

Föreställ dig en svetsprocess som är så exakt att den kan foga samman en hårfin tråd utan att skada omgivande komponenter. Lasersvetsning gör precis det - och det omformar modern tillverkning.
Lasersvetsning använder en mycket fokuserad ljusstråle för att smälta och foga samman material med exakt precision. Till skillnad från traditionella metoder minimerar lasersvetsning värmedistorsion, fungerar på komplexa geometrier och ger repeterbara resultat - vilket gör den idealisk för högprecisionsindustrier som flyg- och rymdindustrin och medicintekniska produkter.
Som någon som har tillbringat 15+ år i precisionstillverkning på PTSMAKE har jag sett lasersvetsning lösa problem som andra metoder inte kan. Låt oss gå igenom hur det fungerar, var det är bra och när alternativ kan vara bättre.
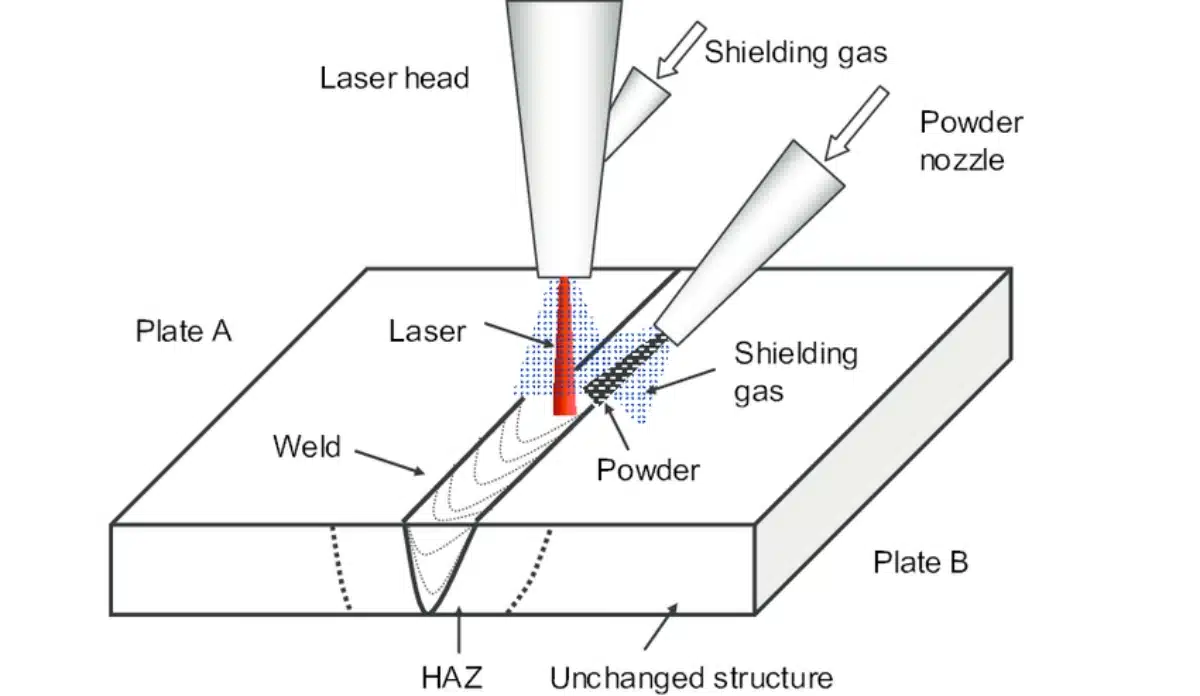
Hur fungerar lasersvetsning?
Tänk om man kunde svetsa ögonimplantat i titan utan att metallen blev skev? Det är det magiska med lasersvetsning.
