

Za viac ako 15 rokov práce v spoločnosti PTSMAKE som videl mnoho klientov, ktorí boli zmätení v súvislosti s pretláčaním a 2K vstrekovaním. Je to ako výber medzi sendvičom a hamburgerom - môžu vyzerať podobne, ale každý slúži na iné potreby.
Vstrekovanie zahŕňa vstrekovanie materiálu na existujúci diel v dvoch samostatných procesoch, zatiaľ čo vstrekovanie 2K (dva výstrely) vytvára viacmateriálové výrobky v jednom strojovom cykle. Líšia sa krokmi procesu, nákladmi a konečnými aplikáciami.

Dovoľte mi, aby som sa podelil o to, čo som sa naučil pri práci so stovkami klientov v PTSMAKE. Obidva tieto procesy môžu vytvoriť úžasné viacmateriálové výrobky, ale výber toho správneho vám môže ušetriť čas a peniaze. Vysvetlím vám kľúčové rozdiely, ukážem vám skutočné príklady a pomôžem vám rozhodnúť sa, ktorý proces sa najlepšie hodí pre váš projekt.
Čo je to pretláčanie?
Zamýšľali ste sa niekedy nad tým, ako sa v puzdre telefónu kombinuje tvrdý plast s mäkkým, priľnavým povrchom? Alebo prečo sú moderné zdravotnícke pomôcky robustné a zároveň pohodlné? Tajomstvo spočíva v technológii overmolding.
Overmolding je výrobný proces, pri ktorom vstrekujeme druhý materiál na existujúci prvý materiál, aby sme vytvorili jeden viacmateriálový komponent. Táto technika kombinuje vlastnosti rôznych materiálov s cieľom zlepšiť funkčnosť, odolnosť a používateľský zážitok výrobku.

Pochopenie základov pretláčania
Počas viac ako 15 rokov v spoločnosti PTSMAKE som bol svedkom revolúcie v dizajne výrobkov v rôznych odvetviach. Tento proces zvyčajne zahŕňa dve hlavné zložky: tuhý substrát (zvyčajne termoplast) a prelisovaný materiál (často mäkší, pružnejší materiál, ako je TPE alebo guma).
Proces prebieha v dvoch fázach:
- Najprv vytvoríme základný komponent tradičným vstrekovaním
- Potom vstrekneme druhý materiál do určitých oblastí základnej zložky
Kľúčové výhody pretláčania
Na základe našich rozsiahlych skúseností s klientmi z rôznych odvetví som identifikoval niekoľko zásadných výhod:
| Benefit | Popis | Príklad z reálneho sveta |
|---|---|---|
| Vylepšená ergonómia | Mäkké dotykové povrchy zlepšujú úchop a pohodlie používateľa | Rukoväte elektrického náradia |
| Zvýšená odolnosť | Tlmenie nárazov a vibrácií | Puzdrá na elektronické zariadenia |
| Flexibilita dizajnu | Viacero kombinácií farieb a materiálov | Puzdrá spotrebných výrobkov |
| Efektívnosť nákladov | Eliminuje montážne kroky a znižuje počet dielov | Komponenty zdravotníckych pomôcok |
| Environmentálne tesnenie | Vytvára vodotesné a prachotesné bariéry | Vonkajšie vybavenie |
Kombinácie materiálov a kompatibilita
Jedným z najdôležitejších aspektov, ktoré som sa naučil pri pretláčaní, je výber materiálu. Tu sú najčastejšie kombinácie, ktoré používame v spoločnosti PTSMAKE:
Tvrdé substrátové materiály:
- ABS (akrylonitrilbutadiénstyrén)
- PC (polykarbonát)
- Nylon
- PP (polypropylén)
Materiály na pretláčanie:
- TPE (termoplastický elastomér)
- TPU (termoplastický polyuretán)
- Silikón
- Mäkčené PVC
Priemyselné aplikácie
Počas svojej kariéry som bol svedkom toho, ako pretváranie mení rôzne odvetvia:
Zdravotnícke pomôcky
- Chirurgické nástroje so zlepšeným úchopom
- Nositeľné zariadenia kombinujúce pevné puzdrá s pohodlným povrchom v kontakte s pokožkou
- Rukoväte zdravotníckeho zariadenia s antimikrobiálnymi vlastnosťami
Spotrebná elektronika
- Puzdrá na smartfóny a tablety
- Držadlá herných ovládačov
- Vodotesné elektronické skrinky
Automobilové komponenty
- Ovládacie prvky prístrojovej dosky
- Časti obloženia interiéru
- Ovládače radenia prevodových stupňov
Úvahy o dizajne
Pri navrhovaní pre pretláčanie vždy radím našim klientom, aby zvážili:
Kompatibilita materiálov
- Vlastnosti chemickej väzby
- Miera tepelnej rozťažnosti
- Požiadavky na teplotu spracovania
Geometrické vlastnosti
- Zmeny hrúbky steny
- Podrezania a uhly prieťahu
- Umiestnenie brán
Požiadavky na výrobu
- Očakávaný objem
- Obmedzenia nákladov
- Normy kvality
Spoločné výzvy a riešenia
Počas svojej praxe som sa stretol s niekoľkými problémami pri overmoldingu:
| Výzva | Riešenie | Impact |
|---|---|---|
| Slabá priľnavosť | Testovanie kompatibility materiálov | Zlepšená životnosť výrobku |
| Formovanie blesku | Optimalizovaný dizajn nástroja | Lepšia estetická kvalita |
| Rozmerová stabilita | Správny výpočet času chladenia | Zvýšená presnosť |
| Riadenie nákladov | Strategický výber materiálu | Zlepšená ziskovosť |
Kontrola kvality pri pretláčaní
V spoločnosti PTSMAKE vykonávame prísne opatrenia na kontrolu kvality:
Predvýrobné testovanie
- Overenie kompatibility materiálov
- Analýza toku formy
- Hodnotenie prototypu
Kontroly v procese
- Monitorovanie teploty
- Overenie tlaku
- Optimalizácia času cyklu
Postprodukčná kontrola
- Vizuálna kontrola
- Testovanie adhézie
- Overovanie rozmerov
Počas rokov skúseností v tomto odvetví som videl, ako sa pretláčanie vyvíjalo z úzko špecializovaného procesu na hlavné výrobné riešenie. Jeho schopnosť kombinovať rôzne materiály v jednom komponente a zároveň znižovať náklady na montáž a zlepšovať výkonnosť výrobku z neho robí neoceniteľný nástroj v modernej výrobe.
Čo je vstrekovanie 2K?
Rozmýšľali ste niekedy nad tým, ako sú tieto elegantné puzdrá na smartfóny s mäkkými časťami vyrobené z jedného kusu? Alebo ako sa na palubnej doske vášho auta bez problémov kombinuje tvrdý plast s materiálmi mäkkými na dotyk?
Vstrekovanie 2K je pokročilý výrobný proces, pri ktorom sa do jednej formy postupne vstrekujú dva rôzne materiály alebo farby, čím sa v jednom výrobnom cykle vytvárajú zložité diely s viacerými vlastnosťami, čím sa eliminuje potreba montáže.
Základný mechanizmus lisovania 2K
Počas viac ako 15 rokov v spoločnosti PTSMAKE som dohliadal na nespočetné množstvo projektov vstrekovania 2K. Proces sa začína vstrekovaním prvého materiálu (zvyčajne tuhého plastu) do dutiny formy. Potom buď otáčaním formy, alebo pomocou robota vstrekujeme druhý materiál do ďalšej dutiny. Tieto dva materiály sa počas chladenia chemicky alebo mechanicky spoja.
