

Výber nesprávneho nylonu na vstrekovanie môže viesť k nákladným výrobným poruchám a nedostatočnému výkonu výrobku. Bol som svedkom toho, že mnohé spoločnosti zápasili s deformovanými dielmi, nekonzistentnou kvalitou a predčasnými poruchami výrobkov len preto, že si vybrali nevhodnú triedu nylonu.
Na vstrekovanie je vo všeobecnosti najlepšou voľbou nylon 6/6 (PA66) vďaka vynikajúcej rovnováhe medzi mechanickou pevnosťou, tepelnou odolnosťou a spracovateľnosťou. Ponúka vynikajúcu odolnosť proti opotrebovaniu a zachováva si rozmerovú stabilitu za rôznych podmienok.

Viem, že výber správneho typu nylonu môže byť pri toľkých dostupných možnostiach ohromujúci. Dovoľte mi, aby som vás oboznámil s kľúčovými faktormi, ktoré treba zvážiť pri výbere nylonu pre váš projekt vstrekovania. Preskúmame rôzne druhy nylonu, ich špecifické vlastnosti a reálne aplikácie, aby sme vám pomohli urobiť informované rozhodnutie.
Aký je rozdiel medzi nylonom 46 a nylonom 66?
Pri výrobe presných dielov môže byť výber medzi nylonom 46 a nylonom 66 mätúci a nákladný. Mnohí inžinieri a konštruktéri výrobkov majú problém s týmto rozhodnutím, najmä ak ide o požiadavky na vysoký výkon. Nesprávny výber môže viesť k zlyhaniu súčiastky, oneskoreniu výroby a značným finančným stratám.
Hlavný rozdiel medzi nylonom 46 a nylonom 66 spočíva v ich chemickej štruktúre a úžitkových vlastnostiach. Nylon 46 ponúka vyššiu tepelnú odolnosť a mechanickú pevnosť, zatiaľ čo nylon 66 poskytuje lepšiu spracovateľnosť a nákladovú efektívnosť. Každý typ slúži na špecifické aplikácie založené na týchto odlišných vlastnostiach.
Chemická štruktúra a zloženie
Základný rozdiel medzi týmito dvoma materiálmi sa začína ich molekulárnym zložením. Nylon 46 obsahuje 4 atómy uhlíka v diamínovej zložke a 6 atómov uhlíka v diacidovej zložke. To vytvára kompaktnejšiu a tuhšiu molekulárnu štruktúru, čo má za následok zvýšenú tepelnú stabilitu. V spoločnosti PTSMAKE som si všimol, že pochopenie týchto molekulárne usporiadanie1 je rozhodujúca pre optimalizáciu parametrov vstrekovania.
Porovnanie výkonu pri teplote
Tepelná odolnosť
Nylon 46 vykazuje v porovnaní s nylonom 66 vyššiu tepelnú odolnosť:
| Vlastníctvo | Nylon 46 | Nylon 66 |
|---|---|---|
| Bod topenia | 295°C | 260°C |
| Teplota vychýlenia tepla | 280°C | 250°C |
| Trvalá prevádzková teplota | 200°C | 180°C |
Správanie pri nízkych teplotách
Oba materiály vykazujú pri nízkych teplotách odlišné vlastnosti:
| Vlastníctvo | Nylon 46 | Nylon 66 |
|---|---|---|
| Teplota prechodu skla | 80°C | 50°C |
| Pevnosť pri náraze pri nízkych teplotách | Mierne | Lepšie |
Mechanické vlastnosti
Pevnosť a tuhosť
Oba materiály majú vynikajúce mechanické vlastnosti, ale s výraznými rozdielmi:
| Vlastníctvo | Nylon 46 | Nylon 66 |
|---|---|---|
| Pevnosť v ťahu | 95 MPa | 85 MPa |
| Modul pružnosti v ohybe | 3200 MPa | 3000 MPa |
| Pevnosť pri náraze | 5,5 kJ/m² | 6,0 kJ/m² |
Úvahy o spracovaní
Podľa mojich skúseností v spoločnosti PTSMAKE je pre oba materiály rozhodujúce správne spracovanie. Toto je to, čo potrebujete vedieť:
Požiadavky na sušenie
- Nylon 46: Vyžaduje dôkladné sušenie pri teplote 100 °C počas 4-6 hodín
- Nylon 66: Potrebuje sušenie pri teplote 80 °C po dobu 2-4 hodín
Parametre vstrekovania
| Parameter | Nylon 46 | Nylon 66 |
|---|---|---|
| Teplota topenia | 310-330°C | 280-300°C |
| Teplota formy | 80-120°C | 70-90°C |
| Vstrekovací tlak | Vyššie | Mierne |
Úvahy o nákladoch a dostupnosti
Rozhodujúcim faktorom pri výbere materiálu je hospodárnosť:
- Nylon 46: Všeobecne 30-40% drahšie
- Nylon 66: dostupnejší a cenovo výhodnejší
Oblasti použitia
Nylon 46 Najlepšie použitie
- Vysokoteplotné automobilové komponenty
- Priemyselné ozubené kolesá
- Elektrické konektory v náročných podmienkach
- Vysoko výkonné ložiská
Nylon 66 Najlepšie použitie
- Štandardné automobilové diely
- Spotrebná elektronika
- Všeobecné mechanické komponenty
- Elektrické kryty
Vplyv na životné prostredie a udržateľnosť
Oba materiály majú rôzne environmentálne aspekty:
| Aspekt | Nylon 46 | Nylon 66 |
|---|---|---|
| Recyklovateľnosť | Dobrý | Vynikajúce |
| Spotreba energie vo výrobe | Vyššie | Mierne |
| Uhlíková stopa | Väčšie | Menšie |
Bežné problémy a riešenia
Počas svojej praxe v oblasti vstrekovania nylonu som sa stretol s rôznymi výzvami a vyriešil ich:
Problémy súvisiace s vlhkosťou
- Správne sušenie je nevyhnutné pre oba materiály
- Nylon 46 je citlivejší na vlhkosť
- Na dosiahnutie najlepších výsledkov používajte odvlhčovacie sušičky
Kontrola deformácie
- Optimalizácia času a teploty chladenia
- Používajte vhodné umiestnenie brán
- Zvážte rovnomernosť hrúbky steny
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE uplatňujeme prísne postupy kontroly kvality:
Požiadavky na testovanie
| Typ testu | Nylon 46 | Nylon 66 |
|---|---|---|
| Obsah vlhkosti | <0.1% | <0.2% |
| Rozmerová stabilita | ±0,1% | ±0,2% |
| Kvalita povrchu | Vysoká | Štandard |
Výber medzi nylonom 46 a nylonom 66 závisí od špecifických požiadaviek na použitie. Zatiaľ čo Nylon 46 vyniká pri vysokoteplotných a vysokovýkonných aplikáciách, Nylon 66 zostáva praktickejšou voľbou na všeobecné použitie. Pochopenie týchto rozdielov pomáha pri prijímaní informovaných rozhodnutí pre vaše výrobné potreby.
Môže sa nylon 12 vstrekovať?
Často počúvam od inžinierov, ktorí si nie sú istí používaním nylonu 12 na vstrekovanie. Obávajú sa ťažkostí pri spracovaní, deformácií dielov a citlivosti na vlhkosť, ktoré by mohli ovplyvniť kvalitu ich konečného výrobku.
Áno, nylon 12 sa dá účinne vstrekovať. V porovnaní s inými druhmi nylonu má vynikajúce mechanické vlastnosti, dobrú chemickú odolnosť a nízku absorpciu vlhkosti. Pri správnych parametroch spracovania a manipulácii s materiálom sa z neho vyrábajú vysokokvalitné vstrekované diely.

