

Mnohí výrobcovia majú problémy so vstrekovaním PP a čelia problémom, ako je deformácia, zmršťovanie a nekonzistentná kvalita dielov. Videl som, že tieto problémy spôsobujú značné oneskorenia výroby a nákladné plytvanie materiálom, najmä pri lisovaní zložitých dielov z PP.
Kľúčovými faktormi pri vstrekovaní PP sú teplota formy (40 - 80 °C), teplota taveniny (200 - 280 °C), vstrekovací tlak (10 000 - 15 000 PSI) a čas chladenia. Tieto parametre priamo ovplyvňujú kvalitu dielov, čas cyklu a efektívnosť výroby.

Dovoľte mi, aby som sa podelil o to, čo som sa naučil o optimalizácii týchto kľúčových faktorov v spoločnosti PTSMAKE. Podrobne preskúmame každý parameter a ukážem vám, ako môže správna kontrola výrazne zlepšiť výsledky lisovania PP. Pri dosahovaní konzistentnej kvality je dôležitý každý krok, od prípravy materiálu až po finálne vysunutie dielu.
Čo je vstrekovanie PP?
Zamýšľali ste sa niekedy nad tým, prečo sú niektoré plastové výrobky nekonzistentné z hľadiska kvality alebo sa predčasne kazia? Mnohí výrobcovia zápasia s výrobou plastových dielov a čelia problémom, ako je deformácia, zmršťovanie a zlá povrchová úprava. Tieto problémy vedú nielen k nákladným oneskoreniam výroby, ale môžu tiež poškodiť dobré meno značky.
Vstrekovanie PP je výrobný proces, pri ktorom sa plastové pelety z polypropylénu (PP) premieňajú na pevné diely zahrievaním až do roztavenia a následným vstrekovaním materiálu do dutiny formy pod vysokým tlakom. Týmto všestranným procesom sa vyrábajú rôzne výrobky od automobilových dielov až po spotrebný tovar.

Pochopenie vlastností materiálu PP
PP alebo polypropylén vyniká vo svete plastov svojou jedinečnou kombináciou vlastností. Tento semikryštalické1 Polymér ponúka výnimočné výhody, vďaka ktorým je ideálny na vstrekovanie:
Chemické a fyzikálne vlastnosti
- Bod topenia: 130-171 °C
- Hustota: 0,895-0,92 g/cm³
- Chemická odolnosť: Vynikajúca odolnosť voči kyselinám a zásadám
- Absorpcia vlhkosti: Veľmi nízka
Mechanické vlastnosti
- Vysoká pevnosť v ohybe
- Dobrá odolnosť proti únave
- Vynikajúca pevnosť pri náraze
- Nízky koeficient trenia
Kroky procesu vstrekovania PP
V spoločnosti PTSMAKE dodržiavame presnú postupnosť krokov, aby sme zabezpečili optimálne výsledky:
Príprava materiálu
- Sušenie PP peliet (v prípade potreby)
- Pridávanie farbív alebo prídavných látok
- Nastavenie vstrekovacieho stroja
Plastifikácia
- Zahrievanie PP na teplotu topenia
- Udržiavanie stálej teploty taveniny
- Regulácia otáčok skrutky a protitlaku
Fáza vstrekovania
- Plnenie dutiny formy
- Vyvíjanie prítlaku
- Chladenie a tuhnutie
Vysunutie časti
- Otvorenie formy
- Odstránenie hotového dielu
- Kontrola kvality
Kľúčové parametre procesu
Úspech pri vstrekovaní PP závisí od presnej kontroly rôznych parametrov:
| Parameter | Typický rozsah | Vplyv na kvalitu dielov |
|---|---|---|
| Teplota topenia | 200-280°C | Ovplyvňuje tok a povrchovú úpravu |
| Vstrekovací tlak | 500-1500 barov | Určuje náplň dielu |
| Teplota formy | 20-60°C | Vplyv na chladenie a deformáciu |
| Čas chladenia | 10-30 sekúnd | Kontroluje rozmerovú stabilitu |
Bežné aplikácie
Vstrekovanie PP slúži rôznym priemyselným odvetviam so svojimi všestrannými aplikáciami:
Automobilové komponenty
- Diely interiérového obloženia
- Puzdrá na batérie
- Komponenty nárazníka
- Zásobníky kvapalín
Spotrebný tovar
- Nádoby na potraviny
- Predmety pre domácnosť
- Hračky a výrobky pre voľný čas
- Záhradný nábytok
Priemyselné aplikácie
- Kontajnery na manipuláciu s materiálom
- Skrine priemyselných zariadení
- Skladovacie nádrže na chemikálie
- Ochranné kryty
Úvahy o konštrukcii pre vstrekovanie PP
Ak chcete dosiahnuť optimálne výsledky, zohľadnite tieto zásady návrhu:
Hrúbka steny
- Zachovanie rovnomernej hrúbky steny
- Odporúčaný rozsah: 1,0-3,0 mm
- Postupné prechody medzi časťami
Návrh uhlov
- Minimálne 1-2 stupne pre textúrované povrchy
- 0,5-1 stupeň pre hladké povrchy
- Zvýšené uhly pre hlboké ťahy
Umiestnenie brány
- Strategické umiestnenie pre vzory prúdenia
- Viacero brán pre veľké diely
- Zohľadnenie umiestnenia zvarového vedenia
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE vykonávame komplexnú kontrolu kvality:
Vizuálna kontrola
- Hodnotenie povrchovej úpravy
- Kontrola konzistencie farieb
- Detekcia zábleskových a ponorných značiek
Overovanie rozmerov
- Merania kritických rozmerov
- Posúdenie deformácie
- Kompenzácia za zmrštenie
Testovanie výkonu
- Skúšky odolnosti proti nárazu
- Environmentálne záťažové testovanie
- Overenie nosnosti
Riešenie bežných problémov
Na základe mojich skúseností v PTSMAKE uvádzam riešenia bežných problémov:
Deformácia
- Optimalizácia času chladenia
- Nastavenie teploty formy
- Prehľad umiestnenia brán
Značky drezu
- Úprava hrúbky steny
- Nastavenie prídržného tlaku
- Preskúmanie návrhu chladiaceho systému
Krátke zábery
- Zvýšenie vstrekovacieho tlaku
- Kontrola teploty materiálu
- Overenie primeranosti veľkosti brány
Stratégie optimalizácie nákladov
Zachovanie konkurencieschopných cien pri zabezpečení kvality:
Výber materiálu
- Optimalizácia stupňa
- Zohľadnenie použitia Regrind
- Stratégie hromadného nákupu
Efektívnosť procesov
- Skrátenie času cyklu
- Optimalizácia spotreby energie
- Implementácia automatizácie
Údržba nástrojov
- Plánovanie preventívnej údržby
- Pravidelné postupy čistenia
- Monitorovanie opotrebenia
Aké sú výhody a nevýhody polypropylénu?
Mali ste niekedy problém s výberom správneho plastového materiálu pre svoje výrobky? Mnohí výrobcovia čelia tejto výzve denne a často sa cítia zahltení množstvom dostupných možností. Nesprávny výber môže viesť k zlyhaniu výrobku, zvýšeným nákladom a oneskoreniu projektu.
Polypropylén (PP) je univerzálny termoplastický polymér, ktorý ponúka vynikajúcu rovnováhu vlastností vrátane vysokej chemickej odolnosti, dobrej mechanickej pevnosti a cenovej výhodnosti. Má však aj obmedzenia, ako je citlivosť na UV žiarenie a obmedzené vlastnosti pri nízkych teplotách.

Chemické vlastnosti a molekulová štruktúra
Jedinečné vlastnosti polypropylénu vyplývajú z jeho molekulárnej štruktúry. PP sa skladá z atómov uhlíka a vodíka usporiadaných v špecifickom vzore, čím sa vytvára taktilita, ktorá výrazne ovplyvňuje jeho vlastnosti. Vypozoroval som, že rôzne druhy PP sa dajú navrhnúť tak, aby spĺňali špecifické požiadavky, vďaka čomu je veľmi prispôsobivý pre rôzne aplikácie.
