

När jag arbetar med kunder inom tillverkningsindustrin märker jag ofta att de är förvirrade över skillnaden mellan CNC-fräsning och svarvning. Denna förvirring kan leda till kostsamma misstag i detaljkonstruktion och tillverkningsprocesser. Många ingenjörer väljer till slut fel bearbetningsmetod, vilket leder till slöseri med tid och resurser.
Den största skillnaden är att CNC-fräsning använder roterande skärverktyg på stationära arbetsstycken, medan CNC-svarvning roterar arbetsstycket mot ett fast skärverktyg. Fräsning är idealisk för komplexa former och funktioner, medan svarvning fungerar bäst för cylindriska delar.
På PTSMAKE använder vi både CNC-fräsning och svarvning för att skapa precisionsdetaljer åt våra kunder. Låt mig förklara de viktigaste skillnaderna mellan dessa två processer mer i detalj. Om du förstår dessa skillnader kan du välja rätt bearbetningsmetod för ditt nästa projekt och spara både tid och pengar.
Vad är CNC-svarvning?
Har du någonsin undrat varför vissa metalldelar har så perfekta cylindriska former och otroligt släta ytor? Traditionella manuella svarvmetoder leder ofta till inkonsekvenser och kvalitetsproblem, vilket gör det svårt att producera exakta komponenter på ett konsekvent sätt. Detta kan resultera i materialspill, ökade kostnader och produktionsförseningar.
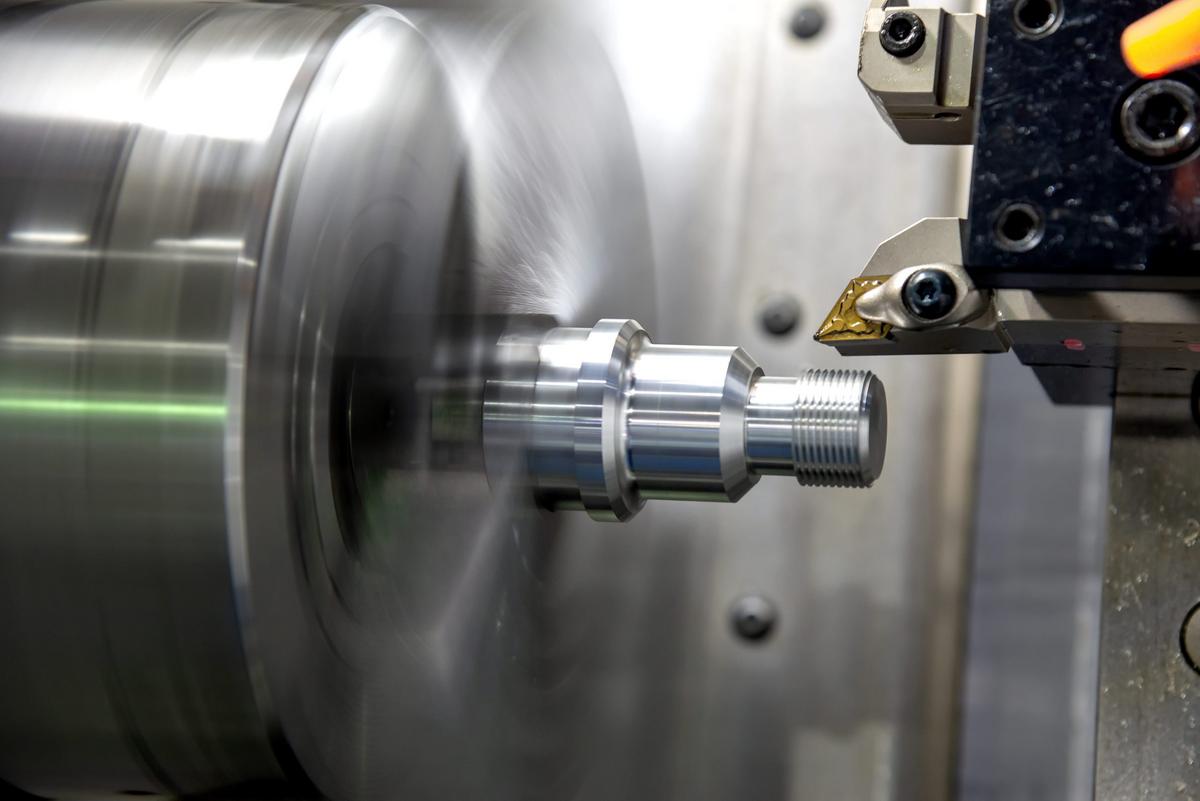
CNC-svarvning är en datorstyrd tillverkningsprocess som skapar cylindriska delar genom att rotera ett arbetsstycke medan skärverktyg avlägsnar material för att uppnå önskad form. Den här moderna bearbetningsmetoden säkerställer hög precision, repeterbarhet och effektivitet vid tillverkning av runda eller cylindriska komponenter.

Förstå grunderna i CNC-svarvning
CNC-svarvning har revolutionerat tillverkningsindustrin genom att införa automatiserad precision i den traditionella svarvprocessen. Svarvoperationen innebär att rotation av spindel1 av arbetsstycket medan stationära skärverktyg rör sig längs olika axlar för att avlägsna material och skapa den önskade formen. Jag har genomfört otaliga svarvningsprojekt och den precision som denna process erbjuder är verkligen anmärkningsvärd.
Nyckelkomponenter i en CNC-svarvmaskin
En CNC-svarv består av flera viktiga komponenter som arbetar sömlöst tillsammans:
- Spindel och chuck
- Verktygsrevolver
- Styrsystem
- Skärande verktyg
- Kylvätskesystem
Typer av CNC-svarvoperationer
Det finns olika svarvoperationer som kan utföras på en CNC-svarv:
| Typ av operation | Beskrivning | Vanliga tillämpningar |
|---|---|---|
| Ansikte mot ansikte | Skapar plana ytor vinkelrätt mot arbetsstyckets axel | Ändytor, axlar |
| Konisk svarvning | Producerar vinklade ytor | Koniska former, övergångar |
| Gängning | Skär invändiga eller utvändiga gängor | Skruvar, bultar, muttrar |
| Rillning | Skapar kanaler eller urtag | O-ringsspår, avlastningar |
| Tråkigt | Förstorar eller färdigställer invändiga hål | Invändiga diametrar, hål |
Avancerade funktioner och möjligheter
Fleraxlig svarvning
Moderna CNC-svarvmaskiner har ofta flera rörelseaxlar, vilket gör det möjligt:
- Skapande av komplexa konturer
- Operationer med levande verktyg
- Maskinbearbetning med underspindel
- Simultana operationer
Materialkompatibilitet
På PTSMAKE arbetar vi regelbundet med en mängd olika material i våra svarvoperationer:
- Rostfritt stål
- Aluminium
- Mässing
- Titan
- Teknisk plast
- Exotiska legeringar
Processparametrar och överväganden
Kritiska parametrar
Det finns flera faktorer som påverkar framgången för CNC-svarvningsoperationer:
- Skärhastighet
- Matningshastighet
- Skärdjup
- Val av verktyg
- Användning av kylvätska
Åtgärder för kvalitetskontroll
För att upprätthålla precision och konsekvens:
- Regelbunden kalibrering av maskinen
- Övervakning av verktygsslitage
- Inspektion under processens gång
- Slutlig kvalitetsverifiering
Tillämpningar inom olika branscher
CNC-svarvning används i olika branscher med specifika krav:
Fordonsindustrin
- Motorkomponenter
- Delar till växellådan
- Bromsystemets komponenter
Flyg- och rymdsektorn
- Turbinens komponenter
- Delar till landningsställ
- Fästelement och anslutningar
Tillverkning av medicintekniska produkter
- Kirurgiska instrument
- Implantatkomponenter
- Höljen för medicintekniska produkter
Bästa praxis för optimala resultat
Överväganden om design
- Upprätthålla lämpliga förhållanden mellan längd och diameter
- Tänk på verktygens tillgänglighet
- Planera för korrekt fixturering
- Ta hänsyn till materialegenskaper
Produktionsoptimering
För att maximera effektivitet och kvalitet:
| Aspekt | Bästa praxis | Förmån |
|---|---|---|
| Val av verktyg | Använd lämpliga kvaliteter och geometrier | Förlängd verktygslivslängd |
| Procedurer för installation | Implementera standardiserade förfaranden | Kortare installationstid |
| Optimering av program | Regelbunden granskning och uppdatering av programmet | Förbättrade cykeltider |
| Underhåll | Planerat förebyggande underhåll | Minimal stilleståndstid |
Gemensamma utmaningar och lösningar
Tekniska utmaningar
Verktygsslitage
- Lösning: Implementera system för hantering av verktygens livslängd
- Regelbunden övervakning av verktygens skick
Ytfinish
- Lösning: Optimera skärparametrarna
- Använd lämpliga verktyg och kylmedel
Dimensionell noggrannhet
- Lösning: Regelbunden kalibrering av maskinen
- System för mätning under processens gång
Utmaningar i produktionen
Inställningstid
- Lösning: Använd verktygssystem för snabbväxling
- Standardisera installationsförfaranden
Material Avfall
- Lösning: Optimera programmeringen
- Implementera system för materialåtervinning
På PTSMAKE har vi utvecklat robusta lösningar på dessa utmaningar, vilket säkerställer konsekvent kvalitet och effektivitet i våra svarvningsverksamheter. Vår erfarenhet har lärt oss att framgångsrik CNC-svarvning kräver en kombination av teknisk expertis, korrekt planering och uppmärksamhet på detaljer.
Vad är en CNC-svarv?
Har du någonsin kämpat med att uppnå exakta, konsekventa skärningar på cylindriska delar? Traditionella manuella svarvar kräver omfattande operatörskunskaper och kan ändå inte garantera perfekt repeterbarhet. Felmarginalen ökar med komplexa geometrier, vilket leder till kostsamma misstag och slöseri med material.
En CNC-svarv är en automatiserad verktygsmaskin som använder numerisk datastyrning (CNC) för att utföra svarvoperationer. Den roterar arbetsstycket medan skärverktygen hålls stilla och avlägsnar material med precision för att skapa cylindriska delar enligt programmerade specifikationer.

Kärnkomponenter i en CNC-svarv
När jag förklarar CNC-svarvar för våra kunder på PTSMAKE börjar jag alltid med de grundläggande komponenterna. Att förstå dessa element är avgörande för alla som vill arbeta med CNC-svarvningsteknik:
Spindelsystem
Spindeln är hjärtat i varje CNC-svarv. Den håller och roterar arbetsstycket med exakt kontrollerade hastigheter. Spindeln Spindelsynkronisering2 kapacitet möjliggör komplexa fleraxliga operationer. Moderna CNC-svarvar kan uppnå hastigheter på upp till 6.000 varv/min, men på PTSMAKE arbetar vi vanligtvis inom 2.000-4.000 varv/min för optimal precision och ytfinish.
