

Často počúvam, ako inžinieri diskutujú o výbere materiálu pre svoje projekty. Pokiaľ ide o odolnosť, častým zdrojom nejasností je porovnanie titánu a nehrdzavejúcej ocele. Mnoho odborníkov stráca čas a peniaze nesprávnym výberom medzi týmito kovmi.
Titán vo všeobecnosti vydrží dlhšie ako nehrdzavejúca oceľ vďaka svojej vynikajúcej odolnosti proti korózii a vyššiemu pomeru pevnosti k hmotnosti. Hoci sú oba kovy odolné, prirodzená vrstva oxidu titánu poskytuje lepšiu ochranu pred poškodením životného prostredia a pôsobením chemikálií.
V spoločnosti PTSMAKE každý deň pomáham spoločnostiam robiť inteligentné rozhodnutia v oblasti materiálov. Dovoľte mi, aby som sa s vami podelil o to, čo je najdôležitejšie pri výbere medzi titánom a nehrdzavejúcou oceľou. Pozrieme sa na ich kľúčové vlastnosti, ideálne aplikácie a na to, ako vybrať ten správny pre váš projekt.
Je titán ťažšie obrábať ako nehrdzavejúcu oceľ?
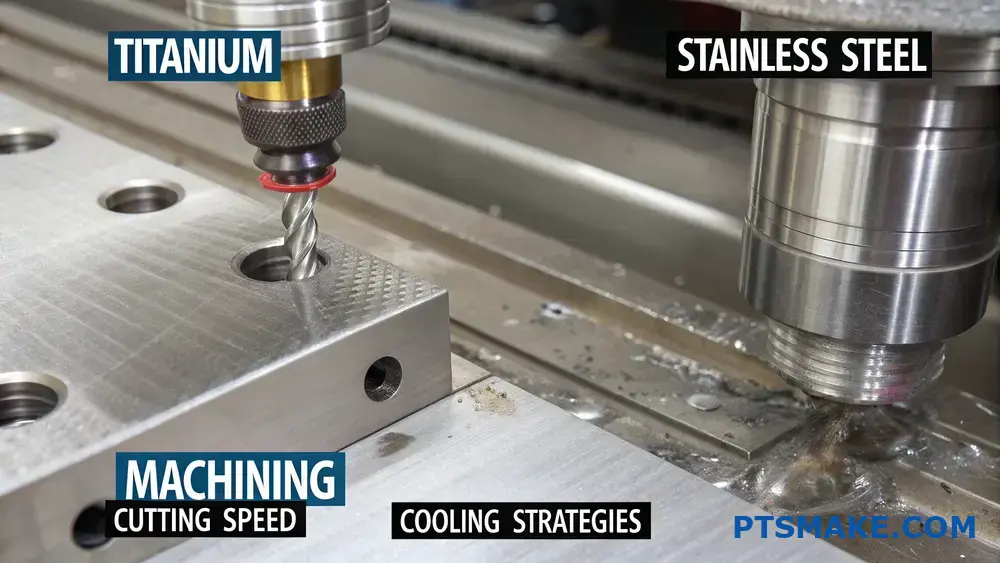
Pokiaľ ide o obrábanie kovov, mnohí konštruktéri a výrobcovia často zápasia s titánom a nehrdzavejúcou oceľou. Často dostávam otázky o tom, ktorý materiál je náročnejší na obrábanie, pretože výber nesprávneho prístupu môže viesť k nákladnému opotrebovaniu nástrojov, predĺženiu výrobného času a problémom s kvalitou.
Hoci oba materiály predstavujú jedinečné výzvy, titán je vo všeobecnosti ťažšie obrábať ako nehrdzavejúcu oceľ kvôli jeho nižšej tepelnej vodivosti, vyššej chemickej reaktivite a sklonu k tvrdnutiu. Tieto vlastnosti spôsobujú, že titán približne 30% sa v porovnaní s bežnými druhmi nehrdzavejúcej ocele ťažšie obrába.

Pochopenie vlastností materiálu
Kľúčom k úspešnému obrábaniu je pochopenie základných vlastností oboch materiálov. Počas svojej praxe v spoločnosti PTSMAKE som pozoroval, ako tieto vlastnosti priamo ovplyvňujú obrábacie operácie.
Tepelná vodivosť
Nízka tepelná vodivosť titánu predstavuje významnú výzvu. Pri obrábaní titánu zostáva približne 80% vyprodukovaného tepla sústredeného na reznej hrane, zatiaľ čo nehrdzavejúca oceľ lepšie odvádza teplo po celom obrobku. Táto vlastnosť titánu vedie k:
- Zrýchlené opotrebovanie nástrojov
- Zvýšené riziko tepelného poškodenia
- Potreba špecializovaných stratégií chladenia
Charakteristika otužovania pri práci
Stránka rýchlosť deformačného vytvrdzovania1 sa medzi týmito materiálmi výrazne líši. Tu je podrobné porovnanie:
| Vlastníctvo | Titán | Nerezová oceľ |
|---|---|---|
| Počiatočná tvrdosť | Nižšie | Vyššie |
| Rýchlosť spevňovania práce | Veľmi rýchle | Mierne |
| Hĺbka stvrdnutej vrstvy | Deep | Plytké |
| Vplyv na životnosť nástroja | Závažné | Mierne |
Parametre rezania a výber nástrojov
Rýchlosť a rýchlosť podávania
V spoločnosti PTSMAKE sme vyvinuli špecifické parametre pre oba materiály:
Titán:
- Rýchlosti rezania: 30-60 povrchových stôp za minútu (SFM)
- Podávacie dávky: 0,002-0,005 palca na otáčku (IPR)
Nerezová oceľ:
- Rýchlosti rezania: 70-100 SFM
- Podávacie dávky: 0,004-0,008 IPR
Požiadavky na materiál nástroja
Výber rezných nástrojov významne ovplyvňuje úspešnosť obrábania:
| Materiál nástroja | Kompatibilita s titánom | Kompatibilita s nehrdzavejúcou oceľou |
|---|---|---|
| Karbid | Vynikajúce | Dobrý |
| HSS | Chudobný | Mierne |
| Keramické | Neodporúča sa | Dobrý |
| CBN | Obmedzené použitie | Vynikajúce |
Úvahy o riadení procesov
Stratégia chladiacej kvapaliny
Správna aplikácia chladiacej kvapaliny je kľúčová pre oba materiály, ale obzvlášť dôležitá je pre titán:
Vysokotlakové chladenie
- Titán vyžaduje 1000+ PSI
- Nerezová oceľ dobre funguje pri 300-500 PSI
Typ chladiacej kvapaliny
- Titán: Uprednostňujú sa chladiace kvapaliny na báze oleja
- Nerezová oceľ: Chladiace kvapaliny rozpustné vo vode sú účinné
Požiadavky na tuhosť stroja
Nastavenie stroja zohráva dôležitú úlohu pri úspešnom obrábaní:
Požiadavky na titán:
- Vyššia tuhosť stroja
- Robustnejšie obrobky
- Vylepšená kontrola vibrácií
- Prémiové držiaky nástrojov
Nerezová oceľ umožňuje:
- Štandardné nastavenia stroja
- Konvenčné upínanie
- Bežné opatrenia na kontrolu vibrácií
Nákladové dôsledky
Náročnosť obrábania titánu sa priamo premieta do nákladov:
| Faktor nákladov | Titán | Nerezová oceľ |
|---|---|---|
| Miera opotrebovania nástroja | Vysoká | Mierne |
| Čas stroja | 30-40% Viac | Základné údaje |
| Používanie chladiacej kvapaliny | Vyššie | Štandard |
| Požiadavky na nastavenie | Komplex | Štandard |
Metódy kontroly kvality
Zabezpečenie kvality si vyžaduje rôzne prístupy pre každý materiál:
Povrchová úprava
Titán si často vyžaduje:
- Viacnásobné dokončovacie prechody
- Špeciálna povrchová úprava
- Starostlivé plánovanie dráhy nástroja
Nerezová oceľ zvyčajne potrebuje:
- Štandardné dokončovacie prechody
- Normálna povrchová úprava
- Pravidelné dráhy nástrojov
Rozmerová presnosť
Oba materiály si vyžadujú starostlivé monitorovanie, ale titán je vďaka svojim tepelným vlastnostiam náchylnejší na zmeny rozmerov počas obrábania.
Osvedčené postupy pre úspech
Na základe našich skúseností v spoločnosti PTSMAKE uvádzame kľúčové odporúčania:
Pre titán:
- Používanie pevných nastavení
- Udržujte ostré nástroje
- Použitie vysokotlakovej chladiacej kvapaliny
- Dôsledne sledujte opotrebenie nástroja
- Implementácia špecializovaných stratégií rezania
Pre nehrdzavejúcu oceľ:
- Používanie vhodných rýchlostí a posuvov
- Výber správnej geometrie nástroja
- Aplikujte primerané chladenie
- Monitorovanie spevňovania práce
- Udržiavanie konzistentných rezných parametrov
Je titán náročný na obrábanie?
Keď sa na mňa zákazníci obracajú s otázkou obrábania titánu, často cítim ich váhanie. Počuli príbehy o roztavených nástrojoch, vyradených dieloch a nákladných oneskoreniach výroby. Problémy spojené s obrábaním titánu nedajú mnohým výrobcom spať a rozmýšľajú, či ich projekty nie sú odsúdené na zánik skôr, ako sa začnú.
