

Я часто вижу, как инженеры борются с чертежами, в которых отсутствуют надлежащие спецификации посадки. Эта путаница приводит к дорогостоящим производственным ошибкам и неправильной сборке деталей. Я был свидетелем того, как проекты проваливались только потому, что кто-то неправильно понимал требования к посадке перехода.
Переходная посадка возникает, когда разница между отверстием и валом создает либо небольшой зазор, либо помеху. Этот тип посадки обычно используется в тех случаях, когда детали необходимо собирать вручную, сохраняя при этом точность позиционирования.
Позвольте мне рассказать кое-что интересное о переходных соединениях, которые многие упускают из виду. Хотя на первый взгляд эти посадки могут показаться простыми, на самом деле они дают уникальные преимущества при сборке. Небольшое вмешательство или зазор, который они обеспечивают, может сделать разницу между бесперебойно работающей машиной и той, которая преждевременно выйдет из строя. Я объясню, почему это важно для вашего следующего проекта.
Когда вы используете переходный крой?
Приходилось ли вам сталкиваться с деталями, которые не скользят друг по другу плавно и не обеспечивают надежной фиксации? Разочарование от слишком свободных или слишком тугих компонентов может привести к кошмарам сборки, проблемам с производительностью и дорогостоящим переделкам. Это распространенная проблема, которая может привести к успеху вашего проекта.
Переходная посадка идеальна, если вам нужны детали, которые можно собрать вручную с небольшим усилием, сохраняя при этом разумную точность позиционирования. Этот тип посадки обеспечивает небольшой интервал между зазорами, что делает его идеальным для деталей, требующих периодического демонтажа или временного позиционирования.

Понимание основ переходного периода
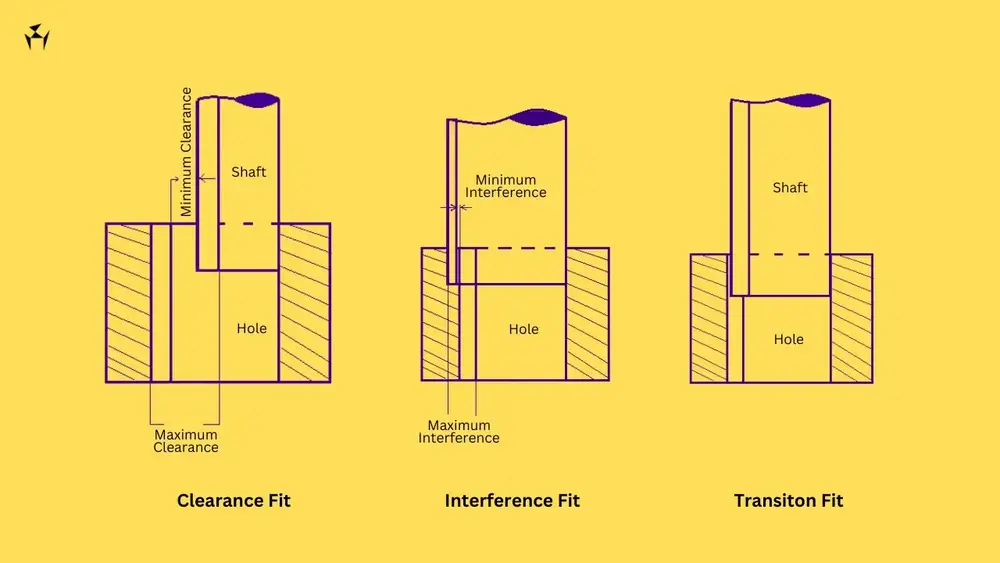
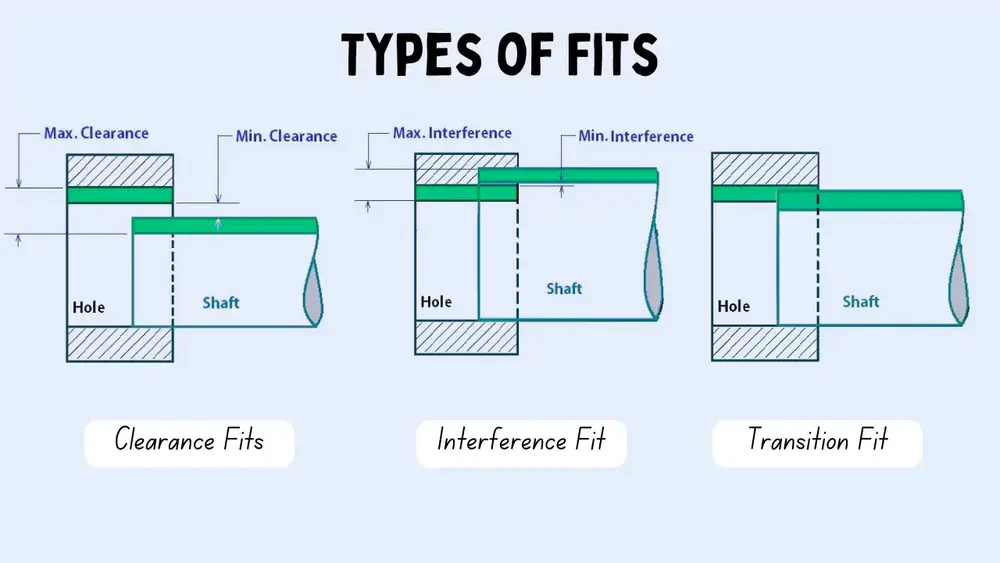
Переходные посадки занимают промежуточное положение между посадками с зазором и с интерференцией. Они создают уникальное соединение, где фактическая посадка может варьироваться от небольшого вмешательства до минимального зазора. Сайт зона допуска между валом и отверстием1 играет решающую роль в определении конечных характеристик сборки.
Основные характеристики переходного периода
- Минимальный или нулевой зазор
- Требуется небольшое усилие при сборке
- Подходит для ручной сборки
- Поддерживает разумную точность
- Позволяет периодически производить демонтаж
Общие области применения переходных фитингов
Производство и сборка
В прецизионном производстве переходные посадки широко используются для:
- Размещение втулок в корпусах
- Монтаж подшипников на валы
- Сборка компонентов зубчатых колес
- Фиксирующие штифты и дюбели
- Элементы временного крепления
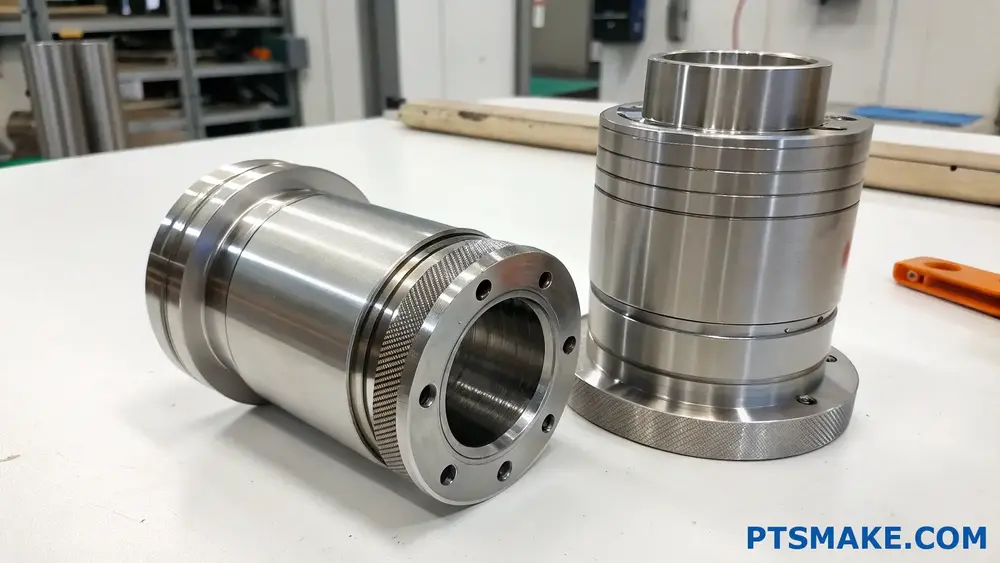
В компании PTSMAKE мы часто используем переходные посадки в наших проектах по обработке на станках с ЧПУ, особенно когда клиентам требуются компоненты, в которых легкость сборки сочетается с точностью позиционирования.
