

Pri obrábaní hliníka 5083 má mnoho výrobcov problém s udržaním konzistentnej povrchovej úpravy a rozmerovej presnosti. Všimol som si, že tento problém často vedie k nákladnému prepracovaniu a oneskoreniu projektu, najmä v námorných a leteckých aplikáciách.
Medzi kľúčové aspekty obrábania hliníka 5083 patrí použitie správnej reznej rýchlosti (1 000 - 2 500 SFM), udržiavanie ostrých rezných nástrojov, kontrola tvorby triesky a zabezpečenie správneho prietoku chladiacej kvapaliny. Tieto faktory majú priamy vplyv na kvalitu súčiastky a účinnosť obrábania.

V spoločnosti PTSMAKE som pracoval s mnohými zákazníkmi, ktorí mali spočiatku problémy s obrábaním hliníka 5083. Dovoľte mi, aby som sa s vami podelil o niekoľko overených stratégií, ktoré sme vyvinuli na dosiahnutie optimálnych výsledkov. V nasledujúcich častiach vysvetlím konkrétne rezné parametre, výber nástrojov a techniky chladenia, ktoré sa v našich prevádzkach osvedčili.
Čo je hliník 5083?
Neviete si vybrať správnu hliníkovú zliatinu pre svoje námorné alebo letecké projekty? Mnohí inžinieri čelia problémom pri výbere materiálov, ktoré dokážu odolať náročným podmienkam a zároveň si zachovať štrukturálnu integritu. Nesprávny výber môže viesť k predčasnej korózii, poruchám konštrukcie a nákladným výmenám.
Hliník 5083 je hliníková zliatina námornej kvality, ktorá obsahuje horčík, mangán a chróm ako hlavné legujúce prvky. Vyznačuje sa výnimočnou odolnosťou proti korózii, najmä v prostredí slanej vody, v kombinácii s vysokou pevnosťou a vynikajúcou zvariteľnosťou, vďaka čomu je ideálna pre námorné a letecké aplikácie.
Chemické zloženie
Účinnosť hliníka 5083 vyplýva z jeho starostlivo vyváženého zloženia. Tu je podrobný rozpis jeho chemického zloženia:
| Prvok | Percentuálny rozsah |
|---|---|
| Horčík | 4.0-4.9% |
| Mangán | 0.4-1.0% |
| Chróm | 0.05-0.25% |
| Kremík | Max. 0,4% |
| Iron | Max. 0,4% |
| Meď | Max. 0,1% |
| Hliník | Bilancia |
Vysoká obsah horčíka1 dáva tejto zliatine charakteristický pomer pevnosti k hmotnosti a odolnosť proti korózii.
Kľúčové vlastnosti
Hliník 5083 sa vyznačuje niekoľkými pozoruhodnými vlastnosťami:
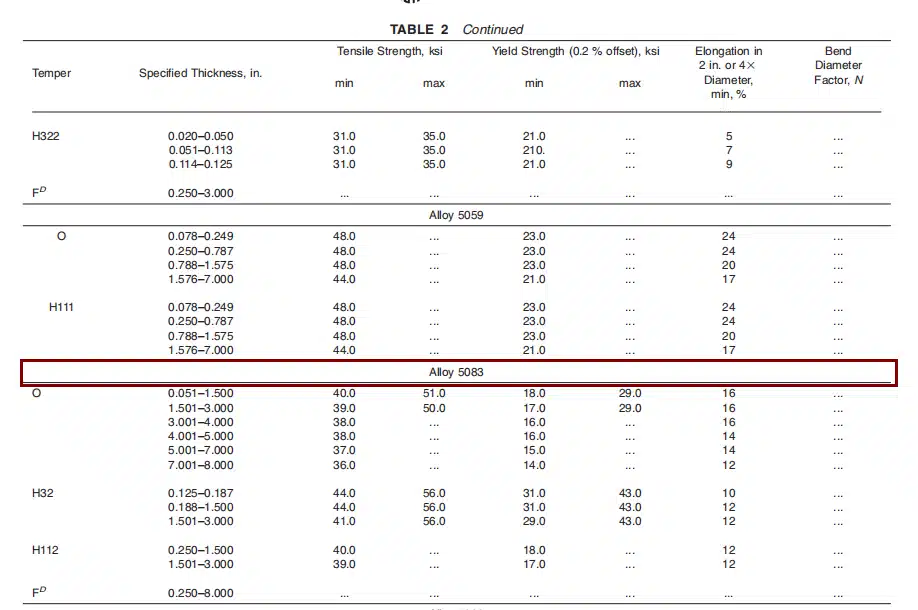
Mechanická pevnosť
- Pevnosť v ťahu: 290 MPa (42 000 psi)
- Medza klzu: 228 MPa (33 000 psi)
- Predĺženie: 16%
Vďaka týmto vlastnostiam je výrazne pevnejší ako mnohé iné hliníkové zliatiny, pričom si zachováva dobrú ťažnosť.
Odolnosť proti korózii
Výnimočná odolnosť zliatiny voči morskej vode a priemyselným chemikáliám pochádza z:
- Tvorba ochrannej vrstvy oxidu
- Vysoký obsah horčíka
- Stabilizačný účinok chrómu
Zvariteľnosť
Hliník 5083 má vynikajúce vlastnosti zvariteľnosti:
- Minimálna zóna ovplyvnená teplom
- Pevné zvarové spoje
- Vynikajúca odolnosť proti praskaniu
- Kompatibilný s rôznymi metódami zvárania
Priemyselné aplikácie
Námorný priemysel
- Trupy a nadstavby lodí
- Offshore plošiny
- Námorné vybavenie
- Skladovacie nádrže pre kryogénne aplikácie
- Lodné príslušenstvo a hardvér
Letecký a kozmický sektor
- Konštrukčné súčasti lietadla
- Palivové nádrže
- Vnútorné komponenty
- Pozemné podporné zariadenia
Aplikácie v automobilovom priemysle
- Ľahké konštrukčné prvky
- Palivové nádrže
- Časti podvozku
- Zákaznícke výkonné diely
Úvahy o spracovaní
Pri práci s hliníkom 5083 je potrebné venovať pozornosť niekoľkým faktorom:
Regulácia teploty
- Optimálna teplota tvárnenia: 200-300 °C
- Vyhnite sa nadmernému vystaveniu teplu
- Monitorovanie rýchlosti chladenia počas zvárania
Povrchová úprava
- Dostupné možnosti eloxovania
- Odporúčaný chemický konverzný náter
- Pravidelná údržba v morskom prostredí
Pokyny pre obrábanie
- Používajte ostré rezné nástroje
- Udržujte mierne rýchlosti rezania
- Zabezpečenie primeraného chladenia počas obrábania
Výhody výkonu
Kombinácia vlastností hliníka 5083 prináša niekoľko výhod:
Zníženie hmotnosti
- 30-50% ľahší ako oceľové alternatívy
- Zlepšenie palivovej účinnosti vozidiel
- Zníženie prevádzkových nákladov
Nákladová efektívnosť
- Nižšie požiadavky na údržbu
- Predĺžená životnosť
- Znížená frekvencia výmeny
Vplyv na životné prostredie
- 100% recyklovateľný
- Nižšia uhlíková stopa
- Výber udržateľného materiálu
Trendy na trhu
Dopyt po hliníku 5083 naďalej rastie vďaka:
- Zvyšujúce sa požiadavky námorného priemyslu
- Expanzia leteckého sektora
- Zameranie na ľahké materiály
- Rastúci dôraz na udržateľnosť
Zo svojich skúseností v presnej výrobe som vypozoroval, že univerzálnosť hliníka 5083 z neho robí preferovanú voľbu pre náročné aplikácie. Jeho kombinácia pevnosti, odolnosti voči korózii a spracovateľnosti ponúka jedinečné výhody, ktorým sa vyrovná len málo iných materiálov.
