

Nájsť správny materiál pre vaše presné diely môže byť náročné. Keď uvažujete o akryláte, možno vás zaujíma, či je vhodný na CNC obrábanie alebo či sa počas procesu stretnete s deformáciou, tavením alebo praskaním.
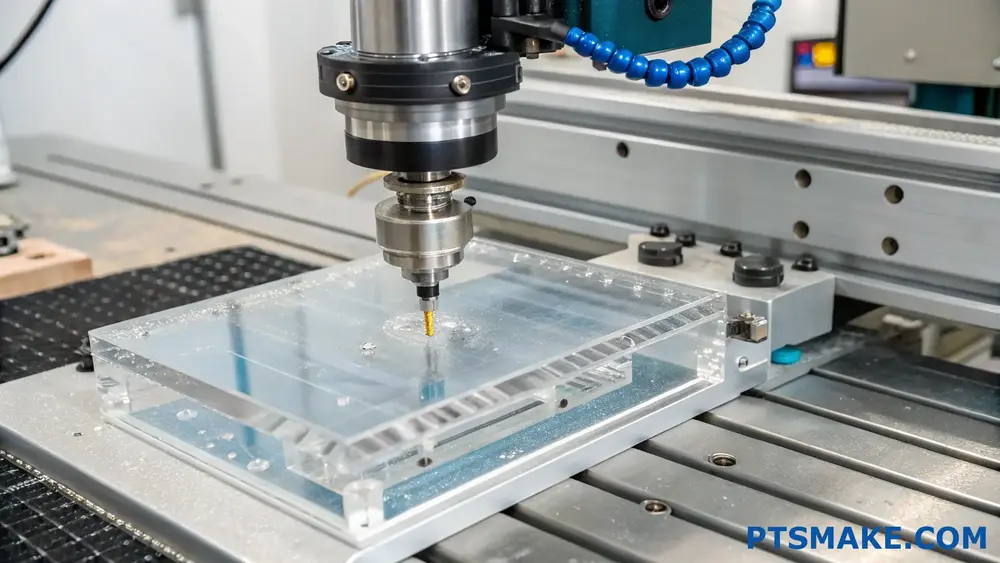
Áno, akryl sa dá bezpodmienečne obrábať na CNC. V skutočnosti je to jeden z najobľúbenejších plastových materiálov na CNC obrábanie vďaka svojej vynikajúcej obrobiteľnosti, optickej čistote a rozmerovej stabilite, vďaka čomu je ideálny na prototypové aj výrobné diely.

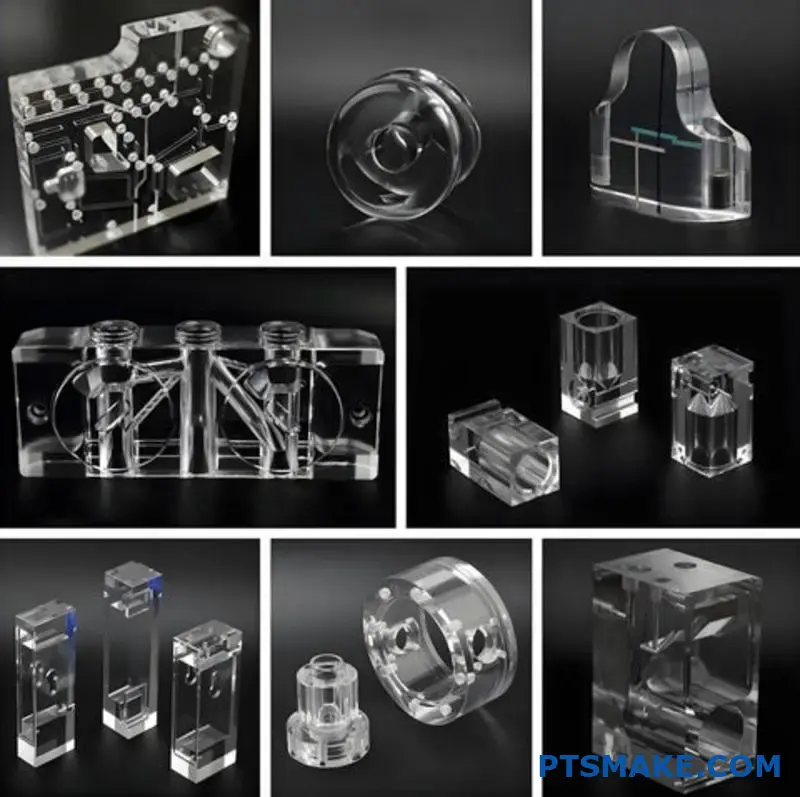
V spoločnosti PTSMAKE sme opracovali tisíce akrylových dielov pre klientov z rôznych priemyselných odvetví. Ak uvažujete o akryláte pre svoj ďalší projekt, čítajte ďalej a dozviete sa o výhodách, obmedzeniach a osvedčených postupoch pri CNC obrábaní tohto univerzálneho materiálu. Podelím sa s vami o praktické poznatky z mojich skúseností, ktoré vám pomôžu určiť, či je akryl správnou voľbou pre vašu konkrétnu aplikáciu.
Aký je najlepší akryl pre CNC?
Už ste sa niekedy snažili vybrať správny akrylát pre svoj CNC projekt, aby ste nakoniec skončili s popraskanými hranami alebo roztavenými povrchmi? Je frustrujúce, keď váš starostlivo navrhnutý projekt zlyhá kvôli zlému výberu materiálu, najmä keď sú termíny napäté a rozpočty obmedzené.
Najlepší akryl na CNC obrábanie je liaty akrylátový plech, najmä v rozsahu hrúbky 0,236-0,472 palca (6-12 mm). Odlievaný akryl ponúka v porovnaní s extrudovanými variantmi lepšiu obrobiteľnosť, optickú čistotu a odolnosť voči namáhaniu, čo vedie k čistejším rezom, lepšej kvalite hrán a menšiemu počtu chýb pri obrábaní.

Pochopenie typov akrylátu pre aplikácie CNC
Pokiaľ ide o CNC obrábanie akrylátu, nie všetky materiály sú rovnaké. Vďaka svojim skúsenostiam v spoločnosti PTSMAKE som zistil, že výrobný proces akrylátu výrazne ovplyvňuje jeho obrábateľnosť na CNC.
Odlievaný vs. extrudovaný akryl: Zásadný rozdiel
Odlievaný akryl sa vyrába naliatím tekutého metylmetakrylátu medzi sklenené dosky a jeho polymerizáciou. Tento proces vytvára materiál s výnimočnou molekulárnou rovnomernosťou a minimálnym vnútorným napätím. Vytláčaný akryl sa medzitým vyrába pretláčaním zahriatej akrylovej živice cez lisovacie formy, čím sa vytvárajú rýchlo chladnúce pláty.
Tento rozdiel vo výrobe vedie k niekoľkým kľúčovým rozdielom v obrábaní:
| Vlastníctvo | Odlievaný akryl | Extrudovaný akryl |
|---|---|---|
| Vnútorný stres | Nízka | Vysoká |
| Tepelná odolnosť | Lepšie (180-200°F) | Nižšia (160-180 °F) |
| Tvorba čipov | Čisté triesky | Tendencia topiť sa |
| Kvalita hrán | Vynikajúce | Dobrý až primeraný |
| Náklady | Vyššie | Nižšie |
| Konzistencia hrúbky | ±10% variácia | ±5% variácia |
Úvahy o optimálnej hrúbke
Zistil som, že hrúbka akrylátu zohráva kľúčovú úlohu pri úspešnom CNC obrábaní. Príliš tenké plechy (pod 3 mm) často počas obrábania vibrujú a vytvárajú stopy po chvate. Pri príliš hrubých plechoch (nad 25 mm) môže dôjsť k relaxácia vyvolaná teplom1 počas rezania.
Pre väčšinu presných projektov CNC z akrylátu je najvhodnejšia vzdialenosť medzi 6-12 mm (0,236-0,472 palca). Tento rozsah poskytuje:
- Dostatočná tuhosť na odolávanie silám pri obrábaní
- Dobré vlastnosti odvodu tepla
- Úsporné používanie materiálu
- Univerzálnosť pre väčšinu aplikácií
Faktory farby a priehľadnosti
Zatiaľ čo číry akryl je obľúbený, farebné a nepriehľadné druhy predstavujú jedinečné problémy pri spracovaní:
Priehľadný akryl
Číry liaty akrylát poskytuje 92% priepustnosť svetla a okamžite odhalí všetky nedokonalosti opracovania. Vďaka tomu je ideálny na vystavovanie, ale vyžaduje si starostlivý výber nástrojov a dokončovacích procesov.
Farebný a nepriehľadný akryl
Pigmentované akrylové farby často obsahujú prísady, ktoré môžu ovplyvniť obrobiteľnosť. Zvyčajne odporúčam:
- Svetlé/pastelové farby pre projekty vyžadujúce jemné detaily
- Tmavšie farby, keď je hlavným záujmom povrchová úprava hrán
- Nepriehľadné akrylové farby, keď je povrchová úprava dôležitejšia ako čistota hrán
Odporúčania pre jednotlivé značky
Po spracovaní nespočetného množstva akrylových projektov som si vytvoril preferencie pre určité značky:
- Plexiglas® MC by Röhm - Prémiový liaty akryl s výnimočnými vlastnosťami pri obrábaní
- Lucite® L - Vynikajúce pre presné diely s prísnymi toleranciami
- Acrylite® FF - Dobrá rovnováha medzi obrobiteľnosťou a cenou
- Optix® by Plaskolite - Ekonomická voľba pre menej náročné aplikácie
V spoločnosti PTSMAKE používame pre naše presné komponenty predovšetkým prémiový liaty akryl, najmä ak sú optická čistota a rozmerová stabilita kritickými požiadavkami.
