

За 15 с лишним лет работы в компании PTSMAKE я видел, как многие клиенты путаются в понятиях овермолдинга и литья под давлением 2K. Это все равно что выбирать между сэндвичем и бургером - они могут выглядеть одинаково, но каждый из них служит для разных целей.
Овермолдинг предполагает впрыскивание материала поверх существующей детали в двух отдельных процессах, в то время как 2K (two-shot) литье под давлением создает изделия из нескольких материалов за один машинный цикл. Они отличаются технологическими этапами, стоимостью и конечным применением.

Позвольте мне поделиться тем, что я узнал, работая с сотнями клиентов в PTSMAKE. Оба этих процесса могут создавать удивительные изделия из нескольких материалов, но выбор правильного может сэкономить вам время и деньги. Я объясню ключевые различия, покажу реальные примеры и помогу вам решить, какой процесс лучше всего подходит для вашего проекта.
Что такое овермолдинг?
Вы когда-нибудь задумывались, как в чехле вашего телефона твердый пластик сочетается с мягкой, приятной на ощупь поверхностью? Или почему современные медицинские приборы одновременно прочные и удобные? Секрет кроется в технологии овермолдинга.
Овермолдинг - это производственный процесс, при котором мы впрыскиваем второй материал поверх существующего первого материала, чтобы создать единый компонент из нескольких материалов. Эта техника сочетает свойства различных материалов для повышения функциональности, долговечности и удобства использования.

Понимание основ овермолдинга
За 15 с лишним лет работы в компании PTSMAKE я стал свидетелем того, как литье по выплавляемым моделям произвело революцию в дизайне изделий в различных отраслях. Этот процесс обычно включает в себя два основных компонента: жесткую основу (обычно термопластик) и материал, на который производится формование (часто более мягкий и гибкий материал, такой как TPE или резина).
Процесс проходит в два этапа:
- Сначала мы создаем базовый компонент с помощью традиционного литья под давлением
- Затем мы вводим второй материал на определенные участки базового компонента.
Основные преимущества овермолдинга
Основываясь на нашем обширном опыте работы с клиентами из разных отраслей, я выделил несколько важнейших преимуществ:
| Выгода | Описание | Пример из реальной жизни |
|---|---|---|
| Улучшенная эргономика | Мягкие на ощупь поверхности улучшают захват и повышают комфорт пользователя | Рукоятки для электроинструментов |
| Повышенная долговечность | Поглощение ударов и гашение вибраций | Чехлы для электронных устройств |
| Гибкость конструкции | Многочисленные комбинации цветов и материалов | Корпуса для потребительских товаров |
| Эффективность затрат | Устраняет этапы сборки и сокращает количество деталей | Компоненты медицинского оборудования |
| Герметизация окружающей среды | Создает водонепроницаемые и пылезащитные барьеры | Оборудование для улицы |
Комбинации материалов и совместимость
Один из самых важных аспектов, которые я изучил при овермолдинге, - это выбор материала. Вот наиболее распространенные комбинации, которые мы используем в PTSMAKE:
Материалы с твердой подложкой:
- ABS (акрилонитрил-бутадиен-стирол)
- PC (поликарбонат)
- Нейлон
- PP (полипропилен)
Материалы для формовки:
- TPE (термопластичный эластомер)
- TPU (термопластичный полиуретан)
- Силикон
- Мягкий ПВХ
Отраслевые применения
За свою карьеру я видел, как овермолдинг преображает различные отрасли промышленности:
Медицинские приборы
- Хирургические инструменты с улучшенным захватом
- Носимые устройства, сочетающие жесткие корпуса с удобными поверхностями для контакта с кожей
- Ручки для медицинского оборудования с антимикробными свойствами
Бытовая электроника
- Чехлы для смартфонов и планшетов
- Захваты для игровых контроллеров
- Водонепроницаемые корпуса для электроники
Автомобильные компоненты
- Элементы управления приборной панелью
- Детали внутренней отделки
- Ручки переключения передач
Конструктивные соображения
При проектировании овермолдинга я всегда советую нашим клиентам учитывать:
Совместимость материалов
- Свойства химической связи
- Скорость теплового расширения
- Требования к температуре обработки
Геометрические особенности
- Изменения толщины стенок
- Подрезы и черновые углы
- Расположение ворот
Требования к производству
- Ожидания объема
- Ограничения по стоимости
- Стандарты качества
Общие проблемы и решения
На своем опыте я столкнулся с несколькими проблемами при овермолдинге:
| Вызов | Решение | Воздействие |
|---|---|---|
| Плохая адгезия | Испытание на совместимость материалов | Повышенная долговечность продукции |
| Формирование вспышки | Оптимизированная конструкция инструмента | Лучшее эстетическое качество |
| Устойчивость размеров | Правильный расчет времени охлаждения | Повышенная точность |
| Управление затратами | Стратегический выбор материала | Повышение рентабельности |
Контроль качества при литье под давлением
В компании PTSMAKE мы осуществляем строгий контроль качества:
Предпроизводственное тестирование
- Проверка совместимости материалов
- Анализ течения в пресс-форме
- Оценка прототипа
Контроль в процессе производства
- Контроль температуры
- Проверка давления
- Оптимизация времени цикла
Постпроизводственный контроль
- Визуальный осмотр
- Испытание на адгезию
- Проверка размеров
За годы работы в отрасли я видел, как овермолдинг превратился из нишевого процесса в основное производственное решение. Его способность сочетать различные материалы в одном компоненте, снижая при этом стоимость сборки и улучшая характеристики изделий, делает его бесценным инструментом в современном производстве.
Что такое литье под давлением 2K?
Вы когда-нибудь задумывались о том, как изящные чехлы для смартфонов с мягкими ручками сделаны цельными? Или как в приборной панели вашего автомобиля органично сочетаются твердый пластик и мягкие на ощупь материалы?
Литье под давлением 2K - это передовой производственный процесс, при котором в одну пресс-форму последовательно впрыскиваются два разных материала или цвета, что позволяет создавать сложные детали с различными свойствами за один производственный цикл, исключая необходимость сборки.
Основной механизм 2K-формовки
За 15 с лишним лет работы в компании PTSMAKE я руководил бесчисленными проектами литья под давлением 2K. Процесс начинается с впрыска первого материала (обычно это жесткий пластик) в полость пресс-формы. Затем, вращая пресс-форму или используя робота, мы впрыскиваем второй материал в другую полость. Два материала соединяются химически или механически в процессе охлаждения.
