

Stretli ste sa niekedy s oneskorením projektu, pretože vaše zákazkové diely boli dodané až po niekoľkých týždňoch? Alebo ste zápasili s nekonzistentnou kvalitou, ktorá si vynútila prepracovanie návrhu na poslednú chvíľu? Tieto frustrácie sú silnejšie, keď sa blížia termíny a znižujú sa rozpočty. Hliníkové profily sľubujú efektívnosť, ale nespoľahliví dodávatelia často menia potenciálne riešenia na nové bolesti hlavy.
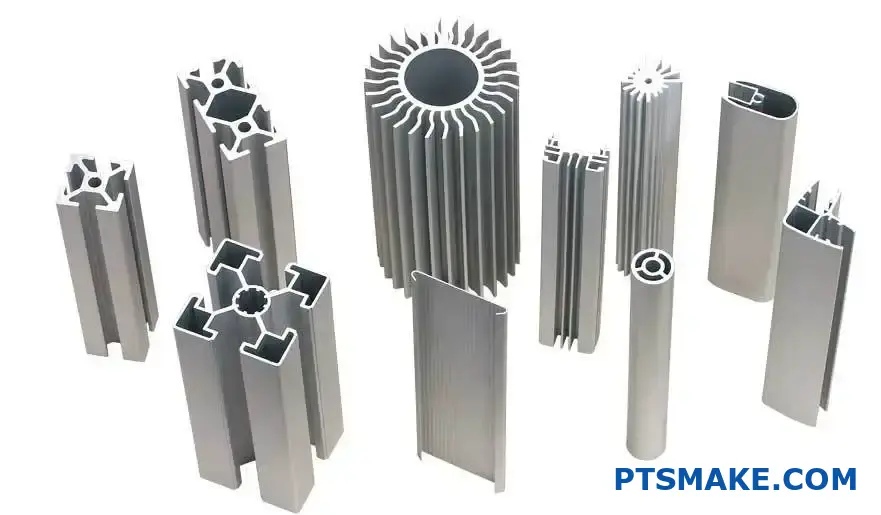
Hliníkový profil je tvarovaný kovový výlisok vytvorený pretláčaním zahriateho hliníka cez lisovací nástroj. Tieto ľahké komponenty odolné voči korózii tvoria konštrukčné rámy v priemyselných odvetviach, ako je automobilový, letecký a kozmický priemysel a robotika.

Možno si myslíte, že všetky hliníkové profily sú vzájomne zameniteľné - až do chvíle, keď vám nezhodná tolerancia vykoľají montážnu linku. Pravda? Nie každý dodávateľ rozumie tomu, ako triedy zliatiny, povrchové úpravy a tepelné vlastnosti ovplyvňujú skutočný výkon. Poďme si vysvetliť, čo spôsobuje, že hliníkové profily fungujú (alebo zlyhávajú) v kritických aplikáciách, a ako sa vyhnúť nákladným chybám.
Ako silný je hliníkový profil?
Už ste niekedy navrhli výrobok, len aby ste zistili, že sa váš hliníkový rám pri neočakávanom zaťažení ohýba? Alebo ešte horšie - čelili ste nákladným oneskoreniam, pretože pevnosť materiálu nezodpovedala vašim výpočtom? Tieto frustrácie nie sú len nepríjemné; odhaľujú kritické medzery v chápaní toho, čo hliníkové profily skutočne zvládnu.
Hliníkové profily dosahujú pevnosti od 70 MPa do 600 MPa v závislosti od zloženia zliatiny, procesov popúšťania a konštrukčného návrhu. Ich pomer pevnosti k hmotnosti často prekonáva oceľ v aplikáciách vyžadujúcich ľahkú odolnosť, ale len pri správnom návrhu.

Rozdelenie pevnosti hliníkových profilov
1. Veda v pozadí kovu
Hliník získava svoju pevnosť z atómovej väzby a pohyb dislokácie1. Čistý hliník je mäkký, ale pridaním prvkov, ako je horčík alebo kremík, sa tieto dislokácie narúšajú, čím sa materiál stáva tvrdším. Napríklad:
| Séria zliatin | Kľúčové prvky | Typická pevnosť v ťahu (MPa) | Bežné aplikácie |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Konštrukčné rámy |
| 7000 | Zn | 350-600 | Letecké a kozmické komponenty |
| 1000 | Žiadne (99%+ Al) | 70-110 | Ozdobné lišty |
V spoločnosti PTSMAKE sme obrábali profily z týchto zliatin pre robotiku a zdravotnícke zariadenia. Nedávny projekt vyžadoval rameno z hliníka 7075-T6 pre priemyselného robota - muselo vydržať namáhanie 480 MPa a zároveň vážiť o 40% menej ako oceľové alternatívy.
2. Ako geometria znásobuje silu
Tvar profilu nie je len estetický:
- Dutý vs. plný: Duté profily znižujú hmotnosť bez toho, aby sa znížila tuhosť. Dutý profil s rozmermi 50x50 mm odoláva ohybu 3,2-krát lepšie ako plná tyč rovnakej hmotnosti.
- Umiestnenie rebier: Strategicky umiestnené rebrá (tenké až 1,5 mm v našich CNC obrábaných prototypoch) môžu zvýšiť torznú tuhosť o 70%.
3. Skrytá slabosť: Tepelné a chemické faktory
Pevnosť hliníka klesá o 15-25% pri 150 °C. Raz sme prepracovali držiak automobilového snímača po zistení, že okolité teplo motora zmäkčilo pôvodný profil 6061-T6. Podobne slané prostredie urýchľuje koróziu, ak nie je eloxované alebo potiahnuté - poučenie z projektov pobrežnej robotiky.
4. Testovacie metódy, na ktorých záleží
Nespoliehajte sa len na hodnoty uvedené v technickom liste:
- Testovanie tvrdosti: Rýchla, ale povrchná (napr. Brinellova stupnica)
- Testovanie v ťahu: Odhaľuje skutočnú medzu klzu a medzu pevnosti
- Testovanie únavy: Kritické pre diely vystavené cyklickému zaťaženiu
Naše laboratórium využíva digitálnu koreláciu obrazu na mapovanie rozloženia napätia - technika, ktorá odhalila nerovnomerné dráhy zaťaženia v ráme dronu, čo viedlo k zmene konštrukcie, ktorá zdvojnásobila jeho životnosť.
5. Keď silnejší nie je lepší
Vysokopevnostné zliatiny ako 7075 stoja 2-3x viac ako 6061 a ťažšie sa obrábajú. Pri projekte puzdra pre spotrebnú elektroniku sa prechodom zo 7075 na 6061 ušetrilo 22% na materiálových nákladoch bez vplyvu na výkon - pretože pri návrhu sa namiesto toho použilo inteligentné rebrovanie.
Koľko typov hliníkových profilov existuje?
Stretli ste sa niekedy s neočakávaným oneskorením projektu, pretože ste si vybrali nesprávny hliníkový profil? Alebo ste v polovici výroby zistili, že vami vybraná zliatina nezvládne požadovanú nosnosť? Tieto frustrácie nie sú len nepríjemné - môžu narušiť časový plán a zničiť rozpočet.
Existujú 4 základné metódy klasifikácie hliníkových profilov: podľa zloženia zliatiny, tvaru prierezu, povrchovej úpravy a priemyselného použitia. Každá kategória obsahuje viacero podtypov určených pre špecifické požiadavky na výkon a prípady použitia.