Áno, titán sa v porovnaní s bežnými kovmi, ako je hliník alebo mäkká oceľ, všeobecne ťažšie obrába. Je to spôsobené jeho vysokým pomerom pevnosti k hmotnosti, nízkou tepelnou vodivosťou a silnou chemickou reaktivitou s reznými nástrojmi. Pri použití správnych techník a parametrov sa však titán dá úspešne obrábať.

Poznanie jedinečných vlastností titánu
Titán je vďaka svojim charakteristickým vlastnostiam cenný a zároveň náročný na obrábanie. Kov je spevňovanie práce2 správanie znamená, že pri rezaní je materiál čoraz tvrdší. V spoločnosti PTSMAKE sme vyvinuli špecializované prístupy na spracovanie týchto jedinečných vlastností:
Chemické a fyzikálne vlastnosti
- Nízka tepelná vodivosť (7,2 W/m-K)
- Vysoký pomer pevnosti k hmotnosti
- Silná chemická reaktivita
- Vysoký modul pružnosti
Vplyv na obrábacie operácie
Nasledujúca tabuľka ukazuje, ako vlastnosti titánu ovplyvňujú rôzne aspekty obrábania:
| Vlastníctvo | Vplyv na obrábanie | Stratégia riešenia |
|---|---|---|
| Nízka tepelná vodivosť | Koncentrácia tepla na reznej hrane | Používajte správne metódy chladenia |
| Vysoká pevnosť | Zvýšené rezné sily | Zníženie rýchlosti rezania |
| Chemická reaktivita | Zrýchlenie opotrebovania nástroja | Výber vhodnej povrchovej úpravy nástroja |
| Zocelenie práce | Tvrdnutie povrchu počas rezov | Udržiavanie konštantného zaťaženia čipu |
Kritické faktory pri obrábaní titánu
Úvahy o rýchlosti rezania
Pri obrábaní titánu je rozhodujúca rýchlosť rezania. Odporúčam:
- Použitie rýchlostí 50-60% nižších ako pri oceli
- Udržiavanie konzistentných dávok krmiva
- Vyhýbanie sa zastaveniam počas rezania
Výber a správa nástrojov
Výber nástroja výrazne ovplyvňuje úspešnosť:
- Karbidové nástroje so špecializovanými povlakmi
- Ostré rezné hrany
- Pravidelné monitorovanie opotrebovania nástrojov
- Správny výber držiaka nástroja
Stratégie chladenia
Účinné chladenie je pri obrábaní titánu nevyhnutné:
- Dodávka vysokotlakovej chladiacej kvapaliny
- Chladenie cez náradie, ak je to možné
- Veľký prietok chladiacej kvapaliny
- Správna koncentrácia chladiacej kvapaliny
Najlepšie postupy pre úspešné obrábanie titánu
Požiadavky na nastavenie stroja
Optimálne výsledky:
- Používanie pevných obrábacích strojov
- Zabezpečenie správneho upnutia obrobku
- Minimalizácia previsu nástroja
- Pravidelne kontrolujte zarovnanie stroja
Parametre procesu
Zistil som, že tieto parametre sú rozhodujúce pre úspech:
| Typ operácie | Rýchlosť (SFM) | Rýchlosť podávania (IPR) | Hĺbka rezu (palce) |
|---|---|---|---|
| Hrubovanie | 150-250 | 0.008-0.015 | 0.040-0.150 |
| Dokončenie | 250-400 | 0.004-0.008 | 0.010-0.030 |
| Vŕtanie | 100-150 | 0.004-0.006 | NEUPLATŇUJE SA |
Opatrenia na kontrolu kvality
Udržanie kvality si vyžaduje:
- Pravidelné kontroly rozmerov
- Monitorovanie povrchovej úpravy
- Kontrola opotrebovania nástrojov
- Monitorovanie teploty
Aplikácie špecifické pre daný priemysel
Aplikácie v letectve a kozmonautike
V leteckom a kozmickom priemysle sa vyžaduje obrábanie titánu:
- Prísne dodržiavanie tolerancie
- Certifikovaná vysledovateľnosť materiálu
- Špecializované dokončovacie techniky
- Možnosti komplexnej geometrie
Výroba zdravotníckych pomôcok
Lekárske aplikácie vyžadujú:
- Biokompatibilná povrchová úprava
- Mimoriadne presné tolerancie
- Podmienky čistej miestnosti
- Overené procesy
Úvahy o nákladoch a návratnosti investícií
Investičné požiadavky
Úspešné obrábanie titánu si vyžaduje:
- Špičkové obrábacie stroje
- Kvalitné rezné nástroje
- Pokročilé chladiace systémy
- Kvalifikovaní operátori
Dlhodobé výhody
Napriek vyšším počiatočným nákladom ponúka obrábanie titánu:
- Vyššia hodnota dielu
- Diferenciácia trhu
- Rozšírené možnosti
- Zvýšená reputácia
V spoločnosti PTSMAKE sme výrazne investovali do možností obrábania titánu, čo nám umožňuje poskytovať služby náročným priemyselným odvetviam, ako je letecký priemysel a zdravotnícke zariadenia. Naše skúsenosti ukazujú, že hoci je obrábanie titánu náročné, správny prístup ho robí zvládnuteľným a ziskovým.
Kľúčom k úspešnému obrábaniu titánu je pochopiť jeho jedinečné vlastnosti a prispôsobiť tomu svoje procesy. Vďaka správnemu plánovaniu, vybaveniu a odborným znalostiam môžu výrobcovia prekonať výzvy a úspešne vyrábať vysokokvalitné titánové komponenty.
Prečo používať titán namiesto nehrdzavejúcej ocele?
Výber medzi titánom a nehrdzavejúcou oceľou nie je taký jednoduchý, ako si mnohí inžinieri myslia. Videl som mnoho projektov, ktoré zlyhali kvôli nesprávnemu výberu materiálu. Nesprávny výber môže viesť k poruchám súčiastok, zvýšeným nákladom na údržbu a oneskoreniu projektu.
Titán prekonáva nehrdzavejúcu oceľ v špecifických aplikáciách vďaka vynikajúcemu pomeru pevnosti a hmotnosti, vynikajúcej odolnosti proti korózii a biokompatibilite. Hoci je drahší, vďaka svojim jedinečným vlastnostiam je titán preferovanou voľbou pre aplikácie v letectve, zdravotníctve a námorníctve.

Porovnanie vlastností materiálov
Pri porovnávaní titánu a nehrdzavejúcej ocele musíme preskúmať niekoľko kľúčových vlastností. Najvýznamnejší rozdiel spočíva v ich kryštalická štruktúra3, čo ovplyvňuje ich výkonnostné charakteristiky. Dovoľte mi rozobrať hlavné rozdiely:
| Vlastníctvo | Titán | Nerezová oceľ |
|---|---|---|
| Hustota | 4,5 g/cm³ | 8,0 g/cm³ |
| Pevnosť v ťahu | 350-1200 MPa | 515-827 MPa |
| Odolnosť proti korózii | Vynikajúce | Dobrý |
| Náklady na kg | $35-50 | $4-6 |
| Tepelná vodivosť | Nízka | Mierne |
Výhody pomeru pevnosti a hmotnosti
Vynikajúca účinnosť hmotnosti
V spoločnosti PTSMAKE som spolupracoval s mnohými klientmi z oblasti leteckého priemyslu, ktorí si vybrali titán práve pre jeho výnimočný pomer pevnosti a hmotnosti. Titán ponúka takmer rovnakú pevnosť ako oceľ, ale pri 45% nižšej hmotnosti. Toto zníženie hmotnosti sa premieta do:
- Zlepšenie palivovej účinnosti v leteckom a kozmickom priemysle
- Znížená spotreba energie v pohyblivých častiach
- Lepší výkon vo vysokorýchlostných aplikáciách
Odolnosť proti únave
Únavové vlastnosti titánu sú pozoruhodné, najmä v aplikáciách s cyklickým zaťažením:
- Vyšší limit odolnosti v porovnaní s nehrdzavejúcou oceľou
- Lepší výkon pri opakovanom zaťažení
- Dlhšia životnosť komponentov v dynamických aplikáciách
Výhody odolnosti proti korózii
Chemická stabilita
Výnimočná odolnosť titánu proti korózii vyplýva z jeho schopnosti vytvárať stabilnú vrstvu oxidu. Vďaka tomu je obzvlášť cenný v:
- Morské prostredie
- Chemické spracovanie
- Lekárske implantáty
Výkonnosť v oblasti životného prostredia
V drsných prostrediach vykazuje titán vynikajúcu odolnosť voči:
- Korózia slanou vodou
- Chemický útok
- Vysokoteplotná oxidácia
Úvahy špecifické pre aplikáciu
Aplikácie v letectve a kozmonautike
V leteckej a kozmickej výrobe sa titán často uprednostňuje vďaka:
- Vysoká pevnosť pri zvýšených teplotách
- Vynikajúca odolnosť proti únave
- Kompatibilita s kompozitnými materiálmi
Lekárske aplikácie
Biokompatibilita titánu ho predurčuje na:
- Chirurgické implantáty
- Zdravotnícke pomôcky
- Zubné aplikácie
Analýza nákladov a návratnosť investícií
Pri hodnotení nákladovej efektívnosti titánu v porovnaní s nehrdzavejúcou oceľou zvážte:
| Faktor | Titánový náraz | Náraz z nehrdzavejúcej ocele |
|---|---|---|
| Počiatočné náklady | Vyššie | Nižšie |
| Údržba | Minimálne | Mierne |
| Životnosť | Rozšírené | Štandard |
| Frekvencia výmeny | Nízka | Vyššie |
Výrobné výzvy
Úvahy o obrábaní
V spoločnosti PTSMAKE sme vyvinuli špecializované postupy na efektívne obrábanie titánu:
- Vyžaduje špecifické rezné nástroje a rýchlosti
- Potrebuje správne stratégie chladenia
- Vyžaduje odborné znalosti pri manipulácii s materiálom
Kontrola kvality
Práca s titánom si vyžaduje:
- Prísne opatrenia na kontrolu kvality
- Pokročilé kontrolné techniky
- Špecializované manipulačné postupy
Vplyv na životné prostredie
Faktory udržateľnosti
Hoci titán má počas výroby väčší počiatočný vplyv na životné prostredie, medzi jeho výhody patria:
- Dlhšia životnosť
- Znížené požiadavky na údržbu
- Úplná recyklovateľnosť
- Nižší prevádzkový vplyv na životné prostredie
Aplikácie špecifické pre daný priemysel
Rôzne priemyselné odvetvia vyžadujú rôzne vlastnosti materiálov:
| Priemysel | Výhoda titánu | Výhoda nehrdzavejúcej ocele |
|---|---|---|
| Letecký priemysel | Úspora hmotnosti | Nákladová efektívnosť |
| Lekárske | Biokompatibilita | Jednoduchosť sterilizácie |
| Marine | Odolnosť proti korózii | Počiatočné náklady |
| Chemické | Chemická odolnosť | Dostupnosť |
Na základe svojich skúseností v spoločnosti PTSMAKE som zistil, že výber medzi titánom a nehrdzavejúcou oceľou často závisí od dôkladnej analýzy týchto faktorov. Hoci vyššia cena titánu môže byť odstrašujúcim faktorom, jeho vynikajúce vlastnosti často ospravedlňujú investíciu v kritických aplikáciách, kde je najdôležitejší výkon a spoľahlivosť.