Ключевые компоненты 2K литья под давлением
| Компонент | Функция | Важность |
|---|---|---|
| Блок первичного впрыска | Обрабатывает первый материал | Формирует базовую структуру |
| Блок вторичного впрыска | Обрабатывает второй материал | Добавляет функциональные/эстетические характеристики |
| Система вращающихся пресс-форм | Обеспечивает передачу материала | Обеспечивает точное выравнивание |
| Система управления | Управление сроками и последовательностью | Поддерживает постоянство качества |
Совместимость и выбор материалов
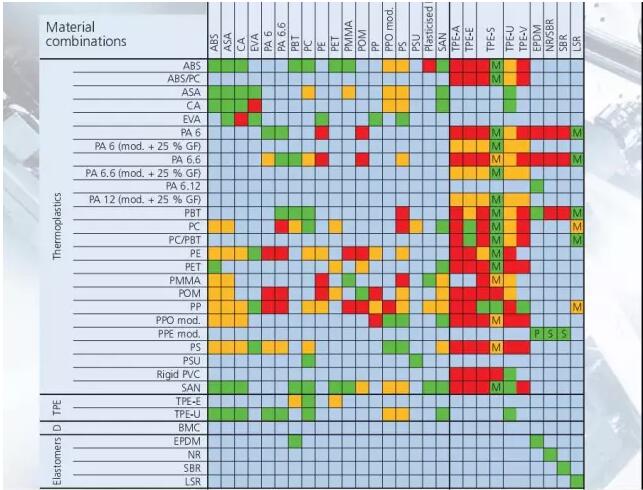
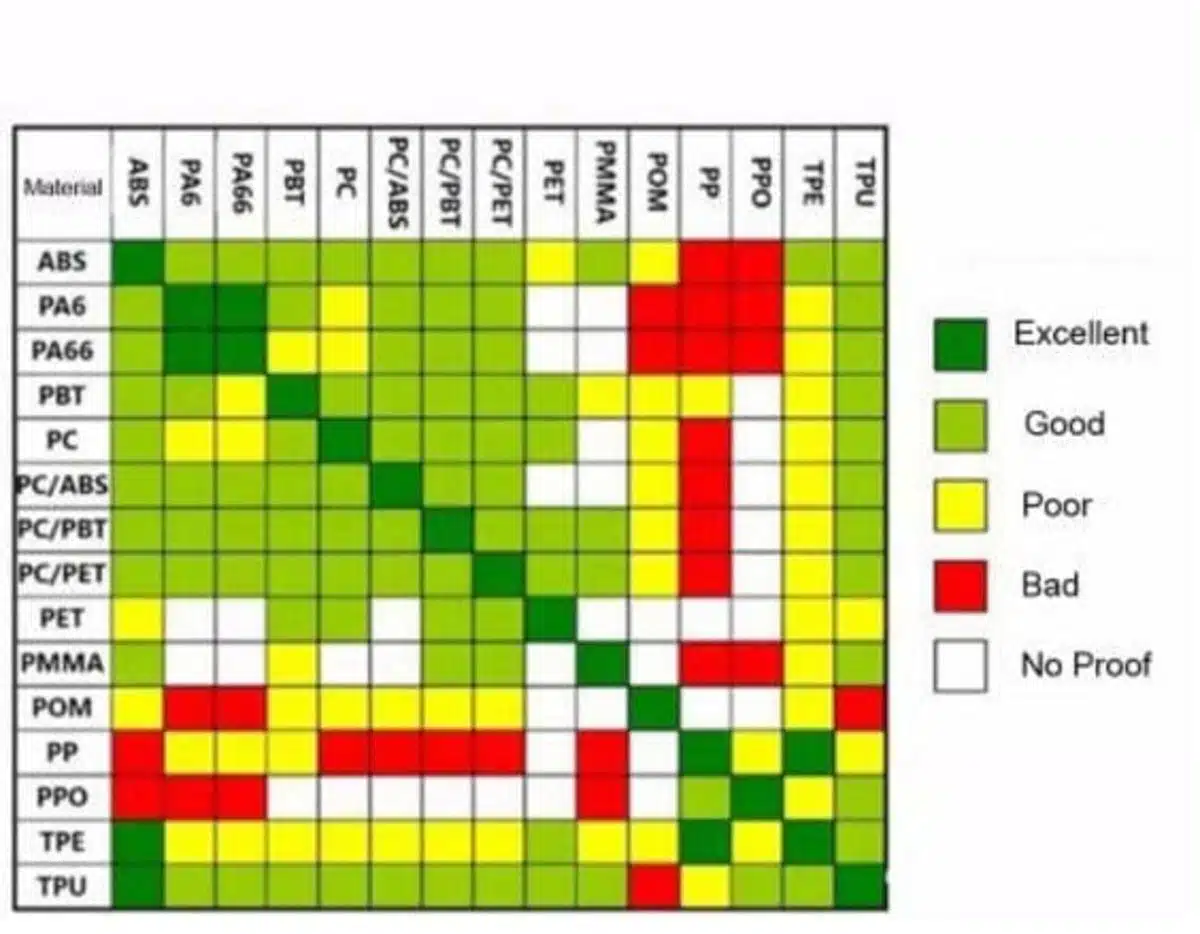
Один из важнейших аспектов, который я всегда подчеркиваю для наших клиентов, - совместимость материалов. Не все материалы хорошо сочетаются друг с другом. Благодаря нашему опыту мы разработали всеобъемлющее руководство по подбору материалов:
| Основной материал | Совместимые вторичные материалы | Общие приложения |
|---|---|---|
| ПК | TPE, TPU, силикон | Корпуса для электроники |
| ABS | TPE, TPU, SEBS | Автомобильные компоненты |
| PA | TPE, TPU | Рукоятки для инструментов |
| PP | TPE, TPU, SEBS | Потребительские товары |
Преимущества перед традиционным молдингом
Из моего опыта работы с мировыми производителями следует, что литье под давлением 2K имеет ряд преимуществ:
Эффективность производства
- Исключает этапы сборки
- Сокращает расходы на оплату труда
- Сокращает производственные циклы на 25-40%
Улучшение качества
- Лучшее сцепление материалов
- Снижение количества дефектов
- Постоянное качество деталей
Гибкость конструкции
- Возможна сложная геометрия
- Многочисленные цветовые комбинации
- Различные свойства материала в одной детали
Отраслевые применения
В ходе нашей работы в PTSMAKE я убедился, что литье под давлением 2K отлично зарекомендовало себя в различных отраслях:
Автомобильная промышленность
- Компоненты приборной панели
- Переключатели передач
- Детали внутренней отделки
- Корпуса светильников
Бытовая электроника
- Чехлы для смартфонов
- Пульты дистанционного управления
- Игровые контроллеры
- Носимые устройства
Медицинские приборы
- Хирургические инструменты
- Устройства для доставки лекарств
- Диагностическое оборудование
- Корпуса для медицинского оборудования
Технические соображения
При внедрении литья под давлением 2K необходимо уделить пристальное внимание нескольким факторам:
Параметры процесса
- Контроль давления впрыска
- Управление температурой материала
- Оптимизация времени цикла
- Координация времени охлаждения
Руководство по проектированию
- Соотношения толщины стенок
- Расположение ворот
- Пути движения материала
- Площадь поверхности сцепления
Меры контроля качества
- Протоколы визуального осмотра
- Испытание на прочность сцепления
- Проверка точности размеров
- Оценка качества поверхности
Последствия затрат
Благодаря нашему многолетнему опыту я заметил, что, хотя первоначальные затраты на оснастку для 2K-формования выше, долгосрочные преимущества часто оправдывают инвестиции:
| Фактор стоимости | Воздействие | График окупаемости инвестиций |
|---|---|---|
| Инструментальная оснастка | 30-50% выше, чем традиционные | 6-12 месяцев |
| Труд | 40-60% нижний | Срочно |
| Материальные отходы | 20-30% уменьшение | 3-6 месяцев |
| Контроль качества | 25-35% снижает количество отказов | 3-6 месяцев |
Ограничения процесса и решения
Даже несмотря на свои преимущества, литье под давлением 2K имеет определенные ограничения, которые мы научились устранять:
Ограничения по материалу
- Ограниченные комбинации материалов
- Проблемы температурной совместимости
- Изменения прочности сцепления
Ограничения в дизайне
- Требования к минимальной толщине стенки
- Ограничения по расположению ворот
- Ограничения по размеру деталей
Соображения по поводу стоимости
- Более высокие первоначальные инвестиции
- Сложная конструкция пресс-формы
- Потребности в специализированном оборудовании
Благодаря тщательному планированию и выбору материалов можно эффективно управлять этими ограничениями для достижения оптимальных результатов.
Чем отличается овермолдинг от 2K литья под давлением?
За 15 с лишним лет работы в области литья пластмасс под давлением я видел, как бесчисленные клиенты путают овермолдинг и 2K-литье, что часто приводит к дорогостоящим задержкам проектов и переделкам.
Овермолдинг и литье под давлением 2К - это разные производственные процессы. При овермолдинге используются два отдельных последовательных этапа формования, в то время как при литье под давлением 2K оба этапа объединяются в один цикл с использованием специализированного оборудования.