Отраслевые приложения
Разные отрасли используют переходные фитинги для различных целей:
| Промышленность | Примеры применения | Ключевые преимущества |
|---|---|---|
| Автомобили | Опорные подшипники, ступицы колес | Простота обслуживания, постоянное выравнивание |
| Аэрокосмическая промышленность | Направляющие втулки, монтажные кронштейны | Точное позиционирование, устойчивость к вибрациям |
| Медицина | Корпуса приборов, каркасы приборов | Совместимость со стерилизацией, надежная сборка |
| Электроника | Радиаторы, крепления компонентов | Тепловое расширение, пригодность к эксплуатации |
Критерии отбора переходных фитингов
Функциональные требования
При выборе переходного варианта учитывайте:
- Частота сборки
- Требуемая точность позиционирования
- Условия эксплуатации
- Потребности в техническом обслуживании
- Соображения, связанные с затратами
Экологические факторы
Различные условия окружающей среды влияют на характеристики переходной посадки:
- Температурные колебания
- Уровни влажности
- Вибрационное воздействие
- Химическое воздействие
- Рабочие давления
Конструктивные соображения
Анализ толерантности
Правильный анализ допусков обеспечивает успешную реализацию переходного периода:
- Рассчитайте максимальное состояние материала
- Оцените минимальное состояние материала
- Учитывайте допуски на штабелирование
- Учет теплового расширения
- Учет производственных возможностей
Выбор материала
Свойства материала существенно влияют на поведение переходной посадки:
- Коэффициенты теплового расширения
- Твердость поверхности
- Износостойкость
- Устойчивость к коррозии
- Экономическая эффективность
Рекомендации по производству
Методы производства
Для достижения надежных переходных фитингов:
- Строгий контроль размеров
- Используйте соответствующую отделку поверхности
- Рассмотрите требования к постобработке
- Внедрение надлежащих методов проверки
- Документирование процедур сборки
Меры контроля качества
Основные методы контроля качества включают:
- Регулярная калибровка измерительного оборудования
- Статистическое управление процессами
- Проверка первой статьи
- Мониторинг состояния окружающей среды
- Документирование результатов
Обслуживание и работоспособность
Процедуры сборки
Лучшие практики сборки:
- Тщательно очистите сопрягаемые поверхности
- Используйте соответствующие инструменты для сборки
- Прикладывайте равномерное давление
- Контролируйте усилие при сборке
- Процесс сборки документов
Соображения по разборке
Важные факторы для успешной разборки:
- Используйте надлежащие инструменты для извлечения
- Равномерное распределение силы
- Контроль состояния компонентов
- План замены деталей
- Документирование истории обслуживания
Последствия затрат
Производственные затраты
Факторы, влияющие на себестоимость продукции:
- Более жесткие требования к допускам
- Характеристики поверхности
- Выбор материала
- Объем производства
- Меры по контролю качества
Соображения по поводу жизненного цикла
Долгосрочные факторы стоимости включают:
- Требования к техническому обслуживанию
- Частота замены компонентов
- Работа по сборке/разборке
- Последствия простоя
- Потребности в инструментах и оборудовании
Какова основная причина использования переходной посадки?
Приходилось ли вам сталкиваться с проблемами сборки компонентов, которые либо слишком слабо, либо слишком плотно прилегают друг к другу? Разочарование от того, что детали не выравниваются должным образом, может превратить простую задачу сборки в кошмар, отнимающий много времени, приводящий к задержкам производства и увеличению затрат.
Основная причина использования переходной посадки - достижение точного баланса между посадками с зазором и интерференционными посадками. Она обеспечивает контролируемое перемещение между сопрягаемыми деталями при сохранении точного позиционирования, что делает ее идеальной для компонентов, требующих периодической сборки и разборки.

Понимание механики переходных фасонов
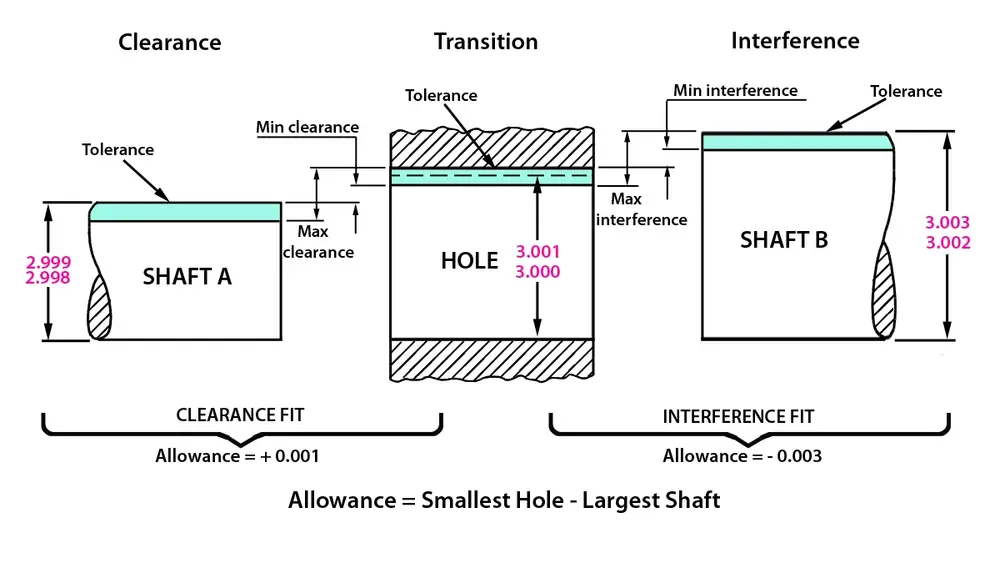
Переходные посадки занимают уникальное место в инженерном проектировании, располагаясь между зазорами и интерференционными посадками. Они характеризуются тем, что перекрытие допусков размеров2Это означает, что максимальный размер вала может быть немного больше, чем минимальный размер отверстия, или наоборот.
