

При обработке алюминия 5083 многие производители испытывают трудности с обеспечением стабильной чистоты поверхности и точности размеров. Я заметил, что эта проблема часто приводит к дорогостоящим переделкам и задержкам проектов, особенно в морской и аэрокосмической промышленности.
Ключевыми моментами при обработке алюминия 5083 являются использование правильной скорости резания (1 000-2 500 SFM), поддержание острого режущего инструмента, контроль образования стружки и обеспечение надлежащего потока охлаждающей жидкости. Эти факторы напрямую влияют на качество деталей и эффективность обработки.

В компании PTSMAKE я работал со многими клиентами, которые поначалу сталкивались с трудностями при обработке алюминия 5083. Позвольте мне поделиться некоторыми проверенными стратегиями, которые мы разработали для достижения оптимальных результатов. В следующих разделах я расскажу о конкретных параметрах резания, выборе инструмента и методах охлаждения, которые доказали свою эффективность в нашей работе.
Что такое алюминий 5083?
Вы пытаетесь выбрать подходящий алюминиевый сплав для своих морских или аэрокосмических проектов? Многие инженеры сталкиваются с проблемами при выборе материалов, которые могут выдерживать суровые условия эксплуатации, сохраняя при этом целостность конструкции. Неправильный выбор может привести к преждевременной коррозии, разрушению конструкции и дорогостоящей замене.
Алюминий 5083 - это алюминиевый сплав морского класса, содержащий магний, марганец и хром в качестве основных легирующих элементов. Он обладает исключительной коррозионной стойкостью, особенно в условиях соленой воды, в сочетании с высокой прочностью и отличной свариваемостью, что делает его идеальным для применения в морской и аэрокосмической промышленности.
Химический состав
Эффективность алюминия 5083 обусловлена его тщательно сбалансированным составом. Вот подробное описание его химического состава:
| Элемент | Процентный диапазон |
|---|---|
| Магний | 4.0-4.9% |
| Марганцовка | 0.4-1.0% |
| Хром | 0.05-0.25% |
| Кремний | Макс 0,4% |
| Железо | Макс 0,4% |
| Медь | Макс 0,1% |
| Алюминий | Баланс |
Высокий содержание магния1 Придает этому сплаву характерное соотношение прочности и веса, а также антикоррозийные свойства.
Основные свойства
Алюминий 5083 отличается несколькими замечательными характеристиками:
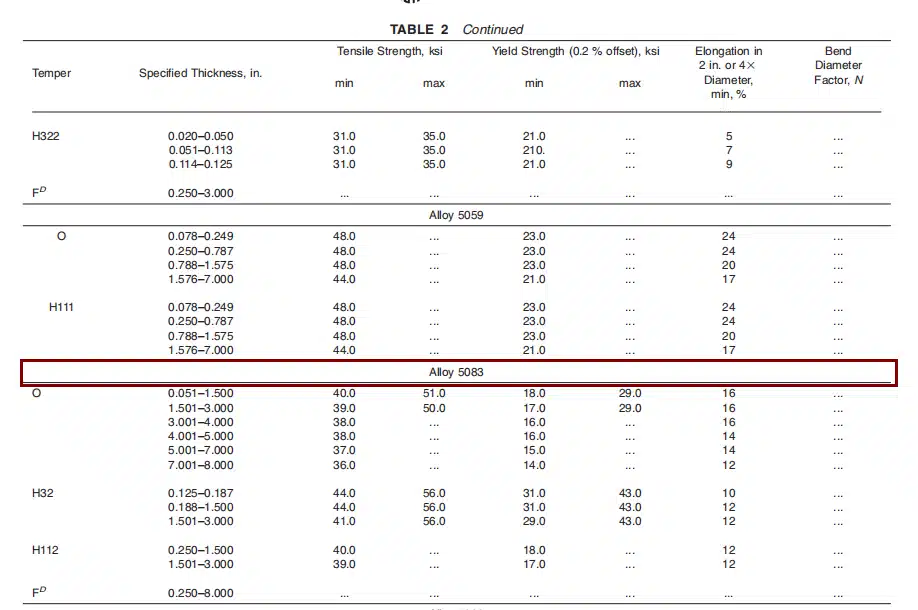
Механическая прочность
- Прочность на разрыв: 290 МПа (42 000 фунтов на кв. дюйм)
- Предел текучести: 228 МПа (33 000 фунтов на кв. дюйм)
- Удлинение: 16%
Эти свойства делают его значительно прочнее многих других алюминиевых сплавов при сохранении хорошей пластичности.
Устойчивость к коррозии
Исключительная устойчивость сплава к воздействию морской воды и промышленных химикатов обусловлена:
- Формирование защитного оксидного слоя
- Высокое содержание магния
- Стабилизирующий эффект хрома
Свариваемость
Алюминий 5083 обеспечивает превосходные характеристики свариваемости:
- Минимальная зона теплового воздействия
- Прочные сварные швы
- Отличная устойчивость к растрескиванию
- Совместимость с различными методами сварки
Отраслевые применения
Морская индустрия
- Корпуса и надстройки судов
- Морские платформы
- Морское оборудование
- Резервуары для хранения криогенных материалов
- Лодочные фитинги и фурнитура
Аэрокосмический сектор
- Конструктивные элементы самолетов
- Топливные баки
- Внутренние компоненты
- Наземное вспомогательное оборудование
Автомобильные приложения
- Легкие структурные компоненты
- Топливные баки
- Детали шасси
- Нестандартные детали
Соображения по обработке
При работе с алюминием 5083 необходимо обратить внимание на несколько факторов:
Контроль температуры
- Оптимальная температура формования: 200-300°C
- Избегайте чрезмерного теплового воздействия
- Контроль скорости охлаждения во время сварки
Обработка поверхности
- Доступны варианты анодирования
- Рекомендуется химическое конверсионное покрытие
- Регулярное техническое обслуживание в морских условиях
Рекомендации по обработке
- Используйте острые режущие инструменты
- Поддерживайте умеренную скорость резки
- Обеспечьте достаточное охлаждение во время обработки
Преимущества производительности
Сочетание свойств в алюминии 5083 обеспечивает несколько преимуществ:
Снижение веса
- 30-50% легче, чем стальные альтернативы
- Повышение топливной эффективности автомобилей
- Снижение эксплуатационных расходов
Эффективность затрат
- Низкие требования к техническому обслуживанию
- Увеличенный срок службы
- Снижение частоты замены
Воздействие на окружающую среду
- 100% подлежит вторичной переработке
- Снижение углеродного следа
- Выбор экологичных материалов
Тенденции рынка
Спрос на алюминий 5083 продолжает расти, что обусловлено:
- Растущие требования морской промышленности
- Расширение аэрокосмического сектора
- Фокус на легких материалах
- Все большее внимание уделяется устойчивому развитию
Из своего опыта работы в точном производстве я заметил, что универсальность алюминия 5083 делает его предпочтительным выбором для сложных задач. Его сочетание прочности, коррозионной стойкости и технологичности дает уникальные преимущества, с которыми могут сравниться немногие другие материалы.
