

Pri výbere medzi hliníkovými materiálmi často vidím, že konštruktéri zápasia s rozhodovaním medzi liatym a bežným hliníkom. Mnohí z nich stratili čas a peniaze nesprávnou voľbou, čo viedlo k neúspešným projektom a nákladnému prepracovaniu.
Odlievaný hliník a bežný (tepaný) hliník majú svoje odlišné výhody. Odlievaný hliník ponúka lepšie komplexné tvary a je cenovo výhodnejší pre veľkosériovú výrobu, zatiaľ čo bežný hliník poskytuje vynikajúcu pevnosť a obrobiteľnosť pre presné diely.

Viem, že vás pravdepodobne zaujímajú konkrétne aplikácie a podrobné porovnania týchto materiálov. Dovoľte mi, aby som sa podelil o svoje priame skúsenosti z výroby tisícov hliníkových dielov v spoločnosti PTSMAKE. Preskúmame kľúčové rozdiely, ktoré vám pomôžu správne sa rozhodnúť pre váš projekt.
Aké sú nevýhody a výhody liateho hliníka?
Zamysleli ste sa niekedy nad tým, prečo niektorí výrobcovia volia hliníkový odliatok, zatiaľ čo iní sa mu vyhýbajú? Pri výbere materiálov pre váš ďalší projekt môže toto rozhodnutie znamenať rozdiel medzi úspechom a nákladnými neúspechmi, najmä ak ide o zložité konštrukcie dielov alebo veľkosériovú výrobu.
Odlievaný hliník ponúka vynikajúci pomer pevnosti a hmotnosti, dobrú odolnosť proti korózii a nákladovo efektívnu výrobu zložitých tvarov. Má však aj obmedzenia, ako je nižšia pevnosť v ťahu v porovnaní s tepaným hliníkom, potenciálne problémy s pórovitosťou a obmedzenia veľkosti v procese odlievania.
Pochopenie vlastností liateho hliníka
Hliníkové odliatky sa vďaka svojim univerzálnym vlastnostiam stávajú čoraz obľúbenejšími v rôznych priemyselných odvetviach. Vďaka svojim vlastnostiam je tento materiál vhodný na mnohé aplikácie, od automobilových komponentov až po letecké a kozmické diely. V spoločnosti PTSMAKE sme úspešne implementovali riešenia z liateho hliníka v rôznych projektoch, najmä keď klienti potrebujú ľahké a zároveň odolné komponenty.
Fyzikálne vlastnosti
Pri skúmaní liateho hliníka vyniká niekoľko kľúčových fyzikálnych vlastností:
| Vlastníctvo | Typický rozsah | Výhody |
|---|---|---|
| Hustota | 2,6-2,9 g/cm³ | Ľahká konštrukcia |
| Bod topenia | 660-720°C | Dobré tepelné vlastnosti |
| Tepelná vodivosť | 150-180 W/m-K | Vynikajúci odvod tepla |
| Elektrická vodivosť | 16-20 MS/m | Vhodné pre elektrické aplikácie |
Výhody liateho hliníka
1. Flexibilita dizajnu
Odlievaný hliník umožňuje vytvárať zložité geometrie, ktoré by bolo ťažké alebo nemožné dosiahnuť inými výrobnými metódami. Na stránke vzor tuhnutia kovu1 počas odlievania umožňuje vytvárať zložité vnútorné priechody a rôzne hrúbky stien.
2. Nákladovo efektívna výroba
Pri stredne veľkých až veľkých sériách výroby ponúka hliníkový odliatok významné cenové výhody:
- Nižšie náklady na nástroje v porovnaní s inými výrobnými metódami
- Zníženie množstva materiálového odpadu
- Rýchlejšie výrobné cykly
- Minimálne potrebné sekundárne operácie
3. Zníženie hmotnosti
Podľa mojich skúseností s klientmi z automobilového a leteckého priemyslu poskytujú ľahké vlastnosti hliníkových odliatkov často rozhodujúce výhody:
- 66% ľahší ako oceľ
- Zachováva štrukturálnu integritu
- Zlepšuje palivovú účinnosť vozidiel
- Znižuje celkové zaťaženie systému
Nevýhody liateho hliníka
1. Mechanické obmedzenia
Proces odlievania môže priniesť určité mechanické obmedzenia:
| Obmedzenie | Impact | Stratégia zmierňovania |
|---|---|---|
| Pórovitosť | Znížená pevnosť | Pokročilé techniky odlievania |
| Povrchová úprava | Môže si vyžadovať následné spracovanie | Správny návrh formy |
| Vnútorné chyby | Nekonzistentnosť kvality | Prísna kontrola procesu |
2. Obmedzenia veľkosti
Obmedzenia veľkosti odliatkov môžu ovplyvniť veľké projekty:
- Maximálna praktická veľkosť závisí od spôsobu odlievania
- Veľké odliatky si môžu vyžadovať špeciálne vybavenie
- Riziko chýb sa zvyšuje s veľkosťou
3. Zmeny vlastností materiálu
Odlievaný hliník môže vykazovať rozdiely vo vlastnostiach:
- Rôzne rýchlosti chladenia ovplyvňujú pevnosť
- Potenciál pre nekonzistentné mechanické vlastnosti
- Môže si vyžadovať dodatočné tepelné spracovanie
Aplikácie a priemyselné využitie
Hliníkové odliatky nachádzajú široké uplatnenie v rôznych odvetviach:
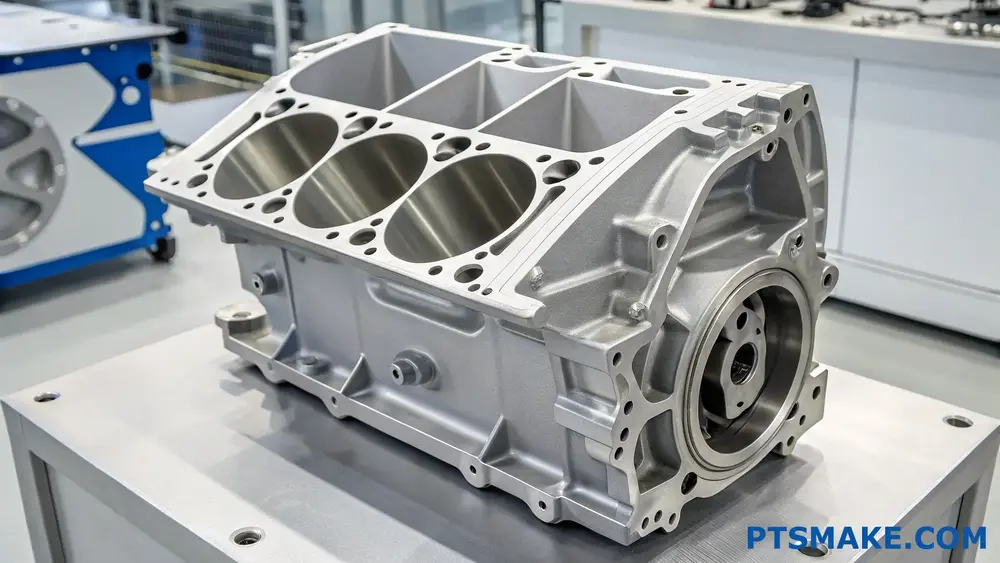
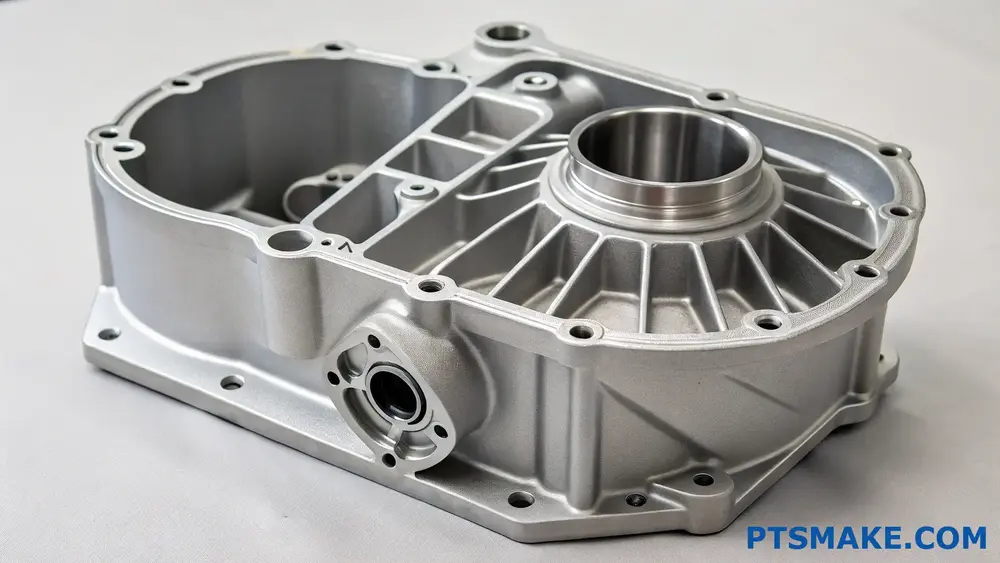
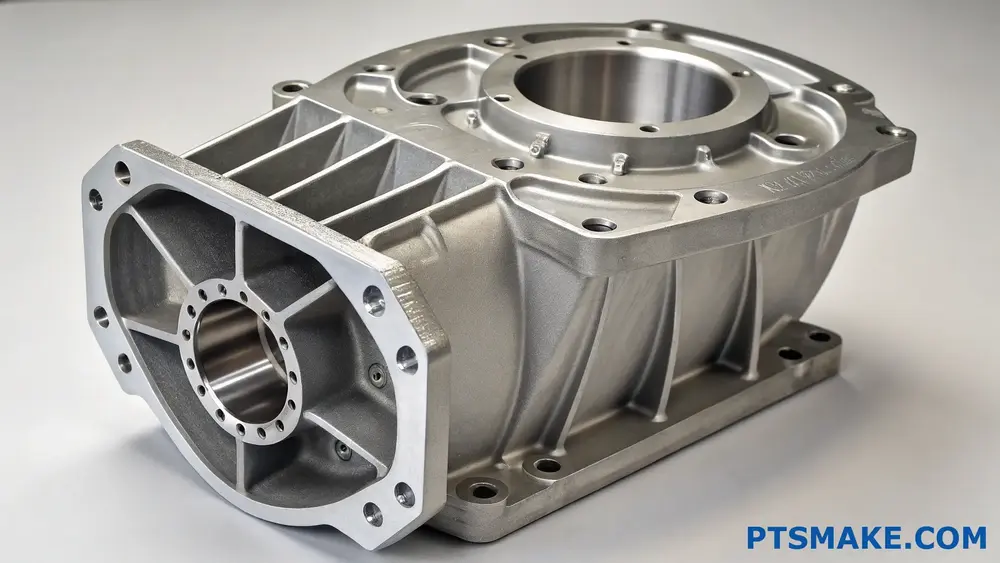
Automobilový priemysel
- Bloky motorov
- Skriňa prevodovky
- Komponenty kolies
- Konštrukčné rámy
Aplikácie v letectve a kozmonautike
- Komponenty motora
- Štrukturálne prvky
- Bytové jednotky
- Riadiace systémy
Spotrebné výrobky
- Elektronické kryty
- Komponenty nábytku
- Dekoratívne prvky
- Športové vybavenie
Osvedčené postupy pre výber hliníkových odliatkov
Ak chcete maximalizovať výhody hliníkového odliatku, zvážte tieto faktory:
Optimalizácia dizajnu
- Zahrnutie správnych uhlov ťahu
- Zachovanie rovnomernej hrúbky steny
- Zúčtovanie príplatkov za zmrštenie
- Zahrnúť vhodné polomery a filé
Výber procesu
- Výber vhodnej metódy odlievania
- Zvážte objem výroby
- Vyhodnotenie požiadaviek na povrchovú úpravu
- Zohľadnenie potreby tolerancie rozmerov
Kontrola kvality
- Implementácia správnych testovacích postupov
- Monitorovanie parametrov procesu
