

Predstavte si zvárací proces, ktorý je taký presný, že dokáže spojiť drôt tenký ako ľudský vlas bez poškodenia okolitých komponentov. Laserové zváranie presne toto dokáže - a mení podobu modernej výroby.
Laserové zváranie využíva vysokofokusovaný lúč svetla na tavenie a spájanie materiálov s presnosťou na bod. Na rozdiel od tradičných metód minimalizuje tepelné skreslenie, pracuje so zložitými geometriami a dosahuje opakovateľné výsledky, takže je ideálne pre vysoko presné odvetvia, ako je letecký priemysel a zdravotnícke zariadenia.
Ako človek, ktorý strávil viac ako 15 rokov v presná výroba v spoločnosti PTSMAKE som videl, ako laserové zváranie rieši problémy, ktoré iné metódy nedokážu vyriešiť. Poďme si rozobrať, ako funguje, v ktorých prípadoch je výhodné a kedy sú lepšie alternatívne riešenia.
Ako funguje laserové zváranie?
Čo keby ste mohli zvárať titánové očné implantáty bez deformácie kovu? To je kúzlo laserového zvárania.
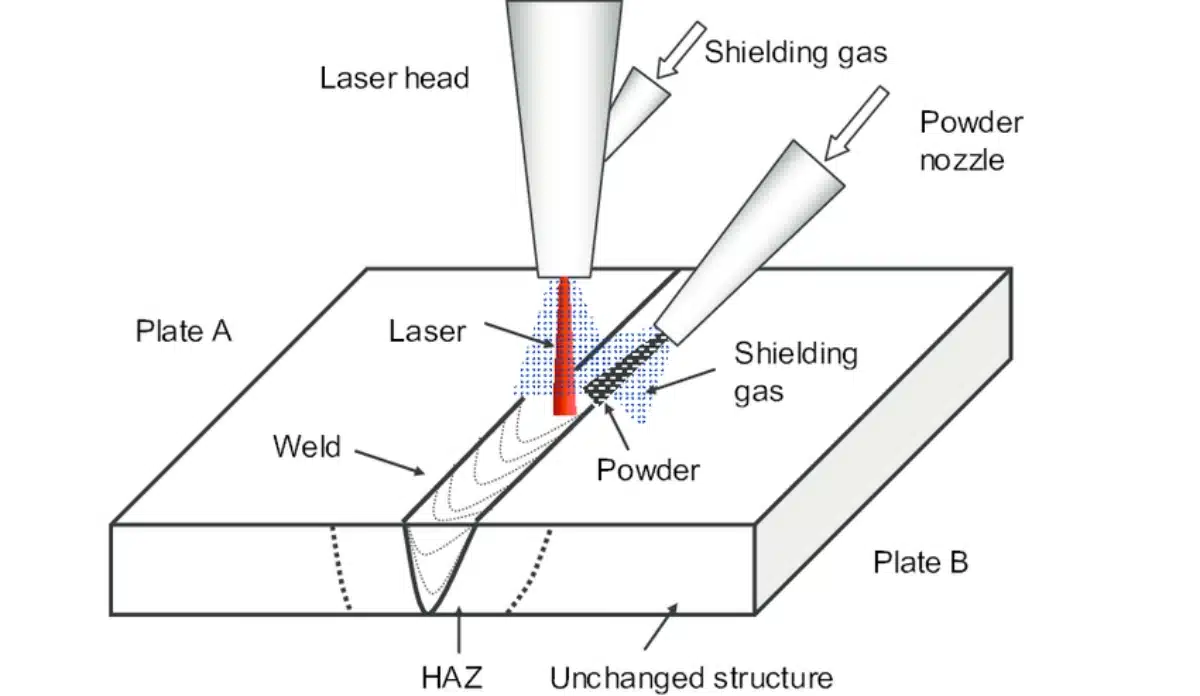
Laserové zváranie sústreďuje svetelnú energiu do mikrónového bodu (priemer 0,1-1 mm). Lúč roztaví povrch materiálu a vytvorí hlbokú, úzku zvarovú vaňu, ktorá sa rýchlo ochladí - výsledkom je minimálne tepelné napätie v porovnaní s metódami oblúkového zvárania.
