

Vad gör aluminium till det föredragna materialet för kylflänsar
Har du någonsin undrat varför nästan alla elektroniska enheter i ditt hem håller sig svala under tryck? Hemligheten ligger i en blygsam metall som arbetar tyst bakom kulisserna för att förhindra att dina enheter överhettas.
Aluminium är hörnstensmaterialet i lösningar för termisk hantering i olika branscher tack vare sin unika kombination av hög värmeledningsförmåga, låg vikt, överkomligt pris och motståndskraft mot miljöfaktorer som skulle äventyra andra material.
Under mina år på PTSMAKE, där jag arbetar med lösningar för termisk hantering, har jag sett hur materialval kan vara avgörande för en produkts prestanda och livslängd. Kylflänsar i aluminium har konsekvent visat sig vara industristandarden, och av goda skäl som sträcker sig längre än bara deras kylningskapacitet.
Vetenskapen bakom aluminiums kylande egenskaper
Aluminiums värmeledningsförmåga på cirka 167 W/m-K placerar det bland de mest effektiva kommersiellt gångbara värmeavledande materialen. Denna egenskap gör det möjligt att snabbt dra bort värme från kritiska komponenter och fördela den över diskbänkens yta. Det som gör detta särskilt imponerande är att aluminium uppnår detta samtidigt som det har en densitet på bara 2,7 g/cm³ - nästan en tredjedel av koppar, som är dess närmaste konkurrent.

När värme snabbt måste flyttas från en källa (t.ex. en CPU eller effekttransistor) till den omgivande luften, används termisk gradient1 som skapas driver denna överföring. Aluminium är utmärkt för att upprätthålla denna gradient utan att skapa alltför stora viktbelastningar på den övergripande systemdesignen.
Jämförelse av fysikaliska egenskaper
| Material | Termisk konduktivitet (W/m-K) | Densitet (g/cm³) | Relativ kostnad | Bearbetbarhet |
|---|---|---|---|---|
| Aluminium | 167-229 | 2.7 | Låg | Utmärkt |
| Koppar | 385-400 | 8.96 | Hög | Bra |
| Stål | 43-54 | 7.85 | Medium | Måttlig |
| Keramik | 20-30 | 3.9 | Mycket hög | Dålig |
Kostnadseffektivitet utan kompromisser
Den ekonomiska fördelen med aluminium kan inte överskattas. När vi tillverkar tusentals kylflänsar vid PTSMAKE finner vi konsekvent att aluminium erbjuder det bästa förhållandet mellan prestanda och kostnad med en betydande marginal. Materialet förekommer rikligt i jordskorpan och utgör cirka 8% av dess massa, vilket gör att råvarukostnaderna hålls relativt stabila.
Tillverkningsprocesserna för aluminium är också väletablerade och effektiva. Metallens naturliga formbarhet gör den idealisk för strängpressning - en av de mest kostnadseffektiva produktionsmetoderna för kylflänsar. Detta möjliggör komplexa lamellgeometrier som maximerar ytarean utan dyra bearbetningsoperationer.
Faktorer för produktionseffektivitet
- Formbarhet: Aluminiums utmärkta formbarhet möjliggör varierade kylflänsdesigner från enkla platta plattor till komplexa finnade strukturer
- Bearbetningshastighet: CNC-maskiner kan bearbeta aluminium 3-5 gånger snabbare än hårdare metaller
- Verktygsslitage: Skärverktyg håller längre när man arbetar med aluminium jämfört med hårdare material
- Sekundära operationer: Aluminium kräver minimal efterbearbetning efter primär tillverkning
Miljömässig motståndskraft
En ofta förbisedd fördel med aluminium är dess exceptionella motståndskraft mot miljöfaktorer. Den naturliga bildningen av aluminiumoxid på ytan skapar ett skyddande lager som förhindrar ytterligare korrosion - en självläkande egenskap som ger kylflänsar av aluminium en enorm livslängd.
I branscher där enheterna måste arbeta i fuktiga eller kemiskt aggressiva miljöer är denna egenskap ovärderlig. Jag har sett kylflänsar i aluminium från telekommunikationsutrustning utomhus som har varit fullt funktionsdugliga efter att ha utsatts för väder och vind i tio år.
För förbättrat skydd kan kylflänsar av aluminium anodiseras - en elektrokemisk process som förtjockar och förstärker det naturliga oxidskiktet. Denna behandling kan också användas för att lägga till färg för estetiska ändamål utan att kompromissa med termisk prestanda.
Mångsidiga användningsområden
Aluminiums mångsidighet sträcker sig till praktiskt taget alla branscher som kräver termisk hantering:

Tillämpningar inom industrin
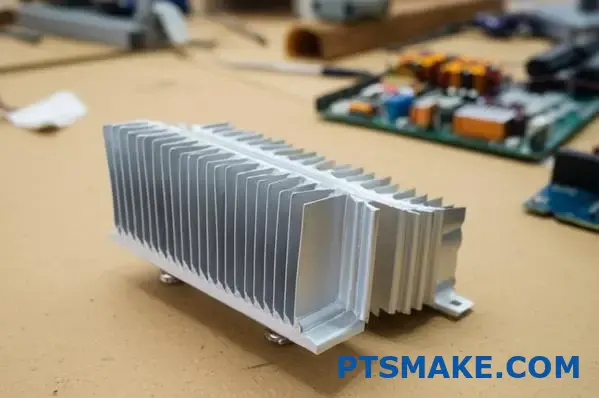
- Konsumentelektronik: Från bärbara datorer till spelkonsoler - aluminium håller processorerna igång vid optimala temperaturer
- Fordon: Motorstyrenheter, LED-strålkastare och kraftomvandlare för elfordon är alla beroende av kylning i aluminium
- Industriell: Strömförsörjning, motordrifter och automationsutrustning är beroende av kylflänsar i aluminium
- Telekommunikation: Mobilmaster och utrustning för nätverksinfrastruktur använder aluminium för passiv kylning på avlägsna platser
- Medicintekniska produkter: Diagnostisk utrustning och bildsystem använder aluminium för att upprätthålla exakta driftstemperaturer
Möjligheter till kundanpassning
På PTSMAKE anpassar vi regelbundet kylflänsar i aluminium för att möta specifika termiska utmaningar. Materialet lämpar sig för nästan alla tillverkningsprocesser - från enkel extrudering till komplex CNC-bearbetning, pressgjutning eller stansning. Denna flexibilitet gör det möjligt för ingenjörer att optimera konstruktioner för sina specifika termiska krav snarare än att kompromissa med lösningar från hyllan.
Möjligheten att skapa anpassade lamellgeometrier, monteringsdetaljer och ytbehandlingar gör aluminium till det mest anpassningsbara kylflänsmaterialet. Oavsett om applikationen kräver maximalt luftflöde i en serverpark eller tyst passiv kylning i konsumentelektronik kan aluminium konstrueras för att ge optimal prestanda.
