За 15 с лишним лет работы в компании PTSMAKE я видел, как многие инженеры сталкиваются с проблемой обработки поршней. Некачественная обработка может привести к поломке двигателя, снижению производительности и дорогостоящему ремонту. Давайте избежим этих проблем.
Обработка поршней включает в себя пять ключевых аспектов: выбор материала, требования к чистоте поверхности, точные допуски на размеры, тепловые аспекты и правильный выбор инструмента. Эти факторы напрямую влияют на производительность поршня и надежность двигателя.

Я хочу поделиться своим опытом работы с крупными производителями автомобилей. За свою карьеру я помог обработать тысячи поршней для различных применений. Полученные мною знания о критических спецификациях и распространенных проблемах помогут вам понять, что делает поршень идеально обработанным. Давайте погрузимся в детали, которые имеют наибольшее значение для вашего проекта.
Что такое обработка поршня?
Вы когда-нибудь задумывались, почему одни двигатели служат десятилетиями, а другие преждевременно выходят из строя? Секрет часто кроется в точности обработки поршней - критически важном процессе, который я освоил за 15 с лишним лет работы на производстве.
Обработка поршней - это высокоточный производственный процесс формирования металлических поршней с использованием технологии ЧПУ для создания компонентов, которые выдерживают экстремальные давления и температуры, эффективно преобразуя энергию сгорания в механическую энергию в двигателях.
Основы обработки поршней
Работая в компании PTSMAKE с многочисленными клиентами из автомобильной и аэрокосмической промышленности, я на собственном опыте убедился, насколько важна правильная обработка поршней. Этот процесс включает в себя удаление материала из металлических заготовок (обычно из алюминиевых сплавов) для создания поршней, соответствующих точным спецификациям. Вот почему это важно:
- Точный контроль допусков (обычно ±0,001 дюйма)
- Качество обработки поверхности для оптимальной работы
- Поддержание целостности материала во время обработки
- Создание сложной геометрии для конкретных конструкций двигателей
Критические компоненты в конструкции поршня
Современный поршень состоит из нескольких ключевых элементов, которые требуют точной обработки:
| Характеристика | Функция | Требования к обработке |
|---|---|---|
| Корона | Поверхность камеры сгорания | Резка сложных профилей |
| Кольцевые канавки | Герметизация | Точная круговая обработка |
| Юбка | Направляющая стенки цилиндра | Точный контроль диаметра |
| Штифтовые бобышки | Штифтовое соединение | Точное выравнивание отверстий |
Проблемы операционной среды
По моему опыту, поршни сталкиваются с одними из самых сложных условий в любой механической системе:
- Колебания температуры (от комнатной до более 600°F)
- Циклы экстремального давления (до 1 000 фунтов на квадратный дюйм)
- Непрерывное возвратно-поступательное движение
- Постоянный контакт металла с металлом
Отраслевые применения
Судя по моей работе в различных отраслях, поршневая обработка обслуживает различные отрасли с уникальными требованиями:
Автомобильная промышленность
- Гоночные двигатели
- Двигатели для коммерческих автомобилей
- Морские пропульсивные системы
Аэрокосмические приложения
- Авиационные двигатели
- Вспомогательные силовые агрегаты
- Исследовательские двигательные установки
Промышленное оборудование
- Строительное оборудование
- Электрогенераторы
- Производственное оборудование
Передовые технологии обработки
За годы работы в PTSMAKE я стал свидетелем эволюции технологий обработки поршней:
5-осевая обработка с ЧПУ
- Позволяет создавать сложные геометрические фигуры
- Сокращает время установки
- Повышает точность
Системы контроля качества
- Измерения в процессе производства
- Автоматизированная проверка
- Регулировки в режиме реального времени
Инновации в области материалов
- Передовые алюминиевые сплавы
- Технологии нанесения покрытий
- Процессы термической обработки
Влияние точности
Я видел множество случаев, когда точность обработки поршней напрямую влияла на производительность двигателя:
Преимущества производительности
- Повышенная выходная мощность
- Повышенная топливная эффективность
- Сокращение выбросов
- Увеличенный срок службы двигателя
Последствия затрат
- Снижение количества гарантийных претензий
- Снижение потребности в техническом обслуживании
- Повышенная надежность
- Лучшая стоимость при перепродаже
Производственные соображения
Из моего опыта управления производственными линиями следует, что для успешной обработки поршней требуется:
Выбор материала
- Правильный выбор сплава
- Проверки контроля качества
- Сертификация материалов
Управление процессом
- Контроль температуры
- Управление износом инструмента
- Оптимизация параметров резания
Обеспечение качества
- Контроль размеров
- Проверка чистоты поверхности
- Металлургические испытания
Тенденции будущего
Как человек, глубоко вовлеченный в производственные инновации, я вижу несколько новых тенденций:
Умное производство
- Интеграция IoT
- Мониторинг в режиме реального времени
- Предиктивное обслуживание
Устойчивые практики
- Сокращение отходов
- Энергоэффективность
- Материалы, пригодные для вторичной переработки
Передовые материалы
- Разработка новых сплавов
- Интеграция композитов
- Обработка поверхности
Точность, требуемая при обработке поршней, продолжает развиваться по мере совершенствования технологий производства двигателей. За 15 с лишним лет работы в компании PTSMAKE я убедился, насколько важен этот производственный процесс для создания надежных и эффективных двигателей в различных отраслях промышленности. Понимание этих основ необходимо всем, кто занимается производством и обслуживанием двигателей.
Какие материалы используются при обработке поршней?