- Zachovanie konzistentných vlastností materiálu
- Overenie kritických rozmerov
V spoločnosti PTSMAKE sme vyvinuli komplexné procesy kontroly kvality, aby sme zabezpečili, že naše hliníkové komponenty spĺňajú najprísnejšie priemyselné normy. Náš inžiniersky tím úzko spolupracuje s klientmi pri výbere optimálnych metód odlievania a konštrukčných parametrov pre ich špecifické aplikácie.
Aký druh hliníka sa používa pri odlievaní?
Mali ste niekedy problém vybrať správnu hliníkovú zliatinu pre svoj projekt odlievania? Ohromujúci počet možností a ich rozdielne vlastnosti môžu spôsobiť, že toto rozhodnutie sa môže javiť ako orientácia v bludisku, čo môže viesť k nákladným chybám a oneskoreniu projektu.
Najčastejšie používané hliníkové zliatiny na odlievanie sú A356/A357 (vysoká pevnosť), 319 (dobrá obrobiteľnosť) a 713 (vynikajúca tekutosť). Každý typ ponúka špecifické výhody na základe metódy odlievania, zložitosti súčiastky a požiadaviek na konečné použitie.

Pochopenie zliatin hliníka na odlievanie
Séria A356/A357: Priemyselný štandard
A356 a A357 sú prémiové zliatiny, ktoré dominujú v leteckom a automobilovom priemysle. Ich vynikajúce vlastnosti koherencia dendritov2 počas tuhnutia sú ideálne pre zložité geometrie. V spoločnosti PTSMAKE často používame tieto zliatiny pre konštrukčné komponenty, ktoré vyžadujú vysoký pomer pevnosti a hmotnosti.
Zloženie zvyčajne obsahuje:
| Prvok | A356 (%) | A357 (%) |
|---|---|---|
| Kremík | 6.5-7.5 | 6.5-7.5 |
| Horčík | 0.25-0.45 | 0.45-0.7 |
| Iron | 0,2 max. | 0,2 max. |
| Titán | 0,2 max. | 0,2 max. |
319 Zliatina: Všestranná voľba
319 hliníková zliatina ponúka vynikajúcu obrobiteľnosť a dobrú tlakovú tesnosť. Vďaka svojim vyváženým vlastnostiam je vhodná na rôzne aplikácie, od blokov motorov až po skrine prevodoviek. Na základe mojich skúseností s klientmi z automobilového priemyslu poskytuje zliatina 319 konzistentné výsledky v tenkých aj hrubých rezoch.
Medzi hlavné charakteristiky patria:
- Vynikajúca plynulosť
- Dobrá odolnosť proti praskaniu za tepla
- Vynikajúca obrobiteľnosť
- Mierne pevnostné vlastnosti
Zliatina 713: Šampión v tlakovom liatí
Zliatina 713 vyniká v aplikáciách tlakového liatia vďaka svojej výnimočnej tekutosti a schopnosti plniť tlakové formy. Pri odlievaní tenkostenných komponentov táto zliatina neustále poskytuje vynikajúcu povrchovú úpravu a rozmerovú presnosť.
Faktory ovplyvňujúce výber zliatiny
Požiadavky na aplikáciu
Výber zliatiny výrazne ovplyvňuje konečné použitie:
| Typ aplikácie | Odporúčaná zliatina | Kľúčová vlastnosť |
|---|---|---|
| Konštrukčné diely | A356/A357 | Vysoká pevnosť |
| Komponenty motora | 319 | Tepelná odolnosť |
| Tenkostenné diely | 713 | Fluidita |
Kompatibilita s procesom odlievania
Rôzne metódy odlievania si vyžadujú špecifické vlastnosti zliatiny:
Odlievanie do piesku
- Vyžaduje dobrú plynulosť
- Nižšia rýchlosť chladenia
- A356 funguje výnimočne dobre
Odlievanie pod tlakom
- Potrebuje vynikajúce prietokové vlastnosti
- Rýchle tuhnutie
- 713 je často preferovanou voľbou
Odlievanie do trvalej formy
- Mierna rýchlosť chladenia
- Dobré požiadavky na povrchovú úpravu
- 319 poskytuje vyvážené vlastnosti
Možnosti tepelného spracovania
Možnosť tepelného spracovania odliatku môže významne ovplyvniť výber zliatiny:
| Tepelné spracovanie | Vhodné zliatiny | Zlepšenie sily |
|---|---|---|
| T6 | A356, A357 | 30-40% |
| T5 | 713 | 15-20% |
| T7 | 319 | 25-35% |
Úvahy o nákladoch a dostupnosti
Pri výbere zliatiny hliníka zvážte tieto ekonomické faktory:
Náklady na suroviny
- A356/A357: Prémiové ceny
- 319: Náklady strednej triedy
- 713: Úsporná možnosť
Náklady na spracovanie
- Požiadavky na tepelné spracovanie
- Zložitosť obrábania
- Miera odmietnutia
Vplyv objemu výroby
Rôzne zliatiny môžu byť nákladovo efektívnejšie pri rôznych objemoch výroby:
| Objem výroby | Odporúčaná zliatina | Efektívnosť nákladov |
|---|---|---|
| Nízky objem | A356 | Stredné |
| Stredný objem | 319 | Vysoká |
| Veľký objem | 713 | Veľmi vysoká |
Kontrola kvality a testovanie
Aby ste zaistili konzistentnú kvalitu odliatkov, zavádzajte tieto testovacie postupy:
Chemická analýza
- Pravidelné overovanie zloženia
- Monitorovanie stopových prvkov
- Kontrola úrovne nečistôt
Mechanické testovanie
- Pevnosť v ťahu
- Medza klzu
- Merania predĺženia
Nedeštruktívne testovanie
- Röntgenová kontrola
- Penetračné testovanie farbivom
- Ultrazvukové vyšetrenie
Vplyv na životné prostredie a udržateľnosť
Moderné odlievanie musí zohľadňovať environmentálne faktory:
Recyklovateľnosť
- Všetky tieto zliatiny sú recyklovateľné 100%
- Minimálne straty materiálu počas opätovného spracovania
- Nižšia uhlíková stopa v porovnaní s výrobou nových materiálov
Energetická účinnosť
- Rôzne zliatiny si vyžadujú rôzne teploty spracovania
- Spotreba energie pri tepelnom spracovaní sa líši
- Rozdiely v bodoch topenia ovplyvňujú spotrebu energie
V spoločnosti PTSMAKE uprednostňujeme udržateľné výrobné postupy a zároveň zachovávame vysokokvalitné štandardy v našich procesoch odlievania hliníka. Naše odborné znalosti v oblasti odlievania hliníka pomohli mnohým klientom optimalizovať výber materiálu z hľadiska výkonu aj udržateľnosti.