Vanliga kylflänsprofiler och deras användningsområden
Har du någonsin sett de där metalliska fenorna inuti din dator eller bakom LED-lampor? De är inte bara till för syns skull - de är tekniska underverk som förhindrar att dina favoritenheter brinner upp under drift.
Den kylflänssprofil du väljer kan vara avgörande för ditt värmehanteringssystem. Varje design - från enkla extruderade former till komplexa stiftmatriser - tjänar ett specifikt syfte som är optimerat för luftflödesmönster, utrymmesbegränsningar och termiska krav i olika applikationer.

Med över 15 års erfarenhet av precisionstillverkning har jag sett hur rätt kylflänssprofil kan påverka enhetens prestanda och livslängd avsevärt. På PTSMAKE har vi konstruerat och tillverkat tusentals anpassade kylflänslösningar, och jag har lärt mig att uppskatta de nyanserade skillnaderna mellan olika profiler och deras idealiska tillämpningar.
Extruderade profiler för kylflänsar
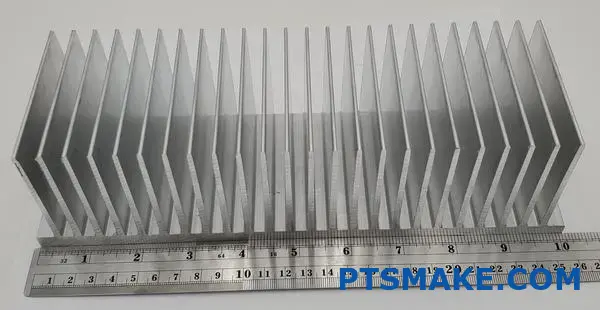
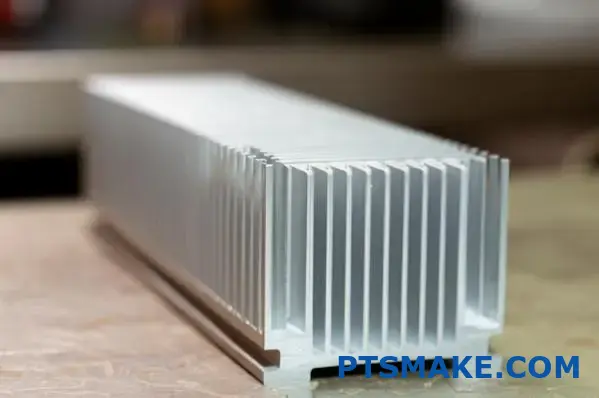
Extruderade aluminiumprofiler är den vanligaste och mest kostnadseffektiva kylflänsdesignen på marknaden idag. Tillverkningsprocessen innebär att aluminium pressas genom en form för att skapa kontinuerliga profiler med konsekventa tvärsnitt.
Fördelar med extruderade profiler
- Kostnadseffektivitet: Extruderingsprocessen möjliggör produktion av stora volymer med minimalt spill
- Flexibilitet i designen: Kan skapa olika fenhöjder, tjocklekar och mellanrum från en enda matris
- Konsekvent kvalitet: Enhetliga tvärsnitt ger förutsägbar termisk prestanda
Idealiska tillämpningar
Extruderade profiler är utmärkta i applikationer där luftflödet är relativt förutsägbart och enkelriktat. De används ofta i:
- Strömförsörjning och förstärkare
- LED-belysningssystem
- Telekommunikationsutrustning
- Styrenheter för motorer
Begränsningen för extruderade profiler kommer från deras enkelriktade fenorientering. När luftflödet ändrar riktning eller blir turbulent kan deras kyleffektivitet minska avsevärt.
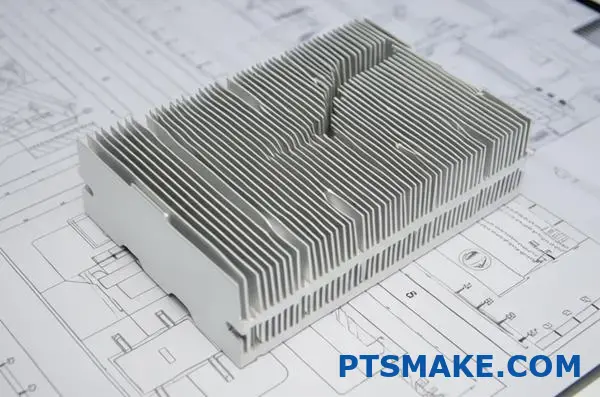
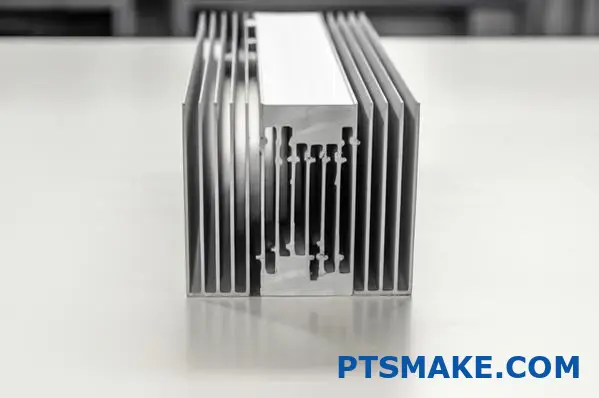
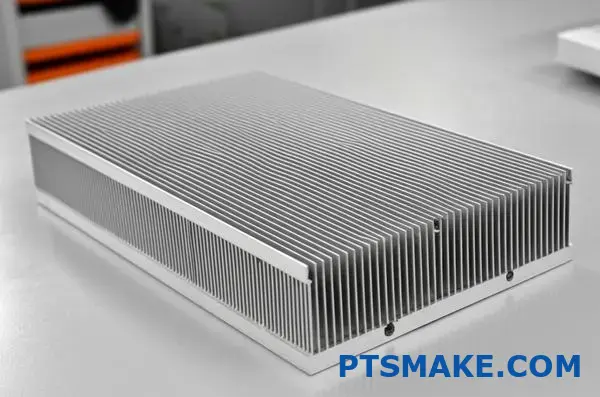
Profiler för kylflänsar med lameller
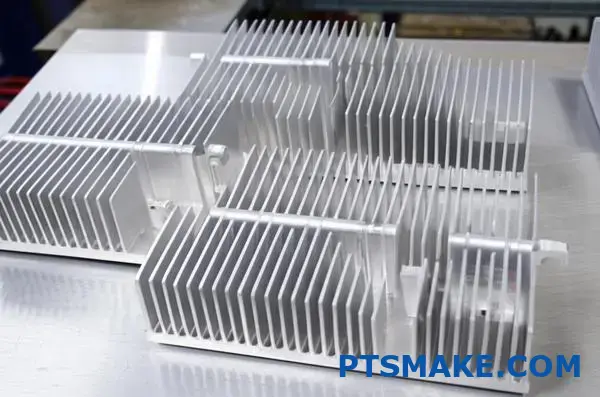
Kylflänsar med plattor har flera tunna metallplåtar (fenor) som är fästa på en basplatta. Den här konstruktionen ger större yta i kompakta utrymmen.