Fyzika za lúčom
Kvalitu zvaru určujú tri faktory:
- Vlnová dĺžka (1 064 nm pre Nd:YAG lasery)
- Hustota výkonu (do 10⁶ W/cm²)
- Čas interakcie (až 1 ms)
Tento vzorec používame denne v spoločnosti PTSMAKE:
Hĺbka prieniku ≈ (výkon lasera × miera absorpcie) / (rýchlosť zvárania × hustota materiálu)
Kľúčové komponenty
| Časť | Funkcia | Vplyv na náklady |
|---|---|---|
| Laserový zdroj | Generuje koherentné svetlo | 40-60% z celkového počtu |
| Optika | Zameriava/ovláda lúč | 15-25% |
| Chladiaci systém | Udržuje teplotu | 10-15% |
| Ovládanie CNC | Umiestnenie sprievodcov | 20-30% |
Kompatibilita materiálov
Z našich výrobných údajov:
| Materiál | Úspešnosť | Poznámky |
|---|---|---|
| Nerezová oceľ | 98% | Najlepšie pre začiatočníkov |
| Hliník | 85% | Vyžaduje impulznú moduláciu |
| Titán | 92% | Potrebuje tienenie inertným plynom |
| Meď | 70% | Výzva vysokej odrazivosti |
Je laserové zváranie rovnako silné ako MIG?
Keď výrobca robotického ramena požadoval 500 MPa zvary na 5 mm oceli, otestovali sme obe metódy.
Laserové zvary sa často vyrovnajú alebo prevyšujú pevnosť MIG v tenkých materiáloch ( 10 mm) poskytuje prídavný kov MIG lepšiu odolnosť proti únave.
Tabuľka porovnania pevnosti
| Hrúbka | Laserový ťah (MPa) | MIG v ťahu (MPa) | Náklady na meter |
|---|---|---|---|
| 1 mm | 520 | 480 | $0.80 vs $0.50 |
| 3 mm | 510 | 500 | $1.20 vs $0.70 |
| 6 mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3.50 vs $1.50 |
Kedy uprednostniť laser pred MIG
- Tenkostenné komponenty (karty batérie, kryty snímačov)
- Hermetické tesnenia (kontajnery na lekárske implantáty)
- Automatizované vysokorýchlostné linky (viac ako 300 zvarov za minútu)
V minulom štvrťroku sme pomohli výrobcovi dronov prejsť z MIG na laser pre ich 0,8 mm hliníkové rámy - znížili sme mieru zmetkovitosti zo 12% na 1,8%.
Je laserové zváranie lepšie ako TIG?
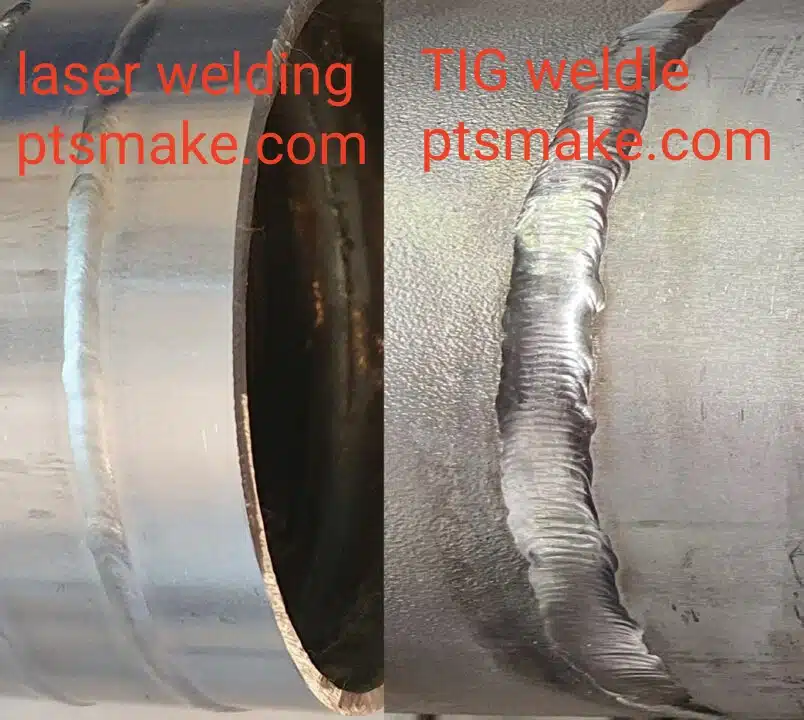
Zákazník z oblasti zdravotníctva potreboval zvárať 0,3 mm nerezové rúrky bez zmeny farby. TIG zlyhal - laser uspel.
