Har du någonsin försökt hitta en tillverkare av metalldelar med hög precision, men blivit överväldigad av förvirrande terminologi och processer? Metalltillverkningens värld är fylld av komplexa alternativ, vilket gör det svårt att avgöra vilken metod som är rätt för ditt projekt.
CNC-bearbetning av metall är en subtraktiv tillverkningsprocess som använder datorstyrda maskiner för att ta bort material från metallarbetsstycken. Den skapar exakta delar genom att följa digitala mönster och erbjuder hög noggrannhet för branscher som sträcker sig från flyg- och rymdindustrin till konsumentprodukter.

Jag har sett många kunder kämpa med att förstå CNC-bearbetning av metall innan de kom till PTSMAKE. Låt mig klargöra saker för dig. Den här processen är grundläggande för modern tillverkning eftersom den kombinerar precision med mångsidighet. Oavsett om du behöver en enda prototyp eller tusentals identiska delar, levererar CNC-bearbetning konsekvent kvalitet som är svår att matcha med andra metoder. Låt oss utforska vad som gör den här tekniken så värdefull för dina projekt.
Vilket land är bäst för CNC-bearbetning?
Har du någonsin kämpat för att bestämma var du ska köpa dina CNC-bearbetade delar? Kanske har du fått väldigt olika offerter från tillverkare i Kina, Tyskland och USA, och undrar vilket land som verkligen erbjuder det bästa värdet för dina specifika behov?
Vilket land som är bäst för CNC-bearbetning beror på dina specifika prioriteringar. Kina utmärker sig genom kostnadseffektivitet och produktionskapacitet, Tyskland erbjuder överlägsen precision och teknisk expertis, medan USA ger utmärkt kvalitet med snabbare leverans för inhemska projekt. Varje land erbjuder tydliga fördelar baserat på din budget, dina kvalitetskrav och din tidslinje.

Viktiga faktorer att tänka på när man väljer ett land för CNC-bearbetning
När man ska välja det perfekta landet för CNC-bearbetningstjänster är det flera faktorer som spelar in. Baserat på min erfarenhet av att arbeta med tillverkare i flera länder har jag identifierat de mest kritiska faktorerna.
Kostnadsjämförelse
Kostnaden är fortfarande en av de viktigaste faktorerna vid tillverkningsbeslut. Landskapet har dock förändrats avsevärt under de senaste åren:
| Land | Genomsnittlig timtaxa för arbetskraft | Materialkostnadsfaktor | Fraktkostnad till USA/EU |
|---|---|---|---|
| Kina | $5-15 | 0.8x | Hög |
| Tyskland | $40-65 | 1.2x | Medelstor (till EU) |
| USA | $35-60 | 1.0x | Låg (inhemsk) |
| Japan | $35-55 | 1.3x | Hög |
| Indien | $3-10 | 0.9x | Hög |
Kina har traditionellt dominerat när det gäller kostnadseffektivitet, men klyftan har minskat. Stigande arbetskraftskostnader i Kina, i kombination med ökande fraktkostnader och potentiella Tariffer1har minskat den en gång så dramatiska prisfördelen. När det gäller produktion av stora volymer erbjuder Kina dock fortfarande den mest konkurrenskraftiga totalkostnaden.
Kvalitets- och precisionsstandarder
När det gäller precision och kvalitetskontroll finns det stora skillnader mellan olika länder:
Tyskland
Tysk tillverkning är känd för sina noggranna konstruktionsstandarder och exceptionella precision. Deras maskiner har ofta toleranser på ±0,005 mm, vilket är perfekt för högprecisionskomponenter inom flyg- och rymdindustrin, fordonsindustrin och medicinska tillämpningar. Det tyska kvalitetstänkandet innebär ofta omfattande dokumentation och rigorösa system för kvalitetskontroll.
Kina
Kvaliteten på den kinesiska CNC-bearbetningen har förbättrats dramatiskt under det senaste decenniet. På PTSMAKE har vi gjort stora investeringar i schweizisk och japansk utrustning för att uppnå toleranser på ±0,01 mm för de flesta applikationer. Kvaliteten kan dock variera avsevärt mellan olika tillverkare. Det är viktigt att hitta en pålitlig partner med rätt kvalitetssystem.
Förenta staterna
Amerikanska CNC-tillverkare erbjuder vanligtvis högkvalitativ produktion med utmärkt konsistens. De utmärker sig ofta inom prototyptillverkning och specialiserade applikationer som kräver snäva toleranser. Den amerikanska fördelen ligger i kombinationen av kvalitetskontrollsystem och ett problemlösande förhållningssätt till tillverkningsutmaningar.
Leveranstid och logistik
Överväganden om tid till marknaden väger ofta tyngre än rena kostnadsfaktorer:
- Kina: Produktionsledtider på 2-4 veckor, men frakt kan lägga till 3-5 veckor för sjöfrakt till Nordamerika eller Europa
- Tyskland: Vanligtvis 1-3 veckors produktion, med 3-7 dagars frakt till europeiska destinationer
- USA: Ofta 1-3 veckors produktion med 2-5 dagars inrikes frakt
För brådskande projekt där komponenter behövs snabbt är inhemsk eller regional tillverkning oftast mer förnuftig, trots potentiellt högre kostnader. Med rätt planering kan dock kinesisk tillverkning fortfarande ge utmärkt värde även med längre ledtider.
Materialtillgänglighet och specialisering
Varje tillverkningsregion har utvecklat specialiseringar baserade på lokala industrier:
- Kina: Utmärkt för aluminium, rostfritt stål, mässing och de flesta vanliga industriella material
- Tyskland: Specialiserat på exotiska legeringar, högtemperaturmaterial och precisionsbearbetning av stål
- USA: Stark inom legeringar för flyg- och rymdindustrin, material av medicinsk kvalitet och specialplaster
- Japan: Utmärker sig inom specialiserade verktyg och material för elektronik- och fordonstillämpningar
På PTSMAKE har vi utvecklat expertis inom ett brett utbud av material för att betjäna olika branscher, men jag har märkt att vissa specialiserade material kan kräva inköp från specifika länder på grund av tillgänglighet och bearbetningsexpertis.
Strategiska överväganden för specifika branscher
Utöver de allmänna faktorerna bör branschspecifika behov vägleda ditt beslut:
Flyg- och rymdindustrin samt försvar
Dessa branscher gynnas vanligtvis av tillverkning i länder med ett starkt skydd för immateriella rättigheter och etablerade kluster för flyg- och rymdtillverkning. USA och Tyskland är ledande inom detta område, även om vissa icke-kritiska komponenter kan köpas från Kina med lämpliga skyddsåtgärder.
Medicintekniska produkter
Medicintekniska komponenter kräver ofta särskilda certifieringar och dokumenterade kvalitetssystem. Tyskland, Schweiz och USA har ett mycket gott rykte inom detta område, men Kina vinner snabbt mark för vissa applikationer.
Konsumentelektronik
Elektronikekosystemet i Kina ger betydande fördelar för komponenter till konsumentelektronik. Närheten till andra tillverkningsprocesser och integrationen i leveranskedjan väger ofta tyngre än andra överväganden för denna bransch.
Hitta rätt balans
I stället för att fråga vilket land som är bäst överlag är den mer produktiva frågan: vilket land är bäst för ditt specifika projekt? Ofta innebär svaret en blandad strategi:
- Prototypframtagning lokalt för snabb iteration
- Högprecisions- eller kritiska komponenter från Tyskland eller USA
- Produktion av stora volymer eller kostnadskänslig produktion från Kina
Genom att noga överväga alla faktorer i stället för att fatta beslut som enbart baseras på offererade priser kan du utveckla en optimal tillverkningsstrategi som balanserar kostnader, kvalitet och krav på tid till marknaden.
Metoder för kvalitetsinspektion vid CNC-bearbetning av metall
Har du någonsin fått metalldelar som såg perfekta ut vid första anblicken, bara för att upptäcka kritiska dimensionsfel under monteringen? Eller ännu värre, drabbats av produktionsförseningar på grund av att komponenterna inte klarade stresstesterna trots att de var godkända vid den visuella inspektionen?
Kvalitetsinspektion inom CNC-bearbetning av metall kräver ett systematiskt tillvägagångssätt som kombinerar visuella, dimensionella och funktionella testmetoder. Genom att implementera rätt inspektionstekniker i varje produktionssteg kan tillverkarna identifiera defekter tidigt, säkerställa toleransöverensstämmelse och leverera konsekvent tillförlitliga delar.

Tekniker för visuell inspektion
Visuell inspektion fungerar som den första försvarslinjen i kvalitetskontrollen för CNC-bearbetade metalldelar. Även om det kan verka grundläggande kan en erfaren inspektör identifiera många problem innan mer avancerad testning.