Tillverkningsmetoder
- Skived Fin: Skapad genom att skiva (skala upp) material från bottenplattan
- Bondad fin: Enskilda fenor sammanfogade med basen genom lödning, hårdlödning eller limning
- Fälld fena: Kontinuerlig plåt som viks till dragspelsliknande strukturer
Prestandaegenskaper
| Typ av profil | Termisk resistans | Ytarea Densitet | Vikt | Kostnad |
|---|---|---|---|---|
| Skived Fin | Låg | Mycket hög | Medium | Medelhög-Hög |
| Bondad fin | Mycket låg | Hög | Medium | Hög |
| Fälld fena | Låg-Medium | Hög | Låg | Medium |
Kylflänsar med platta fenor är idealiska för applikationer som kräver hög kylkapacitet i begränsade utrymmen, t.ex:
- Högpresterande datorsystem
- Militär- och rymdelektronik
- Utrustning för medicinsk avbildning
- System för kraftomvandling
På PTSMAKE har vi implementerat konstruktioner med plattfenor för kunder inom medicinteknikindustrin där kompakt och effektiv kylning är avgörande för tillförlitligheten hos diagnostisk utrustning.
Profiler för kylflänsar med runda stift
Värmesänkor med runda stift använder matriser av cylindriska stift som sträcker sig från en basplatta. Denna design ger unika fördelar för miljöer med allsidigt luftflöde.
Viktiga fördelar
- Omnidirektionell kylning: Fungerar bra oavsett luftflödesriktning
- Minskning av tryckfall: Låter luften flöda runt stiften med mindre motstånd
- Generering av turbulens: Skapar fördelaktig luftblandning för förbättrad värmeöverföring
- Dammtålighet: Mindre benägna att ansamla damm jämfört med snäva lamellavstånd
Tillverkningsprocessen omfattar vanligtvis CNC-bearbetning för precisionstillämpningar eller gjutning för produktion av större volymer. På PTSMAKE kan vi med hjälp av vår CNC-kapacitet skapa anpassade stiftmönster som är optimerade för specifika termiska krav.
Kylflänsar med runda stift hittar sin plats i applikationer där:
- Luftflödets riktning kan ändras eller är oförutsägbar
- Naturlig konvektion är den primära kylmetoden
- Redundans eller fel på fläktar är ett problem
- Dammrika miljöer innebär utmaningar för underhållet
Elliptiska stiftprofiler
Kylflänsar med elliptiska stift är en utveckling av konstruktioner med runda stift och utgör ett mellanting mellan traditionella stift och raka fenor.
Komparativa fördelar
- Aerodynamisk effektivitet: Minskat luftmotstånd jämfört med runda stift
- Yta: Större yta/volym-förhållande än runda stift
- Riktad prestanda: Bättre i situationer med halvriktat luftflöde

Jag har observerat att elliptiska konstruktioner ger cirka 10-15% bättre termisk prestanda än runda stift i riktat luftflöde samtidigt som de bibehåller cirka 70% av den rundstrålande kapaciteten. Detta gör dem idealiska för applikationer där:
- Luftflödet har en dominerande riktning men kan fluktuera
- Utrymmesbegränsningar begränsar traditionella raka fenkonstruktioner
- Tryckfallet måste minimeras samtidigt som kylningen maximeras
Specialiserade profiler för kylflänsar
Utöver standardprofilerna finns det flera specialdesigner för unika termiska utmaningar:
Kylflänsar med radiella fenor
Dessa har fenor som sträcker sig radiellt från en central punkt och skapar ett stjärnliknande mönster. De utmärker sig i:
- LED-strålkastare och downlights
- CPU-kylare med nedåtriktade fläktar
- Tillämpningar med centraliserad värmekälla
Smidda kylflänsar
Dessa kylflänsar skapas genom metallsmide och erbjuder exceptionell termisk prestanda genom:
- Optimerad kornstruktur för förbättrad ledningsförmåga
- Högre findensitet i kritiska områden
- Förbättrad mekanisk styrka för miljöer med höga påfrestningar
Genom mitt arbete på PTSMAKE med kunder inom flyg- och militärindustrin har jag sett smidda kylflänsar ge upp till 20% bättre värmeledningsförmåga2 i applikationer med hög tillförlitlighet där fel inte är ett alternativ.
Zipper Fin Designs
Zipper-fenor är en specialiserad variant av plattfenor och griper in i varandra i alternerande mönster för att skapa ett turbulent luftflöde. Dessa är särskilt effektiva i:
- Beräkningar med hög effekttäthet
- Basstationer för telekommunikation
- Utrustning för industriell kraftomvandling
För att välja rätt kylprofil måste man balansera termiska krav, utrymmesbegränsningar, luftflödesegenskaper och budgetöverväganden. På PTSMAKE guidar vi våra kunder genom denna beslutsprocess genom att analysera deras specifika applikationsbehov snarare än att använda en standardmetod som passar alla.
Välj rätt storlek för maximal termisk verkningsgrad
Har du någonsin sett din bärbara dator stängas av på grund av överhettning under en viktig presentation? Det frustrerande ögonblicket illustrerar varför rätt dimensionerade kylsystem inte bara är tekniska detaljer - de är skillnaden mellan tillförlitlig drift och kostsamma fel.
Att välja rätt kylflänsdimensioner är ett kritiskt ingenjörsbeslut som balanserar termiska krav med praktiska begränsningar. Den perfekta kylflänsen i aluminium handlar inte bara om materialkvalitet; det handlar om att exakt matcha storlek, lamelltäthet och övergripande geometri till din specifika termiska belastning och driftsmiljö.

När det gäller värmehantering spelar storleken verkligen roll. Genom mitt arbete på PTSMAKE har jag sett otaliga projekt lyckas eller misslyckas baserat på beslut om kylflänsens storlek. Låt mig dela med mig av vad jag har lärt mig om att välja de optimala dimensionerna för din aluminiumkylfläns för att uppnå maximal termisk effektivitet.
Förstå dina termiska krav
Innan du väljer kylflänsens dimensioner måste du noggrant förstå ditt systems termiska profil. Detta grundläggande steg säkerställer att din kyllösning matchar dina faktiska behov snarare än generiska specifikationer.
Beräkning av värmeavledning
Det första steget är att beräkna den totala värmebelastningen som dina komponenter genererar. Detta kräver att man vet:
- Strömförbrukning för varje värmealstrande komponent
- Effektivitetsbetyg för att avgöra hur mycket effekt som omvandlas till värme
- Arbetscykel mönster under typisk drift
För de flesta elektroniska komponenter kan den värme som genereras (i watt) uppskattas med hjälp av denna formel:
Genererad värme = tillförd effekt × (1 - verkningsgrad)
Till exempel kommer en 100 W effektförstärkare som arbetar med 75% effektivitet att generera cirka 25 W värme som behöver avledas. Detta blir ditt baslinjekrav.
