Каждая дополнительная операция добавляет время в производственный график. В PTSMAKE мы оптимизировали наш рабочий процесс, чтобы по возможности выполнять некоторые из этих процессов одновременно, но некоторые виды отделки, например хромирование, имеют обязательное время отверждения, которое нельзя ускорить.
Доступность материалов и факторы цепочки поставок
Доступность цинковых сплавов может повлиять на сроки изготовления, особенно при использовании специальных сплавов. Обычные цинковые сплавы, такие как Zamak 3 и Zamak 5, обычно легко доступны, но менее распространенные сплавы могут потребовать более длительного времени на закупку.
Другие материалы, необходимые для производства, также могут повлиять на сроки:
- Специальные инструментальные стали для штампов
- Специальные материалы для нанесения покрытия
- Нестандартные упаковочные материалы
Я всегда советую клиентам по возможности использовать стандартные материалы, чтобы свести к минимуму возможные задержки в цепочке поставок.
Производственные мощности и планирование
Текущие производственные мощности вашего производителя напрямую влияют на время выполнения заказа. Во время пиковых производственных сезонов, например, перед крупными праздниками или отраслевыми выставками, большинство поставщиков литья под давлением испытывают повышенный спрос и более длинные очереди.
На составление расписания влияют такие факторы, как:
- Доступность оборудования
- Трудовые ресурсы
- Параллельные проекты
- Графики технического обслуживания
- Производственные приоритеты
Установление хороших отношений с производителем и заблаговременное информирование о потребностях проекта поможет обеспечить ему надлежащий приоритет в производственном графике.
Как обеспечить стабильное качество при крупносерийном производстве цинкового литья под давлением?
Приходилось ли вам получать партию деталей, отлитых под давлением из цинка, только для того, чтобы обнаружить несоответствующее качество в течение всего производственного цикла? Вы испытываете трудности с поддержанием надежных стандартов при расширении масштабов литья под давлением? Обидно, когда то, что отлично работало в небольших партиях, разваливается при увеличении объемов.
Обеспечение стабильного качества при крупносерийном литье цинка под давлением требует внедрения комплексной системы управления качеством, включающей стандартизацию процессов, регулярное обслуживание оборудования, строгий контроль материалов, передовые технологии мониторинга и хорошо обученный персонал. Эти элементы создают прочный фундамент для надежного, повторяющегося производства.

Проблема масштабирования качества при литье под давлением цинка
При переходе от малосерийного к крупносерийному производству поддерживать стабильное качество становится в геометрической прогрессии сложнее. В компании PTSMAKE я заметил, что успешные предприятия по крупносерийному литью цинка под давлением не просто масштабируют существующие процессы - они коренным образом меняют свой подход к управлению качеством.
Литье цинка под давлением особенно чувствительно к изменениям технологических параметров. Даже незначительные колебания температуры, давления или времени цикла могут привести к значительным отклонениям качества в ходе производства. Эта чувствительность возрастает с увеличением объема производства, что превращает стабильное качество в труднодостижимую цель.
Внедрение статистического контроля процессов (SPC)
Одной из наиболее эффективных стратегий обеспечения стабильного качества при крупносерийном производстве является внедрение Статистическое управление процессами8. В отличие от выборочного контроля, SPC предполагает непрерывный мониторинг переменных процесса в сравнении с заранее установленными контрольными пределами.
Для операций литья под давлением цинка ключевыми показателями SPC являются:
- Колебания температуры матрицы
- Постоянство давления впрыска
- Стабильность времени цикла
- Однородность состава материала
- Тенденции в области точности размеров
Настройка диаграмм управления
Контрольные карты обеспечивают визуальное представление стабильности процесса. Для литья цинка под давлением я рекомендую использовать как диаграммы переменных, так и диаграммы характеристик:
| Тип диаграммы | Приложение | Преимущества |
|---|---|---|
| Графики X-bar и R | Контроль изменений размеров | Раннее обнаружение тенденций до нарушения спецификаций |
| p-charts | Отслеживание процента дефектов | Выявляет системные проблемы качества |
| c-charts | Подсчет дефектов на единицу продукции | Помогает выявить конкретные проблемные зоны |
При правильном применении эти диаграммы помогают операторам определить, когда процесс отклоняется от нормы, еще до появления дефектов, что позволяет заранее внести коррективы.