Различия в рабочих процессах
В своей повседневной работе в PTSMAKE я заметил, что понимание рабочего процесса имеет решающее значение. Позвольте мне рассказать о ключевых различиях:
Процесс формования
- Первый шаг: Создание базового компонента (подложки)
- Второй этап: Перенос на другую форму или машину
- Последний шаг: Формование второго материала на подложке
- Общее время: Обычно 20-45 минут для полного цикла
Процесс литья под давлением 2K
- Работа на одной машине
- Автоматическое вращение между снимками
- Непрерывный цикл формования
- Общее время: Обычно 30-60 секунд на деталь
Требования к оборудованию
Исходя из моего опыта управления обоими процессами, вот подробное сравнение:
| Характеристика | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Тип машины | Стандартная машина для литья под давлением | Специализированная многокомпонентная машина |
| Сложность инструмента | Простые, раздельные формы | Сложная, интегрированная система пресс-форм |
| Время установки | Длительные, многократные установки | Более короткая, единая установка |
| Инвестиционные затраты | Низкие первоначальные инвестиции | Более высокие затраты на станки и инструменты |
Соображения по совместимости материалов
Я помог многим клиентам выбрать подходящие материалы для их проектов. Вот что вам нужно знать:
Варианты материалов для наплавки
- Более гибкие комбинации материалов
- Лучше для несовместимых материалов
- Дает время для правильного сцепления
- Можно использовать промоторы адгезии
Требования к материалам для формования 2K
- Материалы должны быть химически совместимы
- Необходимы одинаковые температуры обработки
- Ограниченные возможности комбинирования материалов
- Более быстрые требования к склеиванию
Конструктивные соображения
За годы управления проектами я определил эти критические факторы дизайна:
Преимущества конструкции овермолдинга
- Возможность создания более сложных геометрий
- Лучший контроль над толщиной интерфейса
- Легче вносить изменения в дизайн
- Более щадящие требования к допускам
Ограничения конструкции 2K Molding
- Ограничение движения инструмента
- Необходимость точного определения местоположения ворот
- Возможны ограниченные подрезы
- Более жесткие требования к допускам
Последствия затрат
Позвольте мне поделиться некоторыми соображениями из наших дискуссий о ценах:
Затраты на формовку
- Снижение инвестиций в оснастку
- Более высокие затраты на рабочую силу
- Увеличение расходов на обработку
- Лучше для небольших объемов
Затраты на формовку 2K
- Более высокие первоначальные инвестиции
- Снижение затрат на оплату труда
- Снижение затрат на обработку
- Экономичнее при больших объемах
Соображения по поводу качества
По моему опыту контроля качества:
Аспекты качества литья под давлением
- Лучший контроль над каждым слоем
- Более легкий осмотр между этапами
- Более прочное соединение
- Снижение процента брака при изготовлении сложных деталей
Факторы качества 2K Molding
- Ускоренное время цикла может повлиять на склеивание
- Сложнее проверять интерфейсы
- Повышенная согласованность в простых деталях
- Лучше для консистенции больших объемов
Руководство по выбору приложений
Основываясь на тысячах проектов, которые я курировал:
Лучше всего подходит для наложения лепнины
- Медицинские изделия, требующие применения сертифицированных материалов
- Сложные электронные корпуса
- Ручки и рукоятки с мягким покрытием
- Малые и средние объемы производства
Лучшее для 2K-формования
- Автомобильные компоненты
- Потребительские товары большого объема
- Простые двухцветные аппликации
- Детали, требующие быстрого производственного цикла
Благодаря большому опыту работы в PTSMAKE я понял, что выбор между овермолдингом и литьем под давлением 2K зависит не только от технических возможностей, но и от понимания конкретных потребностей вашего проекта, объемов производства и требований к качеству. Каждый процесс имеет свои уникальные преимущества, и успех заключается в осознанном выборе, основанном на конкретном применении.
Каковы преимущества и ограничения овермолдинга?
Как специалист по производству, проработавший в компании PTSMAKE более 15 лет, я видел бесчисленное множество проектов, в которых овермолдинг казался идеальным на бумаге, но на деле приносил неожиданные проблемы.
Овермолдинг - это производственный процесс, при котором несколько материалов объединяются в одну деталь, что дает такие преимущества, как улучшенное сцепление и сокращение необходимости сборки, но при этом возникают и проблемы, такие как более длительные производственные циклы и проблемы скрепления материалов.

Основные преимущества овермолдинга
Расширенная функциональность продукта
Мой опыт работы с крупными производителями электроники показал, что овермолдинг оказывает неоценимую помощь в улучшении сцепления и ощущения продукта. Вот что я заметил:
- Мягкие на ощупь рукоятки электроинструментов
- Нескользящие поверхности на медицинских приборах
- Эргономичные ручки на потребительских товарах
Уменьшенные требования к сборке
Одно из самых значительных преимуществ, которое я видел, - это устранение множества этапов сборки:
- Нет необходимости в механических креплениях
- Меньше отдельных компонентов
- Сокращение расходов на оплату труда
- Снижение риска ошибок при сборке
Улучшенная защита продукта
Герметизирующие возможности овермолдинга поражают воображение:
- Водостойкие барьеры
- Защита от пыли и мусора
- Демпфирование вибрации
- Повышенная долговечность в суровых условиях
| Тип защиты | Выгода | Общие приложения |
|---|---|---|
| Уплотнение от влаги | Предотвращает проникновение воды | Наружная электроника |
| Защита от ударов | Поглощает удар | Мобильные устройства |
| Химическая стойкость | Защищает от коррозии | Промышленное оборудование |
| Теплоизоляция | Управление температурой | Ручные инструменты |
Ограничения и проблемы
Удлиненные производственные циклы
Из моего опыта работы на производстве:
- Время установки увеличивается
- Необходимы дополнительные проверки качества
- Многочисленные требования к транспортировке материалов
- Время охлаждения между снимками
Соображения по поводу стоимости
Финансовые последствия включают:
- Более высокие первоначальные инвестиции в оснастку
- Затраты на вторичную эксплуатацию
- Испытание на совместимость материалов
- Усиление мер по контролю качества
Технические проблемы
Проблемы скрепления материалов
Я столкнулся с этими распространенными проблемами:
- Плохая адгезия между материалами
- Несоответствие теплового расширения
- Проблемы химической совместимости
- Требования к подготовке поверхности
Ограничения конструкции
Ключевые ограничения включают:
- Ограничения по толщине материала
- Ограничения по расположению ворот
- Сложные геометрические задачи
- Конструкция инструмента
| Вызов | Воздействие | Стратегия смягчения последствий |
|---|---|---|
| Совместимость материалов | Риск расслаивания | Всестороннее тестирование материалов |
| Дизайн инструментов | Повышенная сложность | Усовершенствованное моделирование в САПР |
| Контроль качества | Повышенные потребности в проверке | Автоматизированные системы технического зрения |
| Скорость производства | Более длительное время цикла | Оптимизация процесса |
Применение в реальном мире и тематические исследования
Бытовая электроника
Мы работаем с крупными производителями электроники:
- Кнопки Soft-touch на пультах дистанционного управления
- Водонепроницаемые уплотнения для наружных устройств
- Ударопрочные корпуса для мобильных телефонов
Медицинские приборы
Наши проекты в области медицинского оборудования демонстрируют:
- Эргономичные ручки для хирургических инструментов
- Химически стойкие корпуса оборудования
- Компоненты, совместимые со стерилизацией
Автомобильные приложения
Обычно используется в автомобильной промышленности:
- Компоненты внутренней отделки
- Всепогодные электрические разъемы
- Виброгасящие крепления
Лучшие практики для успешного овермолдинга
Основываясь на моем опыте управления тысячами проектов:
Выбор материала
- Тщательное тестирование на совместимость
- Проверка температурной стойкости
- Оценка химической стойкости
Оптимизация дизайна
- Правильное планирование расположения ворот
- Учет толщины стенки
- Реализация чернового угла
Управление процессом
- Контроль температуры
- Оптимизация давления
- Управление временем цикла
Обеспечение качества
- Протоколы визуального осмотра
- Испытание на прочность сцепления
- Проверка размеров
За годы работы в компании PTSMAKE я понял, что для успешного применения технологии литья под давлением необходим тщательный баланс между этими преимуществами и ограничениями. Хотя преимущества могут быть значительными, для достижения оптимальных результатов необходимы тщательное планирование и опыт. Я всегда советую нашим клиентам тщательно оценить свои конкретные требования с учетом этих факторов, прежде чем принимать решение о применении литья под давлением.
Каковы преимущества и ограничения 2K литья под давлением?
Вы пытаетесь решить, подходит ли литье под давлением 2K для вашего проекта? За 15 с лишним лет работы в этой отрасли я видел как невероятные преимущества, так и сложные ограничения этой технологии.
Литье под давлением 2K обеспечивает быстрые производственные циклы и прочное соединение материалов, но связано с высокими первоначальными затратами на оборудование и лучше всего подходит для крупносерийного производства. Понимание этих компромиссов очень важно для принятия обоснованных производственных решений.