Mål för termisk resistans
När du känner till din värmebelastning är nästa fråga den maximalt tillåtna temperaturökningen. Varje komponent har en maximal drifttemperatur, och om man håller sig långt under denna gräns förbättras tillförlitligheten och livslängden.
Det erforderliga värmemotståndet (i °C/W) kan beräknas enligt följande:
Erforderligt värmemotstånd = (Tmax - Tambient) ÷ värmebelastning
Var?
- Tmax är den högsta tillåtna komponenttemperaturen
- Tambient är den omgivande lufttemperaturen
Denna beräkning ger det maximala termiska motstånd som kylflänsen kan ha samtidigt som säkra driftstemperaturer bibehålls.
Dimensionella faktorer som påverkar prestandan
Flera dimensionella faktorer påverkar kylflänsens prestanda och skapar avvägningar mellan termisk effektivitet, vikt, kostnad och utrymmesbehov.
Mått på basplatta
Basplattan fungerar som primär värmekollektor och värmefördelare. Dess dimensioner är kritiska av flera skäl:
| Dimension | Påverkan på prestationer | Övervägande om optimering |
|---|---|---|
| Tjocklek | Förmåga att sprida värme | Tjockare baser förbättrar värmespridningen men ökar vikten och kostnaden |
| Yta | Kontakt med värmekälla | Bör matcha eller överstiga fotavtrycket för värmealstrande komponenter |
| Planhet | Termisk gränssnittskvalitet | Precisionsbearbetning minskar det termiska motståndet vid kontaktpunkterna |
På PTSMAKE rekommenderar vi vanligtvis basplattor med en tjocklek på mellan 3-10 mm beroende på applikationskrav. För högeffektsapplikationer ger tjockare basplattor bättre värmespridning, medan utrymmesbegränsade konstruktioner kan kräva tunnare profiler med legeringar med högre ledningsförmåga.
Mått och avstånd mellan fenor
Fenorna ökar dramatiskt ytan för värmeöverföring till den omgivande luften. Deras dimensioner påverkar kylningseffektiviteten avsevärt:
Fin höjd
Högre flänsar ger större yta, men avkastningen minskar i takt med att höjden ökar. Efter en viss punkt (vanligtvis när lamellhöjden överstiger 10× avståndet mellan lamellerna) blir luftflödet begränsat och effektiviteten sjunker.
Fin tjocklek
Tunnare fenor gör att fler fenor ryms på samma yta, vilket ökar ytarean. Alltför tunna fenor kan dock:
- Leder värme mindre effektivt från basen
- Kan skeva under tillverkningen
- Kan skadas under hanteringen
Avstånd mellan fenor
Avståndet mellan lamellerna är kanske den mest kritiska dimensionella faktorn som påverkar prestandan i verkligheten. För nära varandra och luftflödet begränsas; för långt ifrån varandra och ytarean offras.
För naturlig konvektion varierar det optimala lamellavståndet vanligtvis mellan 8-12 mm, medan applikationer med forcerad konvektion kan använda mycket snävare avstånd (2-5 mm) på grund av den tryckskillnad som skapas av fläktarna.
Överväganden om det totala fotavtrycket
Utöver värmeprestanda är det ofta praktiska överväganden som styr kylflänsens dimensioner:
- Tillgängligt monteringsutrymme inom inhägnaden
- Viktbegränsningar för portabla eller hängande applikationer
- Fri passage för andra komponenter och monteringskrav
- Luftflödesmönster inom systemet
Applikationsspecifika riktlinjer för dimensionering
Olika applikationer har unika krav som påverkar de optimala dimensionerna på kylflänsarna.
Miljöer med högt luftflöde
I system med kraftiga fläktar eller blåsmaskiner kan kylflänsarna utformas med:
- Högre fendensitet (1-2 mm mellanrum)
- Högre fenor (upp till 50 mm i vissa fall)
- Mindre totalt fotavtryck
- Tunnare basplattor (3-5 mm)
Dessa miljöer möjliggör konstruktioner med högre densitet eftersom den forcerade luften övervinner det motstånd som skapas av tätt packade lameller.
Applikationer med naturlig konvektion
För passivt kylda system måste kylflänsens dimensioner vara mer generösa:
- Större avstånd mellan fenorna (8-12 mm)
- Lameller med lägre profil (typiskt 25 mm eller mindre)
- Större fotavtryck för att kompensera för lägre kyleffektivitet
- Tjockare basplattor (6-10 mm) för bättre värmespridning
Utrymmesbegränsade konstruktioner
I de allra trängsta utrymmena, t.ex. i tunna bärbara datorer eller kompakta medicintekniska produkter, är dimensionell optimering avgörande:
- Anpassade fenmönster som matchar tillgängliga luftflödesvägar
- Ångkammare integrerad i bottenplattan för att förbättra värmespridningen
- Hybridmaterial som aluminium-grafitkompositer för riktad värmeöverföring
- Förskjutna höjder på fenorna för att maximera ytan i oregelbundna utrymmen
På PTSMAKE har vi utvecklat specialiserade anisotropiska värmespridare3 för ultratunna enheter som överträffar traditionella aluminiumlösningar genom att kanalisera värme i önskade riktningar.
Balans mellan storlek och tillverkningsaspekter
Den perfekta termiska konstruktionen på papperet måste också vara praktisk att tillverka konsekvent. Kylflänsens dimensioner bör anpassas till tillgängliga tillverkningsmetoder:
- Gränser för extrudering: Standard aluminiumprofiler har begränsningar i bildförhållandet (typiskt 10:1 för fenhöjd:tjocklek)
- Begränsningar för CNC-bearbetning: Djupa, smala fenkanaler kräver specialverktyg
- Parametrar för pressgjutning: Variationer i väggtjocklek och dragvinklar måste beaktas
- Kapacitet för smidning: Materialflödet påverkar uppnåeliga geometrier
När du utformar anpassade kylflänsar bör du ha ett nära samarbete med din tillverkare tidigt i processen för att säkerställa att dina termiska krav överensstämmer med produktionsmöjligheterna. På PTSMAKE ger vi feedback om design för tillverkning som ofta förbättrar både termisk prestanda och produktionseffektivitet.
Skalning av kylflänsens storlek till termisk belastning
En metod som jag har funnit effektiv är att skala kylflänsens volym proportionellt mot den termiska belastningen och samtidigt bibehålla optimal fengeometri. Som en tumregel:
- För varje fördubbling av den termiska belastningen ska kylflänsens volym ökas med cirka 75-100%
- Behåll samma lamellavstånd för liknande luftflödesförhållanden
- Öka basplattans tjocklek proportionellt mot värmebelastningen för bättre spridning
- Överväg att dela upp mycket stora värmelaster på flera mindre kylflänsar
Detta tillvägagångssätt ger förutsägbar skalning av termisk prestanda samtidigt som tillverkningen förblir genomförbar.