Vďaka svojim vlastnostiam v náročných podmienkach, najmä odolnosti voči korózii morskej vody, sa tento materiál stal nepostrádateľným v námorných aplikáciách. Keď sa na mňa klienti obracajú s náročnými námornými projektmi, hliník 5083 sa často ukazuje ako optimálne riešenie, najmä ak sú rozhodujúcimi faktormi zníženie hmotnosti a odolnosť.
Prečo je hliník 5083 náročný na obrábanie?
Vždy, keď pracujem s hliníkom 5083, pripomínam si jeho povesť vo svete obrábania. Hoci mnohých výrobcov láka jeho vynikajúca odolnosť voči korózii a pevnosť, často podceňujú zložitosti, ktoré prináša do dielne. Výzvy sú také významné, že aj skúsení obrábači majú niekedy problém dosiahnuť konzistentné výsledky.
Hlavné problémy pri obrábaní hliníka 5083 vyplývajú z jeho vysokej pevnosti, výnimočnej ťažnosti a tendencie vytvárať na rezných nástrojoch nahromadené hrany. Tieto vlastnosti obzvlášť sťažujú dosiahnutie presných rezov a zachovanie konzistentnej kvality povrchu, čo si často vyžaduje špecializované nástroje a starostlivo kontrolované parametre obrábania.

Pochopenie vlastností materiálu
Jedinečné zloženie hliníka 5083 vytvára niekoľko výziev pri obrábaní. Materiál obsahuje značné množstvo horčíka (4,0-4,9%) a mangánu (0,4-1,0%), ktoré prispievajú k jeho spevňovanie práce2 vlastnosti. Pozoroval som, že tieto vlastnosti, hoci sú vynikajúce pre konštrukčné aplikácie, vytvárajú špecifické problémy pri obrábaní:
| Vlastníctvo | Vplyv na obrábanie |
|---|---|
| Vysoká pevnosť | Vyžaduje väčšiu reznú silu |
| Vynikajúca tvárnosť | Podporuje balenie čipov |
| Zocelenie práce | Zvyšuje opotrebovanie nástrojov |
| Zadržiavanie tepla | Ovplyvňuje presnosť rozmerov |
Tvorba zastavaného okraja
Jednou z najväčších výziev, s ktorou sa stretávam pri obrábaní hliníka 5083, je tvorba zabudovaných hrán (BUE). K tomu dochádza, keď sa materiál obrobku prilepí na hranu rezného nástroja, čím sa účinne zmení geometria nástroja a ovplyvní:
- Presnosť rezania
- Kvalita povrchovej úpravy
- Životnosť nástroja
- Rozmerová konzistencia
Výzvy v oblasti riadenia tepla
Tepelné vlastnosti hliníka 5083 predstavujú počas obrábania jedinečné výzvy:
Zlý odvod tepla
- Vytvára lokálne horúce miesta
- Vedie k rozmerovej nestabilite
- Výrazne ovplyvňuje životnosť nástroja
Tepelná rozťažnosť
- Spôsobuje rozmerové odchýlky
- Vyžaduje starostlivú kontrolu teploty
- Vplyv na presnosť konečného dielu
Úvahy o opotrebovaní nástrojov
Na základe svojich skúseností v spoločnosti PTSMAKE som identifikoval niekoľko faktorov, ktoré prispievajú k zrýchlenému opotrebovaniu nástrojov pri obrábaní hliníka 5083:
Vlastnosti abrazíva
- Vyššia miera opotrebenia nástroja
- Skrátená životnosť reznej hrany
- Zvýšené náklady na nástroje
Priľnavosť materiálu
- Postupné opotrebovanie nástroja
- Nekonzistentný rezný výkon
- Potreba častej výmeny nástrojov
Problémy s riadením čipov
Vysoká ťažnosť hliníka 5083 spôsobuje značné problémy s kontrolou triesky:
Dlhé, vláknité hranolčeky
- Riziko zamotania
- Zlá povrchová úprava
- Náročná automatizácia
Evakuácia čipov
- Potrebné špecializované nástroje
- Zvýšený tlak chladiacej kvapaliny
- Upravené parametre rezania
Výzvy týkajúce sa povrchovej úpravy
Dosiahnutie a udržanie stálej kvality povrchovej úpravy si vyžaduje starostlivú pozornosť:
| Parameter | Úvaha |
|---|---|
| Rýchlosť rezania | Musí byť optimalizovaný na minimálnu hodnotu BUE |
| Rýchlosť podávania | Ovplyvňuje drsnosť povrchu |
| Geometria nástroja | Vyžaduje špecifické návrhy |
| Aplikácia chladiacej kvapaliny | Kritické pre kvalitu povrchovej úpravy |
Vplyv na produktivitu
Tieto problémy pri obrábaní výrazne ovplyvňujú efektívnosť výroby:
Rýchlosť výroby
- Potrebné sú nižšie rezné rýchlosti
- Častejšie výmeny nástrojov
- Predĺžený čas nastavenia
Kontrola kvality
- Zvýšené požiadavky na kontrolu
- Vyššia miera zamietnutia
- Častejšie úpravy procesov
Nákladové dôsledky
- Vyššie náklady na nástroje
- Predĺžený čas obrábania
- Zvýšené náklady na pracovnú silu
Požiadavky na optimalizáciu procesov
Na úspešné obrábanie hliníka 5083 som zistil, že tieto optimalizácie procesu sú nevyhnutné:
Parametre rezania
- Starostlivo zvolené rýchlosti a podávanie
- Optimalizovaná hĺbka rezu
- Vyvážené rezné sily
Výber nástrojov
- Špeciálne požiadavky na nátery
- Špecifické návrhy geometrie
- Pravidelné monitorovanie stavu nástrojov
Stratégia chladenia
- Dodávka vysokotlakovej chladiacej kvapaliny
- Optimálna koncentrácia chladiacej kvapaliny
- Dôsledná regulácia teploty
Výzvy spojené s obrábaním hliníka 5083 si vyžadujú komplexné pochopenie vlastností materiálu aj dynamiky obrábania. Úspech závisí od starostlivej pozornosti venovanej viacerým faktorom vrátane výberu nástroja, rezných parametrov a riadenia procesu. Hoci sa tieto výzvy dajú prekonať, na dosiahnutie konzistentných a vysokokvalitných výsledkov si vyžadujú značné odborné znalosti a starostlivé plánovanie.
Aké sú najlepšie nástroje na obrábanie hliníka 5083?
Výber nesprávnych rezných nástrojov na obrábanie hliníka 5083 môže viesť k nízkej kvalite povrchu, nepresnosti rozmerov a nadmernému opotrebovaniu nástrojov. Videl som, že mnohí výrobcovia zápasia s tvorbou nahromadených hrán a nedostatočným odvádzaním triesok, čo vedie k nákladným oneskoreniam výroby a plytvaniu materiálom.
