How Strong Is An Aluminum Channel?
Are you wondering about the strength of aluminum channels for your project? I’ve seen many clients frustrated when their materials fail under load, leading to costly redesigns and production delays. Choosing the right material strength is critical for structural applications, especially when safety and performance are on the line.
Aluminum channels typically have tensile strengths of 20,000-45,000 PSI depending on the alloy and temper. The 6061-T6 alloy, commonly used in structural applications, offers excellent strength-to-weight ratio with about 35,000 PSI tensile strength.

I’ve worked with hundreds of clients who needed to understand aluminum channel strength for their projects. Let me share what I’ve learned about these versatile structural components. The right aluminum channel can transform your design, offering the perfect balance of strength, weight, and cost. Let’s examine what makes these profiles strong and how to choose the right one.
How Many Types Of Aluminium Channels Are There?
Ever found yourself lost in the options when choosing an aluminum channel? Selecting the wrong profile can really set back your project timeline and budget, compromising the final result.
There isn’t a single definitive number for aluminum channel types. They vary significantly based on shape (like U, C, Hat, Z), size, alloy (e.g., 6061, 6063), and finish. The specific application usually determines the most suitable type.

When people ask about the "types" of aluminum channels, they usually mean the different shapes or profiles available. Understanding these shapes is key because each offers unique structural properties and application benefits. Let’s break down some common categories you’ll encounter.
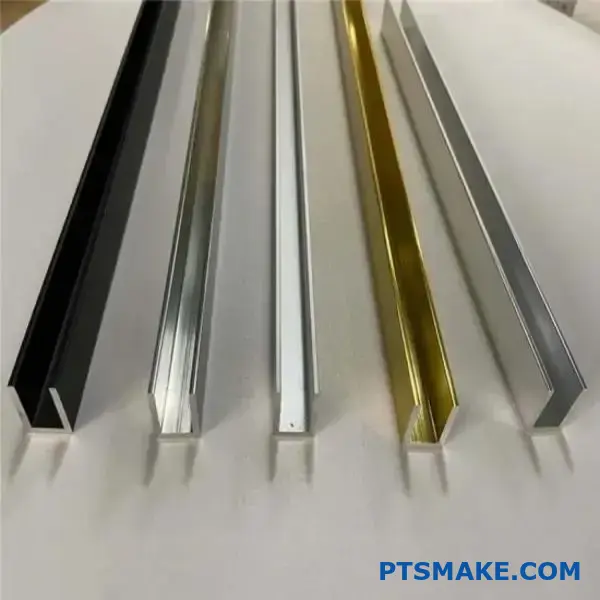
Common Aluminum Channel Shapes
The shape is often the primary differentiator. It dictates how the channel distributes load and how it can be mounted or integrated into an assembly.
U-Channel
This is one of the most basic and widely used shapes. It features a flat base (the web) and two perpendicular legs of equal length. U-channels are versatile and often used for framing, tracks, protective edges, and general construction. Their simple geometry makes them easy to manufacture via extrusion1.
C-Channel (or Structural Channel)
Similar to U-channels, but C-channels often have internal flanges or lips on the ends of the legs. This adds rigidity and provides additional surfaces for fastening. They are commonly used in structural applications like building frames, supports, and machine bases where increased stiffness is required compared to a standard U-channel.
| Funkcia | U-Channel | C-Channel (Structural) |
|---|---|---|
| Shape | Flat web, two legs | Flat web, two legs, lips |
| Stiffness | Dobrý | Very Good (due to lips) |
| Bežné používanie | Edging, tracks, framing | Structural supports, frames |
| Fastening | Web and legs | Web, legs, internal lips |
Hat Channel (or Furring Channel)
Named for its resemblance to a top hat, this profile has a flat base, two vertical legs, and two outward-facing horizontal flanges. Hat channels are frequently used in construction for mounting surfaces like drywall or siding, creating an air gap for insulation or drainage.