Monteringsalternativ för säker termisk anslutning
Har du någonsin kämpat med en enhet som överhettas trots att den har en förstklassig kylfläns? Det kanske inte är kylflänsen i sig som är boven i dramat, utan hur den är monterad. En perfekt kylfläns som är dåligt monterad är som ett högpresterande däck med lösa hjulmuttrar - en katastrof som bara väntar på att hända.
Att säkra din aluminiumkylfläns ordentligt är den obesjungna hjälten inom värmehantering. Den monteringsmetod du väljer påverkar direkt värmeöverföringseffektiviteten, den långsiktiga tillförlitligheten och underhållstillgängligheten, vilket gör den lika viktig som själva kylflänsmaterialet.
Inom termisk hantering utgör anslutningen mellan värmegenererande komponenter och deras kyllösningar den kritiska vägen för värmeavledning. Efter att ha arbetat med otaliga utmaningar inom termisk hantering på PTSMAKE har jag upptäckt att även den mest avancerade kylfläns i aluminium kan gå sönder om den monteras felaktigt. Låt mig dela med mig av mina insikter om de mest effektiva monteringsalternativen och när de ska användas.
Monteringssystem med tryckstift
Tryckstift är en av de enklaste och mest kostnadseffektiva monteringslösningarna för kylflänsar i aluminium, särskilt i konsumentelektronik med stora volymer.
Hur tryckstift fungerar
Push pins är fästelement av plast eller metall som är avsedda att snäppas genom förborrade hål i både kylflänsen och kretskortet. De har följande egenskaper:
- En flexibel kropp som komprimeras under införandet
- Hulling eller expanderande huvuden som ger kvarhållningskraft
- Förbelastad fjäderspänning i vissa avancerade konstruktioner
Installationsprocessen är okomplicerad:
- Rikta in kylflänsen mot monteringshålen
- För in stiften genom kylflänsen och kretskortet
- Tryck nedåt tills stiften låser sig på plats
Fördelar och begränsningar
| Fördel | Begränsning |
|---|---|
| Verktygsfri installation | Begränsad kompressionskraft |
| Låg kostnad | Möjlighet till stresslindring över tid |
| Snabb montering/demontering | Mindre lämplig för miljöer med höga vibrationer |
| Ingen risk för skador på kretskortet på grund av för hård åtdragning | Kan kräva tillgång till båda sidor av kretskortet |
Bästa applikationer
Tryckstiftsmontering fungerar utmärkt för:
- Konsumentelektronik som bärbara datorer och stationära datorer
- Applikationer med låg till medelhög effekt (normalt under 30 W)
- Situationer som kräver frekvent underhåll eller byte av delar
- Produkter med strikta kostnadsbegränsningar
På PTSMAKE har vi optimerat tryckstiftskonstruktioner för kunder som söker balans mellan säker montering och enkel service, särskilt inom datorhårdvara och konsumentelektronik.
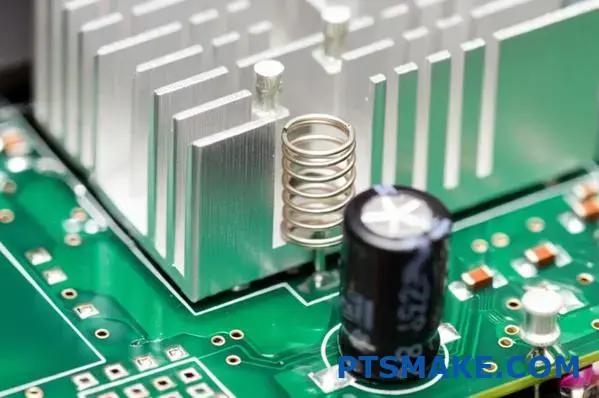
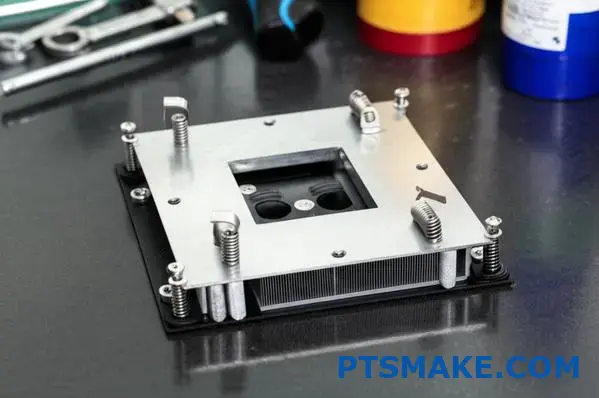
Fjäderclipsystem
Fjäderklämmor ger utmärkt tryckfördelning samtidigt som de tar hänsyn till termisk expansion och kontraktionscykler.
Olika typer av fjäderklämfästen
- Z-klämmor: Z-formade metallklämmor som hakar fast i en komponents kanter
- Spännklämmor: Välvda metallfjädrar som applicerar tryck över kylflänsen
- Ramar för kvarhållande: Kompletta ramar som fördelar trycket jämnt
Fjäderclips fungerar genom att applicera kontinuerlig nedåtriktad kraft, vilket upprätthåller en konsekvent termisk gränssnittskontakt även genom temperaturcykler och vibrationer.
Överväganden om design
Vid montering av fjäderklämmor är det flera faktorer som påverkar prestandan:
- Val av material: Rostfritt stål ger utmärkt elasticitet och korrosionsbeständighet
- Fjäderhastighet: Måste ge tillräckligt tryck utan att riskera komponentskador
- Kontaktpunkter: Trycket ska vara centrerat över värmekällan
- Krav på säkerhetsprövning: Omgivande komponenter måste anpassas till klippets geometri
Optimala användningsfall
Fjäderklämmor utmärker sig i:
- Miljöer med höga vibrationer, t.ex. fordonsapplikationer
- System som utsätts för frekventa termiska cykler
- Applikationer där jämnt tryck är avgörande
- Konstruktioner där minimal z-höjd är tillgänglig för monteringsbeslag
En anmärkningsvärd fördel är krypmotstånd4 Dessa system ger ett jämnt tryck under åratal av temperaturfluktuationer där andra fästmetoder kan lossna.
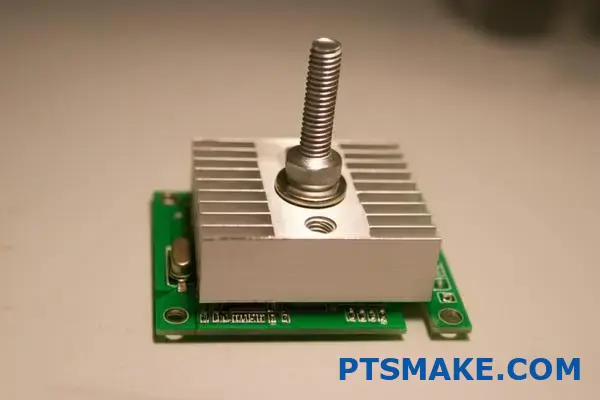
Skruvmonteringssystem
För högeffektsapplikationer och situationer som kräver maximal värmeöverföring är skruvmontering fortfarande guldstandarden.