Osobitné úvahy pre komplexné projekty
Pri viacosových CNC operáciách alebo zložitých geometriách je výber materiálu ešte dôležitejší. Pri práci so zložitými konštrukciami odporúčam:
Pre zložité detaily
- Akrylátové dosky odlievané do buniek s vlastnosťami zmierňujúcimi napätie
- Hrúbka materiálu aspoň 2,5× väčšia ako najhlbší prvok
- Predhriatie materiálu na 75-85 °C pred obrábaním na zníženie krehkosti
Pre veľkoformátové projekty
- Silnejšie liate akrylové dosky (12-25 mm)
- Nepretržitá aplikácia chladiacej kvapaliny
- Progresívny prístup k hĺbke rezu
Optimalizácia nástrojov na základe typu akrylu
Správny akryl v kombinácii s vhodnými nástrojmi vytvára optimálne výsledky:
| Akrylový typ | Odporúčaná geometria nástroja | Nastavenie rýchlosti podávania |
|---|---|---|
| Odlievaný akryl | Jednokotúčová špirála, O-drážka | Štandardne až +10% |
| Extrudovaný akryl | Stlačenie s dvojitou drážkou, leštené hrany | -15% na štandard |
| Modifikovaný nárazový akryl | Kompresná špirála, leštená diamantom | -20% až -10% |
| Akryl odolný voči UV žiareniu | Nástroje s jednou O-drážkou, riadené teplo | -10% na štandard |
Konkrétny typ akrylátu by mal určovať parametre CNC, od rýchlostí a posuvov až po dráhy nástrojov a stratégie dokončovania.
Ako čisto rezať akryl?
Skúšali ste niekedy rezať akryl a skončili ste so zubatou hranou alebo prasklinami, ktoré sa šírili materiálom? Je frustrujúce, keď jednoduchý rez zničí celý list drahého akrylu, najmä keď pracujete na časovo náročnom projekte alebo prototype.
Na čisté rezanie akrylátu používajte špecializované nástroje, ako sú laserové frézy, CNC frézy, stolové píly s jemnými zubami alebo metódy "vyrež a prirež". Kľúčom k úspechu je udržiavanie správnej rýchlosti, používanie techník chladenia a zabezpečenie materiálu, aby sa zabránilo jeho roztaveniu alebo praskaniu. Každá metóda ponúka inú úroveň presnosti a kvality hrán.

Výber správnej metódy rezania akrylu
Pri čistom rezaní akrylu je výber vhodnej metódy rozhodujúci pre dosiahnutie profesionálnych výsledkov. Pri svojej práci v spoločnosti PTSMAKE som zistil, že rôzne projekty si vyžadujú rôzne prístupy založené na hrúbke, zložitosti a požadovanej kvalite povrchovej úpravy.
Rezanie laserom: Presnosť s kontrolou tepla
Laserové rezanie ponúka výnimočnú presnosť pre akrylové dosky. Táto metóda využíva fokusovaný lúč na roztavenie materiálu a vytvára čisté hrany bez fyzického kontaktu. V prípade zložitých vzorov alebo detailných rezov je laserové rezanie často mojím prvým odporúčaním.
Kľúčom k úspešnému rezaniu laserom je správne kalibrácia lúča2. Pri práci s akrylátom s hrúbkou od 1/8" do 1/2" zvyčajne nastavujem výkon lasera v rozmedzí 50-75% s miernym nastavením rýchlosti. Tým sa zabráni nadmernému teplu, ktoré spôsobuje obávané "plameňové leštenie" hrán, pri ktorom sa akryl roztaví a znovu stuhne.
CNC frézovanie: Univerzálnosť pre rôzne hrúbky
V prípade hrubších akrylových plechov alebo ak nie je k dispozícii rezanie laserom, frézovanie CNC poskytuje vynikajúce výsledky. V spoločnosti PTSMAKE používame špecializované frézy na rezanie akrylátu s dvoma drážkami a miernou špirálou smerom nahor, aby sa pri rezaní účinne odstraňovali triesky.
Na dosiahnutie čistých rezov pri frézovaní CNC:
- Používajte vysoké otáčky (18 000+) s relatívne nízkymi rýchlosťami posuvu
- Zabezpečenie správneho odvodu triesok pomocou vzduchových alebo vákuových systémov
- Správne zaistite materiál, aby ste zabránili vibráciám
- Zvážte použitie obetovaného podkladového materiálu
Rezanie stolovou pílou: Cenovo výhodné, ale vyžaduje si starostlivosť
Stolové píly predstavujú pre mnohé dielne dostupnejšiu možnosť. Pri použití stolovej píly na akryl:
- nainštalujte nôž špeciálne navrhnutý na plasty (80+ zubov s karbidovým hrotom)
- Nastavte čepeľ tak, aby presahovala len 1/8" nad akrylový povrch.
- Na líniu rezu na oboch stranách nalepte maskovaciu pásku, aby ste zabránili odlupovaniu
- Materiál podávajte pomaly a rovnomerne
Problémom pri stolových pílach je regulácia trecieho tepla. Pri rezaní hrubších akrylových dielov odporúčam občas zastaviť a nechať čepeľ vychladnúť.
Techniky úpravy hrán po rezaní
Aj tie najčistejšie rezy si často vyžadujú dokončovacie práce. Tu sú účinné postupy na dosiahnutie dokonale hladkých akrylových hrán:
Leštenie plameňom: Rýchle, ale vyžaduje si prax
Pri leštení plameňom sa používa vodíkový horák alebo butánový plameň na rýchle roztavenie povrchu brúsenej hrany, čím sa dosiahne čistota podobná sklu. Odporúčam, aby ste si túto techniku najprv precvičili na kusoch odpadu, pretože si vyžaduje pevnú ruku a dôsledný pohyb, aby nedošlo k nadmernému roztaveniu.
Progresívne brúsenie: Trpezlivé, ale spoľahlivé
Na dosiahnutie kontrolovaných výsledkov sa dôsledne používa postupné brúsenie:
| Úroveň zrnitosti | Účel | Poznámky |
|---|---|---|
| 220-320 | Odstránenie stôp po pílení | Používajte s vodou ako mazivom |
| 400-600 | Odstránenie jemných škrabancov | Len ľahký tlak |
| 800-1200 | Príprava na leštenie | Veľmi ľahký dotyk |
| 1500+ | Konečné vyhladenie | Takmer žiadny tlak |
Následne prebrúste leštiacou zmesou na mäkkej handričke alebo leštiacom kotúči, aby ste dosiahli zrkadlový výsledok.
Chemické leštenie: pre zložité tvary
V prípade ťažko prístupných oblastí alebo zložitých tvarov možno obnoviť čistotu pomocou chemických leštiacich prostriedkov, ako je metylénchlorid. Dôrazne však upozorňujem na správne vetranie a ochranné vybavenie pri používaní týchto chemikálií.
Kritické faktory pre čisté rezanie akrylu
Vďaka skúsenostiam v spoločnosti PTSMAKE s rôznymi výrobnými procesmi som identifikoval niekoľko faktorov, ktoré neustále ovplyvňujú kvalitu rezania:
Riadenie teploty
Akryl je počas rezania citlivý na teplo. Príliš veľké teplo spôsobuje topenie, bubliny alebo dokonca zmenu farby materiálu. Odporúčam:
- Používanie vodného chladenia pri mechanickom rezaní, ak je to možné
- Poskytnutie primeraného času na chladenie medzi jednotlivými rezmi
- Predchádzanie nadmernému treniu udržiavaním ostrých nástrojov
Správne zabezpečenie materiálu
Vibrácie sú nepriateľom čistých rezov. Dokonca aj malý pohyb počas rezania môže spôsobiť odštiepenie alebo praskliny. Na dosiahnutie najlepších výsledkov:
- Používajte špeciálne akrylové prídržné svorky s gumovou alebo plstenou výplňou
- Rovnomerný tlak na celý list
- Ponechajte dostatočnú oporu v blízkosti miesta rezu
- Zvážte vákuové stoly pre tenké plechy
Úvahy o ochrannej fólii
Väčšina akrylových dosiek sa dodáva s ochrannou fóliou. Hoci je lákavé ju pred rezaním odstrániť, vo všeobecnosti odporúčam ponechať ju na mieste, aby sa zabránilo poškriabaniu a poskytla určitú tepelnú ochranu počas procesu rezania.
Konkrétne pri rezaní laserom si pred začatím celého projektu vyskúšajte, či vaša konkrétna fólia nevytvára problematické výpary alebo zvyšky.
Použitím týchto techník a úvah dosiahnete profesionálnu kvalitu akrylových rezov, ktoré si vyžadujú minimálne následné spracovanie. Či už vytvárate výstavné stojany, nápisy alebo presné komponenty, čisté rezy sú nevyhnutné pre estetiku aj štrukturálnu integritu.
Ako rezať akryl bez praskania?
Zažili ste niekedy ten moment, keď vám praskne akrylová fólia práve pri rezaní? Po všetkom plánovaní a investíciách je pohľad na váš projekt zničený v priebehu niekoľkých sekúnd viac ako frustrujúci. Prečo je akryl - taký univerzálny a krásny materiál - počas rezania taký temperamentný?
Ak chcete rezať akryl bez praskania, používajte ostré nástroje, kontrolujte rýchlosť rezania, používajte metódy chladenia, správne zabezpečte materiál a namiesto jedného hlbokého rezu vykonajte viacero plytkých priechodov. Správna technika sa líši v závislosti od nástroja: pri pílach používajte čepele s jemnými zubami, pri laseroch upravte nastavenie výkonu a pri CNC frézach zvoľte vhodné posuvy a rýchlosti.

Výber správnych nástrojov na rezanie akrylu
Pri rezaní akrylátu bez praskania je výber správnych nástrojov polovicou úspechu. Pri práci s nespočetnými zákazkovými akrylovými dielmi v spoločnosti PTSMAKE som zistil, že každá metóda rezania ponúka jedinečné výhody.
Ručné nástroje na akryl
Pri jednoduchších projektoch alebo menších kusoch môže byť účinné ručné náradie:
- Bodovanie a rozbíjanie: Použitie plastového bodovacieho nástroja s kovovým pravítkom vám umožní vytvoriť čisté zlomy pozdĺž rovných línií. Vykonajte radšej viacero ľahkých prejazdov, než aby ste silno zatlačili naraz.
- Ručné píly: Ak používate ručnú pílu, vyberte si pílu s jemnými zubami (aspoň 10-12 zubov na palec). Na zakrivené rezy sa dobre hodia lupienkové píly alebo lupienkové píly s jemnými čepeľami.
- Úžitkové nože: Vhodné len pre tenké akrylové dosky (do 3 mm). Vyžaduje si viacnásobné prechody svetlom podľa pravítka.
Elektrické nástroje na rezanie akrylu
Pri väčších alebo zložitejších projektoch poskytuje elektrické náradie účinnosť a presnosť:
- Kotúčové píly: Používajte čepele špeciálne navrhnuté pre akryl so 60-80 zubami. Čepeľ by mala len mierne vyčnievať (asi 1/4 palca) nad materiál.