Как эксперт в области производства, более 15 лет работающий в сфере обработки на станках с ЧПУ, я не понаслышке знаю, как выбор материала может повлиять на производительность поршня. Позвольте мне помочь вам в принятии этого важного решения.
Наиболее распространенными материалами, используемыми при обработке поршней, являются алюминиевые сплавы (например, 2618 и 4032), стальные сплавы и титан. Каждый материал обладает уникальными преимуществами: алюминий обеспечивает легкость и теплоотдачу, сталь - долговечность, а титан сочетает прочность с экономией веса.

Алюминиевые сплавы в производстве поршней
По моему опыту работы в PTSMAKE, алюминиевые сплавы доминируют в производстве поршней. Два наиболее популярных сорта, с которыми мы работаем, это:
Алюминий 2618: Идеально подходит для высокопроизводительных приложений
- Повышенная прочность при повышенных температурах
- Лучшая усталостная прочность
- Широко используется в гоночных двигателях
Алюминий 4032: Идеально подходит для стандартных автомобильных применений
- Низкое тепловое расширение
- Повышенная износостойкость
- Более экономичное решение
Стальные сплавы: Чемпион по долговечности
Когда клиентам требуется исключительная прочность, я часто рекомендую стальные сплавы. Вот обзор основных вариантов:
| Тип стали | Ключевые преимущества | Лучшие приложения |
|---|---|---|
| 4140 | Высокая прочность, хорошая усталостная прочность | Дизельные двигатели для тяжелых условий эксплуатации |
| 4340 | Превосходная прочность, отличная износостойкость | Гоночные двигатели |
| 8620 | Хорошее упрочнение корпуса, умеренная стоимость | Коммерческие автомобили |
Титан: Выбор премиум-класса
Титановые поршни представляют собой передовой край поршневой технологии. За годы работы на производстве я видел, как растет спрос на титан, особенно в..:
- Аэрокосмические приложения
- Высококачественные гоночные двигатели
- Военные автомобили
Критерии выбора материала
Помогая клиентам в выборе материалов, я учитываю эти ключевые факторы:
Тип двигателя и применение:
- Пассажирские автомобили: Алюминиевые сплавы (4032)
- Гоночные двигатели: Алюминий 2618 или титан
- Дизельное топливо для тяжелых условий эксплуатации: стальные сплавы
Требования к производительности:
- Максимальная рабочая температура
- Ожидаемая выходная мощность
- Потребности в долговечности
- Ограничения по весу
Стоимость:
- Стоимость материала за единицу
- Время и сложность обработки
- Ожидаемый объем производства
- Требования к жизненному циклу
Влияние свойств материала на обработку
Работая в компании PTSMAKE, я узнал, что свойства материалов существенно влияют на процесс обработки:
Алюминиевые сплавы:
- Возможна более высокая скорость обработки
- Требуется тщательный контроль температуры
- Необходимость правильной эвакуации стружки
- Снижение износа инструмента
Сталь:
- Требуется более низкая скорость резки
- Повышенная интенсивность износа инструмента
- Требуется более надежное охлаждение
- Повышенное энергопотребление
Титан:
- Требуются специализированные режущие инструменты
- Очень высокая скорость и скорость подачи
- Необходимы усовершенствованные стратегии охлаждения
- Более высокие затраты на обработку
Требования к согласованности материалов
Один из аспектов, на котором я всегда акцентирую внимание наших клиентов, - это согласованность материалов. Вот почему это важно:
Контроль качества:
- Неизменные свойства материала обеспечивают надежную работу
- Снижает количество брака на производстве
- Обеспечивает предсказуемость параметров обработки
Эффективность производства:
- Стандартизированные процессы обработки
- Сокращение времени настройки между партиями
- Более точная оценка затрат
Предсказуемость производительности:
- Неизменные тепловые свойства
- Надежные характеристики износа
- Равномерная прочность по всей партии
За 15 с лишним лет работы в компании PTSMAKE я понял, что успешная обработка поршней - это не только выбор правильного материала, но и понимание того, как этот материал ведет себя на протяжении всего производственного процесса. Каждый материал требует специальных знаний, правильной оснастки и точного контроля параметров обработки для достижения оптимальных результатов.
Каковы основные этапы обработки поршня?
Вы когда-нибудь задумывались, как простой блок металла превращается в прецизионный поршень? После 15 с лишним лет работы на станках с ЧПУ я расскажу о важнейших этапах, которые делают это возможным.
Обработка поршня включает в себя систематический процесс черновой обработки, операций с ЧПУ, точного сверления и финишной обработки. Каждый этап требует строгого контроля качества и современного оборудования для достижения жестких допусков, необходимых для оптимальной работы двигателя.