Konfigurationer för skruvmontering
- Direkt gängning: Kylflänsar med gängade hål kan skruvas fast direkt
- Montering genom hål: Skruvarna går genom kylflänsen till distanshållare eller muttrar
- System för stödplattor: Fördela kraften över kretskortets baksida
Kritiska installationsmetoder
Effektiviteten i skruvmonteringen beror i hög grad på korrekt installationsteknik:
- Specifikation av vridmoment: Applicera konsekvent, specificerat vridmoment på alla fästelement
- Åtdragningssekvens: Använd kors- eller stjärnmönstrad åtdragningssekvens
- Gänglåsande medel: Överväg medelstarka föreningar för vibrationsmotstånd
- Termiskt gränssnittsmaterial: Applicera rätt mängd och täckning före montering
Fördelar med prestanda
Skruvmontering ger flera viktiga fördelar:
- Högsta möjliga monteringstryck (typiskt 30-70 PSI)
- Exakt tryckkontroll genom vridmomentspecifikationer
- Utmärkt långsiktig stabilitet
- Överlägsen kompression för termiskt gränssnitt
I vår tillverkningsanläggning på PTSMAKE har vi utvecklat specialiserade vridmomentsekvenser för olika kylflänsgeometrier för att förhindra skevhet och samtidigt säkerställa optimal tryckfördelning.
Självhäftande monteringslösningar
Termiska lim erbjuder unika fördelar i specifika applikationer, särskilt där mekaniska fästelement är opraktiska.
Olika typer av termiska lim
- Epoxibaserade limmer: Högsta bindningsstyrka men permanent installation
- Termiska lim av silikon: Mer flexibel, tar upp värmeutvidgning
- Lim för fasändring: Mjuknar vid driftstemperaturer för förbättrad kontakt
- Termiskt ledande tejper: Dubbelhäftande lim med inbäddade termiska partiklar
Tillämpningsmetodik
Korrekt applicering av limmet påverkar prestandan avsevärt:
- Rengör båda ytorna noggrant med isopropylalkohol
- Applicera limmet i jämn tjocklek (typiskt 0,1-0,3 mm)
- Använd fixturer under härdningen för att bibehålla position och tryck
- Tillåt full härdningstid innan den utsätts för stress eller värme
Situationer som gynnar självhäftande montering
Termiska lim är särskilt värdefulla när:
- Inga monteringshål finns tillgängliga
- Extremt låg profil krävs
- Komponenterna har oregelbundna ytor
- Vibrationsisolering är fördelaktigt
- Installationen måste utföras i obekväma riktningar
Vi har framgångsrikt använt specialiserade termiska lim för kunder inom LED-belysningsindustrin, där kylflänsar måste fästas på utmanande ytor som glas- och keramiksubstrat.
Hybrida monteringsmetoder
I många verkliga tillämpningar ger en kombination av monteringsmetoder överlägsna resultat.
Vanliga hybridkonfigurationer
- Adhesiv + mekanisk retention: Primär bindning med mekanisk backup
- Central skruv + perifera clips: Koncentrerat tryck vid värmekällan med distribuerad retention
- Tryckstift + termiskt häftämne: Mekanisk uppriktning med extra termisk koppling
Dessa tillvägagångssätt ger redundans samtidigt som värmeöverföringen optimeras vid kritiska anslutningar.
Välja den optimala monteringsmetoden
När jag ger råd till kunder på PTSMAKE tar jag hänsyn till flera faktorer för att rekommendera den bästa monteringsmetoden:
- Termisk belastning: Högre effekt kräver säkrare montering
- Miljöförhållanden: Vibrationer, stötar, orientering och extrema temperaturer
- Krav på tjänster: Behov av underhåll eller utbyte
- Begränsningar i tillverkningen: Kompatibilitet med monteringsprocessen
- Kostnadskänslighet: Budgetkonsekvenser för produktion av stora volymer
Beslutsmatrisen ser ofta ut så här:
| Faktor | Tryckstift | Fjäderklämmor | Skruvar | Lim och klister |
|---|---|---|---|---|
| Termisk verkningsgrad | Bra | Mycket bra | Utmärkt | Bra-Utmärkt |
| Installationsinsats | Minimal | Låg | Måttlig | Måttlig |
| Omarbetbarhet | Utmärkt | Mycket bra | Bra | Dålig |
| Vibrationsmotstånd | Rättvist | Mycket bra | Utmärkt | Bra |
| Kostnad | Låg | Låg-Måttlig | Måttlig | Måttlig-Hög |
Material för termiska gränssnitt och deras inverkan
Monteringsmetoden måste fungera tillsammans med lämpliga termiska gränssnittsmaterial (TIM) för att maximera värmeöverföringen:
- Tryckstift: Fungerar bra med termokuddar som kompenserar för lägre monteringstryck
- Fjäderklämmor: Kompatibel med fasändringsmaterial som reagerar på påfört tryck
- Skruvar: Kan komprimera tunna termiska smörjfetter helt för optimal prestanda
- Lim och klister: Har ofta sina egna termiska överföringsegenskaper
Rätt val och applicering av TIM kan kompensera för begränsningar i monteringstryck eller ojämnheter i ytan.
Enligt min erfarenhet på PTSMAKE gör valet av monteringsmetod ofta en 15-30% skillnad i övergripande termisk prestanda - en marginal som kan avgöra om en konstruktion lyckas eller misslyckas i fält.
Anpassade lösningar vs. standardprofiler: Att göra rätt val
Har du någonsin slits mellan bekvämligheten i att ta en kylfläns från hyllan och prestandalöftet i en anpassad lösning? Detta vanliga tekniska dilemma påverkar inte bara kylningen av din enhet utan potentiellt hela dess marknadsframgång.
Att välja mellan standardprofiler för kylflänsar i aluminium och kundanpassade lösningar innebär att man måste balansera omedelbara kostnader mot långsiktiga prestandafördelar. Medan standardalternativ erbjuder snabbare driftsättning och lägre initial investering, kan kundanpassade konstruktioner leverera optimerad kylning som är specifikt anpassad till dina unika termiska utmaningar.
När det gäller beslut om termisk hantering är debatten om standard kontra specialanpassning ett av de mest betydelsefulla val du kommer att göra. Efter att ha guidat många kunder genom den här beslutsprocessen på PTSMAKE har jag utvecklat ett ramverk som hjälper ingenjörer att göra rätt val för sina specifika applikationer.
Standardprofiler: Argumenten för standardlösningar
Standardprofiler för kylflänsar i aluminium erbjuder övertygande fördelar som gör dem till rätt val för många applikationer. Dessa fördesignade, lättillgängliga alternativ har förtjänat sin plats i verktygslådan för termisk hantering.