Основные характеристики переходного периода
Успех переходного периода зависит от нескольких важнейших факторов:
Качество отделки поверхности
- Более гладкие поверхности уменьшают трение
- Предотвращает износ при сборке
- Повышает долговечность компонентов
Свойства материала
- Коэффициенты теплового расширения
- Совместимость по твердости
- Износостойкость
Требования к сборке
- Частота демонтажа
- Условия нагрузки
- Операционная среда
Общие применения в производстве
В компании PTSMAKE мы часто работаем с переходными фитингами в различных областях применения:
Автомобильные компоненты
Переходные посадки необходимы в автомобильном производстве для:
- Подшипниковые крепления
- Шестерни в сборе
- Муфты валов
- Колесные ступицы
Точное оборудование
В прецизионном оборудовании эти приспособления обеспечивают:
- Правильное выравнивание вращающихся компонентов
- Управляемое движение в механизмах скольжения
- Точное позиционирование направляющих втулок
Критерии отбора переходных фитингов
При выборе переходного варианта учитывайте эти факторы:
| Фактор | Рассмотрение | Воздействие |
|---|---|---|
| Рабочая температура | Диапазон теплового расширения | Влияет на плотность прилегания |
| Тип нагрузки | Статика против динамики | Определяет необходимые помехи |
| Метод сборки | Ручной и машинный | Влияет на выбор толерантности |
| Условия окружающей среды | Воздействие влаги, пыли | Влияет на требования к уплотнениям |
Соображения по проектированию и лучшие практики
Чтобы оптимизировать переходные посадки:
Анализ толерантности
- Рассчитать допуски на штабелирование
- Учитывайте производственные возможности
- Учет колебаний материала
Рекомендации по выбору материала
Выбирайте материалы в зависимости от:
- Характеристики износа
- Тепловые свойства
- Соображения, связанные с затратами
- Экологические факторы
Производственные проблемы и решения
При работе с переходными формами часто возникает несколько проблем:
Требования к точности
Соблюдение жестких допусков требует:
- Передовые измерительные системы
- Среды с регулируемой температурой
- Квалифицированные операторы
Меры контроля качества
Внедрите комплексные процедуры проверки:
- Регулярные проверки калибровки
- Статистическое управление процессами
- Документирование критических измерений
Последствия для затрат и экономические соображения
Понимание финансовых аспектов переходного периода имеет решающее значение:
Производственные затраты
- Требования к точности обработки
- Специальная оснастка
- Расходы на контроль качества
Долгосрочные выгоды
- Снижение затрат на техническое обслуживание
- Повышение эффективности сборки
- Увеличенный срок службы компонентов
Стратегии оптимизации
Чтобы максимально повысить эффективность переходных финтов:
Этап проектирования
- Использование анализа FEA для распределения напряжений
- Моделирование условий сборки
- Удостоверение стеков допусков
Фаза производства
- Соблюдайте правильную последовательность обработки
- Контролируйте условия окружающей среды
- Поддерживайте строгий контроль качества
Будущие тенденции и инновации
Область переходных приспособлений продолжает развиваться:
Передовые производственные технологии
- Приложения для 3D-печати
- Интеграция интеллектуального производства
- Автоматизированные системы контроля
События в мире материалов
- Новые составы сплавов
- Инновации в области обработки поверхности
- Применение "умных" материалов
Отраслевые стандарты и спецификации
Следование международным стандартам обеспечивает последовательность:
Стандарты ISO
- ISO 286 для пределов и посадок
- Выбор класса допуска
- Требования к чистоте поверхности
Региональные различия
- Стандарты ANSI/ASME
- Спецификации DIN
- Требования JIS
Насколько плотно сидит переходный период?
Приходилось ли вам бороться с деталями, которые не совсем подходят друг к другу, несмотря на точные измерения? Или сталкивались с досадной дилеммой, когда детали либо слишком свободны, либо слишком туги? Такие проблемы с подгонкой могут превратить простую сборку в производственный кошмар.
Переходная посадка возникает, когда разница между размерами вала и отверстия создает либо небольшой зазор, либо интерференцию, обычно в пределах от +0,0002 до -0,0004 дюйма. Этот тип посадки обеспечивает уникальный баланс между посадками с зазором и с интерференцией.

Понимание основ переходного фитнеса
Переходные посадки занимают важное промежуточное положение в машиностроении. Они сочетают в себе характеристики как зазорных, так и интерференционных посадок, что делает их идеальными для компонентов, требующих точного позиционирования, но при этом допускающих возможность периодического демонтажа. Уникальность переходных посадок заключается в том, что они статистическое распределение допусков3, который определяет фактическое состояние посадки.
Основные характеристики переходного периода
- Изменение размеров
- Требования к сборке
- Гибкость применения
- Производственные соображения
Общие приложения
Переходные фитинги находят широкое применение в различных промышленных областях, где требуется точное позиционирование:
- Установка подшипников в корпусах
- Установка шестерен на валы
- Шкив и маховик в сборе
- Компоненты прецизионного оборудования
Измерение и вычисление переходных фиттингов
Точность подгонки переходов зависит от точности измерений и расчетов. Вот подробная информация о стандартных допусках:
| Фит-класс | Допуск на вал | Допуск на отверстия | Типовое применение |
|---|---|---|---|
| FN1 | от -0,0002 до +0,0002 | От 0 до +0.0004 | Сборки для легких условий эксплуатации |
| FN2 | от -0,0003 до +0,0001 | От 0 до +0.0004 | Сборки для средних условий эксплуатации |
| FN3 | от -0,0004 до 0 | От 0 до +0.0004 | Сверхмощные узлы |
Факторы, влияющие на качество адаптации при переходе
Свойства материала
Выбор материалов существенно влияет на успех переходной посадки. Различные материалы имеют разные скорости теплового расширения и характеристики поверхности. В компании PTSMAKE мы тщательно учитываем свойства материалов, когда рекомендуем нашим клиентам конкретные допуски на переходную посадку.
Температурные эффекты
Перепады температуры могут существенно повлиять на размеры посадки:
- Тепловое расширение во время эксплуатации
- Учет температуры при сборке
- Скорость расширения в зависимости от материала
Требования к чистоте поверхности
Обработка поверхности играет решающую роль в достижении оптимального перехода:
- Параметры шероховатости
- Учет волнистости
- Эффекты обработки поверхности
Конструктивные соображения для переходных фитингов
Анализ стеков допусков
При проектировании узлов с переходной посадкой следует учитывать:
- Допуски компонентов
- Последовательность сборки
- Совокупный эффект от нескольких подгонок
Выбор производственного процесса
Процесс производства существенно влияет на качество посадки:
- Требования к точности обработки
- Соображения, связанные с затратами
- Последствия для объема производства
Меры контроля качества
Очень важно обеспечить надлежащий контроль качества:
- Методы измерения
- Процедуры проверки
- Требования к документации
Лучшие практики для внедрения
Подготовка к сборке
Правильная подготовка гарантирует успешную сборку:
- Чистые и очищенные от мусора поверхности
- Соответствующие смазочные материалы при необходимости
- Правильный выбор инструмента
Техника сборки
Соблюдение правильных процедур сборки имеет решающее значение:
- Соображения по выравниванию
- Методы применения силы
- Управление температурой
Соображения по обслуживанию
Долговечность работы зависит от правильного ухода:
- Регулярные графики проверок
- Требования к смазке
- Контроль износа
Поиск и устранение неисправностей
Проблемы с подгонкой
Общие проблемы и решения включают:
- Чрезмерные помехи
- Недостаточный захват
- Неравномерная сборка
Стратегии профилактики
Профилактические меры для обеспечения успешного прилегания:
- Валидация конструкции
- Управление процессом
- Проверка выбора материала
По моему опыту работы в компании PTSMAKE, для успешной подгонки переходников требуется тщательное внимание к деталям на протяжении всего процесса проектирования и производства. Мы разработали комплексные процедуры контроля качества, чтобы гарантировать, что наши обработанные компоненты соответствуют точным спецификациям для переходных соединений. Такое внимание к деталям помогло нам сохранить позицию надежного партнера в области точного производства в различных отраслях промышленности.
В чем разница между свободным и плотным облеганием?