Первоначальная подготовка и черновая обработка
По моему опыту работы в компании PTSMAKE, производство поршней всегда начинается с тщательного выбора и подготовки материалов. Обычно мы используем высококачественные алюминиевые сплавы благодаря их превосходному соотношению прочности и веса и термическим свойствам. Этап черновой обработки включает в себя:
- Проверка материалов на наличие дефектов
- Первоначальная резка по приблизительным размерам
- Формирование базовой формы с помощью традиционной обработки
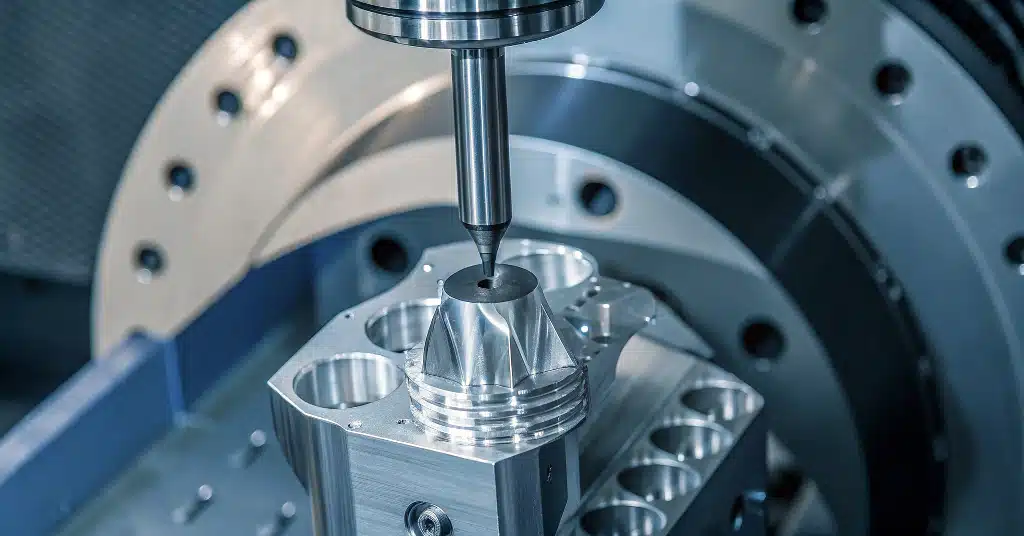
Фрезерные работы с ЧПУ
На этапе фрезерования с ЧПУ поршень действительно начинает приобретать форму. Используя наши передовые 5-осевые станки с ЧПУ, мы выполняем несколько важнейших операций:
| Операция | Назначение | Типичный допуск |
|---|---|---|
| Профилирование короны | Создает поверхность камеры сгорания | ±0,02 мм |
| Обработка юбки | Определяет цилиндрическую направляющую поверхность | ±0,01 мм |
| Расточка штифтовой головки | Подготовка к установке наручного штифта | ±0,005 мм |
| Нарезка кольцевых канавок | Формирует точные канавки для поршневых колец | ±0,008 мм |
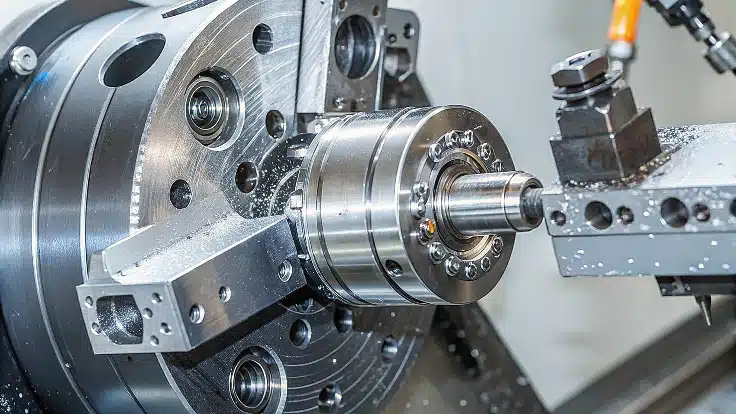
Процесс прецизионной токарной обработки
После фрезерования мы переходим к токарной обработке. Это особенно важно для достижения идеальной цилиндрической формы. За более чем 15-летний опыт работы я понял, что этот этап требует исключительного внимания к деталям:
- Наружный диаметр обточки
- Обработка поверхности
- Токарная обработка канавок
- Проверка концентричности
Бурение нефтяных проходов
Одним из наиболее важных аспектов обработки поршней является создание масляных каналов. В компании PTSMAKE мы используем специализированные технологии сверления, чтобы обеспечить надлежащую смазку:
- Глубокое бурение отверстий для магистральных нефтяных каналов
- Бурение поперечных скважин для распределения нефти
- Снятие фасок и заусенцев со всех проходов
- Контроль качества с использованием технологии бороскопа
Обработка поверхности и отделка
Завершающий этап - это то, что отличает хороший пистон от исключительного. Наш процесс включает в себя:
- Прецизионное шлифование ответственных поверхностей
- Оптимизация шероховатости поверхности
- Нанесение термобарьерного покрытия
- Окончательная проверка размеров
Контроль качества и инспекция
На протяжении всего процесса мы осуществляем строгий контроль качества:
| Место осмотра | Метод | Критерии приемлемости |
|---|---|---|
| Точность размеров | Измерение на КИМ | ±0,01 мм |
| Отделка поверхности | Профилометр | Ra 0,4 мкм |
| Округлость | Тестер округлости | 0,005 мм макс. |
| Целостность материала | Ультразвуковой контроль | Ноль дефектов |
Интеграция CAD/CAM
Современная обработка поршней в значительной степени опирается на передовые программные решения. В компании PTSMAKE мы используем:
- 3D-моделирование для оптимизации конструкции
- Программное обеспечение для моделирования и верификации процессов
- Программы оптимизации траектории движения инструмента
- Системы мониторинга в реальном времени
Руководя бесчисленными проектами по производству поршней, я могу с уверенностью сказать, что правильная последовательность этих этапов имеет решающее значение. Мы ведем подробную технологическую документацию и постоянно обновляем наши процедуры на основе отзывов о работе и технологических достижений.
Специализированные требования
Различные варианты применения двигателей требуют внесения особых изменений в базовый процесс:
- Гоночные поршни требуют дополнительной прочности
- Поршни дизельных двигателей, работающих в тяжелых условиях, требуют улучшенной терморегуляции
- Высокопроизводительные поршни часто требуют индивидуальных решений по нанесению покрытий
Благодаря нашему опыту в PTSMAKE мы разработали фирменные технологии для каждого типа применения, обеспечивающие оптимальную производительность и долговечность.