Характеристики материала в суровых условиях, особенно его устойчивость к коррозии в морской воде, сделали его незаменимым в морских приложениях. Когда клиенты обращаются ко мне со сложными морскими проектами, алюминий 5083 часто оказывается оптимальным решением, особенно когда решающими факторами являются снижение веса и долговечность.
Почему алюминий 5083 сложно обрабатывать?
Каждый раз, когда я работаю с алюминием 5083, я вспоминаю о его печальной репутации в мире обработки. Хотя многих производителей привлекает его превосходная коррозионная стойкость и прочность, они часто недооценивают сложности, которые он создает в цеху. Сложности настолько велики, что даже опытным машинистам порой трудно добиться стабильных результатов.
Основные сложности при обработке алюминия 5083 обусловлены его высокой прочностью, исключительной пластичностью и склонностью к образованию наростов на кромках режущего инструмента. Эти свойства делают особенно сложным получение точных срезов и поддержание постоянного качества поверхности, что часто требует применения специализированного инструмента и тщательно контролируемых параметров обработки.

Понимание свойств материала
Уникальный состав алюминия 5083 создает ряд проблем при обработке. Материал содержит значительное количество магния (4,0-4,9%) и марганца (0,4-1,0%), которые способствуют его закалка2 характеристики. Я заметил, что эти свойства, хотя и отлично подходят для конструкционных применений, создают особые проблемы при обработке:
| Недвижимость | Влияние на обработку |
|---|---|
| Высокая прочность | Требуется большее усилие для резки |
| Превосходная пластичность | Способствует обертыванию стружки |
| Усиление работы | Увеличивает износ инструмента |
| Удержание тепла | Влияет на точность размеров |
Формирование краев
Одной из наиболее серьезных проблем, с которыми я сталкиваюсь при обработке алюминия 5083, является образование нарастающих кромок (BUE). Это происходит, когда материал заготовки прилипает к кромке режущего инструмента, эффективно изменяя геометрию инструмента и воздействуя на него:
- Точность резки
- Качество обработки поверхности
- Срок службы инструмента
- Соответствие размеров
Проблемы управления теплоснабжением
Термические свойства алюминия 5083 создают уникальные проблемы при обработке:
Плохое рассеивание тепла
- Создает локализованные горячие точки
- Приводит к нестабильности размеров
- Значительно влияет на срок службы инструмента
Тепловое расширение
- Вызывает отклонения в размерах
- Требуется тщательный контроль температуры
- Влияет на точность конечной детали
Учет износа инструмента
Благодаря своему опыту работы в PTSMAKE я выявил несколько факторов, которые способствуют ускоренному износу инструмента при обработке алюминия 5083:
Абразивные свойства
- Повышенная интенсивность износа инструмента
- Сокращение срока службы режущей кромки
- Увеличение затрат на оснастку
Адгезия материалов
- Прогрессирующий износ инструмента
- Непостоянная производительность резки
- Необходимость частой смены инструмента
Проблемы управления микросхемами
Высокая пластичность алюминия 5083 создает значительные трудности при контроле стружки:
Длинные, хрупкие чипсы
- Риск запутывания
- Плохая обработка поверхности
- Сложная автоматизация
Эвакуация чипов
- Требуется специализированная оснастка
- Повышенное давление охлаждающей жидкости
- Измененные параметры резки
Проблемы, связанные с обработкой поверхности
Достижение и поддержание постоянного качества обработки поверхности требует тщательного внимания:
| Параметр | Рассмотрение |
|---|---|
| Скорость резки | Должны быть оптимизированы для минимального BUE |
| Скорость подачи | Влияет на шероховатость поверхности |
| Геометрия инструмента | Требуются специальные конструкции |
| Применение охлаждающей жидкости | Критически важен для качества отделки |
Влияние на производительность
Эти проблемы с обработкой существенно влияют на эффективность производства:
Скорость производства
- Требуется более низкая скорость резки
- Более частая смена инструмента
- Увеличенное время установки
Контроль качества
- Повышенные требования к проверкам
- Более высокий процент брака
- Более частые корректировки процесса
Последствия затрат
- Более высокие расходы на оснастку
- Увеличение времени обработки
- Увеличение расходов на оплату труда
Требования к оптимизации процессов
Для успешной обработки алюминия 5083 я обнаружил, что эти оптимизации процесса очень важны:
Параметры резки
- Тщательно подобранные скорости и подачи
- Оптимизированная глубина реза
- Сбалансированные силы резания
Выбор инструмента
- Специализированные требования к покрытиям
- Особые геометрические формы
- Регулярный контроль состояния инструмента
Стратегия охлаждения
- Подача охлаждающей жидкости под высоким давлением
- Оптимальная концентрация охлаждающей жидкости
- Постоянный контроль температуры
Сложности обработки алюминия 5083 требуют всестороннего понимания как свойств материала, так и динамики обработки. Успех зависит от внимательного отношения к множеству факторов, включая выбор инструмента, параметры резания и контроль процесса. Хотя эти проблемы можно преодолеть, они требуют значительного опыта и тщательного планирования для достижения стабильных и высококачественных результатов.
Какие инструменты лучше всего подходят для обработки алюминия 5083?
Выбор неправильного режущего инструмента для обработки алюминия 5083 может привести к плохой обработке поверхности, неточности размеров и чрезмерному износу инструмента. Я видел, как многие производители сталкиваются с проблемой образования нарастающей кромки и неадекватного удаления стружки, что приводит к дорогостоящим задержкам производства и отходам материала.