Ako sa dá porovnať odlievanie hliníka z kovu s CNC obrábaním pre zložité diely?
Stáli ste niekedy pred dilemou, či si pre svoje zložité diely vybrať medzi odlievaním hliníka a CNC obrábaním? Rozhodovanie sa stáva ešte náročnejším, keď zvážite faktory, ako sú náklady, čas realizácie a požiadavky na kvalitu - najmä keď úspech vášho projektu visí na vlásku.
Odlievanie hliníka aj CNC obrábanie ponúkajú pri výrobe zložitých dielov výrazné výhody. Odlievanie vyniká pri výrobe veľkoobjemových, geometricky zložitých dielov pri nižších nákladoch, zatiaľ čo CNC obrábanie poskytuje vyššiu presnosť, lepšiu povrchovú úpravu a väčšiu flexibilitu konštrukcie pri menších množstvách.

Úvahy o zložitosti návrhu
Geometrická voľnosť vs. presnosť
Pokiaľ ide o zložité diely, odlievanie hliníka ponúka vynikajúce geometrická sloboda3 pre zložité vnútorné prvky a komplexné tvary. V spoločnosti PTSMAKE som však zistil, že CNC obrábanie poskytuje prísnejšie tolerancie a lepšiu kontrolu nad kritickými rozmermi. Napríklad, zatiaľ čo pri odlievaní možno dosiahnuť tolerancie ±0,005 palca, pri CNC obrábaní sa pravidelne dosahujú tolerancie až ±0,0005 palca.
Povrchová úprava a kvalita
Porovnanie povrchovej úpravy medzi týmito procesmi ukazuje významné rozdiely:
| Proces | Typická povrchová úprava (Ra) | Potreby následného spracovania |
|---|---|---|
| Odlievanie pod tlakom | 125-300 mikroinchov | Často si vyžaduje sekundárne operácie |
| CNC obrábanie | 16-125 mikroinčov | Minimálne až žiadne |
| Odlievanie do piesku | 250-900 mikroinchov | Potrebné rozsiahle dokončovacie práce |
Analýza objemu výroby a nákladov
Počiatočná investícia
Tlakové liatie si vyžaduje značné počiatočné náklady na nástroje a formy, zatiaľ čo CNC obrábanie si vyžaduje minimálnu počiatočnú investíciu. Tu je typické rozdelenie nákladov:
| Výrobná metóda | Rozsah nákladov na nástroje | Bod rentability (časti) |
|---|---|---|
| Odlievanie pod tlakom | $10,000 - $100,000 | 3,000 - 5,000 |
| CNC obrábanie | $0 - $1,000 | 1 - 500 |
Využitie materiálu
Odlievanie má zvyčajne lepšiu mieru využitia materiálu v porovnaní s CNC obrábaním. Podľa mojich skúseností pri PTSMAKE môže odlievanie dosiahnuť mieru materiálovej účinnosti až 90%, zatiaľ čo CNC obrábanie môže pri zložitých súčiastkach využiť len 30-40% surového materiálu.
Čas realizácie a rýchlosť výroby
Porovnanie miery výroby
Pri veľkoobjemovej výrobe ponúka odlievanie vo všeobecnosti rýchlejšie časy cyklov:
| Proces | Čas nastavenia | Čas cyklu na diel |
|---|---|---|
| Odlievanie pod tlakom | 2-4 týždne | 30-60 sekúnd |
| CNC obrábanie | 1-3 dni | 10-60 minút |
Vlastnosti a výkon materiálu
Mechanické vlastnosti
Výrobný proces významne ovplyvňuje konečné vlastnosti dielov:
Odlievané hliníkové diely majú často:
- Nižšia pevnosť v ťahu
- Konzistentnejšia vnútorná štruktúra
- Lepšia odolnosť voči tepelnému cyklovaniu
- Vyššie úrovne pórovitosti
Obrábané diely CNC sa zvyčajne vyznačujú:
- Vyššia pevnosť a tvrdosť
- Lepšia odolnosť proti únave
- Predvídateľnejšie vlastnosti materiálu
- Nižšie vnútorné napätie
Úvahy o kontrole kvality
Pri výrobe zložitých dielov je kontrola kvality kľúčová. CNC obrábanie ponúka:
- Overovanie rozmerov v reálnom čase
- Konzistentná opakovateľnosť jednotlivých dielov
- Nižšia miera chýb
- Lepšia dokumentácia a vysledovateľnosť
Procesy odlievania si vyžadujú:
- Rozsiahlejšie opatrenia na kontrolu kvality
- Röntgenové alebo CT vyšetrenie vnútorných defektov
- Vyššia vzorkovacia frekvencia
- Sofistikovanejšie kontrolné protokoly
Tipy na optimalizáciu dizajnu
Ak chcete maximalizovať výhody každého procesu, zvážte tieto pokyny pre návrh:
Na obsadenie:
- Konštrukcia s jednotnou hrúbkou steny
- Zahrnúť správne uhly ponoru (zvyčajne 1-3 stupne)
- Vyhnite sa ostrým rohom a náhlym prechodom
- Plán deliacich čiar a umiestnenia brán
Pre CNC obrábanie:
- Minimalizujte hlboké vrecká a zložité vnútorné prvky
- Zvážte požiadavky na prístup k nástrojom a upevnenie
- Konštrukcia pre štandardné veľkosti rezných nástrojov
- Zabezpečte dostatočné upínacie plochy
Nákladovo efektívne rozhodovanie
Výber medzi odlievaním a CNC obrábaním často závisí od:
Požiadavky na objem výroby
- Nízky objem (1-1000 kusov): CNC obrábanie
- Veľký objem (viac ako 1000 kusov): Odlievanie
Požiadavky na toleranciu
- Mimoriadne presné (±0,001" alebo lepšie): CNC obrábanie
- Štandardná presnosť (±0,005" alebo viac): Odlievanie
Potreby povrchovej úpravy
- Požadovaná estetická úprava: CNC obrábanie
- Funkčná povrchová úprava je prijateľná: Odlievanie
Rozpočtové obmedzenia
- Obmedzené počiatočné investície: CNC obrábanie
- Dlhodobá optimalizácia nákladov: Odlievanie
V spoločnosti PTSMAKE pomáhame klientom pri týchto rozhodnutiach tým, že im poskytujeme podrobnú analýzu a odporúčania na základe ich špecifických požiadaviek. Naše odborné znalosti v oboch procesoch zabezpečujú optimálne výrobné riešenia pre zložité hliníkové diely.
Aké možnosti povrchovej úpravy sú k dispozícii pre hliníkové komponenty na odlievanie kovov?