Приходилось ли вам собирать детали, но обнаруживать, что они либо не подходят друг к другу, либо шатаются? Это частое разочарование может привести к задержке проекта, напрасно потраченным материалам и ухудшению качества продукции. Эта проблема заставляет многих дизайнеров и инженеров ломать голову.
Свободная посадка и плотная посадка представляют собой два различных типа посадки в машиностроении. Свободная посадка обеспечивает значительный зазор между сопрягаемыми деталями для облегчения сборки, а плотная посадка обеспечивает минимальный зазор для точного выравнивания и уменьшения перемещения между компонентами.
Понимание основ фитнеса
Характеристики свободного облегания
Свободные посадки предназначены для обеспечения значительного зазора между сопрягаемыми деталями. При использовании свободных посадок детали можно легко собирать и разбирать вручную без специальных инструментов. Такие посадки особенно полезны в ситуациях, когда требуется быстрое обслуживание или частая замена деталей.
Сайт помехи при зазоре4 Свободный крой обычно варьируется от свободного до очень свободного, что делает их идеальными для деталей, которые:
- Нуждается в регулярном обслуживании
- Требуют быстрой сборки
- Должны свободно перемещаться относительно друг друга
- Работа в высокотемпературных средах, где тепловое расширение является проблемой
Характеристики плотного прилегания
Близкие посадки отличаются минимальным зазором между сопрягаемыми деталями, что обеспечивает более точную сборку. Для сборки таких посадок часто требуется легкое давление или осторожное постукивание, но при этом их можно разобрать, не повредив компоненты. Близкие посадки необходимы, когда:
- Требуется точное позиционирование
- Компоненты должны быть выровнены
- Допускается минимальное перемещение между деталями
- Несущая способность имеет большое значение
Практическое применение
Приложения для свободного облегания
| Приложение | Назначение | Преимущества |
|---|---|---|
| Подшипники валов | Разрешить вращение | Снижение трения |
| Направляющие штифты | Обеспечивают быстрый монтаж | Простое обслуживание |
| Защитные чехлы | Облегчить доступ | Простое удаление |
| Кабельные кожухи | Движение по разрешению | Гибкая маршрутизация |
Близкое прилегание
| Приложение | Назначение | Преимущества |
|---|---|---|
| Прецизионные шестерни | Поддерживать сетку | Плавная работа |
| Выравнивающие штифты | Обеспечьте точность | Стабильная сборка |
| Корпуса двигателей | Контроль концентричности | Снижение вибрации |
| Держатели для инструментов | Надежная оснастка | Точная обработка |
Соображения по допуску
Допуски на свободную посадку
В компании PTSMAKE мы часто работаем с допусками свободной посадки в наших проектах по обработке на станках с ЧПУ и литью под давлением. Свободные посадки обычно имеют большие допуски, как правило, в диапазоне:
- Отверстия: +0,2 мм - +0,5 мм
- Валы: от -0,2 мм до -0,5 мм
Такие большие допуски делают производство более экономичным и обеспечивают простоту сборки в производственных условиях.
Допуски на плотное прилегание
Для плотного прилегания требуются более жесткие допуски, что требует более точных производственных процессов. Общие диапазоны допусков включают:
- Отверстия: от +0,01 мм до +0,03 мм
- Валы: от -0,01 мм до -0,03 мм
Производственные соображения
Влияние выбора материала
Выбор материалов существенно влияет на характеристики посадки:
- Металлические детали обычно сохраняют свои размеры лучше, чем пластиковые.
- Скорость теплового расширения влияет на посадку в диапазоне температур
- Твердость материала влияет на характеристики износа
- Требования к качеству поверхности зависят от типа посадки
Методы производства
Различные методы производства влияют на точность подгонки:
Обработка с ЧПУ
- Обеспечивает высочайшую точность для плотного прилегания
- Возможность постоянного соблюдения жестких допусков
- Подходит как для металлических, так и для пластиковых деталей
- Позволяет создавать сложные геометрические фигуры
Литье под давлением
- Требуется тщательный учет усадки
- Правильное расположение ворот обеспечивает стабильность размеров
- Для точной подгонки могут потребоваться дополнительные операции
- Экономичность при крупносерийном производстве
Руководство по проектированию
Бесплатные советы по созданию облегающего дизайна
При проектировании свободной посадки:
- Учитывайте направление сборки и доступность
- Учет теплового расширения
- Предусмотрите достаточное пространство для смазки
- При необходимости включайте функции выравнивания
Советы по проектированию тесной посадки
Для плотного прилегания не забудьте:
- Укажите требования к отделке поверхности
- Рассмотрим методы сборки
- Четко определите точки привязки
- Учет допусков на штабелирование
Контроль качества
Методы проверки
Надлежащий контроль гарантирует соответствие требованиям к посадке:
- Используйте точные измерительные приборы
- Внедрите датчики "идет/не идет
- Выполняйте регулярные проверки калибровки
- Документирование результатов проверки
Общие проблемы и решения
Перекос
- Используйте надлежащее крепление во время производства
- Применяйте адекватные меры контроля качества
- Поддерживать калибровку оборудования
Укладка допусков
- Учитывайте суммарные допуски в сборках
- Используйте геометрические размеры и допуски (GD&T)
- Внедрение статистического контроля процессов
В каких сценариях обычно применяется переходное приспособление?
Вы когда-нибудь сталкивались с проблемой выбора правильной посадки для своих механических узлов? Разочарование от слишком свободных или слишком тугих деталей может привести к дорогостоящим задержкам производства и проблемам с качеством. Это распространенная проблема, которая может как испортить, так и разрушить ваш производственный проект.
Переходная посадка обычно применяется в ситуациях, когда детали требуют как временного перемещения, так и надежного позиционирования. Этот тип посадки допускает начальное скольжение или вращение при сборке, но при этом обеспечивает интерференцию в конечном положении, что делает его идеальным для деталей, требующих точного выравнивания и контролируемого перемещения.
Понимание основ переходных фитингов
Переходные посадки представляют собой уникальную категорию в машиностроении, где зоны допусков вала и отверстия перекрываются. Это создает ситуацию, когда посадка может быть либо зазорной, либо интерференционной, в зависимости от фактических размеров в диапазоне допусков. Сайт радиальные помехи5 варьируется в зависимости от конкретных размеров и точности изготовления.