Rozdelenie klasifikácií hliníkových profilov
Preskúmajme každý klasifikačný systém z hľadiska praktických výrobných potrieb:
1. Rozdiely v zložení zliatiny
Séria hliníkových zliatin určuje základné vlastnosti materiálu. V spoločnosti PTSMAKE pravidelne pracujeme s týmito kľúčovými typmi:
| Séria | Kľúčové prvky | Pevnosť v ťahu | Typické použitie |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Ozdobné lišty |
| 6000 | Mg + Si | 150-310 MPa | Konštrukčné rámy |
| 7000 | Zn + Mg | 350-500 MPa | Letecké a kozmické komponenty |
Séria 6000 (najmä 6061 a 6063) predstavuje 68% priemyselných profilov vďaka optimálnej rovnováhe medzi pevnosťou a tvárnosťou. Zistili sme však, že mnohí klienti prehliadajú výhody zrážkové tvrdnutie2 v zliatinách série 7000 pre vysoko namáhané aplikácie.
2. Možnosti prierezovej geometrie
Tvary profilov priamo ovplyvňujú funkčnosť a efektívnosť montáže:
Štandardné tvary
- T-drážkové výlisky (modulárne rámové systémy)
- I-nosníky (konštrukčná podpora)
- U-kanály (ochrana hrán)
Vlastné tvary
Nedávno sme pre zákazníka z oblasti robotiky vyvinuli šesťuholníkový profil s dutým jadrom a vnútornými chladiacimi kanálmi, čím sme znížili hmotnosť komponentov o 40% v porovnaní s pevnými hliníkovými dielmi.
3. Metódy povrchovej úpravy
Rôzne povrchové úpravy slúžia na rôzne účely:
| Liečba | Hrúbka | Odolnosť proti korózii | Faktor nákladov |
|---|---|---|---|
| Eloxovanie | 5-25 μm | Vynikajúce | $$$ |
| Práškové lakovanie | 60-120 μm | Dobrý | $$ |
| Mechanické leštenie | NEUPLATŇUJE SA | Chudobný | $ |
Pri projektoch zdravotníckych zariadení často odporúčame elektrolytické leštenie - proces, ktorý odstraňuje povrchové nečistoty a zároveň zlepšuje mikrobiálna odolnosť2.
4. Dizajny špecifické pre danú aplikáciu
Rôzne odvetvia si vyžadujú špecializované profily:
Architektúra
Systémy tepelného prerušenia s polyamidovými vložkami (tepelná vodivosť 0,24 W/m-K)Automobilový priemysel
Systémy riadenia nárazov s použitím zliatiny AA7003 (absorpcia energie do 35 kJ)Elektronika
Skrine s tienením proti EMI s vodivými povlakmi (útlm 60 dB pri 1 GHz)
Náš tím nedávno pomohol klientovi prepracovať systém montáže solárnych panelov pomocou profilov 6063-T6, čím sa skrátil čas inštalácie o 30% pri zachovaní požiadaviek na certifikáciu podľa normy IEC 61215.
Kritické faktory výberu
Pri poskytovaní poradenstva klientom v spoločnosti PTSMAKE kladieme dôraz na tri často prehliadané aspekty:
Kompatibilita s tepelnou rozťažnosťou
Rozťažnosť hliníka 23 μm/m-°C musí byť v súlade so spojenými materiálmi
Príklad: Spojovacie prvky z nehrdzavejúcej ocele (17 μm/m-°C) vyžadujú tepelnú kompenzáciuPríspevky na obrábanie
Odporúčané tolerancie pre bežné procesy:Proces Tolerancia (±) CNC frézovanie 0,05 mm Vŕtanie 0,1 mm Rezanie laserom 0,2 mm Dodržiavanie právnych predpisov
- ASTM B221 pre všeobecné výlisky
- AMS 4152 pre letecké aplikácie
- EN 755-9 pre európske trhy
Náš závod s certifikátom ISO 9001 udržiava oddelené výrobné linky pre medicínske (ISO 13485) a automobilové (IATF 16949) profily, aby sa zabránilo krížovej kontaminácii - čo je dôležitý detail, ktorý mnohí dodávatelia prehliadajú.
Kde sa používajú hliníkové profily?
Stretli ste sa niekedy s projektom, pri ktorom nemohla koexistovať flexibilita materiálu a konštrukčná integrita? Alebo ste sa snažili nájsť rovnováhu medzi ľahkou konštrukciou a odolnosťou v priemyselných aplikáciách? Tieto výzvy sú bežné, ale čo ak existuje materiál, ktorý ich všetky vyrieši?
Hliníkové profily sú extrudované tvary, ktoré sa používajú v rôznych priemyselných odvetviach pre ich ľahkú pevnosť, odolnosť proti korózii a flexibilitu konštrukcie. Umožňujú nákladovo efektívne a udržateľné riešenia komplexných technických potrieb - od fasád budov až po zásobníky batérií pre elektrické vozidlá.

Kľúčové odvetvia využívajúce hliníkové profily
1. Konštrukcia a architektúra
Hliníkové profily dominujú modernej výstavbe vďaka svojej prispôsobivosti a dlhej životnosti.
Aplikácie:
- Záclonové steny a okenné rámy: Ich odolnosť proti korózii zaručuje desaťročia prevádzky v náročných poveternostných podmienkach.
- Konštrukčné podpery: Vysoký pomer pevnosti k hmotnosti znižuje zaťaženie budov pri zachovaní bezpečnosti.
- Montážne systémy solárnych panelov: Ľahký, ale dostatočne odolný, aby odolal záťaži prostredia.
V spoločnosti PTSMAKE sme dodali hliníkové profily na zákazku pre projekty mrakodrapov v Európe, pričom sme dosiahli tolerancie až ±0,05 mm pre bezproblémovú montáž.
2. Automobilový priemysel a doprava
Prechod na elektrické vozidlá (EV) prudko zvýšil dopyt po hliníkových profiloch.
Kritické použitie:
| Aplikácia | Trieda hliníka | Kľúčová výhoda |
|---|---|---|
| Skrine na batérie pre elektrické vozidlá | 6061-T6 | Tepelný manažment a bezpečnosť pri náraze |
| Komponenty podvozku | 7075 | Zníženie hmotnosti bez straty sily |
| Chladiče tepla | 6063 | Optimalizované tepelná vodivosť3 |
Náš tím nedávno vyvinul modulárny systém zásobníkov batérií s použitím profilov 6061-T6, čím sa znížil čas montáže klienta o 30% a zároveň sa znížila hmotnosť o 15% v porovnaní s oceľovými alternatívami.
3. Elektronika a robotika
Presnosť je tu neoddiskutovateľná. Hliníkové profily poskytujú:
- Tienenie EMI pre citlivé komponenty
- Odvádzanie tepla pre výkonné procesory
- Pevné rámy pre kolaboratívne roboty
Robotický startup, s ktorým sme spolupracovali, potreboval 2-metrový profil robotického ramena s 12 vnútornými chladiacimi kanálmi. Pomocou CNC obrábaného hliníka 6063 sme dosiahli toleranciu priamosti 0,1 mm, ktorá je rozhodujúca pre presnosť polohovania.
4. Priemyselné stroje
Hliník je vďaka svojej opracovateľnosti ideálny na výrobu rámov strojov, dopravníkových systémov a automatizačných zariadení na mieru.
Prečo si inžinieri vyberajú hliník:
- Modularita: Profily s T-drážkami umožňujú rýchlu zmenu konfigurácie.
- Hygiena: Neporézne povrchy spĺňajú normy FDA pre potraviny/farmácie.
- Nákladová efektívnosť: Nižšie náklady na obrábanie v porovnaní s nehrdzavejúcou oceľou.