Beyond Standard Shapes: Custom Aluminum Channel Extrusions
While standard shapes cover many needs, sometimes a project requires a unique profile. This is where custom aluminum channel extrusions come in. At PTSMAKE, we often work with clients to design and manufacture bespoke channels tailored precisely to their specific functional and aesthetic requirements, leveraging the versatility of the aluminum extrusion process. These can range from minor modifications of standard shapes to entirely novel designs for specialized industries like aerospace or electronics.
What Is The T Channel Used For?
Have you ever struggled to build a sturdy frame that also needs to be easily adjustable or reconfigured? Selecting a standard channel might leave you drilling numerous holes, compromising integrity and flexibility down the line.
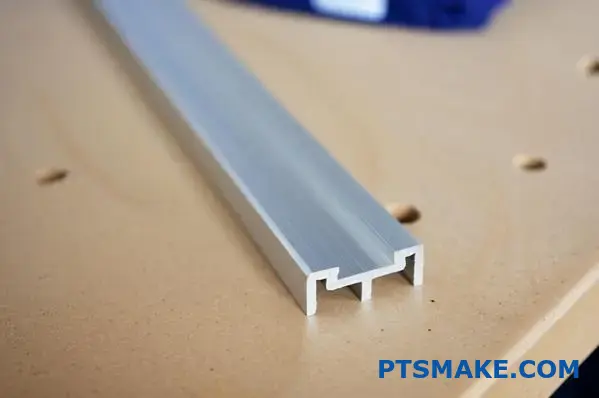
T-channels, often called T-slot aluminum extrusions, are primarily used to create modular structural frames. Their key feature, a "T" shaped slot along their length, allows components, fasteners, and accessories to be easily attached, repositioned, or removed without welding or extensive drilling.

The magic of the T-channel really lies in that distinctive slot. Unlike simple U or C channels which mainly offer flat surfaces or edges, the T-slot is specifically designed for interconnection and adaptability. This makes it incredibly popular in applications where flexibility and ease of assembly are paramount. Let’s explore where you’ll typically find these versatile profiles.
The Core Advantage: The T-Slot Mechanism
The T-slot itself is an undercut groove running along one or more faces of the extrusion. Special T-nuts or T-bolts are designed to slide into this channel and then rotate 90 degrees to lock into place. This creates a secure, non-permanent fastening point anywhere along the slot’s length. This system is the foundation of its modularity2 and a key reason for its widespread adoption.

Key Application Areas
The adaptability of T-slot aluminum channel extrusions makes them suitable for a vast range of uses:
Modular Framing and Workstations
This is arguably the most common application. T-channels are like industrial building blocks. You can quickly assemble custom workbenches, machine guards, safety enclosures, equipment racks, and carts. If requirements change, the frame can be easily disassembled, modified, or expanded. At PTSMAKE, we’ve helped clients design robust yet adaptable frameworks for various manufacturing environments using these profiles.
Automatizácia a robotika
In automated systems, components like sensors, cameras, actuators, and conveyors often need precise positioning that might require adjustment during setup or operation. T-slots provide the perfect mounting platform, allowing engineers to fine-tune component placement without re-drilling or complex bracketry.
Display and Exhibition Systems
For trade shows or retail displays, T-channels allow for the creation of lightweight, strong, and easily assembled structures. Graphics panels, shelves, and lighting can be attached seamlessly using the T-slot system, and the entire structure can be quickly broken down for transport.