Основные характеристики переходного периода
- Переменный характер: Может действовать как зазор или интерференционная посадка
- Контролируемая сборка: Требуется тщательное выравнивание и умеренное усилие
- Реверсивное соединение: Позволяет демонтировать при необходимости
- Чувствительность к температуре: Производительность может меняться при изменении температуры
Общие применения в производстве
Сборочные операции
Переходные приспособления особенно ценны в производственных сценариях, где:
- Компоненты требуют первоначальной гибкости при выравнивании
- Окончательное положение требует стабильности
- Необходим регулярный доступ для технического обслуживания
- Температурные колебания влияют на размеры компонентов
Использование в конкретной отрасли
| Промышленность | Пример применения | Преимущества |
|---|---|---|
| Автомобили | Шестерни в сборе | Точное выравнивание с контролируемым движением |
| Аэрокосмическая промышленность | Установка подшипников | Фитинг с температурной компенсацией |
| Электроника | Монтаж радиатора | Размещение теплового расширения |
| Медицинские приборы | Компоненты прецизионных приборов | Контролируемое усилие при сборке |
Критерии отбора переходных фитингов
Технические соображения
В компании PTSMAKE мы учитываем несколько факторов, когда рекомендуем переходные фиты:
Диапазон рабочих температур
- Условия окружающей среды
- Коэффициенты теплового расширения материалов
- Влияние температурных циклов
Требования к нагрузке
- Статические силы
- Динамические нагрузки
- Потребности в амортизации
Методы сборки
- Возможность ручной сборки
- Требования к автоматизированной сборке
- Специальная оснастка
Совместимость материалов
Различные комбинации материалов требуют особого подхода к переходу:
Металл по металлу
- Соответствие теплового расширения
- Требования к чистоте поверхности
- Предотвращение коррозии
Металл-пластик
- Поведение при ползучести
- Экологическая стабильность
- Распределение напряжений
Руководство по дизайну и лучшие практики
Выбор допусков
Правильный выбор допусков имеет решающее значение для успешного перехода:
Основные требования к размерам
- Размеры компонентов
- Производственные возможности
- Методы проверки
Требования к чистоте поверхности
- Характеристики шероховатости
- Потребности в лечении
- Соображения по поводу покрытий
Выбор производственного процесса
Выбор производственного процесса существенно влияет на успешность перехода:
| Процесс | Преимущества | Ограничения |
|---|---|---|
| Обработка с ЧПУ | Высокая точность | Более высокая стоимость для сложных геометрических форм |
| Литье под давлением | Экономичность при больших объемах | Учет износа инструмента |
| 3D-печать | Гибкость прототипа | Ограниченный выбор материалов |
Контроль качества и верификация
Методы измерения
Контроль размеров
- Координатно-измерительные машины
- Цифровые микрометры
- Манометры для измерения отверстий
Испытания при сборке
- Проверка пригодности
- Оценка движения
- Нагрузочное тестирование
Проверка работоспособности
Функциональное тестирование
- Сопротивление движению
- Устойчивость положения
- Термоциклирование
Долгосрочный мониторинг
- Модели износа
- Требования к техническому обслуживанию
- Снижение производительности
Поиск и устранение неисправностей
Проблемы со сборкой
Сложность установки
- Неправильное выравнивание
- Чрезмерные помехи
- Проблемы с чистотой поверхности
Свободные формы
- Штабель толерантности
- Деформация материала
- Температурные эффекты
Профилактические меры
Этап проектирования
- Тщательный анализ допусков
- Обзор выбора материалов
- Планирование процесса сборки
Фаза производства
- Внедрение управления технологическими процессами
- Протоколы проверки качества
- Экологический контроль
Благодаря своему опыту работы в компании PTSMAKE я убедился, что для успешного применения переходной арматуры требуется сбалансированный подход к проектированию, производству и контролю качества. Понимание этих элементов помогает обеспечить надежную сборку компонентов и долгосрочную работу.
Как соотносятся тесная посадка и свободная посадка?
Приходилось ли вам ломать голову над тем, как правильно соединить детали? Разочарование от того, что детали либо слишком свободны, либо слишком плотно прилегают друг к другу, может свести с ума. Независимо от того, имеете ли вы дело с валами, подшипниками или другими сопрягаемыми деталями, неправильная подгонка может привести к дорогостоящим поломкам и задержкам в производстве.
Плотная посадка и свободная посадка - это два различных вида посадки в машиностроении. Плотная посадка обеспечивает минимальный зазор между сопрягаемыми деталями для точного выравнивания, в то время как свободная посадка обеспечивает больший зазор для легкой сборки и относительного перемещения. Выбор между ними зависит от ваших конкретных требований к применению.
Понимание основных концепций
Характеристики плотного прилегания
Плотная посадка, также известная как переходная, создает плотное соединение между сопрягаемыми деталями. Такой тип посадки обеспечивает точное позиционирование и выравнивание, позволяя производить сборку без чрезмерных усилий. По моему опыту работы в PTSMAKE, плотная посадка имеет решающее значение для приложений, требующих высокой точности и минимального перемещения между компонентами.
Характеристики свободного облегания
Свободная посадка обеспечивает значительный зазор между сопрягаемыми деталями, что позволяет легко производить сборку и разборку. Этот тип фитинга допускает относительное перемещение между компонентами и идеально подходит для тех случаев, когда детали нуждаются в частом обслуживании или замене. Сайт надбавка за просвет6 между деталями может варьироваться от умеренного до значительного в зависимости от конкретных требований.
Основные различия между плотным и свободным облеганием
| Аспект | Плотное прилегание | Свободное облегание |
|---|---|---|
| Очистка | Минимум | Существенный |
| Усилия по сборке | Умеренный | Легко |
| Движение | Ограниченный | Бесплатно |
| Приложения | Прецизионное оборудование | Оборудование общего назначения |
| Техническое обслуживание | Реже | Регулярный доступ |
Приложения и примеры использования
Близкое прилегание
- Прецизионная установка подшипников
- Соединения вал-втулка в высокоскоростных машинах
- Установка шестерен на валы
- Компоненты, критичные к выравниванию
- Высокоточные измерительные приборы
Приложения для свободного облегания
- Быстросменные системы оснастки
- Детали машин, требующие технического обслуживания
- Среды с переменной температурой
- Компоненты сборочной линии
- Съемные щитки и крышки
Важнейшие соображения при выборе
Требования к производительности
Выбор между плотным и свободным прилеганием существенно влияет на производительность системы. Близкое прилегание обычно обеспечивает:
- Лучшая концентричность
- Снижение вибрации
- Повышенная точность
- Лучшее распределение нагрузки
Свободные припадки обеспечивают:
- Облегченный доступ для обслуживания
- Лучшее рассеивание тепла
- Упрощенная сборка
- Снижение производственных затрат
Экологические факторы
Перепады температуры, влажность и условия эксплуатации влияют на выбор фасона:
- Тесное прилегание может стать проблематичным при различных температурах
- Свободная посадка лучше учитывает тепловое расширение
- В пыльной среде может потребоваться более плотное прилегание
- Требования к смазке для разных типов посадки различны
Последствия для производства
Производственные допуски
Требования к производственным допускам существенно различаются:
- Тесная посадка требует более жестких допусков
- Свободная посадка позволяет расширить диапазон допусков
- Производственные затраты увеличиваются при ужесточении допусков
- Требования к контролю качества различны
В PTSMAKE мы поддерживаем строгие системы контроля допусков, чтобы обеспечить стабильное качество посадки всех производимых компонентов. Наши передовые обрабатывающие центры с ЧПУ достигают допусков ±0,01 мм для критически важных узлов.
Материальные соображения
Свойства материала влияют на выбор фасона:
- Коэффициенты теплового расширения
- Твердость материала
- Требования к чистоте поверхности
- Характеристики износа
Общие проблемы и решения
Вопросы сборки
Тесное прилегание часто создает проблемы при сборке:
- Риск заклинивания или заедания
- Необходимость в специальных инструментах для сборки
- Методы сборки с учетом температуры
- Требования к правильному выравниванию
Свободные фиты могут столкнуться с разными проблемами:
- Чрезмерное движение
- Шум во время работы
- Износ в результате движения
- Стабильность выравнивания
Соображения по обслуживанию
Разные типы посадки требуют разных подходов к уходу:
- Тесные соединения часто требуют менее частого обслуживания
- Свободная посадка облегчает замену компонентов
- Требования к смазке различны
- Характер износа значительно отличается
Последствия затрат
Производственные затраты
- Тесное прилегание требует более точной обработки
- Свободная посадка обеспечивает более экономичное производство
- Стоимость оснастки зависит от типа посадки
- Требования к проверке влияют на стоимость
Затраты на жизненный цикл
К долгосрочным соображениям относятся:
- Периодичность технического обслуживания
- Замена компонентов
- Время простоя на ремонт
- Общая надежность системы
Лучшие практики для внедрения
Этап проектирования
- Учитывайте условия эксплуатации
- Оцените требования к техническому обслуживанию
- Учет методов сборки
- Планирование тепловых эффектов
Контроль качества
- Применяйте соответствующие методы проверки
- Ведение подробной документации
- Установите четкие критерии приемки
- Контроль процессов сборки
Как лучше всего определить соответствие клиренсу?