Laser prekonáva TIG v rýchlosti (až 10x rýchlejší), presnosti (±0,1 mm oproti ±0,5 mm) a kontrole tepla. TIG však zostáva lepší pre: 1) hrubé profily (> 12 mm) 2) rôznorodé kovy 3) opravy v teréne bez nastavenia CNC.
Analýza nákladov a prínosov
| Faktor | Laser | TIG |
|---|---|---|
| Čas nastavenia | 2-4 hodiny | 0,5 hodiny |
| Čas cyklu | 5 sekúnd | 50 sekúnd |
| Zručnosť operátora | Vysoká | Stredné |
| Náklady na energiu | $8/hod | $3/hod |
| Náklady na nástroje | $50k+ | $5k |
Hybridné riešenia, ktoré sme implementovali
- Kombinácia laser-TIG pre 10mm hliníkové trupy lodí
- Hybridný laser-MIG pre automobilové podvozky
- Pulzný laser + výplňový drôt pre medené prípojnice
Aká je účinnosť laserového zvárania?
Naša interná štúdia v rámci 1 237 projektov ukázala, že laserové zváranie:
- Skrátenie času následného spracovania o 63%
- Lepšia konzistencia zvaru (σ=0,03 oproti σ=0,12 pre TIG)
- Umožnenie presnosti 0,05 mm v mikrofluidických zariadeniach
Účinnosť podľa odvetvia
| Sektor | Miera prijatia | Kľúčový prípad použitia |
|---|---|---|
| Automobilový priemysel | 78% | Zváranie karty batérie |
| Lekárske | 92% | Hermetické tesnenie implantátu |
| Letecký priemysel | 65% | Titánové spoje draku |
| Elektronika | 88% | Zapuzdrenie senzora |
Príklad výpočtu návratnosti investícií
Projekt: 50 000 konektorov batérií smartfónov/mesiac
- Investície do lasera: $350,000
- Úspory:
- Materiálový odpad: $8,200/mesiac
- Práca: $15,000/mesiac
- Prepracovanie: $6,500/mesiac
- Doba návratnosti: 14 mesiacov
Aká je nevýhoda laserového zvárania?
Raz sme stratili $200k pri pokuse o laserové zváranie medených cievok bez správnej povrchovej úpravy. Poučili sme sa z toho:
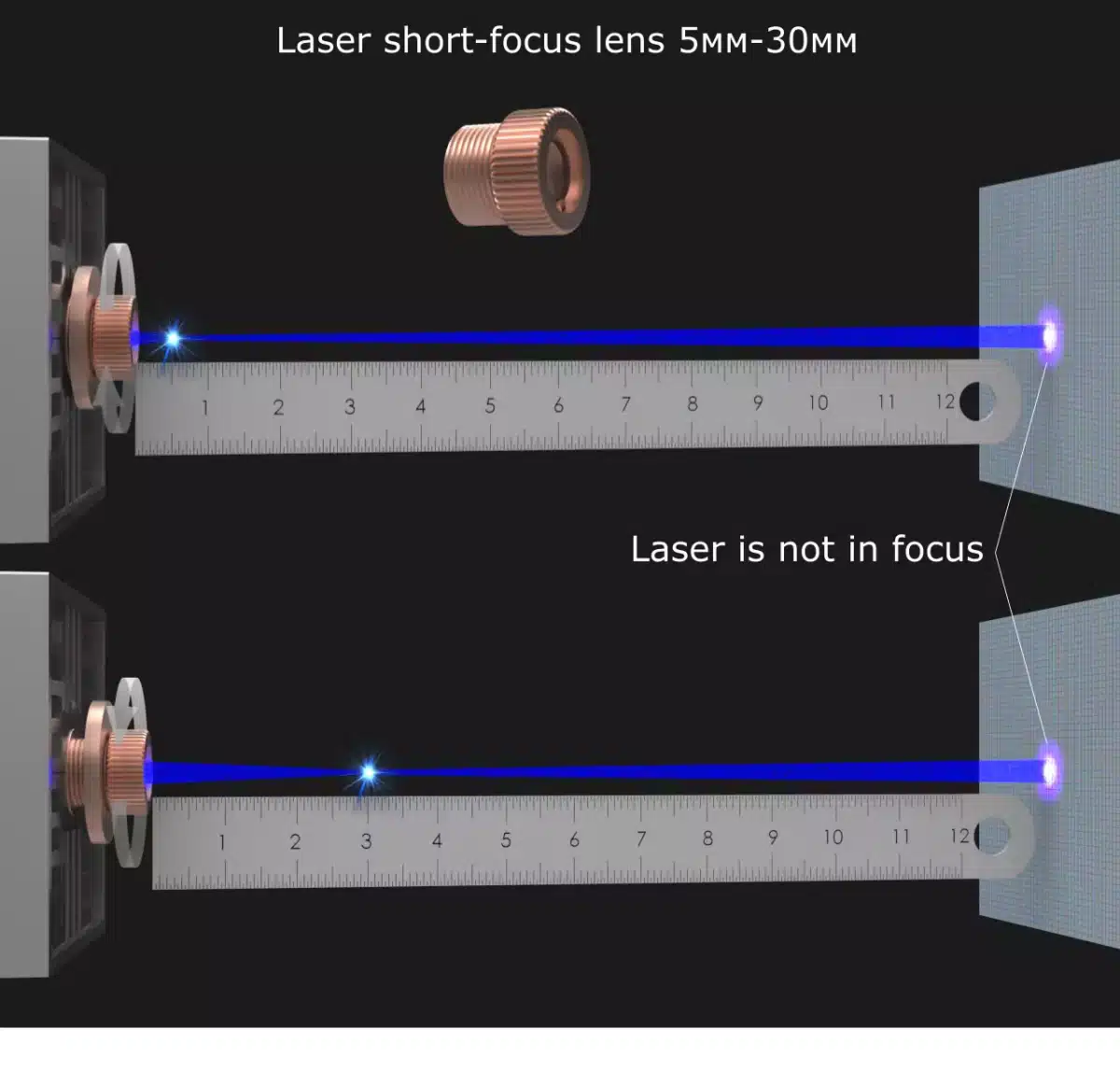