Основные преимущества литья под давлением 2K
Основываясь на своем опыте работы в PTSMAKE, я определил несколько существенных преимуществ, которые выделяют литье 2K:
Эффективные производственные циклы
Объединение двух материалов в одном цикле формования значительно сокращает время производства. На нашем предприятии мы достигли таких результатов:
| Традиционный процесс | Процесс формовки 2K | Экономия времени |
|---|---|---|
| 45-60 секунд/часть | 25-35 секунд/часть | До 40% |
Превосходное скрепление материалов
В отличие от традиционных методов сборки, 2K-формовка создает молекулярную связь между материалами. Это приводит к:
- Повышенная структурная целостность
- Повышенная устойчивость к воздействию факторов окружающей среды
- Снижение риска разъединения компонентов
- Повышенная долговечность продукции
Повышенная гибкость конструкции
Возможность комбинировать различные материалы открывает новые возможности для дизайна:
- Многоцветные комбинации
- Накладки с мягким покрытием
- Встроенные уплотнения и прокладки
- Сложные геометрии
Ограничения и проблемы
Высокие первоначальные инвестиции
Судя по моему опыту управления производственными линиями, первоначальные затраты могут быть значительными:
| Инвестиционная категория | Примерный диапазон стоимости |
|---|---|
| Формовочная машина 2K | $150,000 - $500,000 |
| Индивидуальная оснастка | $25,000 - $100,000 |
| Настройка и обучение | $10,000 - $30,000 |
Требования к объему
2K-литье становится экономически эффективным в первую очередь при крупносерийном производстве:
- Минимальный рекомендуемый годовой объем: 100 000+ единиц
- Оптимальный диапазон производства: 250 000+ единиц
- Для достижения точки безубыточности обычно требуются значительные объемы производства
Технические сложности
За 15 с лишним лет работы в компании PTSMAKE я столкнулся с несколькими техническими проблемами:
- Требования к совместимости материалов
- Потребности в разработке сложных инструментов
- Требования к точности управления процессом
- Требования к специальной подготовке операторов
Применение в реальном мире
Автомобильная промышленность
Мы успешно внедрили 2K-формовку для:
- Компоненты приборной панели с мягкими на ощупь поверхностями
- Многоцветные индикаторы
- Встроенные уплотнения в электрических разъемах
- Внешняя отделка, устойчивая к атмосферным воздействиям
Бытовая электроника
Наш опыт включает в себя:
- Чехлы для смартфонов с резиновыми ручками
- Компоненты игровых контроллеров
- Водонепроницаемые корпуса устройств
- Многоцветные индикаторы
Медицинские приборы
Важнейшие приложения включают:
- Хирургические инструменты с эргономичными рукоятками
- Корпуса для медицинских приборов со встроенными уплотнениями
- Устройства для доставки лекарств из нескольких материалов
- Компоненты лабораторного оборудования
Стратегии оптимизации процессов
Основываясь на нашем производственном опыте, я рекомендую:
Выбор материала
- Проведите тщательное тестирование на совместимость материалов
- Учитывайте степень усадки обоих материалов
- Оценка экономической эффективности комбинаций материалов
Дизайн инструментов
- Обеспечьте надлежащую вентиляцию и каналы охлаждения
- Разработка оптимального расположения ворот
- Учет схем движения материалов
Контроль качества
- Внедрение автоматизированных систем контроля
- Установите четкие параметры качества
- Ведение строгой технологической документации
Управление затратами
- Оптимизация времени цикла
- Минимизация отходов материалов
- Внедрение предиктивного обслуживания
- Эффективное обучение операторов
За годы работы с различными клиентами в компании PTSMAKE я понял, что для успешного применения технологии литья под давлением 2K необходимо тщательно учитывать все эти факторы. Несмотря на то, что технология предлагает значительные преимущества с точки зрения эффективности производства и качества продукции, необходимо тщательно оценить, оправдывают ли эти преимущества первоначальные инвестиции и текущие эксплуатационные требования для вашего конкретного применения.
Главное - тщательно проанализировать свои производственные требования, спецификации материалов и долгосрочную производственную стратегию, прежде чем приступать к 2K-литью. Во многих случаях преимущества этой технологии могут обеспечить значительное конкурентное преимущество, но только при правильном согласовании с вашими производственными целями и объемами производства.
Какие отрасли промышленности получают наибольшую выгоду от овермолдинга?
Вы задаетесь вопросом, в каких отраслях можно по-настоящему использовать потенциал овермолдинга? Проработав более 15 лет в сфере производства, я стал свидетелем удивительных преобразований в различных отраслях.
Технология овермолдинга в основном используется в четырех ключевых отраслях: медицинском оборудовании, бытовой электронике, автомобилестроении и производстве ручных инструментов. В этих отраслях овермолдинг используется для повышения функциональности продукции, улучшения пользовательского опыта и увеличения долговечности при сохранении экономической эффективности.

Применение в медицинской промышленности
По моему опыту работы с производителями медицинского оборудования, овермолдинг произвел революцию в дизайне медицинского оборудования. Медицинские приборы требуют точного захвата, комфорта и возможности стерилизации. Вот некоторые ключевые области применения:
- Хирургические инструменты с эргономичными ручками
- Медицинские шприцы с улучшенным захватом
- Стоматологические инструменты с удобными ручками
- Корпуса для медицинских приборов с герметизирующими свойствами
Медицинская промышленность особенно ценит овермолдинг, поскольку он позволяет создавать бесшовные, устойчивые к бактериям поверхности, которые легко чистить и стерилизовать.
Влияние потребительской электроники
В секторе бытовой электроники овермолдинг используется как в защитных, так и в эстетических целях. Я видел бесчисленное множество примеров, когда эта технология повышала долговечность изделий и улучшала впечатления пользователей:
| Категория продукта | Преимущества овермолдинга |
|---|---|
| Чехлы для смартфонов | Устойчивость к ударам, улучшение сцепления с поверхностью |
| Наушники | Комфорт, водонепроницаемость |
| Пульты дистанционного управления | Прочность, амортизация |
| Игровые контроллеры | Эргономичный захват, устойчивость к поту |
Интеграция автомобильной промышленности
Автомобильный сектор представляет собой один из крупнейших рынков для овермолдинга. Сотрудничая с крупными автопроизводителями, я наблюдаю такие важнейшие области применения:
Компоненты интерьера
- Элементы управления приборной панелью
- Дверные ручки
- Элементы центральной консоли
- Ручки рулевого колеса
Внешние детали
- Погодные уплотнения
- Прокладки
- Кабельные разъемы
- Компоненты отделки
Революция ручных инструментов
Работа с производителями инструментов показала мне, как литье по технологии overmolding изменило индустрию электроинструментов и ручных инструментов:
Электроинструменты
- Рукоятки дрели с гасителем вибрации
- Пильные рукоятки с улучшенными защитными функциями
- Корпуса ударных инструментов с повышенной прочностью
- Ручки электрической отвертки с улучшенным управлением
Ручные инструменты
- Отверточные рукоятки с эргономичным дизайном
- Удобные рукоятки плоскогубцев
- Рукоятки гаечных ключей с нескользящими свойствами
- Молотковые рукоятки с амортизацией
Межотраслевые преимущества
За годы работы в PTSMAKE я выявил несколько универсальных преимуществ, которые дает литье под давлением в этих отраслях:
Расширенная функциональность
- Лучшее сцепление и контроль
- Улучшенные герметизирующие свойства
- Демпфирование вибрации
- Устойчивость к ударам
Эстетические улучшения
- Нестандартные цветовые решения
- Разновидности текстур
- Дифференциация бренда
- Премиальный внешний вид и ощущение
Эффективность затрат
- Сокращение этапов сборки
- Снижение затрат на оплату труда
- Сокращение времени производства
- Минимум отходов
Опыт пользователя
- Улучшенная эргономика
- Улучшенная тактильная обратная связь
- Улучшенные функции безопасности
- Повышенный комфорт
Производственные соображения
Основываясь на нашем обширном опыте работы с различными клиентами, я пришел к выводу, что эти ключевые факторы имеют решающее значение для успешного внедрения овермолдинга:
| Рассмотрение | Воздействие |
|---|---|
| Выбор материала | Определяет прочность и эффективность соединения |
| Оптимизация дизайна | Влияет на эффективность производства |
| Контроль качества | Обеспечивает стабильные результаты |
| Управление затратами | Влияет на конкурентоспособность рынка |
Работая с различными отраслями промышленности, я понял, что для успешного применения овермолдинга требуется тщательный учет следующих факторов:
- Совместимость материалов
- Требования к дизайну
- Объем производства
- Условия окружающей среды
- Соответствие нормативным требованиям
Успех овермолдинга в этих отраслях свидетельствует о его универсальности и эффективности. Наблюдая за бесчисленными проектами, я могу с уверенностью сказать, что при правильной реализации овермолдинг обеспечивает значительные конкурентные преимущества в плане качества продукции, удовлетворенности пользователей и эффективности производства.