Chemická odolnosť
PP vykazuje vynikajúcu odolnosť voči:
- Kyseliny a zásady
- Chemické rozpúšťadlá
- Bežné chemikálie pre domácnosť
- Priemyselné čistiace prostriedky
Mechanické vlastnosti a výkon
Počas svojej praxe v spoločnosti PTSMAKE som pracoval s mnohými aplikáciami PP. Tu je podrobný rozpis jeho mechanických vlastností:
| Vlastníctvo | Rozsah hodnôt | Priemyselný štandard |
|---|---|---|
| Pevnosť v ťahu | 32-43 MPa | ASTM D638 |
| Modul pružnosti v ohybe | 1,14-1,55 GPa | ISO 178 |
| Pevnosť pri náraze | 2,5-7,0 kJ/m² | ASTM D256 |
| Hustota | 0,90-0,91 g/cm³ | ASTM D792 |
Kľúčové výhody
Nákladová efektívnosť
PP je jedným z najhospodárnejších dostupných polymérov. V spoločnosti PTSMAKE ho často odporúčame klientom, ktorí hľadajú cenovo výhodné riešenia bez toho, aby bola ohrozená kvalita.
Univerzálnosť spracovania
Materiál ponúka:
- Jednoduché spracovanie pri vstrekovaní
- Dobré prietokové vlastnosti
- Krátke časy cyklov
- Minimálne deformácie
Environmentálne výhody
- 100% recyklovateľný
- Nižšia spotreba energie počas spracovania
- Znížená uhlíková stopa
- Minimálna tvorba odpadu
Významné obmedzenia
Teplotná citlivosť
PP vykazuje obmedzenia v:
- Prostredie s nízkou teplotou (pod 0 °C)
- Použitie pri vysokých teplotách (nad 120 °C)
- Podmienky tepelného cyklovania
Zraniteľnosť voči UV žiareniu a oxidácii
Bez správnych prísad sa PP môže vyskytnúť:
- Blednutie farieb
- Degradácia povrchu
- Znížené mechanické vlastnosti
- Skrátená životnosť
Priemyselné aplikácie
Automobilový priemysel
PP nachádza široké uplatnenie v:
- Komponenty interiérového obloženia
- Puzdrá na batérie
- Systémy nárazníkov
- Komponenty pod kapotou
Spotrebný tovar
Medzi bežné aplikácie patria:
- Nádoby na potraviny
- Predmety pre domácnosť
- Obalové materiály
- Textilné výrobky
Zdravotnícky priemysel
PP je kľúčový pre:
- Injekčné striekačky
- Lekárske kontajnery
- Laboratórne vybavenie
- Diagnostické nástroje
Úvahy o výbere materiálu
Keď pomáham klientom spoločnosti PTSMAKE pri výbere medzi PP a inými materiálmi, zvažujem niekoľko faktorov:
Podmienky prostredia
- Rozsah prevádzkových teplôt
- Vystavenie UV žiareniu
- Vystavenie chemickým látkam
- Požiadavky na mechanické namáhanie
Požiadavky na spracovanie
- Objem výroby
- Potreba času cyklu
- Požiadavky na povrchovú úpravu
- Rozmerová stabilita
Faktory nákladov
- Cena materiálu
- Náklady na spracovanie
- Údržba nástrojov
- Životný cyklus výrobku
Tipy na optimalizáciu dizajnu
Pri úspešných aplikáciách PP zvážte:
Hrúbka steny
- Zachovanie rovnomernej hrúbky steny
- Vyhnite sa hrubým rezom
- Návrh vhodných rebier a klinov
Umiestnenie brány
- Optimalizácia pre vzor toku
- Zvážte umiestnenie zvarového vedenia
- Zohľadnenie správania sa pri zmršťovaní
Povrchová úprava
- Plánovanie požiadaviek na textúru
- Zvážte potreby následného spracovania
- Zohľadnenie estetických očakávaní
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE uplatňujeme prísne postupy kontroly kvality:
Testovanie materiálov
- Overenie indexu toku taveniny
- Analýza obsahu vlhkosti
- Kontroly kontaminácie
Monitorovanie procesov
- Regulácia teploty
- Monitorovanie tlaku
- Optimalizácia času cyklu
Validácia produktu
- Rozmerová kontrola
- Testovanie výkonu
- Vizuálna kontrola
Úspech aplikácií PP do veľkej miery závisí od pochopenia ich možností aj obmedzení. Vďaka starostlivému výberu materiálu, správnemu návrhu a vhodným opatreniam na kontrolu kvality môžu výrobcovia efektívne využiť výhody PP a zároveň zmierniť jeho nevýhody.
Aká teplota je potrebná na vstrekovanie polypropylénu?
Nastavenie nesprávnej teploty pri vstrekovaní PP môže viesť k vážnym problémom s kvalitou a oneskoreniu výroby. Videl som mnoho výrobcov, ktorí zápasili s deformovanými dielmi, neúplnými výplňami a degradáciou materiálu len preto, že nevedeli správne nastaviť teplotu.
Pri vstrekovaní polypropylénu sa optimálna teplota taveniny zvyčajne pohybuje v rozmedzí od 193 °C do 249 °C (380 °F až 480 °F), pričom teplota formy by sa mala udržiavať v rozmedzí od 27 °C do 49 °C (80 °F až 120 °F). Tieto teploty zabezpečujú správny tok materiálu a kvalitu dielov.

Pochopenie teplotných zón pri vstrekovaní PP
Teplotný profil suda
Stránka tepelný gradient2 v rôznych vykurovacích zónach zohráva kľúčovú úlohu pri dosahovaní optimálneho toku materiálu. V spoločnosti PTSMAKE zvyčajne nastavujeme teploty v sudoch vo viacerých zónach:
| Zóna | Teplotný rozsah (°F) | Teplotný rozsah (°C) |
|---|---|---|
| Feed Zone | 360-380 | 182-193 |
| Kompresná zóna | 400-420 | 204-216 |
| Zóna merania | 440-460 | 227-238 |
| Tryska | 460-480 | 238-249 |
Kritické faktory ovplyvňujúce výber teploty
Úvahy o triede materiálu
Rôzne triedy PP si vyžadujú špecifické nastavenie teploty:
- Homopolymér PP: Všeobecne sa spracováva pri nižších teplotách
- Kopolymér PP: vyžaduje mierne vyššie teploty
- PP plnený sklom: vyžaduje vyššie teploty na zabezpečenie správnej orientácie vlákien
Vplyv dizajnu časti
Zložitosť konštrukcie vášho dielu priamo ovplyvňuje požiadavky na teplotu:
- Tenkostenné diely potrebujú vyššie teploty pre lepší prietok
- Pri hrubých rezoch sa môžu používať nižšie teploty, aby sa zabránilo vzniku škvŕn
- Komplexné geometrie si môžu vyžadovať rôzne teplotné profily
Problémy so spracovaním súvisiace s teplotou a ich riešenia
Bežné problémy
Krátke zábery
- Príčina: Príliš nízka teplota topenia
- Riešenie: Postupne zvyšujte teplotu v sude po 10 °F
Burning
- Príčina: Nadmerná teplota taveniny
- Riešenie: Zníženie teploty suda pri zachovaní správneho naplnenia
Deformácia
- Príčina: Nesprávna teplota formy
- Riešenie: Nastavte teplotu formy na rovnomerné chladenie
Osvedčené postupy regulácie teploty
Spúšťacie postupy
- Začnite s nižšími nastaveniami teploty
- Postupné zvyšovanie na prevádzkovú teplotu
- Poskytnite dostatočný čas na namočenie
- Overenie rovnomernosti teploty v jednotlivých zónach
Monitorovanie výroby
- Používajte infračervené teplotné pištole na kontrolu povrchovej teploty
- Monitorovanie spotreby energie vykurovacích telies
- Pravidelná kalibrácia snímačov teploty
Rozšírené úvahy o teplote
Špecifické úpravy materiálu
Rôzne receptúry PP si vyžadujú špecifické teplotné hľadisko:
| Typ PP | Teplota topenia (°F) | Teplota formy (°F) |
|---|---|---|
| Recyklovaný PP | 380-420 | 80-100 |
| Lekárska trieda | 420-460 | 90-110 |
| Spomaľovač horenia | 440-480 | 100-120 |
Faktory životného prostredia
Regulácia teploty musí zohľadňovať:
- Kolísanie teploty okolia
- Úrovne vlhkosti
- Účinnosť chladiaceho systému
- Umiestnenie stroja
Opatrenia na kontrolu kvality
V spoločnosti PTSMAKE uplatňujeme prísne protokoly na monitorovanie teploty:
- Priebežné zaznamenávanie teploty
- Pravidelné kontroly kvality
- Dokumentácia parametrov procesu
- Štatistická kontrola procesov
Stratégie optimalizácie
Proces dolaďovania
Počiatočné nastavenie
- Začnite s teplotami odporúčanými výrobcom
- Zdokumentujte základné parametre
- Vykonávanie krátkodobých skúšok
Úprava parametrov
- Vykonávanie zmien jednotlivých premenných
- Dostatočný čas na stabilizáciu
- Zdokumentujte všetky zmeny a výsledky
Úvahy o energetickej účinnosti
Správne riadenie teploty ovplyvňuje spotrebu energie:
- Izolácia sudov a horúcich kanálov
- Udržiavanie optimálnej teploty chladiacej vody
- Pravidelná údržba vykurovacích telies
- Používanie energeticky účinných vykurovacích systémov
V spoločnosti PTSMAKE kladieme veľký dôraz na energetickú účinnosť pri zachovaní presnej regulácie teploty. Naše pokročilé monitorovacie systémy zabezpečujú konzistentné teplotné profily počas celej výrobnej série, čoho výsledkom sú vysokokvalitné PP diely pre našich klientov v rôznych odvetviach, od automobilového priemyslu až po spotrebný tovar.