Verktygsrevolver
Verktygsrevolvern rymmer flera skärverktyg och kan roteras för att växla mellan dem automatiskt. Denna funktion minskar ställtiden avsevärt och möjliggör komplexa operationer utan manuellt ingripande. Våra avancerade CNC-svarvar har följande funktioner:
| Verktygsposition | Vanliga verktygstyper | Typiska tillämpningar |
|---|---|---|
| Primär | Verktyg för svarvning | Skärning av ytterdiameter |
| Sekundär | Borrstänger | Kapning av invändig diameter |
| Tertiär | Gängningsverktyg | Tråd skapande |
| Kvartär | Verktyg för rillning | Kanalskärning |
Styrsystem
Styrsystemet är hjärnan i CNC-svarven. Det tolkar G-kodsprogrammering för att koordinera alla maskinrörelser. Moderna styrningar erbjuder:
- Övervakningsmöjligheter i realtid
- Automatisk verktygskompensering
- Avancerad feldetektering
- Integrerade funktioner för kvalitetskontroll
Viktiga verksamheter och förmågor
Grundläggande svarvoperationer
- Vändning av ansiktet
- Rak vridning
- Konisk svarvning
- Formvändning
- Gängning
Avancerade funktioner
Moderna CNC-svarvar har utvecklats avsevärt och erbjuder funktioner som var otänkbara för flera decennier sedan:
Fleraxlig svarvning
- Simultan styrning av flera axlar
- Skapande av komplexa konturer
- Kortare installationstid
Live-verktyg
- Kapacitet för fräsning
- Off-center borrning
- Komplettering av komplexa delar i en enda installation
Tillämpningar inom olika branscher
Under min tid på PTSMAKE har jag sett hur CNC-svarvar har förändrat tillverkningen inom olika sektorer:
Fordonsindustrin
- Tillverkning av precisionsaxlar
- Tillverkning av bromskomponenter
- Tillverkning av motordelar
Tillämpningar inom flyg- och rymdindustrin
- Turbinens komponenter
- Delar till landningsställ
- Precisionsfästelement
Tillverkning av medicintekniska produkter
- Implantatkomponenter
- Kirurgiska instrument
- Höljen för medicintekniska produkter
Fördelar och överväganden
Fördelar
Förbättrad precision
- Typiska toleranser på ±0,0005 tum
- Konsekvent reproduktion av delar
- Överlägsen ytfinish
Ökad produktivitet
- Snabbare produktionscykler
- Kortare installationstid
- Minimalt ingripande av operatören
Begränsningar och överväganden
Initial investering
- Kostnader för maskiner
- Krav på utbildning
- Behov av infrastruktur
Krav på underhåll
- Regelbunden kalibrering
- Scheman för förebyggande underhåll
- Övervakning av verktygsslitage
Bästa praxis för CNC-svarvoperationer
På PTSMAKE har vi utvecklat robusta protokoll för optimal drift av CNC-svarvar:
Riktlinjer för materialval
| Materialtyp | Rekommenderad hastighet | Krav på kylning |
|---|---|---|
| Aluminium | Hög | Minimal |
| Stål | Måttlig | Betydande |
| Titan | Låg | Intensiv |
| Plast | Variabel | Måttlig |
Åtgärder för kvalitetskontroll
- Inspektion under processens gång
- Statistisk processtyrning
- Regelbundna kalibreringskontroller
- Övervakning av verktygsslitage
Framtida trender inom CNC-svarvteknik
Utvecklingen av CNC-svarvteknik fortsätter att accelerera. Viktiga trender inkluderar:
- Integration med IoT-system
- Avancerade automatiseringsfunktioner
- Artificiell intelligens för optimering
- Förbättrad energieffektivitet
- Förbättrade användargränssnitt
På PTSMAKE investerar vi kontinuerligt i den senaste CNC-svarvtekniken för att säkerställa att vi kan erbjuda våra kunder de mest effektiva och exakta svarvlösningarna. Vårt engagemang för att hålla oss i framkant inom tillverkningsteknik gör att vi kan ta itu med alltmer komplexa bearbetningsutmaningar samtidigt som vi upprätthåller de högsta kvalitetsstandarderna.
avgränsning
Är CNC-svarvning billigare än CNC-fräsning?
När det gäller CNC-bearbetning är det ofta kostnadsaspekterna som håller tillverkningscheferna vakna om nätterna. Utmaningen handlar inte bara om att välja mellan CNC-svarvning och fräsning - det handlar om att balansera kvalitet, ledtid och budget samtidigt som man uppfyller alltmer krävande specifikationer.
I allmänhet är CNC-svarvning billigare än CNC-fräsning för cylindriska delar. Detta beror på att svarvning vanligtvis kräver mindre ställtid, har snabbare materialborttagning och använder enklare verktygskonfigurationer. Den slutliga kostnaden beror dock på detaljens komplexitet, material och produktionsvolym.
Förståelse för kostnadsfaktorer vid CNC-bearbetning
Materialavverkningshastighet
Den materialavverkningshastighet3 har en betydande inverkan på maskinbearbetningskostnaderna. CNC-svarvning uppnår vanligtvis högre materialavverkningshastigheter eftersom:
- Enpunktsskärverktyget arbetar kontinuerligt
- Arbetsstycket roterar i höga hastigheter
- Effektivare process för spånevakuering
Installationstid och komplexitet
Installationskraven för båda processerna varierar avsevärt:
CNC-svarvningsinställning
- Montering av enkel chuck
- Färre verktygsbyten
- Enklare uppriktning av arbetsstycket
- Snabbare initial installation
CNC-fräsningsinställning
- Hänsyn till flera armaturer
- Mer komplex planering av verktygsbanor
- Uppriktning med flera axlar
- Krav på längre inställelsetid
Analys av kostnadsjämförelser
Här är en detaljerad uppdelning av kostnadsfaktorer mellan CNC-svarvning och fräsning:
| Kostnadsfaktor | CNC-svarvning | CNC-fräsning |
|---|---|---|
| Inställningstid | Lägre | Högre |
| Kostnad för verktyg | Lägre | Högre |
| Programmeringstid | Kortare | Längre |
| Timpris för maskin | $75-150/timme | $100-200/timme |
| Material Avfall | Mindre | Mer om |
Överväganden om produktionsvolym
Produktion av låga volymer
För prototyp- eller småserieproduktion:
- Svarvning är mer kostnadseffektivt för cylindriska detaljer
- Fräsning kan vara mer ekonomiskt för komplexa geometrier
- Installationskostnaderna har större inverkan på priset per enhet
Produktion av höga volymer
I massproduktionsscenarier:
- Materialkostnaderna blir mer betydande
- Verktygsslitage påverkar de totala kostnaderna
- Automatiseringsmöjligheter påverkar slutpriset
Materialspecifika kostnadskonsekvenser
Olika material påverkar bearbetningskostnaderna på olika sätt:
Mjuka material
- Snabbare bearbetningshastigheter möjliga
- Lägre verktygsslitage
- Liknande kostnadsskillnad mellan processer
Hårda material
- Lägre skärhastigheter krävs
- Högre verktygsslitage
- Större kostnadsvariation mellan processer
Tillämpningar och kostnadsoptimering
På PTSMAKE har jag sett att rätt val av process kan leda till betydande kostnadsbesparingar. Här är några praktiska riktlinjer:
Bäst för CNC-svarvning
- Axlar och stift
- Cylindriska komponenter
- Delar med cirkulär symmetri
- Enkla yttre egenskaper
Bäst för CNC-fräsning
- Komplexa geometrier
- Delar med plana ytor
- Komponenter med interna funktioner
- Icke-cylindriska former
Avvägningar mellan tid och kostnad
Tidsfaktorer som påverkar de totala kostnaderna:
Maskintid
- Svarvning: Snabbare för runda detaljer
- Fräsning: Mer effektivt för komplexa detaljer
Kostnader för arbetskraft
- Programmeringstimmar
- Krav för installation
- Tid för kvalitetskontroll
Kostnader för kvalitet och precision
Kvalitetsaspekter som påverkar kostnaden:
Ytfinish
- Svarvning ger normalt bättre ytfinhet på runda detaljer
- Fräsning kan kräva ytterligare efterbearbetning
Krav på tolerans
- Båda processerna kan uppnå snäva toleranser
- Ytterligare installationstid kan behövas för hög precision
Kostnadsexempel från den verkliga världen
Baserat på min erfarenhet av att arbeta med olika kunder på PTSMAKE, här är ett praktiskt exempel:
För en enkel cylindrisk axel (Ø30 mm x 100 mm):
- CNC-svarvning: Cirka $45-65 per styck
- CNC-fräsning: Cirka $75-95 per styck
För ett komplext hus med flera funktioner:
- CNC-svarvning: Begränsad kapacitet eller omöjligt
- CNC-fräsning: $150-200 per styck
Strategier för kostnadsbesparingar
För att optimera kostnaderna i båda processerna:
- Design för tillverkningsbarhet
- Optimera materialval
- Överväg batchstorlekar noga
- Planera verktygsbanor på ett effektivt sätt
- Minimera ändringar i installationen
Ytterligare kostnadsöverväganden
Andra faktorer som påverkar totalkostnaden:
- Maskinunderhåll
- Energiförbrukning
- Krav på operatörens expertis
- Processer för kvalitetskontroll
- Behov av materialhantering
Genom strategiskt processval och processoptimering har vi på PTSMAKE hjälpt våra kunder att sänka tillverkningskostnaderna med bibehållen kvalitet. Nyckeln är att förstå när man ska använda varje process och hur man optimerar tillverkningsmetoden för specifika applikationer.
Vilka material är lämpliga för CNC-svarvning?
Att välja rätt material för CNC-svarvning kan vara överväldigande. Med otaliga tillgängliga alternativ kämpar många tillverkare med att avgöra vilka material som ger den optimala balansen mellan kostnad, prestanda och bearbetbarhet för deras specifika applikationer.
De material som lämpar sig bäst för CNC-svarvning är metaller som aluminium, stål, mässing och koppar samt plaster som PEEK, POM och nylon. Valet beror bland annat på hur detaljen ska användas, vilka egenskaper som krävs och budgetbegränsningar.

Förståelse för materialegenskaper vid CNC-svarvning
Mekaniska egenskaper
När vi väljer material för CNC-svarvning måste vi ta hänsyn till flera viktiga mekaniska egenskaper. Materialets draghållfasthet4 har en direkt inverkan på detaljens hållbarhet och prestanda. Jag råder alltid mina kunder att utvärdera dessa viktiga egenskaper:
- Hårdhet
- Duktilitet
- Slagtålighet
- Slitstyrka
- Temperaturbeständighet
Materialkategorier och deras tillämpningar
Metaller och legeringar
Aluminium och dess legeringar
Aluminium är ett av våra mest efterfrågade material på PTSMAKE. Det erbjuder en utmärkt kombination av egenskaper:
- Lätt men ändå stark
- God korrosionsbeständighet
- Utmärkt maskinbearbetbarhet
- Kostnadseffektiv för de flesta applikationer
Vi använder ofta aluminiumlegeringar 6061 och 7075 för komponenter inom flyg- och bilindustrin.