Najlepšie nástroje na obrábanie hliníka 5083 sú karbidové frézy s 2-3 drážkami, rezné nástroje s diamantovým povlakom a špeciálne navrhnuté doštičky na obrábanie hliníka. Tieto nástroje v kombinácii so správnym povlakom a geometriou zabezpečujú optimálny rezný výkon a kvalitu povrchu.

Karbidové rezné nástroje
Karbidové nástroje zostávajú hlavnou voľbou na obrábanie hliníka 5083 vďaka vynikajúcej rovnováhe tvrdosti a húževnatosti. Pri výbere karbidových nástrojov zvážte tieto kľúčové faktory:
Trieda substrátu
- Jemnozrnný karbid poskytuje lepšiu odolnosť proti opotrebovaniu
- Stredne zrnitý karbid ponúka lepšiu húževnatosť
- Mikrozrnný karbid zaisťuje vynikajúcu stabilitu ostria
Výber náteru
Správny povlak môže výrazne ovplyvniť výkonnosť nástroja. Tu je porovnanie bežných povlakov:
| Typ povlaku | Výhody | Najlepšie aplikácie |
|---|---|---|
| TiAlN | Vysoká tepelná odolnosť | Vysokorýchlostné obrábanie |
| ZrN | Nízky koeficient trenia | Dokončenie rezania |
| Diamant | Vynikajúca odolnosť proti opotrebovaniu | Silné hrubovanie |
| Bez povrchovej úpravy | Ostré rezné hrany | Ľahká povrchová úprava |
Špecifikácie čelných fréz
Stránka uhol špirály3 a počet drážok sú rozhodujúcimi faktormi pri výbere frézy:
Konfigurácia flauty
- 2-3 flauty: Optimálne pre väčšinu operácií s hliníkom
- Jednoduchá drážka: Vynikajúca na frézovanie hlbokých vreciek
- 4+ flauty: Vyhradené na dokončovacie operácie
Funkcie geometrie
- Vysoké uhly sklonu (15-20 stupňov)
- Veľké otvory pre triesky
- Leštené drážky na lepší odvod triesky
Výber a dizajn vložky
Výber správnych doštičiek môže výrazne ovplyvniť výsledky obrábania:
Geometria vkladania
- Ostré pozitívne uhly sklonu
- Veľké ističe čipov
- Leštené plochy hrablíc
Výber triedy
Tabuľka odporúčaných tried vložiek:
| Aplikácia | Typ triedy | Povrchová úprava |
|---|---|---|
| Hrubovanie | K20-K30 | PVD |
| Polotovar | K10-K20 | TiB2 |
| Dokončenie | K01-K10 | Bez povrchovej úpravy |
Úvahy o chladiacej kvapaline
Správny výber a použitie chladiacej kvapaliny výrazne ovplyvňuje výkonnosť nástroja:
Typy chladiacej kvapaliny
- Vysokotlakové chladiace systémy
- Minimálne množstvo maziva (MQL)
- Chladiaca kvapalina so špeciálnymi prísadami do hliníka
Metódy aplikácie
- Chladenie cez náradie
- Externé chladenie pri záplavách
- Chladenie vzduchom na odsávanie triesok
Riadenie životnosti nástrojov
Maximalizácia životnosti nástroja pri obrábaní hliníka 5083:
Parametre rezania
- Dodržiavanie odporúčaných rýchlostí na povrchu
- Používajte vhodné dávky krmiva
- Monitorovanie rezných síl
Monitorovanie opotrebenia
- Pravidelná kontrola nástrojov
- Prediktívna údržba
- Analýza vzoru opotrebenia
Špecializované nástroje pre komplexné funkcie
Pre špecifické obrábacie operácie:
Nástroje na závitovanie
- Závitové frézy so špecifickou geometriou pre hliník
- Jednobodové závitové nástroje
- Závitorezné závitníky
Vŕtacie riešenia
- Špecializované geometrie vrtákov na hliník
- Krokové vrtáky na väčšie otvory
- Kombinované nástroje pre komplexné funkcie
Nástroje na vystružovanie
- Viacdrážkové výstružníky
- Nastaviteľné výstružníky
- Výstružníky s jednou drážkou
Úspech pri obrábaní hliníka 5083 do značnej miery závisí od výberu správnej kombinácie nástrojov a dodržania správnych rezných podmienok. Pochopením týchto kritérií výberu nástrojov a ich správnou implementáciou môžu výrobcovia dosiahnuť optimálne výsledky z hľadiska kvality povrchu, rozmerovej presnosti a efektívnosti výroby.
Tento komplexný prístup k výberu nástrojov zaručuje, že každá obrábacia operácia sa vykonáva najvhodnejším nástrojom, čo vedie k zvýšeniu produktivity a zníženiu výrobných nákladov. Nezabudnite pravidelne vyhodnocovať výkonnosť nástroja a upravovať výber na základe špecifických požiadaviek aplikácie a spätnej väzby z prevádzky.
Aké sú odporúčané rezné rýchlosti a podávanie?
Nastavenie nesprávnych rezných parametrov pre hliník 5083 môže viesť k nedostatočnej povrchovej úprave, nadmernému opotrebovaniu nástroja a dokonca k vyradeniu dielu. Mnohí obrábači sa snažia nájsť správnu rovnováhu a často sa spoliehajú na pokusy a omyly, čím strácajú čas a materiál.
Pre hliník 5083 odporúčam reznú rýchlosť 1000-1500 SFM na hrubovanie a 1500-2000 SFM na dokončovacie operácie. Posuv by mal byť 0,004-0,012 palca na otáčku, pričom hĺbka rezu by sa mala pohybovať od 0,02-0,25 palca v závislosti od operácie.

Pochopenie základných parametrov rezania
Základom úspešného CNC obrábania je pochopenie a správne nastavenie rezných parametrov. Pri obrábaní hliníka 5083 rozhodujú o výsledkoch tri kľúčové faktory: rezná rýchlosť, rýchlosť posuvu a hĺbka rezu. Tieto parametre významne ovplyvňujú vaše rýchlosť úberu materiálu4 a celkovú účinnosť obrábania.