Úvahy o konštrukcii hliníkových profilov
Sprievodca výberom materiálu
| Požiadavka | Odporúčaná zliatina | Poznámky |
|---|---|---|
| Vysoká pevnosť | 7075 | Letecká trieda, menej odolná voči korózii |
| Kompatibilita so zváraním | 6061 | Vyžaduje tepelné spracovanie po zváraní |
| Povrchová úprava eloxovaním | 6063 | Vynikajúca rovnomernosť povrchu |
Normy tolerancie
- Komerčné: ±0,5 mm (konštrukčné aplikácie)
- Presnosť: ±0,1 mm (robotika, optika)
- Vysoko presné: ±0,05 mm (špecialita PTSMAKE pre lekársky/automobilový priemysel)
Faktory udržateľnosti
Hliníkové profily podporujú kruhovú výrobu:
- 95% recyklovateľnosť bez straty vlastníctva
- Nižšia uhlíková stopa v porovnaní s výrobou primárneho materiálu
- Odľahčenie znižuje emisie z dopravy
Štúdia z roku 2023 ukázala, že používanie recyklovaných hliníkových profilov pri výrobe elektrických vozidiel znižuje emisie počas životného cyklu o 72% v porovnaní s tradičnými metódami.
Prečo spolupracovať s PTSMAKE?
- Rýchlosť: 5-7 dní na výrobu prototypov prostredníctvom nášho zariadenia v Shenzhene.
- Stupnica: Ročná výrobná kapacita viac ako 12 000 ton.
- Certifikáty: ISO 9001, IATF 16949 a AS9100D.
V minulom štvrťroku sme dodali 8 000 hliníkových puzdier obrábaných CNC pre nemeckého výrobcu zdravotníckych pomôcok, pričom sme zachovali kvalitu 99,98% bez chýb v 14 kritických rozmeroch.
Hliníkové profily ponúkajú bezkonkurenčnú všestrannosť od konceptu až po výrobu. Či už navrhujete budovu s nulovou spotrebou energie alebo robota novej generácie, pochopenie ich použitia zaručuje inteligentnejší výber materiálu. V spoločnosti PTSMAKE kombinujeme dve desaťročia skúseností s hliníkom so špičkovými technológiami vytlačovania a obrábania, aby sme vaše návrhy premenili na skutočnosť - rýchlo, presne a s nízkymi nákladmi.
Aké sú kľúčové normy kvality pre hliníkové profily?
Dostali ste niekedy hliníkové profily, ktoré sa deformovali pri minimálnom namáhaní? Alebo ste čelili nákladnému prepracovaniu, pretože rozmery nezodpovedali špecifikáciám? Nie sú to len nepríjemnosti - sú to príznaky ignorovania kritických kritérií kvality.
Hliníkové profily musia spĺňať prísne normy pre chemické zloženie, mechanické vlastnosti, rozmerové tolerancie, povrchovú úpravu a odolnosť proti korózii. Medzi kľúčové certifikáty patria normy ASTM B221, EN 755 a ISO 6361, ktoré zabezpečujú konzistentnosť v priemyselných odvetviach, ako je letecký a automobilový priemysel.

Rozdelenie kritických kritérií kvality
1. Chemické zloženie: Základom výkonu
Vlastnosti hliníkových zliatin vyplývajú z presných pomerov prvkov. Aj malé odchýlky môžu ohroziť pevnosť alebo odolnosť proti korózii.
Kľúčové prvky na monitorovanie:
| Prvok | Úloha v hliníkových zliatinách | Prijateľný rozsah (príklad: 6061-T6) |
|---|---|---|
| Horčík (Mg) | Zvyšuje silu | 0,8-1,2% |
| Kremík (Si) | Zlepšuje odlievateľnosť | 0,4-0,8% |
| Meď (Cu) | Zvyšuje tvrdosť | 0,15-0,40% |
Pri PTSMAKE používame optické emisné spektrometre na overenie zloženia v rozmedzí ±0,05% od cieľových hodnôt. Táto presnosť zabraňuje problémom, ako je korózia pod napätím v námorných aplikáciách.
2. Mechanické vlastnosti: Okrem základnej pevnosti
Pevnosť v ťahu a medza klzu sú dôležité, ale reálne vlastnosti si vyžadujú hlbšiu analýzu.
Skrytý faktor: Exponent deformačného spevnenia
Táto zriedkavo diskutovaná metrika (označovaná ako n) určuje, ako hliník rozkladá napätie počas tvárnenia. Vyššia n (0,25-0,35 pre 6061-T6) umožňuje zložité ohyby bez praskania, čo je kritické pre komponenty automobilových rámov.
3. Rozmerové tolerancie: Kde sa presnosť stretáva s praxou
Najprísnejšie tolerancie nie sú vždy lepšie. Zvážte funkčnosť v porovnaní s nákladmi:
| Typ profilu | Kritické zóny tolerancie | Priemyselný štandard |
|---|---|---|
| Konštrukčné nosníky | Montážne plochy | ±0,5 mm/m |
| Chladiče tepla | Vzdialenosť medzi plutvami | ±0,1 mm |
| Automobilové koľajnice | Plochosť prierezu | ±0,2 mm na 1 m |
V minulom roku sme v rámci robotického projektu dosiahli opakovateľnosť ±0,05 mm na hliníkových vedeniach obrábaných na CNC kombináciou vytláčania so sekundárnym obrábaním - hybridný prístup, ktorý znížil náklady o 18% v porovnaní s plnou CNC výrobou.
4. Integrita povrchu: Viac ako len kozmetické vlastnosti
Normy hrúbky eloxovania často zatienia podpovrchové chyby. Naše kontroly kvality zahŕňajú:
- Testovanie mikrotvrdosti (80-100 HV pre 6063-T5)
- Kontrola vírivými prúdmi pre trhliny s hĺbkou pod 0,1 mm
- Testovanie soľným postrekom viac ako 1 000 hodín pre diely určené pre námornú techniku
5. Vysledovateľnosť: Neviditeľná bezpečnostná sieť
Moderná výroba si vyžaduje úplné sledovanie pôvodu:
- Certifikáty o skúške vo valcovni pre surové polotovary
- Záznamy o dávkach tepelného spracovania
- Správy o kontrole rozmerov podľa normy ISO 9001
Kódy QR vkladáme priamo do profilov, čo umožňuje klientom, ako sú výrobcovia zdravotníckych pomôcok, okamžitý prístup k úplnej histórii.
Keď sa zrážajú normy: Navigácia v protichodných požiadavkách
Nedávny projekt v letectve a kozmonautike si vyžadoval:
- Tepelné spracovanie AMS 2772 (starnutie pri 140 °C)
- EN 12258-3 chemické limity
- Vysledovateľnosť AS9100
Úpravou tepelné spracovanie roztoku4 sekvencie a pridaním záverečného kroku naťahovania za studena sme splnili všetky tri normy bez toho, aby sa znížil čas cyklu.
Bilancia nákladov a kvality
| Kvalitné investície | Počiatočné náklady | Dlhodobé úspory |
|---|---|---|
| Presné lisovacie formy | +15% | -30% miera šrotu |
| Automatizovaná kontrola | +8% | -45% sa vracia |
| Certifikované materiály | +12% | Životnosť produktu +20% |
Klient v oblasti obnoviteľných zdrojov energie ušetril $220 tisíc ročne prechodom z komerčných hliníkových profilov na hliníkové profily s certifikátom ASTM, a to napriek zvýšeniu nákladov na materiál 10%.
Prečo väčšina dodávateľov zlyháva v konzistentnosti
Počas viac ako 15 rokov pôsobenia v oblasti presnej výroby sme identifikovali tri systémové nedostatky:
- Nedostatočný predohrev polotovarov: Spôsobuje nerovnomernú štruktúru zrna
- Prílišné spoliehanie sa na testovanie na konci linky: Chýba posun procesu
- Ignorovanie okolitej vlhkosti: Ovplyvňuje výkonnosť rúry pri starnutí
Naše riešenie? Monitorovanie procesov v reálnom čase s úpravami riadenými umelou inteligenciou - zníženie rozmerových odchýlok o 63% v porovnaní s tradičnými metódami.
Ako si vybrať správneho dodávateľa hliníkových profilov?