Kľúčové komponenty vstrekovania 2K
| Komponent | Funkcia | Význam |
|---|---|---|
| Primárna vstrekovacia jednotka | Spracováva prvý materiál | Formuláre základnej štruktúry |
| Sekundárna vstrekovacia jednotka | Spracováva druhý materiál | Pridáva funkčné/estetické vlastnosti |
| Systém rotačnej formy | Umožňuje prenos materiálu | Zabezpečuje presné zarovnanie |
| Riadiaci systém | Spravuje načasovanie a postupnosť | Zachováva konzistentnosť kvality |
Kompatibilita a výber materiálov
Jedným z kľúčových aspektov, na ktoré vždy kladiem dôraz, je materiálová kompatibilita. Nie všetky materiály sa dobre spájajú. Na základe našich skúseností sme vypracovali komplexného sprievodcu párovaním materiálov:
| Primárny materiál | Kompatibilné sekundárne materiály | Bežné aplikácie |
|---|---|---|
| PC | TPE, TPU, silikón | Puzdrá elektroniky |
| ABS | TPE, TPU, SEBS | Automobilové komponenty |
| PA | TPE, TPU | Rukoväte náradia |
| PP | TPE, TPU, SEBS | Spotrebný tovar |
Výhody oproti tradičnému tvarovaniu
Na základe mojich skúseností s globálnymi výrobcami ponúka 2K vstrekovanie niekoľko výrazných výhod:
Efektívnosť výroby
- Eliminuje montážne kroky
- Znižuje náklady na pracovnú silu
- Skracuje výrobné cykly o 25-40%
Zlepšenia kvality
- Lepšie lepenie materiálov
- Znížená miera chýb
- Konzistentná kvalita dielov
Flexibilita dizajnu
- Možnosť použitia zložitých geometrií
- Viacero farebných kombinácií
- Rôzne vlastnosti materiálu v jednej časti
Priemyselné aplikácie
Na základe našej práce v spoločnosti PTSMAKE som videl, že vstrekovanie 2K vyniká v rôznych odvetviach:
Automobilový priemysel
- Komponenty prístrojovej dosky
- Radiace páky
- Časti obloženia interiéru
- Svetelné kryty
Spotrebná elektronika
- Puzdrá na smartfóny
- Diaľkové ovládanie
- Herné ovládače
- Nositeľné zariadenia
Zdravotnícke pomôcky
- Chirurgické nástroje
- Zariadenia na podávanie liekov
- Diagnostické zariadenia
- Puzdrá zdravotníckych pomôcok
Technické aspekty
Pri implementácii 2K vstrekovania je potrebné venovať pozornosť niekoľkým faktorom:
Parametre procesu
- Regulácia vstrekovacieho tlaku
- Riadenie teploty materiálu
- Optimalizácia času cyklu
- Koordinácia času chladenia
Usmernenia pre navrhovanie
- Pomery hrúbky stien
- Umiestnenie brán
- Cesty toku materiálu
- Plocha lepeného povrchu
Opatrenia na kontrolu kvality
- Protokoly vizuálnej kontroly
- Testovanie pevnosti spoja
- Kontroly presnosti rozmerov
- Hodnotenie povrchovej úpravy
Nákladové dôsledky
Na základe našich dlhoročných skúseností som zistil, že hoci sú počiatočné náklady na nástroje pre 2K lisovanie vyššie, dlhodobé výhody často ospravedlňujú túto investíciu:
| Faktor nákladov | Impact | Časová os návratnosti investícií |
|---|---|---|
| Nástroje | 30-50% vyššia ako tradičná | 6-12 mesiacov |
| Práca | 40-60% nižšia | Okamžité |
| Materiálový odpad | 20-30% redukcia | 3-6 mesiacov |
| Kontrola kvality | 25-35% nižšia miera odmietnutia | 3-6 mesiacov |
Obmedzenia procesu a riešenia
Aj napriek svojim výhodám má vstrekovanie 2K určité obmedzenia, ktoré sme sa naučili riešiť:
Obmedzenia materiálu
- Obmedzené kombinácie materiálov
- Problémy s teplotnou kompatibilitou
- Zmeny pevnosti spoja
Obmedzenia dizajnu
- Požiadavky na minimálnu hrúbku steny
- Obmedzenia umiestnenia brány
- Obmedzenia veľkosti dielov
Úvahy o nákladoch
- Vyššia počiatočná investícia
- Komplexná konštrukcia formy
- Potreby špecializovaného vybavenia
Starostlivým plánovaním a výberom materiálu možno tieto obmedzenia účinne zvládnuť a dosiahnuť optimálne výsledky.
Ako sa líši pretláčanie od vstrekovania 2K?
Po viac ako 15 rokoch práce v oblasti vstrekovania plastov som videl nespočetné množstvo klientov, ktorí si mýlili vstrekovanie s prelisovaním a vstrekovanie 2K, čo často viedlo k nákladným oneskoreniam a prepracovaniu projektu.
Prelisovanie a 2K vstrekovanie sú odlišné výrobné procesy. Overmolding využíva dva samostatné kroky vstrekovania za sebou, zatiaľ čo vstrekovanie 2K kombinuje oba kroky do jedného cyklu s použitím špecializovaného zariadenia.
Rozdiely v pracovnom postupe
Pri každodennej práci v spoločnosti PTSMAKE som si všimol, že pochopenie pracovného postupu je veľmi dôležité. Dovoľte mi rozobrať kľúčové rozdiely:
Proces pretláčania
- Prvý krok: Vytvorenie základnej zložky (substrátu)
- Druhý krok: Prenos do inej formy alebo stroja
- Posledný krok: Vyformujte druhý materiál na podklad
- Celkový čas: Zvyčajne 20-45 minút na celý cyklus
Proces vstrekovania 2K
- Prevádzka jedného stroja
- Automatické otáčanie medzi zábermi
- Nepretržitý cyklus tvarovania
- Celkový čas: Zvyčajne 30-60 sekúnd na jednu časť
Požiadavky na vybavenie
Na základe mojich skúseností s riadením oboch procesov uvádzam podrobné porovnanie:
| Funkcia | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Typ stroja | Štandardný vstrekovací stroj | Špecializovaný viaczložkový stroj |
| Zložitosť nástroja | Jednoduché, oddelené formy | Komplexný, integrovaný systém formy |
| Čas nastavenia | Dlhšie, viacnásobné nastavenia | Kratšie, jedno nastavenie |
| Investičné náklady | Nižšia počiatočná investícia | Vyššie náklady na stroje a nástroje |
Úvahy o kompatibilite materiálov
Pomohol som mnohým klientom vybrať správne materiály pre ich projekty. Toto je to, čo potrebujete vedieť:
Možnosti materiálu na prelisovanie
- Flexibilnejšie kombinácie materiálov
- Lepšie pre nekompatibilné materiály
- Poskytuje čas na správne spojenie
- Môžu sa používať látky na podporu priľnavosti
Požiadavky na materiál 2K Molding
- Materiály musia byť chemicky kompatibilné
- Potrebné sú podobné teploty spracovania
- Obmedzené možnosti kombinácie materiálov
- Rýchlejšie požiadavky na lepenie
Úvahy o dizajne
Počas rokov riadenia projektov som identifikoval tieto kritické faktory návrhu:
Výhody konštrukcie prelisov
- Možnosť zložitejších geometrií
- Lepšia kontrola hrúbky rozhrania
- Jednoduchšie upravovanie návrhov
- Šetrnejšie požiadavky na toleranciu
Obmedzenia konštrukcie 2K Molding
- Obmedzené pohybom nástroja
- Potreba presného umiestnenia brány
- Možnosť obmedzeného podrezania
- Prísnejšie požiadavky na tolerancie
Nákladové dôsledky
Dovoľte mi, aby som sa s vami podelil o niekoľko postrehov z našich diskusií o cenách:
Náklady na pretláčanie
- Nižšie investície do nástrojov
- Vyššie náklady na pracovnú silu
- Zvýšené manipulačné náklady
- Lepšie pre nižšie objemy
Náklady na lisovanie 2K
- Vyššia počiatočná investícia
- Nižšie náklady na pracovnú silu
- Zníženie manipulačných nákladov
- Úspornejšie pre veľké objemy
Úvahy o kvalite
Podľa mojich skúseností s kontrolou kvality:
Aspekty kvality pretláčania
- Lepšia kontrola nad každou vrstvou
- Jednoduchšia kontrola medzi jednotlivými krokmi
- Dôslednejšie lepenie
- Nižšia miera vyradenia zložitých dielov
Faktory kvality 2K Molding
- Rýchlejší čas cyklu môže ovplyvniť lepenie
- Ťažšie kontrolovateľné rozhrania
- Vyššia konzistencia jednoduchých častí
- Lepšie pre veľkoobjemovú konzistenciu
Sprievodca výberom aplikácie
Na základe tisícov projektov, na ktoré som dohliadal:
Najlepšie na prelisovanie
- Zdravotnícke pomôcky vyžadujúce certifikované materiály
- Komplexné elektronické skrinky
- Rukoväte a rukoväte s mäkkým povrchom
- Nízke až stredné objemy výroby
Najlepšie pre 2K Molding
- Automobilové komponenty
- Veľkoobjemové spotrebiteľské výrobky
- Jednoduché dvojfarebné aplikácie
- Diely vyžadujúce rýchle výrobné cykly
Vďaka svojim rozsiahlym skúsenostiam v spoločnosti PTSMAKE som sa naučil, že výber medzi pretláčaním a 2K vstrekovaním nie je len o technických možnostiach - je to o pochopení vašich špecifických potrieb projektu, objemov výroby a požiadaviek na kvalitu. Každý proces má svoje jedinečné výhody a úspech spočíva v informovanom výbere na základe vašej konkrétnej aplikácie.
Aké sú výhody a obmedzenia pretláčania?
Ako odborník na výrobu s viac ako 15-ročnou praxou v spoločnosti PTSMAKE som videl nespočetné množstvo projektov, pri ktorých sa overmolding zdal byť dokonalý na papieri, ale v skutočnosti priniesol neočakávané problémy.
Prelisovanie je výrobný proces, ktorý kombinuje viacero materiálov do jedného dielu, čo prináša výhody, ako je lepšia priľnavosť a menšia potreba montáže, ale prináša aj výzvy, ako sú dlhšie výrobné cykly a problémy so spájaním materiálov.