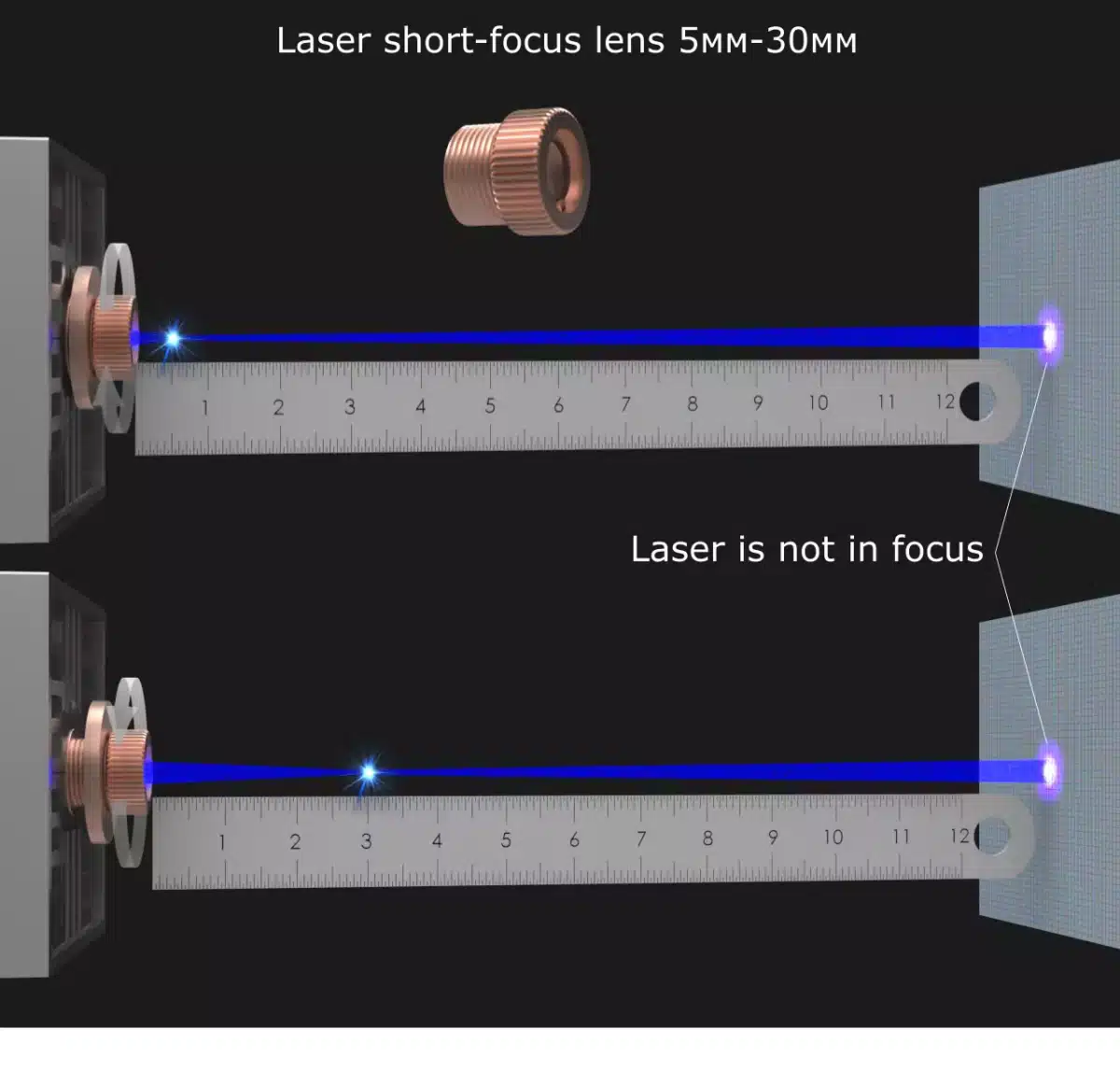
Vid lasersvetsning koncentreras ljusenergin till en punkt på mikronivå (0,1-1 mm i diameter). Strålen smälter materialets yta och skapar en djup, smal smältbad som kyls snabbt - vilket resulterar i minimal termisk påfrestning jämfört med bågsvetsmetoder.