Dovoľte mi rozobrať jednotlivé parametre a poskytnúť konkrétne odporúčania na základe mojich skúseností:
Odporúčané rýchlosti rezania
Pre hliník 5083 som zistil, že tieto rýchlosti rezania sú najlepšie:
| Typ operácie | Rýchlosť (SFM) | Poznámky |
|---|---|---|
| Hrubovanie | 1000-1500 | Vyššie rýchlosti sú možné pri správnom chladení |
| Dokončenie | 1500-2000 | Vytvára vynikajúcu povrchovú úpravu |
| Navliekanie | 800-1000 | Nižšie rýchlosti zabraňujú poškodeniu závitu |
| Vŕtanie | 300-500 | Zabraňuje blúdeniu vrtákov |
Sadzby krmiva a ich vplyv
Posuvné rýchlosti musia byť starostlivo zvolené tak, aby dopĺňali vaše rezné rýchlosti:
| Operácia | Krmivo (IPR) | Výhody |
|---|---|---|
| Hrubovanie | 0.008-0.012 | Maximálny úber materiálu |
| Dokončenie | 0.004-0.008 | Vynikajúca povrchová úprava |
| Navliekanie | 0.002-0.004 | Tvorba čistých nití |
| Vŕtanie | 0.006-0.010 | Efektívne odvádzanie triesok |
Úvahy o hĺbke rezu
Hĺbka rezu sa líši v závislosti od fázy obrábania:
| Fáza prevádzky | Hĺbka (palce) | Účel |
|---|---|---|
| Počiatočné hrubovanie | 0.15-0.25 | Odstraňovanie sypkého materiálu |
| Sekundárne hrubovanie | 0.05-0.15 | Príprava na dokončenie |
| Dokončenie | 0.02-0.05 | Dosiahnutie konečných rozmerov |
Výpočet otáčok vretena
Na určenie správnych otáčok vretena (RPM) použite tento vzorec:
Otáčky = (CS × 12) / (π × D)
Kde:
- CS = rýchlosť rezania v povrchových stopách za minútu (SFM)
- D = priemer nástroja alebo obrobku v palcoch
- π = 3.14159
Požiadavky na chladenie a mazanie
Správne chladenie je pri obrábaní hliníka 5083 veľmi dôležité:
| Metóda chladenia | Aplikácia | Výhody |
|---|---|---|
| Zaplavenie chladiacou kvapalinou | Všeobecný účel | Dobrý odvod tepla |
| Priechodná chladiaca kvapalina | Hlboké otvory | Vynikajúce odvádzanie triesok |
| Chladenie hmlou | Ľahké rezy | Primerané na dokončenie |
Výber nástrojov a úvahy o opotrebovaní
Správny výber nástroja ovplyvňuje vaše rezné parametre:
| Typ nástroja | Odporúčaný náter | Aplikácia |
|---|---|---|
| Karbid | TiAlN | Všeobecný účel |
| HSS | Bez povrchovej úpravy | Ekonomická voľba |
| Diamant | Žiadne | Zrkadlový povrch |
Opatrenia na kontrolu kvality
Tieto aspekty sledujte počas obrábania:
- Drsnosť povrchu
- Rozmerová presnosť
- Vzory opotrebovania nástrojov
- Tvorba čipov
- Teplotná stabilita
Dodržiavaním týchto pokynov môžete dosiahnuť optimálne výsledky pri obrábaní hliníka 5083. Nezabudnite, že tieto parametre môže byť potrebné upraviť na základe konkrétnych možností stroja a požiadaviek projektu. Začnite s konzervatívnymi hodnotami a postupne ich upravujte pri sledovaní výsledkov.
Ako zlepšiť kontrolu čipov?
Pri obrábaní hliníka 5083 môžu nekontrolované triesky rýchlo zmeniť presnú operáciu na nákladnú katastrofu. Bol som svedkom nespočetného množstva prípadov, keď zlý manažment triesok viedol k vyradeniu dielov, poškodeniu nástrojov a predĺženiu prestojov. Tieto problémy majú vplyv nielen na efektívnosť výroby, ale aj výrazne zvyšujú prevádzkové náklady.
Účinná kontrola triesky pri obrábaní hliníka si vyžaduje komplexný prístup kombinujúci správny výber nástroja, rezné parametre a stratégie chladenia. Zavedením správnych techník môžete dosiahnuť lepšiu kvalitu povrchu, dlhšiu životnosť nástroja a vyššiu produktivitu.

Základ účinnej kontroly čipov
Správna kontrola triesky začína pochopením toho, ako sa triesky tvoria počas procesu obrábania. Mechanizmus [tvorby triesky]5 priamo ovplyvňuje efektívnosť procesu rezania a kvalitu dielov. Odporúčam zamerať sa na tieto kľúčové aspekty:
- Optimalizácia rýchlosti rezania
- Nastavenie rýchlosti posuvu
- Výber hĺbky rezu
- Konfigurácia geometrie nástroja
Optimalizácia rezných parametrov
Vzťah medzi reznými parametrami a tvorbou triesky je kľúčový. Tu je podrobný rozpis odporúčaných parametrov pre hliník 5083:
| Parameter | Odporúčaný rozsah | Vplyv na kontrolu čipov |
|---|---|---|
| Rýchlosť rezania | 800-1200 sfm | Kontroluje teplotu a tvorbu čipov |
| Rýchlosť podávania | 0,004-0,012 ipr | Ovplyvňuje hrúbku triesky a lámanie |
| Hĺbka rezu | 0,020-0,100 in | Vplyv veľkosti čipu a evakuácie |
Implementácia vysokotlakovej chladiacej kvapaliny
Vysokotlakové systémy chladiacej kvapaliny priniesli revolúciu v oblasti kontroly triesky pri obrábaní hliníka. Odporúčam zaviesť tieto konkrétne stratégie:
- Na optimálne rozbitie triesky používajte tlak chladiacej kvapaliny medzi 800-1000 PSI
- Umiestnite dýzy chladiacej kvapaliny priamo na reznú zónu
- Udržiavanie konzistentného prietoku chladiacej kvapaliny počas celej prevádzky
- Pravidelné monitorovanie koncentrácie a čistoty chladiacej kvapaliny
Pokročilé geometrie nástrojov
Výber správnej geometrie nástroja je nevyhnutný pre účinnú kontrolu triesky. Podľa mojich skúseností sú tieto vlastnosti najúčinnejšie:
- Pozitívne uhly sklonu (10-15 stupňov)
- Ostré rezné hrany
- Leštené drážky na lepší odvod triesky
- Špecializované konštrukcie lámačov čipov
Riešenia na chladenie hmlou a vzduchom
V určitých aplikáciách nemusí byť tradičná chladiaca kvapalina na zaplavenie tou najlepšou voľbou. Medzi alternatívne spôsoby chladenia patria:
Minimálne množstvo maziva (MQL)
- Znižuje vplyv na životné prostredie
- Zlepšuje odvod triesky v hlbokých vreckách
- Ideálne na vysokorýchlostné obrábanie
Chladenie vzduchom
- Ideálne na ľahké rezy a dokončovacie práce
- Zabraňuje opätovnému rezaniu triesky
- Skracuje čas čistenia
Monitorovanie a úprava procesov
Nepretržité monitorovanie zabezpečuje optimálnu kontrolu čipov:
- Vizuálna kontrola tvorby triesky
- Pravidelné hodnotenie opotrebenia nástrojov
- Úprava parametrov na základe:
- Zmeny materiálu
- Stav nástroja
- Požiadavky na geometriu dielu
Osvedčené postupy implementácie
Ak chcete dosiahnuť optimálne výsledky, postupujte podľa týchto pokynov:
Plánovanie pred operáciou
- Prehľad vlastností materiálu
- Výber vhodných nástrojov
- Nastavenie správnej dodávky chladiacej kvapaliny
Počas prevádzky
- Monitorovanie tvorby čipov
- Počúvajte nezvyčajné zvuky
- Kontrola kvality povrchovej úpravy
Hodnotenie po operácii
- Analyzujte vzory opotrebovania nástrojov
- Zdokumentujte úspešné parametre
- Preskúmanie oblastí na zlepšenie
Riešenie bežných problémov
Keď sa vyskytnú problémy s riadením čipov, zvážte tieto riešenia:
Dlhé, vláknité hranolčeky
- Zvýšenie rýchlosti podávania
- Nastavenie geometrie lámača triesok
- Kontrola tlaku chladiacej kvapaliny
Tvorba zastavaného okraja
- Zvýšenie rýchlosti rezania
- Skontrolujte koncentráciu chladiacej kvapaliny
- Úprava výberu povlaku nástroja
Zlá povrchová úprava
- Overenie geometrie nástroja
- Nastavenie parametrov rezania
- Vyhodnotenie dodávky chladiacej kvapaliny
Dodržiavanie týchto komplexných stratégií trvalo pomáha našim klientom v spoločnosti PTSMAKE dosahovať lepšie výsledky obrábania hliníka 5083. Pamätajte, že úspešná kontrola triesok nie je o dodržiavaní jediného riešenia, ale skôr o implementácii kombinácie techník prispôsobených vašej konkrétnej aplikácii.
