

Har du svårt att välja rätt material för ditt nästa maskinbearbetningsprojekt? Många ingenjörer ställs inför detta dilemma, särskilt när det gäller nylon. Fel materialval kan leda till bortkastad tid, ökade kostnader och försämrad kvalitet på detaljen.
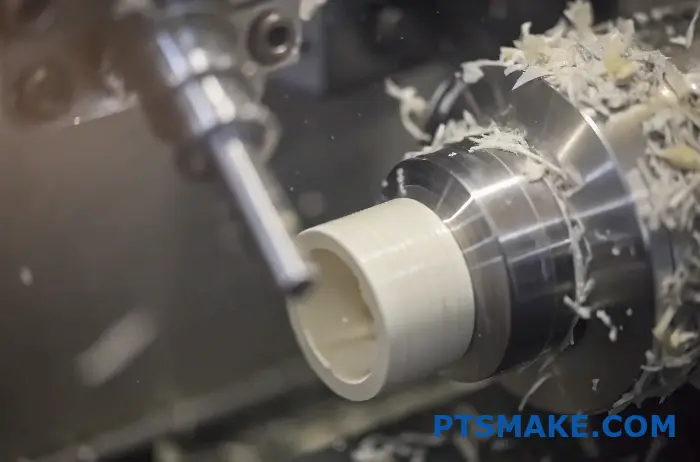
Nylon är ett utmärkt material för maskinbearbetning, med god bearbetbarhet, hög slitstyrka och utmärkta mekaniska egenskaper. Det är idealiskt för tillverkning av delar som kräver hållbarhet och låg friktion, t.ex. kugghjul, lager och bussningar.

Jag har arbetat med många olika material i maskinbearbetningsprojekt och nylon har alltid visat sig vara ett bra material. Låt mig dela med mig av mina insikter om nylons specifika fördelar och begränsningar i bearbetningsoperationer. Vi ska utforska varför det kan vara det perfekta valet för ditt nästa projekt.
Vad är den bästa nylon för bearbetning?
Att hitta rätt nylonmaterial för maskinbearbetning kan vara överväldigande med så många tillgängliga alternativ. Ingenjörer och tillverkare kämpar ofta med att hitta rätt balans mellan kostnad, prestanda och bearbetbarhet när de väljer nylonkvaliteter. Fel val kan leda till misslyckade delar, slöseri med material och kostsamma produktionsförseningar.
Den bästa nylon för maskinbearbetning är vanligtvis Nylon 6/6, följt av Cast Nylon 6. Dessa material erbjuder utmärkt dimensionell stabilitet, bra slitstyrka och överlägsen bearbetbarhet. De håller snäva toleranser och ger konsekventa resultat i olika bearbetningsoperationer.

Förståelse för nylonkvaliteter för maskinbearbetning
När det gäller bearbetning av nylon är det avgörande att förstå de olika kvaliteterna. De kristallinitet1 av nylon spelar en viktig roll när det gäller att bestämma dess bearbetningsegenskaper. På PTSMAKE arbetar vi ofta med flera nylonkvaliteter, som alla erbjuder unika egenskaper och fördelar.
De vanligaste nylonkvaliteterna för maskinbearbetning
Nylon 6/6
- Högsta mekaniska hållfasthet
- Utmärkt slitstyrka
- Överlägsen dimensionell stabilitet
- God kemisk beständighet
- Idealisk för precisionsdetaljer
Gjuten nylon 6
- Bättre slitstyrka än strängpressade versioner
- Goda bearbetningsegenskaper
- Kostnadseffektivt alternativ
- Lämplig för stora komponenter
Nylon 6
- God slagtålighet
- Måttlig kostnad
- Mycket tillgängligt
- Mångsidiga tillämpningar
Jämförande analys av olika typer av nylon
Olika nylontyper erbjuder olika fördelar för bearbetningsapplikationer. Här är en detaljerad jämförelse:
| Fastighet | Nylon 6/6 | Gjuten nylon 6 | Nylon 6 |
|---|---|---|---|
| Draghållfasthet | Utmärkt | Mycket bra | Bra |
| Värmebeständighet | Hög | Måttlig | Måttlig |
| Motståndskraft mot slitage | Överlägsen | Utmärkt | Bra |
| Kostnad | Högre | Måttlig | Lägre |
| Bearbetbarhet | Utmärkt | Mycket bra | Bra |
Faktorer som påverkar nylonbearbetningens prestanda
Materialegenskaper
Hur framgångsrik nylonbearbetningen blir beror i hög grad på materialegenskaperna:
- Fuktabsorption
- Temperaturbeständighet
- Dimensionell stabilitet
- Slitageegenskaper
Bearbetningsparametrar
Korrekta bearbetningsparametrar är avgörande för ett optimalt resultat:
- Skärhastighet: 500-1000 fot per minut
- Matningshastighet: 0,005-0,015 tum per varv
- Skärdjup: 0,020-0,125 tum
- Verktygsgeometri: Vassa skäreggar med positiva spånvinklar
Branschspecifika applikationer
Fordonskomponenter
- Bussningar
- Lager
- Kugghjul
- Skjutbara komponenter
Industriell utrustning
- Slitplattor
- Styrskenor
- Rullar
- Kedjestyrningar
Medicintekniska produkter
- Kirurgiska instrument
- Laboratorieutrustning
- Diagnostisk utrustning
- Komponenter till medicintekniska produkter
Bästa praxis för bearbetning av nylon
Temperaturreglering
- Upprätthålla en jämn temperatur i verkstaden
- Använd korrekta kylmetoder
- Låt materialet stabilisera sig före bearbetningen
Val av verktyg
- Använd vassa, ordentligt slipade verktyg
- Välj lämplig skärgeometri
- Överväg specialverktyg för komplexa funktioner
Materialhantering
- Förvaras i fuktkontrollerad miljö
- Kontrollera materialcertifiering
- Markera och spåra olika betyg på rätt sätt
Överväganden om kostnader
Kostnaden för bearbetning av nylon varierar beroende på flera faktorer:
- Val av materialkvalitet
- Delkomplexitet
- Produktionsvolym
- Krav på toleranser
- Specifikationer för ytfinish
På PTSMAKE hjälper vi våra kunder att optimera sina materialval utifrån både tekniska krav och budgetbegränsningar. Vår erfarenhet visar att investeringar i nyloner av högre kvalitet ofta ger ett bättre långsiktigt värde, trots högre initiala kostnader.