Kľúčové parametre spracovania pre vstrekovanie nylonu 12
Pri práci s nylonom 12 je pre dosiahnutie optimálnych výsledkov rozhodujúce správne spracovanie. Tento materiál si vyžaduje špecifické kryštalizácia2 podmienky, aby sa naplno prejavili jeho mechanické vlastnosti. Na základe mojich skúseností v spoločnosti PTSMAKE uvádzam kritické parametre, ktoré sledujeme:
Požiadavky na reguláciu teploty
| Parameter | Odporúčaný rozsah |
|---|---|
| Teplota topenia | 230-270°C |
| Teplota formy | 60-90°C |
| Teplota sušenia | 80°C |
| Čas sušenia | 4-6 hodín |
Nastavenie vstrekovacieho tlaku a rýchlosti
Úspech vstrekovania nylonu 12 do veľkej miery závisí od správnej regulácie tlaku:
| Fáza procesu | Rozsah tlaku (MPa) |
|---|---|
| Vstrekovací tlak | 80-120 |
| Udržiavací tlak | 60-90 |
| Spätný tlak | 3-5 |
Príprava materiálu a manipulácia s ním
Správna príprava materiálu je nevyhnutná pre úspešné vstrekovanie nylonu 12. Zistil som, že tieto postupy sú rozhodujúce:
Požiadavky na predsušenie
- Materiál pred spracovaním vždy vysušte
- Udržujte obsah vlhkosti pod 0,1%
- Používanie odvlhčovacích sušičiek
- Skladujte v uzavretých nádobách
Skladovanie materiálu
- Uchovávajte v obale odolnom voči vlhkosti
- Udržiavanie kontrolovaného prostredia
- Monitorovanie úrovne vlhkosti
- Používanie systému inventúry "prvý do prvého
Úvahy o konštrukcii dielov z nylonu 12
Usmernenia pre hrúbku steny
Na dosiahnutie optimálnej kvality dielov zvážte tieto konštrukčné parametre:
| Funkcia | Odporúčaný rozsah |
|---|---|
| Minimálna hrúbka steny | 0,8-1,0 mm |
| Maximálna hrúbka steny | 3,0-4,0 mm |
| Hrúbka rebra | 50-75% steny |
Uhly návrhu a povrchová úprava
Správny uhol ponoru zabezpečuje ľahké vysúvanie dielov:
| Typ povrchu | Minimálny uhol ponoru |
|---|---|
| Textúrované povrchy | 2-3° |
| Hladké povrchy | 0.5-1° |
Bežné aplikácie a odvetvia
Nylon 12 je vďaka svojim jedinečným vlastnostiam vhodný na rôzne aplikácie:
Automobilový priemysel
- Komponenty palivového systému
- Diely pod kapotou
- Elektrické konektory
- Káblové pásky a spojovací materiál
Priemyselné aplikácie
- Pneumatické rúrky
- Zariadenia na chemické spracovanie
- Klietky ložísk
- Opotrebované dosky
Spotrebné výrobky
- Športové vybavenie
- Puzdrá elektrického náradia
- Komponenty vonkajšieho nábytku
- Puzdrá elektronických zariadení
Riešenie bežných problémov
Za roky môjho pôsobenia v spoločnosti PTSMAKE som sa stretol s rôznymi výzvami pri lisovaní nylonu 12 a vyriešil ich:
Riešenia povrchových defektov
| Vydanie | Riešenie |
|---|---|
| Značky drezu | Nastavenie času chladenia a udržiavacieho tlaku |
| Prietokové línie | Zvýšenie teploty taveniny a rýchlosti vstrekovania |
| Burning | Zníženie teploty taveniny a zvýšenie odvzdušnenia |
Rozmerové problémy
Dodržiavať prísne tolerancie:
- Sledovanie konzistencie teploty formy
- Nastavenie tlaku a času držania
- Overenie podmienok sušenia materiálu
- Kontrola správneho umiestnenia brány
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE vykonávame komplexnú kontrolu kvality:
Testovanie v procese
- Overovanie rozmerov
- Vizuálna kontrola
- Kontroly hmotnosti
- Monitorovanie obsahu vlhkosti
Testovanie finálnej časti
- Pevnosť pri náraze
- Ťahové vlastnosti
- Chemická odolnosť
- Environmentálne záťažové testovanie
Úvahy o nákladoch
Pri hodnotení nylonu 12 pre váš projekt zvážte:
Náklady na materiál
- Vyššie ako štandardné nylonky
- Dostupné objemové ceny
- Výber triedy má vplyv na náklady
Náklady na spracovanie
- Požiadavky na vybavenie
- Optimalizácia času cyklu
- Požiadavky na pracovnú silu
- Opatrenia na kontrolu kvality
Úvahy o nástrojoch
- Vyžaduje sa nástrojová oceľ odolná proti opotrebovaniu
- Správne vetranie je nevyhnutné
- Odporúčané systémy s horúcimi dráhami
V spoločnosti PTSMAKE sme optimalizovali naše procesy vstrekovania nylonu 12 tak, aby sme ponúkli konkurencieschopné ceny pri zachovaní vysokých štandardov kvality. Naše odborné znalosti v oblasti manipulácie s materiálom, spracovania a kontroly kvality zabezpečujú konzistentné výsledky pre najnáročnejšie aplikácie našich klientov.
Aký je rozdiel medzi liatym nylonom a nylonom 66?
Mnohí konštruktéri a dizajnéri sa pri svojich projektoch rozhodujú medzi liatym nylonom a nylonom 66. Vzhľadom na podobné názvy a vlastnosti vedie táto zámena často k nákladným chybám pri výbere materiálu a k oneskoreniu projektu.
Hlavný rozdiel spočíva v ich výrobných postupoch a vlastnostiach. Liatý nylon sa vyrába aniontovou polymerizáciou a odlievaním, zatiaľ čo nylon 66 sa vyrába kondenzačnou polymerizáciou a vstrekovaním. Odlievaný nylon zvyčajne ponúka lepšiu odolnosť proti opotrebovaniu a obrobiteľnosť, zatiaľ čo nylon 66 poskytuje vyššiu pevnosť a tepelnú odolnosť.
Rozdiely vo výrobnom procese
Výrobný proces výrazne ovplyvňuje konečné vlastnosti týchto materiálov. V spoločnosti PTSMAKE som pozoroval, ako tieto odlišné procesy vytvárajú jedinečné vlastnosti každého materiálu.
Výroba liateho nylonu
Nylonový odliatok prechádza aniónová polymerizácia3 v kontrolovanom prostredí. Tento proces zahŕňa:
- Príprava monoméru
- Pridanie katalyzátora
- Odlievanie do foriem
- Riadené vytvrdzovanie
- Následné spracovanie
Výroba nylonu 66
Výroba nylonu 66 prebieha iným spôsobom:
- Kondenzačná polymerizácia
- Tvorba peliet
- Sušenie
- Vstrekovanie
- Záverečná úprava
Porovnanie fyzikálnych vlastností
Pochopenie fyzikálnych vlastností pomáha pri výbere materiálu na základe informácií. Tu je podrobné porovnanie:
| Vlastníctvo | Odlievaný nylon | Nylon 66 |
|---|---|---|
| Pevnosť v ťahu | 75-85 MPa | 85-90 MPa |
| Bod topenia | 215°C | 255°C |
| Absorpcia vody | 6-7% | 8-8.5% |
| Odolnosť proti opotrebovaniu | Vynikajúce | Dobrý |
| Pevnosť pri náraze | Vysoká | Mierne |
| Chemická odolnosť | Veľmi dobré | Dobrý |
Výhody aplikácie
Výhody liateho nylonu
- Vynikajúca odolnosť proti opotrebovaniu
- Lepšia obrábateľnosť
- Nižšia absorpcia vlhkosti
- Vynikajúca odolnosť proti nárazu
- Dobrá rozmerová stabilita
Videl som, že Cast Nylon vyniká v aplikáciách, ako sú:
- Ťažké ložiská
- Opotrebované dosky
- Ozubené kolesá
- Komponenty na manipuláciu s materiálom
Výhody nylonu 66
- Vyššia tepelná odolnosť
- Lepší pomer pevnosti a hmotnosti
- Nákladovo efektívnejšie pre veľkosériovú výrobu
- Vynikajúca odolnosť proti únave
Aplikácie špecifické pre daný priemysel
Automobilový priemysel
Liatý nylon a nylon 66 slúžia na rôzne účely v automobilovom priemysle:
Odlievaný nylon: Primárne sa používa na:
- Ložiskové puzdrá
- Opotrebované podložky
- Vodiace bloky
- Komponenty vyrovnávacej pamäte
Nylon 66: Bežne sa nachádza v:
- Komponenty motora
- Elektrické konektory
- Konštrukčné časti
- Aplikácie pod kapotou
Priemyselné zariadenia
Oba materiály zohrávajú kľúčovú úlohu v priemyselných zariadeniach:
Aplikácie liateho nylonu
- Komponenty dopravníka
- Posuvné prvky
- Vedenie reťaze
- Valčeky a kolieska
Aplikácie nylonu 66
- Ozubené a reťazové kolesá
- Komponenty bývania
- Elektrické izolátory
- Konštrukčné podpery
Úvahy o nákladoch
Pri hodnotení týchto materiálov zvážte:
Náklady na suroviny
- Odlievaný nylon: Vyššie počiatočné náklady
- Nylon 66: ekonomickejší pre veľké objemy
Náklady na spracovanie
- Odlievaný nylon: Vyššie náklady na obrábanie
- Nylon 66: Nižšie náklady na spracovanie pri vstrekovaní
Náklady na životný cyklus
- Odlievaný nylon: Nižšia frekvencia výmeny
- Nylon 66: Môže si vyžadovať častejšiu výmenu pri opotrebovaní
Vplyv na životné prostredie
Oba materiály majú rôzne environmentálne aspekty:
Odlievaný nylon
- Nižšia spotreba energie počas výroby
- Lepšia recyklovateľnosť
- Dlhšia životnosť znižuje frekvenciu výmeny
Nylon 66
- Energeticky náročnejšia výroba
- Zavedené recyklačné procesy
- Vyššia efektivita výroby
V spoločnosti PTSMAKE pomáhame klientom zorientovať sa v týchto rozdieloch a vybrať optimálny materiál pre ich špecifické aplikácie. Naše odborné znalosti v oblasti vstrekovania nylonu a obrábania zaručujú, že bez ohľadu na to, či si vyberiete liaty nylon alebo nylon 66, dostanete vysokokvalitné diely, ktoré spĺňajú vaše špecifikácie.