Aké sú najlepšie stratégie na zníženie opotrebovania nástrojov?
Obrábanie hliníka 5083 predstavuje významnú výzvu pri udržiavaní životnosti nástroja. Vysoká pevnosť materiálu a tendencia vytvárať nahromadené hrany môžu rýchlo znehodnotiť rezné nástroje, čo vedie k zvýšeným výrobným nákladom a problémom s kvalitou. Prestoje pri výmene nástrojov a nekonzistentná povrchová úprava sú frustrujúce problémy, ktorým čelí mnoho výrobcov.
Ak chcete znížiť opotrebovanie nástrojov pri obrábaní hliníka 5083, zavádzajte optimalizované rezné parametre, používajte vhodné stratégie chladenia a vyberte špecializované rezné nástroje. Medzi kľúčové stratégie patrí používanie nástrojov z tvrdokovu s povlakom alebo PCD, udržiavanie správnych rýchlostí posuvu a dostatočné mazanie, aby sa zabránilo tvorbe nánosov na hranách.

Pochopenie parametrov rezania
Základom zníženia opotrebenia nástroja sú správne rezné parametre. Pri obrábaní hliníka 5083 sa rýchlosť rezania6 zohráva kľúčovú úlohu v živote nástroja. Zistil som, že udržiavanie týchto parametrov pomáha dosiahnuť optimálne výsledky:
| Parameter | Odporúčaný rozsah | Vplyv na životnosť nástroja |
|---|---|---|
| Rýchlosť rezania | 300-500 m/min | Znižuje tvorbu tepla |
| Rýchlosť podávania | 0,1-0,3 mm/obr. | Zabraňuje hromadeniu triesok |
| Hĺbka rezu | 1-3 mm | Riadi rezné sily |
Stratégie chladenia a mazania
Účinné chladenie je nevyhnutné na predĺženie životnosti nástroja. Odporúčam tieto prístupy:
- Dodávka vysokotlakovej chladiacej kvapaliny
- Minimálne množstvo maziva (MQL)
- Priechodné chladiace systémy
Tieto metódy pomáhajú predchádzať priľnutiu hliníka a znižujú tepelné namáhanie rezných nástrojov.
Výber nástroja a technológia povlakovania
Správny výber nástroja výrazne ovplyvňuje odolnosť proti opotrebovaniu. Tu je to, čo funguje najlepšie:
Nástroje z karbidu s povlakom
- Povlak TiAlN na zvýšenie tepelnej odolnosti
- Viacvrstvové povlaky na lepšiu ochranu proti opotrebovaniu
- Hladká povrchová úprava zabraňujúca priľnutiu materiálu
Nástroje PCD
- Vynikajúca odolnosť proti opotrebovaniu
- Vynikajúce pre veľkosériovú výrobu
- Lepšia tepelná vodivosť
Príprava na ostrie
Geometria nástroja zohráva dôležitú úlohu pri znižovaní opotrebenia:
Zaoblenie hrán
- Posilňuje ostrie
- Znižuje riziko odštiepenia
- Zlepšuje priľnavosť povlaku
Povrchová úprava
- Mikrotryskanie na zlepšenie priľnavosti náteru
- Leštenie na zníženie trenia
Najlepšie prevádzkové postupy
Aby sa maximalizovala životnosť nástroja, vždy zdôrazňujem tieto prevádzkové pokyny:
Pravidelná kontrola náradia
- Monitorovanie vzorcov opotrebovania
- Kontrola poškodenia povlaku
- Meranie stavu reznej hrany
Správne skladovanie náradia
- Prostredie s kontrolovanou klímou
- Ochrana pred fyzickým poškodením
- Pravidelné čistenie a údržba
Zabránenie vytváraniu hrán
Riadenie tvorby zastavaných okrajov si vyžaduje pozornosť na:
Ovládanie rýchlosti povrchu
- Dodržujte odporúčané rýchlosti rezania
- Úprava na základe stavu materiálu
- Monitorovanie teploty nástroja
Správa čipov
- Zabezpečenie správnej evakuácie štiepky
- Používajte vhodné ističe čipov
- Udržiavanie konzistentných dávok krmiva
Úvahy o výrobnom prostredí
Výrobné prostredie ovplyvňuje opotrebovanie nástrojov:
Regulácia teploty
- Udržiavanie stabilnej teploty okolia
- Monitorovanie teploty chladiacej kvapaliny
- Kontrola teploty obrobku
Údržba stroja
- Pravidelné kontroly nastavenia vretena
- Monitorovanie vibrácií
- Údržba chladiaceho systému
Nákladovo efektívna implementácia
Implementácia týchto stratégií si vyžaduje vyváženie nákladov:
Počiatočná investícia
- Vysokokvalitné nástroje
- Technológia povrchovej úpravy
- Chladiace systémy
Dlhodobé výhody
- Zníženie počtu výmen nástrojov
- Zlepšená kvalita dielov
- Vyššia produktivita
Dodržiavaním týchto komplexných stratégií som pri obrábaní hliníka 5083 neustále dosahoval výrazné zlepšenie životnosti nástrojov. Kľúčom k úspechu je zachovanie systematického prístupu k implementácii a pravidelné monitorovanie výsledkov pre optimalizáciu.
Ako dosiahnuť vysokokvalitnú povrchovú úpravu?
Dosiahnutie dokonalej povrchovej úpravy hliníkových dielov 5083 môže byť neuveriteľne náročné. Mnohí výrobcovia zápasia s nekonzistentnými výsledkami, čo vedie k vyradeniu dielov a nákladnému prepracovaniu. Kombinácia opotrebovania nástrojov, nesprávnych rýchlostí a nedostatočného chladenia môže rýchlo zmeniť sľubný projekt na výrobnú nočnú moru.
Kľúčom k dosiahnutiu vynikajúcej kvality povrchu hliníka 5083 je optimalizácia parametrov obrábania, výber vhodných nástrojov a zavedenie správnych techník následného spracovania. Tento komplexný prístup zabezpečuje konzistentnú kvalitu pri zachovaní efektívnosti výroby.

Pochopenie vplyvu geometrie nástroja
Geometria rezných nástrojov zohráva kľúčovú úlohu pri kvalite povrchu. Zistil som, že pri použití nástrojov s pozitívnym uhlom sklonu v rozmedzí 5-15 stupňov sa dosahujú najlepšie výsledky pre hliník 5083. Na stránke . uhol sklonu7 výrazne ovplyvňuje tvorbu triesky a rezné sily.