Åtgärder för kvalitetskontroll
För att säkerställa jämn kvalitet på bearbetade delar i nylon:
- Dimensionell kontroll
- Verifiering av ytfinish
- Testning av materialegenskaper
- Miljöanpassning
- Dokumentation och spårbarhet
Miljöpåverkan
Hållbara tillverkningsmetoder blir allt viktigare:
- Kapacitet för materialåtervinning
- Energieffektivitet vid maskinbearbetning
- Strategier för att minska avfallsmängden
- Efterlevnad av miljölagstiftningen
Tips för framgångsrik nylonbearbetning
Överväganden före maskinbearbetning
- Verifiera materialspecifikationer
- Kontrollera fuktinnehållet
- Granska designkrav
Under bearbetningen
- Övervaka skärtemperaturen
- Upprätthålla korrekt evakuering av spån
- Kontrollera dimensionell stabilitet
Efterbearbetning
- Ge möjlighet till stressavlastning
- Verifiera slutliga mått
- Korrekt rengöring och förpackning
Gemensamma utmaningar och lösningar
Utmaning 1: Dimensionell stabilitet
Lösning: Använd rätt materialkonditionering och temperaturreglering
Utmaning 2: Slitage på verktyg
Lösning: Välj lämpliga skärverktyg och optimera bearbetningsparametrarna
Utmaning 3: Ytfinish
Lösning: Implementera korrekta kylnings- och skärningsstrategier
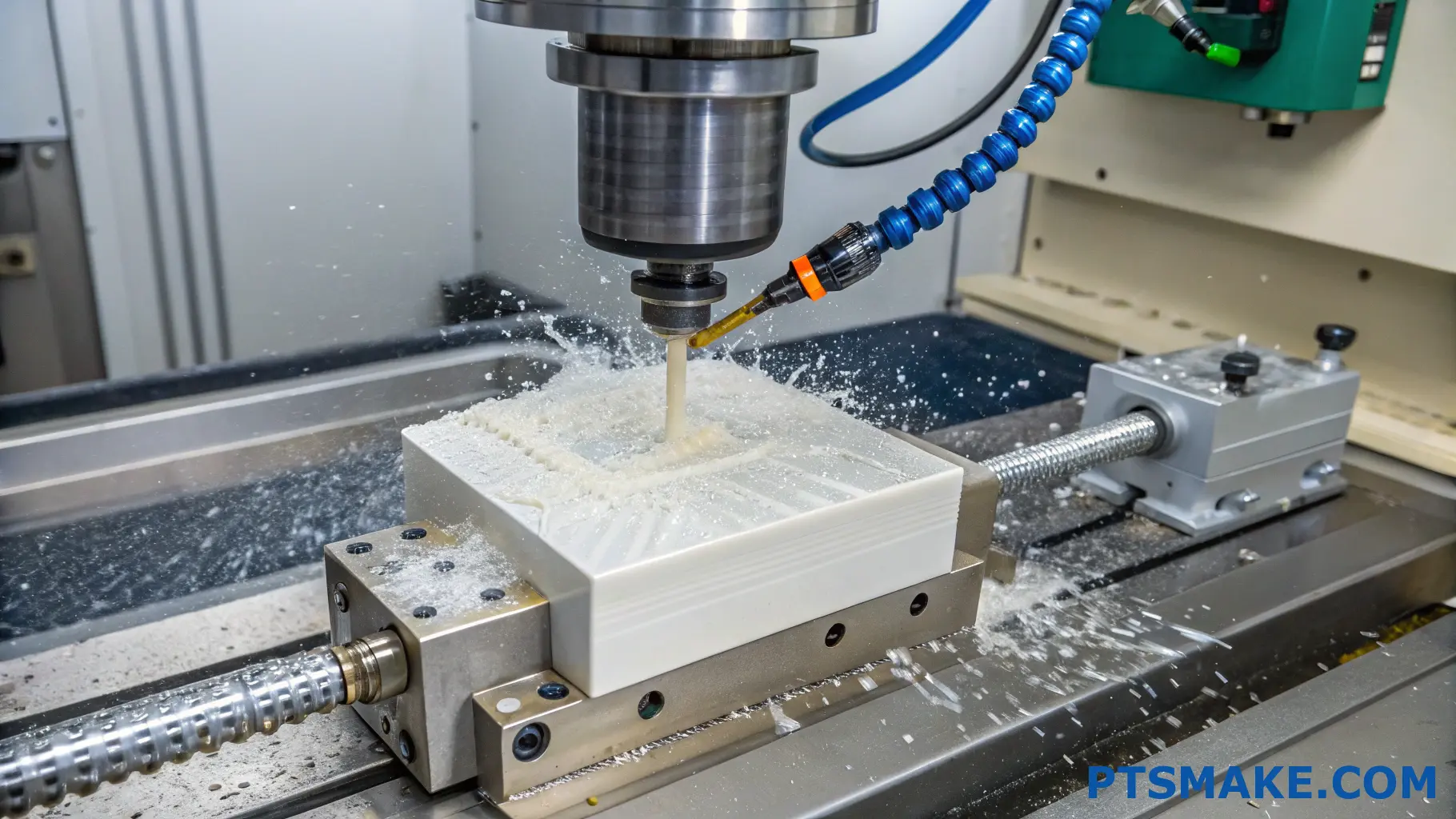
Är Nylon 6 maskinbearbetningsbart?
Bearbetning av Nylon 6 kan vara en utmaning för många tillverkare. Materialets unika egenskaper, inklusive dess tendens att absorbera fukt och deformeras under värme, leder ofta till inkonsekventa resultat och slöseri med resurser.
Ja, Nylon 6 är bearbetningsbart, men det kräver specifika skärparametrar och korrekt materialhantering. Med rätt bearbetningsteknik, temperaturkontroll och verktygsval kan du uppnå utmärkt ytfinish och snäva toleranser på Nylon 6-detaljer.

Förstå Nylon 6:s bearbetningsegenskaper
Nylon 6:s bearbetningsbeteende påverkas i hög grad av dess hygroskopisk2 natur. Jag har upptäckt att detta material kräver att man noga överväger flera viktiga faktorer för att uppnå optimala resultat. Materialets låga värmeledningsförmåga innebär att värmeutveckling kan vara ett stort problem under bearbetningen.
Materialegenskaper som påverkar bearbetbarheten
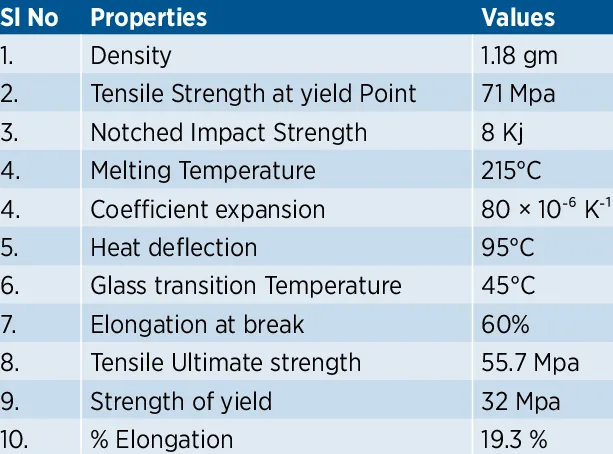
För att lyckas med bearbetningen av Nylon 6 är det viktigt att förstå dess unika egenskaper:
- Draghållfasthet: 70-85 MPa
- Smältpunkt: 220°C
- Temperatur för värmeböjning: 75°C
- Vattenabsorption: 2,7%
Dessa egenskaper påverkar direkt hur vi arbetar med bearbetningsoperationer.
Optimala skärparametrar
Baserat på min erfarenhet från PTSMAKE har jag utvecklat specifika skärparametrar som konsekvent ger resultat av hög kvalitet:
| Drift | Skärhastighet (m/min) | Matningshastighet (mm/varv) | Skärdjup (mm) |
|---|---|---|---|
| Vändning | 300-500 | 0.1-0.3 | 0.5-2.0 |
| Fräsning | 200-400 | 0.1-0.25 | 1.0-3.0 |
| Borrning | 150-250 | 0.1-0.2 | - |
Riktlinjer för val av verktyg
Att välja rätt skärverktyg är avgörande för en framgångsrik bearbetning av Nylon 6:
Verktygsmaterial
- Höghastighetsstål (HSS)
- Verktyg med hårdmetallspetsar
- PCD-verktyg för högvolymproduktion
Geometri-krav
- Vassa skäreggar
- Höga positiva spånvinklar
- Polerade verktygsytor
Strategier för temperaturkontroll
Värmehantering är avgörande vid bearbetning av Nylon 6. Jag rekommenderar att du implementerar dessa strategier:
Användning av kylvätska
- Vattenbaserade kylvätskor fungerar bra
- Upprätthåller ett jämnt kylvätskeflöde
- Använd översvämningskylning när det är möjligt
Justering av skärhastighet
- Börja med lägre hastigheter
- Gradvis ökning baserat på resultat
- Övervaka delens temperatur
Vanliga utmaningar vid maskinbearbetning
Genom mitt arbete på PTSMAKE har jag identifierat flera utmaningar och deras lösningar:
Dimensionell stabilitet
- Förbehandla materialet före bearbetning
- Förvaras i kontrollerad miljö
- Ge möjlighet till materialavspänning
Problem med ytfinish
- Använd vassa verktyg
- Håll rätt skärhastigheter
- Implementera lämplig kylning
Åtgärder för kvalitetskontroll
För att säkerställa jämn kvalitet på bearbetade delar i Nylon 6:
Inspektion före maskinbearbetning
- Verifiering av materialcertifiering
- Kontroll av fukthalt
- Dimensionell verifiering
Kontroll av pågående processer
- Övervakning av temperatur
- Kontroll av verktygsslitage
- Dimensionell kontroll
Verifiering efter maskinbearbetning
- Geometriska toleranser
- Mätning av ytfinhet
- Slutlig dimensionell inspektion
Bästa praxis för olika applikationer
Olika tillämpningar kräver specifika tillvägagångssätt:
| Tillämpningstyp | Rekommenderat tillvägagångssätt | Särskilda överväganden |
|---|---|---|
| Precisionsdelar | Långsammare hastigheter, flera passeringar | Temperaturkontroll kritisk |
| Hög volym | Optimerade parametrar, automatiserade processer | Övervakning av verktygens livslängd |
| Prototyper | Konservativa parametrar, noggrann validering | Extra materialtillägg |
Avancerad maskinbearbetningsteknik
För komplexa Nylon 6-delar kan du överväga dessa avancerade tekniker:
Fleraxlig maskinbearbetning
- Minskar installationstiden
- Förbättrar noggrannheten
- Bättre ytfinish
Höghastighetsbearbetning
- Kräver korrekt kylning
- Kräver styv maskinuppställning
- Fördelar med optimering av verktygsbanan
Specialiserad infästning
- Anpassad arbetsupphängning
- Minimalt klämtryck
- Även distribution av stöd
På PTSMAKE har vi framgångsrikt bearbetat tusentals Nylon 6-delar för olika branscher. Vår erfarenhet har visat att även om Nylon 6 innebär unika utmaningar kan korrekt planering och utförande resultera i utmärkta bearbetade komponenter. Nyckeln är att upprätthålla konsekventa processer och genomföra lämpliga kontroller under hela bearbetningsoperationen.