Selecting the Right T-Channel
Not all T-channels are created equal. Key factors to consider include:
- Profile Series/Size: T-channels come in various series (e.g., 20-series, 30-series, 40-series, often based on metric dimensions like 20mm x 20mm). Larger profiles generally offer greater strength and rigidity for heavier loads.
- Slot Size: The width of the T-slot determines the compatible hardware (T-nuts, bolts). Common sizes include 6mm, 8mm, and 10mm slots.
- Alloy and Temper: Like other extrusions, 6061-T6 and 6063-T5 are common alloys offering a good balance of strength, extrudability, and corrosion resistance. Based on our experience, 6061-T6 is often preferred for higher load-bearing applications.
Here’s a quick comparison of typical series:
| Funkcia | 20 Series (e.g., 2020) | 40 Series (e.g., 4040) |
|---|---|---|
| Profile Size | Typically 20mm base | Typically 40mm base |
| Slot Size | Often 6mm | Often 8mm or 10mm |
| Sila | Lighter Duty | Medium to Heavy Duty |
| Bežné používanie | Small enclosures, light frames, 3D printers | Workbenches, machine frames, automation lines |
Choosing the correct T-channel profile is essential for ensuring your structure performs as intended, balancing strength, weight, and ease of assembly for your specific project needs.
Can Extruded Aluminum Channel Be Welded?
Thinking about joining extruded aluminum channels for your structure? Have you worried if welding will compromise the material’s strength or finish, potentially causing issues down the line?
Yes, extruded aluminum channel can absolutely be welded. However, success depends heavily on choosing the right aluminum alloy, using the correct welding technique (like TIG or MIG), and proper preparation due to aluminum’s unique properties.

While welding aluminum is common, it presents unique challenges compared to steel. Aluminum has a persistent oxide layer and high thermal conductivity, which require specific approaches. Getting it right ensures a strong, reliable joint that maintains the integrity of your aluminum channel extrusions. In past projects at PTSMAKE, we’ve seen how understanding these nuances is crucial for successful fabrication.
Key Factors for Welding Aluminum Channels
Successfully welding these profiles involves careful consideration of several factors. Overlooking any of these can lead to weak or failed welds.
Alloy Selection and Temper
Not all aluminum alloys are created equal when it comes to welding. Alloys in the 6xxx series, like 6061 and 6063 (commonly used for extrusions), are generally considered weldable. However, welding can affect the temper. For example, welding a T6 temper aluminum will soften the material in the area around the weld, known as the Heat Affected Zone (HAZ)3. This strength reduction must be accounted for in the design.

Príprava povrchu
This is absolutely critical. Aluminum rapidly forms a tough oxide layer (aluminum oxide) which melts at a much higher temperature than the aluminum itself. This oxide layer, along with any oils, dirt, or moisture, must be thoroughly removed immediately before welding using a stainless steel wire brush (used only for aluminum) or chemical cleaners. Cleanliness is non-negotiable for a sound weld.
Welding Process Selection
The choice of welding process significantly impacts the outcome. The two most common methods for aluminum are TIG and MIG welding.
Common Welding Methods for Aluminum
Each method has its pros and cons depending on the application specifics, material thickness, and desired finish.
Tungsten Inert Gas (TIG) Welding
TIG welding offers excellent control and produces high-quality, clean welds, making it ideal for thinner aluminum channels or when appearance is critical. It uses a non-consumable tungsten electrode and requires a shielding gas (usually argon). AC (Alternating Current) is typically necessary for TIG welding aluminum to break through the oxide layer. It’s generally slower than MIG welding.
Metal Inert Gas (MIG) Welding
MIG welding is faster than TIG and often preferred for thicker aluminum sections due to its higher deposition rate. It uses a consumable wire electrode fed through the welding gun, which also supplies the shielding gas (argon or an argon/helium mix). While faster, MIG welding aluminum can be more challenging to set up correctly to avoid issues like wire feeding problems or weld porosity. Specialized equipment like spool guns or push-pull systems might be needed.