- Skladačka: Vyberte si jemnozubé nože označené pre plasty. Pracujte pri stredných otáčkach, aby ste zabránili roztaveniu.
- Pásové píly: Skvelé na zakrivené rezy. Používajte čepele s 10-14 zubami na palec.
- Stolové píly: Pri použití správneho noža (60+ zubov s karbidovým hrotom) poskytuje vynikajúce rovné rezy.
Profesionálne metódy rezania
Na dosiahnutie výsledkov na profesionálnej úrovni:
- Rezanie laserom: Poskytuje presné a čisté hrany, ale vyžaduje si špecializované vybavenie. Na zložité akrylové vzory používame CO2 lasery PTSMAKE.
- CNC frézovanie: Ponúka vynikajúcu presnosť pre zložité tvary. Pravá rýchlosť podávania3 a hĺbka rezu sú rozhodujúce.
- Rezanie vodným lúčom: Úplne eliminuje problémy súvisiace s teplom a vytvára čisté rezy bez tepelného namáhania.
Kritické techniky na prevenciu praskania
Počas rokov práce v presnej výrobe som identifikoval niekoľko techník, ktoré výrazne znižujú riziko vzniku trhlín:
Regulácia teploty
Akryl je citlivý na teplotné výkyvy. Vždy:
- Pred rezaním nechajte akrylové dosky dosiahnuť izbovú teplotu
- Vyhnite sa rezaniu v extrémne chladnom prostredí
- Používajte metódy chladenia (stlačený vzduch alebo chladenie hmlou) pri rezaní elektrickým náradím
- Pri viacnásobnom presune nechajte medzi jednotlivými rezmi dostatočný čas na chladenie
Správna podpora a upínanie
Spôsob podoprenia akrylu počas rezania výrazne ovplyvňuje výsledky:
- Vždy podoprite celý plech, aby ste zabránili jeho ohýbaniu
- Používajte rovnomerný, rozložený upínací tlak
- Pod reznú plochu umiestnite obetné dosky
- Pri kotúčových alebo stolových pílach umiestnite podpery blízko línie rezu.
Rýchlosť a tlak rezania
Správna rýchlosť je obrovský rozdiel:
- Príliš pomalé: Riziko tavenia a opätovného zvárania
- Príliš rýchlo: Zvýšené vibrácie a možné praskanie
- Stredná, konzistentná rýchlosť: Optimálne výsledky
- Stabilný tlak: Vyhnite sa trhavým pohybom, ktoré vytvárajú stresové body
Špecifické techniky rezania bez trhlín
Každý nástroj si vyžaduje špecifické prístupy na dosiahnutie najlepších výsledkov:
Efektívne používanie píl
| Typ píly | Odporúčaná čepeľ | Optimálna rýchlosť | Osobitné úvahy |
|---|---|---|---|
| Kruhový | 60-80 zubov karbidu | Stredne pomalý | Pred rezaním nechajte nôž dosiahnuť plné otáčky |
| Tabuľka | 60+ zubov bez čipu | Stredné | Používajte tlačné tyče a vložky s nulovou svetlosťou |
| Skladačka | Plastová čepeľ s jemnými zubami | Stredne pomalý | Podporný materiál v blízkosti reznej línie |
| Kapela | 10-14 TPI | Stredné | Materiál veďte pomaly a rovnomerne |
Parametre rezania laserom
Pri správnom rezaní akrylátu laserom sa vytvárajú výnimočne čisté hrany:
- Nastavenia napájania: Nižší výkon pre tenké plechy, postupne sa zvyšujúci pre hrubšie materiály
- Nastavenia rýchlosti: Dostatočne vysoká na to, aby sa zabránilo roztaveniu, ale dostatočne pomalá na úplné rezanie
- Vzdialenosť zaostrenia: Udržujte ohnisko presne na povrchu materiálu
- Ventilácia: Vždy používajte správne vetranie na odstránenie akrylových výparov
Usmernenia pre frézovanie CNC
V spoločnosti PTSMAKE používame CNC frézovanie na mnohé zákazkové projekty z akrylátu:
- Výber bitov: Jedno alebo dvojdrážkové upínacie bity špeciálne navrhnuté pre akryl
- Nastavenia otáčok: Vyššie otáčky (viac ako 18 000 ot./min.) s pomalšími rýchlosťami posuvu
- Hĺbka na priechod: Nikdy neprekračujte 1/3 priemeru bitu pri jednom prechode
- Evakuácia čipov: Na odstránenie triesok počas rezania použite stlačený vzduch.
Dokončovacie techniky po rezaní
Po úspešnom vyrezaní akrylu bez prasklín sa konečný výsledok ešte zvýrazní správnou povrchovou úpravou:
- Leštenie hrán: Použite postupne jemnejší brúsny papier (zrnitosť 220 až 600) a následne leštiacu zmes.
- Leštenie plameňom: Rýchly prechod vodíkovým horákom cez okraj (vyžaduje si cvik)
- Úľava od stresu: V prípade presných dielov zvážte žíhanie v peci pri kontrolovaných teplotách.
- Čistenie: Na odstránenie zvyškov bez poškriabania používajte utierky z mikrovlákna s antistatickými čistiacimi prostriedkami
Pomocou týchto techník a správnej starostlivosti môžete bez obáv rezať akryl na projekty od jednoduchých displejov až po zložité komponenty, ktoré si vyžadujú optickú čistotu a odolnosť, ktorú poskytuje len akryl.
Aké parametre CNC optimalizujú výsledky obrábania akrylátu?
Už ste niekedy dokončili akrylový projekt CNC len preto, aby ste zistili zakalené okraje, roztavené oblasti alebo praskliny, ktoré zničili vašu prácu? Je frustrujúce, keď je dokonalý návrh ohrozený zlým prevedením, najmä keď ste do projektu investovali čas a materiál.
Medzi kľúčové parametre, ktoré optimalizujú výsledky obrábania akrylových materiálov CNC, patria otáčky vretena (8 000 - 18 000 ot./min.), rýchlosť posuvu (0,001 - 0,004 palca na zub), hĺbka rezu (malá pre dokončovacie práce), výber nástroja (jedno- alebo dvojbřitové vrtáky) a správne techniky chladenia. Vyváženie týchto faktorov zabraňuje taveniu, praskaniu a zakaleným povrchovým úpravám.
Úvahy o otáčkach vretena pre akryl
Pri obrábaní akrylátu je rozhodujúca voľba správnych otáčok vretena. Na rozdiel od kovov, ktorým vyhovujú nižšie otáčky, akryl si vyžaduje vyššie otáčky, aby sa dosiahli čisté rezy bez roztavenia.
Optimálne rozsahy otáčok pre rôzne akrylové projekty
Pre väčšinu aplikácií na obrábanie akrylátu odporúčam otáčky vretena v rozmedzí 8 000 až 18 000 otáčok za minútu. Tento rozsah by sa však mal upraviť na základe konkrétnych požiadaviek vášho projektu:
- Zložitá práca s detailmi: 16 000 - 18 000 otáčok za minútu s menšími nástrojmi
- Všeobecné rezanie a vreckové rezanie: 10 000-15 000 OTÁČOK ZA MINÚTU
- Silnejšie akrylové listy (>12 mm): 8 000-12 000 OTÁČOK ZA MINÚTU
Princíp týchto odporúčaní je jednoduchý: vyššie otáčky vytvárajú čistejšie rezy, pretože generujú menej trecieho tepla na jednu otáčku, ale musia byť vyvážené vhodnými rýchlosťami posuvu. Podľa mojich skúseností v PTSMAKE sa pri príliš nízkych otáčkach zvyšuje trenie a akryl sa môže skôr roztaviť ako čisto rezať.
Rýchlosť podávania: Hľadanie vhodného miesta
Rýchlosť posuvu výrazne ovplyvňuje kvalitu povrchu a životnosť nástroja pri obrábaní akrylátu. Príliš pomalý posuv spôsobuje nahromadenie tepla, ktoré vedie k taveniu, zatiaľ čo príliš rýchly posuv môže spôsobiť triesky alebo praskliny.
Odporúčané dávky krmiva podľa aplikácie
| Typ aplikácie | Rýchlosť posuvu (palce na zub) | Poznámky |
|---|---|---|
| Hrubé rezy | 0.003-0.004 | Vyšší úber materiálu, nižšia kvalita povrchovej úpravy |
| Všeobecný účel | 0.002-0.003 | Vyvážený prístup pre väčšinu projektov |
| Dokončovacie priechody | 0.001-0.002 | Pomalšie pre vynikajúcu povrchovú úpravu |
| Podrobné gravírovanie | 0,001 alebo menej | Minimalizuje tlak nástroja na jemné prvky |
Pri obrábaní akrylátu som zistil, že zaťaženie trieskou (posuv na zub) by sa malo udržiavať v rozmedzí 0,001-0,004 palca v závislosti od aplikácie. Tým sa zabezpečí, že materiál sa bude skôr rezať, než roztavovať alebo odlamovať.
Stratégie hĺbky rezu
Stránka hĺbka prechodu4 si vyžaduje dôkladné zváženie pri spracovaní akrylu. Na rozdiel od kovov, kde môžu byť agresívne rezy efektívne, akryl profituje z konzervatívnejších prístupov.
Efektívne riadenie hĺbky
- Hrubovanie: Maximálne 1/2 priemeru nástroja, najlepšie menej
- Polotovar: 1/4 až 1/3 priemeru nástroja
- Dokončenie: 1/8 priemeru nástroja alebo menej pre vynikajúcu kvalitu povrchu
Pri prierezoch akrylových plechov odporúčam radšej viacero plytkých priechodov, ako sa pokúšať o prierez v jednej operácii. Tento postup znižuje nahromadenie tepla a zabraňuje namáhaniu materiálu, ktoré môže viesť k praskaniu alebo taveniu.
Výber nástrojov na obrábanie akrylátu
Výber správnych rezných nástrojov výrazne ovplyvňuje kvalitu výsledkov obrábania akrylátu. Počas rokov práce v spoločnosti PTSMAKE som identifikoval niekoľko vlastností nástrojov, ktoré prinášajú vynikajúce výsledky.