Kľúčové výhody pretláčania
Vylepšená funkčnosť produktu
Podľa mojich skúseností z práce s veľkými výrobcami elektroniky sa overmolding ukázal ako neoceniteľný prostriedok na zlepšenie priľnavosti a pocitu z výrobku. Pozoroval som nasledovné:
- Mäkké dotykové rukoväte na elektrickom náradí
- Protišmykové povrchy na zdravotníckych pomôckach
- Ergonomické rukoväte na spotrebiteľských výrobkoch
Znížené požiadavky na montáž
Jednou z najvýznamnejších výhod, ktoré som zaznamenal, je odstránenie viacerých montážnych krokov:
- Nie je potrebné používať mechanické spojovacie prvky
- Menší počet jednotlivých komponentov
- Zníženie nákladov na pracovnú silu
- Nižšie riziko chýb pri montáži
Zlepšená ochrana výrobku
Tesniace schopnosti pretlačovania sú pozoruhodné:
- Vodoodolné bariéry
- Ochrana proti prachu a nečistotám
- Tlmenie vibrácií
- Zvýšená odolnosť v náročných podmienkach
| Typ ochrany | Benefit | Bežné aplikácie |
|---|---|---|
| Tesnenie proti vlhkosti | Zabraňuje vnikaniu vody | Vonkajšia elektronika |
| Ochrana proti nárazu | Absorbuje nárazy | Mobilné zariadenia |
| Chemická odolnosť | Ochrana proti korózii | Priemyselné zariadenia |
| Tepelná izolácia | Riadenie teploty | Ručné náradie |
Obmedzenia a výzvy
Predĺžené výrobné cykly
Zo skúseností z výrobnej haly:
- Čas nastavenia je dlhší
- Ďalšie potrebné kontroly kvality
- Požiadavky na manipuláciu s viacerými materiálmi
- Čas chladenia medzi zábermi
Úvahy o nákladoch
Finančný vplyv zahŕňa:
- Vyššia počiatočná investícia do nástrojov
- Náklady na sekundárnu prevádzku
- Testovanie kompatibility materiálov
- Zvýšené opatrenia na kontrolu kvality
Technické výzvy
Problémy s lepením materiálov
Stretol som sa s týmito bežnými problémami:
- Slabá priľnavosť medzi materiálmi
- Nesúlad tepelnej rozťažnosti
- Obavy týkajúce sa chemickej kompatibility
- Požiadavky na prípravu povrchu
Obmedzenia návrhu
Medzi hlavné obmedzenia patria:
- Obmedzenia týkajúce sa hrúbky materiálu
- Obmedzenia umiestnenia brány
- Komplexné geometrické výzvy
- Úvahy o konštrukcii nástroja
| Výzva | Impact | Stratégia zmierňovania |
|---|---|---|
| Kompatibilita materiálov | Riziko delaminácie | Rozsiahle testovanie materiálov |
| Dizajn nástroja | Vyššia zložitosť | Pokročilá simulácia CAD |
| Kontrola kvality | Zvýšené potreby kontroly | Automatizované systémy videnia |
| Rýchlosť výroby | Dlhší čas cyklu | Optimalizácia procesov |
Reálne aplikácie a prípadové štúdie
Spotrebná elektronika
Pri našej práci s hlavnými výrobcami elektroniky:
- Soft-touch tlačidlá na diaľkovom ovládaní
- Vodotesné tesnenia pre vonkajšie zariadenia
- Nárazuvzdorné obaly pre mobilné telefóny
Zdravotnícke pomôcky
Naše projekty v oblasti zdravotníckych pomôcok dokazujú:
- Ergonomické rukoväte chirurgických nástrojov
- Chemicky odolné kryty zariadení
- Komponenty kompatibilné so sterilizáciou
Aplikácie v automobilovom priemysle
Medzi bežné použitia v automobilovom priemysle patria:
- Komponenty interiérového obloženia
- Elektrické konektory odolné voči poveternostným vplyvom
- Držiaky tlmiace vibrácie
Osvedčené postupy pre úspešné pretláčanie
Na základe mojich skúseností s riadením tisícov projektov:
Výber materiálu
- Dôkladné testovanie kompatibility
- Overenie teplotného odporu
- Hodnotenie chemickej odolnosti
Optimalizácia dizajnu
- Správne plánovanie umiestnenia brány
- Zohľadnenie hrúbky steny
- Návrh implementácie uhla
Riadenie procesov
- Monitorovanie teploty
- Optimalizácia tlaku
- Riadenie času cyklu
Zabezpečenie kvality
- Protokoly vizuálnej kontroly
- Testovanie pevnosti spoja
- Overovanie rozmerov
Počas rokov strávených v spoločnosti PTSMAKE som sa naučil, že úspešné pretláčanie si vyžaduje starostlivú rovnováhu medzi týmito výhodami a obmedzeniami. Hoci výhody môžu byť značné, na dosiahnutie optimálnych výsledkov je nevyhnutné starostlivé plánovanie a odborné znalosti. Našim klientom vždy radím, aby dôkladne zhodnotili svoje špecifické požiadavky v porovnaní s týmito faktormi predtým, ako sa zaviažu k riešeniu overmolding.
Aké sú výhody a obmedzenia vstrekovania 2K?
Neviete sa rozhodnúť, či je vstrekovanie 2K pre váš projekt vhodné? Po viac ako 15 rokoch v tomto odvetví som videl neuveriteľné výhody aj náročné obmedzenia tejto technológie.
Vstrekovanie 2K ponúka rýchle výrobné cykly a silné spojenie materiálov, ale je spojené s vysokými počiatočnými nákladmi na zariadenie a je najvhodnejšie pre veľkosériovú výrobu. Pochopenie týchto kompromisov je kľúčové pre prijímanie informovaných výrobných rozhodnutí.

Hlavné výhody vstrekovania 2K
Na základe mojich skúseností v spoločnosti PTSMAKE som identifikoval niekoľko významných výhod, ktorými vyniká vstrekovanie 2K:
Efektívne výrobné cykly
Integrácia dvoch materiálov do jedného lisovacieho cyklu výrazne skracuje výrobný čas. V našom závode sme dosiahli:
| Tradičný proces | Proces lisovania 2K | Úspora času |
|---|---|---|
| 45-60 sekúnd/časť | 25-35 sekúnd/časť | Do 40% |
Vynikajúce lepenie materiálov
Na rozdiel od tradičných metód montáže sa pri tvarovaní 2K vytvára medzi materiálmi molekulárna väzba. Výsledkom je:
- Vyššia štrukturálna integrita
- lepšia odolnosť voči faktorom prostredia
- Znížené riziko oddelenia komponentov
- Zlepšená životnosť výrobku
Zvýšená flexibilita dizajnu
Možnosť kombinovať rôzne materiály otvára nové možnosti dizajnu:
- Viacfarebné kombinácie
- Prekrytia Soft-touch
- Integrované tesnenia a tesnenia
- Komplexné geometrie
Obmedzenia a výzvy
Vysoká počiatočná investícia
Zo skúseností s riadením výrobných liniek viem, že počiatočné náklady môžu byť značné:
| Kategória investícií | Približný rozsah nákladov |
|---|---|
| Formovací stroj 2K | $150 000 - $500 000 |
| Vlastné nástroje | $25 000 - $100 000 |
| Nastavenie a školenie | $10,000 - $30,000 |
Požiadavky na objem
Formovanie 2K sa stáva nákladovo efektívnym predovšetkým pri veľkosériovej výrobe:
- Minimálny odporúčaný ročný objem: viac ako 100 000 jednotiek
- Optimálny rozsah výroby: viac ako 250 000 kusov
- Bod rentability si zvyčajne vyžaduje veľké výrobné série
Technické zložitosti
Počas viac ako 15 rokov v PTSMAKE som zaznamenal niekoľko technických výziev:
- Požiadavky na kompatibilitu materiálov
- Komplexné potreby návrhu nástroja
- Presné požiadavky na riadenie procesov
- Požiadavky na špecializovanú odbornú prípravu operátorov
Aplikácie v reálnom svete
Automobilový priemysel
Úspešne sme implementovali 2K tvarovanie pre:
- Komponenty prístrojovej dosky s mäkkým dotykovým povrchom
- Viacfarebné kontrolky
- Integrované tesnenia v elektrických konektoroch
- Vonkajšie obloženie odolné voči poveternostným vplyvom
Spotrebná elektronika
Naše skúsenosti zahŕňajú:
- Puzdrá na smartfóny s gumovými úchytmi
- Komponenty herného ovládača
- Vodotesné kryty zariadení
- Viacfarebné kontrolky
Zdravotnícke pomôcky
Medzi kritické aplikácie patria:
- Chirurgické nástroje s ergonomickými rukoväťami
- Puzdrá zdravotníckych pomôcok s integrovanými tesneniami
- Zariadenia na podávanie liekov z viacerých materiálov
- Komponenty laboratórnych zariadení
Stratégie optimalizácie procesov
Na základe našich výrobných skúseností odporúčam:
Výber materiálu
- Vykonajte dôkladné testovanie kompatibility materiálov
- Zvážte mieru zmrštenia oboch materiálov
- Vyhodnotenie nákladovej efektívnosti kombinácií materiálov
Dizajn nástroja
- Zavedenie správneho vetrania a chladiacich kanálov
- Návrh optimálneho umiestnenia brány
- Zohľadnenie modelov toku materiálu
Kontrola kvality
- Zavedenie automatizovaných kontrolných systémov
- Stanovenie jasných parametrov kvality
- Udržiavanie prísnej dokumentácie procesov
Riadenie nákladov
- Optimalizácia času cyklu
- Minimalizujte materiálový odpad
- Zavedenie prediktívnej údržby
- Efektívne školenie operátorov
Počas rokov práce s rôznymi klientmi v spoločnosti PTSMAKE som sa naučil, že úspech pri 2K vstrekovaní si vyžaduje dôkladné zváženie týchto faktorov. Hoci táto technológia ponúka pozoruhodné výhody z hľadiska efektívnosti výroby a kvality výrobkov, je nevyhnutné starostlivo posúdiť, či výhody ospravedlňujú počiatočnú investíciu a priebežné prevádzkové požiadavky pre vašu konkrétnu aplikáciu.
Kľúčom k úspechu je dôkladná analýza vašich výrobných požiadaviek, materiálových špecifikácií a dlhodobej výrobnej stratégie predtým, ako sa rozhodnete pre vstrekovanie 2K. V mnohých prípadoch môžu výhody tejto technológie poskytnúť významnú konkurenčnú výhodu, ale len vtedy, ak sú správne zosúladené s vašimi výrobnými cieľmi a objemom výroby.
Ktoré odvetvia najviac profitujú z pretlačovania?
Zaujíma vás, v ktorých odvetviach sa dá potenciál pretláčania skutočne maximalizovať? Po viac ako 15 rokoch vo výrobe som videl pozoruhodné transformácie v rôznych odvetviach.
Technológia pretláčania je prínosom predovšetkým pre štyri kľúčové odvetvia: zdravotnícke zariadenia, spotrebnú elektroniku, automobilový priemysel a ručné nástroje. Tieto odvetvia využívajú technológiu overmolding na zlepšenie funkčnosti výrobkov, zlepšenie užívateľského komfortu a zvýšenie odolnosti pri zachovaní nákladovej efektívnosti.