Оптимизация параметров машины для литья под давлением
Параметры станка существенно влияют на стабильность качества при крупносерийном производстве. Ключевым моментом является поиск оптимальных настроек и их точное поддержание на протяжении длительных производственных циклов.
Критические параметры станка
- Профили скорости впрыска: Для оптимального заполнения различных зон полости может потребоваться разная скорость впрыска.
- Давление удержания: Должны быть откалиброваны для предотвращения таких дефектов, как пористость, при сохранении стабильности размеров
- Контроль температуры матрицы: Равномерное распределение температуры по матрице необходимо для равномерного затвердевания
В компании PTSMAKE мы разработали матрицы параметров для различных цинковых сплавов и геометрий деталей, которые служат отправной точкой для оптимизации. Эти матрицы учитывают толщину детали, сложность и требования к качеству обработки поверхности.
Процедуры контроля качества материалов
Постоянство исходных материалов является основой для постоянного качества продукции. Для цинкового литья под давлением это означает осуществление строгого контроля над:
Проверка состава сплава
Поступающие цинковые сплавы должны быть проверены на наличие:
- Точный состав в заданных диапазонах
- Неизменные свойства расплава
- Отсутствие загрязняющих веществ
- Правильная структура зерна
Мы проводим спектрографический анализ каждой партии цинкового сплава, чтобы убедиться в точности состава до того, как он попадет на наш производственный участок.
Управление переработанными материалами
При использовании переработанных материалов (бегунков и литников) следует придерживаться строгих протоколов:
| Аспект вторичного использования материалов | Контрольная мера |
|---|---|
| Максимальный процент переработки | Обычно 20-30% в зависимости от требований к качеству |
| Разделение по типу сплава | Предотвращение перекрестного загрязнения между различными препаратами цинка |
| Удаление загрязнений | Фильтрация и проверка перед переплавкой |
| Процедуры смешивания | Систематическое смешивание с первичным материалом |
Передовые технологии мониторинга
Современные технологии предлагают мощные инструменты для поддержания стабильности качества в условиях крупносерийного производства.
Тепловизионные системы
Тепловизионные камеры позволяют отслеживать распределение температуры в матрице в режиме реального времени, предупреждая операторов о горячих точках или проблемах с охлаждением до того, как они приведут к проблемам с качеством. Эти системы могут быть интегрированы с возможностями автоматической настройки процесса.
Проверка качества на линии
Автоматизированные системы контроля с использованием машинного зрения могут:
- Обнаружение дефектов поверхности
- Проверка критических размеров
- Выявление неполноценных или незаконченных заполнений
- Сортировка деталей по параметрам качества
Эти системы обеспечивают мгновенную обратную связь, позволяя быстро корректировать процесс до выпуска большого количества бракованных деталей.
Обучение и стандартизация персонала
Даже при наличии передовых технологий человеческий фактор остается критически важным. Программы обучения операторов должны быть направлены на:
- Интерпретация параметров процесса
- Стандартизация качества в разных сменах
- Устранение распространенных дефектов литья под давлением цинка
- Процедуры документирования и отчетности
В компании PTSMAKE мы внедрили стандартизированные рабочие инструкции с наглядными пособиями, которые наглядно показывают приемлемые стандарты качества в сравнении с распространенными дефектами, помогая операторам делать последовательные выводы о качестве.
Программы профилактического обслуживания
Надежность оборудования напрямую влияет на стабильность качества. Комплексные графики профилактического обслуживания должны включать:
- Регулярный осмотр и очистка штампа
- Обслуживание гидравлической системы
- Калибровка системы впрыска
- Проверка системы контроля температуры
- Обслуживание системы смазки
Документирование всех мероприятий по техническому обслуживанию создает историческую запись, которая может быть соотнесена с данными о качестве для выявления закономерностей и потенциальных областей улучшения.