Opatrenia na kontrolu kvality
Na zabezpečenie konzistentnej kvality zavádzame:
Testovanie materiálov
- Kontroly presnosti rozmerov
- Overenie mechanických vlastností
- Analýza chemického zloženia
Monitorovanie procesov
- Regulácia teploty
- Monitorovanie tlaku
- Optimalizácia času cyklu
Záverečná kontrola
- Hodnotenie povrchovej úpravy
- Overenie tolerancie
- Funkčné testovanie
Komplexné znalosti oboch materiálov nám umožňujú poskytovať presné odporúčania na základe špecifických požiadaviek na aplikáciu, čím zabezpečujeme optimálny výkon a nákladovú efektívnosť projektov našich klientov.
Aké sú výhody a nevýhody nylonu 66?
Mnohí konštruktéri a návrhári výrobkov zápasia s výberom správneho materiálu pre svoje projekty vstrekovania. Komplexnosť vlastností materiálov a ich vplyv na konečný výkon výrobku môže byť ohromujúci, najmä ak sa uvažuje o vysoko výkonných polyméroch, ako je nylon 66.
Nylon 66 je semikryštalický technický termoplast, ktorý má vynikajúcu mechanickú pevnosť, tepelnú odolnosť a chemickú stabilitu. Vďaka vyváženej kombinácii vlastností a cenovej výhodnosti sa široko používa v automobilových súčiastkach, elektrických komponentoch a priemyselných strojoch.

Mechanické vlastnosti a výkon
Pevnosť a odolnosť
Nylon 66 vykazuje pozoruhodné mechanické vlastnosti, vďaka ktorým je vhodný na náročné aplikácie. Materiál vykazuje vysokú pevnosť v ťahu4 a vynikajúcu odolnosť proti opotrebovaniu. Pri práci na rôznych výrobných projektoch v spoločnosti PTSMAKE som zistil, že diely z nylonu 66 si neustále zachovávajú svoju štrukturálnu integritu aj pri značnom namáhaní.
Odolnosť voči teplote
Jednou z výnimočných vlastností nylonu 66 je jeho pôsobivý teplotný výkon:
| Vlastnosť teploty | Rozsah hodnôt |
|---|---|
| Bod topenia | 255-265°C |
| Teplota vychýlenia tepla | 150-180°C |
| Trvalá prevádzková teplota | Do 120 °C |
Chemické a environmentálne vlastnosti
Chemická odolnosť
Nylon 66 vykazuje výnimočnú odolnosť voči:
- Oleje a tuky
- Mnohé organické rozpúšťadlá
- Slabé kyseliny a zásady
- Výrobky na báze ropy
Je však dôležité upozorniť na jeho zraniteľnosť voči silným kyselinám a oxidačným činidlám.
Absorpcia vlhkosti
Dôležitým faktorom pri práci s nylonom 66 je jeho hygroskopická povaha. Na základe mojich skúseností s výrobou v spoločnosti PTSMAKE odporúčam správne postupy sušenia pred spracovaním:
| Obsah vlhkosti | Vplyv na vlastnosti |
|---|---|
| <0.2% | Optimálne podmienky spracovania |
| 0.2-0.4% | Mierny vplyv na nehnuteľnosti |
| >0,4% | Významné riziko degradácie |
Úvahy o spracovaní
Parametre vstrekovania
Na dosiahnutie optimálnych výsledkov pri vstrekovaní nylonu je nevyhnutné venovať pozornosť parametrom spracovania:
| Parameter | Odporúčaný rozsah |
|---|---|
| Teplota topenia | 270-290°C |
| Teplota formy | 80-95°C |
| Vstrekovací tlak | 70-120 MPa |
| Spätný tlak | 3-7 MPa |
Úvahy o dizajne
Pri navrhovaní dielov pre vstrekovanie nylonu 66 je potrebné venovať pozornosť niekoľkým faktorom:
- Rovnomernosť hrúbky steny
- Primerané uhly ťahu
- Správne umiestnenie brány
- Zohľadnenie miery zmrštenia
Obchodné a ekonomické aspekty
Úvahy o nákladoch
Štruktúra nákladov na aplikácie nylonu 66 zahŕňa:
- Náklady na materiál (zvyčajne vyššie ako pri štandardných plastoch)
- Požiadavky na spracovanie
- Opotrebovanie a údržba zariadenia
- V prípade potreby sekundárne operácie
Aplikácie na trhu
Na základe našich skúseností v spoločnosti PTSMAKE sa nylon 66 vo veľkej miere používa v:
- Automobilové komponenty
- Elektrické kryty
- Priemyselné ložiská
- Ozubené kolesá
- Káblové pásky a spojovací materiál
Vplyv na životné prostredie a udržateľnosť
Potenciál recyklácie
Nylon 66 sa môže recyklovať, hoci sa na to vzťahujú určité požiadavky:
- Správne triedenie a čistenie
- Potenciálna degradácia majetku
- Obmedzený počet recyklačných cyklov
- Dopyt po recyklovanom materiáli na trhu
Úvahy o životnom prostredí
Vplyv nylonu 66 na životné prostredie zahŕňa:
- Spotreba energie počas výroby
- Uhlíková stopa
- Možnosti likvidácie po skončení životnosti
- Potenciál pre udržateľné alternatívy
Zhrnutie výhod a obmedzení
Kľúčové výhody
- Vynikajúca mechanická pevnosť
- Vynikajúca tepelná odolnosť
- Dobrá chemická stabilita
- Vysoká odolnosť proti opotrebovaniu
- Všestranné možnosti spracovania
Významné obmedzenia
- Citlivosť na vlhkosť
- Vyššie náklady na materiál
- Komplexné požiadavky na spracovanie
- Obavy o životné prostredie
- Obmedzené možnosti recyklácie
Pri svojej každodennej práci v spoločnosti PTSMAKE som videl, ako je Nylon 66 napriek svojim problémom naďalej preferovanou voľbou pre náročné aplikácie. Kľúčom k úspechu je pochopenie jeho možností aj obmedzení, čo umožňuje informované rozhodovanie pri výbere materiálu a stratégií spracovania. Náš tím v spoločnosti PTSMAKE sa špecializuje na optimalizáciu procesov vstrekovania pre materiály, ako je nylon 66, čím zabezpečuje, že naši klienti dostanú diely najvyššej kvality a zároveň efektívne zvládnu špecifické požiadavky tohto materiálu.