Stålvarianter
Olika stålkvaliteter ger olika fördelar:
| Ståltyp | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|
| Rostfritt stål | Korrosionsbeständig, hållbar | Medicintekniska produkter, utrustning för livsmedelsbearbetning |
| Kolstål | Hög hållfasthet, prisvärd | Maskindelar, verktyg |
| Verktygsstål | Slitstark, värmebehandlingsbar | Skärverktyg, matriser |
Mässing och koppar
Dessa material är idealiska för:
- Elektriska komponenter
- VVS-armaturer
- Dekorativa delar
- Applikationer för värmeväxling
Plast och polymerer
Teknisk plast
På PTSMAKE har vi sett en ökad efterfrågan på CNC-svarvning av plast. Vanliga material inkluderar:
PEEK (polyeteretereterketon)
- Motståndskraft mot höga temperaturer
- Kemisk beständighet
- Utmärkta mekaniska egenskaper
POM (polyoximetylen)
- Låg friktion
- Hög styvhet
- God dimensionsstabilitet
Nylon
- Slagtålighet
- Självsmörjande egenskaper
- Kostnadseffektivt
Överväganden om materialval
Kostnadsfaktorer
| Materialkategori | Relativ kostnad | Bearbetbarhet | Hållbarhet |
|---|---|---|---|
| Aluminium | Medium | Utmärkt | Bra |
| Rostfritt stål | Hög | Måttlig | Utmärkt |
| Mässing | Hög | Utmärkt | Bra |
| Teknisk plast | Medelhög-Hög | Bra | Variabel |
Branschspecifika krav
Olika branscher har unika materialkrav:
Flyg- och rymdindustrin
- Högt förhållande mellan styrka och vikt
- Temperaturbeständighet
- Exakta specifikationer
Medicinsk
- Biokompatibilitet
- Steriliseringsförmåga
- FDA-överensstämmelse
Fordon
- Kostnadseffektivitet
- Slitstyrka
- Temperaturstabilitet
Överväganden om maskinbearbetning
Hastighet och matningshastigheter
Olika material kräver specifika skärparametrar:
- Aluminium: Höga hastigheter, aggressiva matningshastigheter
- Stål: Måttliga hastigheter, kontrollerade matningar
- Plast: Noggrann temperaturkontroll för att förhindra smältning
Val av verktyg
På PTSMAKE matchar vi skärverktyg till material:
- Hårdmetallverktyg för de flesta metaller
- Diamantbelagda verktyg för slipande material
- Specialgeometrier för plast
Krav på ytfinish
| Material | Uppnåelig ytfinhet (Ra) | Rekommenderade skärverktyg |
|---|---|---|
| Aluminium | 0,2-3,2 μm | Hårdmetall, PCD |
| Stål | 0,4-6,3 μm | Hårdmetall, keramik |
| Plast | 0,4-3,2 μm | Specialverktyg för geometri |
Miljö- och säkerhetsaspekter
Olika material innebär olika miljö- och säkerhetsutmaningar:
Chipkontroll
- Metallspån kan återvinnas
- Plastchips kräver särskild avfallshantering
Val av kylvätska
- Vattenbaserad för de flesta metaller
- Oljebaserad för specifika applikationer
- Torrbearbetning för vissa plaster
Säkerhet på arbetsplatsen
- Korrekt ventilation för alla material
- Specialhantering för vissa legeringar
- Kraven på personlig skyddsutrustning varierar beroende på material
Genom vår erfarenhet på PTSMAKE har vi utvecklat en omfattande expertis när det gäller att matcha material till specifika applikationer. Vi tar alltid hänsyn till:
- Krav på slutanvändare
- Begränsningar i tillverkningen
- Överväganden om kostnader
- Påverkan på miljön
- Kvalitetsstandarder
Dessa faktorer hjälper oss att vägleda våra kunder till de mest lämpliga materialvalen för deras CNC-svarvprojekt.
Hur uppnår CNC-svarvning hög precision?
Kvalitetsproblem vid CNC-svarvning kan vara en mardröm för tillverkarna. Jag har sett många företag kämpa med inkonsekventa detaljdimensioner och dålig ytfinish, vilket leder till kostsamma kassationer och produktionsförseningar.
CNC-svarvning uppnår hög precision genom en kombination av avancerade maskinstyrningar, exakta verktyg och noggrant kontrollerade skärparametrar. Moderna CNC-svarvar kan hålla toleranser så snäva som ±0,0001 tum (0,0025 mm) när de ställs in och används på rätt sätt.
Maskinkomponenternas roll i precisionsarbetet
Maskinbas och struktur
Grunden för precisionssvarvning börjar med maskinens konstruktion. En styv maskinbas, som vanligtvis är tillverkad av gjutjärn eller polymerbetong, absorberar vibrationer som kan påverka skärnoggrannheten. På PTSMAKE använder vi uteslutande premium CNC-svarvar med termiskt stabila baser för att säkerställa konsekvent prestanda.
Spindelsystemets noggrannhet
Spindelsystemet är avgörande för att uppnå exakta snitt. Spindeln utbrytning5 Spindelns egenskaper har en direkt inverkan på de svarvade detaljernas koncentricitet. Moderna CNC-svarvar har högprecisionslager och sofistikerade kylsystem för att upprätthålla termisk stabilitet under drift.
Skärparametrar för optimal precision
Hastighet och matningshastigheter
Korrekta skärparametrar är avgörande för att uppnå hög precision. Här är en allmän guide för olika material:
| Materialtyp | Skärhastighet (SFM) | Matningshastighet (IPR) | Skärdjup (tum) |
|---|---|---|---|
| Aluminium | 800-1000 | 0.005-0.012 | 0.040-0.200 |
| Stål | 300-400 | 0.004-0.010 | 0.030-0.150 |
| Rostfritt stål | 200-300 | 0.003-0.008 | 0.020-0.100 |
Val och hantering av verktyg
Verktygsvalet har stor betydelse för svarvningens precision. Vi måste ta hänsyn till:
- Verktygsmaterialets sammansättning
- Geometri i framkant
- Verktygshållarens styvhet
- Övervakning av verktygsslitage
Avancerade styrsystem
Mekanismer för återkoppling
Moderna CNC-svarvar använder sofistikerade återkopplingssystem:
- Linjära skalor för positionsövervakning
- Roterande pulsgivare för styrning av spindelvarvtal
- Temperaturgivare för termisk kompensation
- Trycksensorer för optimering av kylvätskeflödet
Datorstödd kompensation
Maskinens styrsystem justerar automatiskt för:
- Termisk tillväxt
- Slitage på verktyg
- Geometriska fel
- Skärkraftens avböjning
Miljökontroller
Temperaturhantering
Temperaturstabilitet är avgörande för att bibehålla precisionen:
- Temperaturreglering på verkstadsgolvet (±2°F)
- Reglering av kylvätskans temperatur
- Procedurer för maskinuppvärmning
- Värmesköldar och barriärer
Vibrationskontroll
Minimering av vibrationer genom:
- Vibrationsdämpande monteringssystem
- Korrekt balanserade verktyg
- Optimerade skärparametrar
- Regelbundet maskinunderhåll
Åtgärder för kvalitetskontroll
Mätning under pågående process
Övervakning i realtid garanterar jämn precision:
- Avkännarsystem för dimensionskontroll
- Lasermätningssystem
- Sensorer för akustisk emission
- Övervakning av strömförbrukning
Verifiering efter processens slut
Kvalitetsverifiering genom:
- CMM (Coordinate Measuring Machine) inspektion
- Test av ytjämnhet
- Mätning av rundhet
- Validering av geometrisk dimensionering och tolerans (GD&T)
Dokumentation och kontroll av processer
Standardiserade operativa förfaranden
För att bibehålla precisionen krävs detaljerad dokumentation:
- Procedurer för installation
- Protokoll för verktygsbyte
- Underhållsscheman
- Kontrollpunkter för kvalitetskontroll
Utbildning för operatörer
Kvalificerade operatörer är avgörande för precisionssvarvning:
- Certifiering av maskindrift
- Utbildning i verktygsinställning
- Förfaranden för kvalitetskontroll
- Problemlösningstekniker
På PTSMAKE har vi implementerat dessa precisionskontrollåtgärder i hela vår CNC-svarvningsverksamhet. Vårt engagemang för kvalitet har hjälpt oss att upprätthålla toleranser så snäva som ±0,0001 tum för kritiska komponenter inom flyg-, medicin- och robottillämpningar.
Genom systematisk processtyrning och kontinuerlig övervakning uppnår vi konsekvent hög precision i våra svarvningsoperationer. Denna känsla för detaljer har gjort oss till en pålitlig partner för företag som kräver exakta och tillförlitliga maskinbearbetade komponenter.
Kom ihåg att hög precision vid CNC-svarvning inte bara handlar om att ha rätt utrustning - det handlar också om att implementera och upprätthålla ett omfattande system av kontroller, procedurer och verifieringsmetoder. Detta systematiska tillvägagångssätt säkerställer jämn kvalitet och hjälper till att uppfylla de mest krävande specifikationerna i modern tillverkning.
Vilka är de vanligaste tillämpningarna av CNC-svarvdelar?
Att hitta rätt tillverkningsprocess för dina komponenter kan vara överväldigande. Med så många tillgängliga alternativ är det svårt att avgöra vilken metod som bäst passar dina specifika behov och ger den precision som ditt projekt kräver.
CNC-svarvade delar används ofta i olika branscher på grund av deras exceptionella noggrannhet och mångsidighet. Denna tillverkningsprocess skapar cylindriska delar genom att rotera arbetsstycket medan skärverktyg tar bort material för att uppnå önskad form och specifikationer.
Tillämpningar inom fordonsindustrin
Fordonssektorn förlitar sig i hög grad på CNC-svarvade delar för kritiska komponenter. På PTSMAKE producerar vi regelbundet olika fordonsdelar som kräver extrem precision och hållbarhet.
Motorkomponenter
- Kamaxlar
- Vevaxlar
- Pistonger
- Ventilstammar
- Delar till bränsleinsprutning
Den ytjämnhet6 Kraven på dessa komponenter är särskilt stränga och ofta krävs en ytfinish på Ra 0,8 eller bättre för att säkerställa optimal prestanda.
Delar till växellådor
- Kugghjulsaxlar
- Splines
- Drivaxlar
- Lagerbanor
- Synkroniseringsringar
Tillämpningar inom flyg- och rymdindustrin
Inom flyg- och rymdtillverkning är precision av yttersta vikt. CNC-svarvning producerar komponenter som uppfyller branschens strikta toleranser och säkerhetskrav.
Delar till flygplansmotorer
- Turbinaxlar
- Bränslesystemets komponenter
- Hydrauliska kopplingar
- Komponenter till landningsställ
- Motorfästen
| Komponenttyp | Typisk tolerans | Materialalternativ |
|---|---|---|
| Turbinaxlar | ±0,0005 tum | Titan, Inconel |
| Hydrauliska kopplingar | ±0,001 tum | Rostfritt stål, aluminium |
| Motorfästen | ±0,002 tum | Höghållfast stål |
Tillverkning av medicintekniska produkter
Den medicinska industrin kräver komponenter med exceptionell precision och biokompatibilitet. Här är några vanliga tillämpningar:
Kirurgiska instrument
- Benskruvar
- Tandimplantat
- Handtag för kirurgiska verktyg
- Ortopediska hjälpmedel
- Höljen för medicintekniska produkter
Delar till medicinsk utrustning
- Komponenter till bildbehandlingsutrustning
- Delar till laboratorieutrustning
- Komponenter till diagnostisk utrustning
- Delar till behandlingsutrustning
Tillämpningar för industriella maskiner
Industriella maskiner är starkt beroende av CNC-svarvade delar för både drift och underhåll:
Komponenter för tung utrustning
- Komponenter till hydraulcylindrar
- Lagerhus
- Axelkopplingar
- Remskivor
- Drivkomponenter
| Tillämpning | Viktiga krav | Vanliga material |
|---|---|---|
| Hydrauliska komponenter | Motståndskraft mot högt tryck | Stål, brons |
| Lagerhus | Exakta toleranser | Gjutjärn, stål |
| Komponenter för drivenheter | Slitstyrka | Härdat stål |
Tillämpningar inom elektronikindustrin
Elektronikindustrin kräver exakta komponenter för olika applikationer:
Konsumentelektronik
- Höljen för anslutningsdon
- Kylflänsar
- Avståndshållare för kretskort
- Höljen för kameralinser
- Högtalarkomponenter
Robotik och automation
Som expert på tillverkning av precisionskomponenter har jag observerat den växande efterfrågan på CNC-svarvade detaljer inom robotteknik:
Robotkomponenter
- Gemensamma komponenter
- Hus för ställdon
- Fästen för sensorer
- Änd-effektor delar
- Komponenter för rörelsekontroll
På PTSMAKE är vi specialiserade på att producera dessa komponenter med toleranser så snäva som ±0,0002 tum när så krävs. Våra avancerade CNC-svarvningscentraler säkerställer jämn kvalitet i produktionskörningar av alla storlekar.