Kom ihåg att framgångsrik Nylon 6-bearbetning kräver ett heltäckande tillvägagångssätt som omfattar materialegenskaper, skärparametrar, temperaturkontroll och kvalitetsverifiering. Genom att följa dessa riktlinjer och upprätthålla korrekta kontroller kan du uppnå tillförlitliga och högkvalitativa resultat i dina Nylon 6-bearbetningsprojekt.
Vad är bearbetningstoleransen för nylon?
Att få rätt toleranser för nylonbearbetning kan vara en verklig utmaning. Jag har sett många ingenjörer kämpa med delar som inte passar ordentligt eller som inte klarar kvalitetsinspektioner, vilket leder till kostsamma omarbetningar och projektförseningar.
Bearbetningstoleransen för nylon ligger normalt inom intervallet ±0,002 till ±0,005 tum (0,05 till 0,13 mm) för standardapplikationer, medan snävare toleranser på ±0,001 tum (0,025 mm) kan uppnås med rätt bearbetningsteknik och miljökontroller.
Förståelse för Nylons materialegenskaper
När man arbetar med nylon i bearbetningsoperationer är det viktigt att förstå dess unika materialegenskaper. Nylon uppvisar hygroskopiskt beteende, vilket innebär att det absorberar fukt från omgivningen. Den här egenskapen har en betydande inverkan på de toleranser som kan uppnås.
Termiska överväganden
Den termiska expansionskoefficienten för nylon är högre än för metaller, vilket påverkar dimensionsstabiliteten under bearbetningen. Temperaturkontroll i tillverkningsmiljön är avgörande för att bibehålla snäva toleranser.
Fuktpåverkan
Fuktabsorption kan orsaka dimensionsförändringar på upp till 3% i nylondelar. På PTSMAKE förvarar vi våra nylonmaterial i kontrollerade miljöer och tar hänsyn till fukteffekter i våra toleransberäkningar.
Riktlinjer för standardtoleranser för bearbetad nylon
Här är en detaljerad uppdelning av typiska bearbetningstoleranser för nylondelar:
| Dimensionsområde (tum) | Standardtolerans (± tum) | Precisionstolerans (± tum) |
|---|---|---|
| Upp till 1 | 0.005 | 0.002 |
| 1 till 2 | 0.007 | 0.003 |
| 2 till 4 | 0.010 | 0.004 |
| 4 till 6 år | 0.015 | 0.006 |
Faktorer som påverkar toleransen vid bearbetning av nylon
Skärparametrar
- Skärhastighet
- Matningshastighet
- Verktygsgeometri
- Skärdjup
Dessa parametrar måste optimeras för nylons specifika egenskaper. För aggressiv skärning kan leda till värmeutveckling och dimensionsinstabilitet.
Miljökontroller
Temperatur- och luftfuktighetskontroll är avgörande för att bibehålla konsekventa toleranser. Vår anläggning upprätthåller strikta miljökontroller för att säkerställa dimensionell stabilitet.
Bästa metoder för att uppnå snäva toleranser
Val av material
Olika nylonkvaliteter erbjuder varierande nivåer av dimensionsstabilitet. Till exempel
- Nylon 6/6 ger bättre dimensionsstabilitet än standard Nylon 6
- Glasfyllda nyloner ger ökad styvhet och minskad fuktabsorption
Strategi för maskinbearbetning
- Använd vassa skärverktyg för att minimera värmeutvecklingen
- Implementera lämpliga kylstrategier
- Tillåt stabilisering av materialet före slutbearbetning
- Tänk på avspänning mellan grovbearbetning och finbearbetning
Avancerade metoder för toleranskontroll
Åtgärder för kvalitetskontroll
På PTSMAKE implementerar vi:
- Regelbunden kalibrering av bearbetningsutrustning
- System för miljöövervakning
- Mätteknik under pågående process
- Statistisk processtyrning (SPC)
Specialiserade verktyg
Vi använder:
- Specialslipade skärverktyg
- Avancerade lösningar för arbetshållare
- Mätutrustning med hög precision
Branschspecifika krav
Olika branscher har varierande toleranskrav:
| Industri | Typiska toleranskrav | Vanliga tillämpningar |
|---|---|---|
| Flyg- och rymdindustrin | ±0,001 till ±0,002 tum | Bussningar, lager |
| Fordon | ±0,003 till ±0,005 tum | Slitagekomponenter |
| Medicinsk | ±0,001 till ±0,003 tum | Kirurgiska instrument |
| Industriell | ±0,005 till ±0,010 tum | Allmänna komponenter |
Överväganden om kostnader
För att uppnå snävare toleranser krävs ofta:
- Mer exakt utrustning
- Ytterligare installationstid
- Långsammare bearbetningshastigheter
- Mer frekventa kvalitetskontroller
Rekommendationer för design
För att optimera bearbetningstoleransen:
- Ange den största acceptabla toleransen
- Beakta detaljgeometrin och dess inverkan på bearbetningen
- Ta hänsyn till materialegenskaper i konstruktionsfasen
- Inkludera korrekt dimensionering och toleransberäkning (GD&T)
Verifiering av kvalitet
Vår kvalitetskontrollprocess omfattar:
- Första artikelinspektionen
- Regelbundna kontroller under processens gång
- Slutlig dimensionell verifiering
- Materialcertifiering när så krävs
På PTSMAKE förstår vi hur viktigt det är att upprätthålla exakta toleranser vid nylonbearbetning. Genom noggrann materialhantering, korrekta bearbetningstekniker och rigorös kvalitetskontroll uppnår vi konsekvent de toleranser som krävs för våra kunders applikationer.
Ska man använda kylvätska vid bearbetning av nylon?
Maskinbearbetning av nylon utan korrekt kylning kan leda till frustrerande resultat. Jag har sett många projekt gå snett när värmeutvecklingen får materialet att deformeras, vilket leder till felaktiga dimensioner och problem med ytfinishen. Detta innebär inte bara slöseri med värdefullt material utan leder också till kostsamma produktionsförseningar.
I de flesta fall är det starkt rekommenderat att använda kylvätska vid bearbetning av nylon. Kylvätska bidrar till att bibehålla dimensionsstabiliteten, förhindrar materialdeformation och förlänger verktygets livslängd. Typen av kylvätska och kylmetod bör dock väljas noggrant utifrån din specifika applikation och nylonkvalitet.