Ako ovplyvňuje obsah vlhkosti kvalitu vstrekovania nylonu?
Obsah vlhkosti v nylonových materiáloch spôsobuje výrobcom značné problémy. Nekontrolovaná vlhkosť môže zmeniť dokonalú výrobu na nákladnú nočnú moru - od defektov dielov a nedokonalostí povrchu až po znížené mechanické vlastnosti.
Obsah vlhkosti v nylone významne ovplyvňuje kvalitu vstrekovania tým, že ovplyvňuje tokové vlastnosti materiálu a vlastnosti konečného dielu. Nadmerná vlhkosť spôsobuje degradáciu počas spracovania, čo vedie k rôznym chybám, zatiaľ čo správna kontrola vlhkosti zabezpečuje optimálnu kvalitu a výkonnosť dielov.
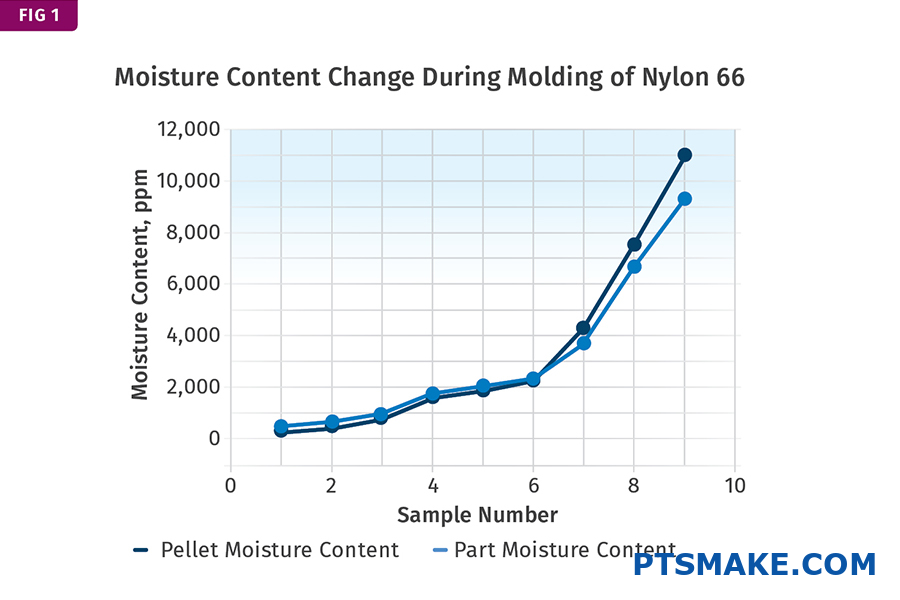
Pochopenie absorpcie vlhkosti v nylonových materiáloch
Nylon je hygroskopické5 materiál, čo znamená, že prirodzene absorbuje vlhkosť z prostredia. Podľa mojich skúseností v spoločnosti PTSMAKE som zistil, že rôzne druhy nylonu majú rôznu mieru absorpcie vlhkosti. V nasledujúcej tabuľke sú uvedené typické miery absorpcie vlhkosti pre bežné typy nylonu:
| Typ nylonu | Maximálna absorpcia vlhkosti (%) | Odporúčaný obsah vlhkosti (%) |
|---|---|---|
| PA6 | 9.5 | 0.1-0.2 |
| PA66 | 8.5 | 0.1-0.2 |
| PA12 | 1.6 | 0.1-0.2 |
| PA46 | 15 | 0.1-0.2 |
Vplyv vlhkosti na parametre spracovania
Výzvy v oblasti regulácie teploty
Obsah vlhkosti priamo ovplyvňuje požiadavky na teplotu spracovania. Ak je prítomná vlhkosť, počas procesu vstrekovania sa odparuje a vytvára vnútorné tlaky, ktoré môžu viesť k rôznym defektom. V spoločnosti PTSMAKE dodržiavame prísne protokoly kontroly teploty, aby sme týmto problémom predišli:
- Nastavenie teploty v sude
- Optimalizácia teploty formy
- Úpravy času chladenia
Viskozita a tokové správanie
Vlhkosť výrazne ovplyvňuje tokové správanie materiálu:
- Znižuje viskozitu taveniny
- Ovplyvňuje vzorce plnenia
- Zmeny požiadaviek na tlak
Bežné chyby spôsobené vlhkosťou
Povrchové chyby
- Strieborné pruhy
- Rozpätie značiek
- Blistering
- Zlá povrchová úprava
Štrukturálne problémy
- Znížená mechanická pevnosť
- Rozmerová nestabilita
- Deformácia
- Vnútorné dutiny
Riešenia na reguláciu vlhkosti
Príprava pred spracovaním
V spoločnosti PTSMAKE vykonávame komplexné opatrenia na kontrolu vlhkosti:
- Skladovanie materiálu v uzavretých nádobách
- Pravidelné testovanie obsahu vlhkosti
- Správne postupy sušenia
Parametre sušenia
Optimálne podmienky sušenia nylonových materiálov:
| Parameter | Odporúčaný rozsah |
|---|---|
| Teplota | 80-85°C |
| Čas sušenia | 4-6 hodín |
| Rosný bod | -40 °C alebo nižšia |
| Prietok vzduchu | 0,8-1,0 m³/min/kg |
Opatrenia na zabezpečenie kvality
Testovanie a overovanie
Na zabezpečenie správnej vlhkosti používame rôzne testovacie metódy:
- Karl Fischer titrácia
- Analýza straty pri sušení
- Analyzátory vlhkosti
- Pravidelné kontroly kvality počas výroby
Monitorovanie procesov
Priebežné monitorovanie:
- Postupy manipulácie s materiálom
- Výkonnosť sušiaceho zariadenia
- Podmienky prostredia
- Výrobné parametre
Osvedčené postupy pre riadenie vlhkosti
Usmernenia pre ukladanie
- Používajte uzavreté nádoby
- Udržiavanie kontrolovaného prostredia
- Vykonanie inventúry podľa zásady "prvý došiel - prvý odišiel
- Pravidelné kontroly úrovne vlhkosti
Kontrola výroby
- Pravidelná údržba zariadení
- Štandardné operačné postupy
- Programy odbornej prípravy zamestnancov
- Kontrolné body kontroly kvality
Ekonomické dôsledky
Analýza vplyvu nákladov
Zlá kontrola vlhkosti môže viesť k:
- Zvýšená miera šrotu
- Predĺžený čas výroby
- Vyššia spotreba energie
- Ďalšie opatrenia na kontrolu kvality
Návratnosť investícií do správneho riadenia vlhkosti
Investícia do správneho zariadenia a postupov na kontrolu vlhkosti zvyčajne vedie k:
- Zníženie množstva materiálového odpadu
- Zlepšená kvalita výrobkov
- Zníženie oneskorenia výroby
- Zvýšená spokojnosť zákazníkov
Budúce trendy v oblasti regulácie vlhkosti
Technologický pokrok
- Automatizované sušiace systémy
- Monitorovanie vlhkosti v reálnom čase
- Riadenie procesov pomocou umelej inteligencie
- Integrované systémy riadenia kvality
Vývoj v odvetví
Odvetvie smeruje k:
- Účinnejšie technológie sušenia
- Pokročilé zloženie materiálov
- Zdokonalené systémy riadenia procesov
- Zlepšené metódy zabezpečenia kvality
Na základe našich skúseností v spoločnosti PTSMAKE sme zistili, že úspešné vstrekovanie nylonu si vyžaduje komplexné pochopenie účinkov vlhkosti a zavedenie správnych kontrolných opatrení. Dodržiavaním týchto pokynov a zachovávaním prísnych kontrol kvality môžu výrobcovia dosiahnuť konzistentné a vysokokvalitné výsledky v procesoch vstrekovania nylonu.
Aké sú optimálne teploty spracovania pri vstrekovaní nylonu?