Оптимизация процессов
Чтобы сохранить конкурентные преимущества, мы постоянно оптимизируем наши процессы:
- Внедрение принципов бережливого производства
- Сокращение времени установки благодаря стандартизации
- Использование систем управления сроком службы инструмента
- Соблюдение графиков профилактического обслуживания
Успех обработки поршней в конечном итоге зависит от точности выполнения каждого этапа и сохранения неизменного качества на протяжении всего процесса. В компании PTSMAKE мы усовершенствовали эти процедуры за годы работы, в результате чего поршни постоянно соответствуют или превосходят спецификации OEM.
Почему точность важна при обработке поршней?
Вы когда-нибудь задумывались, почему крошечная царапина на поршне может привести к полному отказу двигателя? За 15 с лишним лет работы в PTSMAKE я видел, как микроскопические дефекты могут стать причиной серьезных проблем.
Точность обработки поршней крайне важна, поскольку даже отклонение в 0,001 дюйма может существенно повлиять на производительность, топливную экономичность и долговечность двигателя. Идеальная точность обеспечивает оптимальную компрессию, уменьшает износ и предотвращает катастрофические отказы двигателя.
Критическое влияние точности размеров
Работая с производителями автомобилей, я понял, что точность поршня напрямую влияет на три ключевые области:
- Производительность двигателя
- Топливная эффективность
- Долговечность компонентов
Позвольте мне объяснить, почему каждый микрон имеет значение при производстве поршней:
Понимание уровней толерантности
Вот подробная информация о критических допусках на поршни, которые мы соблюдаем в PTSMAKE:
| Компонентная область | Типичный допуск | Последствия несоблюдения |
|---|---|---|
| Диаметр поршня | ±0,0005 дюйма | Потеря компрессии, продувка |
| Кольцевые канавки | ±0,0003 дюйма | Расход масла, потеря мощности |
| Отверстие под штифт | ±0,0002 дюйма | Чрезмерный износ, шум |
| Профиль юбки | ±0,0004 дюйма | Потертости, риск возникновения судорог |
Требования к чистоте поверхности
Качество обработки поверхности не менее важно, чем точность размеров. Благодаря нашему производственному процессу мы обеспечиваем:
- Отделка стенок цилиндра: 10-20 мкм Ra
- Поверхность посадки кольца: 15-25 мкм Ra
- Площадь юбки: 8-15 микродюймов Ra
Температурные аспекты и поведение материалов
Один из часто упускаемых из виду аспектов - тепловое расширение. Современные поршни должны:
- Сохраняйте зазоры при рабочих температурах (до 600°F)
- Учет различий в скорости расширения материалов
- Сохранение качества поверхности при термоциклировании
Современные технологии обработки
В компании PTSMAKE мы используем несколько передовых технологий:
5-осевые обрабатывающие центры с ЧПУ
- Позволяет создавать сложные геометрические фигуры
- Обеспечивает постоянную точность
- Сокращает время настройки и количество человеческих ошибок
Передовые измерительные системы
- Координатно-измерительные машины (КИМ)
- Технология лазерного сканирования
- Контроль качества в режиме реального времени
Терморегулирование
- Производственная среда с контролем температуры
- Процессы стабилизации материалов
- Системы термокомпенсации
Протоколы контроля качества
Наш процесс обеспечения качества включает в себя:
Анализ материалов перед обработкой
- Проверка химического состава
- Испытание на твердость
- Исследование микроструктуры
Контроль в процессе производства
- Контроль размеров в режиме реального времени
- Проверка чистоты поверхности
- Отслеживание температуры
Окончательная проверка
- Полный контроль размеров
- Измерение шероховатости поверхности
- Контроль округлости и цилиндричности
Распространенные неудачи, связанные с точностью
По моему опыту, это наиболее частые проблемы, вызванные недостаточной точностью:
Потери при сжатии
- Результаты неправильных размеров кольцевой канавки
- Приводит к снижению мощности
- Увеличивает расход топлива
Чрезмерное потребление масла
- Причина - неправильная обработка поверхности кольца
- Создает синий выхлопной дым
- Требуется частая дозаправка маслом
Шлепок поршня
- Результат неправильных зазоров
- Создает шум и вибрацию
- Ускоряет износ
Влияние на реальный мир
За 15 с лишним лет работы в PTSMAKE я видел, как точность влияет на реальные двигатели:
- Превышение размера на 0,001 дюйма может сократить срок службы двигателя на 50%
- Неправильная обработка поверхности может удвоить расход масла
- Неправильные зазоры могут привести к немедленному приступу
Благодаря точным производственным процессам и контролю качества мы помогаем клиентам:
- Увеличение срока службы двигателя до 30%
- Сократите количество гарантийных случаев на 45%
- Повышение топливной эффективности на 5-8%
Цена точности
Хотя достижение высокой точности увеличивает производственные затраты, преимущества значительно превосходят инвестиции:
- Сокращение количества гарантийных претензий
- Увеличенный срок службы компонентов
- Повышение удовлетворенности клиентов
- Снижение общей стоимости владения
Мы убедились, что инвестиции в точность при производстве позволяют нашим клиентам в 3-4 раза сократить расходы на долгосрочное обслуживание и замену.
Как передовые технологии улучшают обработку поршней?
Представьте себе: Один-единственный дефект поршня может привести к катастрофическому отказу двигателя. За 15 с лишним лет работы в компании PTSMAKE я стал свидетелем того, как передовые технологии превратили производство поршней из искусства в точную науку.
Современная обработка поршней сочетает в себе 5-осевые станки с ЧПУ, лазерные технологии и интеллектуальные метрологические системы с интеграцией Industry 4.0. Эти инновации обеспечивают беспрецедентную точность, согласованность и эффективность, снижая человеческий фактор и производственные затраты.