Jednoduché vs. dvojčeľusťové frézy
Jednokotúčové frézy zvyčajne prekonávajú viackotúčové možnosti pre akryl. Väčšia vôľa triesky umožňuje:
- Lepšia evakuácia triesok
- Znížené nahromadenie tepla
- Menšie riziko opätovného rezania triesok (ktoré spôsobuje tavenie)
Pri veľmi tenkom akryláte (pod 3 mm) však môžu dvojdrážkové bity s leštenými drážkami pri vhodných otáčkach a posuvoch poskytovať vynikajúce výsledky.
Povlaky a materiály nástrojov
Na obrábanie akrylu odporúčam:
- Nástroje z pevného karbidu pre dlhú životnosť
- Leštené drážky na zníženie trenia
- Špirálové bity na efektívne odstraňovanie triesok
- O-drážky alebo špecializované akrylové bity pre kritické požiadavky na povrchovú úpravu
Techniky chladenia pre dokonalé povrchové úpravy
Správne chladenie je pravdepodobne najviac prehliadaným aspektom obrábania akrylátu. Bez primeraného chladenia môžu aj dokonale kalibrované otáčky a posuvy viesť k neuspokojivým výsledkom.
Účinné metódy chladenia
- Stlačený vzduch: Nasmerované prúdy vzduchu, ktoré odstraňujú triesky a poskytujú mierne chladenie
- Chladenie hmlou: Jemná vodná hmla, ktorá poskytuje účinné chladenie bez kontaminácie materiálu
- Špecializované akrylové chladiace kvapaliny: Riešenia na báze neropných látok, ktoré nepoškodzujú ani nezaťažujú akryl
V spoločnosti PTSMAKE sme dosiahli vynikajúce výsledky pri použití chladenia stlačeným vzduchom so sekundárnym vzduchovým potrubím, ktoré je špeciálne zamerané na zónu rezania. Toto nastavenie zabraňuje taveniu bez toho, aby sa do rezu dostala vlhkosť, ktorá by mohla ovplyvniť rozmerovú stabilitu.
Programovanie dráhy nástroja pre akryl
Spôsob naprogramovania dráh nástrojov môže výrazne ovplyvniť kvalitu obrábania akrylu. Osvedčilo sa niekoľko stratégií:
- Frézovanie stúpania: Preferované pre väčšinu prác s akrylátom, aby sa znížilo zaťaženie trieskami na výstupe z nástroja
- Nepretržitý pohyb: Vyhýbanie sa začiatkom a koncom v rámci materiálu, ak je to možné
- Rohové úpravy: Používanie miernych oblúkov namiesto ostrých rohov na zníženie napätia
- Vstupy do rampy: Postupné zapájanie materiálu, nie prudký nábeh
Pri navrhovaní CNC programov pre akrylátové diely vždy dbám na starostlivé riadenie záberu nástroja. Zabráni sa tak nadmerným silám, ktoré môžu viesť k praskaniu alebo odlamovaniu, najmä v blízkosti hrán alebo tenkých častí.
Ako sa dá CNC obrábanie akrylátu porovnať s inými plastmi?
Mali ste niekedy problém vybrať si medzi akrylom a inými plastmi pre svoj projekt CNC obrábania? Ohromujúce možnosti, protichodné vlastnosti materiálov a rozpočtové obmedzenia môžu spôsobiť, že aj skúsení inžinieri budú pochybovať o svojich rozhodnutiach.
CNC obrábanie akrylátu ponúka v porovnaní s inými plastmi výnimočnú optickú čistotu, odolnosť voči poveternostným vplyvom a rozmerovú stabilitu. Zatiaľ čo materiály ako polykarbonát poskytujú lepšiu odolnosť voči nárazom a ABS ponúka väčšiu flexibilitu, akryl vyniká svojimi estetickými vlastnosťami a obrobiteľnosťou, vďaka čomu je ideálny na vizuálne aplikácie.

Porovnanie vlastností materiálov
Pri porovnávaní akrylátu s inými bežne obrábanými plastmi je nevyhnutné pochopiť základné vlastnosti materiálu. Akryl, vedecky známy ako polymetylmetakrylát (PMMA), ponúka jedinečnú kombináciu vlastností, ktorá ho odlišuje od alternatívnych materiálov, ako sú polykarbonát, nylon, ABS a POM (Delrin).
Optické vlastnosti
Najvýraznejšou výhodou akrylátu je jeho výnimočná optická čistota. S priepustnosťou svetla až 92% je výrazne jasnejší ako polykarbonát s priepustnosťou 88%. Tento rýchlosť prenosu svetla5 je akrylát ideálny pre vitríny, nápisy a osvetlenie. Podľa mojich skúseností v spoločnosti PTSMAKE klienti, ktorí potrebujú vysokokarbónové diely, takmer vždy uprednostňujú akryl, ak sú prioritou optické vlastnosti.
Naproti tomu materiály ako ABS a nylon sú prirodzene nepriehľadné, hoci sa dajú ľahšie farbiť. POM (Delrin) je zvyčajne dostupný len v nepriehľadnej bielej alebo čiernej farbe, čo obmedzuje jeho použitie vo vizuálnych aplikáciách.
Mechanické vlastnosti
Hoci akryl poskytuje dobrú tuhosť a povrchovú tvrdosť, je krehkejší ako mnohé alternatívne plasty. Tu nájdete porovnanie jeho kľúčových mechanických vlastností:
| Materiál | Pevnosť v ťahu (MPa) | Odolnosť proti nárazu | Tepelná odolnosť (°C) | Odolnosť voči UV žiareniu |
|---|---|---|---|---|
| Akryl (PMMA) | 70-75 | Mierne | 85-105 | Vynikajúce |
| Polykarbonát | 55-75 | Vynikajúce | 115-130 | Dobrý |
| Nylon | 70-85 | Veľmi dobré | 80-180 | Chudobný |
| ABS | 40-50 | Dobrý | 85-100 | Chudobný |
| POM (Delrin) | 65-70 | Dobrý | 90-110 | Mierne |
Polykarbonát má výrazne vyššiu odolnosť proti nárazu - približne 250-krát vyššiu ako akryl, čo ho robí lepším pre aplikácie vyžadujúce odolnosť pri záťaži. Nylon poskytuje vynikajúcu odolnosť proti opotrebovaniu a prirodzenú mazivosť, zatiaľ čo POM ponúka výnimočnú rozmerovú stabilitu a nízku absorpciu vlhkosti.
Faktory obrobiteľnosti
Správanie pri rezaní a frézovaní
Pri svojej práci pri dohľade nad projektmi CNC som zistil, že akryl je jedným z najšetrnejších materiálov na obrábanie. Pri správnom nastavení nástrojov a rýchlosti sa reže čisto, čo umožňuje dosiahnuť vynikajúcu povrchovú úpravu bez rozsiahleho následného spracovania.
Pri obrábaní akrylátu zvyčajne používame:
- Vyššie rezné rýchlosti ako pri väčšine iných plastov
- Ostré, leštené rezné nástroje zabraňujúce roztaveniu
- Metódy ľahkého chladenia na zabránenie tepelnému praskaniu
Polykarbonát má síce podobný vzhľad, ale vyžaduje si starostlivejšie opracovanie, aby sa zabránilo roztaveniu a stopám po namáhaní. Má tendenciu vytvárať dlhé, vláknité triesky, ktoré môžu narúšať proces obrábania. Nylon je známy svojou tendenciou absorbovať vlhkosť, čo môže ovplyvniť presnosť rozmerov počas obrábania, ak sa predtým riadne nevysuší.
Schopnosti dokončovacích prác
Akryl vyniká pri dokončovacích prácach. Môže byť:
- Leštenie plameňom pre krištáľovo čisté hrany
- Tmelené rozpúšťadlom pre pevné, takmer neviditeľné spoje
- Jednoduché leštenie na obnovenie čistoty po ľahkom poškriabaní
POM a nylon sú síce vynikajúce na výrobu funkčných dielov, ale nereagujú dobre na mnohé dokončovacie techniky, ktoré sa používajú pri akryláte. ABS sa dá vyhladiť parami acetónu, ale tento proces je nebezpečnejší a ťažko sa presne kontroluje.
Úvahy o nákladoch
Rovnica nákladov na obrábanie plastov sa netýka len cien surovín. Na základe našich vzťahov s dodávateľmi v spoločnosti PTSMAKE som vypozoroval, že akryl sa zvyčajne nachádza v strednej cenovej kategórii medzi bežnými technickými plastmi:
- Štandardná akrylová fólia: $4-7 na štvorcový meter (hrúbka ¼")
- Polykarbonát: 30-50% drahší ako akryl
- ABS: Cena je podobná cene akrylátu.
- Nylon: 20-40% drahší ako akryl
- POM (Delrin): 40-60% drahší ako akryl
Náklady na materiál sú však len jedným z faktorov. Celkové náklady na CNC obrábaný diel zahŕňajú čas obrábania, opotrebovanie nástrojov a požiadavky na dokončovacie práce. Ľahká obrobiteľnosť akrylátu často znamená kratší výrobný čas a menšie opotrebovanie nástrojov, čo môže kompenzovať jeho materiálové náklady v porovnaní s ťažšie obrobiteľnými možnosťami.
Porovnania špecifické pre jednotlivé aplikácie
Pri poradenstve klientom pri výbere materiálu zohľadňujem ich špecifické požiadavky na použitie:
Vonkajšie aplikácie
Na vonkajšie použitie prekonáva akryl ABS a štandardný nylon vďaka svojej vynikajúcej odolnosti voči UV žiareniu. Pri vystavení slnečnému žiareniu nežltne a nedegraduje tak rýchlo. Polykarbonát stabilizovaný proti UV žiareniu však môže byť vhodnejší tam, kde je popri vystavení poveternostným vplyvom rozhodujúca aj odolnosť proti nárazom.
Vysoko presné komponenty
Pri mechanických komponentoch s prísnou toleranciou POM (delrín) často prevyšuje akryl vďaka svojej vynikajúcej rozmerovej stabilite a nižšej absorpcii vlhkosti. Pri kolísaní teploty a vlhkosti môže akryl zaznamenať mierne zmeny rozmerov, ktoré sú však v porovnaní s nylonom minimálne.
Položky vizuálneho zobrazenia
Akryl je zvyčajne vhodnou voľbou pre maloobchodné expozície, muzeálne exponáty a architektonické prvky. Jeho kombinácia optickej čírosti, odolnosti proti poškriabaniu a jednoduchej výroby ho robí ideálnym pre tieto aplikácie.
Aké sú nákladové faktory pri projektoch CNC obrábania akrylu?