Dostali ste niekedy hliníkové odliatky, ktoré vyzerali rozmerovo perfektne, ale nemali požadovaný vzhľad povrchu? Je frustrujúce, keď komponenty spĺňajú všetky technické špecifikácie, ale nespĺňajú estetické požiadavky, čo môže spôsobiť oneskorenie celého časového plánu projektu.
Povrchová úprava kovových komponentov z liateho hliníka zahŕňa rôzne metódy vrátane mechanických, chemických a elektrochemických procesov. Každá technika ponúka jedinečné výhody, od zlepšenia estetického vzhľadu až po zlepšenie funkčných vlastností, ako je odolnosť proti korózii a ochrana proti opotrebovaniu.

Mechanické metódy konečnej úpravy
Otryskávanie a pieskovanie
Otryskávanie a pieskovanie sú univerzálne metódy povrchovej úpravy, ktoré využívajú vysokotlakový pohon abrazívnych materiálov. Tieto techniky účinne odstraňujú nedokonalosti povrchu a vytvárajú rovnomernú štruktúru. V spoločnosti PTSMAKE sme zistili, že tryskanie sa osvedčilo najmä pri väčších hliníkových odliatkoch, zatiaľ čo pieskovanie ponúka lepšiu kontrolu pri zložitých komponentoch.
Leštenie a leštenie
Leštenie vytvára hladký, reflexný povrch postupným obrusovaním. Tento proces zvyčajne zahŕňa viacero fáz:
| Etapa | Veľkosť zrna | Účel |
|---|---|---|
| Hrubý | 80-120 | Odstránenie hlavných nedokonalostí |
| Stredné | 240-400 | Príprava hladkého povrchu |
| Jemné | 800-1200 | Vytvorenie počiatočného lesku |
| Záverečná stránka | 1500+ | Dosiahnutie zrkadlového povrchu |
Chemické dokončovacie procesy
Chemické leptanie
Chemické leptanie používa špecializované roztoky na odstránenie tenkej vrstvy materiálu, čím sa vytvára jedinečná povrchová štruktúra. Tento proces je obzvlášť účinný pri dosahovaní rovnomerných povrchových úprav na zložitých geometriách, ktoré by mechanické metódy mohli dosiahnuť len s ťažkosťami.
Eloxovanie
Anodizácia4 je jednou z najobľúbenejších metód povrchovej úpravy hliníkových odliatkov. Týmto procesom sa vytvára odolná vrstva oxidu odolná voči korózii, ktorú možno zafarbiť rôznymi farbami.
Tri hlavné typy eloxovania sú:
Typ I (kyselina chrómová)
- Tenký povlak (0,00002-0,0001 palca)
- Vynikajúca odolnosť proti korózii
- Bežne sa používa v leteckom a kozmickom priemysle
Typ II (kyselina sírová)
- Stredný povlak (0,0001-0,001 palca)
- Dobrá odolnosť proti opotrebovaniu
- Štandard na všeobecné priemyselné použitie
Typ III (tvrdé eloxovanie)
- Silný povlak (0,001-0,004 palca)
- Vynikajúca odolnosť proti opotrebovaniu
- Ideálne pre vysoko namáhané aplikácie
Elektrochemické procesy
Elektrolytické leštenie
Elektroleštenie poskytuje vysoko reflexný povrch odstraňovaním materiálu elektrochemickým procesom. Táto technika je obzvlášť cenná pre:
- Zníženie drsnosti povrchu
- Zlepšenie odolnosti proti korózii
- Zlepšenie čistiteľnosti
- Vytváranie jasného, dekoratívneho povrchu
Špecializované nátery
Práškové lakovanie
Práškové lakovanie ponúka vynikajúcu odolnosť a širokú škálu farebných možností. Proces zahŕňa:
| Krok | Popis | Účel |
|---|---|---|
| Príprava | Čistenie a predbežná úprava povrchu | Zabezpečenie priľnavosti povlaku |
| Aplikácia | Elektrostatické rozprašovanie prášku | Rovnomerné pokrytie |
| Liečba | Tepelné spracovanie | Vytvorenie konečnej povrchovej úpravy |
Konverzné nátery
Chemické konverzné nátery vytvárajú ochranné vrstvy, ktoré zvyšujú:
- Priľnavosť farby
- Odolnosť proti korózii
- Elektrická izolácia
- Tvrdosť povrchu
Výber správnej povrchovej úpravy
Pri výbere povrchovej úpravy hliníkových odliatkov zvážte:
Vystavenie životnému prostrediu
- Používanie v interiéri a exteriéri
- Vystavenie chemickým látkam
- Vystavenie UV žiareniu
Funkčné požiadavky
- Potreba odolnosti proti opotrebovaniu
- Ochrana proti korózii
- Tepelné aspekty
- Elektrická vodivosť
Estetické požiadavky
- Farebné preferencie
- Požiadavky na textúru
- Úroveň lesku
- Vizuálna konzistencia
Úvahy o nákladoch
- Objem výroby
- Čas spracovania
- Materiálové náklady
- Požiadavky na vybavenie
Náš tím v spoločnosti PTSMAKE pomáha klientom orientovať sa v týchto možnostiach a zohľadňuje ich špecifické požiadavky na aplikácie. Vyhodnocujeme faktory, ako je geometria dielov, objem výroby a výkonnostné špecifikácie, aby sme mohli odporučiť najvhodnejšiu metódu konečnej úpravy.
Opatrenia na kontrolu kvality
Aby sme zabezpečili konzistentnú kvalitu povrchovej úpravy, zavádzame:
- Pravidelné monitorovanie procesov
- Meranie drsnosti povrchu
- Testovanie hrúbky povlaku
- Testovanie adhézie
- Protokoly vizuálnej kontroly
- Dokumentácia všetkých parametrov dokončovacích prác
Ako zabezpečiť rozmerovú presnosť pri odlievaní hliníka pre priemyselné aplikácie?
Dostali ste niekedy hliníkové odliatky, ktoré jednoducho nezodpovedali vašim špecifikáciám? Frustrácia z riešenia rozmerových nepresností môže byť ohromujúca, najmä ak sú tieto diely kritickými komponentmi vašich priemyselných aplikácií. Na vlásku visia prísne termíny a požiadavky na kvalitu.
Kľúčom k zabezpečeniu presnosti rozmerov pri odlievaní hliníka je zavedenie komplexného systému kontroly kvality, ktorý kombinuje správny návrh formy, presnú kontrolu teploty a pokročilé meracie techniky. Tento systematický prístup pomáha udržiavať konzistentné rozmery dielov počas celého výrobného procesu.
Pochopenie faktorov kontroly rozmerov
Úvahy o konštrukcii formy
Základom rozmerovej presnosti je správny návrh formy. V spoločnosti PTSMAKE sa zameriavame na niekoľko kritických aspektov:
- Správne systémy brány a bežca
- Vhodné umiestnenie vetrania
- Strategické umiestnenie deliacej čiary
- Optimalizovaný dizajn chladiaceho kanála
Úspech odlievania hliníka do značnej miery závisí od toho, ako dobre sa miera zmrštenia5 sa zohľadňuje vo fáze návrhu. Starostlivo vypočítame prídavky na zmrštenie na základe konkrétnej použitej hliníkovej zliatiny.