Förstå värmeutveckling vid bearbetning av nylon
Vid bearbetning av nylon är värmeutvecklingen en kritisk faktor som påverkar slutproduktens kvalitet. Den värmeledningsförmåga3 av nylon är relativt låg jämfört med metaller, vilket innebär att värme tenderar att ackumuleras snarare än att avledas snabbt. På PTSMAKE har vi utvecklat specifika protokoll för att hantera värme under bearbetningsoperationer av nylon.
Faktorer som påverkar värmeutvecklingen
- Skärhastighet
- Matningshastighet
- Verktygsgeometri
- Skärdjup
- Materialkvalitet
Riktlinjer för val av kylvätska
Att välja rätt kylvätska är avgörande för framgångsrik nylonbearbetning. Här följer en omfattande jämförelse av olika kylningsalternativ:
| Typ av kylvätska | Fördelar | Nackdelar | Bästa användningsfall |
|---|---|---|---|
| Vattenbaserad | Kostnadseffektiv, bra kylning | Kan orsaka absorption | Maskinbearbetning för allmänna ändamål |
| Oljebaserad | Utmärkt smörjning, mindre absorption | Högre kostnad, sanering krävs | Delar med hög precision |
| Tryckluft | Ren, ingen kontaminering | Begränsad kylkapacitet | Lätt skärande bearbetning |
Optimera strategier för kylning
Kylning med direkt översvämning
Denna metod ger konsekvent kylning och spånevakuering. Jag rekommenderar att du använder översvämningskylning för:
- Tung grovbearbetning
- Djup fickfräsning
- Höghastighetsbearbetning
System för kylning med dimma
Mistkylning ger en balans mellan kyleffektivitet och materialskydd:
- Minskar värmeuppbyggnad
- Minimerar materialabsorptionen
- Ger tillräcklig smörjning
Särskilda överväganden för olika nylonkvaliteter
Olika nylonkvaliteter kräver specifika kylningsmetoder:
Nylon 6
- Måttlig kylning krävs
- Vattenbaserade kylvätskor fungerar bra
- Övervaka skärtemperaturen
Nylon 66
- Högre värmebeständighet
- Kan tolerera högre skärhastigheter
- Fortfarande fördelar med korrekt kylning
Glasfylld nylon
- Mer slipande karaktär
- Kräver förbättrad kylning
- Verktygsslitage är ett större problem
Bästa praxis för applicering av kylvätska
För att uppnå optimala resultat vid bearbetning av nylon med kylvätska:
- Behåll rätt koncentration av kylvätska
- Använd ren, väl underhållen kylvätska
- Säkerställ tillräckligt kylvätskeflöde
- Placera munstyckena korrekt
- Övervaka kylvätskans temperatur
Påverkan på ytfinish
Korrekt användning av kylvätska påverkar ytfinhetens kvalitet avsevärt:
Fördelar med korrekt applicering av kylvätska
- Jämnare ytfinish
- Bättre dimensionell noggrannhet
- Minskade verktygsmärken
- Konsekvent kvalitet på detaljerna
Vanliga problem vid felaktig kylning
- Förbränning på ytan
- Variationer i dimensionerna
- Dålig spånevakuering
- Förkortad verktygslivslängd
Miljö- och säkerhetsaspekter
Vid implementering av kylvätskesystem:
- Välj miljövänliga alternativ
- Följ korrekta förfaranden för bortskaffande
- Använd lämplig personlig skyddsutrustning
- Upprätthålla god ventilation på arbetsplatsen
- Regelbundet underhåll av systemet
Förbättrad produktionseffektivitet
Enligt min erfarenhet på PTSMAKE har korrekt användning av kylvätska lett till betydande förbättringar:
- 30% ökad livslängd för verktygen
- 25% minskning av cykeltiden
- 40% förbättring av ytfinhetens kvalitet
- 50% minskning av andelen kasserade delar
Kostnadsanalys
Tänk på dessa faktorer när du utvärderar kylvätskesystem:
| Kostnadsfaktor | Påverkan | Övervägande |
|---|---|---|
| Initial investering | Medium | Uppsättning av utrustning |
| Driftskostnad | Låg-Medium | Byte av kylvätska |
| Underhåll | Låg | Regelbunden rengöring |
| Produktionsfördelar | Hög | Förbättrad kvalitet |
Felsökning av vanliga problem
När problem uppstår vid nylonbearbetning:
- Kontrollera kylvätskans koncentration
- Verifiera kylvätskans flödeshastighet
- Inspektera verktygets skick
- Övervaka skärparametrar
- Utvärdera spånbildning
Genom att implementera dessa strategier har vi kunnat upprätthålla en jämn kvalitet i vår nylonbearbetning vid PTSMAKE, särskilt för våra kunder inom flyg- och medicinteknikindustrin som kräver komponenter med hög precision.
Vilka är fördelarna och nackdelarna med Nylon 6?
Ingenjörer och tillverkare kämpar ofta med att välja rätt material för sina projekt. När det gäller Nylon 6 blir beslutet ännu mer komplicerat på grund av dess unika egenskaper som kan vara både fördelaktiga och utmanande i olika applikationer.
Nylon 6 är en syntetisk polymer som är känd för sin utmärkta mekaniska styrka, slitstyrka och kemiska stabilitet. Samtidigt som den erbjuder betydande fördelar när det gäller hållbarhet och kostnadseffektivitet, har den också vissa begränsningar som måste övervägas noggrant för specifika applikationer.
Mekaniska egenskaper och prestanda
Styrka och hållbarhet
En av de mest anmärkningsvärda egenskaperna hos Nylon 6 är dess exceptionella draghållfasthet4. Jag har arbetat med många kunder på PTSMAKE som specifikt väljer detta material för applikationer som kräver hög mekanisk hållfasthet. Materialet uppvisar:
- Enastående slagtålighet
- Överlägsen utmattningshållfasthet
- Utmärkt slitstyrka
- Bra flexlivslängd
Temperaturprestanda
De termiska egenskaperna hos Nylon 6 gör att den lämpar sig för olika driftsförhållanden:
| Temperaturegenskaper | Område (°C) | Prestandaegenskaper |
|---|---|---|
| Driftstemperatur | -40 till 185 | Bibehåller stabiliteten över ett brett intervall |
| Smältpunkt | 220 | Bra bearbetningsfönster |
| Avböjning av värme | 75-85 | Lämplig för måttlig värmeexponering |
Kemiska egenskaper och miljöegenskaper
Kemisk beständighet
På PTSMAKE bearbetar vi regelbundet Nylon 6 för kunder i olika branscher på grund av dess imponerande kemiska egenskaper:
- Utmärkt beständighet mot oljor och fetter
- God beständighet mot svaga syror
- Hög beständighet mot kolväten
- Begränsad beständighet mot starka syror
Miljöhänsyn
Materialets samverkan med miljöfaktorer innebär både fördelar och utmaningar:
| Miljöfaktor | Fördel | Nackdel |
|---|---|---|
| Fuktabsorption | Naturlig smörjning | Förändringar i dimensionerna |
| UV-exponering | God initial motståndskraft | Kan försämras över tid |
| Återvinning | Återvinningsbart material | Energiintensiv process |
Tillverkning och bearbetning
Bearbetningsegenskaper
Baserat på vår omfattande erfarenhet på PTSMAKE visar Nylon 6 utmärkt bearbetbarhet:
- Bibehåller dimensionsstabiliteten under bearbetningen
- Möjliggör snäva toleranser
- Kräver specifika skärparametrar
- Fördelarna med korrekt kylning under bearbetningen
Överväganden om gjutning
Materialets gjutningsegenskaper ger flera fördelar:
- Bra flödesegenskaper
- Utmärkt formfyllnad
- Minimal krympning
- Konsekvent ytfinish
Kostnader och ekonomiska faktorer
Initial investering
De ekonomiska aspekterna av Nylon 6 inkluderar:
| Kostnadsfaktor | Påverkan | Övervägande |
|---|---|---|
| Råmaterial | Måttlig | Kostnadseffektivt jämfört med högpresterande polymerer |
| Bearbetning | Låg till måttlig | Effektiv tillverkning möjlig |
| Verktyg | Standard | Inga specialverktyg krävs |
Långsiktigt värde
Materialets hållbarhet resulterar ofta i:
- Minskade underhållskostnader
- Förlängd livslängd
- Lägre utbytesfrekvens
- Bättre avkastning på investeringen
Applikationsspecifika överväganden
Idealiska tillämpningar
Genom vår tillverkningserfarenhet på PTSMAKE har vi funnit att Nylon 6 utmärker sig i:
- Mekaniska komponenter
- Lagerytor
- Växelsystem
- Slitplattor
- Industriella fästelement
Begränsad lämplighet
Materialet kanske inte är idealiskt för:
- Tillämpningar för höga temperaturer
- Starkt sura miljöer
- Långvarig exponering för UV-strålning
- Applikationer som kräver dimensionell precision under varierande fuktförhållanden
Krav på underhåll och skötsel
För att maximera fördelarna med Nylon 6 är det viktigt med korrekt underhåll:
- Regelbunden kontroll av slitage
- Övervakning av fukthalt
- Lämpliga rengöringsrutiner
- Korrekta förvaringsförhållanden
För att lyckas med tillämpningar med Nylon 6 måste man förstå både dess möjligheter och begränsningar. Som tillverkare har jag sett hur korrekt materialval och bearbetning kan påverka projektresultaten avsevärt. På PTSMAKE ser vi till att våra kunder får detaljerad vägledning om materialval, med hänsyn till deras specifika applikationskrav och driftsförhållanden.