Можно ли перерабатывать литой цинк?
Вы когда-нибудь смотрели на старые цинковые литые детали, размышляя, куда их выбросить - в мусорную корзину или на переработку? Это действительно путаница - в то время как мы все больше знаем о переработке алюминия и стали, цинковые детали часто заставляют нас ломать голову над их воздействием на окружающую среду.
Да, литой цинк хорошо поддается переработке. Цинк можно перерабатывать бесконечно долго без потери его физических и химических свойств, что делает его экологически чистым металлом. Процесс переработки литых деталей из цинка является энергоэффективным: он потребляет лишь около 5% энергии, необходимой для производства первичного цинка.

Возможность вторичной переработки литого цинка
Литье под давлением из цинка является краеугольным камнем производства на протяжении десятилетий, и возможность его переработки - одна из его отличительных особенностей. По моему опыту работы с различными металлами в PTSMAKE, цинк выделяется своим потенциалом циркулярной экономики. Этот металл можно многократно переплавлять и отливать без снижения качества - свойство, которое делает его особенно ценным в современном производственном ландшафте, ориентированном на устойчивое развитие.
При изучении свойств цинка для вторичной переработки выяснилось, что примерно 80% цинка, доступного для переработки, действительно извлекается и используется повторно. Такой впечатляющий показатель обусловлен относительно низкой температурой плавления цинка (787°F или 419°C), что делает процесс переработки менее энергоемким по сравнению со многими другими металлами.
Экологические преимущества переработки цинковых литых деталей
Переработка цинковых литых деталей дает ряд существенных экологических преимуществ:
- Энергосбережение: Для переработки цинка требуется всего 5% энергии, необходимой для производства первичного цинка из руды.
- Сокращение выбросов CO2: Снижение потребности в энергии напрямую ведет к сокращению выбросов углекислого газа.
- Сохранение природных ресурсов: Каждая тонна переработанного цинка означает меньшую добычу первичной цинковой руды.
- Сокращение объемов захоронения отходов: Не допуская попадания цинковых компонентов на свалки, можно предотвратить возможное загрязнение почвы и воды.
В компании PTSMAKE мы уделяем первостепенное внимание устойчивому производству, и рекомендация нашим клиентам использовать такие перерабатываемые материалы, как цинковое литье под давлением, полностью соответствует этому стремлению.
Процесс переработки цинкового литья под давлением
Путешествие переработанного цинка очень увлекательно и включает в себя несколько ключевых этапов:
1. Сбор и сортировка
Процесс начинается со сбора цинкосодержащих продуктов и компонентов. К ним могут относиться:
- Автомобильные детали (дверные ручки, карбюраторы)
- Корпуса для электроники
- Сантехнические приспособления
- Игрушки и компоненты оборудования
Собранные материалы подвергаются сортировке, чтобы отделить литые детали из цинка от других металлов и материалов. Современные предприятия по переработке используют такие передовые технологии, как разделение вихревых токов9 и сортировка по плотности для достижения высокого уровня чистоты.
2. Обработка и плавление
После сортировки цинковые компоненты:
- Очистка для удаления покрытий, масел и загрязнений
- Измельчите или разделите на мелкие кусочки
- Плавится в печах при температуре выше температуры плавления цинка
- Рафинированный для удаления примесей
3. Тестирование качества и производство новых продуктов
Переработанный цинк проверяется на чистоту и качество перед тем, как его формуют в слитки или непосредственно используют для новых литых компонентов. Полученный материал по своим характеристикам идентичен первичному цинку, что делает его идеальным для высокоточных применений.