Aplikácie v lekárskom priemysle
Podľa mojich skúseností z práce s výrobcami zdravotníckych pomôcok spôsobilo pretláčanie revolúciu v dizajne zdravotníckych pomôcok. Zdravotnícke pomôcky si vyžadujú presné uchopenie, pohodlie a možnosť sterilizácie. Tu je niekoľko kľúčových aplikácií:
- Chirurgické nástroje s ergonomickými rukoväťami
- Lekárske striekačky so zlepšeným úchopom
- Zubné nástroje s pohodlnými rukoväťami
- Skrine na zdravotnícke pomôcky s tesniacimi vlastnosťami
Zdravotnícky priemysel si cení najmä pretláčanie, pretože vytvára bezšvové povrchy odolné voči baktériám, ktoré sa ľahko čistia a sterilizujú.
Vplyv spotrebnej elektroniky
Odvetvie spotrebnej elektroniky si obľúbilo pretláčanie na ochranné aj estetické účely. Videl som nespočetné množstvo príkladov, keď táto technológia zlepšila odolnosť výrobkov a užívateľský komfort:
| Kategória produktov | Výhody pretláčania |
|---|---|
| Puzdrá na smartfóny | Odolnosť voči nárazom, zlepšenie priľnavosti |
| Slúchadlá do uší | Pohodlie, odolnosť voči vode |
| Diaľkové ovládanie | Odolnosť, tlmenie nárazov |
| Herné ovládače | Ergonomický úchop, odolnosť voči potu |
Integrácia automobilového priemyslu
Automobilový priemysel predstavuje jeden z najväčších trhov pre pretláčanie. Zo spolupráce s významnými výrobcami automobilov som vypozoroval tieto kritické aplikácie:
Komponenty interiéru
- Ovládacie prvky prístrojovej dosky
- Kľučky dverí
- Prvky stredovej konzoly
- Rukoväte volantu
Externé časti
- Tesnenia proti poveternostným vplyvom
- Tesnenia
- Káblové konektory
- Komponenty výbavy
Revolúcia ručných nástrojov
Spolupráca s výrobcami náradia mi ukázala, ako pretláčanie zmenilo priemysel elektrického a ručného náradia:
Elektrické náradie
- Rukoväte vŕtačky s tlmením vibrácií
- Rukoväte píly so zdokonalenými bezpečnostnými prvkami
- Puzdrá rázových hriadeľov so zvýšenou odolnosťou
- Elektrické rukoväte skrutkovačov s lepším ovládaním
Ručné náradie
- Rukoväte skrutkovačov s ergonomickým dizajnom
- Rukoväte klieští s komfortnými prvkami
- Rukoväte kľúčov s protišmykovými vlastnosťami
- Kladivové rukoväte s tlmením nárazov
Výhody pre rôzne odvetvia
Počas rokov strávených v spoločnosti PTSMAKE som identifikoval niekoľko univerzálnych výhod, ktoré overmolding prináša do týchto odvetví:
Rozšírená funkčnosť
- Lepšia priľnavosť a ovládanie
- Zlepšené tesniace vlastnosti
- Tlmenie vibrácií
- Odolnosť proti nárazu
Estetické vylepšenia
- Vlastné možnosti farieb
- Varianty textúry
- Odlíšenie značky
- Prémiový vzhľad a dojem
Efektívnosť nákladov
- Zníženie počtu montážnych krokov
- Nižšie náklady na pracovnú silu
- Skrátenie času výroby
- Minimálne množstvo odpadu
Skúsenosti používateľov
- Zlepšená ergonómia
- Lepšia hmatová spätná väzba
- Vylepšené bezpečnostné funkcie
- Väčší komfort
Výrobné aspekty
Na základe našich rozsiahlych skúseností s rôznymi klientmi som zistil, že tieto kľúčové faktory sú rozhodujúce pre úspešnú implementáciu overmoldingu:
| Úvaha | Impact |
|---|---|
| Výber materiálu | Určuje pevnosť a výkonnosť spoja |
| Optimalizácia dizajnu | Ovplyvňuje efektívnosť výroby |
| Kontrola kvality | Zabezpečuje konzistentné výsledky |
| Riadenie nákladov | Vplyv na konkurencieschopnosť na trhu |
Vďaka spolupráci s rôznymi priemyselnými odvetviami som sa naučil, že úspešné aplikácie overmoldingu si vyžadujú starostlivé zváženie:
- Kompatibilita materiálov
- Požiadavky na dizajn
- Objem výroby
- Podmienky prostredia
- Dodržiavanie právnych predpisov
Úspech pretláčania v týchto priemyselných odvetviach dokazuje jeho všestrannosť a účinnosť. Keďže som dohliadal na nespočetné množstvo projektov, môžem s istotou povedať, že pri správnej implementácii poskytuje overmolding významné konkurenčné výhody z hľadiska kvality výrobkov, spokojnosti používateľov a efektívnosti výroby.
Ktoré odvetvia najviac profitujú z 2K vstrekovania?
Zaujíma vás, ktoré odvetvia sú lídrami revolúcie v oblasti 2K vstrekovania? Po viac ako 15 rokoch vo výrobe som videl pozoruhodné transformácie v rôznych odvetviach.
Vstrekovanie 2K sa stalo zmenou v automobilovom priemysle, spotrebnej elektronike a medicíne. Tieto odvetvia profitujú zo znížených nákladov na montáž, lepšej funkčnosti výrobkov a vyššej efektívnosti výroby vďaka tomuto pokročilému výrobnému procesu.

Aplikácie v automobilovom priemysle
Podľa mojich skúseností z práce s veľkými výrobcami automobilov prinieslo vstrekovanie 2K revolúciu vo výrobe interiérových komponentov. Automobilový priemysel profituje z:
- Viacmateriálové komponenty prístrojovej dosky
- Ovládacie prvky na volante s mäkkým dotykom
- Osvetlené zostavy tlačidiel
- Vonkajšie obloženie odolné voči poveternostným vplyvom
Integrácia tvrdých a mäkkých materiálov do jedného procesu výrazne skrátila čas montáže a zlepšila kvalitu dielov. Napríklad výroba kľučky dverí s integrovaným mäkkým materiálom teraz trvá 40% kratšie v porovnaní s tradičnými metódami.
Vývoj spotrebnej elektroniky
Elektronický priemysel prijal 2K lisovanie pre:
| Typ súčasti | Výhody | Bežné aplikácie |
|---|---|---|
| Zostavy tlačidiel | Viacfarebné možnosti, lepší hmatový pocit | Mobilné telefóny, diaľkové ovládače |
| Puzdrá zariadení | Vodotesné tesnenie, estetický vzhľad | Inteligentné zariadenia, nositeľné zariadenia |
| Ovládacie panely | Zvýšená odolnosť, integrované displeje | Domáce spotrebiče, herné konzoly |
Výroba zdravotníckych pomôcok
Zdravotnícky sektor profituje najmä zo schopnosti lisovania 2K vytvárať:
- Ergonomické chirurgické nástroje s mäkkými rukoväťami
- Viackomponentné diagnostické zariadenia
- Utesnené lekárske puzdrá s integrovanými tesneniami
Videl som materiály kompatibilné so sterilizáciou v kombinácii s pohodlným povrchom na uchopenie, čo znižuje počet výrobných krokov a zároveň zvyšuje bezpečnosť výrobku.
Inovácie domácich spotrebičov
Moderné spotrebiče využívajú lišty 2K na:
- Rozhrania ovládacieho panela
- Uzavreté komponenty odolné voči vode
- Ergonomické rukoväte a úchyty
- Dekoratívne prvky s funkčnými vlastnosťami
Výrobky osobnej starostlivosti
Priemysel osobnej starostlivosti využíva 2K tvarovanie na:
- Rukoväte zubných kefiek so zónami na uchopenie
- Rukoväte žiletiek kombinujúce pevnú štruktúru s jemným dotykom
- Kozmetické obaly s viacerými materiálovými vlastnosťami
Nákladové výhody v rôznych odvetviach
Zo svojich skúseností z výroby som vypozoroval tieto kľúčové výhody:
Zníženie nákladov na montáž
- Odstránenie sekundárnych operácií
- Nižšie nároky na pracovnú silu
- Zníženie potreby riadenia zásob
Efektívnosť výroby
- Rýchlejší čas cyklu
- Zníženie miery odpadu
- Zlepšená konzistentnosť kvality
Sloboda dizajnu
- Integrácia viacerých funkcií
- Vylepšené estetické možnosti
- Lepšie ergonomické riešenia
Zlepšenia kvality a výkonu
Implementácia 2K tvarovania viedla k:
| Aspekt | Tradičné tvarovanie | 2K Molding |
|---|---|---|
| Kroky montáže | 3-4 kroky | 1 krok |
| Čas cyklu | 45-60 sekúnd | 25-35 sekúnd |
| Miera chybovosti | 2-3% | <1% |
| Pevnosť väzby materiálu | Mierne | Vysoká |
Vplyv na životné prostredie
2K vstrekovanie ponúka environmentálne výhody prostredníctvom:
- Zníženie množstva odpadu z odstránených montážnych krokov
- Nižšia spotreba energie pri výrobe
- Zníženie potreby prepravy komponentov
- Zlepšená životnosť výrobku
Keď pracujem s klientmi v týchto odvetviach, neustále vidím 15-20% úspory nákladov v porovnaní s tradičnými výrobnými metódami. Možnosť kombinovať materiály v jednom procese nielenže zvyšuje efektívnosť, ale umožňuje aj inovatívne konštrukčné riešenia, ktoré predtým neboli možné.