Приходилось ли вам собирать механические детали и замечать зазор между ними? Может быть, вам приходилось бороться с компонентами, которые должны подходить друг другу, но не выравниваются идеально? Эта распространенная проблема может привести к серьезным сбоям в сборке и поломкам изделий, если ее не понять должным образом.
Посадка с зазором - это тип механической посадки, при которой внутренняя часть (вал) меньше внешней части (отверстия), создавая между ними зазор. Такая конструкция обеспечивает простоту сборки и относительное перемещение между компонентами, сохраняя при этом их функциональность.
Понимание основ подгонки под клиренс
Посадки с зазором являются основополагающими в машиностроении и производстве. В компании PTSMAKE мы регулярно работаем с различными зазорами для обеспечения оптимальной сборки компонентов. Основной принцип заключается в создании преднамеренного пространства между сопрягаемыми деталями, где диаметр отверстия больше диаметра вала.
Основные компоненты клиренса
- Номинальный размер: Основной теоретический размер детали
- Фактический размер: Измеренный размер после изготовления
- Диаметральный зазор7: Разница между диаметрами отверстия и вала
Типы зазоров
Для разных областей применения требуются разные уровни допуска. Вот исчерпывающая информация:
Подходит для бега
Такие посадки обеспечивают относительное движение между деталями, сохраняя при этом центровку. К распространенным областям применения относятся:
- Вращающиеся валы в подшипниках
- Раздвижные механизмы
- Системы линейного перемещения
Раздвижные фитинги
Предназначен для деталей, которые должны легко скользить или перемещаться:
- Направляющие для станков
- Автомобильные поршни
- Гидравлические цилиндры
Свободные формы
Используется там, где не требуется точное выравнивание:
- Монтажные приспособления
- Временное крепление
- Некритичные компоненты
Стандарты и допуски для подгонки зазоров
В следующей таблице приведены общие допуски посадки зазора в соответствии со стандартами ISO:
| Фит-класс | Описание | Типовые применения | Диапазон клиренса |
|---|---|---|---|
| H7/g6 | Близкий бег | Прецизионное оборудование | 0,005-0,020 мм |
| H8/f7 | Свободный бег | Оборудование общего назначения | 0,020-0,060 мм |
| H9/e8 | Свободный бег | Сельскохозяйственное оборудование | 0,060-0,160 мм |
Факторы, влияющие на выбор посадочного места для клиренса
При проектировании посадки с зазором необходимо учитывать несколько факторов:
Условия эксплуатации
- Температурные колебания
- Скорость работы
- Требования к смазке
- Экологические факторы
Свойства материала
- Коэффициенты теплового расширения
- Отделка поверхности
- Твердость материала
- Характеристики износа
Лучшие практики по внедрению фитингов для клиренса
В компании PTSMAKE мы разработали специальные рекомендации по оптимальному подбору клиренса:
- Рассмотрим процесс сборки
- Учет теплового расширения
- Оцените рабочие скорости
- Фактор в методах смазки
- Оценка потребностей в техническом обслуживании
Общие области применения в промышленности
В разных отраслях промышленности клиренс используется для различных целей:
Автомобильная промышленность
- Компоненты двигателя
- Системы передачи
- Детали подвески
Аэрокосмические приложения
- Механизмы шасси
- Навесные элементы поверхности управления
- Компоненты топливной системы
Производственное оборудование
- Шпиндели для станков
- Конвейерные системы
- Оборудование для сборочных линий
Устранение проблем с подгонкой зазоров
Общие проблемы и решения включают:
Чрезмерный клиренс
- Причины: Плохой контроль допуска, износ
- Решения: Более жесткие допуски, обновление материалов
Недостаточный клиренс
- Причины: Тепловое расширение, несоосность
- Решения: Правильный расчет допусков, улучшение конструкции
Конструктивные соображения для обеспечения оптимального зазора
При проектировании зазоров учитывайте:
- Условия нагрузки
- Требования к скорости
- Экологические факторы
- Методы сборки
- Доступ для технического обслуживания
Контроль качества и инспекция
Обеспечение надлежащего зазора требует подгонки:
Методы измерения
- Микрометры
- Манометры для измерения отверстий
- Машины КИМ
- Цифровые штангенциркули
Требования к документации
- Отчеты о проверках
- Характеристики допусков
- Сертификаты на материалы
- Инструкция по сборке
Будущие тенденции в области применения клиренса
Эта область продолжает развиваться:
- Передовые материалы
- Умное производство
- Автоматизированная проверка
- Технология цифрового двойника
- Оптимизация дизайна с помощью искусственного интеллекта
Благодаря нашему опыту работы в PTSMAKE мы убедились, что правильный выбор посадки зазора существенно влияет на производительность и надежность изделия. Понимание этих основ помогает инженерам и конструкторам принимать обоснованные решения для своих конкретных применений.
Когда использовать интерференционную подгонку?
Приходилось ли вам бороться с деталями, которые постоянно расшатываются, или с компонентами, которые не выравниваются? Разочарование, связанное с выходом из строя узлов из-за неправильного выбора посадки, может быть непомерным, особенно когда точность и надежность не подлежат обсуждению.
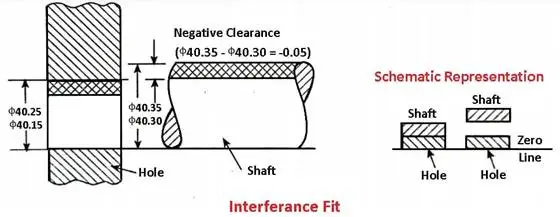
Интерференционную посадку следует использовать, когда требуется постоянное и прочное соединение деталей. Этот метод посадки создает надежное соединение, делая вал немного больше отверстия, что приводит к сжатию материала при сборке, идеально подходящее для применения в условиях высокого крутящего момента и больших нагрузок.
Понимание основ помехоустойчивости
Интерференционная посадка, также известная как прессовая или силовая посадка, представляет собой важнейший метод сборки в прецизионном производстве. Основной принцип заключается в создании соединения, при котором внешний диаметр вала немного больше внутреннего диаметра отверстия. Когда эти компоненты собираются, материал подвергается упругая деформация8Создавая прочную и надежную связь.