Сравнение: Возможность вторичной переработки литого цинка по сравнению с другими металлами
Если сравнивать цинк с другими распространенными металлами, используемыми для литья под давлением, то можно отметить его высокую степень переработки:
| Металл | Показатель перерабатываемости | Экономия энергии по сравнению с производством девственной продукции | Температура плавления | Сложность переработки |
|---|---|---|---|---|
| Цинк | ~80% | 95% | 787°F (419°C) | Низкий |
| Алюминий | ~75% | 95% | 1 221°F (660°C) | Низкий |
| Магний | ~50% | 97% | 1 202°F (650°C) | Средний |
| Медь | ~60% | 85% | 1,984°F (1,085°C) | Средний |
| Вести | ~95% | 60% | 621°F (327°C) | Средний и высокий |
Это сравнение подчеркивает превосходное положение цинка как с точки зрения возможности вторичной переработки, так и эффективности процесса рециклинга.
Проблемы переработки цинкового литья под давлением
Несмотря на отличную способность к переработке, утилизация цинкового литья сталкивается с рядом проблем:
Обработка поверхности и сплавы
Многие литые детали из цинка подвергаются поверхностной обработке, например, хромированию, покраске или нанесению порошкового покрытия. Такая обработка может усложнить процесс переработки и потребовать дополнительных действий по ее удалению перед переплавкой.
Аналогично, цинковые сплавы, содержащие различные доли алюминия, меди или магния, требуют осторожного обращения для сохранения надлежащего состава при переработке.
Вопросы сбора и идентификации
В отличие от таких видов вторсырья, как алюминиевые банки, цинковые литые детали часто встраиваются в сложные изделия, что делает их сбор более сложным. Кроме того, идентификация цинковых компонентов может быть затруднена для обычного потребителя или даже для некоторых предприятий по переработке без специального оборудования.
Как правильно перерабатывать литые детали из цинка
Если у вас есть детали, отлитые из цинка, которые необходимо переработать, вот несколько практических шагов:
- Свяжитесь с местными предприятиями по переработке металла: Многие пункты приема металлолома принимают детали, отлитые из цинка.
- Отдельно от других металлов: По возможности отделяйте цинковые компоненты от других материалов.
- Снимите неметаллические насадки: Снимите пластиковые, резиновые или другие неметаллические детали.
- Подумайте о профессиональных услугах по переработке отходов: Для предприятий с большими объемами цинковых отходов специализированные услуги по переработке могут оказаться наиболее выгодными.
В компании PTSMAKE мы часто консультируем наших клиентов по вопросам окончания срока службы деталей, которые мы производим, включая варианты переработки, которые позволяют получить максимальную экологическую и экономическую выгоду.
Будущие тенденции в переработке цинкового литья под давлением
Будущее рециклинга цинка выглядит многообещающим, и в нем наметились несколько новых тенденций:
- Автоматизированные технологии сортировки: Передовые системы искусственного интеллекта и машинного обучения улучшают идентификацию и сортировку различных металлов.
- Дизайн с возможностью вторичной переработки: Все больше продуктов разрабатывается с учетом возможности их последующей переработки, что облегчает разборку и извлечение материалов.
- Производство с замкнутым циклом: Некоторые отрасли промышленности переходят на системы, позволяющие перерабатывать и повторно использовать собственные металлические отходы.
- Усовершенствованная система управления сплавами: Улучшенные методы сохранения целостности сплава при переработке.
По мере развития этих технологий мы можем ожидать, что и без того впечатляющий показатель переработки цинка станет еще выше.
Узнайте больше о показателях литейной прочности для улучшения конструкции деталей. ↩
Узнайте, как металлургические свойства влияют на качество и срок службы вашей продукции. ↩
Термин, описывающий сплавы с самой низкой возможной температурой плавления - нажмите для деталей. ↩
Узнайте, как усадка материала влияет на конструкцию и качество деталей. ↩
Процесс нанесения защитного цинкового покрытия для предотвращения коррозии. ↩
Узнайте об этом специализированном цинковом сплаве для оптимального литья под давлением. ↩
Нажмите, чтобы узнать, как правильная конструкция позволяет избежать проблем с подрезами при литье под давлением. ↩
Нажмите, чтобы узнать о передовых стратегиях внедрения SPC для операций литья под давлением. ↩
Узнайте об этой передовой технологии разделения металлов для повышения эффективности процессов переработки. ↩