Aký je najlepší materiál na rezanie titánu?
Účinné rezanie titánu sa stalo významnou výzvou v modernej výrobe. Mnohí obrábači pri obrábaní titánu zápasia s opotrebovaním nástrojov, tvorbou tepla a zlou povrchovou úpravou, čo vedie k zvýšeným výrobným nákladom a zníženej efektívnosti.
Najlepší materiál na rezanie titánu je karbid s PVD alebo CVD povlakom, najmä nástroje s povlakom TiAlN alebo AlTiN. Tieto materiály poskytujú optimálnu tepelnú odolnosť, tvrdosť a odolnosť proti opotrebovaniu, ktoré sú potrebné na efektívne obrábanie titánu a jeho zliatin.

Pochopenie nástrojových materiálov na obrábanie titánu
Pri obrábaní titánu je pre úspech rozhodujúci výber správneho materiálu rezného nástroja. Na základe mojich skúseností v spoločnosti PTSMAKE, kde pravidelne obrábame titánové komponenty pre letecký priemysel a medicínske aplikácie, som zistil, že rôzne materiály nástrojov ponúkajú rôzne výhody a obmedzenia.
Rýchlorezná oceľ (HSS)
Nástroje HSS sú najzákladnejšou možnosťou, ale vo všeobecnosti sa neodporúčajú na obrábanie titánu kvôli ich relatívne nízkej tepelnej odolnosti. Na stránke . tepelná vodivosť4 titánu spôsobuje nadmerné nahromadenie tepla na reznej hrane, ktoré rýchlo degraduje nástroje HSS.
Karbidové nástroje
Karbidové nástroje predstavujú najpraktickejšiu a najpoužívanejšiu možnosť na obrábanie titánu. Ponúkajú:
- Vynikajúca tvrdosť pri vysokých teplotách
- Lepšia odolnosť proti opotrebovaniu
- Dlhšia životnosť nástroja
- Zlepšená kvalita povrchovej úpravy
V spoločnosti PTSMAKE používame na obrábanie titánu predovšetkým karbidové nástroje so špecializovanými povlakmi.
Keramické nástroje
Hoci keramické nástroje vynikajú pri obrábaní iných materiálov, vo všeobecnosti nie sú vhodné pre titán kvôli:
- Nízka odolnosť voči tepelným šokom
- Tendencia k praskaniu pod prerušovanými rezmi
- Chemická reaktivita s titánom
Povlakové technológie, ktoré zvyšujú výkon
Účinnosť rezných nástrojov do značnej miery závisí od ich povlaku. Tu sú najúčinnejšie povlaky na obrábanie titánu:
| Typ povlaku | Výhody | Najlepšie aplikácie |
|---|---|---|
| TiAlN | Vysoká tepelná odolnosť, vynikajúca ochrana proti opotrebovaniu | Vysokorýchlostné obrábanie |
| AlTiN | Vynikajúca odolnosť proti oxidácii, vysoká tvrdosť | Ťažké rezacie operácie |
| TiCN | Dobrá húževnatosť, znížené trenie | Stredne náročné obrábanie |
| Diamant | Výnimočná tvrdosť, nízke trenie | Špecifické titánové kompozity |
Optimalizácia geometrie nástroja pre titán
Geometria rezného nástroja zohráva kľúčovú úlohu pri úspešnom obrábaní titánu:
Úvahy o uhle hrabania
- Pozitívne uhly sklonu znižujú rezné sily
- Zvyčajne medzi 6° až 12° pre optimálny výkon
- Pomáha predchádzať tvrdnutiu titánu pri práci
Požiadavky na odľahčovací uhol
- Vyššie uhly reliéfu zabraňujú treniu
- Odporúčaný rozsah: 10° až 15°
- Znižuje tvorbu tepla počas rezania
Pokročilé stratégie nástrojov
Ak chcete maximalizovať životnosť nástroja a účinnosť rezania pri obrábaní titánu, zvážte tieto stratégie:
Optimalizácia dráhy nástroja
- Udržiavanie konzistentného zaťaženia čipov
- Vyhnite sa prudkým zmenám smeru
- Používajte techniky trochoidného frézovania
Parametre rezania
- Nižšie rezné rýchlosti (30-60 m/min)
- Vyššie dávky krmiva na udržanie produktivity
- Primeraná hĺbka rezu na zabránenie tvrdnutia materiálu
Osobitné úvahy pre rôzne zliatiny titánu
Rôzne titánové zliatiny si vyžadujú špecifické prístupy:
Ti-6Al-4V (trieda 5)
- Najbežnejšia letecká zliatina
- Vyžaduje stredné rezné rýchlosti
- Výhody vysokotlakovej chladiacej kvapaliny
Ti-6Al-2Sn-4Zr-2Mo
- Variant s vyššou pevnosťou
- Potrebuje znížené rezné rýchlosti
- Vyžaduje prémiové karbidové nástroje
Priemyselné aplikácie a príklady z praxe
V spoločnosti PTSMAKE sme úspešne implementovali tieto výbery materiálov nástrojov v rôznych aplikáciách:
- Letecké komponenty vyžadujúce presné tolerancie
- Lekárske implantáty s komplexnou geometriou
- Súčasti pretekárskych vozidiel vystavené vysokému namáhaniu
- Komponenty vojenského vybavenia
Zváženie nákladov a analýza návratnosti investícií
Hoci prémiové rezné nástroje môžu mať vyššie počiatočné náklady, často poskytujú lepšiu hodnotu:
Faktory nákladov
- Trvanie životnosti nástroja
- Efektivita času obrábania
- Kvalita povrchovej úpravy
- Zníženie miery šrotu
Investičné výhody
- Zníženie počtu výmen nástrojov
- Zvýšená produktivita
- Lepšia kvalita dielov
- Nižšie celkové výrobné náklady
Environmentálne a bezpečnostné aspekty
Správny výber nástrojov má vplyv aj na environmentálne a bezpečnostné aspekty:
- Znížená spotreba chladiacej kvapaliny
- Nižšia spotreba energie
- Vylepšená kontrola čipov
- Bezpečnejšie prevádzkové podmienky
Budúce trendy v nástrojoch na obrábanie titánu
Oblasť obrábania titánu sa naďalej vyvíja:
- Vývoj nových technológií povrchovej úpravy
- Pokročilé geometrie nástrojov
- Hybridné nástrojové materiály
- Inteligentné systémy monitorovania nástrojov
Vďaka implementácii týchto možností a stratégií v spoločnosti PTSMAKE sme dosiahli trvalý úspech pri obrábaní titánu a dodávame vysokokvalitné komponenty našim klientom v leteckom, zdravotníckom a iných náročných odvetviach.
Ako sa porovnávajú náklady na obrábanie titánu a nehrdzavejúcej ocele?
Porovnanie nákladov na obrábanie titánu a nehrdzavejúcej ocele môže byť pre mnohých výrobcov náročnou úlohou. Vzhľadom na rastúce náklady na materiál a zložité výrobné požiadavky môže nesprávna voľba výrazne ovplyvniť rozpočet a časový harmonogram projektu.