Основные характеристики помехоустойчивости
- Постоянное или полупостоянное соединение
- Высокая устойчивость к вращательным движениям
- Отличная способность передачи крутящего момента
- Не требуется дополнительных крепежных элементов
- Превосходная осевая грузоподъемность
Оптимальные приложения для устранения помех
Автомобильные компоненты
В автомобилестроении интерференционные посадки широко используются для:
- Подшипниковые узлы в ступицах колес
- Седла клапанов в головках блока цилиндров
- Втулки в компонентах подвески
- Установка шестерен на валы
- Гильзы цилиндров в блоках цилиндров
Промышленное оборудование
Помехозащищенность значительно повышает эффективность следующих приложений:
- Роторные узлы в электродвигателях
- Радиаторы подшипников в тяжелом оборудовании
- Установка шкивов и шестерен
- Муфты валов
- Держатели инструментов в обрабатывающих центрах
Факторы, влияющие на выбор помехоустойчивости
Свойства материала
| Свойства материала | Влияние на приспособленность |
|---|---|
| Модуль упругости | Влияет на поведение при деформации |
| Тепловое расширение | Влияет на процесс сборки |
| Шероховатость поверхности | Определяет необходимые помехи |
| Прочность материала | Устанавливает пределы допустимых напряжений |
Экологические соображения
- Диапазон рабочих температур
- Воздействие смазочных материалов или химикатов
- Уровни вибрации
- Частота цикличности нагрузки
- Влажность и риск коррозии
Расчет параметров интерференционной подгонки
Успех интерференционной подгонки зависит от точных расчетов. В компании PTSMAKE мы используем сложное программное обеспечение и измерительные инструменты для определения оптимальных значений интерференции на основе:
Размерные факторы
| Параметр | Учет расчетов |
|---|---|
| Номинальный размер | Размер основания для интерференции |
| Класс допуска | Выбор класса ИТ |
| Отделка поверхности | Влияние стоимости Ra |
| Ошибки формы | Цилиндричность и округлость |
Методы сборки и лучшие практики
Техника пресс-фитинга
Холодное прессование
- Наиболее распространенный метод
- Требуется точное управление силой
- Подходит для небольших компонентов
Тепловая арматура
- Использует разность температур
- Минимизирует напряжение при сборке
- Идеально подходит для крупных деталей
Меры контроля качества
Чтобы обеспечить успешное вмешательство, мы внедряем:
- Проверка размеров перед сборкой
- Контроль чистоты поверхности
- Контроль усилия при сборке
- Испытания после сборки
- Документирование параметров процесса
Общие проблемы и решения
Проблемы с установкой
Перекос при сборке
- Решение: Используйте надлежащие направляющие и приспособления
- Выполните процедуры точного выравнивания
Повреждение поверхности
- Решение: Применяйте соответствующие смазочные материалы
- Поддерживайте чистоту в помещении для сборки
Проблемы с производительностью
Разрушение суставов
- Решение: Проверьте расчеты помех
- Проверьте совместимость материалов
Чрезмерный стресс
- Решение: Оптимизируйте значения помех
- Рассмотрите возможности снятия стресса
Рекомендации по проектированию
В компании PTSMAKE наши инженеры придерживаются этих рекомендаций при разработке конструкций с интерференционной посадкой:
Соображения по выбору материала
- Соответствие свойств материала
- Учет тепловых эффектов
- Учитывайте коррозионную стойкость
Геометрические особенности
- Включая фаски для ввода
- Укажите требования к отделке поверхности
- Проектирование с учетом распределения напряжений
Положения о собрании
- При необходимости планируйте демонтаж
- Включите функции извлечения
- Учитывайте доступ для технического обслуживания
Последствия затрат
Понимание экономических аспектов помех помогает в принятии решений:
Факторы стоимости
| Элемент | Воздействие |
|---|---|
| Точность обработки | Более высокая стоимость при более жестких допусках |
| Отделка поверхности | Дополнительные расходы на обработку |
| Монтажное оборудование | Инвестиции в прессовое оборудование |
| Контроль качества | Расходы на инспекции и испытания |
Как выбор материала влияет на эффективность переходной посадки?
Приходилось ли вам собирать компоненты, которые на бумаге казались идеальными, а на деле не подходили? Многие инженеры сталкиваются с неприятными ситуациями, когда тщательно продуманные переходные соединения неожиданно не срабатывают, что приводит к дорогостоящим задержкам проекта и переделкам. Первопричина часто кроется в одном упущенном из виду факторе: выборе материала.
Выбор материала существенно влияет на характеристики переходной посадки благодаря его влиянию на тепловое расширение, износостойкость и характеристики поверхности. Правильный подбор материала обеспечивает оптимальный зазор, предотвращает преждевременный износ и сохраняет функциональность детали на протяжении всего ее жизненного цикла.

Понимание свойств материалов в переходных материалах
Учет теплового расширения
Сайт коэффициент теплового расширения9 играет решающую роль в стабильности переходной посадки. Различные материалы расширяются и сжимаются с разной скоростью при изменении температуры. В компании PTSMAKE мы тщательно учитываем температурные диапазоны при выборе материалов, чтобы обеспечить надежную посадку в любых условиях эксплуатации.
Вот сравнение распространенных комбинаций материалов и их характеристик теплового расширения:
| Материал Пара | Соответствие тепловому расширению | Рекомендуемое применение |
|---|---|---|
| Сталь/Сталь | Превосходно | Тяжелое оборудование, автомобилестроение |
| Алюминий/Сталь | Ярмарка | Легкие узлы |
| Латунь/сталь | Хорошо | Морское оборудование |
| Пластик/металл | Бедный | Некритичные компоненты |
Поверхностная отделка Воздействие
Качество обработки поверхности напрямую влияет на качество посадки переходника. Более гладкие поверхности обычно обеспечивают лучший контакт и более предсказуемое поведение посадки. Однако твердость материала влияет на нашу способность достигать и поддерживать желаемую чистоту поверхности.
Соотношения твердости материалов
Относительная твердость сопрягаемых деталей влияет на характер износа и долговременную стабильность посадки. Я рекомендую следовать этим рекомендациям:
| Тип компонента | Рекомендуемое соотношение твердости | Ожидаемый результат |
|---|---|---|
| Вал/втулка | 1,2:1 - 1,5:1 | Оптимальная износостойкость |
| Подшипник/корпус | 1,3:1 - 1,8:1 | Увеличенный срок службы |
| Штырь/отверстие | 1,1:1 - 1,4:1 | Постоянная производительность |
Факторы эффективности для конкретного материала
Металлические материалы
Сталь остается наиболее распространенным выбором для переходных фитингов благодаря своим свойствам:
- Предсказуемое тепловое поведение
- Отличная стабильность размеров
- Хорошая износостойкость
- Экономическая эффективность
Алюминиевые сплавы имеют преимущества:
- Снижение веса
- Устойчивость к коррозии
- Теплопроводность
- Гибкость производства
Варианты из неметаллических материалов
Современные инженерные пластики открывают уникальные возможности:
- Более низкие коэффициенты трения
- Химическая стойкость
- Снижение шума
- Гибкость конструкции
Однако они требуют особого внимания:
- Температурная чувствительность
- Поведение при ползучести
- Поглощение влаги
- Долгосрочная стабильность размеров
Экологические соображения
Температурные эффекты
Рабочая температура оказывает существенное влияние на качество посадки:
- Изменения размеров
- Изменения материальной собственности
- Модификации скорости износа
- Требования к смазке
Химическое воздействие
При выборе материала необходимо учитывать:
- Коррозионные среды
- Совместимость со смазочными материалами
- Химические чистящие средства
- Экологические загрязнители
Стратегии оптимизации дизайна
Оптимизация переходной посадки за счет выбора материала:
Учитывайте условия эксплуатации
- Диапазон температур
- Модели нагрузки
- Экологические факторы
- Требования к сроку службы
Оценить свойства материала
- Коэффициенты теплового расширения
- Характеристики износа
- Возможности обработки поверхности
- Соображения, связанные с затратами
Учет методов производства
- Возможности механической обработки
- Варианты обработки поверхности
- Требования к сборке
- Меры по контролю качества
Лучшие практики внедрения
В компании PTSMAKE мы разработали специальные рекомендации по выбору материалов для переходных фитингов:
Основные соображения
- Требования к применению
- Условия окружающей среды
- Ограничения по стоимости
- Потребности в техническом обслуживании
Проверка совместимости материалов
- Потенциал гальванической коррозии
- Соответствие теплового расширения
- Соотношения твердости
- Характеристики износа
Проверка производства
- Возможности обеспечения точности размеров
- Достижение качества поверхности
- Варианты термической обработки
- Методы контроля качества
Меры по обеспечению качества
Для обеспечения оптимальной посадки при переходе:
Сертификация материалов
- Проверка состава
- Проверка собственности
- Отслеживание партий
- Требования к документации
Контроль размеров
- Точные измерения
- Температурная компенсация
- Проверка допустимых отклонений
- Контроль чистоты поверхности
Валидация сборки
- Испытание на пригодность
- Моделирование окружающей среды
- Проверка работоспособности
- Требования к документации
Какие ошибки часто встречаются при проектировании переходных помещений?