Tillämpningar inom energisektorn
Energisektorn kräver robusta och exakta komponenter:
Kraftgenerering
- Turbinens komponenter
- Generatoraxlar
- Ventilkomponenter
- Pumpdelar
- Komponenter för solföljningssystem
| Komponent | Kritiska egenskaper | Val av material |
|---|---|---|
| Delar till turbiner | Värmebeständighet | Nickellegeringar |
| Ventilkomponenter | Korrosionsbeständighet | Rostfritt stål |
| Pumpdelar | Slitstyrka | Verktygsstål |
Tillämpningar inom sjöfartsindustrin
Den maritima industrin förlitar sig på CNC-svarvade detaljer för olika tillämpningar:
Marin utrustning
- Propelleraxlar
- Komponenter i styrsystemet
- Pumphus
- Ventilhus
- Motordelar
Dessa komponenter måste tåla tuffa marina miljöer och samtidigt bibehålla exakta driftsegenskaper. Vår anläggning är utrustad med den senaste CNC-svarvningstekniken för att säkerställa att dessa krävande specifikationer uppfylls konsekvent.
Tillämpningar för konsumentprodukter
Även vardagsprodukter drar nytta av CNC-svarvade komponenter:
- Avancerade delar till vitvaror
- Komponenter till sportutrustning
- Professionella kamerakomponenter
- Delar till musikinstrument
- Klockkomponenter
Genom min erfarenhet på PTSMAKE har jag sett hur CNC-svarvningstekniken fortsätter att utvecklas och gör det möjligt för oss att producera alltmer komplexa detaljer med snävare toleranser och bättre ytfinish. CNC-svarvningens mångsidighet gör den till en ovärderlig tillverkningsprocess i många branscher, och dess tillämpningar fortsätter att expandera i takt med att tekniken utvecklas.
Kan CNC-svarvning hantera komplexa geometriska former?
Många tillverkare kämpar med att producera komplexa geometriska former genom traditionella bearbetningsmetoder. Den ökande efterfrågan på invecklade komponenter inom flyg-, medicin- och fordonsindustrin har skapat en betydande utmaning, vilket gör ingenjörer och designers frustrerade över begränsade tillverkningsalternativ.
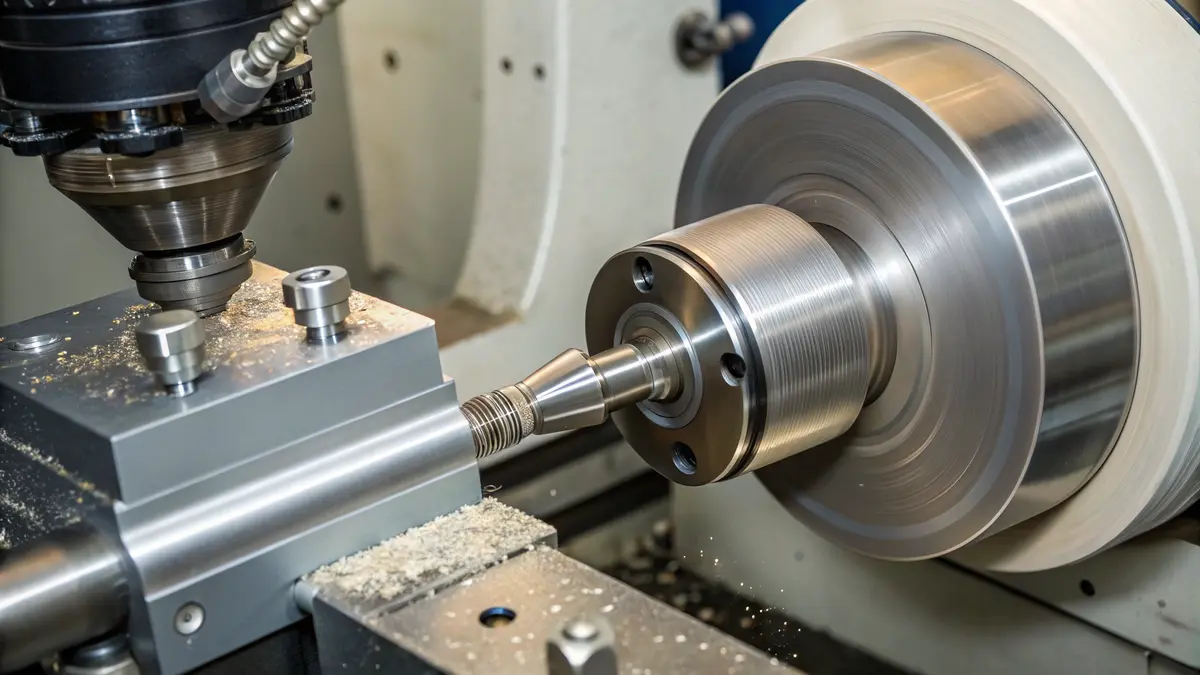
CNC-svarvning kan effektivt hantera komplexa geometriska former genom avancerade fleraxliga funktioner, levande verktyg och sofistikerade styrsystem. Moderna CNC-svarvar kombinerar svarvoperationer med fräsningsfunktioner för att skapa invecklade geometrier som uppfyller exakta specifikationer.
Förstå kapacitet för fleraxlig svarvning
Modern CNC-svarvning har utvecklats långt bortom enkla cylindriska detaljer. Integrationen av kinematisk omvandling7 har revolutionerat vårt sätt att bearbeta komplexa geometrier. På PTSMAKE använder vi avancerade fleraxliga svarvcentra som erbjuder:
Konfigurationer för primär axel
- Huvudspindel (C-axel)
- Underspindel
- Y-axeln
- B-axel
Dessa konfigurationer samverkar för att skapa intrikata detaljer som tidigare var omöjliga med traditionella svarvmetoder.
Geometrisk komplexitet Kategorier
När vi utvärderar CNC-svarvningens kapacitet för komplexa former kan vi dela upp geometrierna i olika kategorier:
| Komplexitetsnivå | Funktioner | Tillämpningar | Uppnåelig tolerans |
|---|---|---|---|
| Grundläggande | Raka snitt, avsmalningar, radier | Allmänna komponenter | ±0.001" |
| Mellanliggande | Gängor, spår, konturer | Mekaniska delar | ±0.0005" |
| Avancerad | Asymmetriska profiler, excentriska former | Komponenter för flyg- och rymdindustrin | ±0.0002" |
| Komplex | Fria ytor, spiralformade drag | Medicintekniska produkter | ±0.0001" |
Integration av liveverktyg
Integrationen av levande verktyg har avsevärt utökat möjligheterna för CNC-svarvning. Denna teknik gör det möjligt för:
Kvarnverksamhet
- Borrning i kors
- Perifer fräsning
- Helixinterpolering
- Polygon svarvning
Avancerat skapande av funktioner
- Off-center funktioner
- Komplexa slots
- Bearbetning med flera ansikten
- Skulpterade ytor
Programmeringsöverväganden för komplexa former
För att skapa komplexa geometrier krävs sofistikerade programmeringsmetoder:
CAD/CAM-krav
- Kapacitet för 3D-modellering
- Optimering av verktygsbanan
- Detektering av kollisioner
- Anpassning av postprocessor
På PTSMAKE använder vi avancerad CAM-programvara som säkerställer optimala verktygsbanor samtidigt som vi håller snäva toleranser.
Materialöverväganden
Möjligheten att bearbeta komplexa former beror också i hög grad på materialegenskaperna:
Vanliga material och deras bearbetbarhet
| Materialtyp | Bedömning av komplexitet | Särskilda överväganden |
|---|---|---|
| Aluminium | Hög | Utmärkt ytfinish |
| Rostfritt stål | Medium | Kräver styva verktyg |
| Titan | Utmanande | Värmehantering avgörande |
| Inconel | Mycket utmanande | Specialverktyg behövs |
Kvalitetskontroll för komplexa geometrier
För att bibehålla precisionen i komplexa former krävs omfattande inspektionsmetoder:
Mätteknik
- CMM (koordinatmätmaskiner)
- Optisk skanning
- Sondning under pågående process
- Test av ytjämnhet
Strategier för processoptimering
För att uppnå optimala resultat med komplexa geometrier implementerar vi:
Skärparametrar
- Optimerade skärhastigheter
- Justering av matningshastighet
- Variationer i skärdjupet
- Kontroll av verktygets inkoppling
Överväganden om verktyg
- Anpassade verktygsprofiler
- Avancerad beläggningsteknik
- Styva verktygshållarsystem
- Smart verktygsövervakning
Exempel på tillämpningar
Verkliga tillämpningar visar hur mångsidig CNC-svarvning är för komplexa former:
Branschspecifika lösningar
| Industri | Exempel på komponent | Viktiga funktioner |
|---|---|---|
| Flyg- och rymdindustrin | Turbinens komponenter | Flera konturer |
| Medicinsk | Implantatutrustning | Ytor med hög precision |
| Fordon | Specialanpassade axlar | Flera diametrar |
| Försvar | Missilkomponenter | Kritiska toleranser |
Framtida utveckling
Möjligheterna med CNC-svarvning fortsätter att utvecklas med:
Nya teknologier
- AI-assisterad programmering
- Simulering av digital tvilling
- Adaptiv maskinbearbetning
- Processtyrning i realtid
På PTSMAKE investerar vi kontinuerligt i dessa avancerade tekniker för att flytta fram gränserna för vad som är möjligt inom tillverkning av komplexa former.
Kostnads-effektivitetsanalys
När det gäller komplexa geometriska former visar sig CNC-svarvning ofta vara mer ekonomiskt än alternativa metoder:
Kostnadsfaktorer
- Kortare inställningstid
- Integration av flera operationer
- Minimering av materialavfall
- Effektivitetsvinster i produktionen
Vår erfarenhet på PTSMAKE har visat att korrekt planering och utförande av komplexa svarvoperationer kan leda till betydande kostnadsbesparingar samtidigt som höga kvalitetsstandarder upprätthålls.
Vilka är underhållskraven för CNC-svarvar?
Att köra en CNC-svarvmaskin utan ordentligt underhåll är som att köra en högpresterande bil utan regelbunden service. Många tillverkare drabbas av oväntade haverier, minskad precision och kostsamma reparationer eftersom de förbiser viktiga underhållsbehov. Dessa problem stoppar inte bara produktionen utan har också en betydande inverkan på detaljkvaliteten och maskinens livslängd.
Underhållskraven för CNC-svarvar omfattar daglig rengöring, regelbunden smörjning, kylmedelshantering, verktygsinspektion och periodisk kalibrering. Ett välstrukturerat underhållsprogram hjälper till att förhindra haverier, säkerställer en jämn kvalitet på detaljerna och förlänger maskinens livslängd.
Dagliga underhållsuppgifter
Det dagliga underhållet utgör grunden för skötseln av CNC-svarvar. På PTSMAKE har vi utvecklat en omfattande strategi för dagligt underhåll som gör att våra maskiner kan köras med topprestanda.