Na základe mojich výrobných skúseností stojí obrábanie titánu zvyčajne 2-3 krát viac ako obrábanie nehrdzavejúcej ocele kvôli vyššej cene materiálu, pomalším rezným rýchlostiam a požiadavkám na špecializované nástroje. Presný rozdiel v nákladoch však závisí od faktorov, ako je zložitosť dielu, objem a konkrétna trieda.

Úvahy o nákladoch na materiál
Náklady na základný materiál významne ovplyvňujú celkové náklady na obrábanie. Titánové zliatiny sú vo všeobecnosti 3 až 5-krát drahšie ako triedy nehrdzavejúcej ocele. Napríklad titan triedy 5 (Ti-6Al-4V) sa zvyčajne pohybuje od $25-35 za libru, zatiaľ čo nerezová oceľ 316L zvyčajne stojí $5-8 za libru.
Ceny materiálov sa môžu meniť v závislosti od:
- Dopyt na trhu a dostupnosť
- Špecifikácie triedy
- Nákupné množstvo
- Podmienky globálneho dodávateľského reťazca
Požiadavky na nástroje a náklady
Výber rezného nástroja
Obrábanie titánu si vyžaduje špecializované rezné nástroje so špecifickými triedy karbidu5. Pri PTSMAKE sme zistili, že tieto nástroje často stoja o 40-60% viac ako nástroje používané na nerezovú oceľ. Výber nástrojov ovplyvňuje:
- Rezný výkon
- Životnosť nástroja
- Kvalita povrchovej úpravy
- Celková produktivita
Porovnanie životnosti nástrojov
| Materiál | Priemerná životnosť nástroja | Frekvencia výmeny | Relatívne náklady na nástroje |
|---|---|---|---|
| Titán | 20-30 dielov | Každé 2-3 hodiny | Vysoká |
| Nerezová oceľ | 50-70 dielov | Každých 6-8 hodín | Stredné |
Parametre obrábania a produktivita
Rozdiely v rýchlosti rezania
Slabá tepelná vodivosť a vysoká pevnosť titánu si vyžadujú nižšie rezné rýchlosti:
- Titán: 50-150 povrchových stôp za minútu (SFM)
- Nerezová oceľ: 200-400 SFM
Tento rozdiel v rýchlosti priamo ovplyvňuje čas výroby a náklady.
Požiadavky na chladiacu kvapalinu
Správne chladenie je kľúčové pre oba materiály, ale líši sa v aplikácii:
- Titán potrebuje vysokotlakové chladiace systémy
- Nerezová oceľ funguje s bežnými metódami chladenia
Náklady na prácu a strojový čas
Porovnanie hodinovej sadzby
| Faktor nákladov | Titán | Nerezová oceľ |
|---|---|---|
| Hodinová sadzba stroja | $150-200 | $100-150 |
| Čas nastavenia | 2-3 hodiny | 1-2 hodiny |
| Úroveň zručností operátora | Odborník | Stredne pokročilý |
Analýza výrobného času
Pomalšie rezné rýchlosti pre titán majú za následok:
- Dlhší čas cyklu
- Zvýšené náklady na pracovnú silu
- Vyššie využitie stroja
- Predĺžené časové harmonogramy projektov
Náklady na kontrolu kvality a inšpekciu
Titánové diely si často vyžadujú:
- Častejšie kontroly
- Pokročilé techniky merania
- Prísnejšie overovanie tolerancie
- Ďalšie kontroly povrchovej úpravy
Tieto opatrenia na kontrolu kvality zvyšujú celkové náklady v porovnaní s dielmi z nehrdzavejúcej ocele približne o 15-20%.
Úvahy o objeme
Rozdiel v nákladoch na obrábanie titánu a nehrdzavejúcej ocele sa líši v závislosti od objemu výroby:
Malosériová výroba (1-10 kusov)
- Titán: $300-500 za kus
- Nerezová oceľ: $100-200 za kus
Stredne veľká výroba (11-100 kusov)
- Titán: $200-400 za kus
- Nerezová oceľ: $80-150 za kus
Veľkoobjemová výroba (viac ako 100 kusov)
- Titán: $150-300 za kus
- Nerezová oceľ: $60-120 za kus
Nákladové faktory špecifické pre aplikáciu
Rôzne priemyselné odvetvia majú rôzne požiadavky, ktoré ovplyvňujú náklady na obrábanie:
Aplikácie v letectve a kozmonautike
- Vyššie náklady na certifikáciu materiálov
- Prísnejšia kontrola kvality
- Ďalšie požiadavky na dokumentáciu
Lekárske aplikácie
- Špeciálne požiadavky na povrchovú úpravu
- Ďalšie procesy čistenia
- Testovanie biokompatibility
Priemyselné aplikácie
- Štandardné tolerancie
- Základné požiadavky na povrchovú úpravu
- Pravidelná kontrola kvality
Stratégie optimalizácie nákladov
Aby sme našim klientom v spoločnosti PTSMAKE pomohli optimalizovať náklady na obrábanie, odporúčame:
- Optimalizácia dizajnu pre vyrobiteľnosť
- Vhodný výber triedy materiálu
- Efektívne stratégie výroby nástrojov
- Optimalizácia veľkosti dávky
- Optimalizácia parametrov procesu
Úvahy o dlhodobých nákladoch
Pri hodnotení celkových nákladov na vlastníctvo zvážte:
- Trvanlivosť materiálu
- Požiadavky na údržbu
- Frekvencia výmeny
- Výhody výkonu
Počiatočné vyššie náklady na obrábanie titánu môžu byť odôvodnené:
- Predĺžená životnosť výrobku
- Zníženie potreby údržby
- Lepšie výkonnostné charakteristiky
- Výhody úspory hmotnosti
Aké sú rozdiely v opotrebovaní nástrojov pri obrábaní titánu a nehrdzavejúcej ocele?
Pri obrábaní titánu a nehrdzavejúcej ocele majú obrábači často problémy s opotrebovaním nástrojov. Rýchla degradácia rezných nástrojov má vplyv nielen na kvalitu dielov, ale vedie aj k častej výmene nástrojov, čo spôsobuje oneskorenie výroby a zvýšené náklady. Tieto problémy môžu spôsobiť, že aj skúsení výrobcovia zaváhajú.
Hlavný rozdiel v opotrebovaní nástrojov pri obrábaní titánu a nehrdzavejúcej ocele spočíva v ich jedinečných vlastnostiach materiálu. Titán spôsobuje silnejšie opotrebenie nástroja v dôsledku svojej nízkej tepelnej vodivosti a vysokej chemickej reaktivity, zatiaľ čo nehrdzavejúca oceľ spôsobuje najmä abrazívne opotrebenie v dôsledku kalenia a tvorby nahromadených hrán.

