

Представьте себе сварочный процесс, который настолько точен, что может соединить тонкую проволоку с человеческим волосом, не повредив окружающие компоненты. Лазерная сварка делает именно это - и это меняет современное производство.
Лазерная сварка использует высокосфокусированный луч света для расплавления и соединения материалов с высокой точностью. В отличие от традиционных методов, она позволяет минимизировать тепловые искажения, работать со сложной геометрией и добиваться повторяющихся результатов, что делает ее идеальной для таких высокоточных отраслей, как аэрокосмическая промышленность и медицинское оборудование.
Как человек, который провел 15 с лишним лет в точное производство В компании PTSMAKE я видел, как лазерная сварка решает проблемы, с которыми не справляются другие методы. Давайте разберемся, как она работает, где она эффективна и когда альтернативные методы могут быть лучше.
Как работает лазерная сварка?
Что, если бы вы могли сваривать титановые глазные имплантаты без деформации металла? В этом и заключается магия лазерной сварки.
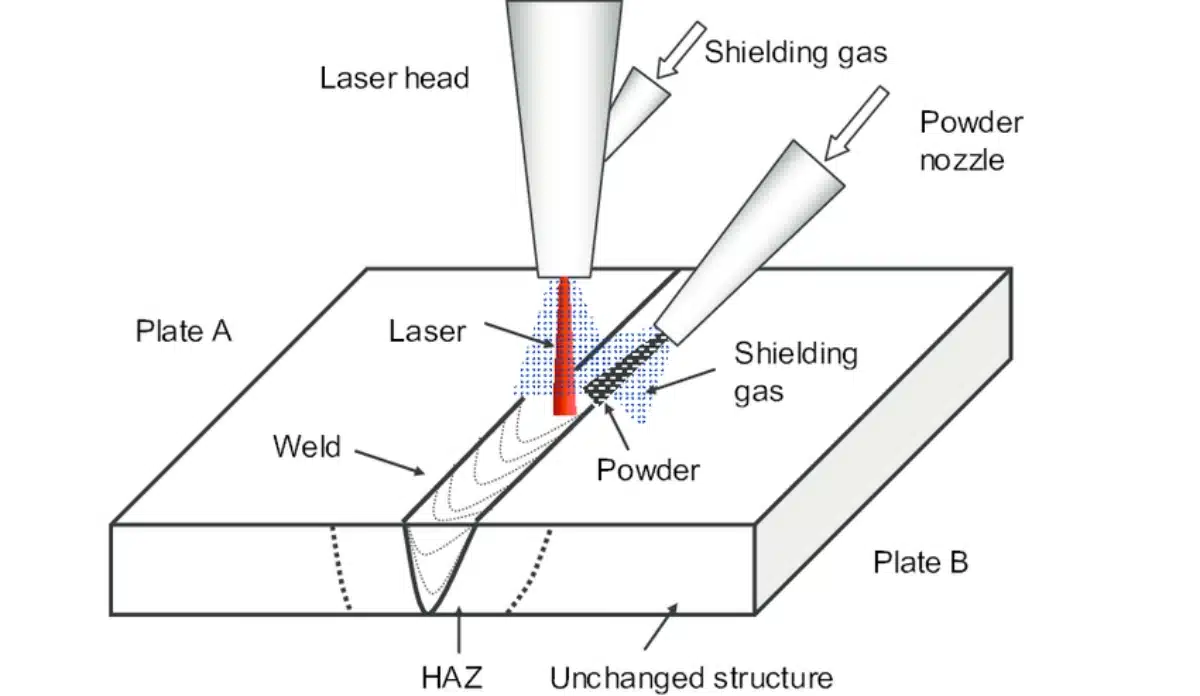
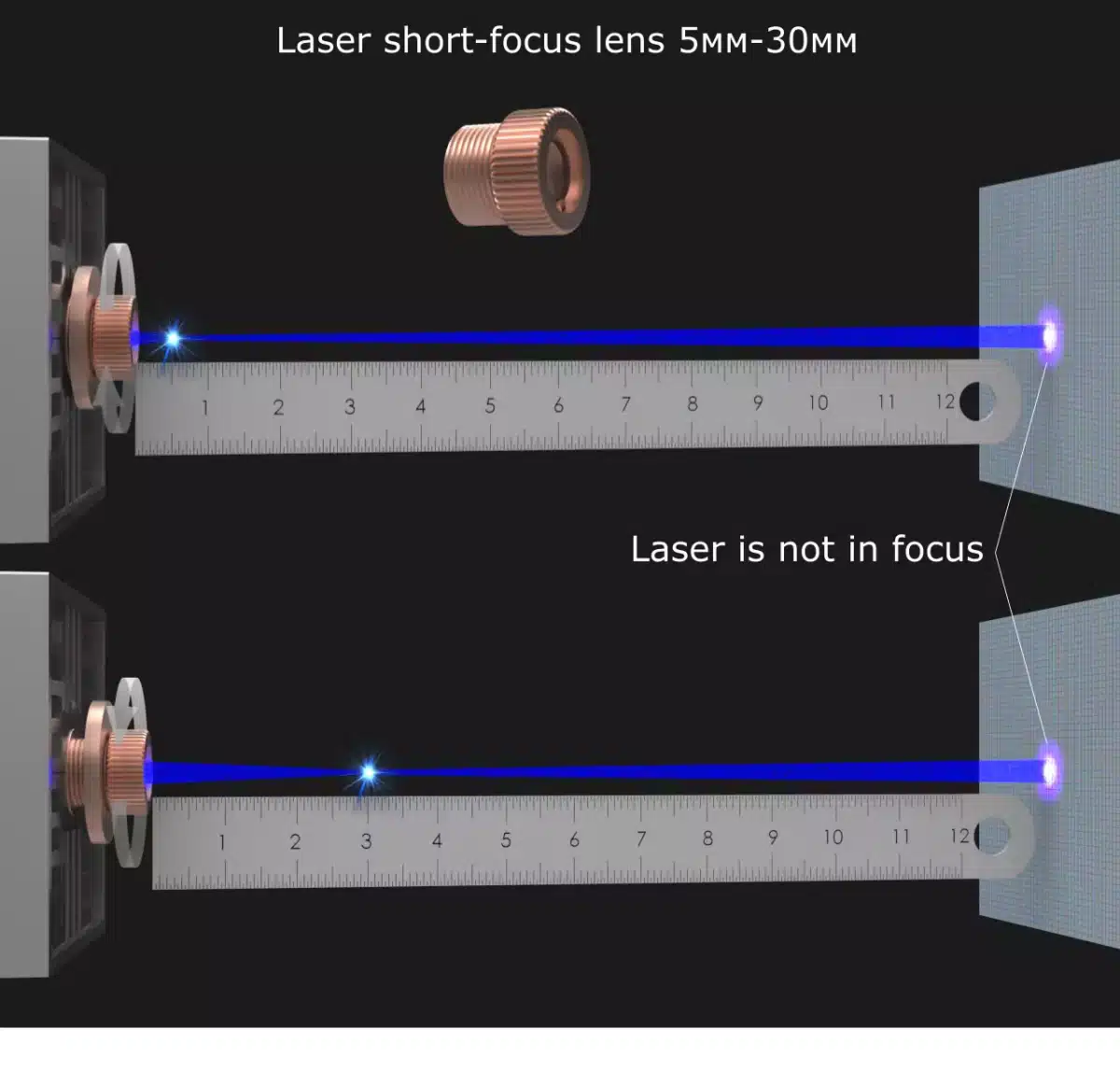
Лазерная сварка концентрирует световую энергию в пятно микронного уровня (диаметром 0,1-1 мм). Луч расплавляет поверхность материала, создавая глубокую, узкую сварочную ванну, которая быстро остывает, что приводит к минимальному тепловому напряжению по сравнению с дуговыми методами сварки.