Революция в 5-осевой обработке с ЧПУ
Из моего опыта работы с мировыми производителями автомобилей следует, что 5-осевые станки с ЧПУ произвели революцию в производстве поршней. Эти системы могут обрабатывать сложные геометрические формы за один установ, значительно сокращая время производства и повышая точность. Вот что делает их особенными:
| Характеристика | Выгода |
|---|---|
| Одновременное перемещение по 5 осям | Обработка сложных поверхностей без перестановки |
| Расширенная оптимизация траектории движения инструмента | Сокращение времени цикла и улучшение качества обработки поверхности |
| Интегрированные измерительные системы | Проверка размеров в режиме реального времени |
| Автоматическая смена инструмента | Минимальное время простоя между операциями |
Лазерная обработка: Точность со скоростью света
Лазерная обработка стала незаменимой в современном производстве поршней. В компании PTSMAKE мы используем эту технологию для:
- Микрообработка канавок для удержания масла
- Текстурирование поверхности для улучшения смазки
- Высокоточная резка кольцевых канавок
- Маркировка и прослеживаемость контроля качества
Интеллектуальная метрология и контроль качества
Контроль качества значительно улучшился благодаря передовому метрологическому оборудованию. На нашем предприятии работают:
- 3D координатно-измерительные машины (КИМ)
- Оптические измерительные системы
- Анализаторы шероховатости поверхности
- Бесконтактные лазерные сканеры
Эти системы обеспечивают обратную связь в режиме реального времени, гарантируя точное соответствие каждого поршня техническим требованиям.
Интеграция и автоматизация промышленности 4.0
Внедрение принципов Индустрии 4.0 изменило наш производственный цех. К ключевым компонентам относятся:
| Система | Функция |
|---|---|
| Датчики IoT | Мониторинг процесса в режиме реального времени |
| Машинное обучение | Предиктивное обслуживание |
| Цифровое управление технологическими процессами | Автоматизированные проверки качества |
| Аналитика данных | Оптимизация производства |
Инновационное покрытие из алмазоподобного углерода (DLC)
Покрытие DLC представляет собой значительный прогресс в технологии производства поршней. По результатам наших испытаний:
- Снижает трение до 40%
- Повышает износостойкость на 200%
- Повышает эффективность использования топлива
- Значительно увеличивает срок службы поршня
Цифровые двойники и моделирование процессов
Технология цифрового двойника произвела революцию в нашем подходе к обработке поршней. Мы используем ее для:
- Виртуальная оптимизация процессов
- Прогнозирование износа инструмента
- Выявление потенциальных проблем до начала производства
- Безопасное обучение операторов
Передовые системы управления инструментами
Современное управление инструментами стало решающим фактором для эффективной работы:
- Автоматизированный контроль срока службы инструмента
- Интеллектуальные алгоритмы выбора инструмента
- Интегрированное управление запасами инструментов
- Обнаружение износа в режиме реального времени
Экологические преимущества и эффективность
Эти технологии обеспечивают значительные экологические преимущества:
- Сокращение отходов материала благодаря оптимизации траектории резания
- Снижение энергопотребления благодаря интеллектуальному управлению питанием
- Минимальный расход охлаждающей жидкости благодаря оптимизированным системам подачи
- Уменьшение углеродного следа на единицу произведенной продукции
За более чем 15 лет работы в компании PTSMAKE я видел, как эти технологии превратили обработку поршней из ручного, подверженного ошибкам процесса в высокоавтоматизированную и точную операцию. Сочетание 5-осевых станков с ЧПУ, лазерных технологий и интеллектуальных систем позволило не только повысить качество, но и значительно снизить производственные затраты. Интеграция принципов Индустрии 4.0 позволяет нам сохранять конкурентные преимущества, удовлетворяя все более жесткие требования наших клиентов-автопроизводителей.
Будущее обещает еще более захватывающие разработки. В настоящее время мы изучаем системы оптимизации на основе искусственного интеллекта и передовые материалы, которые могут произвести дальнейшую революцию в производстве поршней. Как человек, который воочию наблюдал за развитием технологий, я могу с уверенностью сказать, что эти достижения сделали прецизионное производство поршней более доступным и надежным, чем когда-либо прежде.
В каких отраслях промышленности требуется высокоточное производство поршней?
За 15 с лишним лет работы в компании PTSMAKE я видел, как прецизионные поршни могут сделать или сломать критически важное оборудование. Один крошечный дефект может привести к катастрофическому отказу, что обойдется в миллионы убытков и простоев.
Высокоточное производство поршней имеет решающее значение для четырех основных отраслей промышленности: автомобильной, аэрокосмической, морской и промышленного оборудования. В каждой отрасли требуются особые характеристики поршней, например, легкие материалы для гоночных двигателей или коррозионная стойкость для морских применений.
Требования автомобильной промышленности
Как человек, работавший с крупными производителями автомобилей, я понимаю их строгие требования. Автомобильному сектору нужны поршни, которые обеспечивают производительность и надежность.
Ключевые требования включают:
- Легкие материалы для повышения топливной эффективности
- Высокая термостойкость для камер сгорания
- Точные допуски для оптимального коэффициента сжатия
- Прочность для увеличения срока службы
Я помню проект, в котором мы помогли гоночной команде снизить вес двигателя на 15% за счет усовершенствованной конструкции поршня и выбора материалов. Результаты были впечатляющими - улучшилось ускорение и повысилась экономия топлива.