Tu je podrobný rozpis optimálnych vlastností nástroja:
| Parameter nástroja | Odporúčaný rozsah | Vplyv na povrchovú úpravu |
|---|---|---|
| Uhol hrabania | 5-15 stupňov | Znižuje rezné sily a zlepšuje odvod triesok |
| Uhol odľahčenia | 10-12 stupňov | Zabraňuje treniu nástrojov a tvorbe tepla |
| Polomer nosa | 0,2-0,8 mm | Väčší polomer pre hladší povrch |
| Príprava hrán | Ostré až ľahké brúsenie | Znižuje tvorbu nahromadených okrajov |
Optimalizácia rýchlosti posuvu a rýchlosti
Optimalizácia posuvu a reznej rýchlosti je nevyhnutná na dosiahnutie vynikajúcej kvality povrchu. Na základe mojich skúseností s hliníkom 5083 odporúčam:
- Rýchlosť rezania: 1000-1500 povrchových stôp za minútu (SFM)
- Rýchlosť podávania: 0,003-0,007 palca na otáčku (IPR)
- Hĺbka rezu: 0,020-0,040 palca pre dokončovacie prechody
Tieto parametre by sa mali upraviť na základe konkrétnej geometrie nástroja a možností stroja.
Stratégie chladenia a mazania
Správne chladenie a mazanie sú rozhodujúce pre udržanie stálej kvality povrchu. Odporúčam:
- Dodávka vysokotlakovej chladiacej kvapaliny (minimálne 800 PSI)
- Rezné kvapaliny na báze oleja s prísadami špecifickými pre hliník
- Možnosť chladenia cez náradie, ak je to možné
- Pravidelné monitorovanie koncentrácie chladiacej kvapaliny (udržiavanie 6-8%)
Ošetrenie po obrábaní
Na ďalšie zlepšenie kvality povrchu možno použiť niekoľko úprav po obrábaní:
Mechanické leštenie
- Postupná sekvencia zrnitosti (400 - 2000)
- Automatizované leštiace systémy pre konzistenciu
- Leštiace zmesi špecifické pre hliník
Úvahy o eloxovaní
- Eloxovanie typu II pre všeobecné aplikácie
- Typ III pre zvýšenú odolnosť proti opotrebovaniu
- Príprava povrchu pred eloxovaním je rozhodujúca pre kvalitu povrchovej úpravy
Opatrenia na kontrolu kvality
Zavedením správnych opatrení na kontrolu kvality sa zabezpečí konzistentná povrchová úprava:
Pravidelné testovanie drsnosti povrchu
- Merania Ra pod 32 mikroinchov
- Dokumentácia výsledkov
- Implementácia štatistickej kontroly procesov
Protokol o vizuálnej kontrole
- Vyškolení inšpektori
- Správne podmienky osvetlenia
- Štandardizované kritériá prijatia
Spoločné výzvy a riešenia
Pri obrábaní hliníka 5083 často vznikajú viaceré problémy:
Tvorba zastavaného okraja
- Riešenie: Zvýšte rýchlosť rezania
- Používajte vhodnú reznú kvapalinu
- Udržujte ostré rezné hrany
Značky Chatter
- Riešenie: Overte vyváženie držiaka nástroja
- Kontrola vibrácií stroja
- Nastavenie parametrov rezania
Zlá evakuácia čipov
- Riešenie: Optimalizujte tlak chladiacej kvapaliny
- Používajte ističe čipov
- Implementácia správnych programovacích stratégií
Dokumentácia a kontrola procesov
Udržiavanie konzistentnej povrchovej úpravy si vyžaduje správnu dokumentáciu:
Parametre procesu
- Špecifikácie nástroja
- Parametre rezania
- Informácie o chladiacej kvapaline
Požiadavky na kvalitu
- Špecifikácie drsnosti povrchu
- Vizuálne normy
- Metódy merania
Plán údržby
- Monitorovanie opotrebovania nástrojov
- Kalibrácia stroja
- Údržba chladiaceho systému
Tento komplexný prístup k optimalizácii povrchovej úpravy nám pomohol dosiahnuť trvalo kvalitné výsledky na hliníkových komponentoch 5083. Starostlivou kontrolou každého aspektu procesu obrábania a zavedením správnych techník následného spracovania dokážeme splniť najnáročnejšie požiadavky na povrchovú úpravu pri zachovaní efektívnosti výroby.
Aké techniky chladenia a mazania sú najlepšie?
Obrábanie hliníka 5083 bez správneho chladenia môže viesť k katastrofálnym výsledkom. Bol som svedkom zlyhania nespočetného množstva projektov v dôsledku nadmerného zahrievania, čo malo za následok zlú povrchovú úpravu, rozmerové nepresnosti a predčasné opotrebovanie nástrojov. Dôsledky nedostatočného chladenia môžu zmeniť jednoduchú obrábateľskú prácu na nákladnú nočnú moru.
Najúčinnejšou metódou chladenia pri obrábaní hliníka 5083 je zaplavenie vodou rozpustnými chladiacimi kvapalinami, pričom sa udržiava koncentrácia 6-8%. Tento prístup zabezpečuje optimálny odvod tepla, znižuje opotrebovanie nástrojov a zabezpečuje konzistentnú kvalitu povrchu, pričom zabraňuje tvorbe nahromadených hrán.

Pochopenie metód chladenia
Moderné CNC obrábanie si vyžaduje presnú kontrolu teploty počas rezania. Na stránke tepelná vodivosť8 hliníka 5083 je obzvlášť citlivý na problémy súvisiace s teplom. Tu je môj podrobný rozpis hlavných spôsobov chladenia:
Chladenie pri záplavách
- Zabezpečuje nepretržitý prietok chladiacej kvapaliny
- Vynikajúci odvod tepla
- Vynikajúce odvádzanie triesok
- Ideálne pre vysokorýchlostné operácie
Chladenie hmlou
- Znižuje spotrebu chladiacej kvapaliny
- Vhodné na ľahšie rezy
- Možnosť šetrná k životnému prostrediu
- Lepšia viditeľnosť počas obrábania
Chladenie vzduchom
- Potrebné minimálne nastavenie
- Čistá prevádzka
- Nákladovo efektívne riešenie
- Obmedzený chladiaci výkon
Typy chladiacich kvapalín a ich výkon
Moje skúsenosti s rôznymi typmi chladiacej kvapaliny ukázali výrazné rozdiely vo výkone. Tu je komplexné porovnanie:
| Typ chladiacej kvapaliny | Odvádzanie tepla | Životnosť nástroja | Povrchová úprava | Nákladová efektívnosť |
|---|---|---|---|---|
| Syntetické | Vynikajúce | Vysoká | Superior | Mierne |
| Polosyntetické | Veľmi dobré | Dobrý | Veľmi dobré | Vysoká |
| Vo vode rozpustné | Vynikajúce | Veľmi vysoká | Vynikajúce | Veľmi vysoká |
| Priamy olej | Dobrý | Mierne | Dobrý | Nízka |
Optimalizácia aplikácie chladiacej kvapaliny
Účinnosť chladiacich roztokov do značnej miery závisí od správnych techník aplikácie. Odporúčam zamerať sa na tieto kľúčové aspekty:
Tlak a objem chladiacej kvapaliny
- Vysokotlakové dodávanie (500-1000 PSI) pre hlboké vrecká
- Udržiavanie konzistentného prietoku
- Viacnásobné umiestnenie dýz pre zložité geometrie
- Pravidelné monitorovanie tlaku
Riadenie koncentrácie
- Týždenné kontroly koncentrácie
- Zachovanie koncentrácie 6-8% pre chladiace kvapaliny rozpustné vo vode
- Pravidelné monitorovanie pH (ideálny rozsah: 8,5-9,5)
- Zdokumentovaný plán údržby
Pokročilé stratégie chladenia
Inovácie v technológii chladenia priniesli niekoľko pokročilých metód, ktoré som úspešne implementoval:
Chladenie cez nástroj
- Priamy prívod chladiacej kvapaliny k reznej hrane