Počas môjho pôsobenia v spoločnosti PTSMAKE som bol svedkom transformácie výrobných procesov v týchto odvetviach. Zavádzanie vstrekovania 2K naďalej rastie, pretože čoraz viac priemyselných odvetví si uvedomuje jeho výhody pri znižovaní nákladov, zlepšovaní kvality a umožňovaní inovatívnych konštrukčných riešení.
Pre spoločnosti, ktoré zvažujú vstrekovanie 2K, je veľmi dôležité pochopiť, že úspech závisí od správneho výberu materiálu, návrhu nástroja a kontroly procesu. Počiatočná investícia do technológie 2K je často kompenzovaná dlhodobými úsporami výrobných nákladov a vyššou kvalitou výrobkov.
Aké kombinácie materiálov sú možné pri pretláčaní?
Zamýšľali ste sa niekedy nad tým, prečo je rukoväť zubnej kefky mäkká, zatiaľ čo hlava zostáva tuhá? Alebo ako je možné, že vaše elektrické náradie má dokonalý úchopový povrch? To je kúzlo prelisovania.
Overmolding umožňuje rôzne kombinácie materiálov, predovšetkým dvojice termoplast - elastomér, kombinácie kov - plast a viactermoplastové zostavy. Úspech závisí od kompatibility materiálov, prípravy povrchu a správnych techník lepenia.

Bežné kombinácie materiálov
Na základe mojich viac ako 15-ročných skúseností v spoločnosti PTSMAKE som pracoval s mnohými kombináciami materiálov. Tu sú tie najbežnejšie:
Kombinácie termoplastov a elastomérov
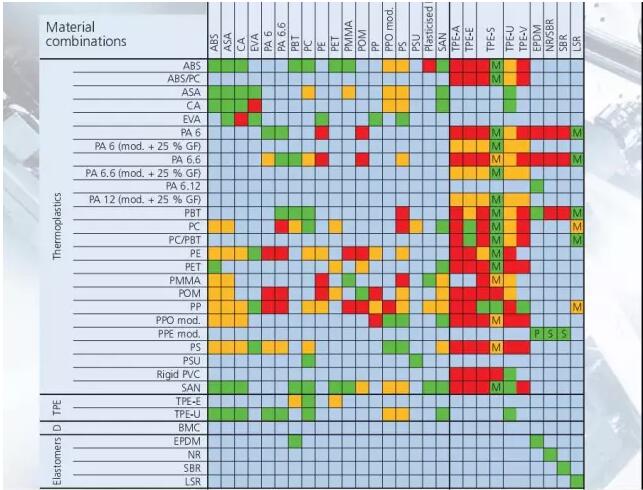
Najobľúbenejšou kombináciou, ktorú používame, sú termoplastické substráty s termoplastickými elastomérmi (TPE). Tieto dvojice ponúkajú vynikajúce spojovacie vlastnosti a všestrannosť. Tu je typická tabuľka kompatibility, ktorú používame:
| Materiál substrátu | Kompatibilný TPE | Bežné aplikácie |
|---|---|---|
| PP | TPE-S, TPV | Spotrebné výrobky, automobilové diely |
| ABS | TPE-S, TPU | Elektronické kryty, rukoväte |
| PC | TPE-U, TPE-E | Zdravotnícke pomôcky, nástroje |
| PA | TPE-E, TPU | Priemyselné komponenty |
| PBT | TPE-E, TPU | Elektrické konektory |
Kombinácie kovu a plastu
Pri kombinácii kovov s plastmi je rozhodujúca povrchová úprava. Videl som mnoho projektov, ktoré zlyhali kvôli zlej príprave povrchu. Medzi kľúčové materiály, ktoré bežne používame, patria:
- Hliník s umelými termoplastmi
- Nerezová oceľ s vysoko výkonnými polymérmi
- Mosadz so špeciálnymi triedami nylonu
Multitermoplastové systémy
Tu sa veci stávajú zaujímavými. Môžeme kombinovať rôzne termoplasty, aby sme dosiahli špecifické vlastnosti:
- Kombinácie PC/ABS na zvýšenie odolnosti proti nárazu
- Zmesi PBT/PET na zvýšenie chemickej odolnosti
- Systémy PA/PP pre nákladovo efektívnu pevnosť
Kritické faktory pre úspešné lepenie
Kompatibilita materiálov
Podľa mojich skúseností je základom úspešného pretláčania chemická kompatibilita. Toto je to, čo berieme do úvahy:
- Podobnosť chemickej štruktúry
- Rozsahy teplôt topenia
- Potenciál interakcie molekulárneho reťazca
- Charakteristiky povrchovej energie
Techniky prípravy povrchu
Naučil som sa, že správna príprava povrchu môže projekt prelisovania zmeniť alebo zničiť:
| Metóda prípravy | Najlepšie pre | Účinnosť |
|---|---|---|
| Liečba plazmou | Kovy, vysoko výkonné plasty | Vynikajúce |
| Liečba Corona | Väčšina termoplastov | Veľmi dobré |
| Chemické leptanie | Kovy, ťažko spojiteľné plasty | Dobrý |
| Mechanická abrázia | Kovové substráty | Mierne |
Pokročilé riešenia lepenia
V rámci mojej práce v spoločnosti PTSMAKE sme vyvinuli niekoľko prístupov na zlepšenie lepenia:
Aplikácie základného náteru
- Používanie špecializovaných základných náterov pre nekompatibilné materiály
- Vývoj vlastných prípravkov základného náteru
- Aplikácia povrchovo špecifických ošetrení
Mechanické blokovanie
- Návrh podrezaní a kanálov
- Vytváranie mikrotextúrnych vzorov
- Implementácia prvkov holubičieho chvosta
Parametre procesu
Na základe našich výrobných údajov:- Regulácia teploty formy v rozmedzí ±5 °C
- Optimalizácia vstrekovacieho tlaku
- Úpravy času cyklu pre rôzne kombinácie materiálov
Riešenie bežných problémov
Počas rokov práce v tomto odvetví som sa stretol s rôznymi výzvami:
Prevencia oddeľovania
Aby sa zabránilo oddeľovaniu vrstiev:
Úvahy o výbere materiálu
- Skontrolujte tabuľky kompatibility
- Overenie teplotnej odolnosti
- Test chemickej odolnosti
Riadenie procesov
- Monitorovanie rýchlosti vstrekovania
- Riadenie rýchlosti chladenia
- Udržiavanie konzistentného tlaku
Opatrenia na kontrolu kvality
Vykonávame prísne kontroly kvality:
| Testovacia metóda | Meraný parameter | Frekvencia |
|---|---|---|
| Ťahový test | Pevnosť spoja | Každá dávka |
| Prierezová analýza | Kvalita rozhrania | Týždeň |
| Environmentálne testovanie | Dlhodobá životnosť | Mesačne |
| Chemická odolnosť | Integrita materiálu | Na projekt |
Na základe svojich skúseností som zistil, že úspešné pretláčanie si vyžaduje hlboké pochopenie vlastností materiálu a parametrov spracovania. V spoločnosti PTSMAKE neustále aktualizujeme našu databázu kombinácií materiálov a parametrov spracovania, aby sme našim klientom zabezpečili optimálne výsledky.
Tento komplexný prístup k výberu a spracovaniu materiálu nám pomohol dosiahnuť úspešnosť 98% v našich projektoch pretlačovania s minimálnym počtom prípadov zlyhania spoja alebo problémov s kvalitou. Pamätajte, že kľúčom nie je len výber kompatibilných materiálov, ale aj pochopenie ich správneho spracovania.
Aké kombinácie materiálov sú možné pri 2K vstrekovaní?
Po viac ako 15 rokoch práce v oblasti vstrekovania plastov som videl nespočetné množstvo klientov, ktorí zápasili s výberom správnych kombinácií materiálov pre svoje 2K projekty. Dovoľte mi, aby som sa s vami podelil o to, čo skutočne funguje.
Dvojzložkové (2K) vstrekovanie umožňuje špecifické kombinácie materiálov, ako sú tuhé a mäkké plasty alebo viacfarebné tvrdé materiály. Medzi bežné dvojice patrí ABS s TPE, PC s ABS a rôzne iné kompatibilné termoplasty, ktoré vytvárajú silné chemické väzby.