Nastavenie nesprávnej teploty pri vstrekovaní nylonu môže viesť k nákladným výrobným problémom. Mnohí výrobcovia zápasia s deformovanými dielmi, neúplnými výplňami a spálenými materiálmi, čo spôsobuje oneskorenie výroby a problémy s kvalitou, ktoré majú vplyv na ich hospodárske výsledky.
Optimálne teploty spracovania pri vstrekovaní nylonu sa zvyčajne pohybujú od 460°F do 590°F (238 °C do 310 °C), pričom sa líšia podľa konkrétnej triedy nylonu. Správna regulácia teploty v rôznych zónach je rozhodujúca pre dosiahnutie vysokokvalitných dielov.

Pochopenie teplotných zón pri vstrekovaní nylonu
Regulácia teploty pri vstrekovaní nylonu zahŕňa viacero zón, z ktorých každá slúži na špecifický účel. Na stránke tepelný gradient6 v týchto zónach sa musí starostlivo riadiť, aby sa zabezpečil optimálny tok materiálu a kvalita dielov. V spoločnosti PTSMAKE sme vyvinuli komplexný prístup k riadeniu teploty, ktorý neustále prináša vynikajúce výsledky.
Nastavenie teploty zadnej zóny
Zadná zóna je miestom, kde sa pelety najprv dostanú do hlavne. Odporúčam nastaviť túto zónu o niečo nižšie ako strednú zónu, aby sa zabezpečilo postupné zahrievanie:
| Typ nylonu | Teplota zadnej zóny (°F) | Teplota zadnej zóny (°C) |
|---|---|---|
| Nylon 6 | 460-480 | 238-249 |
| Nylon 66 | 500-520 | 260-271 |
| Nylon 12 | 440-460 | 227-238 |
Regulácia teploty v strednej zóne
Stredná zóna si vyžaduje vyššie teploty na zabezpečenie úplného roztavenia materiálu:
| Typ nylonu | Teplota strednej zóny (°F) | Teplota strednej zóny (°C) |
|---|---|---|
| Nylon 6 | 480-500 | 249-260 |
| Nylon 66 | 520-540 | 271-282 |
| Nylon 12 | 460-480 | 238-249 |
Riadenie teploty prednej zóny a dýzy
Teplota prednej zóny a trysky je rozhodujúca pre správny tok materiálu do formy:
Nastavenia prednej zóny
| Typ nylonu | Teplota prednej zóny (°F) | Teplota prednej zóny (°C) |
|---|---|---|
| Nylon 6 | 500-520 | 260-271 |
| Nylon 66 | 540-560 | 282-293 |
| Nylon 12 | 480-500 | 249-260 |
Úvahy o teplote dýzy
Kontrola teploty trysky je obzvlášť dôležitá, pretože je to posledný kontaktný bod pred vstupom materiálu do formy. Na základe mojich skúseností s prácou s rôznymi druhmi nylonu zvyčajne odporúčam:
| Typ nylonu | Teplota dýzy (°F) | Teplota dýzy (°C) |
|---|---|---|
| Nylon 6 | 520-540 | 271-282 |
| Nylon 66 | 560-590 | 293-310 |
| Nylon 12 | 500-520 | 260-271 |
Optimalizácia teploty formy
Teplota formy výrazne ovplyvňuje kvalitu dielov a čas cyklu. V prípade nylonových materiálov je správna regulácia teploty formy nevyhnutná na:
- Predchádzanie predčasnému zamrznutiu
- Zabezpečenie správnej kryštalizácie dielov
- Minimalizácia deformácie
- Optimalizácia časov cyklu
Odporúčam tieto teplotné rozsahy foriem:
| Typ nylonu | Teplota formy (°F) | Teplota formy (°C) |
|---|---|---|
| Nylon 6 | 140-200 | 60-93 |
| Nylon 66 | 160-220 | 71-104 |
| Nylon 12 | 120-180 | 49-82 |
Kritické faktory ovplyvňujúce výber teploty
Optimálne nastavenie teploty ovplyvňuje niekoľko faktorov:
Trieda materiálu a prísady
- Sklom plnené nylóny zvyčajne vyžadujú vyššie teploty
- Triedy modifikované nárazom môžu potrebovať nižšie teploty
- Prísady spomaľujúce horenie môžu ovplyvniť teplotu spracovania
Úvahy o návrhu časti
- Zmeny hrúbky steny
- Požiadavky na dĺžku toku
- Geometrická zložitosť
Špecifikácie zariadenia
- Konštrukcia skrutky a pomer L/D
- Konfigurácia systému horúcich kanálov
- Účinnosť chladiaceho systému
Problémy s kvalitou súvisiace s teplotou a ich riešenia
Medzi bežné problémy súvisiace s teplotou patria:
Povrchové chyby
- Odstávajúce stopy od nadmerných teplôt
- Zlá povrchová úprava z nízkych teplôt
- Stopy po spálení od znehodnoteného materiálu
Štrukturálne problémy
- Neúplné naplnenie z nedostatočnej teploty
- Deformácie z nesprávneho rozloženia teploty
- Slabé zvarové línie z nízkych teplôt
Osvedčené postupy pre reguláciu teploty
Udržiavanie stálej kvality pri vstrekovaní nylonu:
- Používajte vysokokvalitné regulátory teploty
- Pravidelná kalibrácia snímačov teploty
- Monitorovanie a zaznamenávanie údajov o teplote
- Implementácia plánov preventívnej údržby
- Školenie prevádzkovateľov o správnom riadení teploty
V spoločnosti PTSMAKE využívame pokročilé systémy monitorovania teploty a zaviedli sme prísne postupy kontroly kvality, aby sme zabezpečili konzistentné riadenie teploty vo všetkých zónach.
Vplyv na efektívnosť výroby
Správna regulácia teploty priamo ovplyvňuje:
- Optimalizácia času cyklu
- Spotreba energie
- Životnosť a údržba nástrojov
- Konzistentnosť kvality dielov
- Prevencia degradácie materiálu
Pre úspešné vstrekovanie nylonu je rozhodujúce pochopenie a udržiavanie optimálnej teploty spracovania. Starostlivým riadením a monitorovaním teploty môžu výrobcovia dosiahnuť konzistentnú kvalitu dielov a zároveň maximalizovať efektivitu výroby.
Ktoré triedy nylonu sú najvhodnejšie pre aplikácie vstrekovania v automobilovom priemysle?
Výrobcovia automobilov čelia pri výbere správnych tried nylonu pre aplikácie vstrekovania značným výzvam. Nesprávny výber môže viesť k poruchám dielov, zvýšeným výrobným nákladom a potenciálnym bezpečnostným rizikám. Zložitosť moderných vozidiel a náročné požiadavky na výkon robia toto rozhodnutie ešte kritickejším.
Najvhodnejšími druhmi nylonu na vstrekovanie v automobilovom priemysle sú PA6 a PA66, pričom obzvlášť účinné sú varianty vystužené sklenými vláknami. Tieto materiály ponúkajú vynikajúce mechanické vlastnosti, tepelnú odolnosť a chemickú stabilitu potrebnú pre náročné aplikácie v automobilovom priemysle.

Pochopenie tried nylonu v automobilových aplikáciách
Pri práci v spoločnosti PTSMAKE som si všimol, že úspešná výroba automobilových dielov si vyžaduje hlboké pochopenie vlastností nylonu. Proces výberu zahŕňa zváženie viacerých faktorov vrátane kryštalizačné správanie7 a mechanické požiadavky.
Primárne triedy nylonu pre automobilové diely
PA6 a PA66 dominujú v automobilovom sektore z niekoľkých dôvodov:
| Trieda nylonu | Kľúčové výhody | Typické aplikácie |
|---|---|---|
| PA6 | Nižšie náklady, Dobrá odolnosť proti nárazu, Jednoduché spracovanie | Rozvody nasávania vzduchu, kryty kolies |
| PA66 | vyššia tepelná odolnosť, vyššia pevnosť, lepšia odolnosť proti opotrebovaniu | Komponenty motora, diely prevodovky |
Úvahy o vystužení sklenenými vláknami
Vplyv na výkon
Vystuženie sklenenými vláknami výrazne zlepšuje vlastnosti nylonu:
- Zvyšuje pevnosť v ťahu až o 300%
- Zlepšuje rozmerovú stabilitu
- Zvyšuje teplotu odklonu tepla
- Znižuje tepelnú rozťažnosť
Pri PTSMAKE zvyčajne odporúčame pre väčšinu automobilových aplikácií obsah sklenených vlákien 30% až 50% v závislosti od konkrétnych požiadaviek.