Na čo sa používa PP výplň?
Bojovali ste niekedy s vysokými materiálovými nákladmi pri výrobe plastov a zároveň ste sa snažili zachovať kvalitu výrobkov? Mnohí výrobcovia čelia tejto výzve, najmä pri práci s polypropylénom (PP). Rastúce náklady na suroviny a zvyšujúci sa tlak na znižovanie výrobných nákladov sa môžu zdať zdrvujúce.
PP plnivá sú prísady zmiešané s čistým polypropylénom na zlepšenie špecifických vlastností pri súčasnom znížení celkových nákladov na materiál. Tieto materiály, vrátane uhličitanu vápenatého, mastenca a sklených vlákien, môžu zlepšiť pevnosť, tuhosť a tepelnú odolnosť a zároveň zefektívniť náklady na výrobu.

Bežné typy výplní PP
V spoločnosti PTSMAKE pravidelne pracujeme s rôznymi PP plnivami, aby sme splnili rôzne výrobné požiadavky. Tu sú najbežnejšie typy:
Minerálne výplne
- Uhličitan vápenatý
- Mastenec
- Sľuda
- Kaolín
Tieto stránky minerálne výstuže3 poskytujú jedinečné výhody zlúčeninám PP. Zistil som, že každý typ ponúka odlišné výhody pre špecifické aplikácie.
Plnivá na báze skla
- Sklenené vlákna
- Sklenené korálky
- Sklenené vločky
Vlastnosti vylepšené PP výplňami
Rôzne plnivá zlepšujú rôzne vlastnosti PP materiálov. Tu je podrobný prehľad:
| Typ výplne | Primárne výhody | Bežné aplikácie |
|---|---|---|
| Uhličitan vápenatý | Zníženie nákladov, odolnosť voči nárazom | Automobilové diely, Spotrebný tovar |
| Mastenec | Tuhosť, tepelná odolnosť | Komponenty spotrebiča |
| Sklenené vlákno | Pevnosť, rozmerová stabilita | Konštrukčné časti |
| Sľuda | Elektrické vlastnosti, tepelná odolnosť | Elektronické kryty |
Aplikácie špecifické pre daný priemysel
Automobilový priemysel
Podľa mojich skúseností v spoločnosti PTSMAKE výrobcovia automobilov často požadujú PP so špecifickými plnivami pre:
- Komponenty interiérového obloženia
- Diely pod kapotou
- Vonkajšie panely karosérie
- Puzdrá batérií
Automobilový priemysel si vyžaduje materiály, ktoré sú odolné voči rôznym podmienkam prostredia a zároveň si zachovávajú štrukturálnu integritu.
Spotrebný tovar
V prípade spotrebných výrobkov často odporúčame plnený PP pre:
- Skrine spotrebičov
- Komponenty nábytku
- Skladovacie kontajnery
- Záhradné vybavenie
Priemyselné aplikácie
Priemyselný sektor profituje z naplneného PP v:
- Skladovacie nádrže na chemikálie
- Priemyselné kontajnery
- Zariadenia na manipuláciu s materiálom
- Štrukturálne komponenty
Analýza nákladov a prínosov
Pri implementácii výplní PP zvážte tieto faktory:
Zníženie materiálových nákladov
- Úspora surovín: 15-30%
- Zlepšenie efektívnosti spracovania
- Zníženie nákladov na odpadové hospodárstvo
Zlepšenia výkonu
- Vylepšené mechanické vlastnosti
- Lepšia tepelná stabilita
- Zlepšená rozmerová presnosť
Úvahy o výrobe
- Požiadavky na vybavenie
- Parametre spracovania
- Opatrenia na kontrolu kvality
Vplyv na životné prostredie
Používanie PP výplní môže prispieť k udržateľnosti viacerými spôsobmi:
Znížená uhlíková stopa
- Nižšia spotreba energie počas spracovania
- Zníženie spotreby surovín
- Efektívnejšia preprava vďaka zníženiu hmotnosti
Úvahy o recyklácii
Prítomnosť plnív môže ovplyvniť recyklačné procesy. V spoločnosti PTSMAKE starostlivo vyberáme plnivá, ktoré zachovávajú recyklovateľnosť a zároveň spĺňajú požiadavky na výkon.
Osvedčené postupy pre implementáciu PP Filler
Na základe našich skúseností v spoločnosti PTSMAKE uvádzame kľúčové aspekty:
Výber materiálu
- Identifikácia špecifických požiadaviek na aplikáciu
- Zvážte podmienky prostredia
- Vyhodnotenie obmedzení nákladov
- Posúdenie možností spracovania
Usmernenia pre spracovanie
- Správne postupy sušenia
- Regulácia teploty
- Pomery miešania
- Opatrenia na kontrolu kvality
Testovanie výkonu
Na zabezpečenie optimálnych výsledkov vykonávame:
Mechanické testovanie
- Pevnosť v ťahu
- Odolnosť proti nárazu
- Ohybové vlastnosti
- Odklon tepla
Zabezpečenie kvality
- Rozmerová stabilita
- Povrchová úprava
- Konzistencia farieb
- Dlhodobá životnosť
Budúce trendy
Odvetvie PP výplní sa naďalej vyvíja:
Pokročilé hybridné výplne
- Kombinácie rôznych typov výplní
- Navrhnuté veľkosti častíc
- Povrchovo modifikované varianty
Udržateľné možnosti
- Biologické výplne
- Recyklovaný obsah
- Biologicky rozložiteľné alternatívy
Inteligentné materiály
- Vodivé výplne
- Prísady pre tepelný manažment
- Zlúčeniny kompatibilné so senzormi
Technické aspekty
Pri práci s vyplneným PP zvážte:
Parametre spracovania
- Regulácia teploty taveniny
- Nastavenie vstrekovacieho tlaku
- Úpravy času chladenia
- Požiadavky na konštrukciu skrutiek
Opatrenia na kontrolu kvality
- Pravidelné testovanie materiálov
- Monitorovanie procesov
- Overenie výrobku
- Požiadavky na dokumentáciu
Vďaka starostlivému výberu a implementácii PP plnív môžu výrobcovia dosiahnuť výrazné úspory nákladov pri zachovaní alebo zlepšení vlastností výrobku. V spoločnosti PTSMAKE neustále skúmame nové technológie a aplikácie plnív, aby sme našim zákazníkom poskytli optimálne riešenia pre ich špecifické potreby.