Riadenie teploty
Regulácia teploty zohráva kľúčovú úlohu pri udržiavaní presnosti rozmerov:
| Fáza teploty | Optimálny rozsah (°C) | Vplyv na rozmery |
|---|---|---|
| Nalievanie | 660-750 | Ovplyvňuje prietok a plnenie |
| Plesne | 200-300 | Kontroluje rýchlosť tuhnutia |
| Chladenie | 25-100 | Vplyv na konečné rozmery |
Opatrenia na kontrolu kvality
Overenie pred odliatím
Pred spustením výroby vykonáme niekoľko overovacích krokov:
- Kontrola vzorového zariadenia
- Meranie dutiny formy
- Overenie jadrového boxu
- Testovanie pieskového systému
Kontroly v procese
Počas procesu odlievania monitorujeme:
- Zloženie kovov prostredníctvom spektrografickej analýzy
- Nalievacia teplota pomocou digitálnych termočlánkov
- Rýchlosť chladenia pomocou termovízie
- Vyrovnanie formy a uzatvárací tlak
Pokročilé techniky merania
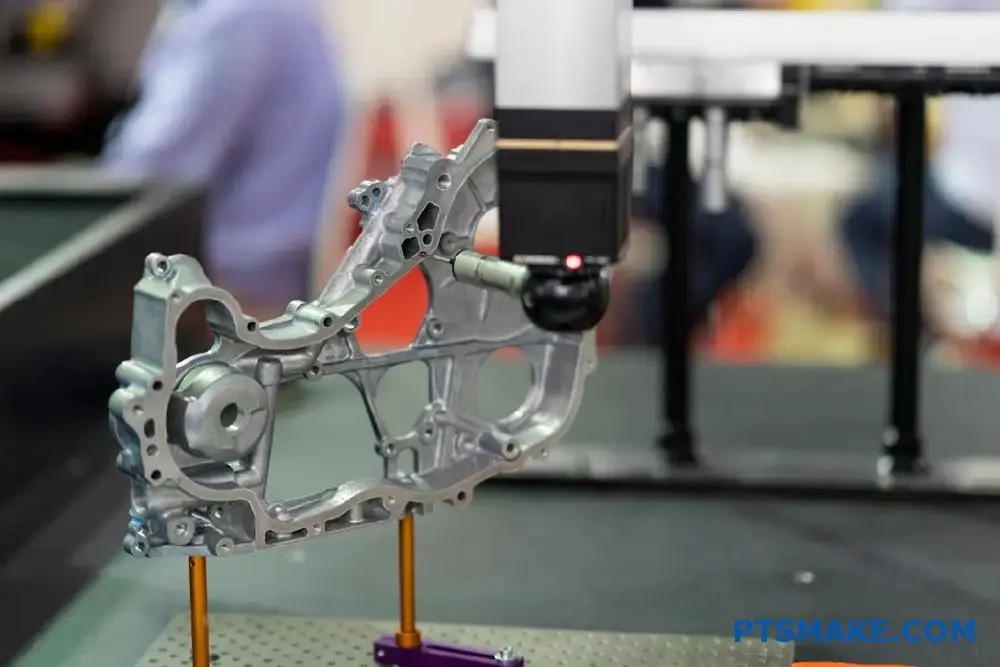
Integrácia súradnicového meracieho stroja (CMM)
Využívame najmodernejšiu technológiu CMM na:
- Vykonávanie automatizovanej kontroly rozmerov
- Generovanie podrobných správ o meraní
- Sledovanie rozmerových trendov
- Identifikácia potenciálneho posunu procesu
Aplikácie 3D skenovania
Moderná technológia 3D skenovania nám umožňuje:
- Vytvorenie kompletných geometrických máp dielov
- Porovnanie skutočných dielov s modelmi CAD
- Zdokumentujte podmienky povrchu
- Archivácia údajov o digitálnych častiach
Optimalizácia procesov
Štatistické riadenie procesov
Implementujeme metódy SPC na:
- Sledovanie kľúčových rozmerových charakteristík
- Stanovenie kontrolných limitov
- Identifikácia odchýlok procesu
- Proaktívne prijímanie nápravných opatrení
Protokoly neustáleho zlepšovania
Náš systém zlepšovania zahŕňa:
- Pravidelné audity procesov
- Spätná väzba tímu
- Integrácia vstupov od zákazníkov
- Aktualizácie technológií
Úvahy o materiáloch
Výber zliatiny
Rôzne zliatiny hliníka vykazujú rôzne vlastnosti:
| Séria zliatin | Typické zmrštenie (%) | Rozmerová stabilita |
|---|---|---|
| 356 | 1.3 | Vynikajúce |
| 319 | 1.4 | Veľmi dobré |
| A380 | 1.2 | Dobrý |
Účinky tepelného spracovania
Tepelné spracovanie po odliatí môže ovplyvniť rozmery prostredníctvom:
- Tepelné spracovanie roztoku
- Postupy kalenia
- Procesy starnutia
- Metódy zmierňovania stresu
Dokumentácia a vysledovateľnosť
Vedenie záznamov
Vedieme podrobné záznamy o:
- Certifikácie materiálov
- Parametre procesu
- Výsledky kontroly
- Správy o nesúlade
Systémy vysledovateľnosti
Náš protokol o vysledovateľnosti zahŕňa:
- Jedinečná identifikácia dielu
- Sledovanie dávok
- Procesná dokumentácia
- Certifikáty kvality
Zavedením týchto komplexných kontrolných mechanizmov a využitím modernej technológie dosahujeme v spoločnosti PTSMAKE pri odlievaní hliníka neustále prísne rozmerové tolerancie. Tento systematický prístup zaručuje, že naši priemyselní klienti dostanú diely, ktoré presne spĺňajú ich špecifikácie, čím sa znižujú problémy s montážou a zlepšuje sa celková kvalita výrobkov.
Aké opatrenia na kontrolu kvality sú rozhodujúce pri výrobe hliníkových odliatkov?
Dostali ste niekedy hliníkové odliatky, ktoré nespĺňali špecifikácie, čo viedlo k nákladným oneskoreniam a prepracovaniu projektu? Výzvy spojené s udržaním konzistentnej kvality pri odlievaní hliníka môžu byť ohromujúce, najmä ak ide o zložité geometrie a prísne tolerancie.
Kontrola kvality pri výrobe kovových odliatkov z hliníka si vyžaduje komplexný prístup zameraný na testovanie materiálu, monitorovanie procesu a konečnú kontrolu. Kľúčové opatrenia zahŕňajú analýzu chemického zloženia, kontrolu teploty, kontrolu formy a overovanie rozmerov s cieľom zabezpečiť konzistentnú kvalitu výrobku.

Testovanie a overovanie materiálov
Analýza surovín
Kvalita surovín priamo ovplyvňuje konečnú kvalitu odliatkov. V spoločnosti PTSMAKE zavádzame prísne protokoly o testovaní vstupných materiálov:
| Typ testu | Účel | Frekvencia |
|---|---|---|
| Chemická analýza | Overenie zloženia hliníka | Každá dávka |
| Testovanie hustoty | Zabezpečenie konzistentnosti materiálu | Denne |
| Kontrola kontaminácie | Zisťovanie nečistôt | Na zásielku |
Kontroly skladovania materiálu
Správne skladovanie zabraňuje kontaminácii a zachováva integritu materiálu. V našom zariadení sa udržiavajú prísne environmentálne kontroly skladovania hliníkových zliatin a nástrojov hygroskopické6 podmienky skladovania, aby sa zabránilo absorpcii vlhkosti.
Opatrenia na kontrolu procesu
Monitorovanie teploty
Regulácia teploty je pre úspešné odlievanie hliníka kľúčová. Používame:
- Digitálne termočlánky na monitorovanie v reálnom čase
- Automatizované systémy zaznamenávania teploty
- Pravidelná kalibrácia zariadení na meranie teploty
- Dokumentácia teplotných profilov pre každú výrobnú sériu
Overenie kvality formy
Integrita formy významne ovplyvňuje kvalitu odliatku:
- Pravidelná kontrola povrchov plesní
- Overenie rozmerov pred každou výrobnou sériou
- Dokumentácia o histórii údržby plesní
- Meranie a kontrola hrúbky povlaku
Monitorovanie výroby
Kontrola počas procesu
Priebežné monitorovanie počas výroby pomáha včas identifikovať problémy:
- Vizuálna kontrola toku roztaveného kovu
- Monitorovanie parametrov odlievania v reálnom čase
- Pravidelný odber vzoriek na kontrolu kvality
- Dokumentácia odchýlok procesu
Environmentálne kontroly
Je potrebné monitorovať environmentálne faktory ovplyvňujúce kvalitu odliatkov:
- Úrovne vlhkosti vo výrobných priestoroch
- Regulácia teploty okolia
- Monitorovanie kvality ovzdušia
- Meranie prachových častíc
Konečná kontrola výrobku
Overovanie rozmerov
Presné meranie zabezpečuje súlad so špecifikáciami:
- Kontrola súradnicového meracieho stroja (CMM)
- 3D skenovanie pre komplexné geometrie
- Kalibrácia a údržba meradiel
- Implementácia štatistickej kontroly procesov
Hodnotenie kvality povrchu
Kvalita povrchovej úpravy ovplyvňuje vzhľad aj funkčnosť:
- Vizuálna kontrola pri kontrolovanom osvetlení
- Meranie drsnosti povrchu
- Testovanie pórovitosti
- Dokumentácia povrchových chýb
Dokumentácia a vysledovateľnosť
Záznamy o kvalite
Vedenie komplexných záznamov zabezpečuje vysledovateľnosť:
- Materiálové certifikáty
- Parametre procesu
- Výsledky kontroly
- Správy o nesúlade
- Dokumentácia nápravných opatrení
Štatistická analýza
Analýza údajov pomáha identifikovať trendy a možnosti zlepšenia:
- Štúdie spôsobilosti procesov
- Sledovanie miery chybovosti
- Analýza koreňových príčin
- Iniciatívy neustáleho zlepšovania
Pokročilé testovacie metódy
Nedeštruktívne testovanie
Internú kvalitu zabezpečujú rôzne metódy:
- Röntgenová kontrola vnútorných chýb
- Ultrazvukové testovanie integrity materiálu
- Prípadná kontrola magnetických častíc
- Penetračná skúška farbivom na zistenie povrchových defektov
Mechanické testovanie
Overenie fyzikálnych vlastností zabezpečuje výkon:
- Skúška pevnosti v ťahu
- Testovanie tvrdosti
- Overenie odolnosti proti nárazu
- Únavové testovanie, ak sa vyžaduje
Integrácia systému kvality
Úspech opatrení na kontrolu kvality závisí od integrácie systému:
- Programy odbornej prípravy zamestnancov
- Štandardné operačné postupy
- Certifikácia systému riadenia kvality
- Pravidelné audity a preskúmania
- Riadenie kvality dodávateľov
- Integrácia spätnej väzby od zákazníkov
Prostredníctvom nášho komplexného systému kontroly kvality v spoločnosti PTSMAKE udržiavame stálu kvalitu výroby hliníkových odliatkov. Náš prístup kombinuje tradičné kontrolné metódy s pokročilými testovacími technológiami, čím zabezpečujeme, že každý odliatok spĺňa alebo prekračuje špecifikácie zákazníka.