Utvärdering av ytfinish
Kvaliteten på ytfinishen har stor betydelse för både funktion och estetik. När jag undersöker metalldelar letar jag efter:
- Repor, bucklor eller verktygsmärken
- Grater längs kanter och hål
- Enhetlig ytstruktur
- Korrekt färg och finish
Dålig ytfinish är inte bara ett kosmetiskt problem. Den kan orsaka förtida slitage, felaktig passform och till och med komponentfel. Jag har sett medicintekniska komponenter kasseras på grund av att mikroskopiska ytdefekter potentiellt kan hysa bakterier.
På PTSMAKE använder vi en kombination av direkt visuell inspektion under rätt belysning och profilometri2 mätningar för att säkerställa att ytfinishen uppfyller specifikationerna.
Detektering av materialdefekter
Materialfel kan vara särskilt svåra att identifiera, men är avgörande för den strukturella integriteten. Håll utkik efter:
- Sprickor eller frakturer
- Problem med porositet
- Inneslutna material
- Tecken på deformation av materialet
Dessa defekter kräver ofta förstoring för att upptäckas. Vi använder både optiska mikroskop och avancerad bildbehandling för kritiska komponenter.
Metoder för dimensionell inspektion
Måttnoggrannhet utgör hörnstenen för kvalitet inom CNC-bearbetning. Utan exakta mätningar kan även visuellt felfria delar misslyckas i tillämpningen.
Koordinatmätmaskiner (CMM)
CMM-teknik erbjuder högsta precision för komplexa geometriska mätningar. Dessa maskiner använder en prob för att skapa punktmolnsdata som kartlägger hela detaljen mot CAD-modellen.
Fördelarna med CMM-inspektion inkluderar:
- Mätnoggrannhet på mikronivå
- Förmåga att kontrollera komplexa geometrier
- Automatiserad inspektion av flera funktioner
- Detaljerad rapportering med statistisk analys
För de flyg- och rymdkomponenter vi tillverkar är CMM-verifiering inte förhandlingsbar. Precisionskraven anger ofta toleranser på ±0,005 mm, vilket endast CMM-teknik kan verifiera på ett tillförlitligt sätt.
Optiska mätsystem
För snabbare inspektionskrav är optiska mätsystem ett utmärkt alternativ:
| Typ av system | Bäst för | Typisk noggrannhet | Begränsningar |
|---|---|---|---|
| Vision-system | 2D-mätningar, små funktioner | ±0,001 mm | Begränsad till synliga ytor |
| Laserskannrar | Komplexa ytor, jämförelse av hela delar | ±0,01 mm | Reflekterande ytor kan orsaka problem |
| Strukturerat ljus | Komplett detaljgeometri, snabb scanning | ±0,02 mm | Mindre exakt än CMM |
Dessa system är särskilt värdefulla för processkontroller där hastigheten är viktig. Vi använder ofta visionsystem för att kontrollera kritiska funktioner under produktionen för att fånga upp problem innan hela detaljen färdigställs.
Manuella mätverktyg
Trots de tekniska framstegen är traditionella mätverktyg fortfarande viktiga:
- Mikrometrar för exakt mätning av tjocklek
- Kaliper för grundläggande dimensionskontroller
- Gängmått för gängade detaljer
- Höjdmätare för vertikala mätningar
Även om dessa verktyg är mindre automatiserade ger de snabb verifiering och är utmärkta för stickprovskontroller under bearbetningen.
Metoder för funktionstestning
Måttnoggrannhet garanterar inte automatiskt funktionalitet. Delar som uppfyller alla specifikationer på papperet kan ändå misslyckas i tillämpningen på grund av finesser som mätningarna kanske missar.
Test av montering
Ett av de enklaste funktionstesterna är verifiering av monteringen:
- Passningsprovning med passande komponenter
- Rörelseprovning för dynamiska sammansättningar
- Momentprovning för gängade anslutningar
- Kontroll av avstånd till rörliga delar
På PTSMAKE har vi ett bibliotek med testfixturer som är särskilt utformade för att validera funktionella krav före leverans. Detta har förhindrat otaliga potentiella fel på fältet.
Verifiering av materialegenskaper
Materialegenskaperna har en direkt inverkan på komponenternas prestanda:
- Hårdhetsprovning (Rockwell, Brinell, Vickers)
- Provning av draghållfasthet
- Utvärdering av slagtålighet
- Utmattningsprovning för cykliskt belastade delar
Materialcertifieringsprocessen börjar med verifiering av leverantören men bör även omfatta provning av färdiga delar. Värme från bearbetningsoperationer kan förändra materialegenskaperna i de påverkade zonerna.
Integration av automatiserad inspektion
Moderna CNC-bearbetningsanläggningar integrerar i allt högre grad automatiserad inspektion direkt i tillverkningsprocessen.
Mätning under pågående process
Mätsystem i processen möjliggör kvalitetsverifiering i realtid:
- Verktygsmonterade prober för dimensionskontroll
- Värmekameror för temperaturövervakning
- Vibrationssensorer för detektering av skakningar
- Övervakning av verktygsslitage med akustisk emission
Dessa system kan automatiskt justera bearbetningsparametrarna eller varna operatörerna för problem innan de leder till skrotade detaljer.
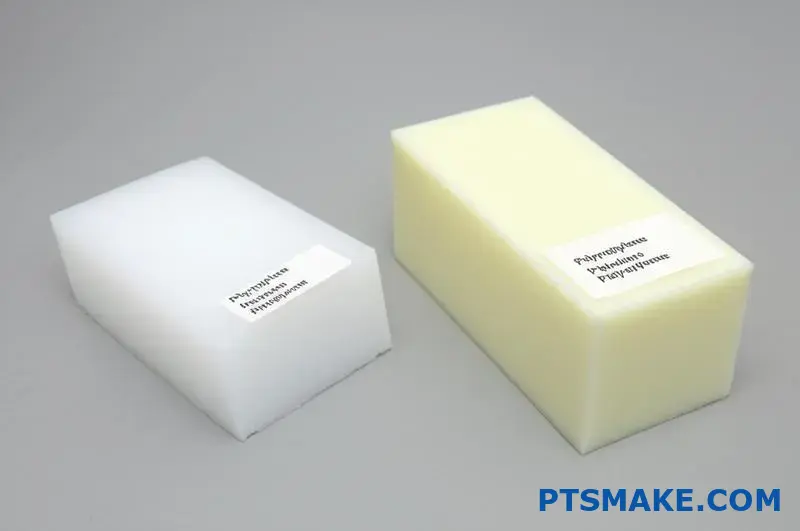
Vilka material är bäst lämpade för CNC-bearbetning av metall?
Har du någonsin suttit och stirrat på en materialvalstabell och undrat vilken metall som skulle vara idealisk för ditt CNC-projekt? Eller kanske har du fått en del som inte fungerade som förväntat eftersom materialvalet inte var helt rätt för applikationen?
De bästa materialen för CNC-bearbetning av metall beror främst på dina specifika applikationskrav. Aluminiumlegeringar erbjuder utmärkt bearbetbarhet och vikt/hållfasthetsförhållande, stål ger hållbarhet och kostnadseffektivitet, medan titan ger överlägsen styrka/vikt-prestanda för krävande applikationer.

Vanliga material som används vid CNC-bearbetning av metall
Under de år som jag har arbetat med precisionstillverkning på PTSMAKE har jag förstått hur viktigt materialvalet är för att lyckas med ett CNC-bearbetningsprojekt. Rätt material kan innebära skillnaden mellan en del som fungerar felfritt och en som går sönder i förtid.
Aluminiumlegeringar: Den mångsidiga prestandan
Aluminiumlegeringar är bland de mest populära materialen för CNC-bearbetning, och det finns goda skäl till det. Dessa lättviktsmetaller erbjuder en imponerande kombination av egenskaper som gör dem lämpliga för ett brett spektrum av applikationer.
Serierna 6000 (särskilt 6061-T6) och 7000 (t.ex. 7075-T6) är industrins arbetshästar. 6061 erbjuder god bearbetbarhet, utmärkt korrosionsbeständighet och måttlig hållfasthet, vilket gör den idealisk för allmänna tillämpningar. Samtidigt ger 7075 överlägsen styrka som kan jämföras med många stål samtidigt som aluminiumets lättviktsfördel bibehålls.
En aspekt som gör aluminium särskilt attraktivt är dess utmärkta maskinbearbetningsgrad3 - det skär lätt, ger bra ytfinhet och orsakar mindre verktygsslitage än hårdare material. Detta leder till snabbare produktionstider och lägre bearbetningskostnader.