Rengöringsprocedurer
- Avlägsna spån och skräp från arbetsområdet
- Rengör kylvätskans munstycken och filter
- Torka av maskinytor och kontrollpaneler
- Kontrollera och rengör vägskydd
- Inspektera och rengör verktygshållare
Kontroll av smörjning
Den tribologiskt system8 av en CNC-svarvmaskin kräver noggrann uppmärksamhet för att förhindra slitage och säkerställa smidig drift. Dagliga smörjkontroller inkluderar:
- Kontroll av oljenivåer i alla reservoarer
- Inspektion av smörjledningar för läckage
- Kontroll av smörjfördelning
- Övervakning av automatiska smörjsystem
Krav på underhåll varje vecka
Hantering av kylvätskesystem
Kylvätskesystemet spelar en avgörande roll i bearbetningsoperationer. Veckovis underhåll bör omfatta:
- Test av kylvätskans koncentration
- Kontroll av kylvätskans pH-nivå
- Avlägsnande av trampolja
- Rengöring av kylvätsketankar
- Inspektion av kylvätskepumpar
Verifiering av maskinens noggrannhet
För att upprätthålla precisionen i våra svarvoperationer utför vi dessa kontroller varje vecka:
| Typ av test | Frekvens | Kriterier för acceptans |
|---|---|---|
| Spindelutfall | Veckovis | ≤0.0002" |
| Axis motreaktion | Veckovis | ≤0.0003" |
| Verktygsoffset | Veckovis | ±0.0001" |
| Justering av chuck | Veckovis | ≤0.0002" |
Månatliga underhållsprocedurer
Granskning av mekaniska system
- Kontrollera kulskruvarna med avseende på slitage och glapp
- Inspektera remspänningar och tillstånd
- Utvärdera spindellager
- Test av nödstoppsfunktioner
- Kontrollera komponenterna i det pneumatiska systemet
Inspektion av elsystem
- Inspektera alla elektriska anslutningar
- Rengöring av elskåp
- Testa reservbatterier
- Kontrollera servomotorns prestanda
- Verifiera pulsgivarens funktionalitet
Kvartalsvisa underhållsuppgifter
Omfattande kalibrering
- Utföra geometriska noggrannhetstester
- Kalibrera axelrörelser
- Kontrollera termiska kompensationssystem
- Verifiera positioneringsnoggrannheten
- Genomföra kulstångstester
Tidsplan för utbyte av komponenter
| Komponent | Ersättningsintervall | Inspektionsmetod |
|---|---|---|
| Spindellager | 10.000 timmar | Vibrationsanalys |
| Vindrutetorkare | 6 månader | Visuell inspektion |
| Filter för kylvätska | 3 månader | Kontroll av flödeshastighet |
| Drivremmar | 12 månader | Mätning av spänning |
Krav på årligt underhåll
Större systemöversyn
- Komplett ombyggnad av spindeln om nödvändigt
- Byt ut alla filter och tätningar
- Utför fullständig geometrikontroll
- Uppdatera styrprogramvaran
- Byt ut slitna mekaniska komponenter
Dokumentation och registerhållning
- Uppdatera underhållsloggar
- Granska och justera underhållsscheman
- Analysera data om maskinens prestanda
- Dokumentera eventuella återkommande problem
- Planera för kommande utbyten
Integration av förebyggande underhåll
Moderna CNC-svarvar drar nytta av metoder för förebyggande underhåll:
Övervakningssystem
- Vibrationsanalys
- Analys av olja
- Termisk övervakning
- Spårning av strömförbrukning
- Förutsägelse av verktygsslitage
Analys av data
- Spåra historiska resultat
- Identifiera underhållsmönster
- Förutse potentiella misslyckanden
- Optimera underhållsscheman
- Minska oväntad stilleståndstid
På PTSMAKE har vi implementerat dessa underhållskrav i hela vår CNC-svarvningsverksamhet, vilket har resulterat i:
- 98% maskinens drifttid
- Förlängd livslängd för utrustningen
- Konsekvent kvalitet på detaljerna
- Minskade underhållskostnader
- Förbättrad produktionseffektivitet
Genom att följa dessa underhållskrav säkerställer du tillförlitlig drift och förlänger livslängden på CNC-svarvar. Kom ihåg att det alltid är mer kostnadseffektivt att förebygga än att reparera, och en väl underhållen maskin levererar delar av bättre kvalitet med färre avbrott.
Hur påverkar programvara för CNC-svarvning produktionseffektiviteten?
Tillverkningsindustrin står inför stora utmaningar när det gäller att upprätthålla en jämn produktionskvalitet och samtidigt hålla korta deadlines. Många maskinverkstäder kämpar med programmeringsfel, långa ställtider och ineffektiva verktygsbanor som leder till ökad kassation och minskad produktivitet.
Modern programvara för CNC-svarvning revolutionerar produktionseffektiviteten genom att automatisera programmeringsprocesser, optimera skärparametrar och minska ställtiderna. Dessa avancerade lösningar integreras sömlöst med CAD/CAM-system för att effektivisera arbetsflöden och minimera mänskliga fel.

Förstå kärnfunktionerna i programvara för CNC-svarvning
Generering och optimering av verktygsbanor
Den algoritmisk vägplanering9 möjligheterna med modern programvara för CNC-svarvning har förändrat hur vi arbetar med detaljprogrammering. På PTSMAKE har vi implementerat avancerade programvarulösningar som automatiskt beräknar de mest effektiva verktygsbanorna med hänsyn till faktorer som:
- Materialegenskaper och skärförhållanden
- Verktygsgeometri och slitagemönster
- Maskinens kapacitet och begränsningar
- Krav på ytfinish
Funktioner för simulering och verifiering
Moderna svarvprogram innehåller kraftfulla simuleringsverktyg som gör det möjligt för operatörerna att:
- Upptäck potentiella kollisioner före själva bearbetningen
- Verifiera verktygsbanor och skärparametrar
- Analysera cykeltider och optimera processer
- Identifiera områden för förbättringar i programmeringen
Övervakning och styrning av processer i realtid
Prestationsanalys
Programvaran ger data i realtid om:
| Parameter | Kapacitet för övervakning | Påverkan på effektiviteten |
|---|---|---|
| Spindelvarvtal | Kontinuerlig övervakning av varvtal | Optimala skärförhållanden |
| Matningshastighet | Justering i realtid | Kvalitet på ytfinish |
| Verktygsslitage | Prediktiv analys | Minskad stilleståndstid |
| Strömförbrukning | Mätetal för energieffektivitet | Kostnadsoptimering |
Integration av kvalitetssäkring
Moderna programvaror för CNC-svarvning innehåller funktioner för kvalitetskontroll som:
- Övervaka måttnoggrannheten under bearbetningen
- Justera parametrarna automatiskt för att bibehålla toleranserna
- Generera kvalitetsrapporter för dokumentation
- Gränssnitt med mätinstrument
Avancerade programmeringsfunktioner
Funktioner för efterbearbetning
Programvaran effektiviserar översättningen av CAM-data till maskinspecifik kod genom:
- Automatiserad generering av G-koder
- Anpassad makroutveckling
- Stöd för konfiguration av flera maskiner
- Felkontroll och optimering
Koordinering av flera axlar
Avancerad programvara möjliggör komplexa operationer genom:
- Synkroniserade axelrörelser
- Kontroll av verktygscenterpunkt
- Dynamisk justering av arbetsoffset
- Automatiserad igenkänning av funktioner
Integration med Industri 4.0-teknik
Implementering av digital tvilling
Stöd för modern svarvningsprogramvara:
- Installation och testning av virtuella maskiner
- Processoptimering i digital miljö
- Synkronisering i realtid med fysiska maskiner
- Prediktiv underhållsplanering
Molnanslutning
Nätverksfunktioner inkluderar:
| Funktion | Förmån | Tillämpning |
|---|---|---|
| Fjärrövervakning | Tillsyn i realtid | Produktionsledning |
| Datalagring | Historisk analys | Förbättring av processer |
| Delning av program | Samarbete med andra | Verksamhet på flera platser |
| Uppdateringar | Senaste funktioner | Förbättrad funktionalitet |
Analys av ekonomiska konsekvenser
Mätetal för kostnadsminskningar
Implementering av avancerad svarvprogramvara leder till:
- 30-40% förkortning av programmeringstiden
- 15-25% förbättrad livslängd för verktygen
- 20-35% minskad inställningstid
- 10-20% minskning av cykeltiden
Överväganden om avkastning på investeringar
Faktorer som påverkar ROI inkluderar:
- Initial investering i programvara
- Krav på utbildning
- Produktivitetsvinster
- Kvalitetsförbättringar
- Minskat materialspill
Bästa praxis för implementering
Utbildning och kompetensutveckling
Framgångsrikt införande av programvara kräver:
- Omfattande utbildning av operatörer
- Regelbunden uppdatering av kunskaper
- Tillgång till teknisk support
- Dokumentation och resurser
Strategi för systemintegration
Effektivt genomförande innebär:
- Fasad utrullningsstrategi
- Integration av äldre system
- Planering av datamigrering
- Procedurer för säkerhetskopiering och återställning
Framtida trender och utveckling
Integration av artificiell intelligens
Nya förmågor inkluderar:
- Automatiserad igenkänning av funktioner
- Optimalt val av parametrar
- Förutseende underhåll
- Självoptimerande program
Förbättrad anslutningsmöjlighet
Den framtida utvecklingen fokuserar på:
- Integration av 5G-nätverk
- IoT-sensornätverk
- Kompatibilitet mellan olika plattformar
- Förbättrad cybersäkerhet
På PTSMAKE har vi sett anmärkningsvärda förbättringar i produktionseffektiviteten genom implementering av avancerad programvara för CNC-svarvning. Dessa lösningar effektiviserar inte bara vår verksamhet utan säkerställer också konsekvent kvalitet för våra kunder inom olika branscher. Integrationen av dessa tekniker har gjort det möjligt för oss att behålla vår position som en ledande partner inom precisionstillverkning samtidigt som vi kontinuerligt förbättrar vår tjänsteleverans.
Vilka toleranser kan uppnås med CNC-svarvning?
Att tillverka precisionsdetaljer har blivit en allt större utmaning. Många ingenjörer och konstruktörer har svårt att förstå vilka toleranser som verkligen är möjliga att uppnå med CNC-svarvning, vilket leder till konstruktionsspecifikationer som antingen är onödigt snäva eller farligt lösa.
Modern CNC-svarvning kan konsekvent uppnå toleranser på ±0,001 tum (0,025 mm) för standardmaterial, med ännu snävare toleranser möjliga under optimala förhållanden och med specialutrustning. Den faktiska tolerans som kan uppnås beror på materialegenskaper, detaljgeometri och maskinens kapacitet.

Förstå grundläggande toleransklassificeringar
Vid CNC-svarvning kategoriseras toleransnivåerna utifrån de precisionskrav som ställs. För geometrisk dimensionering och toleransberäkning10 systemet hjälper oss att standardisera dessa specifikationer i olika tillverkningsprocesser.