Požiadavky na teplotnú odolnosť
Teplota tepelnej deformácie (HDT)
Rôzne automobilové aplikácie si vyžadujú rôznu teplotnú odolnosť:
| Oblasť použitia | Požadované HDT | Odporúčaná trieda |
|---|---|---|
| Komponenty pod kapotou | >200°C | PA66-GF50 |
| Vonkajšie ozdobné diely | >120°C | PA6-GF30 |
| Vnútorné komponenty | >80°C | Štandard PA6 |
Úvahy o chemickej odolnosti
Automobilové diely musia odolávať:
- Motorové oleje
- Prevodové kvapaliny
- Chladiace kvapaliny
- Cestná soľ
- Vystavenie palivu
Výber materiálu na základe chemickej expozície
| Chemické prostredie | Odporúčaná trieda | Osobitné úvahy |
|---|---|---|
| Expozícia motorového oleja | PA66-GF35 | Tepelne stabilizované |
| Kontakt s chladiacou kvapalinou | PA6-GF30 | Chemicky stabilizované |
| Palivový systém | PA12 | Špeciálna trieda odolná voči palivu |
Odolnosť proti nárazu a trvanlivosť
Úvahy o konštrukcii z hľadiska odolnosti proti nárazu
- Optimalizácia hrúbky steny
- Implementácia dizajnu rebier
- Správne umiestnenie brány
- Analýza vzorca toku materiálu
Analýza nákladovej efektívnosti
Pri posudzovaní nákladovej efektívnosti musíme hodnotiť:
- Náklady na materiál na libru
- Požiadavky na spracovanie
- Miera šrotu
- Objem výroby
- Požiadavky na konečné použitie
Tabuľka porovnania nákladov
| Trieda | Relatívne náklady | Ťažkosti so spracovaním | Úroveň výkonu |
|---|---|---|---|
| PA6 | Stredné | Nízka | Dobrý |
| PA66 | Vysoká | Stredné | Vynikajúce |
| PA6-GF30 | Stredne vysoké | Stredné | Veľmi dobré |
| PA66-GF50 | Veľmi vysoká | Vysoká | Superior |
Parametre spracovania a optimalizácia
Na dosiahnutie optimálnych výsledkov v automobilových aplikáciách zvážte:
Regulácia teploty
- Správny rozsah teplôt tavenia
- Optimalizácia teploty formy
- Nastavenie času chladenia
- Riadenie tepelného profilu
Kontrola vlhkosti
Kontrola vlhkosti je pri spracovaní nylonu kľúčová:
- Požiadavky na predsušenie
- Monitorovanie obsahu vlhkosti
- Podmienky skladovania
- Kontrola prostredia spracovania
Zabezpečenie kvality a testovanie
V spoločnosti PTSMAKE implementujeme komplexné testovacie protokoly:
- Testovanie mechanických vlastností
- Tepelná analýza
- Overenie chemickej odolnosti
- Kontrola rozmerovej stability
- Štúdie dlhodobého starnutia
Úvahy o životnom prostredí
Moderná automobilová výroba musí zohľadňovať:
- Potenciál recyklovateľnosti
- Uhlíková stopa
- Likvidácia po skončení životnosti
- Dodržiavanie právnych predpisov
Metriky udržateľnosti
| Aspekt | PA6 | PA66 |
|---|---|---|
| Recyklovateľnosť | Vysoká | Vysoká |
| Spotreba energie | Stredné | Vysoká |
| Stopa CO2 | Stredné | Stredne vysoké |
| Používanie vody | Nízka | Stredné |
Starostlivým zvážením týchto faktorov a úzkou spoluprácou s dodávateľmi materiálov a zákazníkmi zabezpečujeme v spoločnosti PTSMAKE optimálny výber triedy nylonu pre každú automobilovú aplikáciu. Tento komplexný prístup pomáha dosiahnuť dokonalú rovnováhu medzi výkonom, nákladmi a vyrobiteľnosťou.
Ako skrátiť čas cyklu pri veľkoobjemovom vstrekovaní nylonu?
Dlhé časy cyklov pri veľkoobjemových projektoch vstrekovania nylonu môžu výrazne ovplyvniť efektívnosť výroby a náklady. Keď výrobcovia zápasia s predĺženými časmi cyklov, vedie to k nedodržiavaniu termínov, zvýšeným výrobným nákladom a zníženej konkurencieschopnosti na trhu.
Ak chcete skrátiť čas cyklu pri veľkoobjemovom vstrekovaní nylonu, zamerajte sa na optimalizáciu riadenia teploty formy, prípravu materiálu, návrh chladiaceho systému a parametre stroja. Tieto úpravy môžu zvyčajne znížiť čas cyklu o 15-25% pri zachovaní kvality dielov.

Stratégie riadenia teploty
Regulácia teploty formy
Riadenie teploty formy je kľúčové pre optimalizáciu času cyklu. V spoločnosti PTSMAKE som implementoval niekoľko účinných prístupov:
- Predhriatie formy na optimálnu teplotu
- Používanie vysoko vodivých materiálov foriem
- Zavedenie konformných chladiacich kanálov
- Udržiavanie konzistentných teplotných zón
Stránka teplota kryštalizácie8 nylonu si vyžaduje starostlivé monitorovanie, aby sa dosiahli optimálne výsledky. Vďaka presnej kontrole teploty môžeme výrazne skrátiť čas chladenia a zároveň zabezpečiť správne vytvorenie dielu.
Príprava materiálu
Správna príprava materiálu priamo ovplyvňuje čas cyklu:
- Predsušenie nylonu na odporúčanú úroveň vlhkosti
- Udržiavanie stálej teploty materiálu
- Používanie uzavretých sušiacich systémov
- Zavedenie správnych postupov pri manipulácii s materiálom
Optimalizácia chladiaceho systému
Pokročilý dizajn chladiaceho kanála
Moderné konštrukcie chladiacich kanálov výrazne ovplyvňujú skrátenie času cyklu:
| Metóda chladenia | Zlepšenie efektívnosti | Zložitosť implementácie |
|---|---|---|
| Konformné chladenie | 20-30% | Vysoká |
| Baffle systémy | 15-25% | Stredné |
| Bublinkové obvody | 10-20% | Nízka |
| Tepelné kolíky | 25-35% | Vysoká |
Riadenie chladiacej kvapaliny
Správne postupy hospodárenia s chladiacou kvapalinou zahŕňajú:
- Používanie vysoko účinných zmesí chladiacej kvapaliny
- Udržiavanie optimálneho prietoku
- Pravidelná údržba systému
- Monitorovanie teplotného rozdielu
Optimalizácia parametrov procesu
Riadenie rýchlosti vstrekovania
Optimalizácia rýchlosti vstrekovania si vyžaduje:
- Vyvážené vzory výplne
- Správna konštrukcia brány
- Optimalizácia tlaku
- Sekvenčné časovanie šróbov ventilov
Nastavenie prítlaku
Medzi kritické faktory tlaku pri zadržaní patria:
- Optimalizácia tlakového profilu
- Úprava nastavení časovača
- Štúdie tesnenia brány
- Optimalizácia tlaku v balení
Výber a údržba stroja
Schopnosti zariadenia
Výber správneho stroja zahŕňa:
- Správny výber veľkosti záberu
- Primeraný vstrekovací tlak
- Vhodná konštrukcia skrutky
- Efektívny čas obnovy
Preventívna údržba
Pravidelná údržba zabezpečuje optimálny čas cyklu:
- Kontrola skrutky a hlavne
- Údržba ventilov
- Kontrola hydraulického systému
- Kalibrácia riadiaceho systému
Integrácia kontroly kvality
Monitorovanie počas procesu
Zavedenie spoľahlivých monitorovacích systémov:
- Parametre procesu v reálnom čase
- Overenie hmotnosti dielu
- Kontroly rozmerovej stability
- Monitorovanie teplotného profilu
Úvahy o výbere materiálu
V spoločnosti PTSMAKE starostlivo vyberáme triedy nylonu na základe:
- Charakteristika toku
- Požiadavky na chladenie
- Mechanické vlastnosti
- Okno spracovania
Tabuľka optimalizácie výkonu
| Parameter | Vplyv na čas cyklu | Zohľadnenie kvality |
|---|---|---|
| Teplota topenia | Vysoká | Kritické |
| Rýchlosť vstrekovania | Stredné | Dôležité |
| Čas chladenia | Veľmi vysoká | Základné |
| Tlak v balení | Stredné | Významné |
Integrácia automatizácie
Implementácia robota
Automatizované systémy zvyšujú efektívnosť prostredníctvom:
- Optimalizácia odstraňovania dielov
- Vyberanie vývrtov
- Možnosť stohového tvarovania
- Rýchla výmena formy
Plánovanie výroby
Medzi účinné stratégie plánovania patria:
- Optimálna veľkosť dávky
- Efektívna výmena nástrojov
- Riadenie toku materiálu
- Prideľovanie zdrojov
Výsledky a prínosy
Implementáciou týchto stratégií v spoločnosti PTSMAKE sme dosiahli:
- 15-25% skrátenie času cyklu
- Zlepšená konzistencia dielov
- Zníženie miery odpadu
- Zvýšená efektívnosť výroby
Kľúčom k úspechu je systematický prístup k optimalizácii, ktorý zohľadňuje všetky aspekty procesu tvarovania. Zistil som, že kombinácia týchto stratégií so správnym monitorovaním a nastavením vedie k trvalému zlepšeniu skrátenia času cyklu pri zachovaní kvality dielov.