När du överväger Nylon 6 för ditt projekt är det viktigt att utvärdera alla dessa faktorer mot dina specifika krav. Vårt team på PTSMAKE kan hjälpa till att avgöra om Nylon 6 är det optimala valet för din applikation, med hänsyn till alla fördelar och nackdelar som diskuterats ovan.
Hur förhindrar man skevhet under nylonbearbetning?
Vridning av nylon vid maskinbearbetning är en ständig utmaning som kan förstöra även de mest exakt utformade delarna. Många tillverkare kämpar med problem med måttnoggrannhet och ytkvalitet när deras arbetsstycken av nylon oväntat vrider sig, vilket leder till kostsamma omarbetningar och projektförseningar.
Nyckeln till att förhindra skevhet vid nylonbearbetning ligger i att kontrollera materialspänningen, upprätthålla korrekta skärparametrar och implementera strategiska bearbetningstekniker. Genom att förstå och hantera dessa faktorer kan du avsevärt minska eller eliminera problem med skevhet.
Förståelse för Nylons materialegenskaper
Innan vi går in på förebyggande metoder är det viktigt att förstå varför nylon är benäget att bli skevt. Nylon uppvisar hygroskopisk5 beteende, vilket innebär att det lätt absorberar fukt från omgivningen. Denna egenskap, i kombination med dess termiska känslighet, gör det särskilt utmanande att bearbeta.
Kritiska materialegenskaper
- Fuktabsorptionshastighet
- Termisk expansionskoefficient
- Inre spänningsfördelning
- Kristallin struktur
Förberedelse inför maskinbearbetning
Materialkonditionering
Korrekt materialkonditionering är avgörande för framgångsrik nylonbearbetning. På PTSMAKE har vi utvecklat en omfattande förberedelseprocess:
- Kontroll av lagring
- Acklimatisering av temperatur
- Verifiering av fukthalt
- Stresslindringsprocedurer
Riktlinjer för val av aktier
| Materialkvalitet | Rekommenderad användning | Vridande tendens |
|---|---|---|
| Nylon 6 | Allmänt ändamål | Måttlig |
| Nylon 6/6 | Hög hållfasthet | Hög |
| Gjuten nylon | Stora komponenter | Låg |
Optimering av bearbetningsparametrar
Skärhastighet och matningshastighet
På vår anläggning har vi kommit fram till att optimala skärparametrar är avgörande för att förhindra skevhet:
- Måttliga skärhastigheter
- Kontrollerade matningshastigheter
- Progressivt skärdjup
- Balanserad chipbelastning
Temperaturhantering
Temperaturkontroll är avgörande under bearbetningsprocessen:
- Korrekt val av kylvätska
- Strategisk tillämpning av kylvätska
- Övervakning av temperatur
- Kontrollerade skärzoner
Verktygsval och strategi
Rekommenderade skärverktyg
| Verktygstyp | Tillämpning | Fördelar |
|---|---|---|
| Skaftfräsar i hårdmetall | Allmän skärning | Minskad värmeutveckling |
| PCD-verktyg | Höghastighetsbearbetning | Överlägsen ytfinish |
| Diamantbelagd | Exakta detaljer | Förlängd verktygslivslängd |
Överväganden om skärgeometri
Rätt skärgeometri hjälper till att minimera påfrestningarna:
- Vassa skäreggar
- Positiva räfflingsvinklar
- Lämpliga helixvinklar
- Korrekta avlastningsvinklar
Tekniker för att hålla kvar arbete
Principer för design av fixturer
Korrekt fixturering är avgörande för att förhindra skevhet:
- Jämn tryckfördelning
- Minimal klämkraft
- Optimering av stödpunkter
- Spänningsfri montering
Strategier för stöd
Vi implementerar olika stödmetoder:
- Anpassad design av armaturer
- Fördelade fastspänningspunkter
- Arbetshållning med vakuum
- Uppoffrande stödplattor
Överväganden om efterbearbetning
Metoder för stressavlastning
Efter bearbetningen är det viktigt med korrekt avspänning:
- Kontrollerad kylning
- Gradvis lossning av klämmor
- Miljöanpassning
- Viloperioder
Åtgärder för kvalitetskontroll
Vi tillämpar omfattande kvalitetskontroll:
- Dimensionell verifiering
- Inspektion av skevhet
- Miljöövervakning
- Dokumentationsprotokoll
Avancerade tekniker
Strategier för programmering
Vår metod för CNC-programmering omfattar:
- Balanserad materialavverkning
- Strategiska verktyg
- Integration av vilopauser
- Adaptiv foderkontroll
Miljökontroll
Att bibehålla optimala förhållanden är avgörande:
- Temperaturstabilitet
- Kontroll av luftfuktighet
- Luftfiltrering
- Lagringsprotokoll
På PTSMAKE har vi förfinat dessa tekniker genom många års erfarenhet av precisionsbearbetning. Vi förstår att framgångsrik nylonbearbetning kräver ett holistiskt synsätt som tar hänsyn till materialegenskaper, bearbetningsparametrar och miljöfaktorer. Genom att implementera dessa strategier uppnår vi konsekvent högkvalitativa resultat för våra kunder inom olika branscher, från flyg- och rymdindustrin till medicintekniska produkter.
Kom ihåg att förhindra skevhet vid nylonbearbetning inte bara handlar om att följa en uppsättning regler - det handlar om att förstå materialets beteende och anpassa din strategi därefter. Genom noggrann planering och utförande kan du uppnå utmärkta resultat med detta utmanande men mångsidiga material.
Vilka är de optimala hastigheterna och matningarna för nylonbearbetning?
Om du ställer in fel hastigheter och matningar för nylonbearbetning kan det leda till materialsmältning, dålig ytfinish och felaktiga dimensioner. Många maskinoperatörer kämpar med dessa problem, vilket ofta leder till slöseri med material och ökade produktionskostnader.
De optimala hastigheterna och matningarna för nylonbearbetning innebär vanligtvis högre skärhastigheter (500-1000 SFM) och lägre matningshastigheter (0,004-0,012 IPR) jämfört med metaller. Dessa parametrar förhindrar värmeutveckling samtidigt som ytfinheten och måttnoggrannheten bibehålls.

Förstå grundläggande principer för hastighet och matning
Vid bearbetning av nylon är det avgörande att förstå sambandet mellan skärhastighet och matningshastighet. För skärparametrar6 måste vara noggrant balanserade för att uppnå optimala resultat. På PTSMAKE har vi förfinat dessa parametrar genom omfattande tester och tillämpningar i verkligheten.