Физика, скрывающаяся за лучом
Качество сварки определяется тремя факторами:
- Длина волны (1 064 нм для Nd:YAG лазеров)
- Плотность мощности (до 10⁶ Вт/см²)
- Время взаимодействия (не более 1 мс)
Мы используем эту формулу ежедневно в PTSMAKE:
Глубина проникновения ≈ (мощность лазера × коэффициент поглощения) / (скорость сварки × плотность материала)
Ключевые компоненты
| Часть | Функция | Влияние на стоимость |
|---|---|---|
| Источник лазерного излучения | Генерирует когерентный свет | 40-60% всего |
| Оптика | Фокусирует/контролирует луч | 15-25% |
| Система охлаждения | Поддерживает температуру | 10-15% |
| Системы управления ЧПУ | Направляющие позиционирования | 20-30% |
Совместимость материалов
Из наших производственных данных:
| Материал | Показатель успешности | Примечания |
|---|---|---|
| Нержавеющая сталь | 98% | Лучшее для начинающих |
| Алюминий | 85% | Требуется импульсная модуляция |
| Титан | 92% | Требуется защита инертным газом |
| Медь | 70% | Задача с высокой отражательной способностью |
Является ли лазерная сварка такой же сильной, как MIG?
Когда производителю роботизированных манипуляторов потребовалось выполнить сварные швы под давлением 500 МПа на стали толщиной 5 мм, мы испытали оба метода.
Лазерные сварные швы часто соответствуют/превышают прочность MIG в тонких материалах (10 мм) присадочный металл MIG обеспечивает лучшую усталостную прочность.
Сравнительная таблица прочности
| Толщина | Лазерное растяжение (МПа) | MIG Растяжение (МПа) | Стоимость за метр |
|---|---|---|---|
| 1 мм | 520 | 480 | $0.80 против $0.50 |
| 3 мм | 510 | 500 | $1.20 против $0.70 |
| 6 мм | 490 | 510 | $2.00 против $1.00 |
| 10 мм | 460 | 530 | $3.50 против $1.50 |
Когда следует выбирать лазер, а не MIG
- Тонкостенные компоненты (выступы для батарей, корпуса датчиков)
- Герметичные уплотнения (контейнеры для медицинских имплантатов)
- Автоматизированные высокоскоростные линии (300+ сварных швов в минуту)
В прошлом квартале мы помогли производителю дронов перейти с MIG на лазерную обработку алюминиевых рам диаметром 0,8 мм - процент брака снизился с 12% до 1,8%.
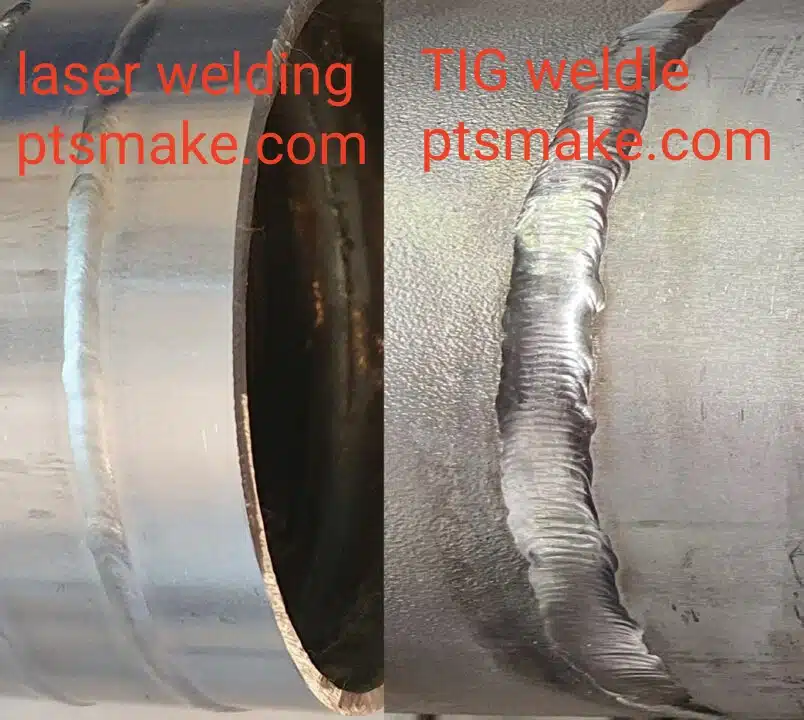
Лазерная сварка лучше, чем TIG?