Dostali ste niekedy ponuku na CNC obrábanie akrylátu, ktorá vás zmiatla? Alebo ste sa čudovali, prečo môžu mať podobne vyzerajúce diely výrazne odlišné ceny? Zmätok okolo cien môže spôsobiť, že zostavovanie rozpočtu pre akrylové projekty sa podobá na orientáciu v bludisku bez mapy.
Náklady na CNC obrábanie akrylátu závisia od viacerých faktorov vrátane triedy a hrúbky materiálu, zložitosti konštrukcie, požiadaviek na tolerancie, špecifikácií povrchovej úpravy, množstva objednávky a požiadaviek na čas realizácie. Každý prvok sa na konečnej cene podieľa iným spôsobom, takže odhad nákladov je rovnica s viacerými premennými.

Vplyv výberu materiálu na tvorbu cien
Typ a kvalita akrylátu, ktorý si vyberiete, výrazne ovplyvňuje náklady na projekt. Nie všetky akrylové materiály sú rovnaké a táto rôznorodosť priamo ovplyvňuje váš rozpočet.
Úvahy o akrylovej triede
Pri CNC obrábaní akrylátu je trieda materiálu hlavným faktorom určujúcim náklady. Odlievaný akryl je zvyčajne drahší ako lisovaný akryl, ale ponúka lepšiu obrobiteľnosť a optickú čistotu. V prípade špičkových aplikácií, ktoré si vyžadujú výnimočnú priehľadnosť alebo odolnosť voči UV žiareniu, môžete potrebovať špecializované triedy, ako je akryl optickej kvality, ktorý sa dodáva za vyššiu cenu.
Pri výbere materiálov pre svoj projekt zvážte okamžité náklady aj dlhodobú výkonnosť. Pracoval som s klientmi, ktorí si pôvodne vybrali menej kvalitné materiály, aby ušetrili peniaze, ale neskôr museli čeliť vyšším nákladom v dôsledku predčasného zlyhania súčiastok alebo zlých estetických výsledkov.
Požiadavky na hrúbku a objem
Hrúbka materiálu priamo ovplyvňuje náklady dvoma spôsobmi: výdavkami na suroviny a časom obrábania. Silnejší akryl si vyžaduje viac materiálu (čím sa zvyšujú základné náklady) a zvyčajne si vyžaduje dlhší čas rezania, najmä pri zložitých geometriách.
V spoločnosti PTSMAKE sme optimalizovali naše procesy obstarávania materiálov, aby sme mohli ponúknuť lepšie ceny štandardných hrúbok (3 mm, 5 mm, 6 mm, 8 mm, 10 mm), zatiaľ čo špeciálne hrúbky môžu mať dodatočné náklady z dôvodu nižšej dostupnosti a špeciálnych požiadaviek na objednávanie.
Faktory zložitosti návrhu
Zložitosť vášho návrhu výrazne ovplyvňuje čas a náklady na obrábanie. Zložité geometrie si vyžadujú zložitejšie dráhy nástrojov, viacnásobné nastavenia a často aj špecializované nástroje.
Hodnotenie geometrickej zložitosti
Medzi vlastnosti, ktoré zvyšujú náklady na obrábanie, patria:
| Typ funkcie | Vplyv na náklady | Dôvod |
|---|---|---|
| Tesné vnútorné rohy | Stredná až vysoká | Vyžaduje menšie nástroje a pomalšie rýchlosti posuvu |
| Hlboké vrecká | Vysoká | Viacnásobné prechody, opotrebovanie nástrojov, vyššie riziko |
| Tenké steny | Stredná až vysoká | Riziko vzniku trhlín, vyžaduje si opatrný prístup |
| Funkcie so závitom | Vysoká | Ďalšie operácie a potenciál pre materiálové napätie |
| Podrezanie | Veľmi vysoká | Vyžaduje si špeciálne upevnenie alebo viacnásobné nastavenie |
Pri navrhovaní dielov na obrábanie akrylátu pomocou CNC odporúčam analyzovať, ktoré funkcie sú skutočne potrebné. Niekedy môžu malé konštrukčné úpravy výrazne znížiť náklady bez toho, aby bola ohrozená funkčnosť.
Požiadavky na toleranciu
Požiadavky na presnosť výrazne ovplyvňujú ceny. Zatiaľ čo štandardné tolerancie pri obrábaní akrylátu sa zvyčajne pohybujú okolo ±0,1 mm, prísnejšie tolerancie si vyžadujú nižšie rezné rýchlosti, opatrnejšie zaobchádzanie a ďalšie kroky kontroly kvality.
Pre porovnanie, diel so všeobecnými toleranciami môže stáť 30-40% menej ako ten istý diel s presnými toleranciami ±0,05 mm alebo tesnejšími. Pred špecifikáciou prísnych tolerancií sa opýtajte sami seba, či sú skutočne potrebné pre funkčnosť vašej aplikácie.
Povrchová úprava a následné spracovanie
Požadovaná kvalita povrchovej úpravy vašich akrylových dielov môže výrazne ovplyvniť celkové náklady na projekt v dôsledku pridanej práce a času na spracovanie.
Možnosti povrchovej úpravy
Pri akryláte sú bežné požiadavky na povrchovú úpravu:
- Ako obrobené (viditeľné stopy po nástroji)
- Brúsený/matný povrch
- Leštená/lesklá povrchová úprava
- Leštenie hrán plameňom
Každá úroveň dokončovania zvyšuje základné náklady na obrábanie, pričom leštenie na vysoký lesk často zvyšuje cenu o 20-40% v závislosti od zložitosti dielu. Na dosiahnutie nákladovo efektívnej výroby zvážte, ktoré povrchy skutočne potrebujú prémiovú povrchovú úpravu - často si leštenie vyžadujú len viditeľné plochy, zatiaľ čo skryté povrchy môžu zostať opracované.
Sekundárne ceny operácií
Okrem základnej povrchovej úpravy zvyšujú náklady aj sekundárne operácie:
| Operácia | Relatívne zvýšenie nákladov | Poznámky |
|---|---|---|
| Vŕtanie | Nízka | Štandardná funkcia |
| Ťuknutie na | Nízka až stredná | Uplatňujú sa materiálové obmedzenia |
| Ohýbanie/termoformovanie | Stredná až vysoká | Vyžaduje ďalšie vybavenie |
| Chemické leštenie | Stredné | Najlepšie pre zložité geometrie |
| Žíhanie6 | Stredné | Znižuje vnútorné napätie |
| Lepenie/montáž | Vysoká | Náročnosť na prácu |
Objem výroby a ekonomika rozsahu
Množstvo objednávky významne ovplyvňuje náklady na jednotku v projektoch CNC obrábania akrylu prostredníctvom niekoľkých mechanizmov.
Objemové cenové štruktúry
Náklady na nastavenie pri CNC obrábaní (programovanie, upevnenie, nastavenie kontroly kvality) sú zväčša fixné bez ohľadu na množstvo. Pri väčších objednávkach sa tieto náklady rozložia na viac dielov. Podľa mojich skúseností je rozdiel v nákladoch medzi výrobou 1 dielu a 10 dielov zriedkavo úmerný - náklady na jednotku môžu klesnúť o 30-50% pri objednávke 10 namiesto 1.
Táto cenová krivka pokračuje, ale s rastúcim objemom sa splošťuje. Zníženie ceny zo 100 na 200 kusov bude menej dramatické ako z 10 na 20 kusov. Pri určitých objemoch (zvyčajne viac ako 500 kusov) môže byť vstrekovanie ekonomicky výhodnejšie ako CNC obrábanie, ak to vaša konštrukcia umožňuje.
Minimálne požiadavky na objednávku
Niektorí dodávatelia stanovujú skôr minimálne hodnoty objednávok než minimálne množstvá. V spoločnosti PTSMAKE chápeme, že prototypovanie si často vyžaduje malé množstvá, takže vyhovieme aj objednávkam na jeden kus, hoci jednotkové náklady budú prirodzene vyššie.
Čas realizácie a poplatky za urýchlenie
Časové obmedzenia môžu výrazne ovplyvniť náklady na obrábanie akrylu. Zatiaľ čo štandardné lehoty na vyhotovenie sú zvyčajne 10-15 pracovných dní, zrýchlené služby môžu túto lehotu skrátiť za príplatok.
Typická štruktúra poplatkov za spěch môže vyzerať takto:
| Časový rámec | Typické poistné |
|---|---|
| Štandardné (10-15 dní) | Základná cena |
| Rýchly obrat (5-10 dní) | +15-25% |
| Rýchle (3-5 dní) | +30-50% |
| Super špička (1-2 dni) | +75-100% alebo viac |
Ak je to možné, odporúčam plánovať projekty s realistickým časovým harmonogramom. Rýchle objednávky nielenže stoja viac, ale niekedy môžu ovplyvniť kvalitu, pretože bežné postupy kontroly kvality môžu byť skrátené. Ak je to však nevyhnutné, jasne komunikujte s výrobcom o absolútnom termíne, aby ste získali presné ceny.
7. Pokročilé riešenie problémov pri obrábaní akrylu?
Už ste niekedy bojovali s akrylovými dielmi, ktoré sa po opracovaní deformovali, roztavili alebo úplne zničili? Sledovali ste s frustráciou, ako sa váš precízny návrh mení na deformovanú kašu kvôli problémom súvisiacim s teplom počas výroby?
Aby ste zabránili taveniu alebo deformácii počas obrábania akrylátu, udržiavajte správne rezné rýchlosti a posuvy, používajte ostré nástroje, zavádzajte účinné metódy chladenia a používajte správne techniky upevnenia. Kontrola teploty počas celého procesu je nevyhnutná na zachovanie rozmerovej stability a optických vlastností materiálu.
Bežné problémy s deformáciou pri obrábaní akrylu
Akryl (PMMA) je univerzálny a obľúbený materiál, ale jeho termoplastická povaha ho robí obzvlášť náchylným na problémy súvisiace s teplom počas obrábania. Na základe mojich skúseností s prácou na stovkách akrylových projektov v spoločnosti PTSMAKE som identifikoval niekoľko opakujúcich sa problémov, s ktorými sa výrobcovia stretávajú.
Teplom vyvolané deformácie
Najčastejším problémom je deformácia spôsobená nerovnomerným zahrievaním počas obrábania. Akryl má slabú tepelnú vodivosť, čo znamená, že teplo sa hromadí v miestach rezu namiesto toho, aby sa rozptýlilo po celom materiáli. Keď sa jedna oblasť zahrieva výrazne viac ako okolité oblasti, dochádza k rozdielnej expanzii, čo vedie k vnútornému napätiu a prípadnému deformovaniu.