Stretli ste sa niekedy s neočakávaným oneskorením projektu, pretože váš dodávateľ hliníkových profilov nedokázal splniť špecifikácie? Alebo ste po zadaní objednávky zistili skryté náklady? Tieto frustrácie nie sú len nepríjemnosti - môžu narušiť celý výrobný plán a poškodiť vzťahy s klientmi.
Výber správneho dodávateľa hliníkových profilov si vyžaduje posúdenie technických schopností, systémov kontroly kvality a spoľahlivosti dodávateľského reťazca prostredníctvom štruktúrovaného prístupu. Ideálny partner kombinuje odborné znalosti materiálov s výrobnou flexibilitou, aby spĺňal požiadavky na presnosť aj škálovateľnosť.

Kľúčové kritériá hodnotenia dodávateľov hliníkových profilov
3 technické schopnosti, na ktorých záleží
Súlad s certifikáciou materiálu
- Overenie certifikátov pre:
- ISO 9001 (riadenie kvality)
- IATF 16949 (automobilový priemysel)
- AS9100 (letecký priemysel)
- V spoločnosti PTSMAKE máme 14 materiálových certifikátov vrátane EN 9100 a ISO 13485 pre zdravotnícke aplikácie
- Overenie certifikátov pre:
Spracovanie zložitosti profilu Schopnosti Základný dodávateľ Pokročilý dodávateľ Hrúbka steny <1 mm Obmedzené Kompletná výroba Úzke tolerancie (±0,05 mm) Manuálne kontroly Laserové meranie Možnosti povrchovej úpravy <5 typov 12+ ošetrení Kapacita prispôsobenia
- Hľadajte dodávateľov, ktorí ponúkajú:
- Integrácia CAD/CAM
- Rýchla výroba prototypov (3-5 dní)
- Následné spracovanie5 prispôsobenie
- Hľadajte dodávateľov, ktorí ponúkajú:
4 prevádzkové červené vlajky, ktoré treba identifikovať
Skryté spúšťače nákladov
- Poplatky za nástroje presahujúce 15% pôvodnej cenovej ponuky
- MOQ vyžadujúce prebytočné zásoby 30%+
- Nešpecifikované poplatky za balenie/prepravu
Nedostatky v kontrole kvality
- Chýbajúca dokumentácia pre:
- Vysledovateľnosť surovín
- Správy o rozmerovej kontrole
- Overenie povrchovej úpravy
- Chýbajúca dokumentácia pre:
Zlyhania komunikácie
- Čas odozvy >4 pracovné hodiny
- Žiadny špecializovaný projektový manažér
- Obmedzená znalosť angličtiny v technických tímoch
Obmedzenia škálovateľnosti
- Výrobná kapacita <5 000 jednotiek/mesiac
- Obstarávanie materiálu z jedného zdroja
- Žiadne pohotovostné plánovanie pre prípad nedostatku surovín
5 Ukazovatele partnerstva
Proces technickej spolupráce
- Uprednostňovaný pracovný postup:
- Preskúmanie návrhu (DFM analýza)
- Overenie prototypu
- Optimalizácia procesov
- Výroba v plnom rozsahu
- Uprednostňovaný pracovný postup:
Rámec riešenia problémov
- Efektívni dodávatelia by mali poskytovať:
- Analýza koreňovej príčiny do 24 hodín
- Plán nápravných opatrení do 48 hodín
- Vykonávanie preventívnych opatrení
- Efektívni dodávatelia by mali poskytovať:
Služby s pridanou hodnotou
- Programy na riadenie zásob
- Možnosti dodávok Just-in-time
- Ročné iniciatívy na zníženie nákladov
V spoločnosti PTSMAKE sme vyvinuli patentovaný proces anodizácie, ktorý zvyšuje odolnosť hliníkových profilov proti korózii o 40% v porovnaní so štandardnými úpravami. Táto inovácia vzišla z riešenia opakovaných zlyhaní v prevádzke pri aplikáciách v morskom prostredí - čo je výzva, ktorú mnohí dodávatelia stále nevedia účinne riešiť.
Aké povrchové úpravy sú k dispozícii pre hliníkové profily?
Strávili ste niekedy týždne navrhovaním dokonalého hliníkového profilu, aby ste v priebehu niekoľkých mesiacov sledovali jeho koróziu? Alebo ste čelili neočakávaným nákladom, keď sa vaše eloxované diely po montáži nerovnomerne sfarbili? Tieto frustrácie nie sú len nepríjemné - môžu narušiť časový plán, predražiť rozpočet a poškodiť povesť vášho výrobku.
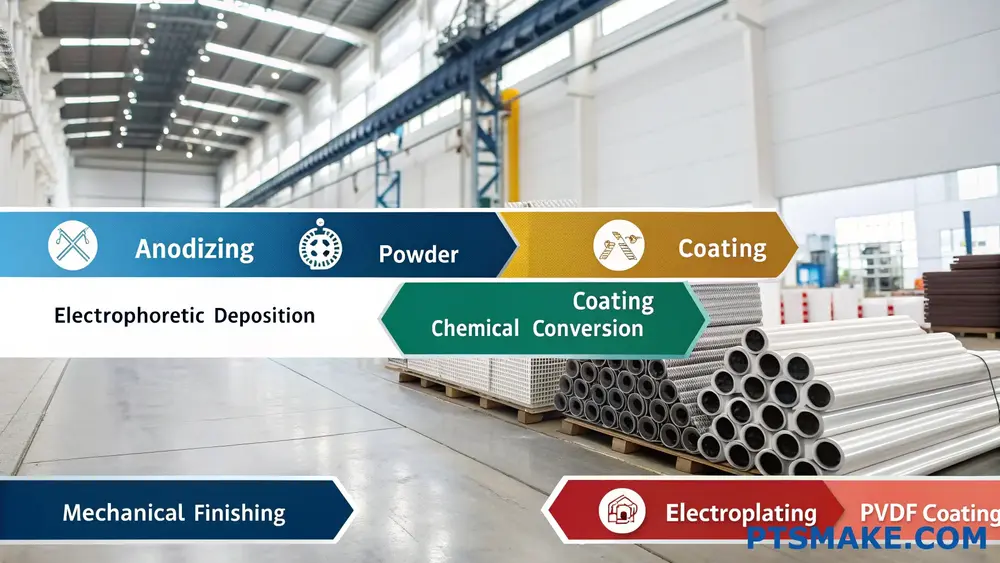
Hliníkové profily možno upravovať siedmimi kľúčovými povrchovými úpravami: eloxovaním, práškovým lakovaním, elektroforetickým nanášaním, chemickým konverzným lakovaním, mechanickou úpravou, galvanickým pokovovaním a PVDF lakovaním. Každá metóda vyvažuje odolnosť proti korózii, estetiku, trvanlivosť a náklady na priemyselné aplikácie.
Porovnanie metód povrchovej úpravy hliníkových profilov
1. Eloxovanie: Anodovanie: priemyselný štandard
Eloxovanie vytvára kontrolovanú vrstvu oxidu prostredníctvom elektrolýzy. V spoločnosti PTSMAKE sme tento proces optimalizovali pre zákazníkov z oblasti letectva a medicíny, ktorí vyžadujú prísne tolerancie (±0,005 mm) a rovnomerné povrchové úpravy.
| Typy eloxovania | Typ | Hrúbka (μm) | Kľúčové vlastnosti | Najlepšie pre |
|---|---|---|---|---|
| Typ II | 5-25 | Dekoratívne, farbiteľné | Spotrebná elektronika | |
| Typ III | 25-150 | Vysoká odolnosť proti opotrebovaniu | Hydraulické systémy | |
| Tvrdý náter | 50+ | Extrémna tvrdosť (60-70 Rockwell C) | Námorné vybavenie |
Klient z oblasti robotiky nedávno prešiel z eloxovania typu II na tvrdý povlak po tom, čo sa puzdrá pohonov opracované na CNC stroji predčasne opotrebovali. Zmena dizajnu predĺžila životnosť o 300%, ale zvýšila náklady na materiál o 18% - kompromis, ktorý sme im pomohli namodelovať pomocou analýza konečných prvkov6.