Rekommenderade skärhastigheter
Skärhastigheten för nylon varierar beroende på den specifika kvaliteten och tillämpningen:
| Nylon Typ | Skärhastighet (SFM) | Tillämpning |
|---|---|---|
| Nylon 6 | 500-800 | Allmänt ändamål |
| Nylon 6/6 | 600-900 | Delar med hög hållfasthet |
| Gjuten nylon | 700-1000 | Slitagekomponenter |
Överväganden om matningshastighet
Matningshastigheten spelar en avgörande roll för att uppnå önskad ytfinish och förhindra materialdeformation. Här är vad jag har funnit fungerar bäst:
| Typ av operation | Matningshastighet (IPR) | Ytfinish (Ra) |
|---|---|---|
| Grovbearbetning | 0.008-0.012 | 125-250 |
| Halvfabrikat | 0.005-0.008 | 63-125 |
| Efterbehandling | 0.004-0.006 | 32-63 |
Riktlinjer för skärdjup
Kontroll av skärdjupet är avgörande för att hantera värmeutvecklingen och bibehålla detaljens stabilitet:
| Drift | Skärdjup (tum) | Kommentarer |
|---|---|---|
| Grovbearbetning | 0.100-0.250 | Högre materialavverkning |
| Efterbehandling | 0.020-0.050 | Bättre ytfinish |
Strategier för temperaturhantering
Värmehantering är avgörande vid bearbetning av nylon. Jag rekommenderar dessa tillvägagångssätt:
- Använd kylning med tryckluft
- Implementera regelbundna pauscykler
- Övervaka verktygets temperatur
- Håll skärverktygen vassa
Verktygsval och geometri
Rätt verktygsgeometri har stor betydelse för hur framgångsrik bearbetningen blir:
- Använd verktyg med positiva skärvinklar (10-15 grader)
- Välj polerade skäreggar
- Överväg hårdmetallverktyg för längre serier
- Implementera korrekt spånbrytargeometri
Materialspecifika överväganden
Olika nylonkvaliteter kräver specifika justeringar:
Fyllda nylonvarianter
Vid bearbetning av fyllda nyloner:
- Öka skärhastigheterna med 10-15%
- Minska matningshastigheten med 20%
- Använd mer robusta verktygsgeometrier
- Ta hänsyn till ökat verktygsslitage
Fukthaltens inverkan
Nylons fukthalt påverkar bearbetningsparametrarna:
- Högre fukthalt: Minska hastigheterna med 15%
- Lägre fukthalt: Öka matningshastigheten med 10%
- Övervaka spånbildning
- Justera kylstrategierna i enlighet med detta
Åtgärder för kvalitetskontroll
För att säkerställa konsekventa resultat:
- Regelbunden dimensionell kontroll
- Övervakning av ytfinish
- Kontroll av verktygsslitage
- Övervakning av temperatur
- Analys av spånbildning
Vanliga felsökningstips
Ta itu med gemensamma frågor på ett effektivt sätt:
Problem med ytfinishen
- Dålig finish: Minska matningshastigheten
- Smältning: Lägre skärhastighet
- Skakningar: Justera verktygets styvhet
- Dimensionella problem: Kontrollera kylsystemet
Optimering av verktygens livslängd
Maximera verktygets livslängd genom:
- Korrekt val av hastighet
- Regelbundet underhåll av verktyg
- Lämplig användning av skärvätska
- Korrekt val av verktygsgeometri
Överväganden om produktionseffektivitet
Optimera produktionseffektiviteten genom att:
- Batchbearbetning av liknande delar
- Implementering av korrekta verktygsbytesscheman
- Använda optimala metoder för arbetshållning
- Upprätthålla konsekventa materialförhållanden
På PTSMAKE har vi implementerat dessa riktlinjer i hela vår nylonbearbetningsverksamhet, vilket har resulterat i jämn kvalitet och minskade produktionskostnader. Vår erfarenhet visar att om man följer dessa parametrar leder det till:
- 30% minskning av skrotningsfrekvensen
- 25% förbättring av ytfinishen
- 40% ökad livslängd för verktygen
- 20% snabbare produktionstider
Avancerade optimeringstekniker
Finjustera din process med:
- Vibrationsövervakning
- Temperaturavkänning i realtid
- Adaptiv foderkontroll
- Prediktiv underhållsplanering
Om nylonbearbetningen ska bli framgångsrik beror i slutändan på att man noga följer dessa parametrar och konsekvent övervakar bearbetningsprocessen. Genom att följa dessa riktlinjer och göra lämpliga justeringar baserat på specifika tillämpningar kan du uppnå optimala resultat i din nylonbearbetning.
Kräver nylon efterbearbetningsbehandlingar som glödgning?
Vid bearbetning av nylondetaljer ställs många ingenjörer inför oväntade dimensionsförändringar och problem med skevhet efter bearbetningsprocessen. Dessa problem leder ofta till kasserade delar, projektförseningar och ökade kostnader. Den stress som uppstår under bearbetningen kan orsaka betydande huvudvärk om den inte åtgärdas på rätt sätt.
Ja, nylon kräver vanligtvis efterbearbetningsbehandlingar som glödgning. Denna process hjälper till att lindra inre spänningar som skapats under bearbetningen, vilket säkerställer dimensionsstabilitet och förhindrar potentiell skevhet eller deformation i de slutliga delarna.

Förstå interna påkänningar vid bearbetning av nylon
Vid bearbetning av nylon genomgår materialet olika mekaniska och termiska påfrestningar. Skärningsprocessen skapar lokal uppvärmning och gör att kristallisation7 av polymerkedjorna. På PTSMAKE har vi observerat att dessa inre spänningar, om de inte hanteras på rätt sätt, kan leda till:
Vanliga stressrelaterade problem
- Dimensionell instabilitet
- Vridning
- Sprickbildning i ytan
- Försämrade mekaniska egenskaper
- Inkonsekvent prestanda
Betydelsen av glödgning
Glödgning är en kritisk efterbearbetningsbehandling som bidrar till att stabilisera nylondetaljer. Processen innebär:
- Kontrollerad uppvärmning av detaljen
- Håller vid specifik temperatur
- Gradvis nedkylning
Riktlinjer för temperatur vid glödgning av nylon
| Nylon Typ | Glödgningstemperatur (°C) | Hålltid (timmar) | Kylningshastighet (°C/timme) |
|---|---|---|---|
| Nylon 6 | 150-160 | 2-4 | 15-20 |
| Nylon 66 | 160-170 | 3-5 | 10-15 |
| Nylon 12 | 130-140 | 2-3 | 20-25 |
Fördelar med efterbearbetningsbehandlingar
Förbättrad stabilitet
Behandlingar efter bearbetning ger flera fördelar:
- Förbättrad dimensionell noggrannhet
- Bättre långsiktig prestanda
- Förbättrade materialegenskaper
- Minskad risk för fel på delar
Åtgärder för kvalitetssäkring
På PTSMAKE genomför vi rigorösa kvalitetskontrollförfaranden:
- Förbearbetning av materialkonditionering
- Kontrollerade bearbetningsparametrar
- Behandlingar efter maskinbearbetning
- Dimensionell verifiering
- Dokumentation av kvalitet
Alternativa metoder för efterbearbetning
Glödgning är den vanligaste behandlingen, men andra alternativ finns också:
Metoder för stressavlastning
- Termisk cykling
- Kemisk behandling
- Mekanisk konditionering
- Vibrerande stressavlastning
Bästa praxis för bearbetning av nylon
För att minimera behovet av omfattande efterbearbetningsbehandlingar:
Under bearbetningen
- Använd lämpliga skärhastigheter
- Håll skärverktygen vassa
- Implementera korrekt kylning
- Kontrollera chipformationen
Överväganden om materialval
| Faktor för övervägande | Påverkan på efterbehandling |
|---|---|
| Materialkvalitet | Hög |
| Delgeometri | Medium |
| Applikationsbelastning | Hög |
| Miljö | Medium |
Branschspecifika krav
Olika branscher har varierande krav på efterbearbetning:
Tillämpningar inom flyg- och rymdindustrin
- Strikt dimensionell stabilitet
- Certifierade processer
- Krav på dokumentation
- Regelbundna tester
Tillverkning av medicintekniska produkter
- Biokompatibilitet
- Steriliseringskompatibilitet
- Spårbarhet för material
- Regulatorisk efterlevnad
Kostnads- och nyttoanalys
När man överväger efterbearbetningsbehandlingar:
Kostnadsfaktorer
- Investering i utrustning
- Bearbetningstid
- Energiförbrukning
- Krav på arbetskraft
- Kvalitetskontroll
Avkastning på investeringar
- Minskad skrotningsfrekvens
- Förbättrad tillförlitlighet hos delar
- Minskade garantianspråk
- Ökad kundnöjdhet
Miljöhänsyn
Hållbara metoder för efterbearbetning:
Energieffektivitet
- Optimerade uppvärmningscykler
- Batchbehandling
- System för värmeåtervinning
- Användning av modern utrustning
Minskning av avfall
- Materialoptimering
- Processeffektivitet
- Återvinningsprogram
- Efterlevnad av miljölagstiftningen
Framtida trender inom nylonbearbetning
Branschen utvecklas med:
Teknologiska framsteg
- Smarta glödgningssystem
- Övervakning i realtid
- Automatiserad kvalitetskontroll
- Digital processdokumentation
Nya lösningar
- Avancerad kylteknik
- Hybrida bearbetningsmetoder
- Nya materialformuleringar
- Förbättrade bearbetningsstrategier
På PTSMAKE har vi integrerat dessa efterbearbetningsbehandlingar i våra standardrutiner, vilket säkerställer en jämn kvalitet på alla bearbetade delar av nylon. Vår erfarenhet visar att korrekt efterbearbetning inte bara är ett valfritt steg utan ett avgörande krav för att uppnå optimal prestanda i nylonkomponenter.