Here’s a quick comparison based on insights gathered from various fabrication projects:
| Funkcia | TIG Welding (AC) | MIG Welding |
|---|---|---|
| Control | Excellent, precise heat input | Good, but less precise than TIG |
| Rýchlosť | Pomalšie | Rýchlejšie |
| Hrúbka | Ideal for thin to medium | Better for medium to thick |
| Vzhľad | Very clean, aesthetically pleasing | Can be good, potential spatter |
| Setup/Skill | Requires higher operator skill | Can be complex to set up right |
| Skreslenie | Lower potential due to control | Higher potential due to speed |
Ultimately, deciding whether to weld extruded aluminum channel depends on the specific alloy, the application’s structural requirements, the available equipment, and the required finish. Sometimes, mechanical fastening might be a more suitable alternative, especially if avoiding the HAZ is critical.
How Is An Aluminum Channel Measured?
Ever specified aluminum channels based on a drawing, only to find they don’t quite match up on arrival? Tiny inaccuracies in measurement can lead to assembly headaches and wasted materials.
Measuring aluminum channels involves identifying key dimensions like the overall height (legs), overall width (base or web), and the material thickness. Length is also crucial. Precise tools, such as calipers for critical dimensions and tape measures for length, are necessary.

Getting the measurements right from the start is fundamental. It ensures the channel fits correctly and performs its structural or functional role as intended. Let’s break down exactly what to measure and how.
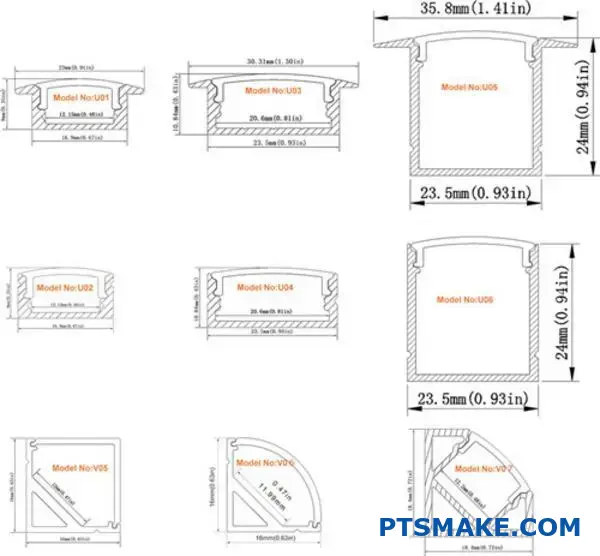
Key Dimensions to Measure
Understanding the specific terms for each dimension prevents confusion when ordering or designing.
Overall Height (Leg Height)
This is the full external height from the base to the top of the legs. For a U-channel or C-channel lying flat, this is the height of the vertical sections.
Overall Width (Web Width)
This refers to the external width of the base (or ‘web’) of the channel. It’s the dimension connecting the legs.
Hrúbka materiálu
This is a critical dimension for both strength and fit, especially if the channel slots into another component. You should measure the thickness of both the web (base) and the legs, as sometimes they can differ slightly, though typically they are consistent in standard aluminum channel extrusions.

Tools for Precision Measurement
While a tape measure is fine for overall length, precise measurements of the profile require better tools.
- Calipers: Digital or vernier calipers are essential for accurately measuring height, width, and especially material thickness. They provide the necessary precision, often down to thousandths of an inch or hundredths of a millimeter.
- Tape Measure: Best suited for measuring the overall length of the channel stock.
Understanding Tolerances
It’s important to remember that extruded aluminum parts aren’t manufactured to perfect dimensions. They always have manufacturing tolerances4, which define the acceptable deviation from the specified dimension. Standard tolerances are common, but for applications requiring high precision, like those we often handle at PTSMAKE, tighter, custom tolerances might be necessary. Always check the manufacturer’s specifications or discuss your tolerance needs.