Какие отрасли промышленности получают наибольшую выгоду от литья под давлением 2K?
Вам интересно, в каких отраслях происходит революция 2K литья под давлением? Проработав 15 с лишним лет в сфере производства, я стал свидетелем удивительных преобразований в различных отраслях.
Литье под давлением 2K стало переломным моментом в автомобильной промышленности, бытовой электронике и медицине. Эти отрасли выигрывают от снижения затрат на сборку, расширения функциональности изделий и повышения эффективности производства благодаря этому передовому процессу.

Применение в автомобильной промышленности
По моему опыту работы с крупными производителями автомобилей, литье под давлением 2K произвело революцию в производстве компонентов интерьера. Автомобильный сектор выигрывает от:
- Компоненты приборной панели из нескольких материалов
- Элементы управления на рулевом колесе с мягким покрытием
- Кнопки с подсветкой в сборе
- Внешняя отделка, устойчивая к атмосферным воздействиям
Интеграция твердых и мягких материалов в единый процесс позволила значительно сократить время сборки и повысить качество деталей. Например, изготовление дверной ручки с интегрированным материалом для мягкого захвата теперь занимает на 40% меньше времени по сравнению с традиционными методами.
Эволюция бытовой электроники
Электронная промышленность приняла 2K-формовку:
| Тип компонента | Преимущества | Общие приложения |
|---|---|---|
| Кнопочные сборки | Многоцветные варианты, улучшенные тактильные ощущения | Мобильные телефоны, пульты дистанционного управления |
| Корпуса устройств | Водонепроницаемость, эстетическая привлекательность | Умные устройства, носимые устройства |
| Панели управления | Повышенная прочность, встроенные дисплеи | Бытовая техника, игровые приставки |
Производство медицинского оборудования
Медицинский сектор особенно выигрывает от способности 2K-формования создавать:
- Эргономичные хирургические инструменты с мягкими рукоятками
- Многокомпонентные диагностические приборы
- Герметичные медицинские корпуса со встроенными прокладками
Я видел материалы, совместимые со стерилизацией, в сочетании с удобными поверхностями для захвата, что позволяет сократить производственные операции и повысить безопасность продукции.
Инновации в области бытовой техники
Современная техника и молдинг 2K:
- Интерфейсы панели управления
- Герметичные водонепроницаемые компоненты
- Эргономичные ручки и рукоятки
- Декоративные элементы с функциональными свойствами
Средства личной гигиены
В индустрии средств личной гигиены используется формовка 2K:
- Ручки зубных щеток с зонами захвата
- Бритвенные ручки, сочетающие жесткую конструкцию с мягким прикосновением
- Косметическая упаковка с различными свойствами материалов
Экономические преимущества в разных отраслях
Опираясь на свой производственный опыт, я заметил следующие ключевые преимущества:
Снижение затрат на сборку
- Устранение второстепенных операций
- Снижение трудозатрат
- Сокращение потребностей в управлении запасами
Эффективность производства
- Ускоренное время цикла
- Снижение количества брака
- Улучшенное постоянство качества
Свобода дизайна
- Интеграция нескольких функций
- Расширенные эстетические возможности
- Лучшие эргономические решения
Улучшение качества и производительности
Внедрение 2K-формовки привело к:
| Аспект | Традиционное литье | 2K Molding |
|---|---|---|
| Этапы сборки | 3-4 шага | 1 шаг |
| Время цикла | 45-60 секунд | 25-35 секунд |
| Уровень дефектов | 2-3% | <1% |
| Прочность соединения материалов | Умеренный | Высокий |
Воздействие на окружающую среду
Литье под давлением 2K обеспечивает экологические преимущества благодаря:
- Сокращение отходов за счет исключения этапов сборки
- Снижение энергопотребления при производстве
- Снижение потребности в транспортировке компонентов
- Повышенная долговечность продукции
Когда я работаю с клиентами в этих отраслях, я постоянно вижу экономию затрат на 15-20% по сравнению с традиционными методами производства. Возможность комбинировать материалы в одном процессе не только повышает эффективность, но и позволяет создавать инновационные дизайнерские решения, которые раньше были невозможны.
За годы работы в PTSMAKE я стал свидетелем трансформации производственных процессов в этих отраслях. Внедрение литья под давлением 2K продолжает расти по мере того, как все больше отраслей промышленности признают его преимущества в снижении затрат, повышении качества и создании инновационных конструкторских решений.
Компаниям, рассматривающим возможность использования технологии литья под давлением 2K, важно понимать, что успех зависит от правильного выбора материала, конструкции инструмента и контроля процесса. Первоначальные инвестиции в технологию 2K часто компенсируются долгосрочной экономией производственных затрат и улучшением качества продукции.
Какие комбинации материалов возможны при овермолдинге?
Вы когда-нибудь задумывались, почему ручка вашей зубной щетки кажется мягкой, а головка остается жесткой? Или как ваш электроинструмент имеет идеальную поверхность для захвата? Это магия литья под давлением.
Овермолдинг позволяет создавать различные комбинации материалов, в первую очередь пары термопласт-эластомер, комбинации металл-пластик и мультитермопластичные сборки. Успех зависит от совместимости материалов, подготовки поверхности и правильной техники склеивания.

Общие комбинации материалов
За 15 с лишним лет работы в PTSMAKE мне довелось работать с многочисленными комбинациями материалов. Вот наиболее распространенные из них:
Комбинации термопластов и эластомеров
Наиболее популярная комбинация, которую мы используем, - это термопластичные подложки с термопластичными эластомерами (TPE). Эти пары обеспечивают превосходные свойства склеивания и универсальность. Вот типичная таблица совместимости, которую мы используем:
| Материал подложки | Совместимый TPE | Общие приложения |
|---|---|---|
| PP | TPE-S, TPV | Потребительские товары, автомобильные запчасти |
| ABS | TPE-S, TPU | Электронные корпуса, ручки |
| ПК | TPE-U, TPE-E | Медицинские приборы, инструменты |
| PA | TPE-E, TPU | Промышленные компоненты |
| PBT | TPE-E, TPU | Электрические разъемы |
Комбинации металла и пластика
При соединении металлов с пластмассами обработка поверхности приобретает решающее значение. Я видел много неудачных проектов из-за плохой подготовки поверхности. Основные материалы, которые мы обычно используем, включают:
- Алюминий с применением специальных термопластов
- Нержавеющая сталь с высокоэффективными полимерами
- Латунь со специальными сортами нейлона
Мультитермопластические системы
Вот тут-то все и становится интересным. Мы можем комбинировать различные термопласты для достижения определенных свойств:
- Комбинации PC/ABS для повышения ударопрочности
- Смеси ПБТ/ПЭТ для повышения химической стойкости
- Системы PA/PP для экономичной прочности
Критические факторы для успешного скрепления
Совместимость материалов
По моему опыту, химическая совместимость является основой успешного овермолдинга. Вот что мы учитываем:
- Сходство химической структуры
- Диапазоны температур плавления
- Потенциал взаимодействия молекулярной цепи
- Характеристики поверхностной энергии
Методы подготовки поверхности
Я понял, что правильная подготовка поверхности может сделать или разрушить проект овермолдинга:
| Способ приготовления | Лучшее для | Эффективность |
|---|---|---|
| Плазменная терапия | Металлы, высокоэффективные пластмассы | Превосходно |
| Лечение короны | Большинство термопластов | Очень хорошо |
| Химическое травление | Металлы, трудно скрепляемые пластики | Хорошо |
| Механическое истирание | Металлические подложки | Умеренный |
Передовые решения для склеивания
В моей работе в PTSMAKE мы разработали несколько подходов для улучшения сцепления:
Применение грунтовки
- Использование специализированных грунтовок для несовместимых материалов
- Разработка индивидуальных рецептур грунтовки
- Применение специфических средств для обработки поверхности
Механическая блокировка
- Проектирование подрезов и каналов
- Создание микротекстурных узоров
- Реализация функций "ласточкин хвост
Параметры процесса
На основе данных о производстве:- Контроль температуры пресс-формы в пределах ±5°C
- Оптимизация давления впрыска
- Регулировка времени цикла для различных комбинаций материалов
Поиск и устранение неисправностей
За годы работы в этой отрасли я столкнулся с различными проблемами:
Предотвращение расслоения
Для предотвращения расслоения между слоями:
Соображения по выбору материала
- Проверьте таблицы совместимости
- Проверка термостойкости
- Испытание на химическую стойкость
Управление процессом
- Контроль скорости впрыска
- Контроль скорости охлаждения
- Поддерживайте постоянное давление
Меры контроля качества
Мы осуществляем строгий контроль качества:
| Метод испытания | Измеряемый параметр | Частота |
|---|---|---|
| Тест на вытягивание | Прочность связи | Каждая партия |
| Анализ поперечного сечения | Качество интерфейса | Еженедельник |
| Экологические испытания | Долговечность | Ежемесячно |
| Химическая стойкость | Целостность материала | За проект |
Благодаря своему опыту я убедился, что для успешного оверформования требуется глубокое понимание свойств материалов и параметров обработки. В компании PTSMAKE мы постоянно обновляем базу данных по сочетанию материалов и параметрам обработки, чтобы обеспечить оптимальные результаты для наших клиентов.