Лучшими инструментами для обработки алюминия 5083 являются твердосплавные концевые фрезы с 2-3 фрезами, режущие инструменты с алмазным покрытием и специально разработанные пластины для алюминия. Эти инструменты в сочетании с правильным покрытием и геометрией обеспечивают оптимальную производительность резания и чистоту поверхности.

Твердосплавные режущие инструменты
Твердосплавные инструменты остаются основным выбором для обработки алюминия 5083 благодаря отличному балансу твердости и прочности. При выборе твердосплавных инструментов учитывайте следующие ключевые факторы:
Класс субстрата
- Мелкозернистый карбид обеспечивает повышенную износостойкость
- Среднезернистый карбид обеспечивает повышенную прочность
- Микрозернистый карбид обеспечивает превосходную стойкость кромки
Выбор покрытия
Правильно подобранное покрытие может существенно повлиять на производительность инструмента. Вот сравнение распространенных покрытий:
| Тип покрытия | Преимущества | Лучшие приложения |
|---|---|---|
| TiAlN | Высокая термостойкость | Высокоскоростная обработка |
| ZrN | Низкий коэффициент трения | Финишная резка |
| Алмаз | Превосходная износостойкость | Сильная черновая обработка |
| Без покрытия | Острые режущие кромки | Светлая отделка |
Технические характеристики концевой фрезы
Сайт угол спирали3 и количество фрез являются решающими факторами при выборе концевой фрезы:
Конфигурация флейты
- 2-3 флейты: Оптимально для большинства операций с алюминием
- Одинарная флейта: отлично подходит для фрезерования глубоких карманов
- 4+ флейты: Зарезервировано для отделочных операций
Особенности геометрии
- Высокие углы наклона (15-20 градусов)
- Большие желоба для сбора стружки
- Полированные канавки для лучшего отвода стружки
Выбор и проектирование вставок
Выбор правильных пластин может существенно повлиять на результаты обработки:
Геометрия вставки
- Острые положительные углы наклона
- Большие выключатели с микросхемами
- Полированные грабли
Выбор класса
Таблица рекомендуемых марок вкладышей:
| Приложение | Тип класса | Покрытие |
|---|---|---|
| Черновая обработка | K20-K30 | PVD |
| Полуфабрикаты | K10-K20 | TiB2 |
| Отделка | K01-K10 | Без покрытия |
Соображения по охлаждающей жидкости
Правильный выбор и применение охлаждающей жидкости существенно влияют на производительность инструмента:
Типы охлаждающих жидкостей
- Системы охлаждения под высоким давлением
- Минимальное количество смазки (MQL)
- Заливная охлаждающая жидкость со специальными алюминиевыми присадками
Методы применения
- Сквозное охлаждение инструмента
- Внешнее наливное охлаждение
- Воздушно-струйное охлаждение для удаления стружки
Управление сроком службы инструмента
Для увеличения срока службы инструмента при обработке алюминия 5083:
Параметры резки
- Поддерживайте рекомендуемую скорость движения по поверхности
- Используйте соответствующие нормы кормления
- Контроль силы резания
Контроль износа
- Регулярный осмотр инструментов
- Предиктивное обслуживание
- Анализ характера износа
Специализированные инструменты для сложных функций
Для конкретных операций обработки:
Инструменты для нарезания резьбы
- Резьбовые фрезы со специфической для алюминия геометрией
- Инструменты для нарезания резьбы с одной точкой
- Метчики для формирования резьбы
Буровые решения
- Специализированные геометрии алюминиевых сверл
- Ступенчатые сверла для больших отверстий
- Комбинированные инструменты для сложных элементов
Инструменты для развертывания
- Многофланцевые развертки
- Регулируемые развертки
- Однофланцевые развертки
Успех обработки алюминия 5083 во многом зависит от выбора правильной комбинации инструментов и поддержания надлежащих условий резания. Понимая эти критерии выбора инструмента и правильно их применяя, производители могут добиться оптимальных результатов в плане качества обработки поверхности, точности размеров и эффективности производства.
Такой комплексный подход к выбору инструмента гарантирует, что каждая операция обработки будет выполняться наиболее подходящим инструментом, что приведет к повышению производительности и снижению производственных затрат. Не забывайте регулярно оценивать эффективность инструмента и корректировать его выбор в зависимости от конкретных требований и эксплуатационных характеристик.
Каковы рекомендуемые скорости и подачи при резке?
Установка неправильных параметров резания для алюминия 5083 может привести к плохой обработке поверхности, чрезмерному износу инструмента и даже браку детали. Многие машинисты пытаются найти правильный баланс, часто полагаясь на метод проб и ошибок, что приводит к потере времени и материалов.
Для алюминия 5083 я рекомендую скорость резания 1000-1500 SFM для черновой обработки и 1500-2000 SFM для чистовой. Скорость подачи должна составлять 0,004-0,012 дюйма на оборот, а глубина резания - 0,02-0,25 дюйма в зависимости от операции.

Понимание основных параметров резки
Основой успешной обработки на станках с ЧПУ является понимание и правильная настройка параметров резания. При обработке алюминия 5083 результаты определяются тремя ключевыми факторами: скоростью резания, подачей и глубиной резания. Эти параметры существенно влияют на скорость съёма материала4 и общую эффективность обработки.