Kritická teplota, ktorú treba sledovať, je akrylová teplota teplota sklovitého prechodu7 (približne 105 °C alebo 221 °F). Keď sa materiál priblíži k tejto hranici, začne mäknúť a stáva sa výrazne náchylnejším na deformáciu.
Tavenie a vypaľovanie hrán
Ďalší bežný problém nastáva, keď trenie medzi reznými nástrojmi a akrylom vytvára nadmerné teplo, ktoré spôsobuje lokálne tavenie na okrajoch. To sa prejavuje ako "gumovanie", keď sa materiál prilepí na nástroj, alebo ako nežiaduce otrepy, ktoré ohrozujú estetiku aj presnosť rozmerov.
Stresové bielenie a praskanie
Nesprávne techniky obrábania môžu vytvoriť mikroskopické napäťové trhliny, ktoré sa v priehľadnom akryláte prejavujú ako belavé oblasti alebo malé praskliny. Tento jav, nazývaný praskanie, ovplyvňuje nielen vzhľad, ale oslabuje aj štrukturálnu integritu dielu.
Preventívne stratégie na reguláciu teploty
Udržiavanie optimálnych teplotných podmienok počas obrábania akrylátu si vyžaduje mnohostranný prístup:
Optimalizované parametre rezania
Vzťah medzi reznou rýchlosťou, rýchlosťou posuvu a geometriou nástroja významne ovplyvňuje tvorbu tepla:
| Parameter | Odporúčanie | Vplyv na teplotu |
|---|---|---|
| Rýchlosť rezania | 3 000 - 10 000 otáčok za minútu (v závislosti od hrúbky materiálu) | Vyššie rýchlosti generujú viac tepla |
| Rýchlosť podávania | 0,1-0,5 mm/otáčku (zvýšenie pri hrubšom materiáli) | Príliš pomalé zahrievanie spôsobuje trenie |
| Hĺbka rezu | Viacero ľahkých priechodov oproti jednému hlbokému rezu | Plytké rezy znižujú nahromadenie tepla |
| Geometria nástroja | Ostré nástroje s pozitívnym uhlom sklonu | Znižuje rezné sily a trenie |
Udržiavanie týchto parametrov v optimálnom rozsahu je veľmi dôležité. Nedávno som napríklad spolupracoval s klientom, ktorý mal problémy s neustálym tavením hrán presných akrylových komponentov. Znížením otáčok vretena o 15% a zvýšením rýchlosti posuvu o 20% sme tento problém úplne odstránili pri zachovaní efektívnosti výroby.
Účinné techniky chladenia
Zavedenie správnych metód chladenia je pre riadenie teploty nevyhnutné:
Chladenie stlačeným vzduchom: Nasmerovanie čistého, suchého stlačeného vzduchu do zóny rezania pomáha odvádzať teplo bez toho, aby sa do nej dostávali nečistoty.
Chladenie hmlou: Pri náročnejších aplikáciách môže jemná hmla vo vode rozpustnej chladiacej kvapaliny výrazne znížiť teplotu rezania.
Výber chladiacej kvapaliny: Pri používaní tekutých chladiacich kvapalín si vyberte tie, ktoré sú kompatibilné s akrylátom. Niektoré chladiace kvapaliny na báze ropy môžu spôsobiť praskanie alebo praskanie pod napätím.
Periodické pozastavenie: Pri zložitých alebo dlhých operáciách umožňujú programové pauzy rozptýliť nahromadené teplo.
Uchytenie materiálu a podpora
Správne upnutie obrobku významne ovplyvňuje rozloženie teploty a vznik napätia:
Rovnomerný upínací tlak
Rovnomerne rozdeľte upínaciu silu, aby ste predišli lokálnym napäťovým bodom. Nadmerný tlak v určitých bodoch vytvára koncentrácie napätia, ktoré v kombinácii s teplom pri obrábaní často vedú k deformáciám alebo prasklinám.
Primeraný podporný materiál
V prípade tenkých akrylových dosiek (pod 6 mm) pomáha použitie obetovaných podkladových dosiek odvádzať teplo a poskytuje konzistentnú podporu. Zabraňuje to vibráciám, ktoré môžu vytvárať ďalšie teplo a spôsobovať nerovnomerné rezanie.
Príspevok na tepelnú rozťažnosť
Na rozdiel od kovových obrobkov sa akryl môže počas obrábania výrazne rozpínať. Navrhnite prípravky s malou vôľou, aby sa prispôsobili tejto expanzii bez vzniku vnútorného napätia.
Výber a údržba nástrojov
Nástroje používané na obrábanie akrylátu významne ovplyvňujú tvorbu tepla:
Ostré rezné hrany: Tupé nástroje vytvárajú podstatne viac tepla v dôsledku zvýšeného trenia. Pri obrábaní akrylu odporúčam častejšie vymieňať alebo preostrovať nástroje ako pri obrábaní kovov.
Špecifické akrylové nástroje: Špecializované frézy a čelné frézy určené na akrylát majú geometriu, ktorá optimalizuje odvod triesky a minimalizuje trenie.
Materiál nástroja: Karbidové nástroje vo všeobecnosti prekonávajú rýchloreznú oceľ pre akrylové aplikácie vďaka lepšej tepelnej odolnosti a zachovaniu hrán.
Geometrie rezania: Nástroje s väčším uhlom sklonu a leštenými drážkami znižujú rezné sily a tvorbu tepla.
V spoločnosti PTSMAKE sme vyvinuli komplexný prístup k obrábaniu akrylátu, ktorý integruje všetky tieto faktory. Starostlivým vyvážením rezných parametrov, metód chladenia, správneho upevnenia a vhodného nástroja dosahujeme vysokokvalitné akrylátové komponenty s minimálnymi tepelnými problémami.
Pamätajte, že predchádzanie deformáciám je vždy účinnejšie ako ich následná náprava. Pri správnom plánovaní a realizácii techniky môže obrábanie akrylátu priniesť výnimočné výsledky s rozmerovou stabilitou a optickou čistotou, ktorými je tento univerzálny materiál známy.
Aké techniky následného spracovania vylepšujú akrylátové diely opracované CNC?
Dostali ste niekedy akrylový diel vyrobený na CNC stroji, ktorý vyzeral sľubne, ale chýbala mu profesionálna povrchová úprava? Alebo ste zápasili s viditeľnými stopami po nástrojoch a hrubými hranami, ktoré znižovali celkový vzhľad vášho výrobku? Tieto problémy s povrchovou úpravou môžu byť obzvlášť frustrujúce, keď pracujete s takým vizuálne dôležitým materiálom, akým je akryl.
Medzi techniky následného spracovania akrylových dielov opracovaných na CNC patria leštenie plameňom, leštenie parou, mechanické leštenie, žíhanie na uvoľnenie napätia a leštenie diamantovými hranami. Tieto metódy zvyšujú čírosť, pevnosť a estetickú kvalitu odstránením stôp po nástrojoch a vytvorením povrchovej úpravy podobnej sklu bez toho, aby sa narušila presnosť rozmerov.
Pochopenie požiadaviek na následné spracovanie akrylu
Pri práci s akrylátom v CNC obrábaní nemožno preceňovať význam následného spracovania. Surový opracovaný akryl zvyčajne vykazuje stopy po nástrojoch, mikroškrabance a miesta namáhania, ktoré ohrozujú estetiku aj funkčnosť. Počas rokov práce v spoločnosti PTSMAKE som zistil, že správne následné spracovanie je to, čo premení dobrý akrylový diel na výnimočný.
Akryl (PMMA) má jedinečné vlastnosti, vďaka ktorým je obľúbený pre aplikácie vyžadujúce optickú čistotu a vizuálnu príťažlivosť. Avšak tie isté vlastnosti ho robia obzvlášť citlivým na procesy obrábania. V materiáli sa počas rezných operácií môže ľahko vyvinúť vnútorné napätie, čo môže viesť k praskanie8 alebo dokonca predčasné zlyhanie, ak nie je správne riešené následným spracovaním.
Leštenie plameňom: vytváranie čírosti podobnej sklu
Leštenie plameňom je jednou z najúčinnejších techník na dosiahnutie krištáľovo čistých hrán akrylových dielov. Tento proces spočíva v opatrnom prechode vodíkovo-kyslíkovým plameňom cez opracované hrany, ktorý na chvíľu roztaví povrch a umožní jeho opätovné stuhnutie do hladkého, lesklého povrchu.
Medzi výhody leštenia plameňom patria:
- Výnimočná čistota a priehľadnosť hrán
- Žiadny úber materiálu (zachovanie presnosti rozmerov)
- Rýchly čas spracovania jednoduchých geometrií
Leštenie plameňom si však vyžaduje značnú zručnosť a má svoje obmedzenia:
- Riziko deformácie alebo skreslenia pri nesprávnej technike
- Ťažkosti s prístupom k zložitým vnútorným funkciám
- Možnosť vzniku povrchových bublín pri prehriatí
Na dosiahnutie optimálnych výsledkov by sa mal plameň aplikovať v rovnakej vzdialenosti a rýchlosti. V spoločnosti PTSMAKE sme vyvinuli špecializované prípravky, ktoré zabezpečujú rovnomernú aplikáciu pri rôznych geometriách dielov.
Leštenie parou: jednotná povrchová úprava
Leštenie parou predstavuje vynikajúcu možnosť súčasného ošetrenia celého povrchu akrylových dielov. Tento proces využíva kontrolované chemické parné prostredie na mierne rozpustenie povrchovej vrstvy, čo umožňuje jej stekanie a opätovné vytvorenie hladkého, vylešteného stavu.
Parametre procesu pre účinné leštenie parou
| Parameter | Optimálny rozsah | Účinky odchýlky |
|---|---|---|
| Čas expozície | 30-90 sekúnd | V rámci: Neúplné leštenie Prevziať: Strata detailov, zmeny rozmerov |
| Teplota pár | 70-85°C | V rámci: Neúplná reakcia Prevziať: Nadmerné zmäknutie, deformácia |
| Orientácia na časť | Pozastavené, minimálny kontakt | Zlá orientácia vedie k nerovnomernému lešteniu alebo kontaktným stopám |
| Čas vetrania | 24-48 hodín | Nedostatočný čas môže zanechať zvyšky rozpúšťadiel, ktoré môžu spôsobiť popraskanie |
Leštenie parou je vynikajúce pri spracovaní zložitých geometrií s viacerými plochami súčasne. Vyžaduje si však správne ventilačné systémy a opatrné zaobchádzanie s rozpúšťadlami.