Olika sorters stål: När styrka och hållbarhet spelar roll
Stål är fortfarande ryggraden i tillverkningen när applikationer kräver styrka, slitstyrka och hållbarhet. De många olika stållegeringar som finns tillgängliga ger en enorm flexibilitet:
- Kolstål (1018, 1045): Erbjuder god bearbetbarhet och svetsbarhet till lägre kostnader
- Legerade stål (4130, 4140): Ger förbättrad styrka och hårdhet för mer krävande applikationer
- Rostfritt stål (303, 304, 316): Ger utmärkt korrosionsbeständighet tillsammans med goda mekaniska egenskaper
På PTSMAKE arbetar vi ofta med 303 rostfritt stål när kunderna behöver en balans mellan korrosionsbeständighet och bearbetbarhet. Tillsatsen av svavel till denna legering förbättrar dess skäregenskaper avsevärt jämfört med andra rostfria sorter.
Titan: Det högpresterande alternativet
När exceptionell styrka i förhållande till vikt och korrosionsbeständighet inte är förhandlingsbart, sticker titanlegeringar ut. Flyg-, medicin- och högpresterande fordonssektorer värdesätter särskilt Ti-6Al-4V (Grade 5) för dess anmärkningsvärda egenskaper.
Titan innebär dock unika bearbetningsutmaningar:
- Låg värmeledningsförmåga leder till värmeuppbyggnad
- Arbetshärdning sker under maskinbearbetning
- Verktygsslitaget sker mycket snabbare än med andra material
Dessa faktorer gör titan ungefär 5-10 gånger dyrare att bearbeta än aluminium. På PTSMAKE har vi investerat i specialutrustning och utvecklat specifika tekniker för att effektivt bearbeta titankomponenter.
Kopparlegeringar: För elektriska och termiska tillämpningar
Koppar och dess legeringar (mässing, brons) är utmärkta i applikationer som kräver elektrisk ledningsförmåga, termisk överföring eller antimikrobiella egenskaper:
| Kopparlegering | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|
| Mässing (C360) | Utmärkt bearbetbarhet, måttlig hållfasthet | Elektriska komponenter, dekorativa beslag |
| Brons | Bra slitstyrka, låg friktion | Lager, bussningar, kugghjul |
| Ren koppar | Överlägsen elektrisk ledningsförmåga | Elektriska kontakter, kylflänsar |
Kriterier för val av rätt material
Mekaniska krav
När jag ger råd till kunder börjar jag alltid med att förstå de mekaniska kraven i deras applikation:
- Krav på hållfasthet: Kommer delen att bära belastningar? Är utmattningshållfasthet viktigt?
- Behov av hårdhet: Kommer komponenten att utsättas för nötning eller stötar?
- Överväganden om flexibilitet: Måste detaljen böjas eller vara stel?
Till exempel kan en strukturell flyg- och rymdkomponent kräva det höga förhållandet mellan styrka och vikt hos 7075 aluminium eller Ti-6Al-4V, medan ett dekorativt hölje kan vara perfekt med det mer ekonomiska 6061 aluminium.
Miljöfaktorer
Driftsmiljön har en avgörande inverkan på materialvalet:
- Korrosionsexponering: Delar som utsätts för fukt, kemikalier eller salt luft kräver material med inneboende korrosionsbeständighet som rostfritt stål eller kan behöva skyddsbehandlingar
- Temperaturområde: Material fungerar olika bra vid extrema temperaturer - det som fungerar i rumstemperatur kan gå sönder i extrem värme eller kyla
- UV- och väderexponering: Vissa tillämpningar kräver material som inte bryts ned av solen
Ekonomiska överväganden
Budgetfrågor påverkar alltid materialvalen. Tänk på dessa kostnadsfaktorer:
- Kostnader för råmaterial: Titan kan kosta 5-10 gånger mer än aluminium
- Bearbetningssvårigheter: Hårdare material kräver mer tid, specialverktyg och orsakar mer verktygsslitage
- Krav på efterbearbetning: Vissa material behöver värmebehandling, ytbehandling eller andra sekundära bearbetningar
Materialspecifika bearbetningsöverväganden
Kapacitet för ytfinish
Olika material reagerar unikt på bearbetningsprocesser, vilket påverkar den uppnåeliga ytfinishen:
- Aluminium: Kan uppnå utmärkt ytfinish (så fin som 0,8 μm Ra) relativt enkelt
- Rostfritt stål: Kräver en mer försiktig metod för att uppnå fin finish (typiskt 1,6 μm Ra)
- Titan: Utmaningar vid finbearbetning på grund av dess dåliga värmeledningsförmåga
Dimensionella toleranser
Materialvalet påverkar den precisionsnivå som du realistiskt kan uppnå:
- Aluminium: Håller snäva toleranser väl (+/- 0,025 mm) men har en högre värmeutvidgningskoefficient
- Stål: Bibehåller dimensionell stabilitet under temperaturfluktuationer
- Kopparlegeringar: Kan vara utmanande för mycket exakta arbeten på grund av materialets mjukhet
Branschspecifika materialpreferenser
Efter att ha arbetat med kunder i flera olika branscher har jag sett tydliga mönster i materialvalen:
- Flyg- och rymdindustrin: Föredrar aluminium 7075, 2024, titanlegeringar och specialstål
- Medicinsk: Använder i första hand rostfritt stål 316L, titan och aluminium av medicinsk kvalitet
- Fordon: Använder en blandning av aluminiumlegeringar, stål och ibland titan för högpresterande applikationer
- Elektronik: Föredrar aluminium för höljen och kopparlegeringar för ledande komponenter
På PTSMAKE håller vi lager av dessa vanligt förekommande material för att säkerställa snabbare leveranstider för våra kunder.
Kostnadsoptimeringsstrategier för CNC-bearbetning av metall och material
Har du någonsin kommit på dig själv med att rynka på näsan åt materialkostnadsfördelningen för ditt CNC-bearbetningsprojekt? Har du undrat varför vissa material driver upp dina kostnader så dramatiskt medan andra kan vara mer ekonomiska val för din applikation?
För att optimera materialkostnaderna i projekt för CNC-bearbetning av metall ska du välja lämpliga material baserat på faktiska prestandabehov snarare än tradition, överväga alternativa material med liknande egenskaper och använda materialeffektiva designprinciper. Rätt materialval kan minska kostnaderna med 20-30% utan att kompromissa med kvaliteten.

Förståelse för materialkostnadsfaktorer vid CNC-bearbetning
Materialval påverkar avsevärt dina totala projektkostnader inom CNC-bearbetning av metall. Råmaterialet kan stå för 40-60% av den totala projektkostnaden, vilket gör det till en av de mest kritiska kostnadsfaktorerna att optimera. Under de år jag har arbetat med kunder på PTSMAKE har jag upptäckt att många ingenjörer och konstruktörer förbiser viktiga aspekter när de väljer material.
Viktiga kostnadselement för metallmaterial
Materialkostnaderna vid CNC-bearbetning handlar inte bara om priset per kilo eller pund. Flera faktorer bidrar till den totala materialkostnaden:
- Kostnad för basmaterial: Marknadspriset på råmetallen
- Bearbetbarhet: Hur lätt materialet kan skäras (påverkar bearbetningstid och verktygsslitage)
- Tillgänglighet för material: Vanliga material är vanligtvis billigare än speciallegeringar
- Minsta orderkvantiteter: Vissa material kräver större inköp
- Skrotvärde: Vissa material har bättre återvinningsvärde än andra
Strategiskt materialval för kostnadsreducering
En av de mest effektiva strategier som jag rekommenderar är att välja material utifrån faktiska prestandakrav i stället för att utgå från vad som traditionellt används. I många projekt används onödigt dyra material när mer ekonomiska alternativ skulle fungera tillräckligt bra.
Jämförelsetabell för materialkostnader
| Material | Relativ kostnad | Bearbetbarhet | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|---|---|
| Aluminium 6061 | $ | Utmärkt | Lättvikt, korrosionsbeständig | Konsumentprodukter, inventarier |
| Aluminium 7075 | $$ | Bra | Högt förhållande mellan styrka och vikt | Flyg- och rymdindustrin, delar med höga påfrestningar |
| Mässing | $$ | Utmärkt | God elektrisk ledningsförmåga | Elektriska komponenter, dekorativa delar |
| Milt stål | $ | Bra | Prisvärd styrka | Strukturella komponenter, konsoler |
| Rostfritt stål 303 | $$ | Bra | Korrosionsbeständighet | Utrustning för livsmedelsbearbetning, medicinsk |
| Rostfritt stål 316 | $$$ | Måttlig | Överlägsen korrosionsbeständighet | Marina tillämpningar, kemisk utrustning |
| Titan | $$$$$ | Dålig | Högsta förhållandet mellan styrka och vikt | Flyg- och rymdindustrin, medicinska implantat |
Strategier för ersättning av material
En metod som jag framgångsrikt har implementerat hos kunder är att hitta kostnadseffektiva materialersättningar. En kund använde till exempel titan till en komponent som inte behövde dess exceptionella egenskaper. Genom att byta till 7075 aluminium med lämplig ytbehandling minskade vi materialkostnaderna med 65% samtidigt som prestandakraven bibehölls.