Nezabudnite, že skracovanie času cyklu je nepretržitý proces, ktorý si vyžaduje neustále monitorovanie a prispôsobovanie. Pravidelné hodnotenie parametrov procesu a aktualizácia nových technológií zabezpečuje trvalú efektívnosť pri veľkoobjemových operáciách vstrekovania nylonu.
Aké techniky následného spracovania vylepšujú nylonové vstrekované diely?
Často sa stretávam s tým, že výrobcovia zápasia s nylonovými vstrekovanými dielmi, ktoré nespĺňajú ich konečné požiadavky priamo z formy. Povrchová úprava môže byť nekonzistentná alebo rozmerová presnosť nie je celkom správna. Tieto problémy môžu viesť k vyradeniu dielov a nákladným oneskoreniam výroby.
Techniky následného spracovania môžu výrazne zlepšiť nylonové vstrekované diely zlepšením ich povrchovej úpravy, mechanických vlastností a rozmerovej presnosti. Správna metóda následného spracovania závisí od špecifických požiadaviek na aplikáciu a môže zahŕňať tepelné spracovanie, chemické spracovanie alebo mechanické dokončenie.
Pochopenie požiadaviek na následné spracovanie
Pokiaľ ide o nylonové vstrekované diely, následné spracovanie nie je len voliteľným krokom - často je rozhodujúce pre dosiahnutie požadovaných špecifikácií konečného výrobku. Výber vhodných techník následného spracovania závisí od viacerých faktorov:
Kľúčové faktory ovplyvňujúce výber následného spracovania
- Geometria a zložitosť dielu
- Požadovaná povrchová úprava
- Prostredie konečného použitia
- Obmedzenia nákladov
- Objem výroby
- Požiadavky na kvalitu
Tieto faktory pomáhajú určiť, ktoré žíhanie9 proces alebo kombinácia procesov prinesie najlepšie výsledky.
Metódy následného tepelného spracovania
Tepelné spracovanie
Tepelné spracovanie je jednou z najbežnejších techník následného spracovania nylonových dielov. V spoločnosti PTSMAKE sme vyvinuli špecifické protokoly tepelného spracovania, ktoré pomáhajú:
- Uvoľnenie vnútorného napätia
- Zlepšenie rozmerovej stability
- Zlepšenie mechanických vlastností
- Zvýšenie kryštalinity
- Zníženie deformácie
Teplota a trvanie tepelného spracovania sa musia starostlivo kontrolovať, aby sa zabránilo zhoršeniu vlastností materiálu.
Parametre regulácie teploty
| Teplotný rozsah (°C) | Trvanie (hodiny) | Primárne výhody |
|---|---|---|
| 80-100 | 2-4 | Úľava od stresu |
| 100-120 | 4-6 | Rozmerová stabilita |
| 120-140 | 6-8 | Zvýšená kryštalinita |
Techniky chemického následného spracovania
Chemické následné spracovanie môže výrazne zlepšiť povrchové vlastnosti nylonových dielov. Tieto metódy zahŕňajú:
Povrchová úprava
Chemické leptanie
- Odstraňuje nedokonalosti povrchu
- Vytvára špecifické textúry
- Zlepšuje adhézne vlastnosti
Chemické leštenie
- Dosahuje vysoký lesk
- Znižuje drsnosť povrchu
- Zvyšuje estetický vzhľad
Mechanické metódy konečnej úpravy
Abrazívna povrchová úprava
Môžu sa použiť rôzne techniky brúsenia:
Tumbling
- Vhodné na hromadné spracovanie
- Cenovo výhodné pre veľké množstvá
- Odstraňuje ostré hrany a otrepy
Vibračné dokončovanie
- Poskytuje konzistentnú povrchovú úpravu
- Ideálne pre zložité geometrie
- Dokáže spracovať viacero dielov súčasne
Presné obrábanie
Niektoré aplikácie si vyžadujú sekundárne obrábacie operácie:
CNC obrábanie
- Dosahuje prísne tolerancie
- Vytvára špecifické funkcie
- Zlepšuje rozmerovú presnosť
Povrchové brúsenie
- Zvyšuje rovinnosť
- Zlepšuje povrchovú úpravu
- Kontroly kritických rozmerov
Úvahy o kontrole kvality
Testovanie a overovanie
Následné spracovanie si vyžaduje dôkladné opatrenia na kontrolu kvality:
Rozmerová kontrola
- Overenie súradnicového meracieho stroja (CMM)
- 3D skenovanie pre komplexné geometrie
- Vizuálna kontrola povrchových chýb
Testovanie materiálov
- Testovanie tvrdosti
- Overenie odolnosti proti nárazu
- Overenie pevnosti v ťahu
Analýza nákladov a prínosov
Ekonomické aspekty
| Metóda následného spracovania | Relatívne náklady | Čas procesu | Vplyv na kvalitu |
|---|---|---|---|
| Tepelné spracovanie | Stredné | Dlhé | Vysoká |
| Chemické spracovanie | Vysoká | Stredné | Veľmi vysoká |
| Mechanická úprava | Nízka | Krátky | Stredné |
Aplikácie špecifické pre daný priemysel
Rôzne odvetvia si vyžadujú špecifické prístupy k následnému spracovaniu:
Automobilový priemysel
- Zvýšená odolnosť proti opotrebovaniu
- Zvýšená chemická odolnosť
- Presná kontrola rozmerov
Zdravotnícke pomôcky
- Sterilizačná kompatibilita
- Biokompatibilita
- Hladkosť povrchu
Spotrebná elektronika
- Estetická úprava
- Odolnosť proti nárazu
- Rozmerová stabilita
Úvahy o životnom prostredí
Udržateľné postupy následného spracovania zahŕňajú:
Ochrana vody
- Chladiace systémy s uzavretou slučkou
- Recyklácia vody v čistiacich procesoch
- Minimálne používanie chemikálií
Energetická účinnosť
- Optimalizované cykly tepelného spracovania
- Energeticky účinné zariadenia
- Konsolidácia procesov
Budúce trendy
Budúcnosť následného spracovania sa vyvíja:
Automatizácia
- Robotické dokončovacie systémy
- Automatizovaná kontrola kvality
- Integrované monitorovanie procesov
Pokročilé technológie
- Liečba plazmou
- Laserová modifikácia povrchu
- Inteligentné systémy riadenia procesov
Stratégie implementácie
Pre úspešnú implementáciu následného spracovania:
Plánovanie procesov
- Definovanie požiadaviek na kvalitu
- Výber vhodných metód
- Stanovenie kontrolných parametrov
Integrácia výroby
- Optimalizácia pracovného postupu
- Minimalizujte manipuláciu
- Skrátenie času cyklu
V spoločnosti PTSMAKE si uvedomujeme, že správne následné spracovanie je rozhodujúce pre dosiahnutie optimálneho výkonu súčiastky. Náš komplexný prístup zabezpečuje, že každý nylonový vstrekovaný diel spĺňa alebo prekračuje špecifikácie zákazníka prostredníctvom starostlivo vybraných a vykonaných techník následného spracovania.