Аэрокосмические приложения
Аэрокосмическая промышленность не терпит неудач. По моему опыту работы с клиентами из аэрокосмической отрасли, их требования являются одними из самых высоких:
| Требование | Технические характеристики | Назначение |
|---|---|---|
| Класс материала | Сплавы, прошедшие аэрокосмическую сертификацию | Соблюдение правил безопасности |
| Отделка поверхности | Ra 0,4 мкм или лучше | Снижение трения |
| Допуск на размеры | ±0,005 мм | Идеальная посадка |
| Изменение веса | ±0,1g максимум | Требования к балансу |
Технические характеристики морского двигателя
Морская среда представляет собой уникальную проблему. Сочетание соленой воды, постоянной вибрации и высоких нагрузок требует специальных решений:
- Коррозионностойкие материалы (обычно морская нержавеющая сталь)
- Улучшенные возможности герметизации
- Прочная конструкция для работы в тяжелых условиях
- Специальные покрытия для защиты от соленой воды
Требования к промышленному оборудованию
В секторе промышленного оборудования я заметил растущую тенденцию к индивидуализации. Каждое применение требует особых соображений:
Тяжелое оборудование
- Повышенная долговечность
- Высокая грузоподъемность
- Экономически эффективное обслуживание
Производственное оборудование
- Точное перемещение
- Возможность непрерывной работы
- Возможность быстрой замены
Производство электроэнергии
- Максимальная эффективность
- Увеличенные интервалы обслуживания
- Соблюдение экологических норм
Индивидуальные решения благодаря прецизионной обработке
В компании PTSMAKE мы разработали специализированные процессы для удовлетворения этих разнообразных требований. Наш подход включает в себя:
Расширенный выбор материалов
- Титановые сплавы для аэрокосмической промышленности
- Высокопрочный алюминий для автомобильной промышленности
- Специализированные стальные сплавы для морских судов
- Нестандартные материалы для уникальных применений
Техника точного производства
- 5-осевая обработка с ЧПУ для сложных геометрических форм
- Улучшенная обработка поверхности
- Всесторонний контроль качества
- Контроль в процессе производства
Протоколы обеспечения качества
- 100% контроль критических размеров
- Сертификация материалов
- Тестирование производительности
- Документация и прослеживаемость
На протяжении всей своей карьеры я видел, как правильное изготовление поршней может существенно повлиять на производительность оборудования. Например, недавно мы помогли производителю судовых двигателей увеличить интервалы технического обслуживания на 40% за счет инновационного выбора материала и обработки поверхности.
Решения для конкретных отраслей промышленности
Каждая отрасль требует уникальных решений:
Автомобильные гонки
- Сверхлегкие конструкции
- Высокопрочные материалы
- Оптимизированная геометрия для повышения производительности
Коммерческая авиация
- Сертифицированные материалы и процессы
- Полная документация
- Регулярное соблюдение требований аудита
Морское применение
- Коррозионностойкие конструкции
- Усовершенствованные системы уплотнения
- Прочная конструкция
Промышленные системы
- Настройка под конкретное приложение
- Экономически эффективные решения
- Удобные в обслуживании конструкции
Ключ к успеху в производстве высокоточных поршней - понимание этих специфических требований и способность их неуклонно выполнять. В компании PTSMAKE мы инвестировали в технологии и опыт, чтобы эффективно обслуживать эти требовательные отрасли.
Благодаря нашему опыту работы с различными приложениями мы разработали комплексный подход к удовлетворению специфических требований отрасли при соблюдении высочайших стандартов качества и точности. Этот опыт позволяет нам выступать в качестве надежного партнера в различных отраслях, каждая из которых имеет свои уникальные задачи и спецификации.
С какими проблемами приходится сталкиваться при обработке поршней?
Когда речь идет об обработке поршней, даже незначительное отклонение может привести к катастрофическому отказу двигателя. За 15 с лишним лет работы в сфере точного производства я сталкивался с бесчисленными проблемами, которые могут сделать или разрушить проект.
Основные проблемы при обработке поршней включают в себя соблюдение жестких допусков (часто в пределах ±0,005 мм), работу с различными материалами, решение вопросов термообработки и контроль износа инструмента при обработке сложных геометрических форм. Эти задачи требуют передовых решений и опыта.
Проблемы, связанные с материалами
За годы работы в компании PTSMAKE я заметил, что несоответствие материалов - одна из самых частых проблем. Разные партии одного и того же материала могут иметь разные свойства, что влияет на параметры обработки и конечные результаты.
| Материальный вопрос | Воздействие | Решение |
|---|---|---|
| Изменения твердости | Неравномерный износ инструмента | Регулярное тестирование материалов |
| Внутренний стресс | Изменения размеров | Правильное снятие стресса |
| Пористость | Проблемы с чистотой поверхности | Сертификация материалов |
| Химический состав | Сокращение срока службы инструмента | Квалификация поставщика |
Проблемы контроля толерантности
Соблюдение жестких допусков имеет решающее значение для работы поршня. По нашему опыту работы с клиентами из автомобильной отрасли, даже отклонение в 0,01 мм может повлиять на эффективность работы двигателя.