När du överväger att byta ut material ska du fokusera på:
- Faktiska mekaniska krav: Ofta innehåller specifikationerna onödiga säkerhetsmarginaler
- Miljöexponering: Ibland fungerar billigare material med lämpliga ytbeläggningar bra
- Sekundära operationer: Värmebehandling och ytfinish kan förbättra egenskaperna hos billigare basmaterial
- Materialets sträckgräns4: Analysera noggrant om du överkonstruerar delen
Designoptimering för materialeffektivitet
Utöver materialval påverkar även hur du konstruerar dina delar materialkostnaderna avsevärt. Jag rekommenderar dessa designmetoder:
Minska volymen av råmaterial
- Pocketing av icke-kritiska områden: Ta bort material där hållfasthet inte behövs
- Optimera väggtjockleken: Tunna väggar där så är möjligt minskar materialanvändningen
- Användning av ribbor och kilar: Ger styrka med mindre material än solida sektioner
- Design med nära nätform: Konstruera delar för att minimera materialavverkning
Standardisera materialval
Organisationer använder ofta olika material i liknande projekt i onödan. Genom att standardisera på en mindre uppsättning material kan du:
- Förhandla fram bättre volympriser med leverantörer
- Minska kostnaderna för lagerhållning
- Minimera antalet materialbyten i produktionen
Avancerade materialkostnadsbesparande tekniker
För mer sofistikerad kostnadsoptimering kan du överväga dessa metoder:
Konstruktioner med flera material
I vissa fall kan det vara kostnadseffektivt att kombinera olika material. Om man t.ex. använder aluminium för huvudstrukturen och stålinsatser för områden med högt slitage kan man optimera både kostnad och prestanda.
Certifieringar och krav på material
Ibland kräver projektspecifikationer dyra materialcertifieringar som kanske inte är nödvändiga. Granska certifieringskraven för att säkerställa att du inte betalar för dokumentation som du inte behöver.
Överväganden om ledtid
Materialtillgänglighet påverkar kostnaderna på mindre uppenbara sätt. Lättillgängligt material kostar inte bara mindre utan minskar också ledtider och lagerbehov. På PTSMAKE lagerhåller vi vanligt förekommande material för att hjälpa våra kunder att undvika extrakostnader och långa ledtider.
Genom att strategiskt närma dig materialval och design kan du vanligtvis minska materialkostnaderna med 20-30% utan att kompromissa med kvaliteten eller prestandan hos dina CNC-bearbetade delar. Dessa strategier för optimering av materialkostnader fungerar bäst när de implementeras tidigt i designprocessen snarare än som eftertanke.
Vilka branscher drar mest nytta av CNC-bearbetning av metall?
Har du någonsin undrat varför vissa branscher verkar dominera marknaden för CNC-bearbetning av metall? Eller kanske har du kämpat för att avgöra om din specifika sektor verkligen kan dra nytta av precisionsbearbetningsteknik? Konkurrensen om avancerade tillverkningsresurser är intensiv, och det kan vara avgörande att veta var din bransch står.
CNC-bearbetning av metall ger ett exceptionellt värde för flyg-, fordons-, medicin-, elektronik-, försvars- och energisektorerna genom sin oöverträffade precision, mångsidighet i material och förmåga att producera komplexa geometrier. Dessa branscher är beroende av högpresterande komponenter som uppfyller strikta myndighetskrav och samtidigt bibehåller driftsäkerheten.

Flyg- och rymdindustrin: Där precision möter säkerhet
Flygindustrin är kanske den mest krävande tillämpningen för CNC-bearbetning av metall. När jag arbetar med kunder inom flyg- och rymdindustrin på PTSMAKE slås jag alltid av deras höga krav.
Kritiska tillämpningar inom flyg- och rymdindustrin
Komponenter inom flyg- och rymdindustrin måste fungera felfritt under extrema förhållanden och samtidigt ha lägsta möjliga vikt. Detta paradoxala krav gör CNC-bearbetning oumbärlig för produktionen:
- Turbinblad med komplexa profilgeometrier
- Lättviktiga strukturella komponenter med optimerad materialfördelning
- Bränslesystemkomponenter som kräver absolut precision
- Landningsställskomponenter som måste klara enorma påfrestningscykler
Förmåga att bearbeta titanlegeringar5 och andra specialiserade flygplansmaterial med snäva toleranser (ofta ±0,0005 tum) gör CNC-bearbetning oersättlig i denna sektor. Dessutom kräver flygcertifieringar som AS9100 omfattande dokumentation av tillverkningsprocesser - något som moderna CNC-system är utmärkta på att tillhandahålla.
Medicinsk: Livräddande precision
Den medicintekniska industrin har stor nytta av CNC-bearbetning av metall. Jag har själv sett hur precisionsbearbetade komponenter möjliggör banbrytande medicinsk teknik.
Krav på medicinsk komponent
Efterfrågan på medicinska implantat och kirurgiska instrument:
- Biokompatibilitet (kräver ofta speciallegeringar som titan eller rostfritt stål av medicinsk kvalitet)
- Extremt exakta funktioner för korrekt passform och funktion
- Ytbehandlingar som uppfyller specifika krav på biologisk respons
- Konsekvent kvalitet för att uppfylla FDA:s och andra myndigheters krav
Ortopediska implantat är ett utmärkt exempel på CNC-bearbetningens värde. Dessa komponenter måste passa perfekt till människans anatomi och samtidigt ge strukturell integritet under många års användning i människokroppen. Toleranserna mäts i mikrometer, inte millimeter.
Fordon: Prestanda och skalbarhet
Fordonsindustrin använder CNC-bearbetning av metall för både prototyputveckling och produktion av komponenter. Denna sektor värdesätter särskilt den flexibilitet som CNC erbjuder.
Tillämpningar för fordonsindustrin Tabell
| Komponenttyp | Viktiga krav | Fördelar med CNC-bearbetning |
|---|---|---|
| Motorkomponenter | Värmebeständighet, exakta toleranser | Förmåga att bearbeta härdade material med jämn kvalitet |
| Högpresterande delar | Komplexa geometrier, viktoptimering | Designfrihet, flexibilitet i materialval |
| Prototypdelar | Snabb handläggning, iteration av design | Inga verktygskostnader för små serier, enkla modifieringar |
| Fixtur & verktyg | Hållbarhet, precision | Lång livslängd, perfekt passform med anslutande komponenter |
I högpresterande fordonstillämpningar drar komponenter som anpassade cylinderhuvuden eller specialiserade drivlinedelar stor nytta av CNC-bearbetningens förmåga att producera komplexa inre passager och exakta kontaktytor.
Försvar och militär: Tillförlitlighet under press
Försvarstillämpningar representerar en annan sektor där fördelarna med CNC-bearbetning av metall är betydande. Militär utrustning måste fungera felfritt under extrema förhållanden.
Krav för militära grader
Försvarskomponenter kräver vanligtvis:
- Förbättrad hållbarhet i tuffa miljöer
- Precision som säkerställer vapensystemets noggrannhet
- Spårbarhet för varje komponents tillverkningshistorik
- Förmåga att bearbeta exotiska, högpresterande legeringar
Jag har arbetat med försvarsprojekt där komponenterna måste tåla extrema temperaturvariationer samtidigt som de måste hålla exakta toleranser - en perfekt tillämpning för CNC-bearbetningens möjligheter.
Elektronik och telekommunikation: Mästare i miniatyrisering
Elektronikindustrin förlitar sig alltmer på CNC-bearbetning av metall för både prototyper och produktionsdelar. I takt med att de elektroniska enheterna blir mer kompakta kräver höljen och strukturella komponenter större precision.
Överväganden om elektroniskt hölje
Krav på modern elektronik:
- Funktioner för värmehantering (kylflänsar, ventilationsmönster)
- EMI/RFI-avskärmningskapacitet
- Exakta monteringspunkter för kretskort och komponenter
- Estetiska ytbehandlingar för konsumentprodukter
På PTSMAKE har vi sett en växande efterfrågan på aluminiumkapslingar med komplexa interna funktioner som endast kan produceras ekonomiskt genom CNC-bearbetning.
Energisektorn: Hållbarhet möter effektivitet
Olja, gas, förnybar energi och kraftgenerering har alla stor nytta av CNC-bearbetade metallkomponenter. Dessa industrier använder utrustning under några av de mest utmanande förhållanden som kan tänkas.
Höjdpunkter för energiapplikationer
- Komponenter för borrning i borrhål som kräver exotiska legeringar och extrem hållbarhet
- Vindkraftverkskomponenter med komplexa geometrier för optimal effektivitet
- Delar till kärnkraftsindustrin med krav på nolldefekttolerans
- Komponenter till solföljningssystem som kräver väderbeständighet och precision
Den röda tråden i dessa branscher är behovet av kompromisslös kvalitet. När komponentfel kan innebära miljökatastrofer eller strömavbrott som drabbar tusentals människor, blir precisionen och tillförlitligheten hos CNC-bearbetning ovärderlig.