Pochopenie vlastností materiálov a ich vplyvu
Na spôsob opotrebovania rezných nástrojov počas obrábania majú priamy vplyv vlastnosti materiálu obrobku. V spoločnosti PTSMAKE sme pozorovali, že rýchlosť kalenia6 týchto materiálov zohráva rozhodujúcu úlohu pri zhoršovaní kvality nástrojov. Dovoľte mi rozobrať kľúčové rozdiely:
Účinky tepelnej vodivosti
Titán:
- Extrémne nízka tepelná vodivosť (7 W/m-K)
- Teplo sa koncentruje na reznej hrane
- Spôsobuje rýchle opotrebovanie nástroja
- Vyžaduje vylepšené stratégie chladenia
Nerezová oceľ:
- Mierna tepelná vodivosť (16 W/m-K)
- Lepšia distribúcia tepla
- Predvídateľnejšie vzory opotrebovania nástrojov
- Štandardné metódy chladenia sú zvyčajne dostatočné
Typy mechanizmov opotrebovania nástrojov
Pre obrábanie titánu
Chemické opotrebenie
- Rýchla difúzia medzi nástrojom a obrobkom
- Tvorba vrstvy karbidu titánu
- Zrýchlené opotrebovanie kráterov na čele nástroja
Tepelné oblečenie
- Vysoké teploty rezania (do 1000 °C)
- Zmäknutie materiálu nástroja
- Plastická deformácia reznej hrany
Mechanické opotrebenie
- Odštiepenie v dôsledku prerušovaného rezania
- Opotrebovanie zárezov na línii hĺbky rezu
- Porucha hrán v dôsledku tepelného šoku
| Typ opotrebenia | Primárna príčina | Stratégia prevencie |
|---|---|---|
| Chemické | Reaktivita materiálu | Používanie nástrojov s povrchovou úpravou |
| Tepelná | Koncentrácia tepla | Zavedenie správneho chladenia |
| Mechanické | Nárazové sily | Zníženie rýchlosti rezania |
Pre obrábanie nehrdzavejúcej ocele
Abrazívne opotrebenie
- Postupné odstraňovanie materiálu nástroja
- Jednotné opotrebovanie bokov
- Predvídateľná životnosť nástroja
Tvorba zastavaného okraja
- Priľnavosť materiálu k reznej hrane
- Nepravidelná povrchová úprava
- Zmena geometrie nástroja
Účinky spevnenia práce
- Zvýšené rezné sily
- Progresívne namáhanie nástroja
- Znížená rýchlosť úberu materiálu
| Vzor nosenia | Charakteristika | Metóda zmiernenia |
|---|---|---|
| Abrazívne | Progresívne opotrebovanie bokov | Výber vhodného povlaku |
| Lepidlo | Hromadenie materiálu | Optimalizácia rezných parametrov |
| Stránka vyvolaná napätím | Zvýšené rezné sily | Používanie pevných držiakov nástrojov |
Optimalizácia životnosti nástrojov
Výber rezných parametrov
Pre titán:
- Nižšie rezné rýchlosti (30-60 m/min)
- Mierne dávky krmiva
- Menšia hĺbka rezov
- Aplikácia vysokotlakovej chladiacej kvapaliny
Pre nehrdzavejúcu oceľ:
- Stredné rezné rýchlosti (80-120 m/min)
- Možnosť vyšších rýchlostí podávania
- Prípustná väčšia hĺbka rezu
- Pravidelný prietok chladiacej kvapaliny je dostatočný
Úvahy o materiáli nástroja
Nástroje na obrábanie titánu:
- Triedy karbidu s obsahom kobaltu
- Nástroje s PVD povlakom
- Keramické nástroje pre vysokorýchlostné aplikácie
- Vylepšená príprava hrán
Nástroje na obrábanie nehrdzavejúcej ocele:
- Štandardné triedy karbidu
- Nástroje s povlakom CVD
- Rýchlorezná oceľ na jednoduché operácie
- Štandardná príprava hrán
Ekonomické dôsledky
V spoločnosti PTSMAKE sme vyvinuli špecifické stratégie na riadenie nákladov na opotrebovanie nástrojov:
Tabuľka porovnania nákladov
| Aspekt | Titán | Nerezová oceľ |
|---|---|---|
| Životnosť nástroja | 20-30 minút | 45-60 minút |
| Náklady na nástroje | Vyššie | Mierne |
| Produktivita | Nižšie | Vyššie |
| Čas nastavenia | Viac kritických | Štandard |
Stratégie zvyšovania produktivity
Riadenie životnosti nástrojov
- Pravidelné monitorovanie stavu nástrojov
- Prediktívna analýza opotrebenia
- Optimálne plánovanie výmeny
Optimalizácia procesov
- Nastavenie parametrov rezania
- Vylepšenie chladiaceho systému
- Optimalizácia dráhy nástroja
Metódy znižovania nákladov
- Hromadný nákup nástrojov
- Služby prebrúsenia
- Správa zásob náradia
Pokročilé riešenia
Moderné technológie nástrojov
Inteligentné nástroje
- Zabudované snímače opotrebenia
- Monitorovanie v reálnom čase
- Automatické nastavenie parametrov
Špecializované nátery
- Viacvrstvové konštrukcie
- Nanoštruktúrne materiály
- Riešenia špecifické pre danú aplikáciu
Hybridné spracovanie
- Kombinované metódy obrábania
- Znížené namáhanie nástroja
- Zlepšené odstraňovanie materiálu
Vďaka týmto komplexným prístupom sme v spoločnosti PTSMAKE úspešne zvládli problémy s opotrebovaním nástrojov pri obrábaní titánu aj nehrdzavejúcej ocele. Kľúčom je pochopenie odlišných mechanizmov opotrebovania a zavedenie vhodných protiopatrení pre každý materiál.
Ktoré výsledky povrchovej úpravy sa líšia pri obrábaní titánu a nehrdzavejúcej ocele?
Keď výrobcovia potrebujú dosiahnuť špecifickú povrchovú úpravu pri obrábaní kovov, často zápasia s odlišnými výzvami, ktoré predstavujú titán a nehrdzavejúca oceľ. Rozdielne vlastnosti materiálov a správanie pri obrábaní môžu viesť k nekonzistentným výsledkom, čo spôsobuje oneskorenie výroby a problémy s kvalitou.
Kľúčový rozdiel v dosiahnutej kvalite povrchu medzi obrábaním titánu a nehrdzavejúcej ocele spočíva v ich materiálových vlastnostiach. Pri štandardných podmienkach obrábania titán zvyčajne dosahuje drsnejšiu povrchovú úpravu (32-125 μin), zatiaľ čo pri podobných parametroch možno dosiahnuť hladšiu povrchovú úpravu (16-63 μin).
Pochopenie vlastností materiálov a ich vplyvu
Rozdielne výsledky povrchovej úpravy pri obrábaní titánu v porovnaní s nehrdzavejúcou oceľou vyplývajú z ich základných materiálových vlastností. Titán má vysokú rýchlosť kalenia7 vytvára ďalšie výzvy počas procesu obrábania. Pozoroval som, že tepelná vodivosť titánu je výrazne nižšia ako tepelná vodivosť nehrdzavejúcej ocele, čo ovplyvňuje spôsob odvádzania tepla počas obrábania.
Porovnanie tepelnej vodivosti
| Materiál | Tepelná vodivosť (W/m-K) | Distribúcia tepla | Vplyv na povrchovú úpravu |
|---|---|---|---|
| Titán | 6.7 | Koncentrované teplo v zóne rezania | Väčšia náchylnosť na opotrebovanie nástrojov a drsnejší povrch |
| Nerezová oceľ | 16.2 | Lepší odvod tepla | Konzistentnejšia povrchová úprava |
Schopnosti povrchovej úpravy
Charakteristika povrchovej úpravy titánu
V spoločnosti PTSMAKE sme vyvinuli špecifické protokoly na obrábanie titánu, aby sme dosiahli optimálnu povrchovú úpravu. Vlastnosti materiálu si vyžadujú:
- Nižšie rezné rýchlosti (150-400 SFM)
- Vyššie rýchlosti podávania
- Špecializované rezné nástroje so špecifickou geometriou
- Vylepšené stratégie chladenia
Charakteristika povrchovej úpravy z nehrdzavejúcej ocele
Práca s nehrdzavejúcou oceľou umožňuje:
- Vyššie rezné rýchlosti (400-600 SFM)
- Konvenčnejšie prístupy k obrábaniu
- Väčšia flexibilita pri výbere nástrojov
- Predvídateľnejšie výsledky povrchovej úpravy
Výber nástrojov a vplyv
Výber rezných nástrojov výrazne ovplyvňuje kvalitu povrchu. Tu je podrobný rozpis:
| Typ nástroja | Výkonnosť na titánových zariadeniach | Výkon na nehrdzavejúcej oceli |
|---|---|---|
| Karbidové nástroje | Dobrá odolnosť proti opotrebovaniu, mierna povrchová úprava | Vynikajúca povrchová úprava, dlhá životnosť |
| Keramické nástroje | Slabý výkon, rýchle opotrebovanie | Dobrý výkon, konzistentná povrchová úprava |
| Nástroje CBN | Vynikajúce na konečnú úpravu, drahé | Obmedzené aplikácie |
Stratégie chladenia a ich účinky
Požiadavky na chladenie titánu
Prístup k chladeniu pri obrábaní titánu vyžaduje:
- Dodávka vysokotlakovej chladiacej kvapaliny
- Presné zameranie chladiacej kvapaliny
- Často si vyžaduje špecializované zloženie chladiacej kvapaliny
- Častejšie výmeny nástrojov
Požiadavky na chladenie z nehrdzavejúcej ocele
Obrábanie nehrdzavejúcej ocele zvyčajne vyžaduje:
- Štandardný tlak chladiacej kvapaliny
- Konvenčné chladenie pri záplavách
- Pravidelná údržba chladiacej kvapaliny
- Štandardné riadenie životnosti nástrojov
Parametre procesu pre optimálnu povrchovú úpravu
Úvahy o rýchlosti a podávaní
| Parameter | Titán | Nerezová oceľ |
|---|---|---|
| Rýchlosť rezania (SFM) | 150-400 | 400-600 |
| Rýchlosť podávania (IPR) | 0.005-0.015 | 0.004-0.012 |
| Hĺbka rezu (palce) | 0.040-0.080 | 0.050-0.100 |
Opatrenia na kontrolu kvality
Aby sme zabezpečili konzistentnú kvalitu povrchovej úpravy, zavádzame:
- Pravidelné merania drsnosti povrchu
- Monitorovanie opotrebovania nástrojov
- Systémy riadenia teploty
- Možnosti úpravy procesov v reálnom čase
Priemyselné aplikácie a požiadavky
Rôzne priemyselné odvetvia vyžadujú rôzne normy povrchovej úpravy:
Požiadavky na letecký a kozmický priemysel
- Titánové komponenty: Ra 32-63 μin
- Diely z nehrdzavejúcej ocele: Ra 16-32 μin
- Prísne požiadavky na dokumentáciu
- Kontrolné protokoly 100%
Normy pre zdravotnícke pomôcky
- Titánové implantáty: Ra 16-32 μin
- Nerezové chirurgické nástroje: Ra 8-16 μin
- Úvahy o biokompatibilite
- Overené procesy
Budúce trendy a vývoj
Odvetvie smeruje k:
- Pokročilé materiály rezných nástrojov
- Vylepšené technológie chladenia
- Inteligentné obrábacie systémy
- Vylepšené monitorovanie povrchovej úpravy
V spoločnosti PTSMAKE neustále investujeme do týchto nových technológií, aby sme našim klientom poskytli najlepšie možné výsledky povrchovej úpravy titánových aj nerezových komponentov. Naše skúsenosti v oblasti presného obrábania nám umožňujú optimalizovať procesy pre jedinečné vlastnosti každého materiálu, čím zabezpečujeme konzistentnú kvalitu vo všetkých projektoch.