| Характеристика | Типичный допуск | Критические факторы |
|---|---|---|
| Диаметр | ±0,005 мм | Контроль температуры |
| Округлость | ±0,003 мм | Стабильность крепления |
| Отделка поверхности | Ra 0.4 | Параметры резки |
| Ширина канавки | ±0,008 мм | Выбор инструмента |
Осложнения при термообработке
Один из самых сложных аспектов, с которым я столкнулся, - управление тепловыми проблемами во время обработки:
- Тепловое расширение при резке
- Деформация после термической обработки
- Управление скоростью охлаждения
- Равномерность температуры
Управление износом инструмента
В компании PTSMAKE мы внедрили несколько стратегий для решения проблемы износа инструмента:
- Передовая технология нанесения покрытия
- Оптимизированные параметры резки
- Регулярный контроль состояния инструмента
- Стратегическое планирование траектории движения инструмента
Сложные геометрические задачи
Сложная конструкция современных поршней представляет собой уникальную проблему:
- Обработка глубоких канавок
- Тонкостенные секции
- Особенности подрезания
- Точность геометрии порта
Требования к мониторингу процессов
Мы убедились, что постоянный контроль очень важен:
- Измерения в процессе производства
- Обнаружение износа инструмента в режиме реального времени
- Тепловой мониторинг
- Анализ вибрации
Требования к квалификации оператора
Из моего опыта управления операциями с ЧПУ следует, что опыт оператора имеет решающее значение:
- Понимание поведения материалов
- Опыт программирования
- Оптимизация настроек
- Знания в области контроля качества
Внедрение решений
Наш подход в PTSMAKE включает в себя:
- Расширенное использование программного обеспечения CAM
- Разработка специальных приспособлений
- Специализированные режущие инструменты
- Регулярное обучение операторов
- Автоматизация контроля качества
Проблемы управления затратами
Баланс между качеством и эффективностью затрат требует:
| Фактор стоимости | Стратегия управления |
|---|---|
| Срок службы инструмента | Оптимизированные параметры резки |
| Время цикла | Эффективное программирование |
| Время установки | Стандартизированные процедуры |
| Контроль качества | Автоматизированная проверка |
В компании PTSMAKE мы успешно преодолели эти трудности благодаря сочетанию передовых технологий, квалифицированных операторов и строгого контроля процессов. Это позволило нам поддерживать коэффициент выхода первого прохода 99,7% на наших операциях по обработке поршней.
Понимание и решение этих проблем крайне важно для любого производителя, занимающегося производством поршней. Благодаря постоянному совершенствованию и инвестициям в технологии мы разработали надежные решения, обеспечивающие стабильное качество при сохранении эффективности производства.
Каковы будущие тенденции в обработке поршней?
Отрасль обработки поршней переживает кардинальные изменения. Как человек, более 15 лет проработавший в сфере точного производства, я наблюдал, как традиционные методы уступают место революционным технологиям.
Будущее обработки поршней будет определяться четырьмя основными тенденциями: аддитивным производством, процессами, управляемыми искусственным интеллектом, экологически чистыми материалами и меняющимися требованиями к двигателям. Эти инновации меняют способы проектирования, производства и оптимизации поршней.

Революция в аддитивном производстве
По моему опыту работы в PTSMAKE, 3D-печать стала переломным моментом в создании прототипов поршней. Эта технология позволяет нам:
- Создание сложных геометрических форм, ранее невозможных при традиционной обработке
- Сократите время разработки прототипа на 60%
- Быстрое и экономичное тестирование различных конструкций
- Производство легких поршней с оптимизированной внутренней структурой
Интеграция искусственного интеллекта и машинного обучения
Интеграция искусственного интеллекта в обработку поршней изменила наши производственные процессы. Вот как мы его используем:
| Применение искусственного интеллекта | Преимущества | Влияние на производство |
|---|---|---|
| Контроль качества в режиме реального времени | 99.9% обнаружение дефектов | 40% снижение количества отходов |
| Предиктивное обслуживание | 85% точность прогнозирования отказов | 30% сокращение времени простоя |
| Оптимизация процессов | Автоматизированная настройка параметров | 25% повышение эффективности |
| Контроль износа инструмента | Отслеживание состояния инструмента в режиме реального времени | 50% снижение количества отказов инструмента |
Экологически чистые материалы и устойчивость
Промышленность переходит на экологичное производство. В компании PTSMAKE мы внедрили:
- Переработанные алюминиевые сплавы с улучшенными свойствами
- Смазочные материалы на биологической основе для процессов механической обработки
- Энергоэффективные стратегии обработки
- Сокращение отходов за счет оптимизации использования материалов
Требования к электрическим и гибридным двигателям
Рост популярности электрических и гибридных автомобилей создал новые требования к конструкции поршней:
- Облегченные материалы для повышения эффективности
- Улучшенные возможности терморегулирования
- Повышенные требования к долговечности
- Специализированные покрытия для снижения трения
Интеллектуальные производственные системы
На нашем заводе внедрены концепции Индустрии 4.0:
- Подключенные обрабатывающие центры обмениваются данными в режиме реального времени
- Технология цифрового двойника для моделирования процессов
- IoT-датчики для непрерывного мониторинга
- Облачное управление производством
Передовые методы обработки поверхности
Современные поршни требуют сложной обработки поверхности:
- Плазменное покрытие для повышения износостойкости
- Обработка алмазоподобным углеродом (DLC)
- Лазерное текстурирование поверхности
- Наноразмерные модификации поверхности
Эволюция контроля качества
Мы внедрили новые методы проверки:
| Технология | Приложение | Уровень точности |
|---|---|---|
| 3D-сканирование | Проверка размеров | ±0,001 мм |
| Рентгеновский анализ | Проверка внутренней структуры | 99,8% коэффициент обнаружения |
| Тепловидение | Анализ распределения тепла | Разрешение ±0,1°C |
| Испытания на шероховатость поверхности | Контроль качества отделки | Точность Ra 0,1 мкм |
Стратегии оптимизации затрат
Современное производство поршней требует баланса между инновациями и стоимостью:
- Автоматизированные системы перемещения материалов
- Оптимизированные параметры резки
- Сокращение времени установки
- Улучшенное управление сроком службы инструмента
Будущие вызовы и решения
Исходя из моего опыта, отрасль сталкивается с рядом проблем:
- Соблюдение все более строгих допусков
- Адаптация к новым требованиям к материалам
- Управление производственными затратами
- Подготовка рабочей силы для новых технологий
Чтобы решить эти проблемы, мы в PTSMAKE:
- Инвестиции в программы повышения квалификации
- Разработка гибридных производственных решений
- Внедрение гибких производственных систем
- Сотрудничество с исследовательскими институтами
Соблюдение экологических норм
Будущее поршневой обработки должно учитывать экологические проблемы:
- Сокращение углеродного следа при производстве
- Минимальное образование отходов
- Энергоэффективные процессы
- Устойчивый поиск материалов
За 15 с лишним лет работы в отрасли я стал свидетелем значительных изменений в области обработки поршней. Будущее потребует еще больших инноваций, особенно в таких областях, как интеграция искусственного интеллекта, устойчивое производство и современные материалы. В компании PTSMAKE мы постоянно адаптируем наши процессы, чтобы опережать эти тенденции, обеспечивая высочайшее качество поршней и внедряя новые технологии и устойчивые методы.