Такой комплексный подход к выбору и обработке материалов помог нам добиться 98% успеха в наших проектах по овермолдингу, с минимальными случаями разрушения соединения или проблем с качеством. Помните, что главное - не просто выбрать совместимые материалы, но и понять, как правильно их обрабатывать.
Какие комбинации материалов возможны при литье под давлением 2K?
За 15 с лишним лет работы в области литья под давлением я видел, как бесчисленное количество клиентов мучается с выбором правильных комбинаций материалов для своих 2K-проектов. Позвольте мне поделиться тем, что действительно работает.
Двухкомпонентное (2K) литье под давлением позволяет создавать особые комбинации материалов, например, жестких и мягких пластмасс или многоцветных твердых материалов. К распространенным сочетаниям относятся ABS с TPE, PC с ABS и другие совместимые термопласты, образующие прочные химические связи.
Общие сочетания совместимых материалов
В своей повседневной работе в PTSMAKE я часто рекомендую нашим клиентам эти проверенные комбинации материалов:
| Материал основания | Совместимый материал овермолда | Общие приложения |
|---|---|---|
| ABS | TPE/TPU | Рукоятки для электроинструментов, бытовая электроника |
| ПК | ABS | Автомобильные детали, корпуса электроники |
| PA | TPE/TPU | Механические компоненты, спортивное оборудование |
| PP | TPE/TPU | Потребительские товары, медицинское оборудование |
| PBT | TPE/TPU | Электрические разъемы, автомобильные детали |
Комбинации твердых и жестких материалов
При работе с жесткими комбинациями я обнаружил, что эти пары особенно эффективны:
Комбинация ПК/АБС
- Отличные механические свойства
- Высокая ударопрочность
- Хорошая химическая стойкость
- Распространены в автомобильной и электронной промышленности
Комбинация PA/PBT
- Превосходные прочностные характеристики
- Хорошая стабильность размеров
- Повышенная термостойкость
- Широко используется в механических компонентах
Комбинации мягких и твердых материалов
Исходя из моего опыта работы с сотнями проектов, эти комбинации дают наилучшие результаты:
Конфигурация ABS/TPE
- Сильная прочность соединения
- Отличная обработка поверхности
- Хорошая гибкость мягкого компонента
- Идеально подходит для эргономичных применений
Настройка ПК/TPU
- Высокая прочность
- Превосходная ударопрочность
- Отличные износостойкие свойства
- Идеально подходит для наружного применения
Химическая связь
Благодаря многолетнему опыту я понял, что успешная формовка 2K в значительной степени зависит от правильного химического сцепления:
Совместимость материалов
- Выравнивание молекулярной структуры
- Схожие температуры плавления
- Совместимые химические свойства
Параметры обработки
- Контроль температуры расплава
- Оптимизация давления впрыска
- Управление временем охлаждения
Стратегии оптимизации дизайна
Вот ключевые стратегии, которые я разработал за свою карьеру:
Дизайн интерфейса
- Максимальное увеличение площади контакта
- Создание механических блокировок
- Обеспечение надлежащего движения материалов
Геометрия деталей
- Учитывайте степень усадки
- Предусмотрите дифференциальное тепловое расширение
- Проектирование переходов с соответствующей толщиной стенки
Меры контроля качества
В компании PTSMAKE мы осуществляем эти важнейшие проверки качества:
Физическое тестирование
- Оценка прочности скрепления
- Испытание на ударопрочность
- Экологическое стресс-тестирование
Визуальный осмотр
- Качество обработки поверхности
- Однородность цвета
- Проверка размеров деталей
Отраслевые приложения
В различных отраслях требуются особые комбинации материалов:
Автомобильная промышленность
- PC/ABS для внутренних компонентов
- PA/TPE для наружной отделки
- PBT/TPU для функциональных деталей
Бытовая электроника
- ABS/TPE для портативных устройств
- PC/ABS для корпусов
- PA/TPE для защитных компонентов
Медицинские приборы
- PP/TPE для эргономичных ручек
- PC/TPU для корпусов оборудования
- PBT/TPE для компонентов устройств
Благодаря своему обширному опыту работы с литьем под давлением 2K я понял, что для успешного выбора комбинации материалов необходимо тщательно учитывать следующие факторы:
- Требования к конечному использованию
- Условия окружающей среды
- Производственные ограничения
- Соображения, связанные с затратами
- Соблюдение нормативных требований
Ключ к успешному 2K литью под давлением лежит в понимании не только свойств материалов, но и того, как эти материалы взаимодействуют в процессе литья. В компании PTSMAKE мы накопили большой опыт в оптимизации сочетаний материалов для достижения наилучших результатов в конкретных областях применения наших клиентов.
Каковы ключевые аспекты дизайна для овермолдинга?
За 15 с лишним лет работы в компании PTSMAKE я видел, как бесчисленные проекты по литью заготовок проваливались из-за некачественного проектирования. Один из недавних проектов научил меня тому, что успех кроется в деталях первоначального планирования конструкции.
Успешное проектирование овермолдинга требует пристального внимания к углам вытяжки, согласованности толщины материала и скорости усадки. Ключевым моментом является создание надлежащих механических блокировок при обеспечении совместимости материалов подложки и компонентов овермолда.
Необходимые углы наклона и толщина стенок
После работы с тысячами проектов по овермолдингу я понял, что правильный угол вытяжки имеет решающее значение. Я рекомендую минимальный угол вытяжки 1-2° для большинства применений, но для сложных геометрических форм может потребоваться до 5°. Правильный угол вытяжки обеспечивает:
- Легкое извлечение деталей из пресс-формы
- Снижение износа инструмента
- Постоянное качество деталей
- Снижение производственных затрат
Не менее важна равномерность толщины стенок. Я всегда советую своим клиентам поддерживать постоянное соотношение толщины стенок подложки и материала овермолда, обычно от 1:1 до 1:3.
Выбор материала и управление усадкой
Здесь приведены распространенные комбинации материалов и их усадка:
| Материал подложки | Материал овермолда | Типичная скорость усадки | Рейтинг совместимости |
|---|---|---|---|
| ABS | TPE | 0,004-0,006 дюйм/дюйм | Превосходно |
| ПК | TPU | 0,005-0,007 дюймов/дюйм | Очень хорошо |
| PP | TPE | 0,015-0,025 дюймов/дюйм | Хорошо |
| Нейлон | TPV | 0,008-0,012 дюйм/дюйм | Умеренный |
| PBT | ЛСР | 0,002-0,004 дюйма/дюйм | Превосходно |
Стратегии механической блокировки
Исходя из моего опыта, для успешной механической блокировки необходимы три ключевых элемента:
- Подрезы - обычно я делаю их глубиной 0,5-1,0 мм.