Here’s a quick guide on where to measure common channel types:
| Rozmer | U-Channel Measurement Point | C-Channel Measurement Point |
|---|---|---|
| Overall Height | Outer edge of web to top of leg | Outer edge of web to top of leg |
| Overall Width | Outer edge of one leg to outer edge of other | Outer edge of one leg to outer edge of other |
| Hrúbka | Web section and Leg section | Web section, Leg section, and Flange section |
| Leg Length | Inner edge of web to top of leg | Inner edge of web to inside of flange |
Being meticulous about how and where you measure ensures you get the exact aluminum channel profile your project demands.
What Are The Load-Bearing Capacities Of Aluminum Channel Extrusions?
Ever worried if that aluminum channel can truly support the required weight? Underestimating load capacity can lead to unexpected bending or even failure, jeopardizing your entire project’s safety and success.
The load-bearing capacity of aluminum channel extrusions varies significantly. It’s not a single value but depends heavily on the specific alloy (e.g., 6061, 6063), temper (like T5 or T6), the channel’s cross-sectional shape and dimensions, and how the load is applied.

Determining the exact load capacity isn’t always straightforward because several factors interact. It’s more than just picking a channel off the shelf; it requires understanding how these elements work together. Let’s break down the key influences on how much weight aluminum channel extrusions can actually handle.
Alloy and Temper: The Material Foundation
The type of aluminum alloy and its heat treatment (temper) establish the base material strength.
- Alloys: Common choices like 6061 and 6063 offer different characteristics. Based on our experience at PTSMAKE, 6061 is generally stronger and often preferred for structural applications demanding higher load capacities. 6063 offers better extrudability and surface finish, often used in architectural roles.
- Temper: The temper designation (e.g., T5, T6) indicates the heat treatment process, which significantly affects yield strength and ultimate tensile strength. A T6 temper typically provides higher strength than a T5 temper for the same alloy.

Profile Shape and Dimensions: Geometry Matters
The cross-sectional shape and size of the channel are perhaps the most critical factors after material selection.
- Shape Dictates Stiffness: How the material is distributed relative to the load direction determines its resistance to bending and buckling. Deeper sections (taller legs) generally handle bending loads better than shallower ones.
- Wall Thickness: Increasing the thickness of the channel walls adds more material, increasing the cross-sectional area and overall strength and stiffness.
- Geometric Properties: Engineers use calculations involving the profile’s cross-sectional area and its moment of inertia5 to predict how it will behave under specific loads. A higher moment of inertia indicates greater resistance to bending.

Load Application and Support Conditions
How the load is applied and how the channel is supported are just as important as the channel itself.
- Type of Load: Is the channel under tension (pulled), compression (pushed), bending (like a shelf), or torsion (twisted)? Channels behave differently under each load type. Bending capacity is often a primary concern.
- Span Length: For bending loads, the distance between support points (the span) dramatically affects capacity. A longer unsupported span will hold significantly less weight than a shorter one.
- Support Type: How the ends are supported (fixed, simply supported, cantilevered) also changes the load distribution and maximum capacity.
Here’s a simplified look at key influencing factors:
| Faktor | Primary Influence | Key Consideration |
|---|---|---|
| Alloy/Temper | Material’s inherent strength (Yield) | 6061-T6 generally stronger than 6063-T5 |
| Hĺbka profilu | Resistance to bending | Taller legs increase stiffness against vertical loads |
| Hrúbka steny | Cross-sectional area, overall strength | Thicker walls handle more stress |
| Span Length | Bending capacity | Shorter spans support significantly more load |
| Load Direction | Stress type (bending, compression etc.) | Bending often dictates design limits |
Calculating precise load capacities often requires engineering analysis or reference to manufacturer data tables, considering all these variables. In past projects at PTSMAKE, we’ve assisted clients in selecting the optimal aluminum channel extrusions by carefully evaluating these factors against their specific application requirements.
How Do Aluminum Channel Extrusions Compare To Steel In Structural Applications?
Choosing between aluminum and steel for structural channels? Worried about making a choice that adds unnecessary weight, invites corrosion, or compromises the strength your project demands?
Aluminum channel extrusions offer an excellent strength-to-weight ratio, superior corrosion resistance, and design flexibility via extrusion. Steel channels provide higher absolute strength and stiffness at a lower material cost but are significantly heavier and require protection against rust.