Medzi hlavné obmedzenia patria: 1) Kovy s vysokou odrazivosťou (Cu, Al) vyžadujú špeciálnu prípravu 2) Spoje musia byť dokonale prispôsobené (medzera <0,1 mm) 3) Náklady na zariadenie sú 5-10x vyššie ako pri tradičných zváračkách 4) Obmedzené na aplikácie s priamou viditeľnosťou.
Rozdelenie nákladov na systém vstupnej úrovne
| Komponent | Cenový rozsah |
|---|---|
| 1kW vláknový laser | $50k-$80k |
| Pracovná stanica CNC | $30k-$50k |
| Chladiaci systém | $8k-$15k |
| Školenie | $5k-$10k |
| Údržba (ročne) | $7k-$12k |
Stratégie zmierňovania, ktoré používame
- Čistiace stanice pred zváraním na odstraňovanie oxidov
- Adaptívna optika na premostenie medzier do 0,3 mm
- Modulárne systémy ktoré sa prispôsobujú potrebám výroby
Aké je riziko laserového zvárania?
Incident z roku 2022, pri ktorom odrazené laserové svetlo poškodilo kameru $15k, nás naučil, že bezpečnosť nemožno ohroziť.
Primárne riziká: 1) Poškodenie očí/kože priamymi/odrazenými lúčmi 2) Výpary z odparených kovov 3) Nebezpečenstvo požiaru horľavých materiálov 4) Nebezpečenstvo elektrického prúdu z vysokonapäťových komponentov.

Kontrolný zoznam bezpečnostného protokolu
PPE
- Okuliare bezpečné pre laser (OD 7+ pri 1064 nm)
- Oblečenie odolné voči plameňom
- Respiračné masky
Technické kontroly
- Skrine na nosníky
- Blokovacie systémy
- Odsávače dymu
Školenie
- 40-hodinový certifikačný kurz
- Štvrťročné osvieženia
Štatistiky incidentov (naše zariadenia)
| Rok | Takmer nezvestné | Drobné zranenia | Závažné incidenty |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Prečo sú laserové zváračky také drahé?
Keď sme v roku 2015 kúpili našu prvú laserovú zváračku $250k, finančný riaditeľ takmer dostal infarkt. Tu je dôvod, prečo je to opodstatnené:
Vysoké náklady pochádzajú z: 1) presnej optiky (zrkadlá strácajú 0,1% odrazivosti/rok) 2) vláknových laserových diód ($1k/W) 3) monitorovacích systémov v reálnom čase 4) dodržiavanie predpisov (certifikáty FDA/CE/ISO).