Zistil som, že systematické zavádzanie týchto opatrení nám pomohlo dosiahnuť pozoruhodne nízku chybovosť v našich prevádzkach na odlievanie hliníka. Tým, že sme sa zamerali skôr na prevenciu ako na zisťovanie, sme vytvorili spoľahlivý systém kontroly kvality, ktorý neustále prináša spoľahlivé výsledky.
Ako optimalizovať nákladovú efektívnosť pri veľkoobjemových projektoch odlievania hliníka?
Stretli ste sa niekedy s prudko rastúcimi nákladmi na projekty odlievania hliníka, ktoré sa vám vymkli spod kontroly? Mnohí výrobcovia zápasia s rovnováhou medzi kvalitou a nákladovou efektívnosťou, najmä pri požiadavkách na veľkoobjemovú výrobu, ktorá ponecháva len malý priestor na chyby alebo plytvanie.
Ak chcete optimalizovať nákladovú efektívnosť pri veľkoobjemových projektoch odlievania hliníka, zamerajte sa na strategický výber materiálov, zavádzajte zásady štíhlej výroby, využívajte pokročilé monitorovanie procesov a investujte do preventívnej údržby. Tieto prístupy môžu výrazne znížiť množstvo odpadu pri zachovaní štandardov kvality.

Pochopenie nákladových faktorov pri odlievaní hliníka
Predtým, ako sa začnete zaoberať optimalizačnými stratégiami, je veľmi dôležité identifikovať hlavné nákladové faktory pri odlievaní hliníka. Medzi hlavné faktory ovplyvňujúce výrobné náklady patria:
Náklady na materiál
- Surový hliník a legujúce prvky
- Náklady na tavenie a skladovanie
- metalurgické spracovanie7 výdavky
- Recyklácia a spracovanie šrotu
Faktory efektívnosti výroby
| Faktor | Vplyv na náklady | Potenciál optimalizácie |
|---|---|---|
| Čas cyklu | Priama korelácia s výstupom | Vysoká |
| Spotreba energie | 20-30% prevádzkových nákladov | Stredné |
| Požiadavky na pracovnú silu | 15-25% celkových nákladov | Stredné |
| Využívanie zariadení | Ovplyvňuje distribúciu režijných nákladov | Vysoká |
Implementácia inteligentného riadenia materiálov
V spoločnosti PTSMAKE sme vyvinuli niekoľko účinných stratégií na optimalizáciu materiálových nákladov:
Strategické obstarávanie
- Nadviazanie dlhodobých vzťahov s dodávateľmi
- Zavedenie programov hromadného nákupu
- Sledovanie trhových trendov na optimálne načasovanie
- Zachovanie kvality pri vyjednávaní lepších cien
Efektívna manipulácia s materiálom
| Prax | Benefit | Zložitosť implementácie |
|---|---|---|
| Automatizované kŕmne systémy | Zníženie množstva odpadu | Stredné |
| Sledovanie zásob v reálnom čase | Lepšia kontrola zásob | Nízka |
| Organizované systémy skladovania | Znížené riziko poškodenia | Nízka |
| Správna rotácia materiálu | Znížené zastarávanie | Nízka |
Techniky optimalizácie procesov
Pokročilé monitorovacie systémy
- Inštalácia monitorovacieho zariadenia v reálnom čase
- Sledovanie kľúčových ukazovateľov výkonnosti
- Zavedenie prediktívnej údržby
- Dokumentácia parametrov procesu
Integrácia kontroly kvality
| Metóda kontroly | Vplyv na kvalitu | Zníženie nákladov |
|---|---|---|
| In-line testovanie | Okamžitá spätná väzba | Vysoká |
| Štatistická kontrola procesov | Znížené odchýlky | Stredné |
| Automatizovaná kontrola | Rýchlejšia detekcia | Vysoká |
| Digitálna dokumentácia | Lepšia vysledovateľnosť | Stredné |
Zlepšenia energetickej účinnosti
Operácie tavenia
- Optimalizácia modelov zavážania pece
- Zavedenie systémov rekuperácie tepla
- Plánovanie výroby mimo špičky
- Udržujte správnu izoláciu
Riadenie teploty
| Oblasť | Potenciál úspory energie | Požadované investície |
|---|---|---|
| Účinnosť pece | 15-25% | Vysoká |
| Rekuperácia tepla | 10-20% | Stredné |
| Modernizácia izolácie | 5-15% | Nízka |
| Optimalizácia procesov | 10-20% | Stredné |
Stratégie optimalizácie práce
Školenie a rozvoj
- Pravidelné programy na zlepšenie zručností
- Krížový tréning pre flexibilitu
- Dokumentácia osvedčených postupov
- Systémy monitorovania výkonu
Vylepšenie pracovného postupu
| Iniciatíva | Vplyv na produktivitu | Čas implementácie |
|---|---|---|
| Štandardné operačné postupy | Vysoká | Stredné |
| Systémy vizuálnej správy | Stredné | Nízka |
| Tímové riešenie problémov | Vysoká | Stredné |
| Kultúra neustáleho zlepšovania | Vysoká | Dlhodobé |
Údržba a modernizácia zariadení
Preventívna údržba
- Plánované kontroly
- Pravidelná kalibrácia
- Plánovanie výmeny komponentov
- Sledovanie výkonu
Integrácia technológií
| Technológia | Časová os návratnosti investícií | Zvýšenie účinnosti |
|---|---|---|
| Automatizačné systémy | 2-3 roky | 20-30% |
| Digitálne ovládanie | 1-2 roky | 15-25% |
| Monitorovacie zariadenia | 1 rok | 10-20% |
| Analýza údajov | 6 mesiacov | 5-15% |
Optimalizácia dodávateľského reťazca
Riadenie zásob
- Systémy dodávok Just-in-time
- Optimalizácia bezpečnostných zásob
- Výkonnostné ukazovatele dodávateľa
- Riešenia digitálneho sledovania
Zlepšenie logistiky
| Stratégia | Zníženie nákladov | Úsilie o implementáciu |
|---|---|---|
| Optimalizácia trasy | 10-15% | Stredné |
| Zlepšenie balenia | 5-10% | Nízka |
| Konsolidácia nákladu | 8-12% | Stredné |
| Výber nosiča | 5-8% | Nízka |
Aké sú kľúčové aspekty odlievania hliníka v automobilovom priemysle?
Zamýšľali ste sa niekedy nad tým, prečo niektoré automobilové diely zlyhávajú predčasne, zatiaľ čo iné vydržia roky? V automobilovom priemysle môže výber nesprávneho procesu odlievania hliníka alebo prehliadnutie kritických parametrov viesť ku katastrofickým poruchám dielov, ktoré ohrozujú bezpečnosť a výkon vozidla.
Odlievanie hliníka v automobilovom priemysle si vyžaduje starostlivé zváženie niekoľkých kľúčových faktorov vrátane výberu zliatiny, optimalizácie konštrukcie, kontroly procesu a testovania kvality. Správny prístup zabezpečí, že diely budú spĺňať prísne automobilové normy pri zachovaní nákladovej efektívnosti a účinnosti výroby.