2. Práškové lakovanie: Farba bez kompromisov
Na rozdiel od tekutých farieb práškové nátery vytvrdzujú polymerizáciou. Naše zariadenie používa tribostatické pištole, ktoré dosahujú účinnosť prenosu 95% - čo je rozhodujúce pri nanášaní náterov na zložité hliníkové výlisky pre automobilové obloženie.
Úvahy o aplikácii
- Predhriatie profilov na 180 °C pre lepšiu priľnavosť
- Obmedziť hrúbku filmu na 60-120 μm, aby sa zabránilo vzniku trhlín
- Používajte bezchrómové predbežné úpravy na dosiahnutie súladu s predpismi EÚ
3. Elektroforetické nanášanie (E-Coating)
Táto metóda využíva elektrický prúd na rovnomerné nanášanie častíc farby, a to aj v zapustených oblastiach. Hoci je bežná v automobilovom priemysle, prispôsobili sme ju pre hliníkové chladiče v batériách pre elektrické vozidlá, kde 0,1 mm odchýlky povlaku ovplyvňujú tepelný výkon.
4. Chemické konverzné nátery
V súčasnosti prevládajú bezchrómové alternatívy, ako napríklad povlaky na báze zirkónia:
| Povrchová úprava | Odolnosť proti korózii | Elektrická vodivosť | Súlad s RoHS |
|---|---|---|---|
| Chromát | Vynikajúce | Chudobný | Nie |
| Zirkónium | Dobrý | Vynikajúce | Áno |
| Titán | Spravodlivé | Dobrý | Áno |
5. Možnosti mechanickej úpravy
Obľúbené sú aj naďalej kartáčované povrchové úpravy, ale novšie techniky, ako napríklad abrazívne prietokové obrábanie (AFM), dokážu vyleštiť vnútorné kanály v hliníkových rozdeľovačoch na Ra 0,2 μm, čo je kritické pre lekárske kvapalinové systémy.
6. Galvanické pokovovanie: Keď hliník potrebuje byť niečím iným
Niklovanie hliníka si vyžaduje najprv zinkovanie. Nedávno sme pokovili komponenty dronov 10 μm niklu a následne 3 μm zlata, čím sme dosiahli tienenie EMI aj spoľahlivosť konektorov.
7. PVDF povlaky pre extrémne prostredia
Fluoropolymérové povlaky odolávajú UV žiareniu, chemikáliám a teplotám 200 °C. V projekte solárnej farmy sa použili naše hliníkové montážne systémy s PVDF povlakom, aby sa zabránilo degradácii v púštnych podmienkach.
Výber správnej liečby: 5 rozhodujúcich faktorov
Vystavenie životnému prostrediu
Počet hodín testov v soľnej hmle zodpovedá skutočnému výkonu:Liečba 500 hodín 1000 hodín 2000 hodín Eloxovanie (typ III) Žiadne jamy <5% jamy Neúspešné Povlak PVDF Žiadna zmena Žiadna zmena 20% strata lesku Elektrické požiadavky
Eloxované vrstvy sú izolanty (prierazné napätie ~800 V/μm). V prípade vodivých dielov uveďte neporézne chemické vrstvy.Tepelný manažment
Čierne eloxovanie zlepšuje odvod tepla o 15-20% v porovnaní s neupraveným hliníkom.Estetické požiadavky
Práškové nátery ponúkajú viac ako 200 farieb RAL, zatiaľ čo eloxovanie je obmedzené na metalické farby.Rozpočtové obmedzenia
Pri prototypoch stojí mechanická úprava 40% menej ako úplné eloxovanie.
Časté chyby, ktoré sme spozorovali
Ignorovanie predbežného ošetrenia
Jeden klient vynechal alkalické čistenie pred nanesením práškovej farby, čo malo za následok zlyhanie adhézie 30%. Vždy:- Odmasťovanie
- Leptanie
- Desmut
Prehliadanie tepelnej rozťažnosti
Dvojmetrový hliníkový fasádny panel praskol, pretože CTE povlaku nezodpovedala podkladu. Koeficienty zhody v rámci 5%.
Budúce trendy v technológii povrchov hliníka
Laserové textúrovanie získava na popularite - náš výskumný a vývojový tím nedávno vytvoril hydrofóbne povrchy so 160° kontaktným uhlom pomocou femtosekundových laserov. V niektorých aplikáciách tak nie sú potrebné chemické povlaky.
Ako vplýva výroba hliníkových profilov na čas realizácie?
Stretli ste sa niekedy s oneskorením projektu, pretože vaše hliníkové komponenty prišli o niekoľko týždňov neskôr, ako bolo sľúbené? Čo ak vám samotný proces vytvárania týchto elegantných, vlastných profilov potichu uberá z časového plánu? Skutočnosť je taká, že výroba hliníkových profilov nie je len o tvarovaní kovu - je to reťazec vzájomne závislých krokov, kde jedno úzke miesto môže vykoľajiť celý váš harmonogram.
Výroba hliníkových profilov priamo ovplyvňuje časy realizácie prostredníctvom zložitosti návrhu, prípravy vytlačovacích nástrojov, získavania materiálov a požiadaviek na následné spracovanie. Optimalizácia týchto fáz - napríklad používanie štandardizovaných návrhov výliskov alebo spolupráca s vertikálne integrovanými dodávateľmi - môže skrátiť oneskorenia až o 40%.

Rozdelenie rovnice času realizácie
Aby sme pochopili, prečo hliníkové profily ovplyvňujú časový harmonogram projektu, rozoberme si výrobnú cestu.
Fáza 1: Overenie návrhu (5-12 dní)
Každý vlastný profil sa začína validáciou CAD. Dokonca aj drobné chyby v návrhu sa tu neskôr premietnu do nákladných oneskorení. Napríklad:
| Faktor dizajnu | Vplyv času | Násobiteľ nákladov |
|---|---|---|
| Hrúbka steny <3 mm | +3 dni (redizajn matrice) | 1.7x |
| Vnútorné kanály bez uhlov ťahu | +6 dní (opakovanie simulácie) | 2.4x |
| Neštandardné tolerancie (±0,05 mm) | +4 dni (rekalibrácia procesu) | 1.9x |
V spoločnosti PTSMAKE sme túto fázu skrátili na 72 hodín pre 80% projektov pomocou umelej inteligencie. dizajn pre vyrobiteľnosť7 kontroly počas vytvárania prototypov.
Fáza 2: Vývoj matrice (7-21 dní)
Vytlačovacie lisy sú základom výroby profilov. Tejto fáze dominujú tri rozhodujúce faktory:
Výber materiálu na lisovanie
Lisy z ocele H13 vydržia dlhšie, ale ich spracovanie trvá 14 dní. Lacnejšie alternatívy SKD61 spočiatku ušetria 5 dní, ale vyžadujú si 30% viac prestojov na údržbu.Zásobníky tolerancie
Profil, ktorý vyžaduje sústrednosť ±0,1 mm, potrebuje lisovacie nástroje s presnosťou ±0,03 mm, čo predstavuje 4 dni CNC brúsenia.Cykly testovania
Skúšky vytláčania prvých častíc často odhalia nerovnováhu toku. Naše údaje ukazujú:- 63% nových matríc vyžaduje ≥2 úpravy
- Každá úprava pridá 2,5 dňa
Fáza 3: Proces vytláčania (3-10 dní)
Tu sa stretáva fyzika s logistikou:
| Kompromis medzi rýchlosťou a kvalitou | Zliatina | Maximálna rýchlosť (m/min) | Miera chybovosti pri maximálnej rýchlosti |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Práca pri maximálnej rýchlosti 85% znižuje počet chýb o polovicu, ale predlžuje čas výroby o 20%. Naše riešenie? Tepelné monitorovanie v reálnom čase na bezpečné zvýšenie rýchlosti.