Позвольте мне рассказать о каждом параметре и дать конкретные рекомендации, основанные на моем опыте:
Рекомендуемые скорости резки
Для алюминия 5083 я обнаружил, что эти скорости резки работают лучше всего:
| Тип операции | Скорость (SFM) | Примечания |
|---|---|---|
| Черновая обработка | 1000-1500 | При надлежащем охлаждении возможны более высокие скорости |
| Отделка | 1500-2000 | Обеспечивает превосходную обработку поверхности |
| Нарезка резьбы | 800-1000 | Более низкие скорости предотвращают повреждение нити |
| Бурение | 300-500 | Предотвращает блуждание сверла |
Скорость подачи и ее влияние
Скорость подачи должна быть тщательно подобрана, чтобы дополнить скорость резания:
| Операция | Корм (IPR) | Преимущества |
|---|---|---|
| Черновая обработка | 0.008-0.012 | Максимальный съем материала |
| Отделка | 0.004-0.008 | Превосходная обработка поверхности |
| Нарезка резьбы | 0.002-0.004 | Чистое формирование резьбы |
| Бурение | 0.006-0.010 | Эффективное удаление стружки |
Учет глубины реза
Глубина реза зависит от этапа обработки:
| Стадия эксплуатации | Глубина (дюймы) | Назначение |
|---|---|---|
| Первоначальная черновая обработка | 0.15-0.25 | Удаление сыпучих материалов |
| Вторичная черновая обработка | 0.05-0.15 | Подготовка к отделке |
| Отделка | 0.02-0.05 | Достижение окончательных размеров |
Расчеты частоты вращения шпинделя
Чтобы определить правильную скорость вращения шпинделя (об/мин), воспользуйтесь следующей формулой:
Число оборотов в минуту = (CS × 12) / (π × D)
Где:
- CS = скорость резки в футах поверхности в минуту (SFM)
- D = диаметр инструмента или заготовки в дюймах
- π = 3.14159
Требования к охлаждению и смазке
Правильное охлаждение имеет решающее значение при обработке алюминия 5083:
| Метод охлаждения | Приложение | Преимущества |
|---|---|---|
| Заливная охлаждающая жидкость | Общее назначение | Хорошее рассеивание тепла |
| Охлаждающая жидкость для сквозных инструментов | Глубокие отверстия | Превосходное удаление стружки |
| Туманное охлаждение | Легкие порезы | Достаточно для отделки |
Выбор инструмента и учет износа
Правильный выбор инструмента влияет на параметры резания:
| Тип инструмента | Рекомендуемое покрытие | Приложение |
|---|---|---|
| Твердый сплав | TiAlN | Общее назначение |
| HSS | Без покрытия | Экономический выбор |
| Алмаз | Нет | Зеркальная отделка |
Меры контроля качества
Контролируйте эти аспекты во время обработки:
- Шероховатость поверхности
- Точность размеров
- Характер износа инструмента
- Формирование стружки
- Стабильность температуры
Следуя этим рекомендациям, вы сможете добиться оптимальных результатов при обработке алюминия 5083. Помните, что эти параметры могут потребовать корректировки в зависимости от возможностей вашего станка и требований проекта. Начните с консервативных значений и постепенно корректируйте их, наблюдая за результатами.
Как улучшить контроль над чипами?
При обработке алюминия 5083 неконтролируемая стружка может быстро превратить точную операцию в дорогостоящую катастрофу. Я был свидетелем бесчисленных случаев, когда плохое управление стружкой приводило к браку деталей, повреждению инструментов и длительным простоям. Эти проблемы не только влияют на эффективность производства, но и значительно увеличивают эксплуатационные расходы.
Эффективный контроль стружки при обработке алюминия требует комплексного подхода, сочетающего правильный выбор инструмента, параметров резания и стратегий охлаждения. Применяя правильные методы, вы сможете добиться лучшего качества обработки поверхности, увеличить срок службы инструмента и повысить производительность.

Основа эффективного контроля чипов
Правильный контроль стружки начинается с понимания того, как образуется стружка в процессе обработки. Механизм [образования стружки]5 напрямую влияет на эффективность процесса резки и качество деталей. Я рекомендую сосредоточиться на этих ключевых аспектах:
- Оптимизация скорости резания
- Регулировка скорости подачи
- Выбор глубины резания
- Конфигурация геометрии инструмента
Оптимизация параметров резки
Взаимосвязь между параметрами резания и образованием стружки имеет решающее значение. Вот подробный перечень рекомендуемых параметров для алюминия 5083:
| Параметр | Рекомендуемый диапазон | Влияние на управление микросхемами |
|---|---|---|
| Скорость резки | 800-1200 кв. м | Контролирует температуру и образование стружки |
| Скорость подачи | 0,004-0,012 ипр | Влияет на толщину стружки и ее разрушение |
| Глубина среза | 0,020-0,100 дюйма | Влияет на размер стружки и эвакуацию |
Внедрение охлаждающей жидкости высокого давления
Системы СОЖ высокого давления произвели революцию в контроле стружки при обработке алюминия. Я рекомендую применять эти конкретные стратегии:
- Используйте давление охлаждающей жидкости в пределах 800-1000 PSI для оптимального разрушения стружки
- Расположите сопла охлаждающей жидкости непосредственно в зоне резания
- Поддержание постоянного потока охлаждающей жидкости на протяжении всей работы
- Регулярный контроль концентрации и чистоты охлаждающей жидкости
Усовершенствованные геометрии инструментов
Выбор правильной геометрии инструмента очень важен для эффективного контроля стружки. Мой опыт показывает, что эти характеристики наиболее эффективны:
- Положительные углы наклона (10-15 градусов)
- Острые режущие кромки
- Полированные канавки для лучшего отвода стружки
- Специализированные конструкции стружколомателей
Решения для охлаждения тумана и воздуха
В некоторых случаях традиционная заливная охлаждающая жидкость может оказаться не лучшим вариантом. Альтернативные методы охлаждения включают:
Минимальное количество смазки (MQL)
- Снижает воздействие на окружающую среду
- Улучшает эвакуацию стружки из глубоких карманов
- Идеально подходит для высокоскоростной обработки
Воздушно-дутьевое охлаждение
- Идеально подходит для легких разрезов и отделочных работ
- Предотвращает повторное срезание стружки
- Сокращает время уборки
Мониторинг и корректировка процессов
Постоянный контроль обеспечивает оптимальное управление стружкой:
- Визуальный контроль образования стружки
- Регулярная оценка износа инструмента
- Настройка параметров на основе:
- Разновидности материалов
- Состояние инструмента
- Требования к геометрии деталей
Лучшие практики для внедрения
Чтобы добиться оптимальных результатов, следуйте этим рекомендациям:
Предоперационное планирование
- Обзор свойств материалов
- Выберите подходящую оснастку
- Настройте правильную подачу охлаждающей жидкости
Во время работы
- Контролируйте образование стружки
- Прислушайтесь к необычным звукам
- Проверка качества обработки поверхности
Оценка после операции
- Анализ моделей износа инструмента
- Документирование успешных параметров
- Обзор областей, требующих улучшения
Поиск и устранение неисправностей
При возникновении проблем с контролем стружки рассмотрите эти решения:
Длинные, жилистые стружки
- Увеличить скорость подачи
- Отрегулируйте геометрию стружколомателя
- Проверьте давление охлаждающей жидкости
Формирование края при наращивании
- Увеличение скорости резки
- Проверьте концентрацию охлаждающей жидкости
- Изменение выбора покрытия инструмента
Плохая обработка поверхности
- Проверка геометрии инструмента
- Настройка параметров резки
- Оцените подачу охлаждающей жидкости
Следование этим комплексным стратегиям неизменно помогает нашим клиентам из PTSMAKE добиваться лучших результатов при обработке алюминия 5083. Помните, что успешный контроль стружки - это не следование какому-то одному решению, а применение комбинации методов, адаптированных к конкретным условиям применения.