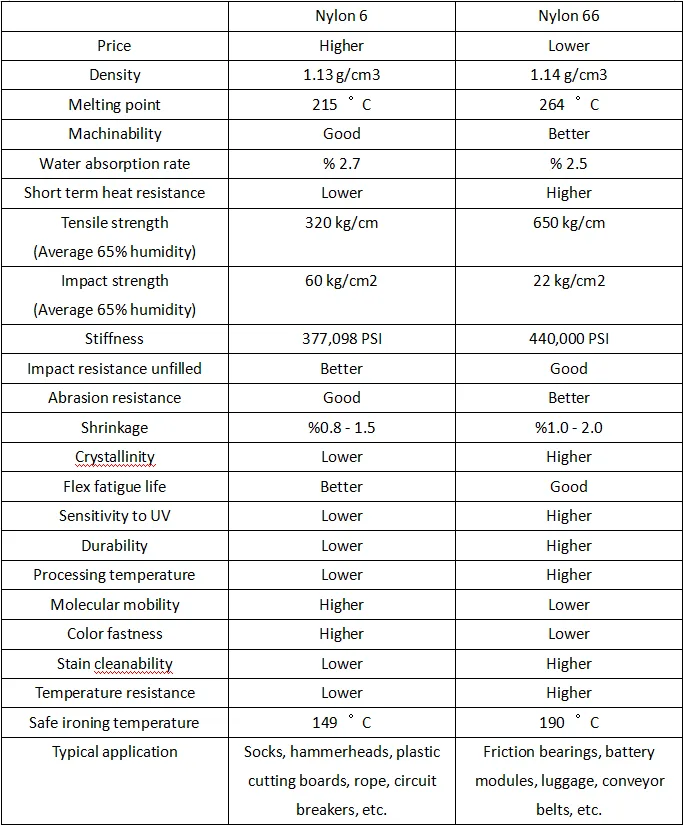
Hur jämför Nylon 66 med Nylon 6 i CNC-bearbetning?
Ingenjörer ställs ofta inför förvirring när de ska välja mellan Nylon 6 och Nylon 66 för CNC-bearbetningsprojekt. De liknande namnen och egenskaperna kan göra det svårt att avgöra vilket material som ger optimal prestanda för specifika applikationer.
Nylon 66 erbjuder i allmänhet överlägsna mekaniska egenskaper och värmebeständighet jämfört med Nylon 6 i CNC-bearbetningsapplikationer. Nylon 6 ger dock bättre slagtålighet och är mer kostnadseffektivt, vilket gör valet beroende av specifika projektkrav.
Förståelse av den kemiska strukturen
Den grundläggande skillnaden mellan dessa material ligger i deras kemiska sammansättning. Medan båda är polyamider8har de olika molekylära strukturer som påverkar deras bearbetningsegenskaper och slutliga egenskaper.
Nylon 6 Molekylär struktur
- En enda typ av monomer (kaprolaktam)
- Kortare polymerkedjor
- Mer enhetligt molekylärt arrangemang
Nylon 66 Molekylär struktur
- Två olika monomerer (hexametylendiamin och adipinsyra)
- Längre polymerkedjor
- Mer komplex molekylstruktur
Jämförelse av mekaniska egenskaper
De mekaniska egenskaperna hos båda materialen påverkar i hög grad deras bearbetningsbeteende och prestanda vid slutanvändningen.
| Fastighet | Nylon 6 | Nylon 66 |
|---|---|---|
| Draghållfasthet | 70-85 MPa | 80-90 MPa |
| Böjmodul | 2,7 GPa | 3,0 GPa |
| Slaghållfasthet | Högre | Lägre |
| Värme Avböjningstemperatur | 180°C | 195°C |
| Absorption av vatten | 9.5% | 8.5% |
Egenskaper för CNC-bearbetning
Verktygsslitage och skärparametrar
Enligt min erfarenhet på PTSMAKE kräver Nylon 66 vanligtvis något annorlunda skärparametrar på grund av sin högre hårdhet. Jag rekommenderar:
- Lägre skärhastigheter för Nylon 66
- Ökat kylvätskeflöde för att hantera värmeutveckling
- Vassa skärverktyg för att förhindra deformation av materialet
Överväganden om ytfinish
Den molekylära strukturen påverkar den uppnåeliga ytfinishen:
- Nylon 6: Generellt lättare att uppnå släta ytor
- Nylon 66: Kan kräva ytterligare efterbehandlingssteg för jämförbara resultat
Kostnads- och tillgänglighetsanalys
När man överväger materialval spelar kostnaden en avgörande roll:
Kostnader för material
- Nylon 6: Generellt 15-20% billigare
- Nylon 66: Högre kostnad på grund av mer komplex tillverkningsprocess
Kostnader för bearbetning
Jag har noterat att bearbetningskostnaderna kan variera:
- Nylon 6: Lägre verktygsslitage, högre bearbetningshastigheter
- Nylon 66: Högre verktygsslitage, potentiellt längre bearbetningstider
Applikationsspecifika överväganden
Tillämpningar inom fordonsindustrin
- Nylon 66: Företrädesvis för komponenter under huven på grund av bättre värmebeständighet
- Nylon 6: Lämplig för interiördelar där slagtålighet är avgörande
Industriell utrustning
- Nylon 66: Utmärkt för kugghjul och lager som kräver hög slitstyrka
- Nylon 6: Bättre för slagtåliga höljen och skyddskåpor
Miljöfaktorer
Båda materialen reagerar olika på miljöförhållanden:
Fuktabsorption
- Nylon 6: Högre fuktabsorptionshastighet
- Nylon 66: Bättre dimensionsstabilitet under fuktiga förhållanden
Temperaturprestanda
Temperaturbeständigheten påverkar användbarheten:
- Nylon 6: Bra upp till 180°C
- Nylon 66: Bibehåller sina egenskaper upp till 195°C
Överväganden om kvalitetskontroll
På PTSMAKE genomför vi specifika kvalitetskontrollåtgärder för varje material:
Dimensionell stabilitet
- Regelbunden övervakning av fuktinnehåll
- Temperaturkontrollerad förvaring
- Exakt dimensionskontroll under bearbetningen
Inspektion av ytkvalitet
- Protokoll för visuell inspektion
- Mätning av ytjämnhet
- Verifiering av dimensionell noggrannhet
Riktlinjer för materialval
För att hjälpa dig att välja mellan Nylon 6 och Nylon 66, överväga dessa faktorer:
Välj Nylon 6 när:
- Kostnaden är ett primärt problem
- Hög slagtålighet krävs
- Lägre temperaturbeständighet kan accepteras
- Lättare maskinbearbetning är att föredra
Välj Nylon 66 när:
- Högre mekanisk hållfasthet krävs
- Bättre värmebeständighet krävs
- Kemikalieresistens är avgörande
- Långsiktig dimensionell stabilitet är avgörande
Bästa praxis för maskinbearbetning
För optimalt resultat med båda materialen:
Förberedelse inför maskinbearbetning
- Korrekt materialkonditionering
- Temperaturkontrollerad förvaring
- Verifiering av fukthalt
Bearbetningsparametrar
- Lämpliga skärhastigheter och matningar
- Korrekt val av verktyg
- Lämpliga strategier för kylning
Genom min erfarenhet på PTSMAKE har jag kommit fram till att framgångsrik CNC-bearbetning av både Nylon 6 och Nylon 66 kräver att man förstår dessa skillnader och tillämpar lämpliga bearbetningsstrategier. Valet mellan dessa material bör baseras på en noggrann utvärdering av dina specifika applikationskrav, med hänsyn till faktorer som mekaniska egenskaper, miljöförhållanden och kostnadsbegränsningar.