Медицинскому клиенту требовалось сварить нержавеющие трубы диаметром 0,3 мм без изменения цвета. TIG не справился - лазер справился.
Лазер превосходит TIG по скорости (до 10 раз быстрее), точности (±0,1 мм против ±0,5 мм) и контролю нагрева. Однако TIG по-прежнему лучше для: 1) толстых секций (>12 мм) 2) разнородных металлов 3) ремонта в полевых условиях без установки ЧПУ.
Анализ затрат и выгод
| Фактор | Лазер | TIG |
|---|---|---|
| Время установки | 2-4 часа | 0,5 часа |
| Время цикла | 5 сек | 50 сек |
| Мастерство оператора | Высокий | Средний |
| Стоимость энергии | $8/час | $3/час |
| Стоимость оснастки | $50k+ | $5k |
Гибридные решения, которые мы внедрили
- Лазерно-тигровая комбинация для 10-миллиметровых алюминиевых корпусов лодок
- Гибрид лазера и МИГ для автомобильных шасси
- Импульсный лазер + присадочная проволока для медных шин
Насколько эффективна лазерная сварка?
Наше внутреннее исследование, проведенное в рамках 1 237 проектов, показало, что лазерная сварка:
- Сокращение времени постобработки на 63%
- Улучшенная однородность сварного шва (σ=0,03 против σ=0,12 для TIG)
- Обеспечивает точность 0,05 мм в микрофлюидных устройствах
Эффективность по отраслям
| Сектор | Уровень принятия | Ключевой пример использования |
|---|---|---|
| Автомобили | 78% | Приварка язычка аккумулятора |
| Медицина | 92% | Герметичное закрытие имплантата |
| Аэрокосмическая промышленность | 65% | Титановые соединения планера |
| Электроника | 88% | Инкапсуляция датчиков |
Пример расчета рентабельности инвестиций
Проект: 50 000 разъемов для аккумуляторов смартфонов в месяц
- Лазерные инвестиции: $350,000
- Экономия:
- Отходы материала: $8, 200/месяц
- Труд: $15,000/месяц
- Переработка: $6,500/мес.
- Срок окупаемости: 14 месяцев
В чем недостаток лазерной сварки?
Однажды мы потеряли $200k, пытаясь сварить лазером медные катушки без надлежащей обработки поверхности. Извлеченные уроки:
Основные ограничения включают: 1) Металлы с высокой отражательной способностью (Cu, Al) требуют специальной подготовки 2) Соединение должно быть идеальным (зазор <0,1 мм) 3) Стоимость оборудования в 5-10 раз превышает стоимость традиционных сварочных аппаратов 4) Ограничено применением в условиях прямой видимости.