- Текстурирование поверхности - использование шаблонов глубиной 0,1-0,3 мм
- Ласточкин хвост - с углами 15-30° для оптимального захвата
Оптимизация химических связей
Адгезия материалов имеет решающее значение для долговечности. Я разработал этот процесс для оптимального склеивания:
Подготовка поверхности
- Плазменная обработка
- Химические грунтовки при необходимости
- Чистые, не загрязненные поверхности
Параметры обработки
- Контроль температуры в пределах ±5°C
- Правильные настройки давления
- Оптимальное время цикла
Ограничения геометрического дизайна
При проектировании деталей, изготовленных методом литья по выплавляемым моделям, я всегда учитываю эти геометрические ограничения:
- Радиус углов - минимум 0,5 мм для внутренних углов
- Расположение затвора - на расстоянии не менее 1,5-кратной толщины материала от критических элементов
- Расположение линии раздела - вдали от косметических поверхностей
- Требования к вентиляции - глубина 0,02-0,03 мм для надлежащего выхода воздуха
Учет окна обработки
Из своего многолетнего опыта я вынес, что эти параметры обработки имеют решающее значение:
Контроль температуры
- Температура материала подложки
- Температура материала овермолда
- Температура пресс-формы
Параметры давления
- Давление впрыска
- Давление удержания
- Противодавление
Меры контроля качества
Чтобы обеспечить стабильное качество, я провожу такие проверки:
Визуальный осмотр
- Полное покрытие
- Без пустот и зазоров
- Качество обработки поверхности
Физическое тестирование
- Адгезионная прочность
- Устойчивость к ударам
- Экологическое стресс-тестирование
Советы по оптимизации дизайна
Вот мои проверенные стратегии для оптимального дизайна:
Анализ материальных потоков
- Используйте программное обеспечение для моделирования
- Определите потенциальные проблемы
- Оптимизация расположения ворот
Испытание прототипов
- Утверждение концепций дизайна
- Испытание механических свойств
- Проверьте правильность сборки
Производственные соображения
- Доступ к обслуживанию инструмента
- Оптимизация времени цикла
- Экономически эффективное производство
Успех проектирования овермолдинга зависит от понимания и реализации этих ключевых соображений. Благодаря своему опыту работы в компании PTSMAKE я понял, что внимание к этим деталям на ранних этапах проектирования позволяет избежать дорогостоящих проблем в процессе производства и обеспечить высокое качество и долговечность деталей, которые соответствуют или превосходят ожидания клиентов.
Помните, что успешное литье по выплавляемым моделям - это не просто следование правилам дизайна, а понимание того, как эти элементы работают вместе для создания превосходного продукта. Тщательно рассмотрев каждый аспект, который я описал, вы будете хорошо подготовлены к разработке успешных компонентов, изготовленных методом литья по выплавляемым моделям, которые обеспечивают функциональность и ценность.
Каковы ключевые аспекты дизайна для 2K литья под давлением?
Вы когда-нибудь задумывались, почему одни изделия, изготовленные методом литья под давлением 2K, терпят неудачу, а другие добиваются успеха? Проработав 15 с лишним лет в области литья под давлением, я убедился, что правильный дизайн может сделать или разрушить проект.
Двухкомпонентное литье под давлением (2K) требует тщательного учета совместимости материалов, геометрии деталей, расположения литников и конструкции пресс-формы. Успех зависит от понимания этих критических факторов и реализации правильных стратегий проектирования с самого начала.
Соображения по совместимости материалов
Из моего опыта работы с бесчисленными 2K-проектами в PTSMAKE следует, что выбор материала - это основа успешного 2K-формования. Два материала должны иметь:
- Совместимые температуры плавления
- Аналогичные показатели усадки
- Хорошие адгезионные свойства
- Химическая совместимость
Вот подробная таблица совместимости, которую я разработал за годы тестирования:
| Материал 1 | Материал 2 | Уровень совместимости | Общие приложения |
|---|---|---|---|
| ПК | TPE | Превосходно | Потребительская электроника |
| ABS | TPE | Очень хорошо | Автомобильные запчасти |
| PA | TPE | Хорошо | Рукоятки для инструментов |
| PP | TPE | Ярмарка | Потребительские товары |
| POM | TPE | Бедный | Не рекомендуется |
Руководство по проектированию межблочных элементов
При проектировании межблочных элементов я всегда обращаю внимание наших клиентов на эти ключевые моменты:
- Минимальное соотношение толщины стенок между материалами должно составлять 1:1,5
- Избегайте острых углов в зонах сопряжения
- Разработка надлежащих механических блокировок
- Обеспечьте достаточное перекрытие между материалами
Расположение ворот и анализ потока
Исходя из моего богатого опыта, правильное расположение ворот имеет решающее значение для успешной формовки 2K. Я рекомендую:
Расположение ворот из основного материала:
- Поместите ворота в толстые секции
- Поддерживайте сбалансированные потоки
- Учитывайте расположение линий сварки
Вторичные материальные соображения:
- Обеспечьте полное заполнение кариозных полостей
- Минимизация перепадов давления
- Учет разницы в вязкости материалов
Стратегия выталкивания деталей
В компании PTSMAKE мы разработали специальные рекомендации для успешного извлечения деталей:
Углы драфта:
- Основной материал: минимум 1,5°
- Вторичный материал: минимум 2°
Учет текстуры поверхности:
- Гладкие поверхности: увеличьте угол осадки на 1°
- Текстурированные поверхности: увеличение угла наклона на 2°
Оптимизация времени цикла
Чтобы добиться эффективного времени цикла, я всегда уделяю особое внимание:
Контроль температуры:
- Оптимизация расположения каналов охлаждения
- Баланс охлаждения между материалами
- Контроль температуры интерфейса
Параметры процесса:
- Регулировка скорости впрыска
- Контроль давления удержания
- Оптимизация времени охлаждения
Стратегии снижения затрат
Основываясь на моем опыте управления сотнями проектов 2K, вот эффективные способы сокращения расходов:
Оптимизация дизайна:
- Минимизация использования материалов
- Упрощение геометрии деталей
- Сократите время цикла
Выбор материала:
- Выбирайте экономичные материалы
- Рассмотрите возможность использования регринда
- Оптимизация свойств материалов
Производственные соображения
При проектировании для литья под давлением 2K я всегда учитываю эти производственные аспекты:
Дизайн пресс-формы:
- Правильная вентиляция
- Эффективные бегущие системы
- Сбалансированное наполнение
Управление процессом:
- Контроль температуры
- Оптимизация давления
- Меры по контролю качества
За 15 с лишним лет работы в компании PTSMAKE я убедился, что для успешного литья под давлением 2K требуется комплексный подход. Каждый аспект - от выбора материала до производственных соображений - играет решающую роль в получении высококачественных деталей. Главное - учесть эти аспекты на ранних этапах процесса разработки.
Важное значение имеет проверка конструкции с помощью моделирования и создания прототипов. Мы всегда рекомендуем проводить анализ потока и тестировать различные комбинации материалов до начала производства. Такой подход помогает нам добиваться стабильного качества при минимизации затрат для наших клиентов.
Помните, что литье под давлением 2K - это сложный процесс, требующий опыта и внимания к деталям. Следуя этим соображениям при проектировании и работая с опытными производителями, вы сможете максимально увеличить шансы на успех проекта и добиться оптимальных результатов.
Какой процесс лучше для вашего проекта?
Вы стоите перед выбором между овермолдингом и литьем под давлением 2K для вашего следующего проекта? После 15 с лишним лет работы на производстве я помог бесчисленному количеству клиентов принять это важное решение.
И овермолдинг, и 2K литье под давлением обладают уникальными преимуществами, но ваш выбор должен зависеть от конкретных факторов, таких как объем производства, сложность деталей, совместимость материалов и бюджет. Позвольте мне помочь вам принять правильное решение.