- Znížené nahromadenie tepla
- Zlepšené odvádzanie triesok
- Predĺžená životnosť nástroja
Kryogénne chladenie
- Zníženie extrémnej teploty
- Minimálny vplyv na životné prostredie
- Vylepšená povrchová úprava
- Znížená tepelná deformácia
Údržba a monitorovanie
Správna údržba zabezpečuje optimálny chladiaci výkon:
- Denné kontroly hladiny chladiacej kvapaliny
- Týždenné testovanie koncentrácie
- Mesačné čistenie systému
- Štvrťročná kompletná výmena tekutín
Úvahy o životnom prostredí
Moderná výroba si vyžaduje ekologické rozhodnutia:
- Možnosti biologicky odbúrateľnej chladiacej kvapaliny
- Recyklačné a filtračné systémy
- Správne protokoly o likvidácii
- Zníženie emisií VOC
Bezpečnostné protokoly
Pri manipulácii s chladiacimi systémami zostáva prvoradá bezpečnosť:
- Pravidelné testovanie na prítomnosť baktérií
- Správne požiadavky na osobné ochranné prostriedky
- Postupy na zabránenie úniku
- Plánovanie reakcie na núdzové situácie
Budúce trendy
Prostredie chladiacich technológií sa neustále vyvíja:
- Monitorovacie systémy s podporou internetu vecí
- Riadenie chladiacej kvapaliny pomocou umelej inteligencie
- Trvalo udržateľné zloženie chladiacej kvapaliny
- Hybridné riešenia chladenia
Nákladové dôsledky
Efektívna implementácia stratégie chladenia ovplyvňuje hospodársky výsledok:
- Počiatočné náklady na zriadenie
- Priebežné výdavky na údržbu
- Dlhodobé výhody životnosti nástroja
- Zvýšenie efektívnosti výroby
Výber techniky chladenia a mazania významne ovplyvňuje úspešnosť obrábania hliníka 5083. Na základe našich rozsiahlych testov a reálnych aplikácií poskytuje zaplavené chladenie s chladiacimi kvapalinami rozpustnými vo vode najspoľahlivejšie a najefektívnejšie riešenie pre väčšinu aplikácií. Špecifické požiadavky projektu si však môžu vyžadovať alternatívne prístupy, preto je veľmi dôležité pochopiť všetky dostupné možnosti.
Ako zabrániť deformácii obrobku?
Deformácia obrobku pri obrábaní hliníka 5083 sa stala trvalou výzvou v presnej výrobe. Videl som nespočetné množstvo projektov, ktoré stroskotali na neočakávaných deformáciách a deformáciách, čo spôsobilo nákladné prepracovanie a oneskorenie výroby. Tento problém sa stáva ešte kritickejším, keď ide o vysoko presné komponenty, kde záleží na každom mikróne.
Aby ste zabránili deformácii obrobku v hliníku 5083, zavádzajte správne postupy na uvoľnenie napätia, optimalizujte stratégie upínania a starostlivo plánujte postupnosť obrábania. Okrem toho kontrola rezných parametrov a používanie vhodných prípravkov môže výrazne znížiť riziko deformácie.

Pochopenie zvyškového napätia v hliníku 5083
Hlavná príčina deformácie často spočíva v zvyškové napätie9 v rámci materiálu. Zistil som, že hliník 5083 je obzvlášť náchylný na deformáciu spôsobenú napätím vzhľadom na špecifické zloženie zliatiny. Tu je uvedené, čo zvyčajne spôsobuje zvyškové napätie:
- Výrobné procesy (valcovanie, tvárnenie)
- Kolísanie teploty počas spracovania materiálu
- Predchádzajúce operácie obrábania
- Nesprávne podmienky skladovania
Techniky na zmiernenie stresu pred obrábaním
Vypracoval som systematický prístup k odbúravaniu stresu, ktorý sa v našich prevádzkach osvedčil:
| Metóda liečby | Teplotný rozsah | Trvanie | Výhody |
|---|---|---|---|
| Zmiernenie tepelného namáhania | 230-260°C | 1-2 hodiny | Rovnomerné rozloženie napätia |
| Vibračná úľava od stresu | Pokojová teplota | 20-30 minút | Netermálna alternatíva |
| Prirodzené starnutie | Pokojová teplota | 24-48 hodín | Nákladovo efektívne riešenie |
Optimalizácia stratégií upínania
Spôsob upínania obrobkov má významný vplyv na deformáciu. Odporúčam tieto osvedčené techniky:
Distribuovaná upínacia sila
- Používanie viacerých upínacích bodov
- Uplatňovanie konzistentných hodnôt krútiaceho momentu
- Pravidelné monitorovanie upínacieho tlaku
Strategický dizajn svietidiel
- Podpora kritických funkcií
- Umožniť tepelnú rozťažnosť
- Minimalizujte kontaktnú plochu, ak je to možné
Inteligentné plánovanie postupnosti obrábania
Na základe mojich skúseností je rozhodujúce správne poradie:
Fáza hrubého obrábania
- Odstráňte materiál symetricky
- Zachovanie vyváženého rozloženia napätia
- Ponechajte si dostatočnú zásobu na dokončovacie práce
Úľava od stresu pre stredne pokročilých
- Nechajte diely stabilizovať medzi operáciami
- Skontrolujte, či nedošlo k predbežnej deformácii
- Vykonajte potrebné úpravy
Dokončovacie obrábanie
- Používajte ľahké rezy
- Udržiavanie konzistentnej hĺbky rezu
- Starostlivo monitorujte teplotu
Optimalizácia rezných parametrov
Zistil som, že tieto parametre sú najlepšie na minimalizáciu deformácie:
| Parameter | Hrubé obrábanie | Dokončovacie obrábanie |
|---|---|---|
| Rýchlosť rezania | 300-400 m/min | 400-500 m/min |
| Rýchlosť podávania | 0,15-0,25 mm/zub | 0,05-0,15 mm/zub |
| Hĺbka rezu | 2-4 mm | 0,2-0,5 mm |
| Prietok chladiacej kvapaliny | Vysoká | Mierne |
Stratégie regulácie teploty
Riadenie teploty je rozhodujúce pre rozmerovú stabilitu:
Riadenie chladiacej kvapaliny
- Používajte vysokotlakové chladiace systémy
- Udržiavanie stálej teploty chladiacej kvapaliny
- Zabezpečenie primeraného prietoku
Teplota reznej zóny
- Monitorovanie teploty nástroja
- Vykonajte správne chladiace prestávky
- Používajte vhodné rýchlosti rezania
Kontrola kvality a overovanie
Na zabezpečenie úspechu vždy vykonávam tieto overovacie kroky:
Merania v procese
- Pravidelné kontroly rozmerov
- Monitorovanie vzoru stresu
- Sledovanie teploty
Záverečná kontrola
- Overenie CMM
- Merania rovinnosti
- Analýza povrchovej úpravy
Úvahy o životnom prostredí
Rozhodujúcu úlohu zohráva prostredie predajne:
Regulácia teploty
- Udržiavanie stabilnej teploty okolia
- Vyhnite sa priamemu slnečnému žiareniu
- Ovládanie cirkulácie vzduchu
Postupy skladovania
- Správne skladovanie materiálu
- Chránené pred environmentálnymi faktormi
- Pravidelná rotácia zásob
Implementáciou týchto komplexných stratégií sme dosiahli trvalý úspech pri predchádzaní deformácii obrobkov pri obrábaní hliníka 5083. Kľúč spočíva v pochopení, že prevencia deformácií nie je jednostupňový proces, ale systematický prístup, ktorý začína výberom materiálu a pokračuje až po záverečnú kontrolu.