Čo ničí polypropylén?
Všimli ste si niekedy, že sa vaše výrobky z polypropylénu neočakávane zhoršili? Tento bežný plast, ktorý sa nachádza vo všetkých druhoch plastov, od nádob na potraviny až po automobilové diely, môže záhadne degradovať, čo mnohých výrobcov a používateľov mätie a frustruje z predčasných porúch.
Polypropylén (PP) sa rozkladá predovšetkým oxidáciou, pôsobením UV žiarenia, extrémnymi teplotami a pôsobením určitých chemických látok. Tieto faktory môžu rozložiť polymérové reťazce, čo vedie k lámavosti, zmene farby a prípadnému zlyhaniu materiálu, čím sa výrazne skracuje životnosť výrobku.
Pochopenie procesu chemickej degradácie
Znehodnotenie polypropylénu zahŕňa zložité chemické reakcie. Pri vystavení rôznym faktorom prostredia PP podlieha štiepenie reťazca4, ktorá rozkladá dlhé polymérové reťazce na kratšie segmenty. Tento proces sa zvyčajne prejavuje niekoľkými spôsobmi:
Oxidačná degradácia
- Tvorba voľných radikálov
- Reťazové reakcie
- Tvorba karbonylových skupín
- Znížená molekulová hmotnosť
Tepelné účinky na štruktúru PP
K tepelnej degradácii dochádza rôznymi mechanizmami:
| Teplotný rozsah (°C) | Vplyv na PP | Viditeľné znaky |
|---|---|---|
| Pod 0 | Stáva sa krehkým | Povrchové praskliny |
| 0-100 | Všeobecne stabilné | Minimálna zmena |
| Nad 100 | Začína sa zmäkčovanie | Deformácia |
| Nad 160 | Závažná degradácia | Topenie, zmena farby |
Faktory prostredia ovplyvňujúce stabilitu PP
Vplyv UV žiarenia
Podľa mojich skúseností z práce so vstrekovaním pri PTSMAKE je UV žiarenie jednou z najvýznamnejších hrozieb pre stabilitu PP. Proces zvyčajne prebieha v týchto fázach:
- Počiatočná absorpcia fotónov
- Tvorba voľných radikálov
- Progresívne rozdelenie reťazca
- Zhoršenie povrchu
Účinky chemickej expozície
Rôzne chemické látky pôsobia na PP rôznymi spôsobmi:
| Chemický typ | Úroveň vplyvu | Metódy prevencie |
|---|---|---|
| Silné kyseliny | Závažné | Potrebné špeciálne prísady |
| Silné základy | Mierne | Povrchová úprava |
| Organické rozpúšťadlá | Mierne až závažné | Výber triedy materiálu |
| Oxidačné činidlá | Závažné | Pridanie antioxidantu |
Stratégie prevencie vo výrobe
Ako výrobca špecializujúci sa na vstrekovanie PP som zaviedol niekoľko stratégií na zvýšenie stability PP:
Výber a úprava materiálu
- Používanie vysokokvalitných tried PP
- Pridanie vhodných stabilizátorov:
- Antioxidanty
- UV stabilizátory
- Tepelné stabilizátory
- Procesné stabilizátory
Úvahy o spracovaní
V spoločnosti PTSMAKE sa pri vstrekovaní PP zameriavame na tieto kritické aspekty:
- Regulácia teploty
- Riadenie vlhkosti
- Optimalizácia rýchlosti spracovania
- Regulácia rýchlosti chladenia
Reálne aplikácie a riešenia
Priemyselné aplikácie
Rôzne odvetvia si vyžadujú špecifické prístupy:
| Priemysel | Bežné problémy | Riešenia |
|---|---|---|
| Automobilový priemysel | Vystavenie UV žiareniu | UV stabilizátory + sadze |
| Lekárske | Poškodenie pri sterilizácii | Špeciálne triedy PP |
| Balenie | Chemická odolnosť | Bariérové vrstvy |
| Elektronika | Vystavenie teplu | Tepelné stabilizátory |
Údržba a skladovanie
Maximalizovať životnosť výrobku PP:
- Skladujte v kontrolovanom prostredí
- Vyhnite sa priamemu slnečnému žiareniu
- Udržiavanie miernych teplôt
- Predchádzanie vystaveniu chemickým látkam
Testovanie a kontrola kvality
V spoločnosti PTSMAKE uplatňujeme prísne testovacie protokoly:
Fyzické testovanie
- Pevnosť pri náraze
- Pevnosť v ťahu
- Ohybové vlastnosti
- Rozmerová stabilita
Chemická analýza
- Čas indukcie oxidácie
- Rozdelenie molekulovej hmotnosti
- Hodnotenie kryštalinity
- Tepelná analýza
Budúci vývoj v oblasti ochrany PP
Oblasť ochrany PP sa neustále vyvíja:
- Nové technológie stabilizácie
- Pokročilé metódy spracovania
- Vylepšené balíky aditív
- Vylepšené testovacie protokoly
Na základe mojich skúseností z výroby je kľúčom k prevencii degradácie PP pochopenie týchto deštruktívnych faktorov a zavedenie vhodných preventívnych opatrení. V spoločnosti PTSMAKE neustále aktualizujeme naše procesy vstrekovania, aby sme do nich zahrnuli najnovší vývoj v oblasti technológií ochrany PP, čím zabezpečujeme, že naši klienti dostanú výrobky s optimálnou trvanlivosťou a výkonnosťou.
Pamätajte, že úspešná výroba PP výrobkov si vyžaduje komplexný prístup, ktorý kombinuje vedu o materiáloch, odborné znalosti v oblasti spracovania a kontrolu kvality. Pochopením toho, čo polypropylén ničí, môžeme lepšie chrániť a zvyšovať výkonnosť tohto univerzálneho materiálu v rôznych aplikáciách.
Aký je rozdiel medzi vstrekovaním PLA a PP?
Keď si výrobcovia potrebujú vybrať medzi PLA a PP na vstrekovanie, často majú problém s pochopením ich odlišných vlastností. Nesprávny výber materiálu môže viesť k zlyhaniu výrobku, plytvaniu zdrojmi a nákladným oneskoreniam výroby.
PLA aj PP sú obľúbené materiály na vstrekovanie, ale slúžia na rôzne účely. PLA je biologicky odbúrateľný polymér ideálny na ekologické aplikácie, zatiaľ čo PP ponúka vynikajúcu trvanlivosť a chemickú odolnosť, takže je ideálny na dlhotrvajúce spotrebné výrobky.
Vlastnosti materiálu a požiadavky na spracovanie
Porovnanie fyzikálnych vlastností
PLA (kyselina polymliečna) a PP (polypropylén) majú odlišné fyzikálne vlastnosti, ktoré ovplyvňujú ich kryštalizačné správanie5 počas procesu tvarovania. V spoločnosti PTSMAKE sme si všimli, že tieto rozdiely výrazne ovplyvňujú kvalitu konečného výrobku.
| Vlastníctvo | PLA | PP |
|---|---|---|
| Bod topenia | 150-180°C | 160-170°C |
| Hustota | 1,24 g/cm³ | 0,90 g/cm³ |
| Pevnosť v ťahu | 50-70 MPa | 30-40 MPa |
| Odolnosť proti nárazu | Nízka až stredná | Vysoká |
Parametre spracovania
Úspech vstrekovania s ktorýmkoľvek z týchto materiálov do veľkej miery závisí od správnych parametrov spracovania:
Regulácia teploty
- PLA vyžaduje presnú kontrolu teploty (180-220 °C)
- PP ponúka väčšiu flexibilitu (200-280 °C)
- Teplota formy pre PLA: 20-30 °C
- Teplota formy pre PP: 20-60 °C
Vstrekovacia rýchlosť a tlak
- PLA potrebuje mierne rýchlosti vstrekovania, aby sa zabránilo degradácii
- PP znáša vyššie rýchlosti vstrekovania
- Oba materiály si vyžadujú odlišný tlak pri držaní
Vplyv na životné prostredie a udržateľnosť
Biologická odbúrateľnosť
PLA vyniká svojimi biologicky rozložiteľnými vlastnosťami, ktoré sa v priemyselných kompostovacích zariadeniach rozložia do 3-6 mesiacov. Rozklad PP ako bežného plastu môže trvať stovky rokov.