Mechanické leštenie a brúsenie
Na kontrolovanejšie dokončenie ponúka presné výsledky mechanické leštenie s použitím postupne jemnejších brúsnych materiálov. To zvyčajne zahŕňa:
- Prvotné brúsenie brúsnym papierom zrnitosti 400-600 (odstránenie stôp po obrábaní)
- Sekundárne brúsenie zrnitosťou 800-1200 (zjemnenie povrchu)
- Leštenie leštiacou zmesou (dosiahnutie vysokého lesku)
- Záverečné ošetrenie špecializovaným akrylovým leštidlom (maximalizácia čírosti)
Tento prístup umožňuje cielené ošetrenie špecifických oblastí, pričom ostatné oblasti zostávajú nedotknuté. V prípade zobrazovacích komponentov alebo zdravotníckych pomôcok, ktoré si vyžadujú špecifické vlastnosti povrchovej úpravy, často odporúčam túto metódu napriek jej prácnosti.
Žíhanie: Zmiernenie stresu pre dlhú životnosť
Žíhanie predstavuje často prehliadaný, ale kritický krok následného spracovania presných akrylových dielov. Počas CNC obrábania vznikajú pri odstraňovaní materiálu vnútorné napätia. Tieto napätia môžu časom viesť k predčasnému zlyhaniu alebo zmenám rozmerov.
Proces žíhania zahŕňa:
- Pomalé zahrievanie akrylu na 80-85 °C
- Udržiavanie tejto teploty počas 1 hodiny na 3 mm hrúbky
- Postupné ochladzovanie kontrolovanou rýchlosťou (zvyčajne nepresahujúcou 10 °C za hodinu)
Tento proces zmierňuje vnútorné napätie bez toho, aby ovplyvnil presnosť alebo čistotu rozmerov. V prípade kritických komponentov, ako sú napríklad vlastné lekárske priezory alebo presné zobrazovacie prvky, považujem žíhanie za nevyhnutné, nie voliteľné.
Leštenie diamantových hrán
Pre absolútne najkvalitnejšiu povrchovú úpravu hrán predstavuje diamantové leštenie hrán prémiovú možnosť. Pri tejto technike sa používajú špecializované nástroje s diamantovým osadením na vytvorenie dokonale hladkých hrán s výnimočnou čistotou.
Tento proces zvyčajne prechádza viacerými fázami:
- Hrubý rez hrubými diamantovými nástrojmi
- Stredné leštenie so strednými stupňami diamantov
- Záverečné leštenie jemnou diamantovou zmesou
Výsledkom je vodotesný okraj, ktorý si nevyžaduje ďalšie ošetrenie. Hoci je diamantové leštenie hrán drahšie ako iné metódy, ponúka bezkonkurenčnú kvalitu pre výstavné predmety a optické aplikácie.
Kombinácia techník na dosiahnutie optimálnych výsledkov
Podľa mojich skúseností je najúčinnejší prístup často kombináciou viacerých techník. Napríklad v PTSMAKE často:
- Obrábanie dielu s optimalizovanými reznými parametrami
- Žíhanie na zmiernenie vnútorného napätia
- Používajte mechanické leštenie na rovné povrchy
- Leštenie hrán plameňom
- Povrchová úprava pomocou špecializovaného akrylového leštidla
Tento komplexný prístup zabezpečuje štrukturálnu integritu a vizuálnu dokonalosť. Presná kombinácia závisí od geometrie dielu, funkčných požiadaviek a rozpočtu.
Ako zabezpečiť tesné tolerancie pri CNC obrábaní akrylátu?
Už ste niekedy pocítili frustráciu, keď vaše akrylátové diely opracované na CNC strojoch nezapadajú do seba tak, ako boli navrhnuté? Alebo ste dostali súčiastky, ktoré vyzerali perfektne, ale pri montáži zlyhali, pretože sa líšili len o niekoľko tisícin palca? Dosiahnutie tesných tolerancií pri obrábaní akrylu môže byť šialene ťažké.
Zabezpečenie prísnych tolerancií pri obrábaní akrylových materiálov CNC si vyžaduje kontrolu stability materiálu, optimalizáciu rezných parametrov, zavedenie správnych techník upevnenia a udržiavanie prísnych procesov kontroly kvality. Kombinácia týchto stratégií minimalizuje rozmerové odchýlky a zabezpečuje konzistentnú kvalitu dielov.

Pochopenie správania sa materiálu pri tesných toleranciách
Akryl (PMMA) predstavuje jedinečnú výzvu pri dodržiavaní prísnych tolerancií pri CNC obrábaní. Zistil som, že pochopenie správania sa tohto materiálu počas obrábania je základom pre dosiahnutie presných výsledkov. Akryl má relatívne nízku teplotu sklovitého prechodu približne 105 °C, takže je náchylný na tepelnú rozťažnosť počas obrábania. Táto tepelná citlivosť môže spôsobiť rozmerové nezrovnalosti, ak nie je správne riadená.
Na rozdiel od kovov môže akryl vykazovať aj hygroskopické vlastnosti9a absorbuje vlhkosť z prostredia, ktorá ovplyvňuje jeho rozmery. Pred začatím obrábania vždy odporúčam akrylové dosky upravovať v rovnakom prostredí, v ktorom sa bude obrábať, aspoň 24-48 hodín. Tento jednoduchý krok umožňuje materiálu dosiahnuť rovnováhu s okolitými podmienkami, čím sa minimalizujú zmeny rozmerov počas obrábania a po ňom.
Pri dosahovaní prísnych tolerancií zohráva kľúčovú úlohu aj výber triedy materiálu. Odlievaný akryl zvyčajne ponúka lepšiu rozmerovú stabilitu ako lisované druhy, hoci za vyššiu cenu. Pri projektoch, ktoré si vyžadujú najprísnejšie tolerancie, všeobecne odporúčam používať liate akrylátové dosky od renomovaných výrobcov s konzistentnými procesmi kontroly kvality.
Optimalizácia rezných parametrov
Výber nástrojov a rezné rýchlosti
Výber nástrojov výrazne ovplyvňuje tolerančné možnosti pri akrylátovom CNC obrábaní. Na dosiahnutie prísnych tolerancií odporúčam:
- Jedno- alebo dvojfrézy špeciálne navrhnuté pre akrylátové materiály
- Nástroje s leštenými reznými hranami, ktoré znižujú trenie
- Nástroje s diamantovým povlakom pre kritické rozmery
Optimálne parametre rezania závisia od konkrétnej operácie, ale vo všeobecnosti som zistil, že tieto pokyny sú účinné pri práci s malou toleranciou:
| Parameter | Operácie hrubovania | Dokončovacie operácie |
|---|---|---|
| Otáčky vretena | 10 000-15 000 OTÁČOK ZA MINÚTU | 16 000-24 000 OTÁČOK ZA MINÚTU |
| Rýchlosť podávania | 60-100 palcov/min | 40-60 palcov/min |
| Step-Over | 50% priemeru nástroja | 10-15% priemeru nástroja |
| Hĺbka rezu | Do 0,125" | 0.010"-0.030" |
Udržiavanie konštantných rezných rýchlostí a posuvov počas celého procesu obrábania pomáha predchádzať lokálnemu zahrievaniu, ktoré môže deformovať materiál. V spoločnosti PTSMAKE sme vyvinuli špecifické knižnice rezných parametrov pre rôzne druhy akrylu, ktoré nám pomáhajú udržiavať tolerancie až ±0,001" (0,025 mm) na kritických prvkoch.
Stratégie chladiacej kvapaliny
Regulácia teploty je nevyhnutná na zachovanie prísnych tolerancií pri akryláte. Mnohé bežné chladiace kvapaliny však môžu v akryláte spôsobiť praskanie alebo trhliny. Tieto prístupy sú podľa mňa najúčinnejšie:
- Chladenie stlačeným vzduchom nasmerované na rezné rozhranie
- Mazanie minimálnym množstvom (MQL) s použitím mazív kompatibilných s akrylátovými látkami
- Na prácu s extrémne prísnymi toleranciami, v teplotne kontrolovanom obrábacom prostredí
Je veľmi dôležité vyhnúť sa tepelnému šoku - do horúcej oblasti rezania nikdy náhle nevpúšťajte studený vzduch alebo mazivá. Postupné ochladzovanie zabraňuje vzniku vnútorného napätia v akrylovej časti.
Techniky upínania a obrobkov
Správne upínanie obrobkov je pravdepodobne najviac prehliadaným aspektom obrábania akrylových materiálov s malou toleranciou. Relatívne mäkká povaha akrylátu znamená, že sa môže ľahko deformovať pod nadmerným upínacím tlakom, aby po obrábaní opäť pružil, čo má za následok diely s odchýlkou od tolerancie.
Vákuové upevnenie
V prípade plochých akrylových komponentov poskytujú vákuové stoly rovnomernú pridržiavaciu silu bez deformácie. Odporúčam používať:
- Obetné spoilboardy MDF s vákuovými kanálmi
- Správne rozloženie vákua v celom obrobku
- Vákuové tlaky medzi 18-22 inHg (minimálne skreslenie pri zachovaní držania)
Vlastné svietidlá
V prípade zložitých geometrií zabraňujú deformáciám počas obrábania vlastné upínacie prípravky, ktoré podopierajú obrobok vo viacerých bodoch. V spoločnosti PTSMAKE často vytvárame špeciálne prípravky pre vysoko presné akrylátové súčiastky, ktorých oporné body sú od seba vzdialené maximálne 2 až 3 palce, aby sa dosiahla optimálna tuhosť.
Procesy kontroly kvality
Dosiahnutie prísnych tolerancií nie je len o procese obrábania - vyžaduje si to komplexné kontrolné protokoly. V prípade kritických akrylových komponentov zavádzame:
- Meranie počas procesu pomocou dotykových sond integrovaných s CNC strojom
- Kontrolné priestory s kontrolovanou klímou, ktoré zodpovedajú podmienkam výrobného prostredia
- Súradnicové meracie stroje (CMM) pre komplexné geometrie
- Optické komparátory na overovanie profilov
Zistil som, že vytvorenie spätnej väzby medzi kontrolou a obrábaním je nevyhnutné. Ak sa zistí odchýlka rozmerov, okamžité úpravy rezných parametrov alebo nástrojov môžu zabrániť tomu, aby problémy s toleranciou ovplyvnili celú výrobnú sériu.