Fáza 4: následné spracovanie (2-15 dní)
Povrchové úpravy sa často stávajú skrytými žrútmi času:
- Eloxovanie: 48 hodín pre triedu II (25 µm)
- Práškové lakovanie: 72 hodín s vytvrdzovaním
- Chemický film (alod): 24 hodín
V minulom štvrťroku sme pri projekte zdravotníckeho zariadenia ušetrili 11 dní kombináciou mechanického kefovania s laserovým leptaním namiesto tradičnej anodizácie.
Skrytí vinníci: Čo väčšina inžinierov prehliadne
Štyri prehliadané faktory neúmerne ovplyvňujú čas realizácie:
Certifikačné dokumenty
Len na dokumentáciu profilov pre letecký priemysel, ktoré sú v súlade s ITAR, je potrebných 7 až 10 dní. Náš automatizovaný systém na zabezpečenie zhody skráti túto dobu na 48 hodín.Zložitosť balenia
Preprava profilov citlivých na poškriabanie oddelená penou pridáva 2 dni oproti štandardnému paletizovaniu.Sledovateľnosť šarží
Úplná sledovateľnosť podľa normy ASTM E2376 predlžuje čas zabezpečenia kvality o 30%, ale zabraňuje 92% sporom po dodaní.Kontrola klímy
Letná vlhkosť v južnej Číne predlžuje cykly sušenia o 18 hodín - kompenzujeme to odvlhčovaním výrobných buniek.
Prípadová štúdia: Časová os puzdra automobilových batérií
Nedávny projekt zásobníka batérií pre elektromobily ilustruje, ako strategické plánovanie skracuje čas realizácie:
| Fáza | Tradičná časová os | Optimalizovaná časová os |
|---|---|---|
| Dizajn | 14 dní | 6 dní (súbežné inžinierstvo DFM) |
| Výroba výliskov | 21 dní | 12 dní (modulárne kocky) |
| Vytláčanie | 8 dní | 5 dní (zliatina 6061-T6 predspracovaná) |
| Obrábanie | 10 dní | 7 dní (5-osové simultánne frézovanie) |
| Povrchová úprava | 9 dní | 4 dni (keramický povlak vytvrdzovaný UV žiarením) |
| Celkom | 62 dní | 34 dní (-45%) |
Kľúčový záver: 72% úspory času pochádzali z predchádzajúcich rozhodnutí - nie z rýchlejších strojov.
Keď rýchlejšie nie je lepšie: Reality kontroly kvality
Unáhlená výroba hliníkových profilov predstavuje riziko katastrofických porúch. Minulý rok klient prešiel na dodávateľa so "7-dňovou zárukou". Výsledok?
- 23% profilov nevyhovelo ultrazvukovému testovaniu
- $182k v čase odstávky linky
- 6-týždňové oneskorenie obnovy
Náš protokol postupnej kontroly pridáva 2-3 dni, ale zachytí 99,6% chýb skôr:
- 100% kontrola rozmerov po vytlačení
- Testovanie trhlín vírivými prúdmi
- Odber vzoriek pri skúške soľným postrekom
Kontrolný zoznam optimalizácie času realizácie
Vyvážiť rýchlosť a spoľahlivosť:
- Vyžadujte výkresy pred uvedením ceny
- Určite prijateľné rozsahy povrchovej úpravy (RA 0,8-3,2 µm)
- Predbežné schválenie dodávateľov sekundárnych procesov
- Objednávka 10% nadbytočné množstvo na deštruktívne testovanie
- Zosúladenie platobných podmienok s dodávkami míľnikov
V spoločnosti PTSMAKE sme pomohli klientom, ako je spoločnosť Nimble Robotics, dosiahnuť 98% včasné dodávky hliníkových profilov na zákazku - dokonca aj s 15-dňovým časom dodania - prostredníctvom integrovaného mapovania procesov. Tajomstvo? Skrátenie dodacích lehôt sa považuje za systém, nie len za šprint.
Aké nákladové faktory by sa mali zohľadniť pri hliníkových profiloch?
Stretli ste sa niekedy s neočakávaným prekročením rozpočtu pri objednávaní hliníkových profilov na mieru? Čo ak skryté náklady, ako napríklad plytvanie materiálom alebo oneskorené dodávky, potichu narušili ziskovosť vášho projektu? Tieto bolestivé body nie sú zriedkavé. Inžinieri a nákupné tímy často zápasia s rovnováhou medzi kvalitou, časom realizácie a nákladmi bez jasného rámca.
Pri obstarávaní hliníkových profilov patria medzi kľúčové nákladové faktory trieda materiálu, zložitosť vytlačovania, povrchová úprava, požiadavky na nástroje, objem objednávky a logistika. Optimalizácia týchto prvkov zabezpečuje nákladovú efektívnosť bez zníženia výkonu.

Rozdelenie faktorov ovplyvňujúcich náklady
1. Výber materiálu: Viac ako len "hliník"
Hliníkové zliatiny sa značne líšia v cene a výkone. Napríklad 6061-T6 je obľúbený pre svoju zvariteľnosť a pevnosť, zatiaľ čo 7075 ponúka vyššiu pevnosť v ťahu, ale stojí o 30-40% viac.
| Typ zliatiny | Náklady na kg (USD) | Bežné aplikácie |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Konštrukčné rámy, automobilové diely |
| 7075-T6 | $4.50–$5.20 | Letecké komponenty, vysoko namáhané príslušenstvo |
| 3003-H14 | $2.90–$3.30 | Dekoratívne lišty, systémy HVAC |
V spoločnosti PTSMAKE používame výpočtová optimalizácia materiálov8 zladiť vlastnosti zliatiny s požiadavkami projektu a vyhnúť sa tak nadmerným alebo nedostatočným špecifikáciám.
2. Zložitosť vytláčania: Geometria určuje náklady
- Duté a plné profily: Duté tvary si vyžadujú zložitejšie lisovacie formy a pomalšie rýchlosti vytláčania.
- Požiadavky na toleranciu: Prísnejšie tolerancie (±0,1 mm oproti ±0,5 mm) môžu zvýšiť náklady na nástroje o 15-25%.
- Hrúbka steny: Rovnomerné steny pod 1,5 mm môžu vyžadovať špecializované lisy.
3. Povrchová úprava: skrytý multiplikátor nákladov
Kartáčovaný povrch pridáva $0,80-$1,20 za lineárny meter, zatiaľ čo eloxovanie typu III (tvrdá vrstva) stojí $2,50-$4,00. Pri projektoch, ktoré vyžadujú odolnosť voči korózii, práškové lakovanie často poskytuje lepšiu návratnosť investícií ako elektrolytické pokovovanie.
4. Nástroje: Jednorazové náklady s dlhodobým vplyvom
Základná lisovacia forma stojí $800-$1 500, ale profily s viacerými dutinami alebo malými polomermi môžu presiahnuť $3 000. V prípade zákaziek s nízkym objemom (<5 000 kusov) zvážte modulárne lisovacie formy, aby ste mohli rozdeliť počiatočné náklady na všetky projekty.
5. Objem objednávky: Paradox ekonomiky rozsahu
Hoci hromadné objednávky znižujú náklady na jednotku, zvážte:
- Náklady na skladovanie prebytočných zásob
- Riziko zastarania v prípade revízií výrobkov
- Flexibilita MOQ (PTSMAKE ponúka 500-kusové dávky na výrobu prototypov)
6. Sekundárne operácie: Neprehliadajte následné spracovanie
- Obrábanie CNC pre styčné plochy: $12-$18/hod.