CNC-bearbetning av metall vs. 3D-utskrift: Marknadstrender och framtidsutsikter?
Har du någonsin undrat vilken tillverkningsteknik som växer snabbast? Både CNC-bearbetning av metall och 3D-utskrifter utvecklas snabbt, men beslutet om vilken teknik man ska investera i kan vara överväldigande. Marknadstrenderna skiftar och för att ligga steget före gäller det att förstå inte bara dagens möjligheter utan även morgondagens potential.
Marknaderna för CNC-bearbetning av metall och 3D-printing utvecklas i olika takt, där additiv tillverkning växer med cirka 20% årligen jämfört med CNC:s stabila 5-7%. CNC-bearbetning dominerar dock fortfarande i marknadsstorlek, med ett globalt värde som överstiger $80 miljarder jämfört med $10 miljarder för 3D-printing i metall.
Det aktuella landskapet för tillverkningsteknik
Marknaden för tillverkningsteknik genomgår fascinerande förändringar när både CNC-bearbetning av metall och 3D-printing utvecklas i olika riktningar. Under hela mitt arbete med tillverkningsteknik på PTSMAKE har jag observerat dessa trender på nära håll och hjälpt kunder att navigera i detta föränderliga landskap.
Traditionell CNC-bearbetning är fortfarande hörnstenen i metalltillverkningen och behåller sin position som den dominerande produktionsmetoden med ett globalt marknadsvärde på cirka $83 miljarder. Denna mogna teknik fortsätter att växa stadigt med 5-7% per år, drivet av pågående innovationer inom automation, fleraxlig kapacitet och smart tillverkningsintegration.
3D-printing i metall är däremot ett mer dynamiskt marknadssegment. Även om det är mindre i absolut storlek (cirka $10-12 miljarder globalt), upplever det en mycket snabbare tillväxt på 15-25% årligen. Denna snabba expansion drivs på av kontinuerliga innovationer inom material, processtillförlitlighet och sjunkande utrustningskostnader.
Mönster för antagande inom industrin
Olika branscher anammar dessa teknologier i varierande takt, vilket skapar intressanta mönster på den övergripande marknaden:
Flyg- och rymdindustrin visar vägen
Flyg- och rymdindustrin har blivit den tidig användare6 för additiv tillverkning av metall, i synnerhet för komplexa komponenter som bränslemunstycken, turbinblad och strukturella fästen. Möjligheten att minska vikten och samtidigt bibehålla styrkan ger övertygande fördelar för flygtillämpningar. På PTSMAKE har vi tillverkat många flyg- och rymdkomponenter med båda teknikerna, vilket gör att jag direkt kan bevittna denna omvandling.
Fordonssektorns balanserade strategi
Fordonssektorn uppvisar en mer balanserad strategi. Medan högvolymproduktion fortfarande är starkt beroende av traditionell CNC-bearbetning (där vi levererar många precisionskomponenter till kunder inom fordonsindustrin), vinner 3D-printing mark för specialiserade applikationer som kundanpassade verktyg, jiggar och fixturer. Prestationsinriktade racingteam uppskattar särskilt den designfrihet som additiv tillverkning ger för specialiserade delar.
Revolution inom medicinteknik för personlig anpassning
Medicinsk tillverkning uppvisar ett av de mest intressanta användningsmönstren. Möjligheten att skapa patientspecifika implantat och kirurgiska guider har revolutionerat vissa medicinska procedurer. De strikta regulatoriska kraven innebär dock att traditionell CNC-bearbetning fortfarande är nödvändig för många standardiserade medicinska komponenter där etablerade valideringsprocesser redan finns på plats.
Investeringstrender och kapitalutgifter
När man granskar marknadstrender berättar kapitalinvesteringar en viktig historia:
| Teknik | Initial investering | Operativa kostnader | ROI-tidslinje | Tillväxt på marknaden |
|---|---|---|---|---|
| CNC-bearbetning | $100K-$500K+ | Måttlig-Hög | 2-5 år | 5-7% årligen |
| 3D-utskrift av metall | $200K-$1M+ | Hög | 3-7 år | 15-25% årligen |
Investeringsmönstren avslöjar en intressant dynamik. Traditionella metalltillverkningsföretag lägger i allt högre grad till additiv kapacitet till sina befintliga CNC-verksamheter snarare än att ersätta dem helt. Denna hybridstrategi gör det möjligt för tillverkarna att utnyttja styrkorna hos båda teknikerna.
Utvecklingen på materialmarknaden
Materialmarknaden som stöder dessa tekniker utvecklas på ett fascinerande sätt:
Trender för CNC-material
För CNC-bearbetning ser vi en ökad efterfrågan på:
- Högpresterande legeringar (titan, Inconel, specialiserade rostfria stål)
- Hållbara och återvinningsbara material
- Precisionstillverkat råmaterial med förbättrad konsistens
Utveckling av material för 3D-utskrift
Marknaden för metallpulver för additiv tillverkning är under stark utveckling:
- Snabbt växande materialutbud (nu över 80 kommersiella metallegeringar)
- Sjunkande kostnader i takt med att produktionen skalas upp (men fortfarande premiumpris)
- Förbättrade kvalitetsstandarder och certifieringsprocesser
På PTSMAKE har vi utökat vårt materialutbud för att tillgodose dessa trender och säkerställa att våra kunder har tillgång till de senaste alternativen oavsett vilken tillverkningsmetod de väljer.
Framtida teknikkonvergens
Den kanske mest intressanta marknadstrenden är den ökande konvergensen mellan dessa tekniker. Vi ser hybridmaskiner som kombinerar additiva och subtraktiva processer, vilket gör att delar kan 3D-printas och sedan precisionsbearbetas med CNC-operationer i en enda installation.
Denna konvergens representerar framtiden för metalltillverkning - inte ett antingen/eller-förslag, utan snarare ett integrerat tillvägagångssätt som utnyttjar styrkorna hos varje teknik. Marknaden reagerar med ökade investeringar i dessa hybridlösningar, som jag tror kommer att definiera nästa generations metalltillverkning.
Regionala marknadsvariationer
Användningen av dessa tekniker varierar kraftigt mellan olika regioner:
- Nordamerika och Europa är ledande inom båda teknikområdena, men investerar mer i forskning och utveckling inom 3D-printing för metall
- Asien (särskilt Kina) dominerar inom traditionell CNC-maskintillverkning men ökar snabbt kapaciteten för additiv tillverkning
- Tillväxtmarknader fokuserar vanligtvis på etablerad CNC-teknik innan de expanderar till additiv tillverkning
Dessa regionala variationer skapar intressanta möjligheter för globala tillverkningsföretag som PTSMAKE, som kan dra nytta av olika kapacitet i olika regioner.
Vilka ytbehandlingar finns tillgängliga för CNC-bearbetade metalldelar?
Har du någonsin kämpat med att välja rätt ytfinish för dina metalldelar? Det överväldigande antalet alternativ kan få dig att tvivla på dina beslut, vilket kan äventyra både estetik och funktionalitet hos din slutprodukt.
Ytbehandlingar för CNC-bearbetade metalldelar omfattar blästring, anodisering, pulverlackering, borstning, polering, plätering, svartoxidering och passivering. Varje ytbehandling ger unika fördelar när det gäller utseende, korrosionsbeständighet och funktionalitet beroende på dina specifika applikationskrav.

Vanliga ytbehandlingar för CNC-bearbetade metalldelar
När det gäller CNC-bearbetade metalldelar är ytfinishen mycket mer än bara estetik. Den har en direkt inverkan på funktionalitet, hållbarhet och till och med tillverkningskostnader. Genom min erfarenhet på PTSMAKE har jag insett att valet av rätt ytfinish kräver att man balanserar tekniska krav med praktiska överväganden.
Mekaniska ytbehandlingar
Mekaniska ytbehandlingar förändrar ytan på fysikalisk väg och ändrar både utseende och egenskaper.
Pärlblästring
Pärlblästring skapar en enhetlig matt yta genom att små glas- eller keramikpärlor skjuts mot metallytan under högt tryck. Denna process:
- Tar bort bearbetningsmärken och mindre ojämnheter
- Skapar en jämn, icke-reflekterande yta
- Förbättrar vidhäftningen av färg för efterföljande ytbehandling
- Fungerar särskilt bra med delar i aluminium och rostfritt stål
Vi rekommenderar ofta blästring för delar som behöver ett professionellt, icke-distraherande utseende utan den högre kostnaden för polering.