Výber materiálu a vlastnosti
Zloženie zliatiny
Výber správnej hliníkovej zliatiny je pri odlievaní v automobilovom priemysle veľmi dôležitý. V spoločnosti PTSMAKE pracujeme predovšetkým so zliatinami A356 a A380 vďaka ich vynikajúcej vzdialenosť medzi ramenami dendritu8 a mechanické vlastnosti. Tieto zliatiny ponúkajú:
- Vynikajúci pomer pevnosti a hmotnosti
- Vynikajúca odolnosť proti korózii
- Dobrá tepelná vodivosť
- Zvýšená liatosť
Úvahy o tepelnom spracovaní
Tepelné spracovanie významne ovplyvňuje konečné vlastnosti hliníkových odliatkov:
| Typ tepelného spracovania | Výhody | Bežné aplikácie |
|---|---|---|
| T6 | Maximálna pevnosť a tvrdosť | Bloky motorov, hlavy valcov |
| T4 | Dobrá ťažnosť, stredná pevnosť | Panely karosérie, konštrukčné prvky |
| T7 | Lepšia rozmerová stabilita | Prípady prevodov |
Optimalizácia dizajnu
Kontrola hrúbky steny
Správny návrh hrúbky steny je nevyhnutný pre:
- Zabránenie vzniku pórovitosti
- Zabezpečenie rovnomerného tuhnutia
- Zníženie množstva materiálového odpadu
- Optimalizácia zníženia hmotnosti
Pri väčšine automobilových komponentov odporúčam dodržiavať hrúbku steny v rozmedzí 3-8 mm, pričom rozdiely závisia od konkrétnych požiadaviek na použitie.
Uhly ponoru a deliace čiary
Medzi kritické prvky dizajnu patria:
- Minimálny uhol ponoru 2° pre vonkajšie povrchy
- 3° alebo viac pre vnútorné povrchy
- Strategické umiestnenie deliacich línií na minimalizáciu odleskov
- Zohľadnenie požiadaviek na vysunutie
Parametre riadenia procesu
Riadenie teploty matrice
Udržiavanie optimálnej teploty v zápustke je rozhodujúce pre kvalitné odliatky:
| Teplotný rozsah (°C) | Účinky | Aplikácie |
|---|---|---|
| 200-250 | Lepšia povrchová úprava | Dekoratívne diely |
| 250-300 | Znížená pórovitosť | Štrukturálne komponenty |
| 300-350 | Vylepšené mechanické vlastnosti | Vysoko namáhané komponenty |
Kontrola tlaku
Správna kontrola tlaku počas odlievania ovplyvňuje:
- Vzory výplní
- Miera tuhnutia
- Kvalita povrchu
- Tvorba vnútorných defektov
Metódy zabezpečenia kvality
Nedeštruktívne testovanie
Implementácia rôznych testovacích metód zabezpečuje kvalitu dielov:
- Röntgenová kontrola vnútorných chýb
- Testovanie povrchových trhlín penetračným farbivom
- Ultrazvukové testovanie integrity materiálu
- Overovanie rozmerov pomocou CMM
Monitorovanie procesov
Priebežné monitorovanie kľúčových parametrov:
- Teplota kovu
- Teplota matrice
- Vstrekovací tlak
- Čas cyklu
- Rýchlosť chladenia
Stratégie optimalizácie nákladov
Úvahy o nástrojoch
Efektívny návrh nástrojov ovplyvňuje celkové náklady:
- Viacdutinové lisovacie formy pre veľkosériovú výrobu
- Modulárne konštrukcie nástrojov pre flexibilitu
- Správne vetracie a chladiace kanály
- Výber materiálu pre dlhú životnosť nástroja
Efektívnosť výroby
Optimalizácia výrobných parametrov:
- Minimalizácia času cyklu
- Zníženie miery odpadu
- Zavedenie automatizovanej manipulácie
- Dodržiavanie harmonogramov preventívnej údržby
Úvahy o životnom prostredí
Postupy udržateľnosti
Moderné odlievanie automobilov musí riešiť otázky životného prostredia:
- Použitie recyklovaného hliníka
- Zavedenie uzavretých chladiacich systémov
- Zníženie spotreby energie
- Minimalizácia tvorby odpadu
Kontrola emisií
Riadenie vplyvu na životné prostredie prostredníctvom:
- Správne vetracie systémy
- Zariadenia na zber prachu
- Rekuperácia odpadového tepla
- Systémy na úpravu vody
Budúce trendy
Pokročilé výrobné technológie
Nové technológie, ktoré formujú budúcnosť:
- Počítačová simulácia na optimalizáciu procesov
- Monitorovacie systémy v reálnom čase
- Umelá inteligencia pre kontrolu kvality
- Automatizované nastavenie procesu
Materiálové inovácie
Vývoj v odlievaní hliníka:
- Nové zloženie zliatiny
- Vystuženie nanočasticami
- Hybridné materiály
- Návrhy inšpirované biotechnikou
Ako ovplyvňuje tepelné spracovanie výkonnosť hliníkových odliatkov?
Dostali ste niekedy odliatky z hliníka, ktoré nespĺňali vaše požiadavky na pevnosť? Alebo ste sa možno stretli s komponentmi, ktoré predčasne zlyhali napriek tomu, že spĺňali rozmerové špecifikácie? Tieto problémy môžu spôsobiť značné oneskorenie projektu a neočakávané náklady.
Tepelné spracovanie je kľúčový proces, ktorý zlepšuje mechanické vlastnosti hliníkových odliatkov úpravou ich mikroštruktúry. Prostredníctvom riadených cyklov zahrievania a chladenia môže výrazne zlepšiť pevnosť, tvrdosť a trvanlivosť a zároveň znížiť vnútorné napätia v komponentoch.
Pochopenie základov tepelného spracovania
Tepelné spracovanie hliníkových odliatkov zahŕňa niekoľko kľúčových procesov, ktoré menia vlastnosti materiálu. Proces sa začína starostlivým riadením teploty a načasovaním, aby sa dosiahli optimálne výsledky. Počas tohto procesu sa zrážkové tvrdnutie9 dochádza na mikroskopickej úrovni, čo zásadne mení vlastnosti kovu.
Typy tepelného spracovania hliníkových odliatkov
Existuje niekoľko bežných metód tepelného spracovania hliníkových odliatkov:
Tepelné spracovanie roztoku
- Zahrieva zliatinu na teplotu blízku bodu topenia
- Rozpustné prvky sa rozpúšťajú v roztoku
- Vytvára homogénnu štruktúru
Hasenie
- Proces rýchleho chladenia
- Zabraňuje nežiaducim zrážkam
- Udržuje presýtený roztok
Starnutie
- Prirodzené starnutie pri izbovej teplote
- Umelé starnutie pri zvýšených teplotách
- Kontrola zrážok pre požadované vlastnosti
Vplyv na mechanické vlastnosti
Účinky tepelného spracovania na hliníkové odliatky sú podstatné a merateľné:
| Vlastníctvo | Pred liečbou | Po liečbe | Zlepšenie |
|---|---|---|---|
| Pevnosť v ťahu | 180-220 MPa | 250-320 MPa | Do 45% |
| Výťažnosť | 90-120 MPa | 165-220 MPa | Do 83% |
| Predĺženie | 2-3% | 5-8% | Do 167% |
| Tvrdosť | 70-80 HB | 95-115 HB | Do 44% |
Optimalizácia parametrov ošetrenia
V spoločnosti PTSMAKE sme vyvinuli presné metódy kontroly parametrov tepelného spracovania:
Regulácia teploty
- Presné monitorovacie systémy
- Rovnomerné rozloženie tepla
- Prevencia prehriatia
Manažment času
- Optimalizované trvanie ohrevu
- Riadená rýchlosť chladenia
- Presné obdobia starnutia
Faktory životného prostredia
- Regulácia vlhkosti
- Atmosférické podmienky
- Prevencia kontaminácie
Kontrola kvality a testovanie
Zabezpečenie konzistentných výsledkov si vyžaduje dôkladné testovanie a monitorovanie:
Bežné testovacie metódy
Mechanické testovanie
- Testovanie v ťahu
- Testovanie tvrdosti
- Nárazové testovanie
Štrukturálna analýza
- Mikroskopické vyšetrenie
- Röntgenová analýza
- Merania hustoty
Priemyselné aplikácie a úvahy
Rôzne priemyselné odvetvia si vyžadujú špecifické prístupy k tepelnému spracovaniu:
Aplikácie v automobilovom priemysle
- Komponenty motora
- Časti zavesenia
- Skriňa prevodovky
Požiadavky na letecký a kozmický priemysel
- Štrukturálne komponenty
- Ovládacie plochy
- Časti podvozku
Riešenie bežných problémov
Bežné výzvy a ich riešenia:
Skreslenie
- Správne upevnenie počas ošetrenia
- Riadená rýchlosť chladenia
- Postupy na zmiernenie stresu
Nekonzistentné vlastnosti
- Pravidelná kalibrácia zariadení
- Štandardizované postupy
- Podrobná dokumentácia
Analýza nákladov a prínosov
Pochopenie ekonomického vplyvu tepelného spracovania:
| Faktor | Bez liečby | S liečbou |
|---|---|---|
| Počiatočné náklady | Nižšie | Vyššie |
| Náklady na životný cyklus | Vyššie | Nižšie |
| Výkon | Štandard | Vylepšená stránka |
| Záručné reklamácie | Častejšie | Znížená |
Najlepšie postupy pre optimálne výsledky
Na dosiahnutie najlepších výsledkov pri tepelnom spracovaní hliníkových odliatkov:
Úvahy o dizajne
- Rovnomerná hrúbka steny
- Správne uhly ponoru
- Zníženie koncentrácie stresu
Kontrola procesov
- Monitorovanie teploty
- Riadenie času
- Overovanie kvality
Dokumentácia
- Parametre procesu
- Výsledky testov
- Záznamy o vysledovateľnosti
Vplyv na životné prostredie a udržateľnosť
Moderné procesy tepelného spracovania sa zameriavajú na:
Energetická účinnosť
- Optimalizované vykurovacie cykly
- Systémy rekuperácie tepla
- Výber moderného vybavenia
Zníženie množstva odpadu
- Optimalizácia procesov
- Recyklácia materiálov
- Kontrola emisií
Aké certifikáty by mali mať dodávatelia pre hliníkové odliatky pre letecký priemysel?