Bežné kombinácie kompatibilných materiálov
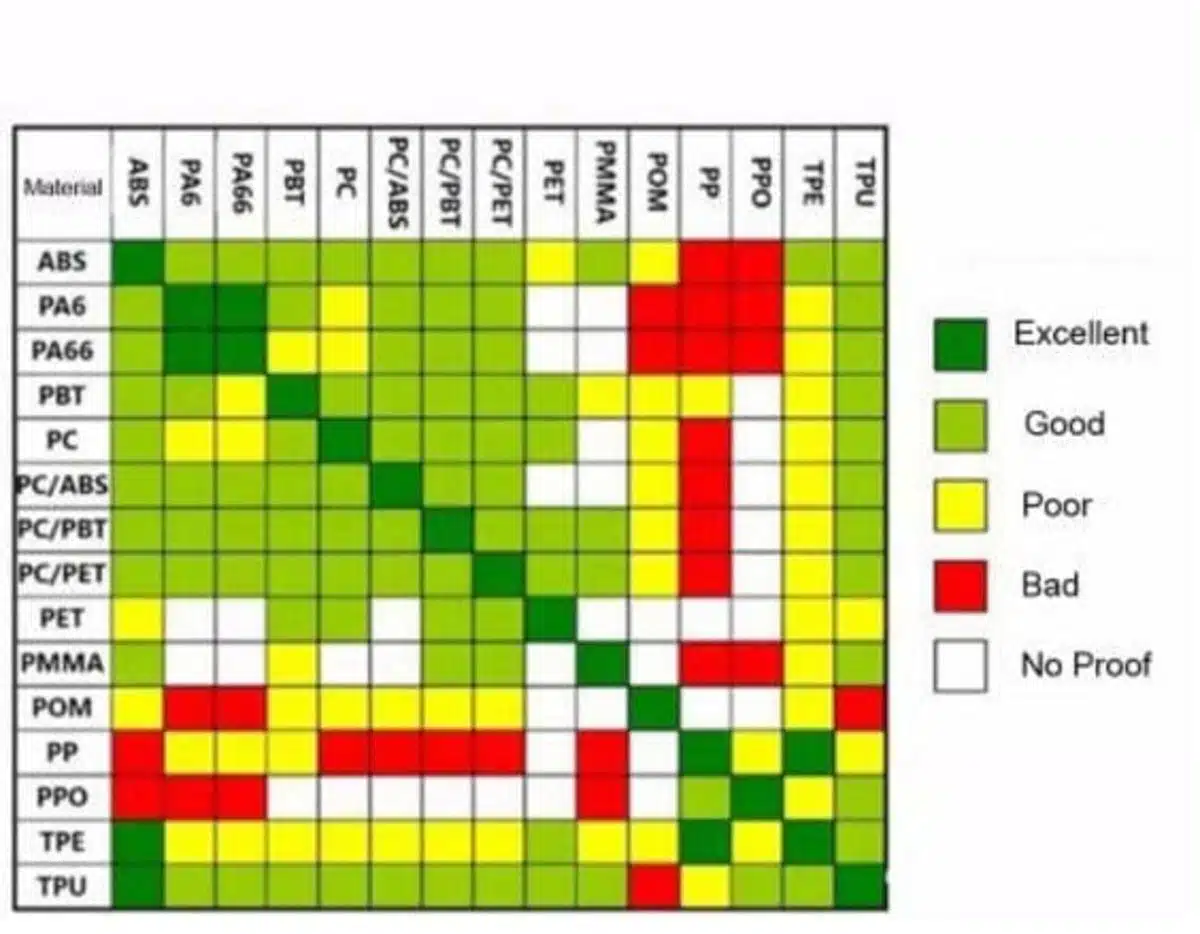
Pri svojej každodennej práci v spoločnosti PTSMAKE často odporúčam našim klientom tieto osvedčené kombinácie materiálov:
| Základný materiál | Kompatibilný materiál prelisu | Bežné aplikácie |
|---|---|---|
| ABS | TPE/TPU | Rukoväte elektrického náradia, spotrebná elektronika |
| PC | ABS | Automobilové diely, kryty elektroniky |
| PA | TPE/TPU | Mechanické komponenty, športové vybavenie |
| PP | TPE/TPU | Spotrebné výrobky, zdravotnícke pomôcky |
| PBT | TPE/TPU | Elektrické konektory, automobilové diely |
Kombinácie tvrdých a tvrdých materiálov
Pri práci s tvrdými kombináciami som zistil, že tieto dvojice sú obzvlášť účinné:
Kombinácia PC/ABS
- Vynikajúce mechanické vlastnosti
- Vysoká odolnosť proti nárazu
- Dobrá chemická odolnosť
- Bežné v automobilovom a elektronickom priemysle
Kombinácia PA/PBT
- Vynikajúce pevnostné charakteristiky
- Dobrá rozmerová stabilita
- Zvýšená tepelná odolnosť
- Široké použitie v mechanických komponentoch
Kombinácie mäkkého a tvrdého materiálu
Na základe mojich skúseností so stovkami projektov tieto kombinácie poskytujú najlepšie výsledky:
Konfigurácia ABS/TPE
- Silná pevnosť spoja
- Vynikajúca povrchová úprava
- Dobrá flexibilita mäkkej zložky
- Ideálne pre ergonomické aplikácie
Nastavenie PC/TPU
- Vysoká odolnosť
- Vynikajúca odolnosť proti nárazu
- Vynikajúce vlastnosti pri opotrebovaní
- Ideálne pre vonkajšie aplikácie
Úvahy o chemickej väzbe
Počas svojich dlhoročných skúseností som sa naučil, že úspešné tvarovanie 2K do veľkej miery závisí od správneho chemického spojenia:
Kompatibilita materiálov
- Zosúladenie molekulárnej štruktúry
- Podobné teploty topenia
- Kompatibilné chemické vlastnosti
Parametre spracovania
- Regulácia teploty taveniny
- Optimalizácia vstrekovacieho tlaku
- Chladiaci časový manažment
Stratégie optimalizácie dizajnu
Tu sú kľúčové stratégie, ktoré som vyvinul počas svojej kariéry:
Návrh rozhrania
- Maximalizácia kontaktnej plochy
- Vytvorenie mechanických blokád
- Zabezpečenie správneho toku materiálu
Geometria dielu
- Zvážte mieru zmrštenia
- Plánujte diferenciálnu tepelnú rozťažnosť
- Návrh vhodných prechodov hrúbky stien
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE vykonávame tieto základné kontroly kvality:
Fyzické testovanie
- Hodnotenie pevnosti spoja
- Testovanie odolnosti proti nárazu
- Environmentálne záťažové testovanie
Vizuálna kontrola
- Kvalita povrchovej úpravy
- Konzistencia farieb
- Overovanie rozmerov dielov
Aplikácie špecifické pre daný priemysel
Rôzne odvetvia si vyžadujú špecifické kombinácie materiálov:
Automobilový priemysel
- PC/ABS pre vnútorné komponenty
- PA/TPE pre vonkajšie obloženie
- PBT/TPU pre funkčné diely
Spotrebná elektronika
- ABS/TPE pre vreckové zariadenia
- PC/ABS pre kryty
- PA/TPE pre ochranné komponenty
Zdravotnícke pomôcky
- PP/TPE pre ergonomické rukoväte
- PC/TPU pre kryty zariadení
- PBT/TPE pre komponenty zariadenia
Vďaka svojim rozsiahlym skúsenostiam s 2K vstrekovaním som sa naučil, že úspešný výber kombinácie materiálov si vyžaduje starostlivé zváženie:
- Požiadavky na konečné použitie
- Podmienky prostredia
- Výrobné obmedzenia
- Úvahy o nákladoch
- Dodržiavanie právnych predpisov
Kľúčom k úspešnému 2K vstrekovaniu je pochopenie nielen vlastností materiálov, ale aj ich vzájomného pôsobenia počas procesu vstrekovania. V spoločnosti PTSMAKE sme získali rozsiahle odborné znalosti v oblasti optimalizácie týchto kombinácií materiálov s cieľom dosiahnuť čo najlepšie výsledky pre špecifické aplikácie našich klientov.
Aké sú kľúčové aspekty konštrukcie pri pretláčaní?
Za viac ako 15 rokov práce v spoločnosti PTSMAKE som videl nespočetné množstvo projektov pretláčania, ktoré zlyhali kvôli zlým konštrukčným úvahám. Jeden nedávny projekt ma naučil, že úspech spočíva v detailoch počiatočného plánovania konštrukcie.
Úspešný návrh prelisu si vyžaduje starostlivú pozornosť na uhly ťahu, konzistenciu hrúbky materiálu a mieru zmrštenia. Kľúčom k úspechu je vytvorenie správnych mechanických väzieb a zároveň zabezpečenie materiálovej kompatibility medzi substrátom a komponentmi prelisu.
Základné uhly ponoru a hrúbka steny
Po práci s tisíckami projektov pretláčania som sa naučil, že správne uhly ťahu sú rozhodujúce. Pre väčšinu aplikácií odporúčam minimálny uhol ťahu 1-2°, ale zložité geometrie môžu vyžadovať až 5°. Správny uhol ťahu zabezpečuje:
- Jednoduché vysunutie dielu z formy
- Znížené opotrebovanie nástrojov
- Konzistentná kvalita dielov
- Nižšie výrobné náklady
Rovnako dôležitá je aj rovnomernosť hrúbky steny. Svojim klientom vždy radím, aby udržiavali konzistentný pomer hrúbky steny medzi substrátom a materiálom na prelisovanie, zvyčajne medzi 1:1 a 1:3.