Какие стратегии лучше всего подходят для уменьшения износа инструмента?
Обработка алюминия 5083 представляет собой серьезную проблему для поддержания срока службы инструмента. Высокая прочность материала и склонность к образованию наростов на кромках могут быстро привести к износу режущего инструмента, что ведет к увеличению производственных затрат и ухудшению качества. Время простоя при замене инструмента и неравномерная обработка поверхности - проблемы, с которыми сталкиваются многие производители.
Чтобы уменьшить износ инструмента при обработке алюминия 5083, оптимизируйте параметры резания, используйте соответствующие стратегии охлаждения и выбирайте специализированные режущие инструменты. Основные стратегии включают использование твердосплавных инструментов с покрытием или инструментов PCD, поддержание надлежащей скорости подачи и нанесение достаточного количества смазки для предотвращения образования наростов на кромках.

Понимание параметров резки
Основа снижения износа инструмента начинается с правильных параметров резания. При обработке алюминия 5083 скорость резки6 играет решающую роль в сроке службы инструмента. Я убедился, что соблюдение этих параметров помогает достичь оптимальных результатов:
| Параметр | Рекомендуемый диапазон | Влияние на срок службы инструмента |
|---|---|---|
| Скорость резки | 300-500 м/мин | Уменьшает выделение тепла |
| Скорость подачи | 0,1-0,3 мм/об. | Предотвращает образование сколов |
| Глубина среза | 1-3 мм | Регулирует силу резания |
Стратегии охлаждения и смазки
Эффективное охлаждение необходимо для продления срока службы инструмента. Я рекомендую следующие подходы:
- Подача охлаждающей жидкости под высоким давлением
- Минимальное количество смазки (MQL)
- Системы сквозного охлаждения инструмента
Эти методы помогают предотвратить налипание алюминия и снизить тепловую нагрузку на режущий инструмент.
Выбор инструмента и технология нанесения покрытий
Правильный выбор инструмента существенно влияет на износостойкость. Вот что работает лучше всего:
Твердосплавные инструменты с покрытием
- Покрытие TiAlN для повышения термостойкости
- Многослойные покрытия для лучшей защиты от износа
- Гладкая поверхность для предотвращения налипания материала
Инструменты PCD
- Превосходная износостойкость
- Превосходно подходит для крупносерийного производства
- Лучшая теплопроводность
Подготовка к работе на передовых рубежах
Геометрия инструмента играет важную роль в снижении износа:
Скругление краев
- Укрепляет режущую кромку
- Снижает риск образования сколов
- Улучшает адгезию покрытия
Обработка поверхности
- Микроструйная обработка для повышения адгезии покрытия
- Полировка для уменьшения трения
Лучшие операционные практики
Чтобы максимально продлить срок службы инструмента, я всегда придерживаюсь следующих рекомендаций по эксплуатации:
Регулярный осмотр инструментов
- Отслеживайте характер износа
- Проверьте, не разрушено ли покрытие
- Измерьте состояние режущей кромки
Правильное хранение инструментов
- Климат-контроль
- Защита от физических повреждений
- Регулярная чистка и техническое обслуживание
Предотвращение образования наплывов
Для управления образованием края необходимо обратить внимание на:
Управление скоростью поверхности
- Поддерживайте рекомендуемую скорость резки
- Корректировка в зависимости от состояния материала
- Контроль температуры инструмента
Управление микросхемами
- Обеспечьте надлежащую эвакуацию стружки
- Используйте соответствующие выключатели микросхем
- Поддерживайте постоянную скорость подачи
Производственная среда
Производственная среда влияет на износ инструмента:
Контроль температуры
- Поддерживайте стабильную температуру окружающей среды
- Контролируйте температуру охлаждающей жидкости
- Контроль температуры заготовки
Обслуживание машин
- Регулярные проверки центровки шпинделя
- Контроль вибрации
- Обслуживание системы охлаждения
Экономически эффективное внедрение
Реализация этих стратегий требует сбалансированности затрат:
Первоначальные инвестиции
- Высококачественные инструменты
- Технология нанесения покрытия
- Системы охлаждения
Долгосрочные выгоды
- Уменьшение количества смен инструмента
- Улучшенное качество деталей
- Более высокая производительность
Следуя этим комплексным стратегиям, я постоянно добиваюсь значительного повышения стойкости инструмента при обработке алюминия 5083. Главное - придерживаться систематического подхода к реализации и регулярно отслеживать результаты для оптимизации.
Как добиться высокого качества обработки поверхности?
Достижение идеальной чистоты поверхности деталей из алюминия 5083 может быть невероятно сложной задачей. Многие производители сталкиваются с несовместимыми результатами, что приводит к браку и дорогостоящей доработке деталей. Сочетание износа инструмента, неправильных скоростей и недостаточного охлаждения может быстро превратить многообещающий проект в производственный кошмар.
Ключ к достижению превосходной чистоты поверхности алюминия 5083 лежит в оптимизации параметров обработки, выборе подходящего инструмента и применении надлежащих методов последующей обработки. Такой комплексный подход обеспечивает стабильное качество при сохранении эффективности производства.

Понимание влияния геометрии инструмента
Геометрия режущих инструментов играет решающую роль в качестве обработки поверхности. Я обнаружил, что использование инструментов с положительным углом наклона в пределах 5-15 градусов дает наилучшие результаты при обработке алюминия 5083. Сайт угол наклона7 существенно влияет на образование стружки и силы резания.