Uhlíková stopa
Výsledkom výroby PLA sú vo všeobecnosti:
- Nižšie emisie uhlíka
- Zníženie závislosti od fosílnych palív
- Využívanie obnoviteľných zdrojov
Výroba PP zahŕňa:
- Vyššie emisie uhlíka
- Zdroje na báze ropy
- Spotreba neobnoviteľných materiálov
Úvahy o aplikácii
Špecifické priemyselné použitie
| Priemysel | Aplikácie PLA | Aplikácie PP |
|---|---|---|
| Lekárske | Chirurgické implantáty, systémy na podávanie liekov | Zdravotnícke vybavenie, Injekčné striekačky |
| Balenie | nádoby na potraviny, jednorazové príbory | Opakovane použiteľné nádoby, uzávery na fľaše |
| Spotrebný tovar | Ekologické výrobky, Jednorazové predmety | Tovar dlhodobej spotreby, automobilové súčiastky |
| Elektronika | Dočasné komponenty, prototypy | Dlhodobé bývanie, Elektrické časti |
Analýza nákladov
Ekonomické aspekty výberu medzi PLA a PP zahŕňajú:
Náklady na materiál
- PLA: Všeobecne vyššia cena za kg
- PP: Ekonomickejšie pre veľkovýrobu
- Úvahy o objeme ovplyvňujú celkové náklady
Náklady na spracovanie
- PLA vyžaduje presnejšie ovládanie, čo môže predĺžiť čas nastavenia
- PP ponúka šetrnejšie okná na spracovanie
- Požiadavky na údržbu zariadenia sa líšia
Kontrola kvality a testovanie
Bežné problémy s kvalitou
Pre PLA:
- Deformácia v dôsledku kryštalizácie
- Citlivosť na vlhkosť
- Obmedzená tepelná odolnosť
- Zmeny povrchovej úpravy
Pre PP:
- Kontrola zmrštenia
- Pevnosť zváracej linky
- Konzistencia farieb
- Prevencia prietokových značiek
Metódy testovania
Postupy zabezpečenia kvality zahŕňajú:
- Testovanie rozmerovej presnosti
- Hodnotenie odolnosti proti nárazu
- Environmentálne záťažové testovanie
- Posúdenie chemickej odolnosti
Tipy odborníkov pre výber materiálu
Na základe mojich skúseností v spoločnosti PTSMAKE uvádzam kľúčové úvahy pri výbere medzi PLA a PP:
Analýza požiadaviek na projekt:
- Predpokladaná životnosť výrobku
- Podmienky prostredia
- Úrovne mechanického namáhania
- Obmedzenia nákladov
Výrobné aspekty:
- Požiadavky na objem
- Schopnosti zariadenia
- Opatrenia na kontrolu kvality
- Potreby následného spracovania
Faktory životného prostredia:
- Dodržiavanie právnych predpisov
- Likvidácia po skončení životnosti
- Ciele v oblasti uhlíkovej stopy
- Preferencie zákazníkov
Ekonomické aspekty:
- Počiatočná investícia
- Prevádzkové náklady
- Dostupnosť materiálu
- Požiadavky trhu
Pri každodennej práci s klientmi v spoločnosti PTSMAKE som zistil, že úspešný výber materiálu vychádza z pochopenia týchto rozdielov a ich zosúladenia s konkrétnymi požiadavkami projektu. Kľúčom k úspechu nie je len poznanie technických aspektov, ale aj zohľadnenie praktických dôsledkov pre vašu konkrétnu aplikáciu.
Je PLA lepší ako PP?
Výber medzi PLA a PP môže byť pre mnohých dizajnérov a konštruktérov výrobkov mätúci. Často sa stretávam s tým, že sa odborníci nevedia rozhodnúť, ktorý materiál najlepšie vyhovuje ich aplikáciám, najmä keď zvažujú vplyv na životné prostredie v porovnaní s požiadavkami na výkon.
Odpoveď nie je jednoznačná - PLA a PP majú svoje jedinečné výhody. PLA vyniká biologickou odbúrateľnosťou a jednoduchosťou tlače, zatiaľ čo PP ponúka vyššiu trvanlivosť a chemickú odolnosť. Pri výbere by vás mali viesť vaše špecifické požiadavky na aplikáciu.
Porovnanie vlastností materiálov
Pri porovnávaní PLA a PP musíme preskúmať niekoľko kľúčových vlastností. V spoločnosti PTSMAKE pravidelne pracujeme s oboma materiálmi v našich procesoch vstrekovania a na vlastnej koži som pozoroval ich odlišné vlastnosti.
Mechanické vlastnosti
Stránka kryštalinita6 týchto materiálov výrazne ovplyvňuje ich výkon. Tu je podrobné porovnanie:
| Vlastníctvo | PLA | PP |
|---|---|---|
| Pevnosť v ťahu | 50-70 MPa | 30-40 MPa |
| Odolnosť proti nárazu | Nízka až stredná | Vysoká |
| Flexibilita | Obmedzené | Vynikajúce |
| Tepelná odolnosť | Do 60 °C | Do 120 °C |
Vplyv na životné prostredie
Biologická odbúrateľnosť
PLA ponúka jasné výhody z hľadiska vplyvu na životné prostredie:
- Biodegradácia v podmienkach priemyselného kompostovania
- Vyrobené z obnoviteľných zdrojov
- Nižšia uhlíková stopa počas výroby
PP síce nie je biologicky rozložiteľný, ale má svoje environmentálne výhody:
- Vysoko recyklovateľné
- Odolnosť, čo znamená menej častú výmenu
- Nižšia spotreba energie počas spracovania
Úvahy o nákladoch
Analýza nákladov presahuje rámec cien materiálov:
| Faktor | PLA | PP |
|---|---|---|
| Náklady na suroviny | Vyššie | Nižšie |
| Náklady na spracovanie | Stredné | Nízka |
| Náklady po skončení životnosti | Nižšie | Vyššie |
| Rýchlosť výroby | Pomalšie | Rýchlejšie |
Scenáre použitia
Priemyselné aplikácie
PP sa vo všeobecnosti lepšie osvedčuje v priemyselnom prostredí vďaka:
- Lepšia chemická odolnosť
- Vyššia teplotná tolerancia
- Vynikajúca odolnosť proti únave
- Väčšia pevnosť pri náraze
V spoločnosti PTSMAKE som videl množstvo úspešných implementácií PP v automobilových súčiastkach, nádobách na chemikálie a zdravotníckych pomôckach.