Pokročilé stratégie pre veľmi tesné tolerancie
Ak projekty vyžadujú extrémne prísne tolerancie (±0,0005" alebo lepšie), štandardné prístupy nemusia stačiť. V týchto prípadoch odporúčam:
- Procesy uvoľňovania napätia - opatrné zahrievanie akrylových dielov na teplotu tesne pod teplotou sklovitého prechodu, potom pomalé ochladzovanie na uvoľnenie vnútorného napätia
- Obrábanie s prídavkom materiálu a následné ustálenie dielu pred konečnými presnými rezmi
- Viacstupňové procesy obrábania s priebežnými kontrolami
- teplotné mapovanie oblasti obrábania na kompenzáciu tepelnej rozťažnosti
Každý z týchto prístupov zvyšuje čas a náklady na výrobný proces, ale je nevyhnutný, ak sa vyžaduje absolútna rozmerová presnosť.
Aké sú možnosti povrchovej úpravy pre akryl opracovaný CNC?
Dostali ste niekedy akrylový diel, ktorý vyzeral zakalený, hoci mal byť krištáľovo čistý? Alebo ste bojovali s nevzhľadnými stopami po nástrojoch, ktoré ničili vzhľad vašich priehľadných komponentov? Tieto problémy s povrchovou úpravou môžu zmeniť inak dokonalý dizajn na neuspokojivý výsledok.
Akryl opracovaný CNC ponúka viacero možností povrchovej úpravy vrátane leštenia plameňom, leštenia parou, mechanického leštenia, diamantového rezania a tryskania. Každá technika poskytuje rôzne úrovne čírosti, textúry a estetického vzhľadu s rôznymi nákladmi a požiadavkami na spracovanie na dosiahnutie požadovaného konečného vzhľadu.

Pochopenie možností povrchovej úpravy akrylového povrchu
Pri práci s akrylátom prostredníctvom CNC obrábania je povrchová úprava často rovnako dôležitá ako rozmerová presnosť. Na rozdiel od kovov má akryl jedinečné vlastnosti, ktoré umožňujú špecializované techniky povrchovej úpravy, ktoré môžu zmeniť materiál z priemyselného vzhľadu na materiál vhodný na prezentáciu. V spoločnosti PTSMAKE sme získali odborné znalosti v oblasti rôznych metód povrchovej úpravy akrylátu, aby sme splnili rozmanité požiadavky projektov.
Leštenie plameňom: rýchle tepelné spracovanie
Leštenie plameňom je jednou z najbežnejších techník používaných na povrchovú úpravu akrylových hrán. Tento proces zahŕňa prechod vodíkovo-kyslíkového horáka alebo iného riadeného zdroja plameňa cez akrylovú hranu, čo spôsobí mierne roztavenie povrchu a jeho konsolidáciu s povrchovou úpravou podobnou sklu.
Medzi výhody leštenia plameňom patria:
- Rýchly čas spracovania
- Nákladová efektívnosť pre rovné hrany
- Vynikajúca obnova čistoty
Je však potrebné vziať do úvahy určité obmedzenia:
- Riziko deformácie na tenkých rezoch
- Ťažkosti so zložitými geometriami
- Možnosť zožltnutia pri prehriatí
V prípade presných komponentov starostlivo kontrolujeme vystavenie plameňu, aby sme sa týmto problémom vyhli. Tento proces si vyžaduje skúsených technikov, ktorí dokážu udržať konzistentné výsledky.
Leštenie parou: chemické vyhladzovanie
Leštenie parou zahŕňa vystavenie akrylátu metylénchlorid10 alebo iných rozpúšťadiel vo forme pár. Chemikália dočasne zmäkčí povrch, čím umožní povrchovému napätiu vytvoriť hladký povrch, keď sa odparí.
Táto metóda ponúka niekoľko výhod:
- Rovnomerná povrchová úprava v zložitých geometriách
- Žiadne mechanické namáhanie dielov
- Dokáže spracovať viacero dielov súčasne
Tento proces sa osvedčuje najmä pri zložitých dieloch, pri ktorých by bolo mechanické leštenie náročné. Pri práci s týmito chemikáliami je však nevyhnutné správne vetranie a bezpečnostné protokoly.
Mechanické leštenie: tradičné leštenie
Mechanické leštenie zahŕňa postupne jemnejšie brúsne materiály na odstránenie stôp po nástrojoch a potom leštiace zmesi na obnovenie čistoty. Tento viacstupňový proces zvyčajne prebieha v tomto poradí:
| Etapa | Zrnitosť/materiál | Účel |
|---|---|---|
| 1 | brúsny papier zrnitosti 320-400 | Odstránenie stôp po nástrojoch |
| 2 | brúsny papier zrnitosti 600-800 | Zdokonalenie povrchu |
| 3 | brúsny papier zrnitosti 1000-1500 | Príprava na leštenie |
| 4 | Leštiaca zmes | Obnovenie optickej čistoty |
Výhodou mechanického leštenia je úroveň kontroly, ktorú poskytuje. V závislosti od toho, kde sa v procese zastavíte, môžete dosiahnuť akýkoľvek povrch od matného až po zrkadlový. V prípade kritických optických komponentov niekedy pokračujeme špecializovanými leštiacimi zmesami, aby sme dosiahli čistotu optickej kvality.
Rezanie diamantov: Prémiová číra povrchová úprava
Pre najvyššiu čistotu akrylových dielov je diamantové brúsenie prémiovou možnosťou. Pri tejto technike sa používajú špeciálne pripravené diamantové nástroje s extrémne ostrými reznými hranami na vytvorenie povrchov, ktoré si vyžadujú minimálne alebo žiadne dodatočné leštenie.
Medzi hlavné výhody patrí:
- Povrchová úprava takmer optickej kvality priamo z obrábania
- Znížené požiadavky na následné spracovanie
- Vynikajúca kvalita a čistota hrán
V spoločnosti PTSMAKE používame diamantové brúsenie na špičkové zobrazovacie prvky a optické komponenty, pri ktorých je dokonalá čistota neoddeliteľnou podmienkou. Tento proces si vyžaduje špecializované nástroje a presné stroje, čo ho robí drahším, ale pre prémiové aplikácie sa oplatí.
Výbuch v médiách: Riadená textúra
Niekedy nie je žiaduca číra povrchová úprava. Tryskanie médiami ponúka kontrolované textúrovanie akrylátových povrchov pomocou rôznych typov médií:
- Sklenené korálky pre jemný saténový povrch
- Oxid hlinitý na agresívnejšie textúrovanie
- Plastové médiá pre jemné matné efekty
Táto technika je obzvlášť užitočná pri:
- Zníženie oslnenia zobrazovacích komponentov
- Vytváranie difúznych efektov pre svetelné aplikácie
- Skrývanie odtlačkov prstov na manipulovaných častiach
Tryskanie médií sme úspešne použili na ovládacích paneloch a architektonických prvkoch, kde nereflexný povrch zlepšuje používateľský zážitok.
Výber správnej povrchovej úpravy pre vašu aplikáciu
Najlepšia technika povrchovej úpravy závisí od viacerých faktorov:
Optické požiadavky: Ak je potrebná dokonalá čistota, odporúča sa brúsenie diamantov alebo mechanické leštenie na najvyšší stupeň.
Zložitosť geometrie: Zložité diely s vnútornými prvkami si môžu vyžadovať leštenie parou, pretože mechanické metódy nedosiahnu na všetky povrchy.
Rozpočtové obmedzenia: Leštenie plameňom ponúka dobré výsledky pre základné aplikácie pri nižších nákladoch.
Objem výroby: Pri veľkoobjemovej výrobe je rozhodujúce vytvoriť efektívny pracovný postup dokončovania.
Podľa mojich skúseností kombinácia techník často prináša najlepšie výsledky. Napríklad použitím diamantového rezania na kritické optické povrchy a zároveň tryskaním médií na manipulačné plochy sa vytvoria funkčné a atraktívne komponenty, ktoré spĺňajú technické aj estetické požiadavky.
Bežné výzvy pri akrylovej povrchovej úprave
Pri práci s akrylovými povrchovými úpravami sa často objavuje niekoľko problémov:
Crazing: Mikroskopické trhliny, ktoré sa objavia, keď je akryl vystavený rozpúšťadlám alebo namáhaniu. Správne žíhanie po opracovaní pomáha znížiť toto riziko.
Efekt pomarančovej kôry: Nerovnomerná štruktúra povrchu, ktorá môže vzniknúť pri nesprávnom leštení parou. Kontrola teploty a času expozície sú rozhodujúce.
Poškodenie teplom: Leštenie plameňom alebo agresívne mechanické leštenie môže spôsobiť lokálne zahrievanie, ktoré poškodí materiál.
Nekonzistentné výsledky: Dosiahnutie rovnomernej povrchovej úpravy v zložitých geometriách si vyžaduje starostlivú kontrolu procesu.
V spoločnosti PTSMAKE sme vyvinuli špecifické protokoly na riešenie týchto výziev, ktoré zabezpečujú konzistentnú kvalitu aj pri najnáročnejších akrylových aplikáciách.
Naučte sa, ako predchádzať poškodeniu akrylátu CNC tepelným namáhaním pomocou nášho kompletného sprievodcu. ↩
Kliknutím sa dozviete optimálne nastavenia lasera pre rôzne hrúbky akrylátu. ↩
Zistite optimálne rýchlosti rezania pre rôzne hrúbky akrylu. ↩
Naučte sa pokročilé optimalizačné techniky pre dokonalé výsledky obrábania akrylu. ↩
Pochopenie priepustnosti svetla pomáha pri výbere optimálnych materiálov pre optické aplikácie. ↩
Naučte sa techniky výroby akrylu bez stresu na zlepšenie kvality dielov. ↩
Zistite, prečo je regulácia teploty nevyhnutná pre úspešné akrylátové projekty. ↩
Získajte informácie o tomto mikroskopickom jave praskania povrchu a o metódach prevencie. ↩
Zistite, ako absorpcia vlhkosti ovplyvňuje presnosť vašich akrylových dielov. ↩
Získajte informácie o bezpečných aplikáciách rozpúšťadiel pre dokonalé výsledky akrylovej povrchovej úpravy. ↩