Standard toleransintervall
Här är en uppdelning av vanligt förekommande toleranser vid CNC-svarvning:
| Tolerans Klass | Område (tum) | Område (mm) | Typiska tillämpningar |
|---|---|---|---|
| Kommersiell | ±0.005 | ±0.127 | Icke-kritiska komponenter |
| Precision | ±0.002 | ±0.051 | Delar till allmänna maskiner |
| Hög precision | ±0.001 | ±0.025 | Fordonskomponenter |
| Ultraprecision | ±0.0005 | ±0.0127 | Delar till flyg- och rymdindustrin |
Faktorer som påverkar uppnåeliga toleranser
Materialegenskaper
Typen av material som bearbetas har stor betydelse för vilka toleranser som kan uppnås:
- Mjuka material som aluminium tenderar att böjas mer under bearbetningen
- Hårdare material ger bättre dimensionsstabilitet
- Termiska expansionsegenskaper påverkar slutliga dimensioner
- Materialhomogenitet påverkar konsistensen
Kapacitet för maskiner
På PTSMAKE har vi investerat i avancerade CNC-svarvcentra som erbjuder:
- Högupplösta pulsgivare för exakt positionering
- System för termisk kompensation
- Styv maskinkonstruktion
- Avancerade verktygssystem
Miljöfaktorer
Temperaturkontroll spelar en avgörande roll för att bibehålla snäva toleranser:
- Temperaturvariationer i butiksgolvet
- Kylvätskans temperatur är jämn
- Stabilisering av materialtemperatur
- Mätning av miljöstyrning
Optimering för snävare toleranser
Val och hantering av verktyg
Rätt val av verktyg har stor betydelse för vilka toleranser som kan uppnås:
- Använda förstklassiga skärverktyg
- Regelbunden övervakning av verktygsslitage
- Implementering av kompensation för verktygsoffset
- Upprätthålla korrekt verktygsgeometri
Processparametrar
| Parameter | Påverkan på toleransen |
|---|---|
| Skärhastighet | Påverkar ytfinhet och verktygsslitage |
| Matningshastighet | Påverkar måttnoggrannheten |
| Skärdjup | Kontrollerar nedböjning och vibration |
| Användning av kylvätska | Bibehåller termisk stabilitet |
Kostnadskonsekvenser av toleranskrav
Förhållandet mellan tolerans och kostnad följer en exponentiell kurva:
Kostnadsfaktorer
- Ställtiden ökar med snävare toleranser
- Mer frekventa verktygsbyten krävs
- Ytterligare inspektionspunkter behövs
- Operatörer med högre kompetensnivå krävs
| Toleransnivå | Relativ kostnadsfaktor |
|---|---|
| Kommersiell | 1x |
| Precision | 2-3x |
| Hög precision | 4-6x |
| Ultraprecision | 8-12x |
Åtgärder för kvalitetskontroll
För att konsekvent uppnå snäva toleranser implementerar vi:
Inspektionsmetoder
- System för mätning under processens gång
- Klimatkontrollerade CMM-rum
- Regelbunden kalibrering av mätutrustning
- Statistisk processtyrning
Krav på dokumentation
- Detaljerade inspektionsrapporter
- Certifieringar av material
- Studier av processförmågan
- Spårbarhetsregister
Tillämpningar i den verkliga världen
Olika branscher kräver olika toleransnivåer:
Fordonsindustrin
- Motorkomponenter: ±0,001"
- Transmissionsdelar: ±0,002"
- Icke-kritiska komponenter: ±0,005"
Tillämpningar inom flyg- och rymdindustrin
- Motorkomponenter: ±0,0005"
- Strukturella delar: ±0,001"
- Sekundära komponenter: ±0,002"
Tillverkning av medicintekniska produkter
- Implantatkomponenter: ±0,0005"
- Kirurgiska instrument: ±0,001"
- Externa enheter: ±0,002"
När vi på PTSMAKE arbetar med våra kunder rekommenderar vi alltid att man tar hänsyn till de faktiska funktionskraven i stället för att välja snävast möjliga toleranser. Detta tillvägagångssätt säkerställer kostnadseffektivitet samtidigt som produktens funktionalitet bibehålls.
Vår erfarenhet visar att framgångsrik toleransuppfyllelse kräver:
- Tydlig kommunikation av krav
- Förståelse för materialbeteende
- Korrekt val av maskin
- Omfattande kvalitetskontroll
- Regelbunden processövervakning
- Medverkan av kvalificerade operatörer
Genom att noga överväga dessa faktorer och arbeta med erfarna tillverkare kan konstruktörer specificera lämpliga toleranser som balanserar funktionalitet, tillverkningsbarhet och kostnadseffektivitet i sina CNC-svarvade komponenter.
Hur optimerar man konstruktioner för CNC-svarvprocesser?
Att konstruera detaljer för CNC-svarvning kan vara en utmaning, särskilt när det handlar om komplexa geometrier och snäva toleranser. Många ingenjörer kämpar med delar som i slutändan blir för dyra att tillverka eller inte uppfyller kvalitetsstandarderna. Dessa designproblem leder ofta till kostsamma revideringar, produktionsförseningar och budgetöverskridanden.
För att optimera konstruktioner för CNC-svarvning måste du fokusera på viktiga principer som att bibehålla en jämn väggtjocklek, minimera djupa hål, införliva rätt avlastningsfunktioner och välja lämpliga material. Dessa överväganden bidrar till att säkerställa tillverkningsbarhet samtidigt som kostnaderna sänks och kvalitetsstandarderna upprätthålls.

Förstå materialvalets inverkan
Materialval spelar en avgörande roll vid optimering av CNC-svarvning. Valet av material påverkar inte bara slutproduktens prestanda utan även bearbetningsprocessens effektivitet. Jag har märkt att många konstruktörer förbiser vikten av att betyg för maskinbearbetning11 vid val av material.
Tänk på dessa materialegenskaper för optimal svarvning:
| Materialegenskaper | Påverkan på vändning | Tips för optimering |
|---|---|---|
| Hårdhet | Påverkar verktygsslitage och skärhastighet | Välj material med måttlig hårdhet när så är möjligt |
| Termisk konduktivitet | Påverkar kylbehovet | Material med högre ledningsförmåga ger ofta bättre maskiner |
| Härdning av arbetet | Påverkar kvaliteten på ytfinishen | Välj material med förutsägbart beteende |
Överväganden om geometrisk design
Väggtjocklek och bärande konstruktioner
Att bibehålla en jämn väggtjocklek är avgörande för framgångsrika svarvoperationer. På PTSMAKE rekommenderar vi en minsta väggtjocklek på 0,8 mm för de flesta material. Tunnare väggar kan leda till:
- Vibrationer under bearbetningen
- Felaktigheter i dimensionerna
- Problem med ytfinishen
- Ökad skrotningsgrad
Tillgänglighet för funktioner
Designfunktioner måste vara åtkomliga med vridverktyg. Tänk på dessa riktlinjer:
- Undvik djupa invändiga detaljer utan korrekt verktygsavstånd
- Konstruera delar med tillräckligt utrymme för verktygets in- och utdragning
- Inkludera avlastningsspår där det behövs
- Ta hänsyn till standardverktygsgeometrier i din konstruktion
Toleranshantering
Korrekt toleransspecifikation är avgörande för kostnadseffektiv tillverkning. Min erfarenhet har visat att överspecificering av toleranser är ett av de vanligaste konstruktionsmisstagen.
Uppdrag om strategisk tolerans
Tillämpa dessa strategier för toleransoptimering:
- Specificera snävare toleranser endast för kritiska funktioner
- Använd standardtoleransintervall när så är möjligt
- Ta hänsyn till förhållandet mellan ytfinhet och tolerans
- Ta hänsyn till materialets beteende under bearbetningen
Krav på ytfinish
Kraven på ytfinhet har stor betydelse för bearbetningstid och kostnad. Tänk på dessa faktorer:
| Ytfinish (Ra) | Tillämpning | Kostnadspåverkan |
|---|---|---|
| 0,2-0,8 µm | Precisionskomponenter | Hög |
| 0,8-1,6 µm | Allmän verkstadsindustri | Måttlig |
| 1,6-3,2 µm | Icke-kritiska ytor | Låg |
Strategier för kostnadsoptimering
Design för tillverkning (DFM)
Implementera dessa DFM-principer:
- Minimera antalet inställningar som krävs
- Använd standardstorlekar och -former på verktygen
- Konstruktionsdetaljer som kan bearbetas i en enda arbetsgång
- Undvik onödig komplexitet
Överväganden om produktionsvolym
Anpassa din design utifrån produktionsvolymen:
- Hög volym: Optimera för att minska cykeltiden
- Låg volym: Fokus på förenklad installation
- Prototyp: Balansera kostnad med ledtid
Integration av kvalitetskontroll
Konstruktionsdetaljer som underlättar inspektion:
- Inkludera datumfunktioner för mätning
- Tänk på mätarens tillgänglighet
- Planera för krav på inspektion under processens gång
Avancerade designöverväganden
Optimering av verktygsbana
Optimera din konstruktion för effektiva verktygsvägar:
- Undvik skarpa invändiga hörn
- Se till att verktyget har tillräckligt spelrum
- Konstruktion för kontinuerlig verktygsrörelse
- Tänk på in- och utgångar
Chiphantering
Korrekt spånhantering är avgörande för automatiserade svarvoperationer:
- Designfunktioner som främjar spånbrytning
- Tillåt åtkomst till kylvätska
- Överväg utrymningsvägar för chip
- Undvik djupa fickor där spån kan ansamlas
Strategier för materialbevarande
Implementera dessa materialbesparande designmetoder:
- Optimera storleken på råvarulagret
- Överväg utgångsmaterial med nära nätform
- Design för minimal materialavverkning
- Balansera materialkostnad med bearbetningstid
Miljöhänsyn
Design med hållbarhet i åtanke:
- Välj återvinningsbara material
- Minimera avfallsproduktionen
- Beakta energieffektivitet vid maskinbearbetning
- Konstruktion för materialoptimering
På PTSMAKE har vi framgångsrikt implementerat dessa optimeringsstrategier i olika branscher, från flyg- och rymdindustrin till medicintekniska produkter. Vår erfarenhet visar att noggrann uppmärksamhet på dessa designprinciper kan förbättra tillverkningseffektiviteten och sänka kostnaderna avsevärt.
Vilka ytbehandlingar är möjliga med CNC-svarvning?
Att få rätt ytfinish på CNC-svarvade detaljer kan vara en stor huvudvärk. Många tillverkare kämpar med att uppnå en jämn ytkvalitet, särskilt när det handlar om komplexa geometrier eller krävande materialspecifikationer. Fel ytfinish kan leda till kassering av detaljer, projektförseningar och ökade kostnader.
CNC-svarvning kan ge olika ytfinish, allt från grov (Ra 12,5) till spegelblank (Ra 0,1). Den specifika ytfinheten beror på faktorer som skärparametrar, verktygsval, materialegenskaper och maskinkapacitet. Vanliga metoder inkluderar standardsvarvning, polering och räffling12.

Förstå mätning av ytjämnhet
Ytjämnhet mäts vanligtvis med Ra-värdessystemet. På PTSMAKE använder vi detta standardiserade mått för att säkerställa enhetlighet i alla våra svarvningsprojekt. Ra-värdet representerar det aritmetiska medelvärdet av ytans oregelbundenheter från medellinjen.
Vanliga Ra-värden och deras tillämpningar
| Ra-värde (μm) | Ytans karaktäristik | Typiska tillämpningar |
|---|---|---|
| 12.5 - 6.3 | Grov | Icke-kritiska ytor, strukturella komponenter |
| 6.3 - 3.2 | Semi-grov | Delar till allmänna maskiner |
| 3.2 - 1.6 | Medium | Fordonskomponenter, axelpassningar |
| 1.6 - 0.8 | Halvfin | Lagerytor, precisionspassningar |
| 0.8 - 0.2 | Fina | Medicintekniska produkter, delar till flyg- och rymdindustrin |
| 0.2 - 0.1 | Spegel | Optiska komponenter, högprecisionsdelar |
Faktorer som påverkar kvaliteten på ytfinishen
Skärparametrar
- Spindelhastighet
- Matningshastighet
- Skärdjup
- Verktygets inkopplingsvinkel
Dessa parametrar måste balanseras noggrant för att uppnå önskad finish. Jag har märkt att även små justeringar kan ha en betydande inverkan på slutresultatet.