Ako sa líši čas výroby komponentov z titánu a nehrdzavejúcej ocele?
Časový harmonogram výroby môže byť pri práci s kovovými komponentmi veľkým problémom. Mnohí inžinieri a manažéri obstarávania majú problém presne predpovedať výrobné harmonogramy, najmä pri výbere medzi titánom a nehrdzavejúcou oceľou. Táto neistota často vedie k oneskoreniu projektu a prekročeniu rozpočtu.
Čas výroby titánových komponentov zvyčajne trvá o 30-50% dlhšie ako výroba z nehrdzavejúcej ocele kvôli jej vyššej tvrdosti, nižšej tepelnej vodivosti a špeciálnym požiadavkám na nástroje. Presné lehoty však závisia od zložitosti súčiastky, množstva a konkrétnych tried materiálu.
Vplyv vlastností materiálu na čas výroby
Základné rozdiely medzi titánom a nehrdzavejúcou oceľou výrazne ovplyvňujú ich vlastnosti pri obrábaní. Titán je spevňovanie práce8 si vyžaduje pomalšie rezné rýchlosti a častejšie výmeny nástrojov. V spoločnosti PTSMAKE sme optimalizovali naše procesy tak, aby sme tieto výzvy zvládli efektívne.
Porovnanie rýchlosti rezania
| Materiál | Maximálna rýchlosť rezania (SFM) | Predpokladaná životnosť nástroja |
|---|---|---|
| Titán triedy 5 | 150-250 | 30-45 minút |
| Nerezová oceľ 316L | 300-400 | 60-90 minút |
Opotrebovanie a faktory výmeny nástrojov
Pri obrábaní titánu dochádza k rýchlejšiemu opotrebovaniu nástrojov v porovnaní s nehrdzavejúcou oceľou. Táto skutočnosť si vyžaduje:
- Častejšie výmeny nástrojov
- Vyššie náklady na nástroje
- Dodatočný čas nastavenia
- Rozšírené výrobné harmonogramy
Úvahy o plánovaní výroby
Úspešné plánovanie výroby musí zohľadňovať:
- Rýchlosť odstraňovania materiálu
- Frekvencia výmeny nástrojov
- Požiadavky na chladiacu kvapalinu
- Špecifikácie povrchovej úpravy
Výzvy v oblasti riadenia tepla
Nízka tepelná vodivosť titánu vytvára jedinečné výzvy:
Metódy regulácie teploty
| Metóda chladenia | Titán | Nerezová oceľ |
|---|---|---|
| Zaplavenie chladiacou kvapalinou | Požadované | Voliteľné |
| Vysokotlaková chladiaca kvapalina | Odporúčané stránky | Nevyžaduje sa |
| Minimálne množstvo Mazanie | Nevhodné | Vhodné |
Rozdelenie výrobného času
Zmeny času nastavenia
Počiatočný čas nastavenia sa výrazne líši:
Titánové komponenty:
- Príprava náradia: 2-3 hodiny
- Kalibrácia stroja: 1-2 hodiny
- Testovacie jazdy: 1-2 hodiny
Komponenty z nehrdzavejúcej ocele:
- Príprava nástrojov: 1-2 hodiny
- Kalibrácia stroja: 0,5-1 hodina
- Testovacie jazdy: 0,5-1 hodina
Stratégie výroby špecifické pre daný materiál
Na základe mojich skúseností s dohľadom nad nespočetnými projektmi v spoločnosti PTSMAKE som vypracoval špecifické stratégie pre každý materiál:
Optimalizácia výroby titánu
Plánovanie pred výrobou
- Podrobná simulácia dráhy nástroja
- Komplexná stratégia chladenia
- Pravidelné monitorovanie opotrebovania nástrojov
Počas výroby
- Udržiavanie konštantnej rýchlosti podávania
- Pravidelné kontroly kvality
- Preventívna výmena nástrojov
Účinnosť výroby z nehrdzavejúcej ocele
Štandardné prevádzkové postupy
- Optimalizované parametre rezania
- Pravidelná údržba chladiacej kvapaliny
- Monitorovanie životnosti nástrojov
Opatrenia na kontrolu kvality
- Kontrola počas procesu
- Overenie povrchovej úpravy
- Kontroly presnosti rozmerov
Vplyv veľkosti dávky
Rozdiely vo výrobnom čase sú výraznejšie pri väčších veľkostiach dávok:
| Veľkosť dávky | Titanium Time Premium | Prispievajúce faktory |
|---|---|---|
| 1-10 jednotiek | 30-40% dlhšie | Nastavenie dominuje |
| 11-50 jednotiek | 40-45% dlhšie | Vplyv zmien nástroja |
| 50+ jednotiek | 45-50% dlhšie | Kumulatívne účinky opotrebenia |
Úvahy špecifické pre dané odvetvie
Rôzne odvetvia majú rôzne požiadavky, ktoré ovplyvňujú čas výroby:
Letecký priemysel
- Prísne požiadavky na kvalitu
- Ďalšie kontrolné body
- Certifikovaná vysledovateľnosť materiálu
Lekárske
- Požiadavky na povrchovú úpravu
- Overenie biokompatibility
- Normy čistoty
Priemyselné
- Zameranie na optimalizáciu nákladov
- Efektívnosť výroby
- Konkurenčné časy dodania
Kompromisy medzi nákladmi a časom
Pochopenie vzťahu medzi časom výroby a nákladmi pomáha pri prijímaní informovaných rozhodnutí:
| Faktor | Titánový náraz | Náraz z nehrdzavejúcej ocele |
|---|---|---|
| Náklady na nástroje | Vysoká | Mierne |
| Čas stroja | Rozšírené | Štandard |
| Pracovné hodiny | Zvýšený počet | Normálne |
| Kontrola kvality | Intenzívne | Štandard |
Odporúčania pre optimálne plánovanie výroby
Minimalizovať čas výroby pri zachovaní kvality:
Optimalizácia dizajnu
- Zjednodušenie geometrie, ak je to možné
- Zvážte špecifické vlastnosti materiálu
- Včasné zapracovanie spätnej väzby z výroby
Výrobná stratégia
- Plánovanie vhodného inventára nástrojov
- Naplánujte okná údržby
- Zavedenie spoľahlivej kontroly kvality
Prideľovanie zdrojov
- Pridelenie kvalifikovaného operátora
- Plánovanie dostupnosti stroja
- Personálne zabezpečenie kontroly kvality
V spoločnosti PTSMAKE sme tieto procesy zdokonalili vďaka dlhoročným skúsenostiam, čo nám umožňuje dosahovať konzistentné výsledky a zároveň efektívne riadiť výrobné časové plány. Naše pokročilé CNC stroje a skúsený tím pomáhajú minimalizovať časový rozdiel medzi výrobou titánu a nehrdzavejúcej ocele pri zachovaní najvyšších štandardov kvality.
Aké kritériá výberu materiálu sú najdôležitejšie pre projekty presného obrábania?
Výber správneho materiálu pre projekty presného obrábania môže byť ohromujúci. Pri nespočetných dostupných možnostiach a viacerých faktoroch, ktoré treba zvážiť, sa inžinieri a projektoví manažéri často snažia urobiť optimálny výber, ktorý by vyvážil požiadavky na výkon, nákladové obmedzenia a vyrobiteľnosť.
Medzi najdôležitejšie kritériá výberu materiálu pre projekty presného obrábania patria mechanické vlastnosti, obrobiteľnosť, hospodárnosť a odolnosť voči životnému prostrediu. Tieto faktory sa musia starostlivo zvážiť s ohľadom na špecifické požiadavky na aplikáciu, objem výroby a rozpočtové obmedzenia, aby sa zabezpečil úspech projektu.

Pochopenie vlastností materiálu
Mechanické vlastnosti
Základom výberu materiálu je pochopenie mechanických vlastností. Svojim klientom v spoločnosti PTSMAKE vždy zdôrazňujem, že tieto vlastnosti priamo ovplyvňujú výkonnosť súčiastky pri jej zamýšľanom použití:
- Pevnosť v ťahu
- Výťažnosť
- Tvrdosť
- Odolnosť proti únave
- Odolnosť proti nárazu
Jedným z kľúčových aspektov, ktorý sa často prehliada, je materiál anizotropné správanie9 počas obrábania, čo môže významne ovplyvniť výkon finálneho dielu.