Вот подробное описание оптимальных характеристик инструмента:
| Параметр инструмента | Рекомендуемый диапазон | Влияние на качество поверхности |
|---|---|---|
| Угол наклона граблей | 5-15 градусов | Снижает силу резания и улучшает отвод стружки |
| Угол рельефа | 10-12 градусов | Предотвращает истирание инструмента и выделение тепла |
| Радиус носа | 0,2-0,8 мм | Увеличенный радиус для более гладкой отделки |
| Подготовка кромки | Острая и легкая заточка | Уменьшает образование наплывов на кромке |
Оптимизация подачи и скорости
Оптимизация скорости подачи и скорости резания необходима для достижения превосходной чистоты поверхности. Основываясь на своем опыте работы с алюминием 5083, я рекомендую:
- Скорость резки: 1000-1500 футов поверхности в минуту (SFM)
- Скорость подачи: 0,003-0,007 дюймов на оборот (IPR)
- Глубина реза: 0,020-0,040 дюймов для чистовых проходов
Эти параметры должны быть скорректированы в зависимости от геометрии инструмента и возможностей станка.
Стратегии охлаждения и смазки
Правильное охлаждение и смазка имеют решающее значение для поддержания постоянного качества поверхности. Я рекомендую:
- Подача охлаждающей жидкости под высоким давлением (не менее 800 PSI)
- Жидкости для резки на масляной основе с присадками, специально предназначенными для алюминия
- Возможность подачи охлаждающей жидкости через инструмент, когда это возможно
- Регулярный контроль концентрации охлаждающей жидкости (обслуживание 6-8%)
Постобработка
Для дальнейшего улучшения качества поверхности можно использовать несколько видов обработки после обработки:
Механическая полировка
- Прогрессивная последовательность зернистости (400-2000)
- Автоматизированные системы полировки для обеспечения постоянства
- Полировальные составы для алюминия
Соображения по анодированию
- Анодирование типа II для общего применения
- Тип III для повышенной износостойкости
- Подготовка поверхности перед анодированием имеет решающее значение для качества отделки
Меры контроля качества
Применение надлежащих мер контроля качества обеспечивает постоянную чистоту поверхности:
Регулярное тестирование шероховатости поверхности
- Измерения Ra менее 32 микродюймов
- Документирование результатов
- Внедрение статистического управления процессами
Протокол визуального осмотра
- Обученные инспекторы
- Правильные условия освещения
- Стандартизированные критерии приемки
Общие проблемы и решения
При обработке алюминия 5083 часто возникает несколько проблем:
Формирование краев
- Решение: Увеличьте скорость резки
- Используйте соответствующую смазочно-охлаждающую жидкость
- Поддерживайте острые режущие кромки
Болтливые знаки
- Решение: Проверьте балансировку держателя инструмента
- Проверьте вибрацию машины
- Настройка параметров резки
Плохая эвакуация чипов
- Решение: Оптимизируйте давление охлаждающей жидкости
- Используйте выключатели микросхем
- Внедряйте правильные стратегии программирования
Документация и контроль процессов
Для поддержания постоянной чистоты поверхности требуется соответствующая документация:
Параметры процесса
- Технические характеристики инструмента
- Параметры резки
- Информация об охлаждающей жидкости
Требования к качеству
- Характеристики шероховатости поверхности
- Визуальные стандарты
- Методы измерения
График технического обслуживания
- Контроль износа инструмента
- Калибровка машины
- Обслуживание системы охлаждения
Такой комплексный подход к оптимизации качества обработки поверхности помог нам добиться неизменно высокого качества деталей из алюминия 5083. Тщательно контролируя каждый аспект процесса обработки и применяя надлежащие методы последующей обработки, мы можем удовлетворить самые высокие требования к качеству поверхности, сохраняя при этом эффективность производства.
Какие методы охлаждения и смазки работают лучше всего?
Обработка алюминия 5083 без надлежащего охлаждения может привести к катастрофическим результатам. Я был свидетелем того, как бесчисленные проекты потерпели неудачу из-за чрезмерного нагрева, что привело к плохой обработке поверхности, неточностям размеров и преждевременному износу инструмента. Последствия недостаточного охлаждения могут превратить простую обработку в дорогостоящий кошмар.
Наиболее эффективным методом охлаждения при обработке алюминия 5083 является заливочное охлаждение с использованием водорастворимых СОЖ, поддерживающих концентрацию 6-8%. Такой подход обеспечивает оптимальный отвод тепла, снижает износ инструмента и обеспечивает стабильное качество поверхности, предотвращая образование наростов на кромках.

Понимание методов охлаждения
Современная обработка с ЧПУ требует точного контроля температуры в процессе резки. Сайт теплопроводность8 Алюминий 5083 делает его особенно чувствительным к нагреву. Вот мой подробный обзор основных методов охлаждения:
Охлаждение при наводнении
- Обеспечивает непрерывный поток охлаждающей жидкости
- Отличное рассеивание тепла
- Превосходное удаление стружки
- Идеально подходит для высокоскоростных операций
Туманное охлаждение
- Снижает расход охлаждающей жидкости
- Подходит для легких стрижек
- Экологически чистый вариант
- Улучшенный обзор во время обработки
Охлаждение воздуха
- Требуется минимальная настройка
- Чистая работа
- Экономически эффективное решение
- Ограниченная мощность охлаждения
Типы охлаждающих жидкостей и их характеристики
Мой опыт работы с различными типами охлаждающих жидкостей показал значительные различия в производительности. Вот комплексное сравнение:
| Тип охлаждающей жидкости | Рассеивание тепла | Срок службы инструмента | Отделка поверхности | Эффективность затрат |
|---|---|---|---|---|
| Синтетика | Превосходно | Высокий | Превосходный | Умеренный |
| Полусинтетические | Очень хорошо | Хорошо | Очень хорошо | Высокий |
| Водорастворимый | Превосходно | Очень высокий | Превосходно | Очень высокий |
| Прямое масло | Хорошо | Умеренный | Хорошо | Низкий |
Оптимизация применения охлаждающей жидкости
Эффективность охлаждающих растворов в значительной степени зависит от правильной техники нанесения. Я рекомендую обратить внимание на эти ключевые аспекты:
Давление и объем охлаждающей жидкости
- Подача высокого давления (500-1000 PSI) для глубоких карманов
- Постоянное поддержание скорости потока
- Многократное позиционирование сопла для сложных геометрических форм
- Регулярный контроль давления
Концентрация Менеджмент
- Еженедельные проверки концентрации
- Поддерживайте концентрацию 6-8% для водорастворимых охлаждающих жидкостей
- Регулярный контроль pH (идеальный диапазон: 8,5-9,5)
- Документированный график технического обслуживания
Передовые стратегии охлаждения
Инновации в технологии охлаждения позволили создать несколько передовых методов, которые я успешно применяю:
Сквозное охлаждение инструмента
- Прямая подача охлаждающей жидкости к режущей кромке
- Уменьшение накопления тепла
- Улучшенная эвакуация стружки
- Увеличенный срок службы инструмента
Криогенное охлаждение
- Снижение экстремальных температур
- Минимальное воздействие на окружающую среду
- Улучшенная обработка поверхности
- Снижение тепловой деформации
Обслуживание и мониторинг
Правильное обслуживание обеспечивает оптимальную производительность системы охлаждения:
- Ежедневная проверка уровня охлаждающей жидкости
- Еженедельное тестирование концентрации
- Ежемесячная очистка системы
- Ежеквартальная полная замена жидкости
Экологические соображения
Современное производство требует экологически безопасного выбора:
- Варианты биоразлагаемых охлаждающих жидкостей
- Системы рециркуляции и фильтрации
- Правильные протоколы утилизации
- Сокращение выбросов летучих органических соединений
Протоколы безопасности
При работе с системами охлаждения безопасность имеет первостепенное значение:
- Регулярное бактериальное тестирование
- Надлежащие требования к СИЗ
- Процедуры локализации разливов
- Планирование действий в чрезвычайных ситуациях
Тенденции будущего
Технология охлаждения продолжает развиваться:
- Системы мониторинга с поддержкой IoT
- Управление охлаждающей жидкостью с помощью искусственного интеллекта
- Экологически чистые составы охлаждающих жидкостей
- Гибридные решения для охлаждения
Последствия затрат
Эффективная реализация стратегии охлаждения влияет на итоговый результат:
- Первоначальные затраты на установку
- Текущие эксплуатационные расходы
- Преимущества длительного срока службы инструмента
- Повышение эффективности производства
Выбор метода охлаждения и смазки существенно влияет на успех обработки алюминия 5083. По результатам наших обширных испытаний и реальных применений, охлаждение заливом с водорастворимыми охлаждающими жидкостями является наиболее надежным и эффективным решением для большинства задач. Однако конкретные требования проекта могут потребовать альтернативных подходов, поэтому очень важно понимать все доступные варианты.
Как предотвратить деформацию заготовки?
Деформация заготовок при обработке алюминия 5083 стала постоянной проблемой в прецизионном производстве. Я видел бесчисленное множество проектов, сорванных из-за неожиданного коробления и деформации, что привело к дорогостоящим переделкам и задержкам производства. Проблема становится еще более острой, когда речь идет о высокоточных компонентах, где важен каждый микрон.
Чтобы предотвратить деформацию заготовок из алюминия 5083, используйте надлежащие процедуры снятия напряжения, оптимизируйте стратегии зажима и тщательно планируйте последовательность обработки. Кроме того, контроль параметров резания и использование соответствующих приспособлений могут значительно снизить риск деформации.

Понимание остаточных напряжений в алюминии 5083
Первопричина деформации часто кроется в остаточное напряжение9 внутри материала. Я обнаружил, что алюминий 5083 особенно подвержен деформации, вызванной напряжением, из-за специфического состава сплава. Вот что обычно вызывает остаточное напряжение:
- Производственные процессы (прокатка, формовка)
- Колебания температуры при обработке материалов
- Предыдущие операции механической обработки
- Неправильные условия хранения
Методы снятия стресса перед обработкой
Я разработал систематический подход к снятию стресса, который доказал свою эффективность в нашей работе:
| Метод лечения | Диапазон температур | Продолжительность | Преимущества |
|---|---|---|---|
| Снятие теплового напряжения | 230-260°C | 1-2 часа | Равномерное распределение напряжений |
| Вибрационное снятие стресса | Комнатная температура | 20-30 минут | Нетермическая альтернатива |
| Естественное старение | Комнатная температура | 24-48 часов | Экономически эффективное решение |
Оптимизация стратегий зажима
То, как мы зажимаем заготовки, существенно влияет на деформацию. Я рекомендую эти проверенные методы:
Распределенное усилие зажима
- Используйте несколько точек зажима
- Применяйте стабильные значения крутящего момента
- Регулярно контролируйте давление зажима
Стратегический дизайн приспособлений
- Поддержка критически важных функций
- Учесть тепловое расширение
- Минимизируйте площадь контакта, где это возможно
Интеллектуальное планирование последовательности обработки
Исходя из моего опыта, правильная последовательность действий имеет решающее значение:
Этап черновой обработки
- Симметричное удаление материала
- Поддерживайте сбалансированное распределение нагрузки
- Оставьте достаточный запас для отделки
Промежуточное снятие стресса
- Дайте деталям стабилизироваться между операциями
- Проверьте, нет ли предварительной деформации
- Внесите необходимые изменения
Финишная обработка
- Используйте легкие разрезы
- Поддерживайте постоянную глубину реза
- Тщательно следите за температурой
Оптимизация параметров резания
Я обнаружил, что эти параметры лучше всего подходят для минимизации деформации:
| Параметр | Черновая обработка | Финишная обработка |
|---|---|---|
| Скорость резки | 300-400 м/мин | 400-500 м/мин |
| Скорость подачи | 0,15-0,25 мм/зуб | 0,05-0,15 мм/зуб |
| Глубина среза | 2-4 мм | 0,2-0,5 мм |
| Расход охлаждающей жидкости | Высокий | Умеренный |
Стратегии контроля температуры
Регулирование температуры имеет решающее значение для стабильности размеров:
Управление охлаждающей жидкостью
- Используйте системы охлаждения под высоким давлением
- Поддерживайте постоянную температуру охлаждающей жидкости
- Обеспечьте достаточную скорость потока
Температура в зоне резания
- Контроль температуры инструмента
- Обеспечьте надлежащие перерывы в охлаждении
- Используйте соответствующую скорость резки
Контроль качества и верификация
Чтобы гарантировать успех, я всегда выполняю эти шаги по проверке:
Измерения в процессе работы
- Регулярные проверки размеров
- Мониторинг стрессовых ситуаций
- Отслеживание температуры
Окончательная проверка
- Проверка КИМ
- Измерения плоскостности
- Анализ шероховатости поверхности
Экологические соображения
Обстановка в магазине играет решающую роль:
Контроль температуры
- Поддерживайте стабильную температуру окружающей среды
- Избегайте воздействия прямых солнечных лучей
- Управление циркуляцией воздуха
Практика хранения
- Правильное хранение материалов
- Защищен от воздействия факторов окружающей среды
- Регулярная ротация запасов
Благодаря реализации этих комплексных стратегий мы добились стабильного успеха в предотвращении деформации заготовок при обработке алюминия 5083. Главное - понять, что предотвращение деформации - это не одноэтапный процесс, а систематический подход, который начинается с выбора материала и продолжается до финального контроля.