Fysiken bakom strålningen
Tre faktorer avgör svetsens kvalitet:
- Våglängd (1.064 nm för Nd:YAG-lasrar)
- Effekttäthet (upp till 10⁶ W/cm²)
- Tid för interaktion (så lågt som 1 ms)
Vi använder denna formel dagligen på PTSMAKE:
Penetrationsdjup ≈ (lasereffekt × absorptionsgrad) / (svetshastighet × materialdensitet)
Viktiga komponenter
| Del | Funktion | Kostnadspåverkan |
|---|---|---|
| Laserkälla | Genererar koherent ljus | 40-60% av totalt |
| Optik | Fokuserar/kontrollerar strålen | 15-25% |
| Kylsystem | Bibehåller temperaturen | 10-15% |
| CNC-styrningar | Guider för positionering | 20-30% |
Materialkompatibilitet
Från våra produktionsdata:
| Material | Framgångsgrad | Anteckningar |
|---|---|---|
| Rostfritt stål | 98% | Bäst för nybörjare |
| Aluminium | 85% | Kräver pulsmodulering |
| Titan | 92% | Behöver skyddas av inert gas |
| Koppar | 70% | Utmaning med hög reflektionsförmåga |
Är lasersvetsning lika starkt som MIG?
När en robotarmstillverkare krävde svetsar på 500 MPa på 5 mm stål testade vi båda metoderna.
Lasersvetsar matchar/överstiger ofta MIG-styrkan i tunna material (10 mm) ger MIG:s tillsatsmaterial bättre utmattningshållfasthet.
Jämförelsetabell för styrka
| Tjocklek | Laser draghållfasthet (MPa) | MIG Draghållfasthet (MPa) | Kostnad per meter |
|---|---|---|---|
| 1 mm | 520 | 480 | $0,80 vs $0,50 |
| 3 mm | 510 | 500 | $1,20 vs $0,70 |
| 6 mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3,50 vs $1,50 |
När ska man välja laser framför MIG?
- Tunnväggiga komponenter (batteriflikar, sensorhöljen)
- Hermetiska tätningar (behållare för medicinska implantat)
- Automatiserade höghastighetslinjer (300+ svetsar/minut)
Under förra kvartalet hjälpte vi en drönartillverkare att byta från MIG till laser för sina 0,8 mm aluminiumramar - kassationsgraden minskade från 12% till 1,8%.
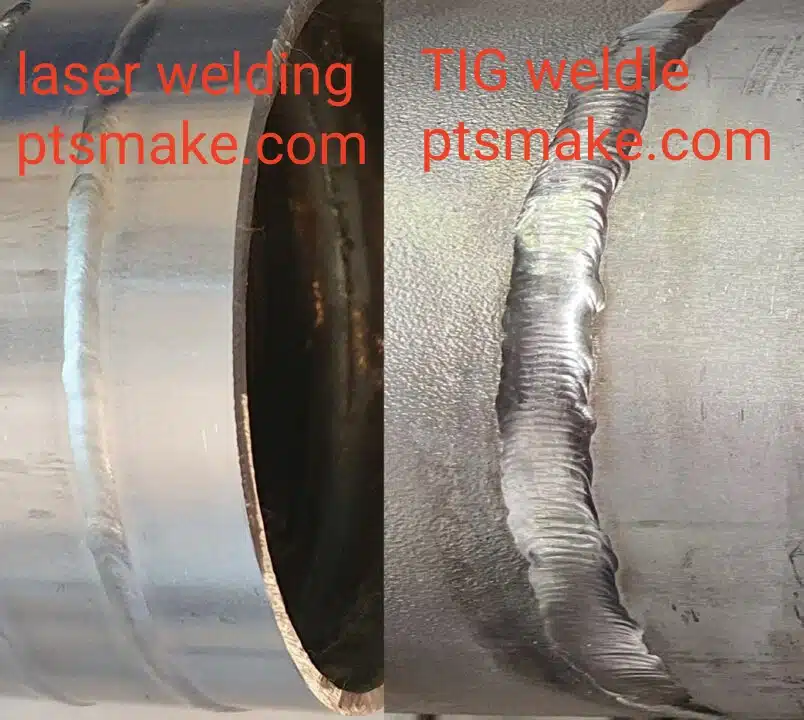
Är lasersvetsning bättre än TIG?
En kund inom sjukvården behövde svetsa 0,3 mm rostfria rör utan missfärgning. TIG misslyckades - laser lyckades.
Laser överträffar TIG i hastighet (upp till 10 gånger snabbare), precision (±0,1 mm jämfört med ±0,5 mm) och värmekontroll. TIG är dock fortfarande bättre för: 1) Tjocka sektioner (>12 mm) 2) Olika metaller 3) Reparationer på fältet utan CNC-inställning.