Учет объемов производства
По моему опыту работы с различными клиентами в PTSMAKE, объем производства часто является первым фактором, который необходимо учитывать. Вот как сравниваются оба процесса:
| Объем производства | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Малый объем (<10 000 единиц) | Более экономичный | Более высокие первоначальные затраты |
| Средний объем (10 000-100 000) | Умеренная эффективность | Хорошая эффективность |
| Большой объем (>100 000) | Трудоемкость | Наиболее экономически эффективный |
Анализ сложности деталей
Когда дело доходит до сложности деталей, я замечаю некоторые четкие различия между этими процессами:
| Фактор сложности | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Геометрическая сложность | Ограничено ручной обработкой | Возможна высокая сложность |
| Комбинации материалов | Широкий диапазон возможен | Ограничено совместимыми материалами |
| Детали поверхности | Превосходно | Очень хорошо |
| Внутренние особенности | Ограниченный | Расширенные возможности |
Требования к материалам и совместимость
Исходя из моего более чем 15-летнего опыта работы на производстве, выбор материала играет решающую роль:
| Материальный аспект | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Диапазон материалов | Более широкий выбор | Ограничено совместимыми парами |
| Прочность связи | Переменная | Превосходно |
| Химическая стойкость | Зависит от материалов | В целом лучше |
| Температурная стойкость | Хорошо | Превосходно |
Структура затрат
Позвольте мне поделиться тем, что я узнал о финансовых аспектах обоих процессов:
| Фактор стоимости | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Начальная оснастка | Нижний | Выше |
| Стоимость каждой детали | Выше | Нижний |
| Расходы на оплату труда | Выше | Нижний |
| Материальные отходы | Умеренный | Минимум |
Время и эффективность производства
За время работы в PTSMAKE я заметил значительные различия в эффективности производства:
| Фактор времени | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Время цикла | Длиннее | Короче |
| Время установки | Короче | Длиннее |
| Время переключения | Умеренный | Длиннее |
| Общая эффективность | Умеренный | Высокий |
Качество и последовательность
Контроль качества очень важен, и вот что я заметил:
| Фактор качества | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Согласованность деталей | Хорошо | Превосходно |
| Уровень дефектов | Выше | Нижний |
| Прочность связи | Переменная | Последовательный |
| Отделка поверхности | Превосходно | Очень хорошо |
Гибкость конструкции
Из моего опыта работы с различными проектами:
| Коэффициент проектирования | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Изменения в дизайне | Более гибкий | Менее гибкий |
| Комбинации материалов | Другие варианты | Ограниченные возможности |
| Геометрия свободы | Умеренный | Высокий |
| Варианты прототипов | Лучше | Ограниченный |
Воздействие на окружающую среду
Устойчивое развитие приобретает все большее значение:
| Экологический фактор | Овермолдинг | Литье под давлением 2K |
|---|---|---|
| Материальные отходы | Подробнее | Меньше |
| Потребление энергии | Выше | Нижний |
| Возможность вторичной переработки | Переменная | Лучше |
| Технологические выбросы | Выше | Нижний |
Принятие решения
Основываясь на моем богатом опыте, вот упрощенная схема принятия решений:
Выбирайте овермолдинг, когда:
- Вам нужна максимальная гибкость сочетания материалов
- Ваш объем производства ниже
- Вам необходимо часто менять дизайн
- Бюджет на первоначальную оснастку ограничен
Выбирайте 2K Injection Molding, когда:
- У вас большие объемы производства
- Однородность деталей имеет решающее значение
- Вам нужно сократить время цикла
- Долгосрочная эффективность затрат является приоритетом
Недавно я помог клиенту выбрать один из этих процессов для изготовления компонента медицинского прибора. Изначально они склонялись к литью под давлением из-за более низких первоначальных затрат. Однако, проанализировав годовой объем производства в 500 000 единиц, мы пришли к выводу, что литье под давлением 2K позволит снизить стоимость одной детали на 40% и улучшить согласованность, что делает его лучшим выбором, несмотря на более высокие первоначальные затраты на оснастку.
Помните, что универсального решения не существует. В PTSMAKE мы оцениваем каждый проект индивидуально, учитывая все эти факторы, чтобы рекомендовать наиболее подходящий процесс для конкретных потребностей наших клиентов.
Будущие тенденции в овермолдинге и 2K литье под давлением?
Как специалист по производству с 15-летним стажем работы в области литья под давлением, я видел значительные изменения. Но то, что грядет дальше, изменит наше представление об овермолдинге и процессах 2K-формования.
Будущее овермолдинга и литья под давлением 2K движется в сторону "умного" производства с интегрированными датчиками, экологичными материалами и оптимизацией процессов на основе искусственного интеллекта. Эти достижения позволят ускорить производство и создавать более сложные конструкции, снижая при этом воздействие на окружающую среду.

Инновации в области устойчивых материалов
По моему опыту работы в PTSMAKE, инновации в области материалов быстро меняются. Мы видим новые разработки, которые еще несколько лет назад были немыслимы:
- Полимеры на биооснове из возобновляемых источников
- Переработанные материалы с улучшенными свойствами
- Самовосстанавливающиеся полимеры для увеличения срока службы изделий
- Умные материалы, реагирующие на изменения окружающей среды
Наша команда успешно протестировала несколько новых экологичных материалов, показав многообещающие результаты как в плане производительности, так и в плане воздействия на окружающую среду.
Интеграция интеллектуального производства
Интеграция интеллектуальных технологий меняет традиционные процессы формовки:
| Технология | Текущее приложение | Потенциал будущего |
|---|---|---|
| Датчики IoT | Мониторинг процессов | Предиктивное обслуживание |
| Системы искусственного интеллекта | Контроль качества | Автономная работа |
| Цифровые близнецы | Оптимизация дизайна | Регулировки в режиме реального времени |
| Облачные вычисления | Сбор данных | Полная автоматизация процессов |
Эволюция передового дизайна пресс-форм
Современный дизайн пресс-форм становится все более сложным:
- Конформные каналы охлаждения
- Оптимизированные по топологии структуры
- 3D-печатные вставки для пресс-форм
- Динамические системы вентиляции
Я лично руководил проектами, в которых эти достижения позволили сократить время цикла на 35% при одновременном повышении качества деталей.
Внедрение Индустрии 4.0
Интеграция принципов Индустрии 4.0 меняет наш подход:
- Мониторинг процесса в режиме реального времени
- Автоматизированные системы контроля качества
- Управление цифровыми рабочими процессами
- Предиктивные графики технического обслуживания
Гибридные производственные решения
В PTSMAKE мы исследуем комбинации традиционных и новых технологий:
- Аддитивная технология + литье под давлением
- Решения для сборки в пресс-форме
- Комбинации из нескольких материалов
- Автоматизированная постобработка
Расширенные возможности проектирования
Появляются новые возможности для дизайна:
- Сложные геометрии
- Встроенная электроника
- Изменяемые свойства материала
- Формование микрофигур
Экологически чистые технологические инновации
Устойчивое развитие занимает центральное место в литьевых операциях:
- Энергоэффективные системы
- Замкнутый цикл переработки материалов
- Методы экономии воды
- Стратегии сокращения отходов
В прошлом году благодаря этим инновациям наш завод сократил потребление энергии на 25%.
Оптимизация скорости производства
Несколько факторов способствуют ускорению производства:
| Фактор | Воздействие | Сроки реализации |
|---|---|---|
| Оптимизация цикла с помощью искусственного интеллекта | 30% быстрее | 1-2 года |
| Передовые системы охлаждения | Снижение 40% | 6-12 месяцев |
| Автоматизированная обработка деталей | Повышение эффективности 50% | 3-6 месяцев |
| Интеллектуальное управление потоком материалов | Улучшение 20% | 1 год |
Продвижение в области контроля качества
Современный контроль качества развивается вместе с:
- Датчики в пресс-форме
- Системы компьютерного зрения
- Обнаружение дефектов с помощью искусственного интеллекта
- Регулировка процесса в режиме реального времени
Повышение эффективности затрат
Новые технологии делают производство более рентабельным:
- Сокращение отходов материалов
- Низкое потребление энергии
- Снижение затрат на оплату труда
- Минимальные проблемы с качеством
Благодаря этим усовершенствованиям срок окупаемости инвестиций сократился с 24 до 12 месяцев.
Адаптация к конкретной отрасли
В разных секторах внедряются уникальные инновации:
- Медицина: Интеграция в чистые помещения
- Автомобили: Легкие решения
- Электроника: Экранирование электромагнитных помех
- Аэрокосмическая промышленность: Высокоэффективные материалы
Работая с различными отраслями, я заметил, что каждый сектор продвигает технологии в разных направлениях, создавая богатую экосистему инноваций.
Эти тенденции отражают мои наблюдения за 15 с лишним лет работы в отрасли и нашу текущую работу в PTSMAKE. Будущее овермолдинга и литья под давлением 2K радужно, с постоянными улучшениями в эффективности, устойчивости и возможностях. Ключом к успеху будет способность адаптироваться и внедрять новые технологии, сохраняя при этом фокус на качестве и потребностях клиентов.
Я считаю, что следующее десятилетие принесет еще более значительные изменения, и компании, которые готовятся к ним сейчас, смогут извлечь максимальную выгоду из этих достижений. В компании PTSMAKE мы уже внедряем многие из этих инноваций, что позволяет нам оставаться на переднем крае производственных технологий.