Spotrebné výrobky
PLA vykazuje silné stránky v:
- Balenie potravín
- Jednorazové položky
- Aplikácie s nízkym namáhaním
- Výrobky vyžadujúce biologickú odbúrateľnosť
Úvahy o spracovaní
Parametre vstrekovania
Oba materiály si vyžadujú rôzne prístupy k spracovaniu:
| Parameter | PLA | PP |
|---|---|---|
| Teplota formy | 20-25°C | 20-60°C |
| Teplota topenia | 180-210°C | 200-250°C |
| Vstrekovací tlak | Vyššie | Nižšie |
| Čas chladenia | Dlhšie | Kratšie |
Výzvy v oblasti kontroly kvality
Niektoré bežné problémy, s ktorými sa stretávame:
PLA:
- Citlivosť na vlhkosť
- Úzke okno spracovania
- Riziká tepelnej degradácie
PP:
- Kontrola zmrštenia
- Problémy s deformáciou
- Zmeny povrchovej úpravy
Výkon v rôznych prostrediach
Teplotný výkon
- PLA sa stáva mäkkým okolo 60 °C
- PP si zachováva stabilitu až do 120 °C
- Teplotné cykly majú výraznejší vplyv na PLA
Chemická odolnosť
PP vykazuje vynikajúcu odolnosť voči:
- Kyseliny a zásady
- Bežné rozpúšťadlá
- Čistiace prostriedky
- Olej a tuk
Citlivosť na vlhkosť
PLA si vyžaduje opatrnejšie zaobchádzanie kvôli:
- Vyššia absorpcia vlhkosti
- Potenciálna degradácia počas skladovania
- Potreba predsušenia pred spracovaním
Správna voľba
Pri výbere medzi PLA a PP zvážte tieto faktory:
Požiadavky na podanie žiadosti:
- Prevádzková teplota
- Vystavenie chemickým látkam
- Úrovne mechanického namáhania
- Podmienky prostredia
Výrobné aspekty:
- Požiadavky na objem
- Obmedzenia nákladov
- Možnosti spracovania
- Špecifikácie kvality
Vplyv na životné prostredie:
- Likvidácia po skončení životnosti
- Požiadavky na recykláciu
- Ciele v oblasti uhlíkovej stopy
- Dodržiavanie právnych predpisov
V spoločnosti PTSMAKE pomáhame klientom pri týchto rozhodnutiach tým, že vykonávame podrobnú analýzu materiálov a skúšobné prevádzky s cieľom zabezpečiť optimálny výber materiálu pre každú aplikáciu.
Budúci vývoj
Plastové materiály sa neustále vyvíjajú:
- Nové druhy PLA so zvýšenou tepelnou odolnosťou
- Vylepšené formulácie PP pre špecifické aplikácie
- Hybridné materiály kombinujúce výhody oboch
- Pokročilé recyklačné technológie
Verím, že oba materiály budú aj naďalej zohrávať dôležitú úlohu v rôznych aplikáciách, pričom zlepšovanie vlastností a možností spracovania ešte viac rozšíri možnosti ich použitia.
Aký je najlepší plast na vstrekovanie?
Pri výbere plastov na vstrekovanie sa mnohí konštruktéri a návrhári výrobkov stretávajú s neprehľadnými možnosťami. Pri stovkách dostupných plastových materiálov môže nesprávny výber viesť k oneskoreniu projektu, problémom s kvalitou a zbytočným nákladom.
Najlepší plast na vstrekovanie závisí od vašich špecifických požiadaviek na aplikáciu. Vo všeobecnosti sú termoplasty ako PP, ABS a POM obľúbenou voľbou vďaka ich vynikajúcej rovnováhe mechanických vlastností, spracovateľnosti a nákladovej efektívnosti.

Pochopenie vlastností materiálov pre vstrekovanie
Podľa mojich skúseností v spoločnosti PTSMAKE spočíva kľúč k výberu správneho plastového materiálu v pochopení jeho základných vlastností. Materiál je distribúcia molekulovej hmotnosti7 významne ovplyvňuje jeho spracovateľské vlastnosti a konečný výkon súčiastky.
Mechanické vlastnosti
- Pevnosť v ťahu
- Odolnosť proti nárazu
- Modul pružnosti v ohybe
- Odolnosť proti opotrebovaniu
- Tvrdosť
Tepelné vlastnosti
- Teplota vychýlenia tepla
- Bod topenia
- Tepelná rozťažnosť
- Tepelná vodivosť
Chemické vlastnosti
- Chemická odolnosť
- UV stabilita
- Absorpcia vlhkosti
- Odolnosť voči trhlinám spôsobeným namáhaním v prostredí
Bežné termoplasty a ich použitie
Dovoľte mi rozobrať najobľúbenejšie termoplastické materiály, ktoré často používame v spoločnosti PTSMAKE:
Polypropylén (PP)
PP zostáva jedným z našich najžiadanejších materiálov vďaka svojej všestrannosti a cenovej výhodnosti. Ponúka:
- Vynikajúca chemická odolnosť
- Dobrá odolnosť proti únave
- Nízka hustota
- Vysoký pomer pevnosti k hmotnosti
Medzi bežné aplikácie patria:
- Spotrebné výrobky
- Automobilové komponenty
- Zdravotnícke pomôcky
- Nádoby na potraviny
Akrylonitrilbutadiénstyrén (ABS)
ABS poskytuje vynikajúcu odolnosť proti nárazu a povrchovú úpravu:
- Vysoká pevnosť pri náraze
- Dobrá rozmerová stabilita
- Ľahko sa maľuje a plátkuje
- Vynikajúce estetické vlastnosti
Polyoxymetylén (POM/Acetal)
POM je ideálny pre presné strojárske komponenty:
- Vysoká tuhosť
- Vynikajúca rozmerová stabilita
- Nízky koeficient trenia
- Dobrá odolnosť proti opotrebovaniu
Sprievodca výberom materiálu
Tu je porovnávacia tabuľka bežných termoplastov na základe kľúčových vlastností:
| Materiál | Sila | Náklady | Chemická odolnosť | Tepelná odolnosť | Spracovateľnosť |
|---|---|---|---|---|---|
| PP | Stredné | Nízka | Vynikajúce | Stredné | Vynikajúce |
| ABS | Vysoká | Stredné | Dobrý | Stredné | Dobrý |
| POM | Vysoká | Vysoká | Dobrý | Vysoká | Dobrý |
| PA | Vysoká | Stredné | Stredné | Vysoká | Stredné |
| PC | Veľmi vysoká | Vysoká | Chudobný | Vysoká | Stredné |
Úvahy špecifické pre dané odvetvie
Automobilový priemysel
Pre aplikácie v automobilovom priemysle často odporúčame:
- PP plnený sklom pre konštrukčné prvky
- Zmesi ABS/PC pre vonkajšie diely
- POM pre mechanické komponenty
- PA66 pre aplikácie pod kapotou
Zdravotnícky priemysel
Lekárske aplikácie vyžadujú:
- Zhoda s USP triedy VI alebo ISO 10993
- Odolnosť voči sterilizácii
- Chemická kompatibilita
- Biokompatibilita
Spotrebná elektronika
Potrebujete puzdrá elektroniky:
- Nehorľavosť (hodnotenie UL94)
- Možnosti tienenia EMI
- Dobré estetické vlastnosti
- Odolnosť proti nárazu
Úvahy o nákladoch a ekonomike materiálov
Celkové náklady na výber materiálu zahŕňajú:
- Náklady na suroviny
- Požiadavky na spracovanie
- Úvahy o nástrojoch
- Čas výrobného cyklu
- Sadzby šrotu
- Sekundárne operácie
Vplyv na životné prostredie a udržateľnosť
V spoločnosti PTSMAKE sa čoraz viac zameriavame na udržateľné materiály:
- Možnosti recyklovaného obsahu
- Alternatívy na biologickej báze
- Energeticky efektívne spracovanie
- Úvahy o konci životnosti
Kontrola kvality a testovanie
Zabezpečenie výkonu materiálu:
- Certifikácia materiálu
- Testovanie vstupného materiálu
- Overovanie parametrov procesu
- Záverečné testovanie dielov
- Hodnotenie dlhodobej stability
Rozšírené možnosti materiálu
Pre špecializované aplikácie ponúkame:
- Vlastné zloženie zmesí
- Zosilnené materiály
- Špeciálne balíky aditív
- Vysoko výkonné zmesi
Najlepší plast na vstrekovanie v konečnom dôsledku závisí od vyváženia:
- Požiadavky na aplikáciu
- Úvahy o spracovaní
- Ekonomické faktory
- Vplyv na životné prostredie
- Normy kvality
Vďaka starostlivému výberu materiálu a našim pokročilým výrobným možnostiam v spoločnosti PTSMAKE pomáhame klientom optimalizovať ich projekty vstrekovania plastov tak, aby boli úspešné. Zohľadňujeme nielen okamžité požiadavky na výkon, ale aj dlhodobú životnosť, nákladovú efektívnosť a zodpovednosť voči životnému prostrediu.