Borstning/Brushed Finish
En borstad yta innebär att man använder slipband eller slipskivor för att skapa fina, parallella linjer på metallytan. Detta ger:
- Ett distinkt riktningsmönster
- Minskad ljusreflektion jämfört med polerade ytor
- Bra skydd mot fingeravtryck och repor
- En industriell, modern estetik
Elektronikkabinett och arkitektoniska komponenter drar ofta nytta av borstad yta på grund av dess balans mellan visuellt tilltal och praktiska egenskaper.
Polering
Vid polering används allt finare slipmedel för att skapa en spegelblank yta. Processen kan uppnå flera nivåer av förfining:
| Polsk kvalitet | Beskrivning | Typiska tillämpningar |
|---|---|---|
| Matt polish | Slät men inte reflekterande | Industrikomponenter, maskindelar |
| Semi-blank polering | Måttlig reflektionsförmåga | Konsumentprodukter, medicintekniska produkter |
| Spegelpolerad | Högreflekterande | Lyxvaror, optiska komponenter |
Polering är arbetsintensivt och ökar kostnaderna, men ger oöverträffad ytans reflektionsförmåga7 för applikationer där estetik är av största vikt.
Kemiska ytbehandlingar
Kemiska processer förändrar både metallers ytutseende och materialegenskaper.
Anodisering (för aluminium)
Anodisering skapar ett hårt oxidskikt på aluminium genom en elektrokemisk process. Viktiga fördelar inkluderar:
- Förbättrad korrosions- och slitstyrka
- Möjlighet att lägga till livfulla, hållbara färger
- Elektriska isoleringsegenskaper
- Icke-ledande ytskikt
På PTSMAKE erbjuder vi anodisering av typ II och typ III (hård) med olika färgalternativ. Typ III ger överlägsen hårdhet men begränsar färgvalet till svart eller natur.
Svart oxid (för stål)
Svartoxid skapar en svart ytkonverteringsbeläggning som:
- Ger mild korrosionsbeständighet
- Bibehåller måttnoggrannheten (lägger till minimal tjocklek)
- Minskar ljusreflektion
- Förbättrar oljebehållningen för rörliga delar
Denna kostnadseffektiva ytbehandling är idealisk för invändiga komponenter där utseendet är sekundärt i förhållande till ett lätt korrosionsskydd.
Passivering (för rostfritt stål)
Passivering avlägsnar fritt järn från ytan på rostfritt stål och förbättrar dess naturliga korrosionsbeständighet genom:
- Skapande av ett skyddande oxidskikt
- Förhindrar rostbildning
- Bevara det naturliga utseendet
- Uppfyller regulatoriska krav för medicin- och livsmedelsapplikationer
Tillämpade ytbeläggningar
Applicerade beläggningar lägger till materialskikt på basmetallen för förbättrade egenskaper.
Pulverlackering
Vid pulverlackering appliceras elektrostatiskt laddade pulverpartiklar som sedan härdas med värme. Denna process levererar:
- Utmärkt hållbarhet och slagtålighet
- Tjock, jämn täckning
- Många färg- och texturalternativ
- Överlägsen miljötålighet
För utomhusutrustning och konsumentprodukter erbjuder pulverlackering ett exceptionellt skydd med estetisk mångsidighet.
Plätering (nickel, krom, zink)
Vid metallplätering läggs ett tunt lager av en annan metall på grundmaterialet:
| Pläteringstyp | Viktiga fördelar | Vanliga tillämpningar |
|---|---|---|
| Nickel | Korrosionsbeständighet, hårdhet | Industriella komponenter, dekorativa beslag |
| Krom | Slitstyrka, låg friktion | Bildelar, hydrauliska komponenter |
| Zink | Korrosionsskydd genom uppoffring | Fästelement, utrustning för utomhusbruk |
Välja rätt ytfinish
Den optimala ytfinishen beror på flera faktorer:
- Miljö: Kommer delen att utsättas för fukt, kemikalier eller UV-ljus?
- Funktionalitet: Kräver ytan särskilda friktions-, elektriska eller termiska egenskaper?
- Estetiska krav: Är utseendet avgörande för applikationen?
- Budgetrestriktioner: Vissa ytbehandlingar har en betydande inverkan på den totala kostnaden för detaljen
- Regulatorisk efterlevnad: Medicinska applikationer och livsmedelsapplikationer har strikta krav på ytbehandling
Jag råder alltid mina kunder att ta hänsyn till produktens hela livscykel när de väljer ytbehandling. En bilkomponent som kräver exceptionell korrosionsbeständighet kan motivera kostnaden för nickelplätering, medan ett invändigt fäste kanske bara behöver behandlas med svartoxid.
På PTSMAKE ger vi råd om val av ytbehandling baserat på dina specifika applikationskrav, vilket hjälper dig att balansera prestandabehov med produktionsbudgetar. Rätt ytbehandling förhöjer inte bara utseendet på din detalj utan kan också dramatiskt förlänga dess livslängd och funktionalitet.
Utvärdering av leverantörens meritlista: Rykte och erfarenhet?
Har du någonsin investerat tid och resurser i ett CNC-bearbetningsprojekt, bara för att bli besviken över undermålig kvalitet, missade deadlines eller oväntade kostnader? Frustrationen över att inse att du har samarbetat med fel leverantör kan försena ditt projekt med veckor eller till och med månader.
När man utvärderar leverantörer av CNC-bearbetning av metall talar deras meritlista volymer om deras tillförlitlighet. Leta efter leverantörer med omfattande branscherfarenhet, positiva kundutlåtanden och en portfölj med framgångsrikt genomförda projekt som liknar ditt. Deras historia förutspår ofta din framtida tillfredsställelse.

Betydelsen av leverantörshistorik
En leverantörs meritlista är en av de mest talande indikatorerna på deras förmåga att hålla vad de lovar. I mitt arbete på PTSMAKE har jag märkt att kunder som grundligt undersöker en leverantörs historia innan de binder sig tenderar att uppleva smidigare projekt med färre komplikationer.
Antal år i branschen
En CNC-bearbetningsleverantörs livslängd i branschen korrelerar ofta med deras stabilitet och expertis. Företag som har klarat av ekonomiska fluktuationer och branschförändringar har vanligtvis det:
- Förfinat sina produktionsprocesser
- Utvecklad problemlösningsförmåga
- Bygga stabila leveranskedjor
- Ackumulerad teknisk kunskap
Men avfärda inte nyare företag helt och hållet. Vissa yngre leverantörer kan tillföra innovation och flexibilitet som etablerade aktörer ibland saknar. Det viktigaste är att undersöka ledarskapsteamets erfarenhet och deras tillväxtbana sedan etableringen.
Analys av kundportföljen
En genomgång av leverantörens kundbas ger en inblick i deras kapacitet och branschfokus. När du utvärderar en potentiell partner för CNC-bearbetning av metall, fråga:
- Har de kunder inom din specifika bransch?
- Har de arbetat med företag av liknande storlek som ert?
- Kan de hantera projekt med jämförbar komplexitet?
En leverantör med erfarenhet av din bransch kommer att förstå dina specifika krav, regelverk och kvalitetsstandarder. På PTSMAKE har vi en mångsidig kundportfölj som spänner över flyg-, fordons- och medicinindustrin, vilket har gett oss en mångsidig kapacitet som kan översättas till olika sektorer.
Reputation Management
Vittnesmål och recensioner från kunder
Kundfeedback ger en ofiltrerad inblick i en leverantörs prestationer. Se bortom de vittnesmål som finns på leverantörens webbplats och sök efter:
- Oberoende granskningsplattformar
- Forum för industrin
- Feedback från sociala medier
- Fallstudier med mätbara resultat
Var särskilt uppmärksam på hur leverantören reagerar på negativ feedback. Ett företag som tar itu med problem på ett professionellt sätt visar att det är engagerat i förbättringar och kundnöjdhet.
Erkännande av branschen
Utmärkelser, certifieringar och erkännande inom branschen kan ge en objektiv validering av en leverantörs kapacitet. Håll utkik efter:
- ISO-certifieringar (särskilt ISO 9001)
- Branschspecifika certifieringar
- Kvalitetsutmärkelser
- Erkännande från branschorganisationer
Dessa referenser visar leverantörens engagemang för att upprätthålla branschstandarder och kontinuerligt förbättra sina processer.