Making the right material choice between aluminum and steel is crucial for structural success. Both have their place, but their properties differ significantly, impacting performance, longevity, and overall project cost. In past projects at PTSMAKE, we’ve helped clients navigate this decision by carefully weighing the pros and cons based on the specific application. Let’s delve into the key differences.
Strength-to-Weight Ratio: The Defining Difference
This is often the primary deciding factor. Aluminum alloys used in extrusions (like 6061-T6) boast impressive strength relative to their low density (about one-third that of steel). This makes aluminum channel extrusions ideal for applications where minimizing weight is critical – think aerospace, automotive frames, or portable structures. Steel is undeniably stronger pound-for-pound in absolute terms, but you pay a significant penalty in weight.
Stiffness (Modulus of Elasticity)
Steel is roughly three times stiffer than aluminum. This means that under the same load and with identical geometry, an aluminum channel will deflect (bend) about three times more than a steel one. This inherent stiffness makes steel a go-to for applications demanding minimal deflection under heavy loads, like large building frameworks or heavy machinery bases. While aluminum is less stiff, profile design (using deeper sections or thicker walls) can compensate for this, often achieving the required structural performance with clever engineering. We often advise clients on profile optimisation to meet stiffness requirements with aluminum.

Odolnosť proti korózii
Aluminum naturally forms a passive, protective oxide layer upon exposure to air, giving it excellent inherent corrosion resistance in many environments. Steel, on the other hand, readily rusts and requires protective coatings like paint, galvanization, or powder coating, especially for outdoor or humid applications. This adds cost and maintenance considerations for steel structures.
Úvahy o nákladoch
Typically, steel has a lower cost per pound for the raw material. However, the comparison isn’t that simple.
- Hmotnosť: Since aluminum is much lighter, you might need less weight of material for the same size profile, potentially offsetting some raw material cost differences, especially considering shipping and handling.
- Fabrication: Aluminum is generally easier and faster to machine, cut, and extrude into complex profiles. The extrusion process itself allows for intricate shapes that might require multiple steps or welding with steel, potentially reducing assembly costs. At PTSMAKE, our expertise in complex extrusions often provides cost-effective solutions.
- Dokončovacie práce: Steel often requires anti-corrosion finishing (painting, galvanizing), adding cost. Aluminum might need only aesthetic finishes (anodizing) or none at all.
| Funkcia | Aluminum Channel Extrusion (e.g., 6061-T6) | Steel Channel (e.g., A36) |
|---|---|---|
| Hustota | Low (~2.7 g/cm³) | High (~7.85 g/cm³) |
| Sila | Good to High (relative to weight) | Very High (absolute) |
| Stiffness (Modulus of Elasticity6) | Moderate (~69 GPa) | High (~200 GPa) |
| Odolnosť proti korózii | Vynikajúce | Poor (requires coating) |
| Cost (Raw Material) | Higher per pound | Lower per pound |
| Extrudability | Excellent (complex shapes) | Obmedzené |
| Zvariteľnosť | Good (requires specific techniques) | Excellent (common methods) |
Tepelné vlastnosti
Aluminum conducts heat much better than steel and also expands more with temperature changes. These factors might be important in applications with significant temperature fluctuations or where heat dissipation is a consideration.
Fabrication and Machinability
Aluminum is significantly easier to machine than steel, leading to faster processing times and potentially lower machining costs. As mentioned, its extrudability allows for complex, integrated designs. Steel is harder, requiring more robust tooling and slower machining speeds, but welding steel is often considered more straightforward using common techniques.
The choice between aluminum and steel channel extrusions hinges on prioritizing these factors for your specific structural application. Weight savings and corrosion resistance often favor aluminum, while maximum strength, stiffness, and lower initial material cost lean towards steel.
What Surface Treatments Enhance Aluminum Channel Extrusion Durability?
Worried your aluminum channels won’t stand up to the demands of the job? Concerned that bare aluminum might corrode, wear out, or just not look professional long enough in tough environments?
Several surface treatments significantly boost aluminum channel extrusion durability. Key options include anodizing for excellent corrosion and wear resistance, powder coating for robust protection and color variety, and painting for cost-effective aesthetics and moderate protection.
While aluminum naturally resists corrosion to some degree, many applications demand more. Exposure to moisture, chemicals, abrasion, or even just the desire for a specific look often necessitates a surface treatment. Choosing the right finish protects your investment and ensures the aluminum channel extrusions perform reliably over their intended lifespan. Let’s look at the most effective options we commonly work with at PTSMAKE.
Anodizing: The Electrochemical Fortress
Anodizing isn’t a coating like paint; it’s an electrochemical process that converts the aluminum surface into a durable, corrosion-resistant, anodic oxide finish. Think of it as creating a controlled, thickened version of aluminum’s natural protective oxide layer through Electrolytic passivation7.
It significantly enhances resistance to corrosion and wear. The resulting porous layer can also be dyed in various colors before sealing, offering aesthetic options. Type II anodizing is common for general protection and color, while Type III (hardcoat) provides superior wear resistance for demanding applications. Based on our tests, hardcoat anodizing drastically increases surface hardness.