Ako optimalizovať vstrekovanie PP pre lepšie výsledky?
Dosiahnutie konzistentnej kvality pri vstrekovaní PP môže byť náročné. Videl som, že mnohí výrobcovia zápasia s problémami, ako sú deformácie, stopy po prepadnutí a rozmerová nestabilita, čo vedie k vysokej miere zmetkov a oneskoreniu výroby. Tieto problémy majú vplyv nielen na kvalitu výrobku, ale výrazne zvyšujú aj výrobné náklady a dodacie lehoty.
Ak chcete optimalizovať vstrekovanie PP, zamerajte sa na štyri kľúčové oblasti: správnu manipuláciu s materiálom, presnú kontrolu teploty, optimalizované parametre vstrekovania a účinné stratégie chladenia. Tieto prvky v kombinácii s pravidelným monitorovaním a úpravami procesu zabezpečujú výrobu vysokokvalitných PP dielov.

Pochopenie vlastností a prípravy materiálov
PP (polypropylén) vykazuje jedinečné kryštalizačné správanie8 počas spracovania, čo priamo ovplyvňuje kvalitu dielov. V spoločnosti PTSMAKE vždy kladieme dôraz na správnu prípravu materiálu pred lisovaním:
Požiadavky na sušenie
- Teplota pred sušením: 70-80 °C
- Čas sušenia: 2-3 hodiny
- Obsah vlhkosti: < 0,05%
Pokyny na skladovanie materiálu
| Parameter ukladania | Odporúčaná hodnota | Vplyv na kvalitu |
|---|---|---|
| Teplota | 20-25°C | Zabraňuje absorpcii vlhkosti |
| Relatívna vlhkosť | < 50% | Zachováva stabilitu materiálu |
| Typ kontajnera | Uzavretá nádoba | Chráni pred kontamináciou |
| Trvanie skladovania | Maximálne 6 mesiacov | Zabezpečuje vlastnosti materiálu |
Optimalizácia riadenia teploty
Teplotný profil suda
| Zóna | Teplotný rozsah (°C) | Účel |
|---|---|---|
| Feed Zone | 190-200 | Počiatočné zmäkčenie materiálu |
| Kompresná zóna | 200-220 | Plastifikácia materiálu |
| Zóna merania | 220-230 | Konečná príprava taveniny |
| Tryska | 220-230 | Optimálny stav prietoku |
Nastavenia parametrov vstrekovania
Kritické parametre procesu
Rýchlosť vstrekovania
- Dostatočne rýchle na to, aby sa zabránilo predčasnému zamrznutiu
- dostatočne pomalé na to, aby nedošlo k popáleniu alebo poškodeniu strihom
- Typický rozsah: 50-100 mm/s
Vstrekovací tlak
- Počiatočný tlak: 600-800 barov
- Podržte tlak: 40-60% vstrekovacieho tlaku
- Trvanie: Na základe času zmrazenia brány
Teplota formy
- Strana jadra: 20-30 °C
- Strana dutiny: 20-30 °C
- Rozdiel teplôt: < 5°C
Implementácia stratégie chladenia
Návrh chladiaceho systému
Rozloženie kanálov
- Rovnomerné rozloženie chladiacich kanálov
- Optimálny priemer kanála: 8-12 mm
- Vzdialenosť medzi kanálmi: 2,5-3 násobok priemeru
Výpočet času chladenia
- Na základe hrúbky steny
- Typický rozsah: 10-30 sekúnd
- Sledovanie teploty dielu pri vysunutí
Opatrenia na kontrolu kvality
Monitorovanie procesov
| Parameter | Frekvencia monitorovania | Prijateľná odchýlka |
|---|---|---|
| Teplota topenia | Každé 2 hodiny | ±5°C |
| Vstrekovací tlak | Každý výstrel | ±2% |
| Čas chladenia | Každé nastavenie | ±1 sekunda |
| Hmotnosť časti | Každú hodinu | ±0,1% |
Riešenie bežných problémov
Prevencia povrchových defektov
Značky drezu
- Zvýšenie tlaku balenia
- Optimalizácia chladiaceho systému
- Nastavenie hrúbky steny
Prietokové línie
- Zvýšenie teploty taveniny
- Nastavenie rýchlosti vstrekovania
- Úprava umiestnenia brány
Deformácia
- Vyvážené chladenie
- Optimalizácia parametrov balenia
- Preskúmanie návrhu dielu
Dokumentácia a kontrola procesov
Zaznamenávanie parametrov
- Zdokumentujte všetky nastavenia procesov
- Sledovanie zmien a výsledkov
- Udržiavanie historických údajov
Metriky kvality
- Kontrola prvého článku
- Kontroly v procese
- Konečné overenie kvality
Pokročilé techniky optimalizácie
Vedecký prístup k formovaniu
- Systematický vývoj procesov
- Optimalizácia na základe údajov
- Neustále zlepšovanie
Návrh experimentov (DOE)
- Identifikácia kritických parametrov
- Optimalizácia kombinácií parametrov
- Overenie výsledkov
V spoločnosti PTSMAKE sme tieto optimalizačné stratégie implementovali v mnohých projektoch vstrekovania PP. Náš systematický prístup neustále prináša vynikajúce výsledky, pričom typické zlepšenia zahŕňajú:
- 30% zníženie miery zmetkovitosti
- 25% zníženie času cyklu
- 40% zlepšenie kvality povrchu
- 50% zníženie počtu chýb
Dodržiavaním týchto pokynov a neustálym monitorovaním a upravovaním procesu môžete dosiahnuť optimálne výsledky pri vstrekovaní PP. Nezabudnite, že úspešná optimalizácia je nepretržitý proces, ktorý si vyžaduje pozornosť k detailom a pravidelné vyhodnocovanie výsledkov.
Aké sú bežné chyby pri vstrekovaní PP?
Výroba dielov z PP vstrekovaním môže byť náročná. Videl som, že mnohí klienti zápasia s problémami s kvalitou, čelia oneskoreniu výroby a zvýšeným nákladom v dôsledku chýb. Tieto problémy majú vplyv nielen na kvalitu výrobkov, ale aj na ich povesť a hospodárske výsledky.
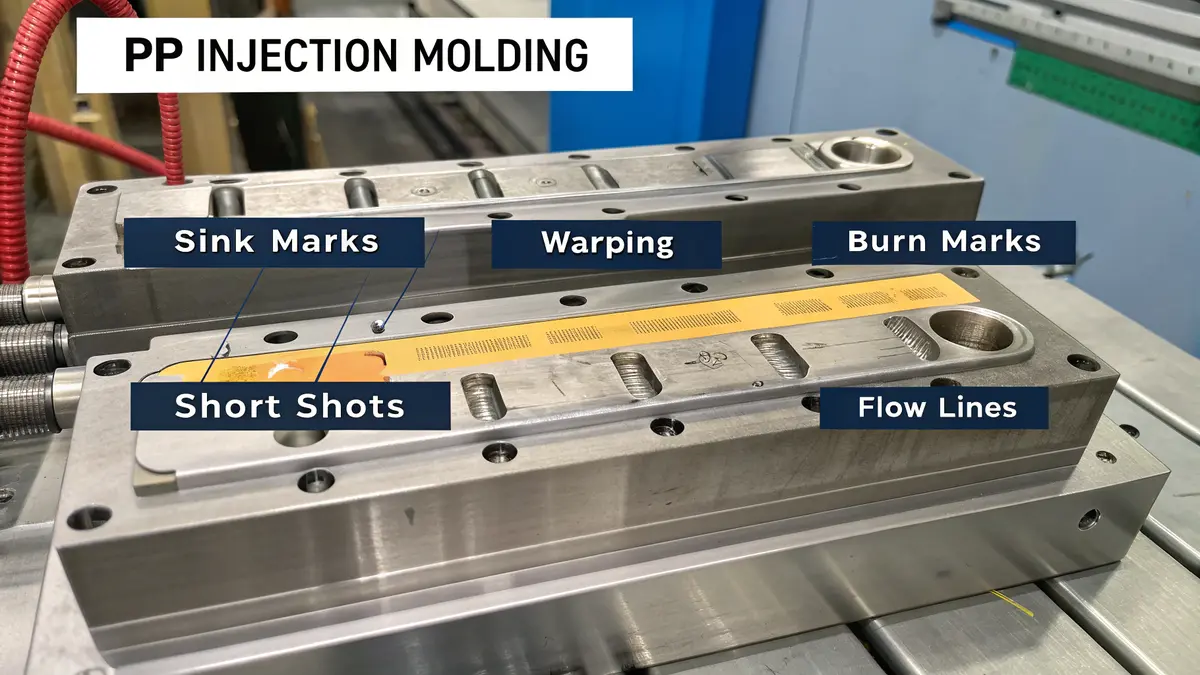
Medzi bežné chyby pri vstrekovaní PP patria stopy po prepadnutí, deformácie, stopy po spálení, krátke zábery a línie toku. Tieto problémy zvyčajne vznikajú v dôsledku nesprávnych parametrov spracovania, zlej konštrukcie formy alebo problémov s manipuláciou s materiálom. S náležitými znalosťami a kontrolnými opatreniami však možno väčšine chýb predísť alebo ich minimalizovať.