Výber materiálu a riadenie zmrštenia
Tu je rozpis bežných kombinácií materiálov a ich miery zmrštenia:
| Materiál substrátu | Materiál prelisu | Typická miera zmrštenia | Hodnotenie kompatibility |
|---|---|---|---|
| ABS | TPE | 0,004-0,006 in/in | Vynikajúce |
| PC | TPU | 0,005-0,007 in/in | Veľmi dobré |
| PP | TPE | 0,015-0,025 in/in | Dobrý |
| Nylon | TPV | 0,008-0,012 in/in | Mierne |
| PBT | LSR | 0,002-0,004 in/in | Vynikajúce |
Stratégie mechanického blokovania
Na základe mojich skúseností si úspešné mechanické blokovanie vyžaduje tri kľúčové prvky:
- Podrezania - zvyčajne ich navrhujem v hĺbke 0,5-1,0 mm
- Textúrovanie povrchu - použitie 0,1-0,3 mm hlbokých vzorov
- Vlastnosti holubieho chvosta - s uhlami 15-30° na optimálne uchopenie
Optimalizácia chemických väzieb
Priľnavosť materiálu je rozhodujúca pre trvanlivosť. Tento postup som vyvinul na optimálne lepenie:
Príprava povrchu
- Liečba plazmou
- Chemické základné nátery v prípade potreby
- Čisté povrchy bez kontaminácie
Parametre spracovania
- Regulácia teploty v rozmedzí ±5 °C
- Správne nastavenie tlaku
- Optimálny čas cyklu
Obmedzenia geometrického dizajnu
Pri navrhovaní prelisovaných dielov vždy zohľadňujem tieto geometrické obmedzenia:
- Polomery rohov - minimálne 0,5 mm pre vnútorné rohy
- Umiestnenie brány - najmenej 1,5-krát väčšia hrúbka materiálu od kritických prvkov
- Umiestnenie deliacej čiary - mimo kozmetických povrchov
- Požiadavky na odvzdušnenie - hĺbka 0,02-0,03 mm pre správny únik vzduchu
Úvahy o okne spracovania
Na základe svojich dlhoročných skúseností som zistil, že tieto parametre spracovania sú kľúčové:
Regulácia teploty
- Teplota materiálu substrátu
- Teplota materiálu prelisu
- Teplota formy
Nastavenie tlaku
- Vstrekovací tlak
- Podržanie tlaku
- Spätný tlak
Opatrenia na kontrolu kvality
Na zabezpečenie konzistentnej kvality vykonávam tieto kontroly:
Vizuálna kontrola
- Kompletné pokrytie
- Žiadne dutiny alebo medzery
- Kvalita povrchovej úpravy
Fyzické testovanie
- Pevnosť priľnavosti
- Odolnosť proti nárazu
- Environmentálne záťažové testovanie
Tipy na optimalizáciu dizajnu
Tu sú moje osvedčené stratégie pre optimálny dizajn:
Analýza materiálového toku
- Používanie simulačného softvéru
- Identifikujte potenciálne problémy
- Optimalizácia umiestnenia brán
Testovanie prototypu
- Overenie koncepcií dizajnu
- Skúšobné mechanické vlastnosti
- Overenie montáže
Výrobné aspekty
- Prístup k údržbe náradia
- Optimalizácia času cyklu
- Nákladovo efektívna výroba
Úspech konštrukcie prelisov závisí od pochopenia a implementácie týchto kľúčových aspektov. Vďaka svojim skúsenostiam v spoločnosti PTSMAKE som sa naučil, že venovanie pozornosti týmto detailom na začiatku fázy návrhu zabraňuje nákladným problémom počas výroby a zabezpečuje vysokokvalitné a odolné diely, ktoré spĺňajú alebo prekonávajú očakávania zákazníkov.
Pamätajte, že úspešné pretláčanie nie je len o dodržiavaní konštrukčných pravidiel, ale aj o pochopení toho, ako tieto prvky spolupracujú na vytvorení vynikajúceho výrobku. Dôkladným zvážením každého z aspektov, ktoré som uviedol, budete dobre pripravení na navrhovanie úspešných prelisovaných komponentov, ktoré prinášajú funkčnosť aj hodnotu.
Aké sú kľúčové aspekty konštrukcie pre 2K vstrekovanie?
Zamýšľali ste sa niekedy nad tým, prečo niektoré výrobky 2K lisované do formy zlyhávajú, zatiaľ čo iné sú úspešné? Po viac ako 15 rokoch práce v oblasti vstrekovania plastov som videl, ako môže správny dizajn rozhodnúť alebo zničiť projekt.
Dvojkomponentné (2K) vstrekovanie si vyžaduje starostlivé zváženie kompatibility materiálov, geometrie dielov, umiestnenia vtokov a konštrukcie formy. Úspech závisí od pochopenia týchto kritických faktorov a implementácie správnych konštrukčných stratégií od začiatku.
Úvahy o kompatibilite materiálov
Z mojich skúseností z práce na nespočetných 2K projektoch v spoločnosti PTSMAKE vyplýva, že základom úspešného 2K lisovania je výber materiálu. Dva materiály musia mať:
- Kompatibilné teploty topenia
- Podobné miery zmrštenia
- Dobré adhézne vlastnosti
- Chemická kompatibilita
Tu je podrobná tabuľka kompatibility, ktorú som vytvoril počas rokov testovania:
| Materiál 1 | Materiál 2 | Úroveň kompatibility | Bežné aplikácie |
|---|---|---|---|
| PC | TPE | Vynikajúce | Spotrebná elektronika |
| ABS | TPE | Veľmi dobré | Automobilové diely |
| PA | TPE | Dobrý | Rukoväte náradia |
| PP | TPE | Spravodlivé | Spotrebný tovar |
| POM | TPE | Chudobný | Neodporúča sa |
Usmernenia pre navrhovanie blokovacích prvkov
Pri navrhovaní vzájomne prepojených prvkov našim klientom vždy zdôrazňujem tieto kľúčové body:
- Minimálny pomer hrúbky steny medzi materiálmi by mal byť 1:1,5
- Vyhnite sa ostrým rohom v oblastiach rozhrania
- Navrhnúť správne mechanické blokovanie
- Zahrnúť dostatočný presah medzi materiálmi
Umiestnenie brány a analýza toku
Na základe mojich rozsiahlych skúseností je pre úspešné tvarovanie 2K rozhodujúce správne umiestnenie brány. Odporúčam:
Umiestnenie primárnej materiálovej brány:
- Umiestnite brány v hrubých úsekoch
- Udržiavanie vyvážených prietokových ciest
- Zvážte umiestnenie zvarového vedenia
Úvahy o druhotnom materiáli:
- Zabezpečenie úplného vyplnenia dutín
- Minimalizácia poklesu tlaku
- Zohľadnenie rozdielov vo viskozite materiálu
Stratégia vysunutia časti
V spoločnosti PTSMAKE sme vyvinuli špecifické pokyny na úspešné vysunutie dielu:
Návrh uhlov:
- Primárny materiál: minimálne 1,5°
- Sekundárny materiál: minimálne 2°
Úvahy o textúre povrchu:
- Hladké povrchy: zvýšte uhly ponoru o 1°
- Textúrované povrchy: zvýšenie uhlov ťahu o 2°
Optimalizácia času cyklu
Na dosiahnutie efektívneho času cyklu sa vždy zameriavam na:
Regulácia teploty:
- Optimalizácia usporiadania chladiacich kanálov
- Vyváženie chladenia medzi materiálmi
- Monitorovanie teploty rozhrania
Parametre procesu:
- Nastavenie rýchlosti vstrekovania
- Kontrola tlaku v chove
- Optimalizácia času chladenia
Stratégie znižovania nákladov
Na základe mojich skúseností s riadením stoviek projektov 2K uvádzam účinné spôsoby, ako znížiť náklady:
Optimalizácia dizajnu:
- Minimalizujte spotrebu materiálu
- Zjednodušenie geometrie dielov
- Skrátenie času cyklu
Výber materiálu:
- Výber nákladovo efektívnych materiálov
- Zvážte použitie regranulátu
- Optimalizácia vlastností materiálu
Výrobné aspekty
Pri navrhovaní pre 2K vstrekovanie vždy zohľadňujem tieto výrobné aspekty:
Konštrukcia formy:
- Správne vetranie
- Efektívne bežecké systémy
- Vyvážená náplň
Kontrola procesu:
- Monitorovanie teploty
- Optimalizácia tlaku
- Opatrenia na kontrolu kvality
Počas viac ako 15 rokov v spoločnosti PTSMAKE som zistil, že úspešné vstrekovanie 2K si vyžaduje komplexný prístup. Každý aspekt - od výberu materiálu až po výrobné úvahy - zohráva kľúčovú úlohu pri dosahovaní vysokokvalitných dielov. Kľúčom k úspechu je zaoberať sa týmito konštrukčnými aspektmi už na začiatku vývojového procesu.
Overenie návrhu prostredníctvom simulácie a prototypov je nevyhnutné. Pred úplnou výrobou vždy odporúčame vykonať analýzu toku a otestovať rôzne kombinácie materiálov. Tento prístup nám pomohol dosiahnuť konzistentnú kvalitu a zároveň minimalizovať náklady našich klientov.
Nezabudnite, že vstrekovanie 2K je zložitý proces, ktorý si vyžaduje odborné znalosti a pozornosť venovanú detailom. Dodržiavaním týchto konštrukčných úvah a spoluprácou so skúsenými výrobcami môžete maximalizovať šance na úspech projektu a dosiahnuť optimálne výsledky.
Ktorý proces je pre váš projekt lepší?
Neviete si vybrať medzi technológiou overmolding a vstrekovaním 2K pre váš ďalší projekt? Po viac ako 15 rokoch vo výrobe som pomohol nespočetnému množstvu klientov urobiť toto zásadné rozhodnutie.
Obe technológie, overmolding aj 2K vstrekovanie, ponúkajú jedinečné výhody, ale váš výber by mal závisieť od konkrétnych faktorov, ako je objem výroby, zložitosť dielov, kompatibilita materiálov a rozpočet. Dovoľte mi, aby som vás previedol správnym rozhodnutím.