Ako vybrať správny nylonový materiál na vstrekovanie zdravotníckych pomôcok?
Výber správneho nylonového materiálu na vstrekovanie zdravotníckych pomôcok môže byť ohromujúci. Vzhľadom na množstvo dostupných druhov a prísne regulačné požiadavky sa mnohí výrobcovia snažia nájsť rovnováhu medzi vlastnosťami materiálu, dodržiavaním noriem a nákladovou efektívnosťou. Nesprávny výber môže viesť k neúspešným výrobkom, regulačným problémom a nákladnému stiahnutiu z trhu.
Kľúčom k výberu správneho nylonu na vstrekovanie zdravotníckych pomôcok je posúdenie piatich rozhodujúcich faktorov: biokompatibility, mechanických vlastností, požiadaviek na sterilizáciu, zhody s predpismi a spracovateľských vlastností. Každý faktor musí byť v súlade s vašimi špecifickými potrebami aplikácie.

Pochopenie vlastností nylonu lekárskej triedy
Medicínske nylony majú jedinečné vlastnosti, vďaka ktorým sú vhodné na použitie v zdravotníctve. Na stránke . proces polymerizácie10 počas výroby zabezpečuje, že tieto materiály spĺňajú prísne lekárske normy. V spoločnosti PTSMAKE pracujeme s rôznymi nylónmi lekárskej kvality vrátane PA6, PA66 a PA12, pričom každý z nich ponúka odlišné výhody pre špecifické aplikácie.
Kľúčové vlastnosti, ktoré treba zvážiť
Chemická odolnosť
- Odolnosť voči telesným tekutinám
- Kompatibilita s čistiacimi prostriedkami
- Stabilita voči sterilizačným chemikáliám
Mechanický výkon
- Pevnosť v ťahu
- Odolnosť proti nárazu
- Odolnosť proti únave
- Odolnosť proti opotrebovaniu
Tepelné vlastnosti
- Teplota vychýlenia tepla
- Bod topenia
- Tepelná stabilita počas spracovania
Dodržiavanie právnych predpisov a noriem
Pri výbere nylonových materiálov pre zdravotnícke pomôcky je dodržiavanie regulačných noriem neoddiskutovateľné. Na základe svojich skúseností v spoločnosti PTSMAKE odporúčam zamerať sa na:
| Regulačný orgán | Štandard | Požiadavky |
|---|---|---|
| FDA | USP Trieda VI | Testovanie biokompatibility |
| ISO | 10993 | Biologické hodnotenie |
| MDR EÚ | 2017/745 | Dodržiavanie európskych predpisov |
| ASTM | F748 | Špecifikácie materiálu |
Kompatibilita sterilizačných metód
Rôzne metódy sterilizácie môžu mať rôzny vplyv na vlastnosti nylonu. Tu je komplexná analýza:
Sterilizácia parou (autokláv)
- Teplotný rozsah: 121-134°C
- Vhodné pre väčšinu zdravotníckych nylónov
- Môže vyžadovať triedy odolné voči vlhkosti
Oxid etylénový (EtO)
- Nízkoteplotný proces
- Minimálny vplyv na materiál
- Vyžaduje správny čas vetrania
Gama žiarenie
- Môže ovplyvniť vlastnosti materiálu
- Požadované špeciálne triedy
- Úvahy o dlhodobej stabilite
Úvahy špecifické pre aplikáciu
Zariadenia na jedno použitie vs. zariadenia na opakované použitie
- Na jedno použitie: Zameranie na nákladovú efektívnosť a počiatočné vlastnosti
- Opakovane použiteľné: Dôraz na trvanlivosť a odolnosť voči opakovanej sterilizácii
Vystavenie životnému prostrediu
- Kolísanie teploty
- Vystavenie chemickým látkam
- Odolnosť voči UV žiareniu
- Citlivosť na vlhkosť
Rovnováha nákladov a výkonu
Rozhodujúce je nájsť optimálnu rovnováhu medzi nákladmi a výkonom. Zvážte:
| Faktor | Vplyv na náklady | Výhoda výkonu |
|---|---|---|
| Výber triedy | Vyššie pre lekárske triedy | Zvýšená spoľahlivosť |
| Požiadavky na spracovanie | Rôzne podľa zložitosti | Lepšia kvalita dielov |
| Požiadavky na objem | Znižuje sa s rozsahom | Konzistentné vlastnosti |
| Potreby certifikácie | Dodatočné náklady na testovanie | Prístup na trh |
Usmernenia pre spracovanie
Správne spracovanie je nevyhnutné pre úspešnú výrobu zdravotníckych pomôcok:
Manipulácia s materiálom
- Kontrola vlhkosti
- Prevencia kontaminácie
- Sledovanie šarže
- Podmienky skladovania
Parametre spracovania
- Regulácia teploty
- Nastavenie tlaku
- Rýchlosť chladenia
- Optimalizácia času cyklu
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE vykonávame prísne opatrenia na kontrolu kvality:
- Testovanie surovín
- Kontroly počas procesu
- Overenie konečného produktu
- Požiadavky na dokumentáciu
Proces výberu materiálu
Pri optimálnom výbere materiálu postupujte podľa týchto krokov:
- Definovanie požiadaviek na aplikáciu
- Identifikácia kritických vlastností
- Preskúmanie regulačných požiadaviek
- Vyhodnotenie potrieb sterilizácie
- Zvážte možnosti spracovania
- Posúdenie dôsledkov na náklady
- Overenie schopností dodávateľa
Úvahy o budúcnosti
Priemysel zdravotníckych pomôcok sa vyvíja a výber materiálu musí zohľadňovať:
- Požiadavky na udržateľnosť
- Vznikajúce predpisy
- Nové metódy sterilizácie
- Pokročilé technológie spracovania
Dodržiavaním týchto pokynov a spoluprácou so skúsenými partnermi, ako je PTSMAKE, môžete vybrať optimálny nylonový materiál pre vašu aplikáciu v zdravotníckych pomôckach. Náš tím odborníkov vám pomôže zorientovať sa v týchto zložitostiach a zabezpečiť úspech vášho projektu od prototypu až po výrobu.
Získajte informácie o molekulárnych usporiadaniach na zvýšenie výkonnosti materiálov a optimalizáciu výrobných procesov. ↩
Získajte informácie o kryštalizácii na zlepšenie mechanických vlastností nylonu 12 a zlepšenie kvality vašich výrobkov. ↩
Získajte informácie o jedinečnej metóde polymerizácie, ktorá zlepšuje vlastnosti liateho nylonu a zvyšuje jeho výkon. ↩
Pevnosť v ťahu označuje maximálne napätie, ktoré môže materiál vydržať pri naťahovaní alebo ťahaní pred porušením. ↩
Pochopenie toho, prečo nylon absorbuje vlhkosť, pomáha optimalizovať výrobné procesy a zlepšiť kvalitu výrobkov. ↩
Prečítajte si o význame tepelných spádov pre optimálne spracovanie materiálu pri vstrekovaní. ↩
Zistite, ako kryštalizácia ovplyvňuje vlastnosti nylonu pre lepšie aplikácie v automobilovom priemysle. ↩
Získajte informácie o teplote kryštalizácie na zlepšenie času cyklu a riadenia kvality dielov. ↩
Získajte informácie o žíhaní, aby ste účinne zvýšili výkon a spracovateľnosť svojich nylonových dielov. ↩
Získajte informácie o výrobnom procese, ktorý zabezpečuje súlad a kvalitu nylonu určeného na lekárske účely. ↩