- Tepelné spracovanie pre temperáciu T6: $1.20-$2.00/kg
- Tolerancia presného rezania: ±0,2 mm štandardná oproti ±0,05 mm prémiová
Tipy na strategickú optimalizáciu nákladov
A. Návrh pre vyrobiteľnosť (DFM)
Zapojte svojho dodávateľa do návrhu CAD. Jednoduché zmeny, ako napríklad zväčšenie polomerov rohov z 1 mm na 1,5 mm, môžu znížiť opotrebovanie výliskov o 40%.
B. Kreatívne využitie štandardných profilov
Namiesto vlastných tvarov kombinujte štandardné U-kanály a uhly. Klientovi z oblasti robotiky sme pomohli znížiť náklady 22% prepracovaním konštrukcie pomocou extrudovaných koľajníc 80/20.
C. Matematika regionálnej logistiky
Preprava 20ft kontajnerov z Ázie na západné pobrežie USA:
- Štandardný čas dodania: 35 dní pri $2,800
- Zrýchlené: 18 dní pri cene $4 500
Pri naliehavých objednávkach do 500 kg môže byť letecká preprava lacnejšia ako oneskorená výroba.
Kedy investovať do nástrojov na mieru
Použite túto rozhodovaciu maticu:
| Objem objednávky | Zložitosť profilu | Odporúčaný prístup |
|---|---|---|
| <1 000 jednotiek | Vysoká | Úprava existujúcich lisovacích foriem |
| 1k-5k kusov | Stredné | Modulárne nástroje |
| >5k jednotiek | Nízka | Úplná vlastná matrica |
Faktor udržateľnosti
Recyklovaný hliník (trieda 6063) stojí o 8-12% menej ako pôvodný materiál. Pri správnom výpočtová optimalizácia materiálov8, možno znížiť mieru šrotu z priemerných 15% v odvetví na menej ako 7%.
V spoločnosti PTSMAKE kombinujeme procesy certifikované podľa normy ISO 9001 s modelovaním nákladov na základe umelej inteligencie, aby sme mohli dodávať hliníkové profily, ktoré spĺňajú technické špecifikácie aj rozpočtové obmedzenia. Naši klienti v oblasti automatizácie a zdravotníckych zariadení neustále dosahujú 12-18% úspory nákladov prostredníctvom komplexnej optimalizácie dodávateľského reťazca.
Ako udržať a predĺžiť životnosť hliníkových profilov?
Pozorovali ste niekedy, ako hliníkové profily napriek vašej snahe predčasne korodujú? Alebo ste sa potýkali s deformovanými konštrukčnými prvkami, ktoré narušili časový harmonogram výroby? Tieto frustrácie nie sú len nákladné - odhaľujú medzery v chápaní toho, ako sa hliník správa v reálnych podmienkach.
Správna údržba hliníkových profilov kombinuje aktívne čistenie, ochranné nátery, optimalizáciu zaťaženia a kontrolu prostredia. Riešením mechanizmov degradácie povrchu a štruktúrnych modelov namáhania môžete predĺžiť životnosť 40-60% a zároveň znížiť náklady na výmenu.
Tri piliere životnosti hliníkových profilov
1. Stratégie ochrany povrchu
Prirodzená vrstva oxidu hliníka poskytuje obmedzenú ochranu. Priemyselné prostredie urýchľuje galvanická korózia9 prostredníctvom:
| Hrozba | Hĺbka nárazu | Metóda prevencie |
|---|---|---|
| Vystavenie slanej vode | 0,5-2 mm/rok | Eloxovanie + epoxidový povlak |
| Kyslé kontaminanty | Povrchová jamkovitosť | pH neutrálne čistiace prostriedky |
| Abrazívne častice | Dráhy na poškriabanie | Bežné fúkanie stlačeného vzduchu |
V spoločnosti PTSMAKE sme overili, že eloxovanie tvrdým povlakom typu III (25-50 μm) zvyšuje odolnosť voči soľnej hmle zo 168 hodín na viac ako 1 000 hodín v námorných aplikáciách.
2. Riadenie štrukturálneho zaťaženia
Štyri kritické faktory zaťaženia, ktoré sa často prehliadajú:
2.1 Dynamické a statické zaťaženie
- Cyklické namáhanie: Únavová pevnosť hliníka klesá 30% po 10^7 cykloch
- Riešenie: Analýza metódou konečných prvkov (MKP) na identifikáciu stúpajúcich napätí
2.2 Kompenzácia tepelnej rozťažnosti
- Zliatina 6061-T6 expanduje 23,6 μm/m-°C
- Prípadová štúdia: Zákazník z oblasti robotiky znížil opotrebovanie kĺbov o 62% po zavedení dilatačných medzier vypočítaných pomocou:
Medzera (mm) = dĺžka (m) × ΔT (°C) × 0,0236
3. Rámec environmentálnej kontroly
3.1 Prahové hodnoty vlhkosti
- <60% RH: Bezpečné pre väčšinu aplikácií
- 60-80% RH: Vyžaduje vysúšacie balíčky
80% RH: Povinná klimatizácia
3.2 Zóny vystavenia chemickým látkam
Náš tím kategorizuje úrovne rizika na základe kontaminantov v ovzduší:
| Zóna | Úroveň kontaminantu | Frekvencia kontrol |
|---|---|---|
| Zelená | <5 μg/m³ | Štvrťročne |
| Amber | 5-20 μg/m³ | Mesačne |
| Červená | >20 μg/m³ | Týždeň |
Optimalizácia pracovných postupov údržby
Pre klientov uplatňujeme štvorfázový prístup:
Základné hodnotenie
- Spektrometrická analýza zloženia zliatiny
- 3D skenovanie existujúcich deformácií
Návrh protokolu na mieru
- prispôsobenie čistiacich prostriedkov miestnym znečisťujúcim látkam
- Nastavenie intervalov mazania na základe pohybových cyklov
Integrácia inteligentného monitorovania
- Senzory korózie s rozlíšením 0,1 mm
- Analýza vibrácií na včasné zistenie únavy
Dokumentácia životného cyklu
- Modely digitálnych dvojčiat predpovedajúce degradáciu
- Harmonogramy výmeny viazané na údaje o skutočnom opotrebení
Keď sa oprava stane neuskutočniteľnou
Prostredníctvom testovania materiálov sme identifikovali tieto hraničné hodnoty porúch:
- Trhliny: Hĺbka >0,3 mm vyžaduje výmenu
- Korózia: >3% strata plochy prierezu
- Odchýlka rovinnosti: >0,15 mm na 100 mm dĺžky
V prípade kritických aplikácií, ako sú napríklad komponenty pre letecký priemysel, odporúčame výmenu 20% skôr, ako sú uvedené limity.
Príklad analýzy nákladov a prínosov
| Akcia | Počiatočné náklady | 10-ročné úspory |
|---|---|---|
| Základné práškové lakovanie | $1.20/lb | $4.50/lb |
| Plazmová elektrolytická oxidácia | $3.80/lb | $12,70/lb |
| Monitorovací systém v reálnom čase | $15k | $83k |
Tieto údaje pochádzajú od 37 priemyselných klientov, ktorým sme pomáhali od roku 2020, a ukazujú, že lehoty návratnosti investícií sú krátke až 11 mesiacov.
Aké sú udržateľné postupy pri výrobe hliníkových profilov?
Zamýšľali ste sa niekedy nad tým, prečo niektorí výrobcovia hliníkových profilov neustále dodávajú ekologické výrobky, zatiaľ čo iní zápasia s plytvaním energiou a pokutami za ohrozenie životného prostredia? Čo odlišuje udržateľnú výrobu od ekologických tvrdení v tomto odvetví, ktoré je veľmi náročné na zdroje?
Udržateľná výroba hliníkových profilov kombinuje integráciu recyklovaných materiálov, využívanie čistej energie a uzavreté systémy s cieľom minimalizovať vplyv na životné prostredie pri zachovaní výkonu priemyselnej triedy. Kľúčové postupy zahŕňajú sekundárne tavenie hliníka, procesy vytláčania poháňané solárnou energiou a technológie recyklácie vody, ktoré dosahujú až 95% miery obnovy zdrojov.