Úvahy o objeme výroby
Podľa mojich skúseností z práce s rôznymi klientmi v spoločnosti PTSMAKE je objem výroby často prvým faktorom, ktorý treba zvážiť. Tu je porovnanie oboch procesov:
| Objem výroby | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Nízky objem (<10 000 kusov) | Viac nákladovo efektívne | Vyššie počiatočné náklady |
| Stredný objem (10 000 - 100 000) | Mierna účinnosť | Dobrá účinnosť |
| Veľký objem (>100 000) | Pracovne náročné | Nákladovo najefektívnejšie |
Analýza zložitosti časti
Pokiaľ ide o zložitosť súčiastok, pozoroval som medzi týmito procesmi niekoľko jasných rozdielov:
| Faktor zložitosti | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Geometrická zložitosť | Obmedzené ručnou manipuláciou | Možnosť veľmi zložitého |
| Kombinácie materiálov | Možný široký rozsah | Obmedzené na kompatibilné materiály |
| Podrobnosti o povrchu | Vynikajúce | Veľmi dobré |
| Interné funkcie | Obmedzené | Pokročilé schopnosti |
Požiadavky na materiál a kompatibilita
Na základe mojich viac ako 15-ročných skúseností s výrobou zohráva výber materiálu kľúčovú úlohu:
| Materiálový aspekt | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Rozsah materiálu | Širší výber | Obmedzené na kompatibilné páry |
| Pevnosť spoja | Variabilné | Vynikajúce |
| Chemická odolnosť | Závisí od materiálov | Všeobecne lepšie |
| Odolnosť voči teplote | Dobrý | Vynikajúce |
Rozdelenie štruktúry nákladov
Dovoľte mi, aby som sa podelil o to, čo som sa naučil o finančných aspektoch oboch procesov:
| Faktor nákladov | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Počiatočné náradie | Nižšie | Vyššie |
| Náklady na jeden diel | Vyššie | Nižšie |
| Náklady na prácu | Vyššie | Nižšie |
| Materiálový odpad | Mierne | Minimálne |
Čas a efektivita výroby
Počas môjho pôsobenia v spoločnosti PTSMAKE som si všimol významné rozdiely v efektívnosti výroby:
| Časový faktor | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Čas cyklu | Dlhšie | Kratšie |
| Čas nastavenia | Kratšie | Dlhšie |
| Čas prechodu na euro | Mierne | Dlhšie |
| Celková účinnosť | Mierne | Vysoká |
Kvalita a konzistentnosť
Kontrola kvality je veľmi dôležitá a ja som si všimol toto:
| Faktor kvality | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Konzistentnosť častí | Dobrý | Vynikajúce |
| Miera chybovosti | Vyššie | Nižšie |
| Pevnosť spoja | Variabilné | Konzistentné |
| Povrchová úprava | Vynikajúce | Veľmi dobré |
Flexibilita dizajnu
Z mojich skúseností s rôznymi projektmi:
| Faktor dizajnu | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Zmeny dizajnu | Flexibilnejšie | Menej flexibilné |
| Kombinácie materiálov | Ďalšie možnosti | Obmedzené možnosti |
| Geometria Sloboda | Mierne | Vysoká |
| Možnosti prototypu | Lepšie | Obmedzené |
Vplyv na životné prostredie
Udržateľnosť je čoraz dôležitejšia:
| Faktor životného prostredia | Overmolding | Vstrekovanie 2K |
|---|---|---|
| Materiálový odpad | Viac na | Menej |
| Spotreba energie | Vyššie | Nižšie |
| Recyklovateľnosť | Variabilné | Lepšie |
| Emisie z procesov | Vyššie | Nižšie |
Rozhodovanie
Na základe mojich rozsiahlych skúseností uvádzam zjednodušený rozhodovací rámec:
Overmolding si vyberte, keď:
- Potrebujete maximálnu flexibilitu kombinácie materiálov
- Váš objem výroby je nižší
- Vyžadujete časté zmeny dizajnu
- Rozpočet na počiatočné nástroje je obmedzený
Vyberte si vstrekovanie 2K, keď:
- Máte vysoké objemy výroby
- Dôležitá je konzistentnosť dielov
- Potrebujete kratší čas cyklu
- Dlhodobá nákladová efektívnosť je prioritou
Nedávno som pomohol klientovi vybrať si medzi týmito procesmi pre jeho komponent zdravotníckeho zariadenia. Spočiatku sa priklonili k overmoldingu kvôli nižším počiatočným nákladom. Po analýze ich ročného objemu výroby 500 000 kusov sme však zistili, že vstrekovanie 2K by znížilo náklady na jeden diel o 40% a zlepšilo konzistenciu, takže by bolo lepšou voľbou napriek vyšším počiatočným nákladom na nástroje.
Nezabudnite, že neexistuje univerzálne riešenie. V spoločnosti PTSMAKE posudzujeme každý projekt individuálne, zvažujeme všetky tieto faktory, aby sme mohli odporučiť najvhodnejší postup pre konkrétne potreby našich klientov.
Budúce trendy v oblasti vstrekovania a 2K vstrekovania?
Ako odborník na výrobu s viac ako 15-ročnou praxou v oblasti vstrekovania som videl dramatické zmeny. Ale to, čo príde ďalej, spôsobí revolúciu v tom, ako uvažujeme o procesoch pretláčania a 2K formovania.
Budúcnosť prelisovania a vstrekovania 2K smeruje k inteligentnej výrobe s integrovanými senzormi, udržateľnými materiálmi a optimalizáciou procesov na základe umelej inteligencie. Tieto pokroky umožnia rýchlejšie výrobné časy a zložitejšie konštrukcie pri súčasnom znížení vplyvu na životné prostredie.

Inovácie v oblasti udržateľných materiálov
Podľa mojich skúseností v spoločnosti PTSMAKE sa inovácie materiálov rýchlo menia. Sme svedkami nového vývoja, ktorý bol ešte pred niekoľkými rokmi nepredstaviteľný:
- Biologické polyméry z obnoviteľných zdrojov
- Recyklované materiály so zlepšenými vlastnosťami
- Samoregeneračné polyméry pre dlhšiu životnosť výrobku
- Inteligentné materiály, ktoré reagujú na zmeny prostredia
Náš tím úspešne otestoval niekoľko nových udržateľných materiálov, ktoré vykazujú sľubné výsledky z hľadiska výkonu aj vplyvu na životné prostredie.
Integrácia inteligentnej výroby
Integrácia inteligentných technológií mení tradičné procesy lisovania:
| Technológia | Aktuálna aplikácia | Budúci potenciál |
|---|---|---|
| Senzory IoT | Monitorovanie procesov | Prediktívna údržba |
| Systémy umelej inteligencie | Kontrola kvality | Autonómna prevádzka |
| Digitálne dvojčatá | Optimalizácia dizajnu | Úpravy v reálnom čase |
| Cloud Computing | Zber údajov | Úplná automatizácia procesov |
Vývoj pokročilého dizajnu foriem
Moderný dizajn foriem je čoraz sofistikovanejší:
- Konformné chladiace kanály
- Topologicky optimalizované štruktúry
- 3D vytlačené vložky do foriem
- Dynamické vetracie systémy
Osobne som dohliadal na projekty, pri ktorých sa vďaka týmto pokrokom skrátil čas cyklu o 35% a zároveň sa zlepšila kvalita dielov.
Implementácia Industry 4.0
Integrácia princípov Priemyslu 4.0 mení náš prístup:
- Monitorovanie procesov v reálnom čase
- Automatizované systémy kontroly kvality
- Riadenie digitálnych pracovných postupov
- Plány prediktívnej údržby
Hybridné výrobné riešenia
V spoločnosti PTSMAKE skúmame kombinácie tradičných a nových technológií:
- Aditívne + vstrekovanie
- Riešenia montáže vo forme
- Kombinácie viacerých materiálov
- Automatizované následné spracovanie
Rozšírené možnosti návrhu
Objavujú sa nové možnosti dizajnu:
- Komplexné geometrie
- Integrovaná elektronika
- Premenlivé vlastnosti materiálu
- Tvarovanie mikroprvkov
Inovácie ekologických procesov
Udržateľnosť sa stáva ústredným prvkom lisovacích operácií:
- Energeticky účinné systémy
- Recyklácia materiálov v uzavretom cykle
- Metódy ochrany vody
- Stratégie znižovania množstva odpadu
V minulom roku sa v našom zariadení vďaka týmto inováciám znížila spotreba energie o 25%.
Optimalizácia rýchlosti výroby
Rýchlejšiu výrobu poháňa niekoľko faktorov:
| Faktor | Impact | Časový harmonogram implementácie |
|---|---|---|
| Optimalizácia cyklu na základe umelej inteligencie | 30% rýchlejšie | 1-2 roky |
| Pokročilé chladiace systémy | 40% redukcia | 6-12 mesiacov |
| Automatizovaná manipulácia s dielmi | 50% zvýšenie účinnosti | 3-6 mesiacov |
| Inteligentné riadenie toku materiálu | Zlepšenie 20% | 1 rok |
Pokrok v kontrole kvality
Moderná kontrola kvality sa vyvíja:
- Senzory vo forme
- Systémy počítačového videnia
- Detekcia chýb pomocou umelej inteligencie
- Úprava procesov v reálnom čase
Zlepšenie nákladovej efektívnosti
Vďaka novým technológiám je výroba nákladovo efektívnejšia:
- Zníženie množstva materiálového odpadu
- Nižšia spotreba energie
- Zníženie nákladov na pracovnú silu
- Minimálne problémy s kvalitou
Vďaka týmto vylepšeniam sme zaznamenali skrátenie doby návratnosti investícií z 24 mesiacov na 12 mesiacov.
Úpravy špecifické pre dané odvetvie
Rôzne odvetvia sú hnacou silou jedinečných inovácií:
- Zdravotná starostlivosť: Integrácia čistých priestorov
- Automobilový priemysel: Ľahké riešenia
- Elektronika: Tienenie proti elektromagnetickému rušeniu
- Letecký a kozmický priemysel: Vysoko výkonné materiály
Po práci v rôznych odvetviach som si všimol, že každé odvetvie posúva technológie iným smerom a vytvára bohatý ekosystém inovácií.
Tieto trendy predstavujú moje pozorovania za viac ako 15 rokov v odvetví a našu prebiehajúcu prácu v PTSMAKE. Budúcnosť vstrekovania s pretláčaním a 2K vstrekovaním je jasná, s neustálym zlepšovaním efektívnosti, udržateľnosti a schopností. Kľúčom k úspechu bude zostať prispôsobivý a prijať tieto nové technológie pri zachovaní zamerania na kvalitu a potreby zákazníkov.
Verím, že nasledujúce desaťročie prinesie ešte dramatickejšie zmeny a spoločnosti, ktoré sa na ne pripravia teraz, budú mať z tohto pokroku najlepšiu pozíciu. V spoločnosti PTSMAKE už mnohé z týchto inovácií zavádzame, čím zabezpečujeme, že zostaneme na čele výrobných technológií.