Considerations include a slight dimensional change (the oxide layer builds up) and potential challenges in achieving perfect color consistency across batches.
Powder Coating: Tough and Colorful
This method involves applying a dry powder (a mix of polymer resins, pigments, and fillers) electrostatically to the aluminum channel. The part is then heated, causing the powder to melt, flow, and cure into a hard, uniform coating.
Powder coating provides excellent resistance to chipping, scratching, fading, and chemicals. It offers a vast array of colors and textures, making it highly versatile for aesthetic requirements. It’s generally thicker and tougher than liquid paint, offering substantial protection for aluminum channel extrusions in demanding physical environments.
The main things to keep in mind are the coating thickness, which impacts final dimensions more than anodizing, and the need for specialized curing ovens.

Painting: Versatile and Accessible
Liquid painting (using spray guns, dipping, etc.) is another common way to protect and color aluminum. Various paint systems exist, like epoxies, polyurethanes, and polyesters, each offering different levels of durability, UV resistance, and chemical protection.
Painting offers good aesthetic flexibility and can be relatively cost-effective, especially for less demanding applications. Touch-ups are also generally easier compared to anodizing or powder coating. However, proper surface preparation (cleaning and often priming) is absolutely critical for paint adhesion on aluminum. Painted surfaces are typically more susceptible to scratches and chips compared to anodizing or powder coating.
Other Treatments
Chemické konverzné nátery
These treatments (like chromate or non-chrome alternatives) create a thin protective film that enhances corrosion resistance and provides an excellent base for paint adhesion. They offer less standalone protection than the methods above.
Mechanické povrchové úpravy
Processes like brushing, polishing, or bead blasting are primarily aesthetic but can precede other treatments like anodizing to achieve specific visual effects.
Choosing the Right Treatment
The best choice depends entirely on the application. Key factors include:
- Environment: Will it face saltwater, chemicals, high humidity, or UV exposure?
- Wear: Is abrasion or scratching a major concern?
- Estetika: Is color, gloss level, or texture important?
- Náklady: What is the budget for finishing?
- Tolerancie: How critical are the final dimensions?
Here’s a simple comparison:
| Funkcia | Anodizing (Type II) | Práškové lakovanie | Painting (Liquid) |
|---|---|---|---|
| Corrosion Res. | Vynikajúce | Veľmi dobré | Good to Very Good |
| Wear Res. | Good (Hardcoat=Exc) | Vynikajúce | Slušný až dobrý |
| Možnosti farieb | Mierne | Very Wide | Very Wide |
| Hrúbka | Very Thin | Thick | Moderate to Thick |
| Relatívne náklady | Mierne | Mierne | Nízka až stredne vysoká |
In past projects, we at PTSMAKE have helped clients select the optimal finish by evaluating these trade-offs against their specific needs, ensuring both durability and performance.
Can Aluminum Channel Extrusions Be Customized For Complex Assemblies?
Finding that standard aluminum channels just won’t integrate cleanly into your intricate product design? Are you facing assembly challenges because off-the-shelf profiles create more problems than they solve?
Yes, absolutely. Aluminum channel extrusions are exceptionally well-suited for customization, enabling the creation of unique profiles tailored precisely to the geometric, functional, and integration demands of complex assemblies.