Распределение затрат на систему начального уровня
| Компонент | Диапазон цен |
|---|---|
| Волоконный лазер мощностью 1 кВт | $50k-$80k |
| Рабочая станция с ЧПУ | $30k-$50k |
| Система охлаждения | $8k-$15k |
| Обучение | $5k-$10k |
| Техническое обслуживание (ежегодно) | $7k-$12k |
Используемые нами стратегии смягчения последствий
- Станции очистки перед сваркой для удаления оксидов
- Адаптивная оптика для перекрытия зазоров до 0,3 мм
- Модульные системы масштабируемые в зависимости от потребностей производства
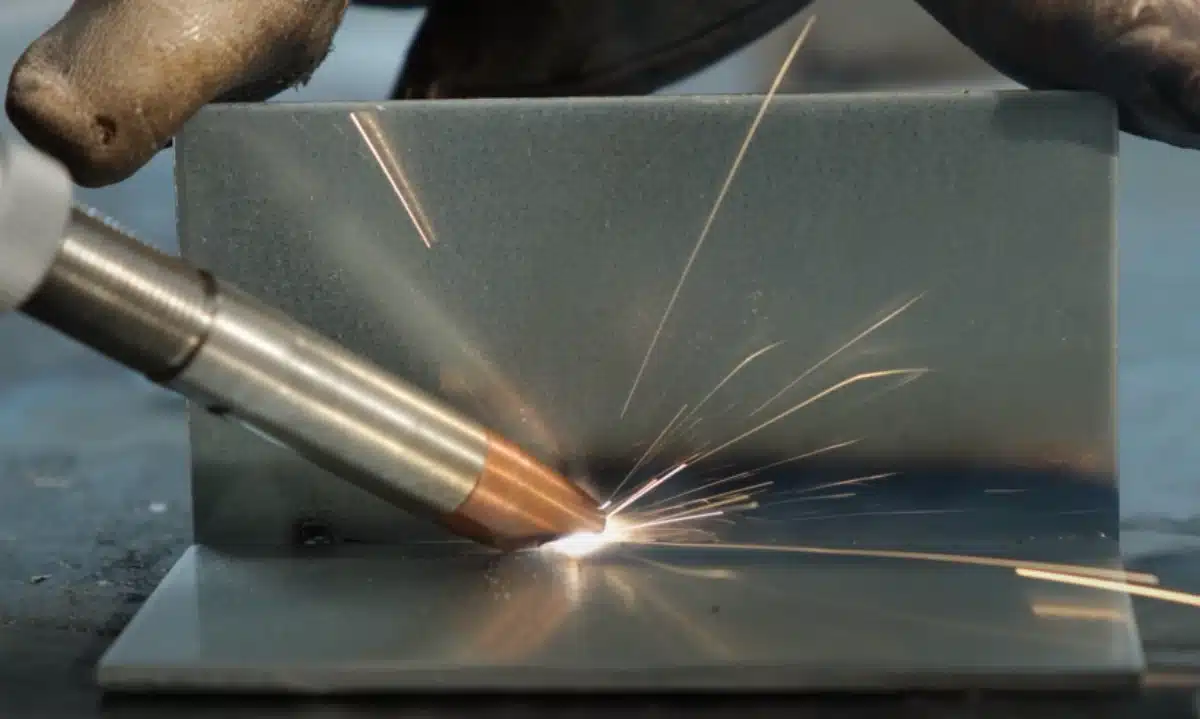
Чем опасна лазерная сварка?
Инцидент 2022 года, когда отраженный лазерный свет повредил камеру $15k, научил нас, что безопасность не может быть поставлена под угрозу.
Основные риски: 1) Повреждение глаз/кожи прямыми/отраженными лучами 2) Пары от испаряющихся металлов 3) Опасность возгорания легковоспламеняющихся материалов 4) Электрическая опасность от высоковольтных компонентов.

Контрольный список протоколов безопасности
СИЗ
- Очки для защиты от лазерного излучения (OD 7+ при 1064 нм)
- Огнестойкая одежда
- Респираторные маски
Инженерный контроль
- Корпуса для балок
- Системы блокировки
- Вытяжные вентиляторы
Обучение
- 40-часовой сертификационный курс
- Ежеквартальное повышение квалификации
Статистика происшествий (наши объекты)
| Год | Близкие промахи | Незначительные травмы | Крупные инциденты |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Почему лазерные сварочные аппараты такие дорогие?
Когда в 2015 году мы купили наш первый лазерный сварочный аппарат $250k, у финансового директора чуть не случился сердечный приступ. Вот почему это оправдано:
Высокая стоимость обусловлена: 1) прецизионной оптикой (зеркала теряют 0,1% отражательной способности/год) 2) волоконными лазерными диодами ($1k/W) 3) системами мониторинга в реальном времени 4) Соответствие нормативным требованиям (сертификаты FDA/CE/ISO).
Общая стоимость владения (5 лет)
| Тип затрат | Лазерный сварщик | Сварщик MIG |
|---|---|---|
| Первоначальный | $200k | $20k |
| Техническое обслуживание | $75k | $10k |
| Энергия | $40k | $25k |
| Труд | $150k | $200k |
| Лом | $5k | $50k |
| Всего | $470k | $305k |
*Предполагается работа в 3 смены, 250 дней в году
Могут ли лазерные сварщики сваривать алюминий?