Verktygsval och skick
Valet av verktyg spelar en avgörande roll för ytfinhetens kvalitet. De viktigaste faktorerna inkluderar:
- Verktygsgeometri
- Skäreggens radie
- Verktygsmaterial
- Typ av beläggning
- Förslitning av verktyg
Avancerade tekniker för ytfinish
Svarvning av diamant
Denna högprecisionsteknik använder diamantspetsade verktyg för att uppnå extremt släta ytor. Den är särskilt effektiv för:
- Optiska komponenter
- Precisionsinstrument
- Ytor med hög reflektionsförmåga
Poleringsprocess
Polering är en kallbearbetningsprocess som kan förbättra ytfinishen utan att avlägsna material. Fördelarna inkluderar:
- Förbättrad ythårdhet
- Förbättrad slitstyrka
- Minskad friktion
- Bättre motståndskraft mot utmattning
Materialspecifika överväganden
Olika material kräver olika tillvägagångssätt för att uppnå optimal ytfinish:
Metaller
- Aluminium: Svarar bra på höga hastigheter och fina matningar
- Stål: Kräver noggrant val av verktyg och kylning
- Titan: Kräver specialiserade skärparametrar för att förhindra arbetshärdning
Plast
- Termoplaster: Behöver kontrollerade hastigheter för att förhindra smältning
- Teknisk plast: Kräver vassa verktyg för att förhindra att ytan rivs sönder
Metoder för kvalitetskontroll
För att säkerställa en jämn kvalitet på ytfinishen använder vi på PTSMAKE implement:
- Regelbundna profilometermätningar
- Visuell inspektion under kontrollerad belysning
- Jämförande analys med standarder för ytjämnhet
- Digital ytkartering för komplexa geometrier
Vanliga utmaningar med ytfinish
Temperaturreglering
Värmeutveckling under svarvning kan påverka kvaliteten på ytfinishen. Lösningarna inkluderar:
- Korrekt val och applicering av kylvätska
- Optimerade skärhastigheter
- Strategisk planering av verktygsvägar
Vibrationshantering
Överdriven vibration kan skapa ojämna ytor. Vi hanterar detta genom:
- Styv hållning av arbetsstycket
- Balanserade verktyg
- Optimerade maskinparametrar
- Regelbundet underhåll av utrustning
Överväganden om kostnader
Förhållandet mellan ytbehandlingens kvalitet och kostnad följer en allmän regel: finare ytbehandlingar kräver mer:
- Mer exakta verktyg
- Långsammare bearbetningshastigheter
- Ytterligare efterbearbetning
- Mer frekventa verktygsbyten
Branschspecifika krav
Olika industrier har varierande krav på ytfinhet:
| Industri | Typiskt Ra-intervall (μm) | Viktiga krav |
|---|---|---|
| Flyg- och rymdindustrin | 0.2 - 1.6 | Hög precision, spänningsbeständighet |
| Fordon | 0.8 - 3.2 | Slitstyrka, kostnadseffektivitet |
| Medicinsk | 0.2 - 0.8 | Biokompatibilitet, rengörbarhet |
| Allmän industri | 1.6 - 6.3 | Funktionell prestanda, ekonomi |
På PTSMAKE har vi utvecklat specialiserade processer för varje bransch, vilket säkerställer att våra ytbehandlingar uppfyller eller överträffar branschstandarderna samtidigt som kostnadseffektiviteten bibehålls.
Hur snabbt kan CNC-svarvning producera prototypdelar?
Tid är en kritisk faktor vid produktutveckling. Ingenjörer och designers har ofta korta deadlines för prototypdelar, men traditionella tillverkningsmetoder kan vara långsamma och opålitliga. Pressen att leverera snabbt och samtidigt upprätthålla kvaliteten skapar betydande stress i utvecklingsprocessen.
CNC-svarvning kan producera prototypdelar på så lite som 3-5 arbetsdagar för standardkomponenter. För komplexa delar som kräver specialmaterial eller snäva toleranser sträcker sig tidslinjen vanligtvis till 7-10 arbetsdagar, inklusive kvalitetsinspektion och frakt.

Faktorer som påverkar CNC-svarvens hastighet
Hastigheten för prototyptillverkning med CNC-svarvning beror på flera viktiga faktorer. På PTSMAKE har jag identifierat dessa kritiska element som påverkar omloppstiden:
Materialval och tillgänglighet
- Vanliga material (aluminium, mässing, stål): 1-2 dagar
- Specialmaterial (titan, Inconel): 3-5 dagar
- Avancerade superlegeringar13: 5-7 dagar
Delens komplexitet
Den geometriska komplexiteten hos din detalj har en direkt inverkan på produktionstiden:
| Komplexitetsnivå | Funktioner | Typisk tidslinje |
|---|---|---|
| Enkel | Enkel diameter, grundläggande kapningar | 1-2 dagar |
| Måttlig | Flera diametrar, gängning | 2-4 dagar |
| Komplex | Invändiga egenskaper, snäva toleranser | 4-7 dagar |
Storlek och antal
Storlek och batchkvantitet påverkar produktionshastigheten avsevärt:
- Små delar (< 2 tum): Snabbare installation och produktion
- Medelstora delar (2-6 tum): Standard tidslinje
- Stora delar (> 6 tum): Förlängd installations- och hanteringstid
Optimera produktionshastigheten
Programmeringseffektivitet
Med modern CNC-programmeringsteknik kan produktionstiden minskas avsevärt:
- Optimering av CAM-programvara
- Standardiserade verktygsbibliotek
- Automatiserad igenkänning av funktioner
Strategier för maskininställning
På PTSMAKE använder vi flera strategier för att minimera installationstiden:
- Snabbväxlande verktygssystem
- Standardiserade uppspänningsanordningar
- Förinställda verktygsarrangemang
Överväganden om kvalitetskontroll
Inspektion under processens gång
Att bibehålla kvaliteten samtidigt som hastigheten optimeras kräver:
- System för övervakning i realtid
- Automatiserade mätsekvenser
- Statistisk processtyrning
Tidslinje för slutbesiktning
| Inspektionsnivå | Tidsåtgång | Typiska tillämpningar |
|---|---|---|
| Grundläggande | 2-4 timmar | Icke-kritiska komponenter |
| Standard | 4-8 timmar | Allmänna prototyper |
| Avancerad | 8-24 timmar | Precisionskomponenter |
Krav på materialbearbetning
Olika material kräver olika bearbetningsmetoder:
Mjuka material
- Aluminium: Snabbare skärhastigheter
- Mässing: Utmärkt bearbetningsbarhet
- Plast: Snabba bearbetningstider
Hårda material
- Rostfritt stål: Måttlig bearbetningshastighet
- Verktygsstål: Långsammare skärhastighet
- Titan: Förlängd bearbetningstid
Kommunikation och projektledning
Effektiv kommunikation kan ha en betydande inverkan på projektets tidslinje:
Inledande konsultation
- Designgranskning: 1-2 timmar
- Val av material: 1-2 timmar
- Generering av offert: 2-4 timmar
Uppdateringar av produktionen
- Dagliga lägesrapporter
- Problemlösning i realtid
- Dokumentation av kvalitetsverifiering
Branschspecifika överväganden
Olika branscher har varierande krav som påverkar produktionshastigheten:
Flyg- och rymdindustrin
- Strängare kvalitetskontroller
- Ytterligare dokumentation
- Specialiserade materialkrav
Medicinsk
- Validerade processer
- Förbättrade standarder för renlighet
- Detaljerad dokumentation
Konsumentprodukter
- Snabbare leverans möjlig
- Mindre stränga krav
- Förenklad dokumentation
Avvägningar mellan kostnad och hastighet
Förstå förhållandet mellan kostnad och hastighet:
| Prioritet | Tidslinje Påverkan | Kostnadspåverkan |
|---|---|---|
| Standard | 5-7 dagar | Grundpris |
| Expedierad | 3-5 dagar | +30-50% |
| Rush | 1-2 dagar | +75-100% |
Integration av teknik
Moderna CNC-svarvmaskiner innehåller olika tekniker för att öka hastigheten:
Automatiseringsfunktioner
- Automatiska verktygsväxlare
- Robotiserad hantering av detaljer
- Automatiserade mätsystem
Digital integration
- Molnbaserad jobbspårning
- Maskinövervakning i realtid
- Digital kvalitetsdokumentation
På PTSMAKE har vi investerat i toppmoderna CNC-svarvmaskiner som kombinerar dessa tekniker för att optimera produktionshastigheten och samtidigt upprätthålla höga kvalitetsstandarder. Vår erfarenhet visar att balansen mellan hastighet och precision är avgörande för en framgångsrik prototyputveckling.
Kom ihåg att det är viktigt med snabba leveranser, men att kvaliteten och noggrannheten aldrig får äventyras. Det gäller att hitta rätt balans mellan snabbhet och precision utifrån dina specifika projektkrav.
Vilka branscher har störst nytta av CNC-svarvningsteknik?
I dagens tillverkningslandskap kämpar många industrier med att uppnå konsekvent precision i sina komponenter och samtidigt bibehålla kostnadseffektiviteten. Utmaningen blir ännu mer skrämmande när man har att göra med komplexa geometrier och krav på högvolymsproduktion, vilket gör att tillverkarna söker efter tillförlitliga lösningar.
CNC-svarvningsteknik gynnar främst flyg-, fordons-, medicintekniska och energisektorerna genom att leverera cylindriska delar med hög precision och exceptionell noggrannhet, repeterbarhet och kostnadseffektivitet. Denna avancerade tillverkningsprocess gör det möjligt för dessa industrier att uppfylla strikta kvalitetsstandarder och samtidigt upprätthålla konkurrenskraftiga produktionshastigheter.

Tillämpningar inom flyg- och rymdindustrin
Flygindustrin förlitar sig i hög grad på CNC-svarvning för kritiska komponenter. På PTSMAKE tillverkar vi regelbundet delar som kräver exceptionell precision och tillförlitlighet.
Kritiska komponenter
- Turbinaxlar
- Motorkomponenter
- Delar till landningsställ
- Hydrauliska kopplingar
Den metallurgisk integritet14 av dessa komponenter är avgörande för säkerhet och prestanda. Våra kunder inom flyg- och rymdindustrin uppskattar särskilt vår förmåga att hålla snäva toleranser när vi arbetar med utmanande material som titan och Inconel.
Fordonssektorn Implementering
Fordonsindustrin drar nytta av CNC-svarvning genom:
Delar för högvolymproduktion
- Bromsystemets komponenter
- Delar till växellådan
- Komponenter till styrningen
- Kolvar för motor
Vår erfarenhet av fordonstillverkare har visat att det är viktigt med enhetlighet i stora produktionsserier. Vi har implementerat avancerade kvalitetskontrollsystem för att säkerställa att varje del uppfyller exakta specifikationer.
Tillverkning av medicintekniska produkter
Tillverkning av medicintekniska produkter kräver exceptionell precision och renlighet. Förmånerna inkluderar:
Medicinska komponenter med hög precision
- Kirurgiska instrument
- Implantatkomponenter
- Delar till diagnostisk utrustning
- Höljen för medicintekniska produkter
På PTSMAKE har vi ISO 13485-certifiering specifikt för tillverkning av medicintekniska produkter, vilket säkerställer att vi uppfyller de strängaste branschstandarderna.