Utvärdering av teknisk expertis
Den teknisk skicklighet8 hos en leverantör av CNC-bearbetning har en direkt inverkan på kvaliteten på dina delar. Utvärdera deras expertis genom:
Materiell erfarenhet
Olika metaller kräver specifika bearbetningsmetoder. Fråga potentiella leverantörer om deras erfarenhet av exakt de material som ditt projekt kräver. En heltäckande leverantör bör kunna arbeta med:
| Materialkategori | Exempel | Särskilda överväganden |
|---|---|---|
| Aluminiumlegeringar | 6061, 7075 | Värmebehandling, ytfinish |
| Rostfritt stål | 303, 304, 316 | Arbetshärdning, verktygsslitage |
| Verktygsstål | A2, D2, H13 | Hårdhet, dimensionsstabilitet |
| Kopparlegeringar | C360, C110 | Termiska egenskaper, chipkontroll |
| Titan | Klass 5 (Ti-6Al-4V) | Värmehantering, val av verktyg |
Utrustning och teknik
En leverantörs maskiner och teknik har en direkt inverkan på deras kapacitet. Under mina besök hos potentiella partners gör jag alltid en bedömning:
- CNC-maskinernas ålder och skick
- Maskintyper (3-axliga, 5-axliga, fleraxliga)
- Funktioner i CAD/CAM-programvara
- Utrustning för kvalitetskontroll
- Automatiseringsnivå
Modern utrustning innebär i regel bättre precision, konsekvens och effektivitet. Väl underhållna äldre maskiner som sköts av skickliga maskinister kan dock fortfarande ge utmärkta resultat.
Förmåga till problemlösning
Hur en leverantör hanterar utmaningar avslöjar mycket om deras professionalism och expertis. Fråga om:
- Tidigare projektkomplikationer och deras lösningar
- Förslag på designförbättringar som de har gjort
- Kvalitetsproblem som de har stött på och övervunnit
- Deras inställning till brådskande krav på tidslinjer
Leverantörer som kan ge specifika exempel på problemlösning visar på erfarenhet och öppenhet. På PTSMAKE har vi detaljerade fallstudier av utmanande projekt som visar hur vårt ingenjörsteam arbetar med problemlösning.
Kommunikationspraxis
Effektiv kommunikation skiljer ofta exceptionella leverantörer från helt adekvata. Utvärdera:
- Svarstid på förfrågningar
- Tydlighet i den information som tillhandahålls
- Villighet att förklara tekniska detaljer
- Teknisk personal tillgänglig för konsultationer
- Kommunikationsverktyg och projektledningssystem
En leverantör som kommunicerar proaktivt och tydligt under offertprocessen kommer sannolikt att upprätthålla den standarden under hela projektet. Denna öppenhet minskar risken för missförstånd och hjälper till att förhindra kostsamma fel.
Kom ihåg att utvärdering av en leverantörs meritlista kräver att man balanserar kvantitativa mätvärden med kvalitativa bedömningar. Den idealiska partnern för CNC-bearbetning av metall kombinerar teknisk expertis med tillförlitlighet och professionell integritet - egenskaper som blir uppenbara genom en noggrann utvärdering av deras historia och rykte.
Vilka konstruktionsaspekter förhindrar fel vid CNC-bearbetning av metall?
Har du någonsin fått CNC-bearbetade delar som inte passade till din montering? Eller sett en lovande prototyp misslyckas på grund av omärkliga bearbetningsfel? Frustrationen över bortkastat material, spräckta budgetar och missade deadlines kan förvandla ett enkelt metallbearbetningsprojekt till en kostsam mardröm.
För att förhindra fel vid CNC-bearbetning av metall krävs genomtänkta konstruktionsöverväganden, inklusive lämpliga toleranser, enhetliga väggtjocklekar, undvikande av vassa inre hörn, utformning för korrekt verktygsåtkomst och beaktande av materialegenskaper. Dessa designelement minimerar problemen innan de når produktionsgolvet.

Förstå designens inverkan på förebyggande av fel
När det gäller CNC-bearbetning av metall handlar design inte bara om estetik eller funktionalitet - det är din första försvarslinje mot tillverkningsfel. Under de år jag har arbetat med precisionstillverkning på PTSMAKE har jag observerat att ungefär 70% av bearbetningsproblemen kan spåras tillbaka till designproblem snarare än maskin- eller operatörsfel.
Förhållandet mellan design och förebyggande av fel är enkelt: en detalj som är designad med tanke på tillverkningsbegränsningar kommer att stöta på färre problem under produktionen. Detta koncept, som kallas Design för tillverkningsbarhet9innebär en proaktiv strategi snarare än en reaktiv felsökning efter att problem har uppstått.
Kritiska toleransöverväganden
Specificering av lämpliga toleranser
Ett av de vanligaste misstagen jag ser är att man överspecificerar toleranser. Även om det kan verka säkrare att begära snävast möjliga toleranser för alla dimensioner, ökar detta tillvägagångssätt dramatiskt kostnaderna och produktionstiden.
Jag rekommenderar att man använder en differentierad metod för toleranser:
- ±0,005" (±0,127 mm) för allmänna mått
- ±0,002" (±0,0508 mm) för anslutande ytor
- ±0,0005" (±0,0127 mm) endast när det är absolut nödvändigt
På PTSMAKE har vi kommit fram till att en noggrann analys av vilka ytor som verkligen kräver snäva toleranser kan minska bearbetningskostnaderna med 15-30% utan att kompromissa med funktionaliteten.
Val av datum och implementering av GD&T
Korrekt val av nollpunkt utgör grunden för noggrann maskinbearbetning. Tänk på följande när du konstruerar din detalj:
- Vilka ytor kommer i kontakt med andra komponenter?
- Vilken är den mest stabila orienteringen för maskinbearbetning?
- Hur ska detaljen mätas för kvalitetskontroll?
Geometrisk dimensionering och tolerans (GD&T) ger ett systematiskt tillvägagångssätt för att kommunicera komplexa konstruktionskrav. Även om det kräver mer arbete med konstruktionen i förväg leder det till färre tolkningsfel under tillverkningen.
Geometriska designfunktioner som minskar antalet fel
Väggtjocklek och styvhet
En jämn väggtjocklek i hela konstruktionen minskar skevhet och förenklar maskinbearbetningen. För aluminiumdelar rekommenderar jag vanligtvis en minsta tjocklek på 0,040" (1 mm), medan stål kan vara tunnare ner till cirka 0,030" (0,75 mm) beroende på tillämpningen.
När du konstruerar tunnväggiga detaljer bör du överväga att lägga till stödribbor i stället för att minska väggtjockleken. På så sätt bibehålls den strukturella integriteten samtidigt som materialavverkningen blir effektiv.
Hörn- och kantdesign
Skarpa invändiga hörn är nästan omöjliga att bearbeta med vanliga pinnfräsar och skapar spänningskoncentrationspunkter. Konstruera istället med hjälp av dessa riktlinjer:
| Typ av hörn | Rekommenderat tillvägagångssätt | Fördelar |
|---|---|---|
| Invändiga hörn | Minst 1/3 av fickdjupets radie | Minskar verktygsspänningen, förhindrar hörnsprickor |
| Utvändiga hörn | Kan vara skarp eller radiusformad | Skarpa hörn möjliga men kan kräva sekundära operationer |
| Kanter | Liten avfasning eller radie | Förhindrar grader och hanteringsskador |
Bearbetningsåtkomst och fixturering - överväganden
Utforma alltid med tanke på verktygens åtkomst. Djupa fickor med små öppningar skapar utmaningar för både verktygsåtkomst och spånevakuering. När det är möjligt, konstruera detaljer som kan bearbetas från standardstorlekar utan komplexa fixturer.
För komplexa detaljer vid PTSMAKE analyserar vi varje design med hjälp av CAM-simulering för att identifiera potentiella åtkomstproblem innan skärningen påbörjas.
Materialval för felreducering
Det material du väljer har stor betydelse för felfrekvensen vid maskinbearbetning. Material med inkonsekventa egenskaper eller material som kan röra sig under bearbetningen ger upphov till variabler som kan leda till fel.
Fribearbetningskvaliteter för vanliga metaller inkluderar vanligtvis:
- Aluminium: 6061-T6, 7075-T6
- Stål: 1018, 4140
- Rostfritt stål: 303, 304
För prototyper som så småningom ska massproduceras rekommenderar jag alltid att man använder samma material i båda etapperna. Detta förhindrar oväntade beteenden vid övergången till produktion.
Utkastvinklar och orientering av funktioner
Även om dragvinklar oftare förknippas med gjutningsprocesser kan de också vara till nytta för vissa CNC-bearbetade detaljer. Lätta dragvinklar på djupa funktioner kan:
- Förbättra ytfinishen
- Minskar verktygsslitaget
- Tillåter högre bearbetningshastigheter
När du konstruerar komplexa detaljer ska du välja den orientering som minimerar antalet uppställningar som behövs. Varje omorientering medför potentiella uppriktningsfel.
Designdokumentation och kommunikation
Tydlig kommunikation förebygger fel innan bearbetningen påbörjas. Jag har funnit att omfattande konstruktionsdokumentation bör innehålla:
- Kompletta 3D-modeller med tillverkningsanmärkningar
- Kritiska toleransangivelser markeras separat
- Materialspecifikationer inklusive kvalitet och skick
- Krav på ytfinish per område
- Eventuella krav på efterbearbetning (värmebehandling, ytbeläggning etc.)