Odolnosť voči chemikáliám a životnému prostrediu
Pri výbere materiálu zohrávajú zásadnú úlohu faktory prostredia:
- Odolnosť proti korózii
- Teplotná stabilita
- Odolnosť voči UV žiareniu
- Chemická kompatibilita
- Odolnosť voči vlhkosti
Úvahy o obrobiteľnosti
Požiadavky na povrchovú úpravu
Rôzne materiály reagujú na procesy obrábania odlišne. Tu je porovnávacia tabuľka, ktorú som vytvoril na základe bežných materiálov, s ktorými pracujeme:
| Typ materiálu | Potenciál povrchovej úpravy (Ra) | Vplyv na životnosť nástroja | Faktor nákladov |
|---|---|---|---|
| Hliník | 0,2-0,8 μm | Nízka | Nízka |
| Nerezová oceľ | 0,4-1,6 μm | Vysoká | Stredné |
| Titán | 0,8-3,2 μm | Veľmi vysoká | Vysoká |
| Mosadz | 0,2-0,4 μm | Nízka | Stredné |
Životnosť nástroja a rýchlosť spracovania
Vplyv výberu materiálu na náklady na nástroje nemožno podceňovať:
- Miera opotrebovania nástrojov
- Obmedzenia rýchlosti rezania
- Požadované metódy chladenia
- Špeciálne požiadavky na nástroje
Úvahy o nákladoch
Analýza materiálových nákladov
Pri hodnotení materiálových nákladov zvážte:
- Cena surovín
- Dostupnosť materiálu
- Minimálne množstvá objednávky
- Miera šrotu
- Čas spracovania
Vplyv objemu výroby
Vzťah medzi výberom materiálu a objemom výroby:
| Objem výroby | Odporúčané materiály |
|---|---|
| Prototypy | Zameranie na obrábateľnosť a dostupnosť |
| Nízky objem | Rovnováha medzi nákladmi a výkonom |
| Veľký objem | Optimalizácia pre efektívnosť spracovania |
Požiadavky špecifické pre dané odvetvie
Letectvo a obrana
Pre letecké aplikácie zvyčajne odporúčam materiály, ktoré ponúkajú:
- Vysoký pomer pevnosti k hmotnosti
- Vynikajúca odolnosť proti únave
- Vynikajúca odolnosť proti korózii
- Tepelná stabilita
Zdravotnícky priemysel
Lekárske aplikácie si vyžadujú materiály s:
- Biokompatibilita
- Schopnosť sterilizácie
- Chemická odolnosť
- Vysledovateľnosť
Praktický výberový proces
Prístup krok za krokom
- Definovanie požiadaviek na výkon
- Identifikácia podmienok prostredia
- Stanovenie rozpočtových obmedzení
- Posúdenie výrobných kapacít
- Zvážte regulačné požiadavky
Porovnania bežných materiálov
Tu je porovnávacia analýza často používaných materiálov:
| Vlastníctvo | Titán | Nerezová oceľ | Hliník |
|---|---|---|---|
| Sila | Veľmi vysoká | Vysoká | Stredné |
| Hmotnosť | Nízka | Vysoká | Veľmi nízka |
| Náklady | Vysoká | Stredné | Nízka |
| Obrábateľnosť | Chudobný | Dobrý | Vynikajúce |
Úvahy o budúcnosti
Vplyv na udržateľnosť
Pri výbere moderného materiálu je potrebné zohľadniť:
- Recyklovateľnosť
- Uhlíková stopa
- Spotreba energie
- Zníženie množstva odpadu
Zabezpečenie kvality
V spoločnosti PTSMAKE vykonávame prísne opatrenia na kontrolu kvality všetkých materiálov:
- Overenie certifikácie materiálu
- Kontrola prichádzajúceho materiálu
- Testovanie v procese
- Záverečné overenie kvality
Stratégie optimalizácie
Ak chcete optimalizovať výber materiálu, zvážte:
- Návrh pre vyrobiteľnosť
- Alternatívne možnosti materiálu
- Hybridné materiálové riešenia
- Varianty metód spracovania
Význam správneho výberu materiálu nemožno preceňovať. Dôkladným zvážením týchto kritérií a dôkladnou analýzou požiadaviek projektu môžete prijať informované rozhodnutia, ktoré povedú k úspešným výsledkom presného obrábania. V spoločnosti PTSMAKE sprevádzame našich klientov týmto procesom a zabezpečujeme optimálny výber materiálu pre každú jedinečnú aplikáciu.
Ako sa líšia priemyselné aplikácie pre obrábané diely z titánu a nehrdzavejúcej ocele?
Konštruktéri často zápasia s výberom medzi titánom a nehrdzavejúcou oceľou pre svoje obrábané diely. Táto úloha sa stáva zložitejšou, keď zvážite faktory, ako sú náklady, požiadavky na výkon a špecifické priemyselné normy. Nesprávny výber môže viesť k oneskoreniu projektu, prekročeniu rozpočtu alebo dokonca k zlyhaniu súčiastky.
Titán aj nehrdzavejúca oceľ majú odlišné priemyselné aplikácie založené na ich jedinečných vlastnostiach. Titán vyniká v leteckom a lekárskom priemysle vďaka pomeru pevnosti a hmotnosti a biokompatibilite, zatiaľ čo nehrdzavejúca oceľ dominuje v potravinárskom a chemickom priemysle vďaka svojej odolnosti voči korózii a cenovej výhodnosti.

Vlastnosti materiálov a ich vplyv na aplikácie
V spoločnosti PTSMAKE sme si všimli, že pochopenie základných vlastností týchto materiálov je kľúčové pre prijímanie informovaných rozhodnutí. Kľúčový rozdiel spočíva v ich metalurgická štruktúra10, čo priamo ovplyvňuje ich priemyselné využitie.
Vlastnosti titánu
- Výnimočný pomer pevnosti a hmotnosti
- Vynikajúca odolnosť proti korózii
- Biokompatibilita
- Vysoká tepelná odolnosť
- Nižšia tepelná vodivosť
Charakteristika nehrdzavejúcej ocele
- Vysoká odolnosť
- Dobrá odolnosť proti korózii
- Magnetické vlastnosti (v závislosti od triedy)
- Lepšia tepelná vodivosť
- Nákladovo efektívne
Aplikácie špecifické pre daný priemysel
Letecký a kozmický priemysel
Titánové komponenty dominujú v leteckom priemysle vďaka svojej nízkej hmotnosti a vysokej pevnosti. Medzi bežné aplikácie patria:
- Komponenty motora
- Časti podvozku
- Štrukturálne prvky
- Spojovací materiál
Nerezová oceľ má svoje miesto v:
- Vnútorné komponenty
- Nekritické konštrukčné časti
- Pozemné podporné zariadenia
Zdravotnícky priemysel
Zdravotnícky sektor sa vo veľkej miere spolieha na oba materiály:
| Materiál | Aplikácie | Kľúčové výhody |
|---|---|---|
| Titán | Implantáty, Chirurgické nástroje, Zubné pomôcky | Biokompatibilita, osteointegrácia |
| Nerezová oceľ | Chirurgické nástroje, Externé fixačné zariadenia | Nákladová efektívnosť, trvanlivosť |
Námorný a chemický priemysel
Námorné aplikácie
Nerezová oceľ dominuje v námorných aplikáciách vďaka:
- Vynikajúca odolnosť voči slanej vode
- Nákladovo efektívna údržba
- Široká dostupnosť
Používanie titánu je obmedzené na:
- Vysoko výkonné komponenty
- Špeciálne aplikácie
- Prémiové komponenty nádoby
Chemický priemysel
Tu sa dozviete, ako tieto materiály slúžia na rôzne účely:
| Typ aplikácie | Uprednostňovaný materiál | Zdôvodnenie |
|---|---|---|
| Skladovacie nádrže | Nerezová oceľ | Cenovo výhodné, dobrá chemická odolnosť |
| Výmenníky tepla | Titán | Vynikajúca odolnosť proti korózii v agresívnom prostredí |
| Čerpadlá a ventily | Oba materiály | Závisí od vystavenia špecifickým chemickým látkam |
Úvahy o nákladoch a výrobné výzvy
Náklady na materiál
- Cena titánu je zvyčajne 5 až 10-krát vyššia ako cena nehrdzavejúcej ocele
- Dostupnosť surovín ovplyvňuje ceny
- Náklady na spracovanie sa výrazne líšia
Výrobné aspekty
V spoločnosti PTSMAKE sme vyvinuli špecializované techniky pre oba materiály:
Výzvy pri obrábaní titánu
- Vyžaduje špecializované rezné nástroje
- Nižšie rezné rýchlosti
- Častejšie výmeny nástrojov
- Vyššie náklady na obrábanie
Výhody obrábania nehrdzavejúcej ocele
- Štandardné možnosti nástrojov
- Možnosť vyšších rezných rýchlostí
- Predvídateľnejší proces obrábania
- Nižšie celkové výrobné náklady
Environmentálne faktory a udržateľnosť
Vplyv na životné prostredie
| Faktor | Titán | Nerezová oceľ |
|---|---|---|
| Spotreba energie vo výrobe | Vyššie | Nižšie |
| Recyklovateľnosť | Vynikajúce | Vynikajúce |
| Náklady na životný cyklus | Vyššia počiatočná, nižšia dlhodobá | Nižšia počiatočná, variabilná dlhodobá |
Úvahy o udržateľnosti
- Oba materiály sú recyklovateľné 100%
- Dlhšia životnosť titánu často ospravedlňuje vyššie počiatočné náklady
- Nižšie energetické nároky na výrobu nehrdzavejúcej ocele sú prínosom pre uhlíkovú stopu
Budúce trendy a vývoj odvetvia
Výrobné prostredie sa neustále vyvíja a v spoločnosti PTSMAKE sme svedkami:
- Zvýšený dopyt po ľahkých riešeniach preferujúcich titán
- Pokročilé technológie obrábania znižujúce výrobné náklady
- Rastúci význam udržateľných výrobných postupov
- Vznikajúce hybridné materiálové riešenia
Nové aplikácie
- Elektrické vozidlá
- Systémy obnoviteľných zdrojov energie
- Pokročilé zdravotnícke pomôcky
- Inovácie v letectve a kozmonautike
Vďaka dlhoročným skúsenostiam v spoločnosti PTSMAKE som sa naučil, že výber medzi obrábanými dielmi z titánu a nehrdzavejúcej ocele nie je vždy jednoduchý. Každý materiál má svoje jedinečné výhody a optimálne aplikácie. Pochopenie týchto rozdielov pomáha zabezpečiť správny výber materiálu pre špecifické potreby odvetvia.