Как обработка поршней повышает производительность и надежность?
Вы когда-нибудь задумывались, почему одни двигатели служат вечно, а другие выходят из строя раньше времени? За 15 с лишним лет работы в области прецизионной обработки я убедился, что качество поршней имеет огромное значение.
Точная обработка поршней напрямую влияет на производительность и надежность двигателя, обеспечивая оптимальную компрессию, снижая трение и сохраняя стабильные тепловые свойства. Высококачественные обработанные поршни могут повысить топливную экономичность до 15% и значительно продлить срок службы двигателя.
Влияние на работу двигателя
Работая с крупными автопроизводителями, я заметил, что поршни, изготовленные методом точной обработки, обеспечивают три ключевых преимущества:
Улучшенный коэффициент сжатия
- Более жесткие допуски обеспечивают оптимальное сжатие
- Лучшее уплотнение между поршнем и стенкой цилиндра
- Повышенная выходная мощность и эффективность
Уменьшенное трение
- Более гладкая обработка поверхности
- Снижение механических потерь
- Лучшая экономия топлива
Превосходное управление теплом
- Равномерное тепловое расширение
- Лучшее рассеивание тепла
- Снижение риска теплового стресса
Повышение эффективности использования топлива
По данным наших испытаний на PTSMAKE, правильно обработанные поршни могут улучшить топливную экономичность за счет:
| Коэффициент улучшения | Потенциальная экономия топлива |
|---|---|
| Уменьшенное трение | 3-5% |
| Улучшенное сжатие | 5-7% |
| Оптимальный вес | 2-3% |
| Общее воздействие | 10-15% |
Преимущества сокращения выбросов
Современные стандарты выбросов требуют точных характеристик поршней. Вот как помогает качественная обработка:
Улучшенный контроль горения
- Точная геометрия коронки
- Оптимальное распространение пламени
- Уменьшение количества несгоревшего топлива
Низкое потребление масла
- Точные размеры кольцевой канавки
- Правильная посадка кольца
- Минимизация сгорания масла
Увеличенный срок службы двигателя
Благодаря многолетнему опыту работы на производстве я выявил несколько факторов долговечности:
Целостность материала
- Правильное распределение напряжений
- Уменьшение интенсивности износа
- Повышенная прочность
Устойчивость размеров
- Последовательные зазоры
- Сбалансированная работа
- Снижение вибрации
Требования к точности изготовления
В компании PTSMAKE соблюдаются строгие допуски:
| Компонент | Диапазон допусков |
|---|---|
| Диаметр юбки | ±0,005 мм |
| Отверстие под штифт | ±0,002 мм |
| Кольцевые канавки | ±0,008 мм |
| Высота кроны | ±0,010 мм |
Меры контроля качества
Наш процесс обеспечения качества включает в себя:
Расширенное измерение
- Измерение трехмерных координат
- Испытание на шероховатость поверхности
- Проверка округлости
Тестирование производительности
- Моделирование напряжений
- Термоциклирование
- Оценка износостойкости
Роль передовых производственных технологий
Современное производство поршней требует:
5-осевая обработка с ЧПУ
- Возможность создания сложных геометрических форм
- Однократное завершение установки
- Повышенная точность
Передовая обработка материалов
- Оптимизация термической обработки
- Улучшение поверхности
- Нанесение покрытия
Сотрудничество с опытными производителями
Выбор правильного партнера по производству имеет решающее значение. Ключевыми моментами являются:
Технические возможности
- Современное оборудование
- Управление процессом
- Системы качества
Опыт работы в промышленности
- Доказанный послужной список
- Отраслевые сертификаты
- Инженерная поддержка
Гибкость производства
- Возможности прототипа
- Масштабируемость объема
- Быстрый ответ
За свою карьеру я видел бесчисленное множество примеров, когда правильная обработка поршня делала разницу между отказом двигателя и его исключительной производительностью. Взаимосвязь между точностью изготовления и надежностью двигателя является прямой и измеримой. Работа с опытными производителями, которые понимают эти критические взаимосвязи, очень важна для достижения оптимальных результатов.
С моей точки зрения в PTSMAKE, инвестиции в качественную обработку поршней - это не только выполнение технических условий, но и обеспечение долгосрочной производительности, надежности и удовлетворенности клиентов. Первоначальные инвестиции в точное производство окупаются за счет повышения эффективности, снижения вредных выбросов и увеличения срока службы двигателя.
Помните, что при обработке поршней точность - это не просто цель, это требование к производительности и надежности современного двигателя.