Приходилось ли вам сталкиваться с разочарованием, когда компоненты просто не могут правильно подойти друг к другу? Это тот самый момент, когда тщательно продуманные детали либо слишком плотно прилегают друг к другу, либо оставляют нежелательные зазоры, превращая то, что должно быть гладкой сборкой, в дорогостоящую головную боль.
Переходные посадки требуют тщательного учета допусков, свойств материалов и факторов окружающей среды. К распространенным ошибкам относятся неправильные расчеты допусков, игнорирование теплового расширения, несоблюдение требований к чистоте поверхности и несоблюдение методов сборки.

Понимание основ проектирования переходной посадки
Переходные посадки занимают критическое пространство между зазорными и интерференционными посадками, что делает их особенно сложными для правильного проектирования. Эти посадки характеризуются тем, что зоны допустимого перекрытия10 что может привести к небольшому вмешательству или зазору в зависимости от фактических размеров.
Ключевые компоненты конструкции переходного фитнеса
- Выбор допусков
- Материальные соображения
- Требования к чистоте поверхности
- Методы сборки
Критические ошибки в дизайне, которых следует избегать
1. Неправильный расчет допусков
Одной из наиболее распространенных ошибок, которые я вижу при проектировании переходных посадок, является неправильный расчет допусков. Инженеры часто допускают такие специфические ошибки:
- Использование произвольных значений допусков без учета функциональных требований
- Невозможность учета суммарных допусков в узлах
- Без учета производственных возможностей
Вот практическое описание рекомендуемых диапазонов допусков для различных вариантов переходной посадки:
| Тип приложения | Рекомендуемый диапазон допусков | Типичный пример использования |
|---|---|---|
| Легкий режим | IT6 - IT7 | Компоненты приборов |
| Средняя нагрузка | IT7 - IT8 | Оборудование общего назначения |
| Сверхмощный | IT8 - IT9 | Промышленное оборудование |
2. Пренебрежение свойствами материала
Выбор материала существенно влияет на эффективность переходной посадки. К распространенным ошибкам относятся:
- Без учета различных коэффициентов теплового расширения
- Игнорирование различий в твердости материалов
- Игнорирование деформации материала под нагрузкой
3. Просчеты в отделке поверхности
В компании PTSMAKE мы заметили, что обработка поверхности играет решающую роль в успешном переходе на новую форму. К ключевым ошибкам относятся:
- Задание излишне тонкой отделки поверхности
- Не учитывается взаимосвязь между качеством поверхности и усилием сборки
- Игнорирование влияния обработки поверхности
4. Надзор за методами сборки
Правильная техника сборки имеет решающее значение для прилегания переходников. К распространенным ошибкам относятся:
- Отсутствие инструкции по сборке
- Не учитываются инструменты и оборудование для сборки
- Игнорирование необходимости использования специальных приспособлений или направляющих для выравнивания
Экологические соображения
Перепады температуры могут существенно повлиять на характеристики переходной посадки. Критические факторы включают:
- Диапазон рабочих температур
- Условия окружающей среды при монтаже
- Условия хранения
Последствия плохого проектирования переходного периода для затрат
Неправильная конструкция переходной посадки может привести к:
Увеличение затрат на производство
- Более высокий процент отказов
- Дополнительные операции обработки
- Более частая замена инструмента
Вопросы сборки
- Увеличенное время сборки
- Поврежденные компоненты
- Более высокие затраты на рабочую силу
Неудачи на полях
- Гарантийные претензии
- Проблемы с техническим обслуживанием
- Неудовлетворенность клиентов
Лучшие практики для успеха
Требования к документации
Правильная документация необходима для успешной реализации переходного периода:
- Подробные технические чертежи
- Инструкция по сборке
- Требования к контролю качества
- Процедуры проверки
Меры контроля качества
Внедрение надежных процедур контроля качества помогает обеспечить стабильность результатов:
Протокол измерений
- Правильный выбор калибра
- Контроль окружающей среды во время измерений
- Регулярные процедуры калибровки
Управление процессом
- Внедрение статистического управления процессами
- Регулярный мониторинг ключевых параметров
- Документирование вариаций
Отраслевые соображения
Различные отрасли промышленности предъявляют уникальные требования к переходным фитингам:
Аэрокосмические приложения
- Более строгие требования к допускам
- Особые материальные соображения
- Потребности во всесторонней документации
Автомобильная промышленность
- Вопросы крупносерийного производства
- Требования к оптимизации затрат
- Требования к долговечности
Производство медицинского оборудования
- Требования к сборке в чистых помещениях
- Соображения биосовместимости
- Потребности в соблюдении нормативных требований
Будущие тенденции в проектировании переходных фитингов
Область дизайна переходного фитнеса продолжает развиваться:
Передовые производственные технологии
- Возможности 3D-печати
- Улучшенные технологии обработки поверхности
- Улучшенные системы измерения
Цифровые инструменты
- Программное обеспечение для моделирования FEA
- Программы анализа допусков
- Внедрение цифрового двойника
Стратегии внедрения в реальном мире
Исходя из моего опыта работы в компании PTSMAKE, для успешного перехода на новую модель требуется:
Раннее планирование
- Совещания по рассмотрению проектов
- Испытание прототипов
- Оценка производственных возможностей
Общение
- Понятные технические характеристики
- Регулярная обратная связь с поставщиками
- Участие межфункциональной команды
Непрерывное совершенствование
- Регулярные обзоры процессов
- Обновление документации
- Командный тренинг
Нажмите, чтобы узнать больше об оптимальных зонах допусков для точной подгонки в производстве. ↩
Нажмите здесь, чтобы узнать больше о расчетах допусков и их практическом применении в производстве. ↩
Нажмите здесь, чтобы узнать больше о методах расчета допусков и их практическом применении. ↩
Нажмите, чтобы узнать больше о зазорах и интерференционных посадках в механической конструкции. ↩
Нажмите здесь, чтобы узнать больше о расчетах интерференции и методах выбора оптимальной посадки. ↩
Нажмите, чтобы узнать больше о расчетах зазоров и рекомендациях по выбору оптимальной посадки. ↩
Нажмите, чтобы узнать больше о расчете зазора для оптимальной механической посадки. ↩
Нажмите, чтобы узнать больше о методах расчета упругих деформаций и их практическом применении. ↩
Нажмите, чтобы узнать больше о критической роли теплового расширения в точном машиностроении и производстве. ↩
Нажмите, чтобы узнать больше о том, как перекрывающиеся допуски влияют на успешность сборки. ↩