Tillämpningar inom energisektorn
Energisektorn förlitar sig på CNC-svarvning för:
| Komponenttyp | Vanliga tillämpningar | Viktiga krav |
|---|---|---|
| Ventilkomponenter | Flödeskontrollsystem | Tryckmotstånd |
| Rörledningsarmaturer | Gasdistribution | Exakt gängning |
| Delar till turbiner | Kraftgenerering | Värmebeständighet |
| Pumpkomponenter | Olja och gas | Motståndskraft mot slitage |
Implementering inom elektronikindustrin
Modern elektroniktillverkning drar nytta av CNC-svarvning genom:
Precisionskomponenter
- Kylflänsar
- Höljen för anslutningsdon
- Delar till testutrustning
- Anpassade monteringslösningar
Tillämpningar inom försvarsindustrin
Försvarssektorn kräver:
- Komponenter till vapensystem
- Delar till kommunikationsutrustning
- Fordonskomponenter
- Specialiserad hårdvara
Användning inom marinindustrin
Marina tillämpningar inkluderar:
- Propelleraxlar
- Ventilsystem
- Pumpens komponenter
- Delar till navigationsutrustning
Bästa praxis inom olika branscher
För optimala resultat i alla branscher rekommenderar vi:
Val av material
- Välj lämpliga material för specifika tillämpningar
- Beakta miljöfaktorer
- Ta hänsyn till krav på slitstyrka
Kvalitetskontroll
- Implementera omfattande inspektionsprotokoll
- Upprätthålla detaljerad dokumentation
- Utnyttja avancerad mätteknik
Produktionseffektivitet
- Optimera verktygsstrategier
- Implementera automatiserade processer där så är lämpligt
- Upprätthålla scheman för förebyggande underhåll
Överväganden om ROI
Vid utvärdering av investeringar i CNC-svarvning bör industrier överväga:
Kostnadsfaktorer
- Initial investering i utrustning
- Operativa kostnader
- Krav på underhåll
- Utbildningsbehov
Analys av fördelar
- Minskat avfall
- Förbättrad noggrannhet
- Snabbare produktionstider
- Konsekvent kvalitet
Branschspecifika utmaningar
Olika sektorer står inför unika utmaningar:
Flyg- och rymdindustrin
- Extremt snäva toleranser
- Komplexa materialkrav
- Omfattande behov av dokumentation
Fordon
- Krav på stora volymer
- Kostnadstryck
- Krav på snabba omställningar
Medicinsk
- Strikta standarder för renlighet
- Komplexa valideringskrav
- Materialets biokompatibilitet
Genom min erfarenhet på PTSMAKE har jag observerat att industrier som maximerar fördelarna med CNC-svarvning vanligtvis delar vissa egenskaper:
- De kräver hög precision
- De har återkommande produktionsbehov
- De arbetar med utmanande material
- De behöver jämn kvalitet i alla produktionsserier
Framgången för implementering av CNC-svarvning beror ofta på:
- Tydlig förståelse för kraven
- Korrekt val av maskin
- Utbildning av kvalificerade operatörer
- Protokoll för regelbundet underhåll
Att arbeta med olika branscher har lärt mig att nyckeln till framgångsrik implementering av CNC-svarvning ligger i att förstå specifika branschkrav och upprätthålla strikta kvalitetsstandarder. På PTSMAKE anpassar vi kontinuerligt våra processer för att möta branschens föränderliga behov samtidigt som vi upprätthåller högsta kvalitetsstandard.
Hur väljer man en pålitlig leverantör av CNC-svarvningstjänster?
Att hitta en pålitlig leverantör av CNC-svarvningstjänster kan kännas som att leta efter en nål i en höstack. Det finns otaliga tillverkare som hävdar sin förträfflighet, men hur skiljer du de verkligt skickliga från dem som kan äventyra ditt projekt? Insatserna är höga - ett felaktigt val kan leda till kostsamma förseningar, kvalitetsproblem eller till och med att projektet misslyckas.
Nyckeln till att välja en pålitlig leverantör av CNC-svarvningstjänster ligger i att utvärdera deras tekniska kapacitet, kvalitetskontrollsystem, branscherfarenhet och kommunikationsmetoder. En pålitlig leverantör bör visa konsekvent kvalitet, upprätthålla transparent kommunikation och ha en beprövad meritlista över framgångsrika projekt.

Bedömning av väsentliga tekniska förmågor
När du utvärderar en leverantör av CNC-svarvningstjänster bör deras tekniska kapacitet vara det första du tänker på. På PTSMAKE har vi investerat kraftigt i avancerad CNC-svarvutrustning som kan hantera komplexa geometrier och snäva toleranser. En pålitlig leverantör bör visa:
Kapacitet för maskiner
- Moderna CNC-svarvningscentraler
- Kapacitet för fleraxlig svarvning
- Verktygssystem med hög precision
- Regelbundna underhållsscheman för utrustning
Expertis inom materialbearbetning
En leverantörs förmåga att arbeta med olika material är avgörande. De bör ha erfarenhet av:
| Materialtyp | Vanliga tillämpningar | Särskilda överväganden |
|---|---|---|
| Rostfritt stål | Medicintekniska produkter, Livsmedelsutrustning | Korrosionsbeständighet |
| Aluminium | Flyg- och rymdindustrin, fordonsindustrin | Krav på låg vikt |
| Mässing | Elektroniska komponenter | Elektrisk ledningsförmåga |
| Titan | Medicinska implantat, flyg- och rymdindustrin | Högt förhållande mellan styrka och vikt |
System för kvalitetskontroll
Vikten av robust kvalitetskontroll kan inte överskattas. En pålitlig leverantör bör implementera Statistisk processtyrning15 genom hela tillverkningsprocessen. Leta efter:
Kvalitetscertifieringar
- ISO 9001:2015-certifiering
- Branschspecifika certifieringar
- Regelbundna kvalitetsrevisioner
- Dokumenterade kvalitetsrutiner
Inspektionsutrustning
Leverantören ska ha avancerade mät- och inspektionsverktyg:
- Koordinatmätmaskiner (CMM)
- Digitala mikrometrar
- Optiska komparatorer
- Mätare för ytjämnhet
Produktionskapacitet och flexibilitet
Förmåga att hantera volymer
En pålitlig leverantör bör kunna göra det:
- Hantera både prototyp- och produktionskörningar
- Skala upp produktionen efter behov
- Bibehålla kvaliteten i olika volymer
- Erbjuda snabba handläggningstider när så krävs
Redundans av utrustning
Att ha reservutrustning säkerställer:
- Minimala produktionsstörningar
- Konsekventa leveransscheman
- Förmåga att hantera brådskande beställningar
- Regelbundet underhåll utan att påverka produktionen
Kommunikation och kundservice
Standarder för svarstid
Leta efter leverantörer som:
- Svara på förfrågningar inom 24 timmar
- Lämna detaljerade offerter snabbt
- Erbjuda regelbundna projektuppdateringar
- Har dedikerade projektledare
Dokumentationspraxis
Tillförlitliga leverantörer upprätthåller omfattande dokumentation:
- Detaljerade offerter
- Produktionsscheman
- Kvalitetsrapporter
- Certifieringar av material
Kostnadsstruktur och transparens
Prissättningsmodeller
Utvärdera leverantörer baserat på:
- Tydliga prisstrukturer
- Detaljerade kostnadsuppdelningar
- Principer för volymrabatter
- Flexibla betalningsvillkor
Medvetenhet om dolda kostnader
Var vaksam på eventuella dolda kostnader:
- Uppläggningsavgifter
- Tillägg för material
- Avgifter för påskyndad service
- Förpacknings- och fraktkostnader
Erfarenhet och meritlista
Erfarenhet av branschen
På PTSMAKE har vi byggt upp vårt rykte genom:
- Mångsidig branscherfarenhet
- Komplex projektportfölj
- Långsiktiga kundrelationer
- Kontinuerliga förbättringsmetoder
Kundreferenser
Begär och verifiera:
- Exempel på nyligen genomförda projekt
- Vittnesmål från kunder
- Referenser från branschen
- Framgångsrika fallstudier
Hänsyn till geografisk placering
Produktionsort Fördelar
Överväg leverantörer baserat på:
- Närhet till din plats
- Kompatibilitet med tidszoner
- Logistik för sjöfart
- Efterlevnad av lokala bestämmelser
Projektledningskapacitet
Planering och genomförande
Leta efter leverantörer med:
- Detaljerade tidslinjer för projektet
- Regelbundna uppdateringar om framsteg
- Strategier för riskhantering
- Procedurer för ändringsorder
Teknologisk innovation
Avancerad tillverkningsteknik
Utvärdera deras investering i:
- Senaste CNC-tekniken
- CAD/CAM-programvara
- System för kvalitetskontroll
- Automatisering av processer
Jag rekommenderar att du börjar med en provbeställning för att utvärdera potentiella leverantörer. På PTSMAKE välkomnar vi nya kunder att börja med mindre projekt för att uppleva vår servicekvalitet i första hand. Detta tillvägagångssätt gör att du kan bedöma leverantörens kapacitet utan betydande risk.
När du väljer en leverantör av CNC-svarvningstjänster bör du komma ihåg att det lägsta priset inte alltid är det bästa värdet. Fokusera på att hitta en partner som erbjuder rätt balans mellan kvalitet, tillförlitlighet och kostnadseffektivitet för dina specifika behov.
Lär dig mer om spindelrotation för att öka din förståelse för CNC-bearbetningens effektivitet. ↩
Lär dig hur spindelsynkronisering förbättrar precisionen och effektiviteten i CNC-svarvarbeten. ↩
Lär dig hur MRR påverkar maskinbearbetningskostnaderna för att kunna fatta välgrundade beslut. ↩
Lär dig mer om draghållfasthet för att förbättra hållbarhet och prestanda i dina CNC-projekt. ↩
Förstå rundgångens inverkan på precisionen för att förbättra tillverkningskvaliteten och minska antalet defekter. ↩
Genom att förstå ytjämnheten kan man förbättra komponenternas prestanda och säkerställa kvaliteten i tillverkningsprocesserna. ↩
Upptäck hur kinematisk transformation förbättrar bearbetningsprecisionen och möjliggör intrikata konstruktioner med CNC-teknik. ↩
Förståelse för det tribologiska systemet hjälper till att säkerställa smidig drift och förhindra slitage i CNC-maskiner. ↩
Lär dig hur du optimerar CNC-bearbetning för effektivitet och kvalitet med hjälp av avancerad programmeringsteknik. ↩
Läs om hur GD&T standardiserar specifikationer för ökad effektivitet och noggrannhet i tillverkningen. ↩
Förståelse för bearbetbarhetsklasser underlättar materialvalet och förbättrar effektiviteten och kvaliteten i CNC-svarvningsprocesser. ↩
Lär dig mer om räffling för att förbättra greppet och estetiken på dina CNC-svarvade detaljer. ↩
Läs mer om superlegeringar för högpresterande tillämpningar inom flyg- och tillverkningsindustrin. ↩
Förstå hur metallurgisk integritet förbättrar säkerheten och prestandan i kritiska tillverkningstillämpningar. ↩
Läs mer om hur SPC förbättrar kvalitetssäkringen vid CNC-svarvning för konsekvent projektframgång. ↩