Pochopenie značiek na umývadle a prevencia
Stopy po prepadnutí sú jednou z najčastejších chýb, s ktorými sa stretávam pri vstrekovaní PP. Tieto priehlbiny vznikajú, keď hrubšie časti dielu vychladnú a nerovnomerne sa zmršťujú. Na stránke . objemové zmrštenie9 PP počas chladenia môže viesť k týmto nevzhľadným povrchovým priehlbinám.
Aby ste zabránili vzniku stôp po potopení:
- Zachovanie rovnomernej hrúbky steny
- Optimalizácia konštrukcie chladiaceho kanála
- Nastavenie tlaku a času držania
- Zvážte použitie vyššieho vstrekovacieho tlaku
Deformácia: Príčiny a riešenia
K deformácii dochádza, keď sa rôzne časti PP dielu ochladzujú rôznou rýchlosťou, čo spôsobuje vnútorné napätie. V spoločnosti PTSMAKE sme vyvinuli niekoľko stratégií na minimalizáciu deformácií:
Úvahy o dizajne
- Rovnomerná hrúbka steny
- Správna konštrukcia rebier
- Strategické umiestnenie brány
- Vyvážená konštrukcia chladiaceho systému
Parametre spracovania
- Optimálna teplota tavenia
- Vyvážený čas chladenia
- Vhodný prídržný tlak
- Riadená teplota vyhadzovania
Prietokové potrubia a ich prevencia
Tokové čiary sa na povrchu dielov z PP prejavujú ako vlnovky alebo čiary. Tieto vizuálne chyby sa často vyskytujú v oblastiach ďaleko od brány alebo okolo prekážok.
Kľúčové preventívne opatrenia
| Faktor | Metóda kontroly | Impact |
|---|---|---|
| Teplota topenia | Zvýšenie v rámci rozsahu | Zlepšuje prietokové charakteristiky |
| Rýchlosť vstrekovania | Optimalizácia pre materiál | Znižuje viditeľné vzory prúdenia |
| Dizajn brány | Správna veľkosť a umiestnenie | Zabezpečuje rovnomerné plnenie |
| Výber materiálu | Výber triedy | Ovplyvňuje správanie toku |
Značky po popáleninách: identifikácia a riešenie
Stopy po popálení sa na častiach PP prejavujú ako hnedasté alebo čierne sfarbenie. Vznikajú v dôsledku stlačenia a zahriatia zachyteného vzduchu počas vstrekovania.
Stratégie prevencie
- Optimalizácia vetracieho systému
- Nastavenie rýchlosti vstrekovania
- Kontrola teploty taveniny
- Overenie vlhkosti materiálu
Krátke zábery a ich riešenia
Krátke zábery vznikajú, keď dutina formy nie je úplne vyplnená. Na základe mojich skúseností v spoločnosti PTSMAKE k tejto chybe prispieva niekoľko faktorov:
Faktory súvisiace s materiálom
- Nesprávny výber triedy PP
- Nesprávne sušenie
- Kontaminácia
- Degradovaný materiál
Riešenia súvisiace s procesmi
| Parameter | Úprava | Očakávaný výsledok |
|---|---|---|
| Vstrekovací tlak | Zvýšenie | Lepšia výplň dutín |
| Teplota topenia | Optimalizácia | Zlepšený prietok |
| Veľkosť brány | V prípade potreby zväčšite | Zlepšený tok materiálu |
| Bežecký systém | Návrh rovnováhy | Rovnomerné plnenie |
Riadenie zábleskovej formácie
Blesk sa prejavuje ako prebytočný materiál na deliacej čiare alebo v iných oblastiach. Na kontrolu odleskov v PP výliskoch:
Metódy prevencie
- Pravidelná údržba plesní
- Správny výpočet sily upnutia
- Optimalizované parametre spracovania
- Kontrola kvality povrchu formy
Prevencia tryskania
Tryskanie vytvára na povrchu súčiastky hadovité vzory. V spoločnosti PTSMAKE zabraňujeme tryskaniu prostredníctvom:
Dizajnové riešenia
- Optimalizácia konštrukcie brány
- Vylepšenia systému Runner
- Úpravy hrúbky steny
- Implementácia vedúceho toku
Problémy s farbou a pigmentom
Nejednotné sfarbenie môže ovplyvniť vzhľad dielov PP. Kontrolné opatrenia zahŕňajú:
- Správne percento hlavnej zmesi
- Rovnomerné miešanie materiálu
- Regulácia teploty
- Riadenie času v rezidencii
- Optimalizácia konštrukcie skrutky
Opatrenia na kontrolu kvality
Aby sme zabezpečili konzistentnú kvalitu PP dielov, zavádzame:
Kontrolné postupy
| Etapa | Kontrolné body | Frekvencia |
|---|---|---|
| Nastavenie | Parametre procesu | Každé nastavenie |
| Výroba | Vizuálna kontrola | Hodinové |
| Post-molding | Kontrola rozmerov | Na dávku |
| Záverečná stránka | Overovanie kvality | Na partiu |
Pokyny pre manipuláciu s materiálom
Správna manipulácia s materiálom PP je rozhodujúca pre prevenciu chýb:
- Kontrola vlhkosti prostredníctvom správneho sušenia
- Prevencia kontaminácie
- Riadenie percentuálneho podielu Regrind
- Monitorovanie stavu skladu
- Systém rotácie materiálu
Zavedením týchto komplexných kontrolných opatrení dosahujeme v spoločnosti PTSMAKE neustále vysokú kvalitu vstrekovaných dielov z PP. Náš systematický prístup k prevencii chýb pomohol mnohým klientom udržať kvalitu výroby a zároveň znížiť náklady spojené s vyradením a prepracovaním.
Získajte informácie o semikryštalických polyméroch a ich výhodách pre lepší výber materiálov vo výrobe. ↩
Získajte informácie o teplotných zmenách pri lisovaní na optimálne spracovanie materiálu. ↩
Zistite, ako tieto výstuže zvyšujú výkonnosť a znižujú náklady v aplikáciách PP. ↩
Získajte informácie o štiepení reťazca, aby ste pochopili degradáciu polypropylénu a zlepšili trvanlivosť materiálu. ↩
Zistite, ako kryštalizácia ovplyvňuje vlastnosti polymérov a vplýva na kvalitu výrobkov pri vstrekovaní. ↩
Zistite, ako kryštalinita ovplyvňuje výkonnosť materiálu, aby ste sa mohli lepšie rozhodnúť pre konštrukciu. ↩
Zistite, ako molekulová hmotnosť ovplyvňuje spracovanie a výkon vstrekovacích materiálov. ↩
Zistite, ako usporiadanie polymérov ovplyvňuje kvalitu a vlastnosti výliskov. ↩
Zistite viac o objemovom zmršťovaní, aby ste zabránili vzniku škvŕn a zaistili lepšiu kvalitu PP dielov. ↩