Помните, что каждый проект может потребовать незначительной корректировки этих рекомендаций в зависимости от конкретных требований и условий. Всегда начинайте с тщательного изучения конкретной области применения и корректируйте эти рекомендации в соответствии с ними.
Каковы общие методы контроля качества?
Контроль качества при обработке алюминия 5083 может стать серьезной головной болью для производителей. Без надлежащих методов контроля даже незначительные отклонения могут привести к браку деталей, задержкам в производстве и значительным финансовым потерям. Я видел, как многие производители сталкиваются с трудностями, когда их процессы контроля качества недостаточно надежны.
Контроль качества при обработке алюминия 5083 включает в себя несколько методов контроля, включая измерения на КИМ, анализ поверхности и визуальный контроль. Эти методы в сочетании с мониторингом процесса и проверкой допусков обеспечивают постоянное соответствие деталей техническим условиям.

Проверка координатно-измерительных машин (КИМ)
Контроль на КИМ является основой процесса контроля качества в компании PTSMAKE. Эта передовая измерительная система использует датчик для сбора точных данных о размерах обрабатываемых деталей. Сайт метрология10 Возможности машин КИМ позволяют нам:
- Измерение сложных геометрических форм с точностью до 0,001 мм
- Сравните фактические размеры с моделями CAD
- Создание подробных отчетов о проверке
- Выявление отклонений на ранних этапах производственного процесса
Я обеспечиваю проведение нашей командой проверок на КИМ на ключевых этапах производства:
- Проверка первой статьи
- Проверки в процессе работы
- Окончательная проверка
Анализ шероховатости поверхности
Качество поверхности имеет решающее значение для деталей из алюминия 5083. Для измерения шероховатости поверхности мы используем как контактные, так и бесконтактные методы:
| Метод | Приложения | Преимущества |
|---|---|---|
| Профилометр | Плоские поверхности, простые геометрии | Высокая точность, количественные данные |
| Оптический сканер | Сложные геометрии, глубокие характеристики | Бесконтактное, быстрое измерение |
| Системы технического зрения | Дефекты поверхности, распознавание образов | Проверка в режиме реального времени, большие площади |
Протоколы визуального осмотра
Несмотря на то, что современные измерительные инструменты имеют большое значение, квалифицированный визуальный осмотр остается ценным. Наши инспекторы проверяют наличие:
Дефекты поверхности
- Царапины
- Вмятины
- Маркировка инструментов
Однородность материала
- Однородность цвета
- Отделка поверхности
- Целостность материала
Качество изготовления
- Качество кромки
- Удаление заусенцев
- Общий вид
Системы мониторинга технологических процессов
Контроль в режиме реального времени помогает поддерживать качество на всех этапах производства:
Контроль параметров станка
- Скорость вращения шпинделя
- Скорость подачи
- Износ инструмента
- Температура
Статистический контроль процессов (SPC)
- Контрольные карты
- Анализ тенденций
- Исследования возможностей процессов
Методы проверки допусков
Мы реализуем многоуровневый подход к проверке на допуск:
Проверки перед обработкой
- Сертификация материалов
- Размеры склада
- Проверка установки
Проверка в процессе производства
- Измерения критических размеров
- Геометрические допуски
- Проверка качества обработки поверхности
Окончательная проверка
- Полная проверка размеров
- Функциональное тестирование
- Обзор документации
Документация и отчетность
Документация по контролю качества имеет решающее значение для прослеживаемости:
- Отчеты о проверках
- Сертификаты на материалы
- Параметры процесса
- Записи о несоответствиях
- Корректирующие действия
Я внедрил систему цифровой документации, которая обеспечивает быстрый доступ к качественным записям и помогает выявлять тенденции или потенциальные проблемы до того, как они станут проблемами.
Интеграция системы менеджмента качества
Наши методы контроля качества являются частью общей системы управления качеством:
Стандартные операционные процедуры (СОПы)
- Подробные инструкции по работе
- Процедуры проверки
- Требования к калибровке
Программы обучения
- Сертификация инспекторов
- Эксплуатация оборудования
- Осознание качества
Непрерывное совершенствование
- Регулярные аудиты
- Показатели эффективности
- Оптимизация процесса
Калибровка и обслуживание оборудования
Регулярная калибровка обеспечивает точность измерений:
- Ежегодная калибровка машин КИМ
- Ежемесячная поверка измерительных инструментов
- Ежедневная проверка основных инструментов
- Графики профилактического обслуживания
Такой комплексный подход к контролю качества помогает нам поддерживать стабильное качество обработки алюминия 5083. Сочетание передовых измерительных технологий с проверенными методами контроля и тщательным документированием позволяет нам гарантировать постоянное соответствие деталей техническим условиям.
Поймите роль магния в повышении прочности и стойкости, что очень важно для выбора подходящего алюминиевого сплава. ↩
Узнайте, как закалка влияет на обработку и как преодолеть ее трудности. ↩
Узнайте, как угол спирали влияет на образование стружки и повышает производительность обработки. ↩
Узнайте, как оптимизировать эффективность обработки путем настройки параметров скорости съема материала. ↩
Понимание процесса образования стружки для повышения эффективности обработки и улучшения качества деталей. ↩
Узнайте о скорости резания, чтобы оптимизировать срок службы инструмента и повысить эффективность обработки. ↩
Узнайте, как угол ракеля влияет на образование стружки и силы резания для улучшения качества обработки поверхности. ↩
Понимание теплочувствительности алюминия для разработки эффективных стратегий охлаждения при обработке. ↩
Узнайте о влиянии остаточных напряжений на процесс обработки и о том, как уменьшить деформацию. ↩
Узнайте о метрологии, чтобы повысить точность измерений и улучшить контроль качества производства. ↩