Kostnadsfördelar med standardprofiler
De ekonomiska fördelarna med standardprofiler sträcker sig längre än bara till enhetspriset:
- Lägre verktygsinvesteringar: Inga kostnader för anpassad form eller verktyg
- Kortare utvecklingstid: Minimal validering av konstruktionen krävs
- Snabb upphandling: Tillgänglig från distributionskanaler med korta ledtider
- Stordriftsfördelar: Högvolymproduktion minskar kostnaderna per enhet
För nystartade företag och företag med budgetbegränsningar kan dessa kostnadsbesparingar vara betydande. Ett projekt som jag ledde på PTSMAKE sparade cirka 40% på de initiala utvecklingskostnaderna genom att anpassa en standardprofil i stället för att skapa en anpassad lösning.
När standardprofiler utmärker sig
Standardprofiler fungerar exceptionellt bra när:
- Termiska belastningar är måttliga: De flesta standardprofiler klarar upp till 50-100 W beroende på storlek
- Utrymmesbegränsningarna är flexibla: När du kan anpassa dig till standardmått
- Tid till marknaden är avgörande: Snabb lansering väger ofta tyngre än perfekt optimering
- Produktionsvolymerna är låga till medelhöga: Kostnader för specialverktyg kan inte skrivas av på ett effektivt sätt
- Ansökan är inte specialiserad: Vanliga kylbehov i standardmiljöer
Industriella tillämpningar för standardprofiler
| Industri | Typiska tillämpningar | Fördelar med standardprofiler |
|---|---|---|
| Konsumentelektronik | Hemroutrar, ljudutrustning | Kostnadseffektiv, tillräcklig kylning |
| Industriell kontroll | PLC:er, HMI-gränssnitt | Snabbt utbyte, standardisering |
| Belysning | LED-drivdon, lågeffektsarmaturer | Lättillgängliga, beprövade konstruktioner |
| Telekommunikation | Nätverksswitchar, signalförstärkare | Tillförlitlighet genom etablerade konstruktioner |
Anpassade lösningar: Optimerade för dina specifika behov
Medan standardprofiler erbjuder bekvämlighet, ger specialdesignade kylflänsar i aluminium prestandafördelar som kan visa sig avgörande i utmanande applikationer.
Prestandafördelar med anpassade lösningar
Anpassad design av kylflänsar möjliggör:
- Optimerad termisk prestanda: Exakt anpassad till din specifika värmebelastning
- Rymdoptimering: Utformad för att passa dina exakta mekaniska begränsningar
- Integration av luftflöde: Anpassad till luftflödesmönstret i ditt system
- Viktminskning: Material används endast där det behövs
- Integration av ytterligare funktioner: Monteringspunkter, komponenthölje eller strukturellt stöd

När anpassade lösningar är ekonomiskt förnuftiga
Trots högre initialkostnader ger anpassade kylflänsar ofta en överlägsen avkastning på investeringen när:
- Produktionsvolymerna är höga: Verktygskostnaderna fördelas på många enheter
- Kraven på prestanda är stränga: Den termiska marginalen är kritisk
- Utrymmet är mycket begränsat: Varje millimeter spelar roll
- Systemets tillförlitlighet är av yttersta vikt: Kostnaderna för misslyckande är oöverkomligt höga
- Integration kan eliminera andra komponenter: Minskar den totala systemkostnaden
En kund inom medicinsk bildbehandling på PTSMAKE var till exempel till en början tveksam till kostnaderna för specialverktyg för en särskild kylfläns. Den optimerade designen möjliggjorde dock passiv kylning där standardlösningen skulle ha krävt fläktar, vilket i slutändan minskade systemets komplexitet, strömförbrukning och buller samtidigt som tillförlitligheten förbättrades.
Överväganden om produktionsvolym
Brytpunkten för produktionsvolymen - där kundanpassade lösningar blir mer ekonomiska än standardprofiler - varierar beroende på flera faktorer:
Lågvolymsproduktion (under 1.000 enheter)
För prototypkörningar och begränsad produktion är standardprofiler nästan alltid ekonomiskt lönsamma. Undantagen inkluderar:
- Produkter med mycket högt värde där prestanda motiverar ingenjörskostnaderna
- Applikationer där termisk prestanda är avgörande för uppdraget
- Situationer där utrymmesbegränsningar absolut inte kan tillgodose standardprofiler
Produktion av medelstora volymer (1.000-10.000 enheter)
Detta intervall utgör beslutets "sweet spot" där noggrann analys är avgörande:
- Anpassad extruderingsverktyg5 blir vanligtvis kostnadseffektiva runt 3.000-5.000 enheter
- Modifierade standardprofiler (skräddarsydd ytbehandling av standardprofiler) erbjuder en mellanväg
- CNC-bearbetade speciallösningar är fortfarande dyra men kan motiveras av prestandabehov
Produktion av stora volymer (10.000+ enheter)
Vid höga volymer ger anpassade lösningar vanligtvis ett bättre totalvärde:
- Verktygskostnaderna blir försumbara per enhet
- Materialoptimering minskar de löpande produktionskostnaderna
- Prestandafördelar omvandlas till säljbara produktfördelar
Analys av kostnadsbegränsningar
När du utvärderar kostnadsbegränsningar bör du beakta dessa ofta förbisedda faktorer:
Utöver ursprungligt pris
- Operativa kostnader: Högpresterande termiska lösningar kan minska energiförbrukningen
- Garantianspråk: Förbättrad kylning minskar antalet komponentfel och returer
- Tid för montering: Anpassade konstruktioner kan innehålla funktioner som snabbar upp produktionen
- Lagerhantering: Standardprofiler kan kräva mindre lagerinvesteringar
- Flexibilitet i tillverkningen: Standardprofiler gör det lättare att anpassa produktionsvolymerna
Dolda kostnader för standardprofiler
Standardprofilernas "förmånliga" pris medför ibland oväntade kostnader:
- Adaptrar eller modifieringar behövs för att passa standardprofiler
- Ytterligare monteringssteg för att montera icke-optimerade lösningar
- Möjlighet till överdesign (större kylflänsar än nödvändigt)
- Prestandakompromisser som påverkar andra systemkomponenter
Specifika faktorer för kylbehov
Din applikations specifika kylbehov bör i hög grad påverka ditt beslut om standard eller anpassad lösning:
Krav på termisk prestanda
- Maximal temperatur för komponenten: Hur nära de termiska gränserna kan du arbeta?
- Enhetlig temperatur: Måste man ta särskild hänsyn till hot spots?
- Övergående prestanda: Hur snabbt måste värmen ledas bort vid belastningstoppar?
- Omgivande förhållanden: Vilka är ytterligheterna i driftsmiljön?
Begränsningar i den fysiska utformningen
- Viktbegränsningar: Är applikationen viktkänslig (bärbar, flyg- och rymdindustrin)?
- Dimensionella begränsningar: Finns det strikta utrymmesbegränsningar?
- Orienteringsfaktorer: Kommer kylflänsen att fungera i olika riktningar?
- Monteringsgränssnitt: Vilken yta är tillgänglig för termisk kontakt?