På PTSMAKE lägger vi stor vikt vid konstruktionsgranskningsmöten mellan ingenjörer och maskinister för att fånga upp potentiella problem tidigt i processen.
Hur upprätthåller man snäva toleranser vid CNC-bearbetning av metall?
Har du någonsin fått delar som såg perfekta ut men som misslyckades vid monteringen eftersom de avvek med bara några tusendelar av en tum? Eller sett ett lovande projekt spåra ur på grund av att metallkomponenter inte passade ihop ordentligt, trots dina uttryckliga toleranskrav?
För att bibehålla snäva toleranser vid CNC-bearbetning av metall krävs en heltäckande strategi: användning av förstklassiga skärverktyg, korrekt uppspänning, kontroll av termiska variabler, val av lämpliga bearbetningsstrategier, regelbunden inspektion samt kalibrering och underhåll av maskinen. Med dessa metoder blir även precision på mikronivå konsekvent uppnåelig.

Förståelse av toleranskontrollfaktorer
Att uppnå och bibehålla snäva toleranser vid CNC-bearbetning av metall handlar inte bara om att ha bra utrustning eller skickliga operatörer - det handlar om att hantera ett komplext system av inbördes relaterade faktorer. Min erfarenhet av att arbeta med precisionskomponenter för kunder inom flyg- och rymdindustrin och medicinteknik på PTSMAKE har visat att det är avgörande att förstå dessa underliggande faktorer.
Maskinens styvhet och stabilitet
Maskinens styvhet har en direkt inverkan på din förmåga att hålla snäva toleranser. CNC-maskiner med robust konstruktion och lämpliga dämpningssystem minimerar vibrationer under skärande bearbetning. Detta är särskilt viktigt vid bearbetning av härdade metaller eller vid djupa snitt.
När jag väljer maskiner för arbete med snäva toleranser tittar jag efter:
- Massiva gjutjärnsfundament med ordentlig förstärkning
- Linjära styrskenor med minimal avböjning
- Temperaturkontrollerade spindelsystem
- Precisionskulskruvar med minimalt glapp
I vår anläggning använder vi maskiner med termiska kompensationssystem som justerar för små utvidgningar under drift, vilket hjälper oss att bibehålla Volymetrisk noggrannhet10 även under långa bearbetningscykler.
Val och hantering av verktyg
De skärverktyg du väljer påverkar toleransmöjligheterna dramatiskt. För att bibehålla toleranser under ±0,001" (0,025 mm) rekommenderar jag:
- Premiumverktyg i hårdmetall eller keramik för kritiska detaljer
- Verktygshållare med minimal rundgång (<0,0002")
- Implementering av system för övervakning av verktygsslitage
- Regelbundna inspektions- och utbytesscheman för verktyg
Verktygsböjning är fortfarande en av de mest förbisedda orsakerna till toleransproblem. Även verktyg av bästa kvalitet kommer att böjas av under skärkrafterna, särskilt i applikationer med längre räckvidd. Vi beräknar den förväntade avböjningen i förväg och justerar skärparametrarna eller verktygsvalet därefter.
Tekniker för arbetshållare och fixturer
Korrekt arbetsupphängning eliminerar rörelser under bearbetningen och säkerställer att detaljens referensytor förblir konsekventa under hela bearbetningen. För kritiska komponenter, överväg:
| Arbetshållningsmetod | Bästa applikationer | Tolerans Kapacitet |
|---|---|---|
| Vakuumfixturering | Tunna, platta arbetsstycken | ±0.001" |
| Hydraulisk fastspänning | Avlägsnande av tungt material | ±0.0005" |
| Anpassade armaturer | Komplexa geometrier | ±0.0003" |
| Magnetisk arbetsupphängning | Järnhaltiga material, snabba uppställningar | ±0.001" |
Vid bearbetning av komplexa detaljer skapar vi ofta särskilda fixturer som refererar till primära referenspunkter och ger repeterbar lokalisering. Dessa fixturer kan verka dyra i början, men de betalar sig snabbt genom minskad ställtid och förbättrad konsekvens.
Processtyrning för snäva toleranser
Temperaturhantering
Temperaturvariationer är den tysta mördaren av snäva toleranser. En temperaturförändring på 1°C kan orsaka en expansion på 10 μm i ett 1 meter långt arbetsstycke i aluminium. För att mildra detta:
- Håll maskinverkstadens temperatur kontrollerad inom ±1°C
- Låt materialet acklimatisera sig till verkstadstemperatur före bearbetning
- Överväg termiska stabiliseringsperioder för kritiska komponenter
- Implementera temperaturövervakning i processen för utökad drift
Jag har sett projekt misslyckas på grund av att perfekt bearbetade delar mättes omedelbart efter bearbetningen, medan de fortfarande var varma efter skärningen. Det är viktigt att upprätta konsekventa mätprotokoll vid standardiserade temperaturer.
Optimering av skärstrategi
När du programmerar för snäva toleranser har din skärstrategi stor betydelse:
- Progressiva bearbetningsmetoder (grovbearbetning, halvfinbearbetning, finbearbetning)
- Konsekvent spånbelastning för att minimera verktygets böjning
- Klättringsfräsning för slutbearbetning för att minska graderna och förbättra finishen
- Optimering av verktygsbanan för att hantera värmeutveckling
För särskilt krävande detaljer programmerar vi ofta särskilda finbearbetningsoperationer med nya verktyg, lättare skär och optimerade hastigheter och matningar som är särskilt kalibrerade för materialegenskaperna.
Mätning och återkoppling under processens gång
För arbeten med mycket snäva toleranser ger mätning i processen feedback i realtid:
- Sondering på maskinen mellan operationer
- SPC (Statistical Process Control) provtagning under produktionskörningar
- Automatiserade offsetjusteringar baserade på mätningstrender
- Miljöövervakning under kritiska operationer
Dessa system gör det möjligt för oss att identifiera och korrigera avvikelser innan de leder till förhållanden som inte är tolerabla, vilket sparar betydande omarbetningskostnader och gör att vi kan hålla leveranstiderna.
Praktiska tips för implementering
Ur mitt perspektiv kräver det disciplin inom dessa ytterligare områden för att konsekvent upprätthålla snäva toleranser:
- Scheman för maskinkalibrering: Genomföra regelbunden kontroll av geometrisk noggrannhet med hjälp av laserinterferometri eller liknande precisionsmätningsteknik.
- Överväganden vid val av material: Vissa material bibehåller dimensionsstabiliteten bättre än andra. Stressavlastade eller åldrade material håller ofta snävare toleranser.
- Utbildning av operatörer: Även med den bästa utrustningen kan skickliga operatörer som förstår toleransförhållanden fatta bättre beslut under inställning och produktion.
- Rigorös dokumentation: Upprätthålla detaljerade register över lyckade inställningar, inklusive skärparametrar, fixturdetaljer och miljöförhållanden.
Kom ihåg att CNC-bearbetning av metall är en dynamisk process där otaliga variabler samverkar. På PTSMAKE använder vi en systemansats för toleranskontroll och tar hänsyn till alla faktorer i stället för att bara fokusera på maskinens kapacitet eller operatörens skicklighet.
Genom att konsekvent tillämpa dessa metoder uppnår vi rutinmässigt toleranser på ±0,0005" (0,0127 mm) på kritiska detaljer, med kapacitet ned till ±0,0002" (0,005 mm) för specialiserade applikationer. Detta systematiska tillvägagångssätt har gjort det möjligt för oss att betjäna krävande industrier som flyg- och rymdindustrin, medicintekniska produkter och precisionsrobotik där komponenternas noggrannhet direkt påverkar produktens prestanda och säkerhet.
Klicka här för att lära dig hur den senaste tidens handelspolitik påverkar kostnaderna för CNC-bearbetning och vilka strategier som kan minimera deras inverkan. ↩
Läs mer om hur ytanalystekniken säkerställer perfekt metallfinish för kritiska applikationer. ↩
Teknisk term som förklarar hur lätt ett material kan skäras under bearbetningsoperationer. ↩
Klicka för att lära dig mer om optimala beräkningar av materialstyrka för olika tillämpningar. ↩
Läs mer om specialiserade flyg- och rymdmaterial för kritiska tillämpningar. ↩
Teknisk term för företag som är först med att anamma ny teknik. ↩
Lär dig hur reflektivitet påverkar både estetik och funktionell prestanda i precisionskomponenter. ↩
Klicka här för att läsa mer om tekniska krav för projekt inom precisionsbearbetning. ↩
Få praktiska riktlinjer för tillverkningsbarhet för att minska produktionskostnader och fel. ↩
Läs mer om hur denna kritiska faktor påverkar precisionen och kvaliteten på dina detaljer. ↩