Naše odborné znalosti v oblasti obrábania oboch materiálov nám umožňujú viesť klientov k najvhodnejšej voľbe pre ich špecifické aplikácie, pričom zohľadňujeme faktory, ako sú požiadavky na výkon, rozpočtové obmedzenia a priemyselné normy. Toto komplexné pochopenie vlastností materiálov a aplikácií zaručuje optimálne výsledky pre každý projekt.
Aké techniky obrábania optimalizujú výsledky pre titán a nehrdzavejúcu oceľ?
Strojári často zápasia so zložitosťou práce s titánom a nehrdzavejúcou oceľou. Jedinečné vlastnosti týchto materiálov môžu viesť k rýchlemu opotrebovaniu nástrojov, zlej povrchovej úprave a zvýšeným výrobným nákladom. Nesprávny prístup k obrábaniu môže mať za následok vyradenie dielov a nedodržanie termínov, čo spôsobuje značné finančné straty.
Na optimalizáciu výsledkov obrábania titánu v porovnaní s nehrdzavejúcou oceľou potrebujete špecifické rezné parametre a stratégie nástrojov pre každý materiál. Titán si vyžaduje pomalšie rýchlosti, vyššie rýchlosti posuvu a tuhé nástroje, zatiaľ čo nehrdzavejúca oceľ si vyžaduje vyššie rezné rýchlosti s miernymi rýchlosťami posuvu a správne techniky chladenia.

Pochopenie vlastností materiálu
Predtým, ako sa začnete zaoberať konkrétnymi technikami obrábania, je nevyhnutné pochopiť základné rozdiely medzi týmito materiálmi. Titán vykazuje vysokú spevňovanie práce11 vlastnosti a nízka tepelná vodivosť, čo ju robí náročnejšou na obrábanie ako nehrdzavejúcu oceľ. V spoločnosti PTSMAKE sme vyvinuli špecializované prístupy pre oba materiály, aby sme zabezpečili optimálne výsledky.
Porovnanie vlastností materiálov
| Vlastníctvo | Titán | Nerezová oceľ |
|---|---|---|
| Tepelná vodivosť | Nízka | Mierne |
| Tvrdosť | Mierne až vysoké | Mierne |
| Zocelenie práce | Závažné | Mierne |
| Miera opotrebovania nástroja | Vysoká | Mierne |
| Náklady | Vyššie | Nižšie |
Optimalizácia reznej rýchlosti a posuvu
Parametre obrábania titánu
V prípade titánu vždy odporúčam používať nižšie rezné rýchlosti, ale vyššie rýchlosti posuvu. Tento prístup pomáha zachovať životnosť nástroja a zabraňuje nahromadeniu tepla v reznej zóne. Na základe našich skúseností v spoločnosti PTSMAKE sa osvedčili nasledujúce parametre:
- Rýchlosť rezania: 150-250 SFM (povrchových stôp za minútu)
- Rýchlosť podávania: 0,004-0,008 palca na otáčku
- Hĺbka rezu: 0,040-0,080 palca
Parametre z nehrdzavejúcej ocele
Nerezová oceľ umožňuje vyššie rezné rýchlosti, ale vyžaduje si mierne posuvy:
- Rýchlosť rezania: 300-400 SFM
- Rýchlosť podávania: 0,003-0,006 palca na otáčku
- Hĺbka rezu: 0,030-0,060 palca
Výber nástrojov a stratégia
Nástroje pre titán
Pri obrábaní titánu je rozhodujúci výber nástroja. Odporúčam:
- Karbidové nástroje s viacvrstvovými povlakmi
- väčší priemer nástroja, ak je to možné
- Pevné držiaky nástrojov na minimalizáciu vibrácií
- Nástroje s pozitívnym uhlom sklonu
Nástroje pre nehrdzavejúcu oceľ
Pre nehrdzavejúcu oceľ platia iné požiadavky na nástroje:
- Nástroje z rýchloreznej ocele alebo karbidu
- Štandardné držiaky nástrojov
- Nástroje s lámacími strojčekmi
- Neutrálne až mierne pozitívne uhly sklonu
Techniky chladenia a mazania
Metódy chladenia titánu
Správne chladenie je pri obrábaní titánu nevyhnutné:
- Dodávka vysokotlakovej chladiacej kvapaliny
- Chladenie cez náradie, ak je to možné
- Veľký prietok chladiacej kvapaliny
- Pravidelné monitorovanie koncentrácie chladiacej kvapaliny
Prístupy k chladeniu z nehrdzavejúcej ocele
Nerezová oceľ si vyžaduje rôzne stratégie chladenia:
- Štandardná chladiaca kvapalina na zaplavenie
- Dodávka pod stredným tlakom
- Pravidelná výmena chladiacej kvapaliny
- Správna údržba koncentrácie
Optimalizácia povrchovej úpravy
Na dosiahnutie optimálnej povrchovej úpravy sme vyvinuli špecifické techniky pre každý materiál:
Povrchová úprava titánu
- Ľahké dokončovacie prechody
- Ostré, čerstvé rezné nástroje
- Konzistentné parametre rezania
- Pevné držanie obrobku
Povrchová úprava z nehrdzavejúcej ocele
- Vyššie rýchlosti dokončovania
- Pravidelná výmena nástrojov
- Správne odvádzanie štiepky
- Stabilné upevnenie obrobku
Riadenie životnosti nástrojov
Kľúčom k nákladovo efektívnemu obrábaniu je správne riadenie životnosti nástrojov:
Správa nástrojov Titanium
- Pravidelné monitorovanie opotrebovania nástrojov
- Vopred stanovené intervaly výmeny nástrojov
- Ľahko dostupné záložné nástroje
- Optimalizácia dráhy nástroja
Úvahy o nástrojoch z nehrdzavejúcej ocele
- Štandardné sledovanie životnosti nástroja
- Normálne vzory opotrebenia
- Pravidelné plány údržby
- Nákladovo efektívny výber nástrojov
Monitorovanie procesov a kontrola kvality
V spoločnosti PTSMAKE uplatňujeme prísne monitorovacie postupy:
Titánové riadenie procesov
- Monitorovanie teploty počas procesu
- Pravidelné kontroly rozmerov
- Overenie povrchovej úpravy
- Sledovanie opotrebovania nástrojov
Ovládacie prvky z nehrdzavejúcej ocele
- Štandardné kontroly kvality
- Pravidelná kontrola rozmerov
- Monitorovanie povrchovej úpravy
- Hodnotenie stavu náradia
Úvahy o nákladoch
Pochopenie ekonomických aspektov obrábania týchto materiálov je veľmi dôležité:
| Faktor nákladov | Titán | Nerezová oceľ |
|---|---|---|
| Náklady na materiál | Veľmi vysoká | Mierne |
| Náklady na nástroje | Vysoká | Mierne |
| Čas stroja | Dlhšie | Štandard |
| Náklady na prácu | Vyššie | Štandard |
Implementáciou týchto optimalizovaných techník v spoločnosti PTSMAKE sme dosiahli konzistentné a vysokokvalitné výsledky pre oba materiály. Kľúčom je pochopenie jedinečných vlastností každého materiálu a príslušné nastavenie parametrov obrábania. Tento komplexný prístup zabezpečuje optimálne výsledky pri zachovaní nákladovej efektívnosti a dodržaní prísnych tolerancií.
Zistite, ako deformačné kalenie ovplyvňuje efektivitu obrábania a životnosť nástroja pre lepšie výsledky výroby. ↩
Zistite, ako kalenie ovplyvňuje obrábanie titánu, a zlepšite svoje stratégie rezania. ↩
Pochopenie kryštalických štruktúr pomáha pri výbere správneho materiálu z hľadiska výkonu a spoľahlivosti. ↩
Pochopte, ako tepelné vlastnosti titánu ovplyvňujú výkonnosť nástroja a účinnosť obrábania. ↩
Získajte informácie o nákladových rozdieloch, aby ste sa mohli informovane rozhodnúť o materiáloch pre svoje výrobné projekty. ↩
Zistite, ako kalenie ovplyvňuje opotrebenie nástroja na zlepšenie stratégií obrábania. ↩
Zistite, ako kalenie ovplyvňuje účinnosť obrábania a kvalitu povrchu titánu. ↩
Získajte informácie o kalení titánu s cieľom zvýšiť efektivitu obrábania a znížiť oneskorenie výroby. ↩
Získajte informácie o vplyve anizotropného správania na výkonnosť obrábania a výsledky projektu. ↩
Zistite, ako metalurgická štruktúra ovplyvňuje výkonnosť materiálu a vhodnosť použitia. ↩
Získajte informácie o účinkoch kalenia na zvýšenie efektívnosti obrábania a životnosti nástrojov. ↩