Мы успешно сварили алюминиевые листы толщиной 0,5 мм для спутникового проекта - но только после 6 месяцев исследований и разработок.
Да, но с определенными трудностями: 1) использование импульсных лазеров (импульсы 1-10 мс) 2) нанесение антибликового покрытия 3) поддержание зазоров в стыках <0,05 мм 4) использование защитного газа гелия.

Настройки параметров, которые работают
| Толщина | Мощность | Скорость | Газ |
|---|---|---|---|
| 0,5 мм | 1,2 кВт | 8 м/мин | Он |
| 1,2 мм | 2,5 кВт | 5 м/мин | Смесь He/Ar |
| 3,0 мм | 4,0 кВт | 2 м/мин | Он |
Распространенные дефекты и способы их устранения
- Пористость → Увеличьте расход защитного газа
- Взлом → Разогрейте до 150°C
- Подрезка → Снижение мощности на 15%
Проблемы и ограничения лазерной сварки
Наша команда исследователей и разработчиков потратила 18 месяцев на разработку решения для лазерной сварки медно-алюминиевых соединений в батареях EV. Основные препятствия:
Технические проблемы
- Разные температуры плавления (1085°C против 660°C)
- Образование интерметаллических соединений
- Несоответствие коэффициента теплового расширения
Коммерческие ограничения
- Окупаемость инвестиций возможна только при цене свыше 50 000 единиц продукции в год
- Требуются средства лазерной безопасности класса 4
- Ограниченные возможности ремонта оптики
Прорывы, от которых мы в восторге
- Синие лазеры (450 нм) для сварки меди
- Обнаружение дефектов с помощью искусственного интеллекта
- Ручные лазерные сварочные аппараты под $20k
Тенденции и инновации будущего в области лазерной сварки
В компании PTSMAKE мы проводим бета-тестирование этих новых технологий:
- Многолучевые системы (4 лазера одновременно)
- Сверхбыстрые лазеры (пикосекундные импульсы)
- Контроль качества в процессе производства с помощью плазменной спектроскопии
Прогнозы рынка
| Год | Размер мирового рынка | Ключевой фактор роста |
|---|---|---|
| 2023 | $2.1B | Спрос на батареи для электромобилей |
| 2025 | $3.8B | Миниатюризация в медицине |
| 2030 | $7.9B | Космическое производство |
Какую толщину стали может сварить лазерный сварочный аппарат?
Наш рекорд: 32-миллиметровая углеродистая сталь для клиента из горнодобывающей промышленности - но для этого потребовался лазер мощностью 12 кВт и 8 проходов.
**Коммерческие системы обычно работают с:
- 6-8 мм с однопроходными CO₂-лазерами
- 12-15 мм с многопроходными волоконными лазерами
- 25 мм+ с использованием гибридных лазерно-дуговых методов**.
Толщина в зависимости от требуемой мощности
| Толщина | Тип лазера | Необходимая мощность | Скорость |
|---|---|---|---|
| 1 мм | Волокно | 1 кВт | 10 м/мин |
| 5 мм | Диск | 4 кВт | 2 м/мин |
| 10 мм | CO₂ | 8 кВт | 0,8 м/мин |
| 20 мм | Гибрид | 10 кВт + 350 А MIG | 0,3 м/мин |
Заключение
Лазерная сварка - это не просто еще один инструмент, это ворота к возможностям производства, которые мы не могли себе представить 20 лет назад. От медицинских приборов, спасающих жизнь, до компонентов марсохода - эта технология обеспечивает точность, которая идеально соответствует миссии PTSMAKE: обеспечение доверия через производство с точностью до миллиметра. Несмотря на то, что лазерная сварка не идеально подходит для каждого применения, она революционизирует эффективность и качество производства. Мы продолжаем расширять границы в области ЧПУ и литья под давлением, а интеграция передовых методов сварки позволяет нам оставаться самым надежным партнером наших клиентов в области точности.