Kostnads- och nyttoanalys
| Faktor | Laser | TIG |
|---|---|---|
| Inställningstid | 2-4 timmar | 0,5 timmar |
| Cykeltid | 5 sekunder | 50 sekunder |
| Operatörskompetens | Hög | Medium |
| Energikostnad | $8/timme | $3/timme |
| Kostnad för verktyg | $50k+ | $5k |
Hybridlösningar vi har implementerat
- Laser-TIG-kombination för 10 mm aluminium båtskrov
- Laser-MIG-hybrid för fordonschassier
- Pulsad laser + fyllnadstråd för kopparskenor
Hur effektiv är lasersvetsning?
Vår interna studie av 1.237 projekt visade på lasersvetsning:
- Minskad tid för efterbearbetning med 63%
- Förbättrad svetskonsistens (σ=0,03 jämfört med σ=0,12 för TIG)
- Möjliggjorde 0,05 mm precision i mikrofluidiska enheter
Effektivitet per bransch
| Sektor | Adoptionsgrad | Viktigt användningsfall |
|---|---|---|
| Fordon | 78% | Svetsning av batteriflik |
| Medicinsk | 92% | Hermetisk försegling av implantat |
| Flyg- och rymdindustrin | 65% | Titanfogar för flygplansskrov |
| Elektronik | 88% | Inkapsling av sensor |
Exempel på ROI-beräkning
Projekt: 50.000 batterikontakter för smartphones/månad
- Laserinvesteringar: $350,000
- Besparingar:
- Materialavfall: $8,200/månad
- Arbetskraft: $15.000/månad
- Omarbetning: $6,500/månad
- Återbetalningstid: 14 månader
Vad är nackdelen med lasersvetsning?
En gång förlorade vi $200k när vi försökte lasersvetsa kopparspolar utan korrekt ytbehandling. Lärdomar som dragits:
Viktiga begränsningar inkluderar: 1) Metaller med hög reflektionsförmåga (Cu, Al) kräver särskilda förberedelser 2) Fogens passform måste vara perfekt (<0,1 mm gap) 3) Utrustningskostnaderna är 5-10 gånger högre än för traditionella svetsare 4) Begränsad till applikationer med fri sikt.
Kostnadsfördelning för Entry-Level System
| Komponent | Prisintervall |
|---|---|
| 1kW Fiberlaser | $50k-$80k |
| CNC-arbetsstation | $30k-$50k |
| Kylningssystem | $8k-$15k |
| Utbildning | $5k-$10k |
| Underhåll (årligen) | $7k-$12k |
Strategier vi använder för att minska riskerna
- Stationer för betning före svetsning för borttagning av oxid
- Adaptiv optik för gapöverbryggning upp till 0,3 mm
- Modulära system som anpassas efter produktionsbehoven
Vilka är riskerna med lasersvetsning?
En incident under 2022 där reflekterat laserljus skadade en $15k-kamera lärde oss att säkerheten inte kan kompromissas bort.
Primära risker: 1) Ögon-/hudskador från direkta/reflekterade strålar 2) Rök från förångade metaller 3) Brandfara med brandfarliga material 4) Elektriska risker från högspänningskomponenter.

Checklista för säkerhetsprotokoll
PPE
- Lasersäkra skyddsglasögon (OD 7+ vid 1064 nm)
- Flamsäkra kläder
- Andningsmasker
Tekniska kontroller
- Kapslingar för balkar
- Förreglingssystem
- Avskiljare för rökgaser
Utbildning
- 40-timmars certifieringskurs
- Kvartalsvisa uppdateringar
Statistik över incidenter (våra anläggningar)
| År | Nära missar | Mindre skador | Större incidenter |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Varför är lasersvetsar så dyra?
När vi köpte vår första lasersvets $250k 2015 fick ekonomichefen nästan en hjärtattack. Här är varför det är motiverat:
De höga kostnaderna kommer från: 1) Precisionsoptik (speglar förlorar 0,1% reflektivitet/år) 2) Fiberlaserdioder ($1k/W) 3) Övervakningssystem i realtid 4) Regelefterlevnad (FDA/CE/ISO-certifieringar).