Rozdelenie udržateľnej výroby hliníka
1. Revolúcia v získavaní materiálov
Od baníctva k mestskému baníctvu
Podľa údajov Medzinárodného inštitútu pre hliník sa prechodom z pôvodného bauxitu na recyklovaný hliníkový šrot znižuje odlesňovanie súvisiace s ťažbou o 42%. V spoločnosti PTSMAKE sme vyvinuli vlastný systém triedenia šrotu, ktorý identifikuje 27 typov zliatin prostredníctvom laserom indukovaná rozkladná spektroskopia10, čo umožňuje presné zhodnocovanie materiálu.
| Typ materiálu | Spotreba energie (kWh/kg) | Emisie CO2 (kg/kg) |
|---|---|---|
| Primárny hliník | 55 | 11.2 |
| Recyklovaný hliník | 5.5 | 0.6 |
Stratégie optimalizácie zliatiny
Náš tím inžinierov vytvára zliatiny na mieru, ktoré si zachovávajú mechanické vlastnosti a zároveň akceptujú vyššie limity nečistôt - čo je pri používaní odpadu z pospotrebiteľského odpadu kľúčový faktor. Napríklad:
- Profily okenných rámov s použitím recyklovaného obsahu 80%
- Automobilové konštrukčné komponenty s recyklovanou zmesou 60%
- Letecké zliatiny s recyklovaným materiálom 30%
2. Prelom v oblasti energetickej účinnosti
Inovácie v procese vytláčania
Moderné vytlačovacie lisy v súčasnosti dosahujú 30% zníženie spotreby energie prostredníctvom:
- Motory s premenlivou frekvenciou (VFD)
- Optimalizácia vykurovacích zón na báze umelej inteligencie
- Systémy rekuperácie odpadového tepla
V našom závode v Shenzhene sme nainštalovali infračervené predhrievače, ktoré znižujú energiu na ohrev polotovarov o 18% a zároveň zlepšujú presnosť rozmerov.
Integrácia obnoviteľných zdrojov energie
Solárne tepelné systémy na ohrev lisov a fotovoltaické panely na prevádzku strojov sa stali nákladovo efektívnymi riešeniami. Nedávny projekt pre nemeckého klienta z automobilového priemyslu v kombinácii:
- 2MW strešná solárna inštalácia
- Vodíkové palivové články na mieste
- Integrácia inteligentných sietí
Touto konfiguráciou sa dosiahla energetická nezávislosť 73% počas prevádzky za denného svetla.
3. Systémy vodného hospodárstva
Chladenie s uzavretou slučkou
Pokročilé jednotky na úpravu vody umožňujú:
- 98% opätovné použitie vody v procesoch vytláčania
- Súlad s nulovým vypúšťaním kvapalín (ZLD)
- recyklácia s neutrálnym pH bez chemických prísad
Systém rekuperácie vody v našom závode Dongguan denne spracuje 5 000 kubických metrov vody, čo zodpovedá zásobovaniu 20 000 domácností.
Techniky zberu dažďovej vody
Inovatívne návrhy zachytávania zachytávajú a filtrujú dažďovú vodu na iné ako výrobné účely:
- Zavlažovanie krajiny
- Zloženie chladiacej veže
- Čistenie zariadenia
4. Valorizácia prúdu odpadu
Využitie vedľajších produktov
Materiály, ktoré sa predtým skládkovali, teraz nachádzajú nové využitie:
- Hliníková troska → Prísada do cementu
- Rezný kal → prášok na 3D tlač
- Termálny olej → Cestný stavebný materiál
Inovácie v oblasti balenia
Drevené debny na jedno použitie sme nahradili:
- Recyklovateľné hliníkové skladacie kontajnery
- Biologicky rozložiteľné polstrovanie na báze húb
- Opakovane použiteľné systémy sledované pomocou RFID
5. Implementácia hodnotenia životného cyklu (LCA)
Moderná udržateľnosť si vyžaduje rozhodnutia založené na údajoch. Náš tím vykonáva analýzy od kolísky po hrob, ktoré zohľadňujú:
- Uhlíková stopa v dodávateľských reťazcoch
- Recyklovateľnosť po skončení životnosti
- Dopady na dopravu
Pri nedávnom projekte v oblasti zdravotníckeho vybavenia LCA odhalila, že lokálne recyklačné centrá by mohli znížiť celkové emisie o 41% v porovnaní s centralizovaným spracovaním.
6. Certifikácia a dodržiavanie predpisov
Kľúčové normy formujúce udržateľnú výrobu:
| Štandard | Oblasť zamerania | Výhoda dodržiavania predpisov |
|---|---|---|
| Výkonnosť ASI | Zodpovedné získavanie zdrojov | Prístup na trh EÚ |
| ISO 14001 | Environmentálne riadenie | Prevádzková efektívnosť |
| Od kolísky ku kolíske | Materiálne zdravie | Odlíšenie značky |
Naše zariadenia majú 12 medzinárodných certifikátov, ktoré klientom zabezpečujú splnenie prísnych požiadaviek na udržateľnosť od kalifornského zákona AB 262 až po nemecký zákon o dodávateľskom reťazci.
7. Prípadová štúdia: Výroba rámov batérií pre elektrické vozidlá
Nedávna spolupráca s výrobcom elektrických vozidiel ukázala udržateľné postupy v praxi:
- 65% obsah recyklovaného hliníka
- Vytlačovacia linka na solárny pohon
- Bezvodá povrchová úprava
- Rezací systém s uzavretou slučkou
Výsledky:
- 48% nižšia uhlíková stopa
- 92% miera využitia materiálu
- 35% rýchlejší výrobný cyklus
8. Budúce trendy v oblasti zeleného hliníka
Nové technológie, ktoré zmenia toto odvetvie:
- Žíhacie pece na vodík
- Sledovanie materiálu v blockchaine
- Optimalizácia energie na báze umelej inteligencie
- Uvoľňovacie činidlá na biologickej báze
V spoločnosti PTSMAKE v súčasnosti testujeme systémy na zachytávanie uhlíka, ktoré mineralizujú emisie CO2 na suroviny pre stavebný priemysel - potenciálny prevrat v oblasti výroby bez emisií uhlíka.
Zistite, ako teória dislokácií ovplyvňuje vaše návrhy - kontaktujte spoločnosť PTSMAKE a získajte bezplatného sprievodcu výberom materiálu. ↩
Zistite, ako môžu pokročilé povrchové úpravy zvýšiť výkonnosť vášho výrobku. ↩ ↩
Zistite, ako tepelná vodivosť ovplyvňuje výkonnosť elektrických vozidiel a výber materiálu. ↩
Zistite, ako pokročilé techniky tepelného spracovania zlepšujú výkonnosť hliníka vo vysoko namáhaných prostrediach. ↩
Zistite, ako pokročilé povrchové úpravy zlepšujú odolnosť hliníkových profilov v náročných podmienkach. ↩
Zistite, ako analýza konečných prvkov optimalizuje výkon povlakov v kritických aplikáciách. ↩
V našom bezplatnom sprievodcovi sa dozviete, ako dizajn pre vyrobiteľnosť skracuje časy výroby hliníkových profilov o 30%. ↩
Zistite, ako počítačové modelovanie znižuje plytvanie materiálom - kliknite na žiadosť o bezplatnú analýzu DFM. ↩ ↩
Ku galvanickej korózii dochádza pri styku rozdielnych kovov v elektrolytoch. Kliknutím si stiahnite náš kontrolný zoznam prevencie korózie. ↩
Laserom indukovaná rozkladná spektroskopia umožňuje presnú identifikáciu materiálu, ktorá je rozhodujúca pre zachovanie integrity zliatiny v recyklovanom hliníku. ↩