Vilka branscher använder oftast maskinbearbetade nylonkomponenter?
Att hitta rätt material för tillverkning av detaljer kan vara en utmaning. Många branscher kämpar med att välja material som erbjuder både hållbarhet och kostnadseffektivitet samtidigt som de uppfyller specifika prestandakrav. Fel val kan leda till att delar går sönder, ökade underhållskostnader och produktionsförseningar.
Maskinbearbetade nylonkomponenter används i stor utsträckning inom olika branscher, främst inom flyg- och rymdindustrin, bilindustrin, medicintekniska produkter och livsmedelsindustrin. Dessa industrier värdesätter nylon för dess utmärkta mekaniska egenskaper, kemiska resistens och kostnadseffektivitet jämfört med metallalternativ.
Tillämpningar inom flyg- och rymdindustrin
Flygindustrin är starkt beroende av maskinbearbetade nylonkomponenter på grund av deras exceptionella förhållande mellan styrka och vikt. I min erfarenhet av att arbeta med flyg- och rymdkunder på PTSMAKE har jag observerat att dessa delar är avgörande i olika applikationer:
Kritiska komponenter för flyg- och rymdindustrin
- Lagringskorgar
- Kabelstyrningar
- Distanser och bussningar
- Invändiga kabinkomponenter
Den tribologiska egenskaper9 av maskinbearbetad nylon gör den särskilt lämplig för flyg- och rymdtillämpningar där metall-mot-metall-kontakt måste minimeras.
Användningsområden för fordonstillverkning
Fordonsindustrin är en av de största marknaderna för maskinbearbetade nylonkomponenter. Dessa delar är viktiga i både fordonsproduktion och eftermarknadsapplikationer:
Vanliga fordonsapplikationer
| Tillämpning | Fördelar med nylon | Vanlig användning |
|---|---|---|
| Växelsystem | Låg friktion, självsmörjande | Kuggväxlar, drivväxlar |
| Lager | Slitstyrka, Bullerreducering | Hjullager, Motorkomponenter |
| Bussningar | Vibrationsdämpning, Hållbarhet | Fjädringssystem, Styrningskomponenter |
| Fästen | Lättvikt, kostnadseffektivt | Invändig montering, Utvändig klädsel |
Implementering av medicinteknisk industri
Tillverkare av medicintekniska produkter väljer ofta maskinbearbetade nylonkomponenter av flera skäl:
Viktiga medicinska tillämpningar
- Kirurgiska instrument
- Komponenter till diagnostisk utrustning
- Delar till laboratorieutrustning
- Höljen för medicintekniska produkter
Dessa applikationer kräver material som tål steriliseringsprocesser och bibehåller dimensionsstabilitet, vilket nylon ger på ett effektivt sätt.
Utrustning för livsmedelsbearbetning
Livsmedelsindustrin förlitar sig i hög grad på maskinbearbetade nylonkomponenter på grund av deras livsmedelsgodkända egenskaper:
Viktiga applikationer för livsmedelsbearbetning
| Komponenttyp | Viktiga fördelar | Typiska användningsområden |
|---|---|---|
| Delar till transportörer | FDA-överensstämmelse, Slitstyrka | Rullar, styrskenor |
| Utrustning för bearbetning | Kemikalieresistens, Enkel rengöring | Blandningspaddlar, skrapor |
| Förvaringslösningar | Slagtålighet, Fukttålighet | Behållarkomponenter, Dispenseringssystem |
Industriella maskiner och utrustning
Tillverknings- och industriutrustning innehåller ofta maskinbearbetade nylonkomponenter:
Industriella tillämpningar
- Transportörsystem
- Materialhanteringsutrustning
- Förpackningsmaskiner
- Komponenter till monteringslinjen
Elektronik och kommunikation
Elektronikindustrin använder bearbetade nylonkomponenter i olika applikationer:
Elektroniska tillämpningar
- Isoleringskomponenter
- Kabelhanteringssystem
- Husets komponenter
- Skyddande överdrag
På PTSMAKE har vi utvecklat specialiserade bearbetningsprocesser för att skapa exakta nylonkomponenter som uppfyller de krävande kraven i dessa branscher. Vår expertis inkluderar:
- CNC-bearbetning med hög precision för komplexa geometrier
- Kvalitetskontrollåtgärder som säkerställer en jämn produktion av delar
- Vägledning för materialval baserat på specifika applikationskrav
- Kostnadseffektiva lösningar för både prototyp- och produktionskörningar
Tillämpningar inom marinindustrin
Marinindustrin är en annan betydande användare av bearbetade nylonkomponenter:
Marina användningsområden
- Lagermaterial för propelleraxlar
- Komponenter för däcksbeslag
- Hölje för navigationsutrustning
- System för kabeldragning
Nylonets utmärkta korrosionsbeständighet och hållbarhet i marina miljöer gör det till ett idealiskt val för dessa applikationer.
Nya tillämpningar i nya branscher
I takt med att tekniken utvecklas dyker det upp nya användningsområden för maskinbearbetade nylonkomponenter:
Växande marknader
- System för förnybar energi
- Robotteknik och automation
- Stödkomponenter för 3D-utskrift
- Komponenter för smarta enheter
Nylonbearbetningens mångsidighet möjliggör snabb anpassning till nya branschkrav och innovativa tillämpningar. Genom vårt arbete på PTSMAKE har vi sett en ökande efterfrågan i dessa framväxande sektorer, särskilt inom:
- Anpassad prototyptillverkning för ny teknik
- Produktion av små serier för specialiserade applikationer
- Komplex komponentdesign för innovativa system
- Integration med andra material och system
Lär dig mer om kristallinitetens inverkan på nylonbearbetningsegenskaperna för optimala resultat. ↩
Förstå hur fuktabsorption påverkar bearbetningen av Nylon 6 och få bättre resultat. ↩
Läs om hur värmeledningsförmågan påverkar bearbetningsresultatet och förbättrar produktkvaliteten. ↩
Att förstå draghållfasthet underlättar vid val av material som är lämpliga för lastbärande applikationer. ↩
Lär dig mer om hygroskopiska egenskaper för att förbättra bearbetningsstabiliteten och kvaliteten. ↩
Lär dig hur du balanserar skärparametrarna för att få optimala resultat vid nylonbearbetning. ↩
Lär dig hur kristallisering påverkar nylonegenskaperna och ger bättre dimensionsstabilitet. ↩
Utforska polyamider för att få insikter om deras egenskaper, tillämpningar och bearbetningsstrategier för att förbättra dina projekt. ↩
Lär dig mer om hur tribologiska egenskaper förbättrar prestanda och livslängd för maskinbearbetade nylonkomponenter. ↩