Total ägandekostnad (5 år)
| Kostnadstyp | Lasersvets | MIG-svets |
|---|---|---|
| Inledande | $200k | $20k |
| Underhåll | $75k | $10k |
| Energi | $40k | $25k |
| Arbete | $150k | $200k |
| Skrot | $5k | $50k |
| Totalt | $470k | $305k |
*Antagande om 3-skiftsdrift, 250 dagar/år
Kan lasersvetsare svetsa aluminium?
Vi har framgångsrikt svetsat 0,5 mm aluminiumplåt för ett satellitprojekt - men först efter 6 månaders forskning och utveckling.
Ja, men med vissa utmaningar: 1) Använda pulsade lasrar (1-10 ms pulser) 2) Applicera antireflexbeläggning 3) Upprätthålla <0,05 mm fogspalt 4) Använda helium som skyddsgas.

Parameterinställningar som fungerar
| Tjocklek | Kraft | Hastighet | Gas |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8m/min | Han |
| 1,2 mm | 2,5 kW | 5m/min | He/Ar Mix |
| 3,0 mm | 4,0 kW | 2m/min | Han |
Vanliga defekter och lösningar
- Porositet → Öka flödet av skyddsgas
- Sprickbildning → Förvärm till 150°C
- Undercut → Minska effekten med 15%
Utmaningar och begränsningar vid lasersvetsning
Vårt FoU-team ägnade 18 månader åt att utveckla en lasersvetslösning för koppar-aluminiumfogar i elbilsbatterier. Viktiga hinder:
Tekniska utmaningar
- Olika smältpunkter (1085°C vs 660°C)
- Bildning av intermetalliska föreningar
- Missmatchning av värmeutvidgningskoefficient
Kommersiella begränsningar
- ROI endast genomförbart över 50.000 enheter/år
- Kräver lasersäkerhetsanläggningar av klass 4
- Begränsade reparationsmöjligheter för optik
Genombrott som vi är glada över
- Blå lasrar (450 nm) för svetsning av koppar
- AI-baserad defektdetektering
- Handhållna lasersvetsar under $20k
Framtida trender och innovationer inom lasersvetsning
På PTSMAKE betatestar vi dessa nya tekniker:
- Flerstråliga system (4 lasrar samtidigt)
- Ultrasnabba lasrar (pikosekundpulser)
- Kvalitetsövervakning under processens gång med hjälp av plasmaspektroskopi
Marknadsprognoser
| År | Global marknadsstorlek | Viktig drivkraft för tillväxt |
|---|---|---|
| 2023 | $2.1B | Efterfrågan på elbilsbatterier |
| 2025 | $3.8B | Medicinsk miniatyrisering |
| 2030 | $7.9B | Rymdtillverkning |
Hur tjockt stål kan en lasersvets svetsa?
Vårt rekord: 32 mm kolstål för en kund inom gruvutrustning - men krävde 12 kW laser och 8 passeringar.
**Kommersiella system hanterar vanligtvis:
- 6-8 mm med CO₂-lasrar med enkel passage
- 12-15 mm med multi-pass fiberlasrar
- 25mm+ med hybrid laser-arc-metoder**
Tjocklek kontra effektbehov
| Tjocklek | Typ av laser | Kraft behövs | Hastighet |
|---|---|---|---|
| 1 mm | Fiber | 1 kW | 10m/min |
| 5 mm | Diskett | 4 kW | 2m/min |
| 10 mm | CO₂ | 8 kW | 0,8 m/min |
| 20 mm | Hybrid | 10kW + 350A MIG | 0,3 m/min |
Slutsats
Lasersvetsning är inte bara ett verktyg - det är en inkörsport till tillverkningsmöjligheter som vi inte kunde föreställa oss för 20 år sedan. Från livräddande medicintekniska produkter till komponenter till Mars rover - den här tekniken möjliggör precision som passar perfekt in i PTSMAKE:s uppdrag: att skapa förtroende genom millimeterprecis tillverkning. Lasersvetsning är inte perfekt för alla tillämpningar, men när den passar revolutionerar den produktionseffektiviteten och kvaliteten. Vi fortsätter att flytta fram gränserna inom CNC och formsprutning, och genom att integrera avancerade svetsmetoder säkerställer vi att vi förblir våra kunders mest pålitliga precisionspartner.