Stretli ste sa niekedy s výzvou výberu správneho dodávateľa pre projekty odlievania hliníka pre letecký priemysel? V stávke je neuveriteľne veľa - jedno malé nedopatrenie v požiadavkách na certifikáciu môže viesť ku katastrofálnym poruchám komponentov lietadla, čo môže ohroziť životy a spôsobiť miliónové škody.
Pre dodávateľov hliníkových odliatkov pre letecký priemysel sú dôležité certifikácie AS9100D, NADCAP pre špeciálne procesy, ISO 9001:2015 a špecifické schválenia OEM. Tieto certifikácie zabezpečujú systémy riadenia kvality, kontroly procesov a súlad s prísnymi normami leteckého priemyslu.

Pochopenie certifikácie AS9100D
AS9100D predstavuje zlatý štandard v oblasti systémov riadenia kvality v leteckom a kozmickom priemysle. V spoločnosti PTSMAKE sme zaviedli túto certifikáciu, aby sme zabezpečili, že naše metalurgické procesy10 spĺňať najvyššie priemyselné normy. Táto certifikácia zahŕňa:
Kľúčové požiadavky normy AS9100D
- Protokoly o riadení rizík
- Správa konfigurácie
- Úvahy o bezpečnosti výrobku
- Prevencia falšovania dielov
- Kontrola dodávateľského reťazca
Výhody pre leteckých výrobcov
- Zvýšená konzistentnosť kvality
- Zlepšené systémy dokumentácie
- Lepšia vysledovateľnosť
- Zníženie prevádzkových rizík
- Zvýšená dôvera zákazníkov
Akreditačné požiadavky NADCAP
Certifikácia NADCAP (National Aerospace and Defense Contractors Accreditation Program) je kľúčová pre špeciálne procesy v leteckej výrobe. Patrí sem:
| Kategória procesov | Špecifické požiadavky | Metóda overovania |
|---|---|---|
| Tepelné spracovanie | Rovnomernosť teploty | Pyrometrické testovanie |
| Chemické spracovanie | Riadenie procesov | Chemická analýza |
| Nedeštruktívne testovanie | Kalibrácia zariadení | Overenie výkonu |
| Testovanie materiálov | Mechanické vlastnosti | Certifikácia laboratória |
ISO 9001:2015 Foundation
Hoci AS9100D vychádza z normy ISO 9001:2015, táto základná certifikácia dokazuje:
Zásady riadenia kvality
- Zameranie na zákazníka
- Záväzok vedenia
- Procesný prístup
- Rozhodovanie založené na dôkazoch
Požiadavky na dokumentáciu
- Príručka kvality
- Procesné postupy
- Pracovné pokyny
- Záznamy o kvalite
Schválenia špecifické pre OEM
Rôzni výrobcovia leteckej techniky majú jedinečné požiadavky:
Požiadavky spoločnosti Boeing
- Schválenie D1-4426
- Certifikácia špeciálnych procesov
- Špecifikácie manipulácie s materiálom
- Požiadavky na systém kvality
Normy spoločnosti Airbus
- Špecifikácie AIMS
- Kvalifikácia procesu
- Certifikácia materiálu
- Požiadavky na testovanie
Environmentálne a bezpečnostné certifikáty
ISO 14001:2015
Certifikácia environmentálneho manažérstva zabezpečuje:
- Zníženie množstva odpadu
- Optimalizácia zdrojov
- Dodržiavanie predpisov v oblasti životného prostredia
- Udržateľné postupy
OHSAS 18001/ISO 45001
Certifikácia riadenia bezpečnosti zahŕňa:
- Bezpečnostné protokoly pre pracovníkov
- Hodnotenie rizík
- Pripravenosť na núdzové situácie
- Monitorovanie zdravia
Certifikáty špecifické pre daný materiál
V prípade hliníkových odliatkov medzi špecifické certifikácie patria:
Overenie chemického zloženia
- Spektrografická analýza
- Testovanie tepelnej dávky
- Vysledovateľnosť materiálu
- Dokumentácia o zložení
Testovanie mechanických vlastností
- Pevnosť v ťahu
- Medza klzu
- Predĺženie
- Testovanie tvrdosti
Certifikáty kontroly kvality
Dodávatelia musia dodržiavať:
| Typ certifikácie | Oblasť zamerania | Obdobie obnovenia |
|---|---|---|
| Testovanie PMI | Overenie materiálu | Ročný |
| NDT úroveň III | Kvalifikácia na inšpekciu | 3 roky |
| CQI-9 | Hodnotenie tepelného spracovania | Ročný |
| CQI-11 | Posúdenie systému pokovovania | Ročný |
Certifikáty digitálnej bezpečnosti
Moderná letecká výroba si vyžaduje:
Normy kybernetickej bezpečnosti
- Zhoda s normou ISO 27001
- Prijatie rámca NIST
- Protokoly o ochrane údajov
- Systémy kontroly prístupu
Digitálne riadenie procesov
- Integrácia Industry 4.0
- Možnosti digitálneho dvojčaťa
- Monitorovanie v reálnom čase
- Certifikácia v oblasti analýzy údajov
Požiadavky na neustále zlepšovanie
Udržiavanie certifikácie zahŕňa:
- Pravidelné audity
- Monitorovanie procesov
- Výkonnostné metriky
- Nápravné opatrenia
- Preventívne opatrenia
Kliknutím získate informácie o vzoroch tuhnutia kovu a o tom, ako ovplyvňujú kvalitu vašich dielov. ↩
Kliknutím sa dozviete viac o tvorbe kryštálov počas tuhnutia kovu a jej vplyve na kvalitu odliatku. ↩
Kliknutím sem sa dozviete viac o tom, ako geometrická voľnosť ovplyvňuje návrh dielov a výrobné náklady. ↩
Kliknutím sa dozviete viac o procesoch eloxovania a o tom, ako môžu vylepšiť vaše hliníkové komponenty. ↩
Kliknutím sa dozviete viac o výpočte miery zmrštenia pre optimálnu presnosť rozmerov pri odlievaní hliníka. ↩
Kliknutím sa dozviete viac o kontrole vlhkosti pri skladovaní hliníkových odliatkov. ↩
Kliknutím sa dozviete o pokročilých technikách spracovania kovov, ktoré môžu výrazne znížiť výrobné náklady. ↩
Kliknutím sa dozviete viac o rozhodujúcej úlohe dendritových rozstupov pri pevnosti a trvanlivosti odliatku. ↩
Kliknutím sem sa dozviete viac o vedeckých poznatkoch o tvrdnutí zrážok a jeho výhodách. ↩
Kliknutím získate informácie o pokročilých metalurgických technikách odlievania hliníka pre letecký priemysel. ↩