While standard aluminum channel extrusions are versatile for many applications, complex assemblies often present unique challenges. These might involve fitting components into tight spaces, requiring integrated features like mounting points or wire channels, or demanding specific structural performance within a non-standard footprint. This is where the true power of aluminum extrusion shines – its ability to create bespoke profiles.
Why Standard Channels Might Fall Short
In complex product designs, standard U-channels or C-channels often require significant modification or additional brackets and fasteners to work. This can lead to:
- Increased part count
- Longer assembly times
- Potenciálne body zlyhania
- Compromised aesthetics or space efficiency
Relying solely on standard profiles can limit design innovation when dealing with highly integrated or non-linear systems.
The Power of Customization via Extrusion
The aluminum extrusion process forces heated aluminum billet through a shaped opening in a die. This process is incredibly flexible, allowing for the creation of intricate cross-sections tailored to specific needs.

Tailored Geometries
Instead of trying to adapt a standard shape, a custom extrusion can be designed with the exact angles, curves, and dimensions required by the assembly. This ensures a perfect fit and optimal use of space.
Integrated Features
Vlastné aluminum channel extrusions can incorporate features directly into the profile, eliminating the need for separate parts. Examples include:
- Screw bosses or channels for fastening
- T-slots for modular attachments
- Integrated heat sinks
- Channels for wiring or tubing
- Snap-fit features for mating parts
In past projects at PTSMAKE, we’ve helped clients consolidate multiple functions into a single custom extrusion, simplifying their assembly dramatically. The precision achievable through careful Die Design8 is key to making these integrated features effective.

Material and Performance Optimization
Customization isn’t just about shape. You can specify the exact alloy (like 6061 or 6063) and temper (like T5 or T6) to achieve the required strength, corrosion resistance, or finish characteristics. Wall thicknesses can be varied within the profile to add strength only where needed, optimizing weight.
Standard vs. Custom for Complex Assemblies
Here’s a quick comparison highlighting the benefits of custom profiles in intricate designs:
| Funkcia | Standard Channels | Custom Aluminum Channel Extrusions |
|---|---|---|
| Fit | Often requires adaptation | Designed for precise fit |
| Integration | Requires extra parts/machining | Features can be integrated |
| Part Count | Vyššie | Lower potential |
| Čas montáže | Potentially longer | Potentially faster |
| Sloboda dizajnu | Limited by available shapes | Vysoká |
| Optimalizácia | Všeobecný účel | Optimized for specific function |
While there’s an initial tooling investment for custom dies, the long-term benefits in assembly efficiency, reduced part count, and superior performance often make custom aluminum channel extrusions a highly effective solution for complex products. At PTSMAKE, bridging the gap between complex design needs and manufacturable custom profiles is a core part of what we do.
Learn more about the extrusion process and how it enables complex aluminum profiles. ↩
Explore how modular design principles can accelerate your prototyping and production timelines. ↩
Click here to understand how the Heat Affected Zone impacts the strength of welded aluminum. ↩
Learn more about dimensional tolerances and why they matter in precision manufacturing. ↩
Click to understand how geometric properties like moment of inertia determine structural stiffness. ↩
Understand how Modulus of Elasticity affects structural deflection and material choice. ↩
Understand the science behind how this protective layer forms on aluminum. ↩
Discover how precise die design unlocks complex aluminum extrusion possibilities for your assemblies. ↩