Nezabudnite, že každý projekt si môže vyžadovať mierne úpravy týchto usmernení na základe špecifických požiadaviek a podmienok. Vždy vychádzajte z dôkladnej znalosti konkrétnej aplikácie a podľa toho upravte tieto odporúčania.
Aké sú bežné metódy kontroly kvality?
Kontrola kvality pri obrábaní hliníka 5083 môže byť pre výrobcov veľkým problémom. Bez správnych kontrolných metód môžu aj malé odchýlky viesť k vyradeniu dielov, oneskoreniu výroby a značným finančným stratám. Videl som, že mnohí výrobcovia zápasia s problémami, keď ich procesy kontroly kvality nie sú dostatočne robustné.
Kontrola kvality pri obrábaní hliníka 5083 zahŕňa viaceré kontrolné techniky vrátane meraní CMM, analýzy povrchu a vizuálnych kontrol. Tieto metódy spolupracujú s monitorovaním procesov a overovaním tolerancií, aby sa zabezpečilo, že diely budú neustále spĺňať špecifikácie.

Kontrola na súradnicovom meracom stroji (CMM)
Kontrola CMM je základom nášho procesu kontroly kvality v spoločnosti PTSMAKE. Tento pokročilý merací systém využíva sondu na zber presných rozmerových údajov z obrábaných dielov. Na stránke . metrológia10 možnosti CMM strojov nám umožňujú:
- Meranie zložitých geometrií s presnosťou do 0,001 mm
- Porovnanie skutočných rozmerov s modelmi CAD
- Vytváranie podrobných správ o kontrolách
- Identifikácia odchýlok v ranom štádiu výrobného procesu
Zabezpečujem, aby náš tím vykonával kontroly CMM v kľúčových fázach výroby:
- Kontrola prvého článku
- Kontroly v procese
- Záverečné overenie
Analýza drsnosti povrchu
Kvalita povrchu je pre hliníkové diely 5083 rozhodujúca. Na meranie drsnosti povrchu používame kontaktné aj bezkontaktné metódy:
| Metóda | Aplikácie | Výhody |
|---|---|---|
| Profilometer | Ploché povrchy, jednoduché geometrie | Vysoká presnosť, kvantitatívne údaje |
| Optický skener | Komplexné geometrie, hlboké prvky | Bezkontaktné, rýchle meranie |
| Systémy videnia | Povrchové chyby, rozpoznávanie vzorov | Kontrola v reálnom čase, veľké plochy |
Protokoly vizuálnej kontroly
Aj keď sú pokročilé meracie nástroje nevyhnutné, vyškolená vizuálna kontrola zostáva cenná. Naši inšpektori kontrolujú:
Povrchové chyby
- Škrabance
- Prehĺbenia
- Značky nástrojov
Konzistencia materiálu
- Rovnomernosť farieb
- Povrchová úprava
- Integrita materiálu
Kvalita spracovania
- Kvalita hrán
- Odstránenie otrepov
- Celkový vzhľad
Systémy monitorovania procesov
Monitorovanie v reálnom čase pomáha udržiavať kvalitu počas celej výroby:
Monitorovanie parametrov stroja
- Otáčky vretena
- Množstvo krmiva
- Opotrebovanie nástrojov
- Teplota
Štatistická kontrola procesov (SPC)
- Kontrolné diagramy
- Analýza trendov
- Štúdie spôsobilosti procesov
Metódy overovania tolerancie
Implementujeme viacúrovňový prístup k overovaniu tolerancie:
Kontroly pred obrábaním
- Certifikácia materiálu
- Rozmery zásob
- Overenie nastavenia
Overovanie v procese
- Merania kritických rozmerov
- Geometrické tolerancie
- Kontroly povrchovej úpravy
Záverečná kontrola
- Úplné overenie rozmerov
- Funkčné testovanie
- Preskúmanie dokumentácie
Dokumentácia a podávanie správ
Dokumentácia o kontrole kvality je kľúčová pre vysledovateľnosť:
- Správy z inšpekcií
- Materiálové certifikáty
- Parametre procesu
- Záznamy o nesúlade
- Nápravné opatrenia
Zaviedol som systém digitálnej dokumentácie, ktorý umožňuje rýchly prístup k záznamom o kvalite a pomáha identifikovať trendy alebo potenciálne problémy skôr, ako sa z nich stanú problémy.
Integrácia systému riadenia kvality
Naše metódy kontroly kvality sú súčasťou širšieho systému riadenia kvality:
Štandardné operačné postupy (SOP)
- Podrobné pracovné pokyny
- Kontrolné postupy
- Požiadavky na kalibráciu
Programy odbornej prípravy
- Certifikácia inšpektora
- Prevádzka zariadenia
- Informovanosť o kvalite
Neustále zlepšovanie
- Pravidelné audity
- Výkonnostné metriky
- Optimalizácia procesov
Kalibrácia a údržba zariadení
Pravidelná kalibrácia zabezpečuje presnosť merania:
- Ročná kalibrácia strojov CMM
- Mesačné overovanie meracích nástrojov
- Denné kontroly základných nástrojov
- Plány preventívnej údržby
Tento komplexný prístup ku kontrole kvality nám pomáha udržiavať stálu kvalitu pri obrábaní hliníka 5083. Kombináciou modernej meracej technológie s osvedčenými kontrolnými metódami a starostlivou dokumentáciou dokážeme zabezpečiť, aby diely neustále spĺňali špecifikácie.
Pochopte úlohu horčíka pri zvyšovaní pevnosti a odolnosti, ktorá je rozhodujúca pre výber správnej zliatiny hliníka. ↩
Zistite, ako kalenie ovplyvňuje obrábanie a ako prekonať jeho problémy. ↩
Zistite, ako uhol špirály ovplyvňuje tvorbu triesky a zlepšuje výkon obrábania. ↩
Zistite, ako optimalizovať účinnosť obrábania nastavením parametrov rýchlosti úberu materiálu. ↩
Pochopte tvorbu triesok na zvýšenie efektívnosti obrábania a zlepšenie kvality dielov. ↩
Získajte informácie o reznej rýchlosti na optimalizáciu životnosti nástroja a zvýšenie efektívnosti obrábania. ↩
Zistite, ako uhol sklonu ovplyvňuje tvorbu triesky a rezné sily na dosiahnutie lepšej kvality povrchu. ↩
Pochopenie tepelnej citlivosti hliníka pre efektívne stratégie chladenia pri obrábaní. ↩
Získajte informácie o vplyve zvyškového napätia na obrábanie a o tom, ako zmierniť deformácie. ↩
Získajte informácie o metrológii na zvýšenie presnosti merania a zlepšenie kontroly kvality výroby. ↩