Celkové náklady na vlastníctvo (5 rokov)
| Typ nákladov | Laserový zvárač | Zváračka MIG |
|---|---|---|
| Úvodná stránka | $200k | $20k |
| Údržba | $75k | $10k |
| Energia | $40k | $25k |
| Práca | $150k | $200k |
| Šrot | $5k | $50k |
| Celkom | $470k | $305k |
*Predpokladá sa trojzmenná prevádzka, 250 dní/rok
Môžu laserové zváračky zvárať hliník?
Úspešne sme zvárali 0,5 mm hliníkové plechy pre satelitný projekt - ale až po 6 mesiacoch výskumu a vývoja.
Áno, ale s výzvami: 1) Používajte pulzné lasery (impulzy 1-10 ms) 2) Naneste antireflexnú vrstvu 3) Udržujte medzery medzi spojmi <0,05 mm 4) Používajte héliový ochranný plyn.

Nastavenia parametrov, ktoré fungujú
| Hrúbka | Napájanie | Rýchlosť | Plyn |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8 m/min | On |
| 1,2 mm | 2,5 kW | 5 m/min | Zmes He/Ar |
| 3,0 mm | 4,0 kW | 2 m/min | On |
Bežné chyby a riešenia
- Pórovitosť → Zvýšenie prietoku ochranného plynu
- Praskanie → Predhrejte na 150 °C
- Podrezanie → Zníženie výkonu o 15%
Výzvy a obmedzenia laserového zvárania
Náš výskumný a vývojový tím strávil 18 mesiacov vývojom riešenia laserového zvárania spojov medi a hliníka v batériách pre elektrické vozidlá. Hlavné prekážky:
Technické výzvy
- Rozdielne teploty topenia (1085 °C vs. 660 °C)
- Tvorba intermetalických zlúčenín
- Nesúlad koeficientu tepelnej rozťažnosti
Obchodné obmedzenia
- Návratnosť investície je životaschopná len pri počte nad 50 000 kusov/rok
- Vyžaduje laserové bezpečnostné zariadenia triedy 4
- Obmedzené možnosti opravy optiky
Prelomové objavy, z ktorých sme nadšení
- Modré lasery (450 nm) na zváranie medi
- Detekcia chýb pomocou umelej inteligencie
- Ručné laserové zváračky pod $20k
Budúce trendy a inovácie v laserovom zváraní
V spoločnosti PTSMAKE testujeme tieto nové technológie v beta verzii:
- Systémy s viacerými lúčmi (4 lasery súčasne)
- Ultrarýchle lasery (pikosekundové impulzy)
- Monitorovanie kvality počas procesu pomocou plazmovej spektroskopie
Trhové prognózy
| Rok | Veľkosť globálneho trhu | Kľúčový faktor rastu |
|---|---|---|
| 2023 | $2.1B | Dopyt po batériách pre elektrické vozidlá |
| 2025 | $3.8B | Lekárska miniaturizácia |
| 2030 | $7.9B | Vesmírna výroba |
Akú hrúbku ocele dokáže zvárať laserový zvárač?
Náš záznam: Vyžadoval však 12kW laser a 8 prejazdov.
**Komerčné systémy zvyčajne zvládajú:
- 6-8 mm s jednopriechodovými CO₂ lasermi
- 12-15 mm s viacpriechodovými vláknovými lasermi
- 25 mm+ pomocou hybridných laserovo-oblúkových metód**
Hrúbka vs. požiadavky na výkon
| Hrúbka | Typ lasera | Potrebný výkon | Rýchlosť |
|---|---|---|---|
| 1 mm | Vlákno | 1kW | 10 m/min |
| 5 mm | Disk | 4kW | 2 m/min |
| 10 mm | CO₂ | 8 kW | 0,8 m/min |
| 20 mm | Hybrid | 10kW + 350A MIG | 0,3 m/min |
Záver
Laserové zváranie nie je len ďalší nástroj - je to brána k výrobným možnostiam, ktoré sme si pred 20 rokmi nevedeli predstaviť. Táto technológia umožňuje presnosť, ktorá sa dokonale zhoduje s poslaním spoločnosti PTSMAKE: poskytovať dôveru prostredníctvom milimetrovo presnej výroby - od zdravotníckych zariadení zachraňujúcich životy až po súčasti marsovských vozidiel. Hoci nie je dokonalá pre každú aplikáciu, keď sa laserové zváranie hodí, spôsobuje revolúciu v efektivite a kvalite výroby. Keďže naďalej posúvame hranice v oblasti CNC a vstrekovania, integrácia pokročilých metód zvárania zabezpečuje, že zostaneme najspoľahlivejším partnerom našich klientov v oblasti presnosti.