Beslutsramverk
På PTSMAKE använder vi ett strukturerat tillvägagångssätt för att hjälpa kunderna att fatta beslutet om standard eller anpassad:
- Analys av prestandagap: Fastställ om standardprofiler uppfyller minimikraven för värme
- Beräkning av total ägandekostnad: Inkludera alla livscykelkostnader
- Bedömning av tid till marknad: Utvärdera påverkan på schemat
- Volym/kostnadsprognos: Beräkna övergångspunkten där kundanpassning blir mer ekonomiskt fördelaktigt
- Utvärdering av risker: Bedöma konsekvenserna av fel i värmestyrningen
Detta systematiska tillvägagångssätt säkerställer att besluten balanserar omedelbara behov med långsiktiga överväganden.
Hybrida tillvägagångssätt
I många fall ligger den bästa lösningen mellan renodlad standard och helt kundanpassad design:
- Modifierade standardprofiler: Standardprofiler med anpassad bearbetning eller funktioner
- Modulära system: Standardkomponenter konfigurerade i anpassade arrangemang
- Anpassad bas med standardfenor: Optimerad kontakt med standardkylelement
- Semi-Custom Assemblies: Kombination av standardprofiler i nya konfigurationer
Dessa metoder erbjuder en övertygande medelväg som ger många kundanpassade fördelar samtidigt som de minskar konstruktionskostnaderna och ledtiderna.
Ytbehandlingar och deras inverkan på prestanda
Har du någonsin undrat varför vissa aluminiumkylflänsar ser blanka ut medan andra är matt svarta? Det här är inte bara estetiska val - det är strategiska tekniska beslut som dramatiskt kan påverka hur effektivt din enhet håller sig sval under tryck.
Ytbehandlingar för kylflänsar i aluminium går långt utöver bara utseendet och påverkar direkt värmeledningsförmåga, korrosionsbeständighet och långsiktig tillförlitlighet. Rätt ytbehandling kan förbättra prestandan med upp till 25% och samtidigt förlänga livslängden i tuffa miljöer från år till årtionden.
När det gäller att optimera kylflänsar i aluminium är ytbehandlingar en av de mest kraftfulla men ofta förbisedda variablerna i värmehanteringsekvationen. Med min erfarenhet av att hantera otaliga termiska lösningar på PTSMAKE har jag själv sett hur rätt ytbehandling kan göra skillnaden mellan en enhet som fungerar tillförlitligt i flera år och en som går sönder i förtid.
Vetenskapen bakom ytbehandlingar
Ytbehandlingar ändrar de fysiska och kemiska egenskaperna hos kylflänsar av aluminium och påverkar dramatiskt hur de interagerar med sin omgivning. Dessa modifieringar kan förbättra prestandan i flera dimensioner samtidigt.
Anodisering: Skydd och prestanda
Anodisering är den vanligaste ytbehandlingen för kylflänsar i aluminium och skapar ett kontrollerat oxidskikt genom en elektrokemisk process. Denna behandling förvandlar ytan till en hårdare, mer hållbar barriär samtidigt som den ger flera viktiga fördelar:
Olika typer av anodisering och deras egenskaper
| Typ | Tjocklek | Motståndskraft mot korrosion | Termisk påverkan | Bästa applikationer |
|---|---|---|---|---|
| Typ I (kromisk) | 0,5-1,0 μm | Bra | Minimal minskning | Flyg- och rymdindustrin, elektronik med snäva toleranser |
| Typ II (standard) | 5-25 μm | Mycket bra | 3-5% reducering | Allmän elektronik, konsumentprodukter |
| Typ III (hård) | 25-100 μm | Utmärkt | 5-10% reducering | Militära miljöer, utomhusmiljöer och miljöer med hög slitstyrka |
Anodisering skapar miljontals mikroskopiska porer som kan förseglas eller lämnas öppna beroende på applikationskrav. På PTSMAKE rekommenderar vi typ II-anodisering för de flesta applikationer för elektronikkylning eftersom den ger en optimal balans mellan skydd och termisk prestanda.

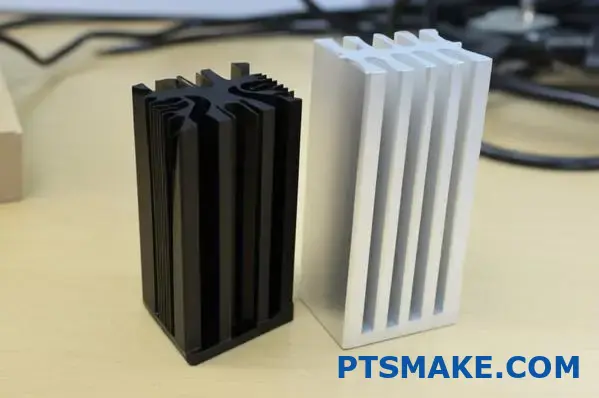
Färgmöjligheterna med anodisering är inte bara för estetikens skull - olika färger absorberar och avger värme på olika sätt. Svart anodisering ökar den termiska emissiviteten (typiskt 0,8-0,9 jämfört med 0,1-0,2 för rå aluminium), vilket förbättrar passiv strålningskylning med upp till 20% i miljöer med naturlig konvektion.
Beläggningar för kromatomvandling
Beläggningar med kromatkonvertering (ofta kallad kemfilm eller alodin) skapar ett tunt, skyddande skikt som ger utmärkt korrosionsskydd med minimal påverkan på den termiska prestandan:
- Skiktets tjocklek: Typiskt 0,01-0,1 μm (mycket tunnare än anodisering)
- Termisk påverkan: Försumbar (mindre än 1% minskning av värmeledningsförmågan)
- Korrosionsskydd: Utmärkt, särskilt i salta miljöer
- Färger: Vanligtvis guld/gul, klar eller skimrande
Dessa beläggningar är särskilt värdefulla i applikationer där varje liten bit av värmeledningsförmågan är viktig men korrosionsskydd fortfarande är avgörande. I telekommunikationsutrustning används ofta kromatomvandlade beläggningar på grund av deras utmärkta elektriska ledningsförmåga i kombination med miljöskydd.
Pulverlackering för extrema miljöer
Pulverlackering ger det mest robusta miljöskyddet för kylflänsar av aluminium som används under tuffa förhållanden:
Fördelar med pulverlackering
- Extrem hållbarhet: Motståndskraftig mot stötar, kemikalier och UV-strålning
- Tjockt skydd: Typiskt 50-100 μm beläggningstjocklek
- Elektrisk isolering: Ger utmärkt elektrisk isolering
- Estetiska alternativ: Finns i otaliga färger och texturer
Den främsta nackdelen är den termiska påverkan - pulverlackering skapar en betydande termisk barriär som kan minska kylflänsens effektivitet med 15-30% beroende på tjocklek och formulering. Av denna anledning reserverar vi vanligtvis pulverlackeringsrekommendationer för kylflänsar med gott om termisk overhead som arbetar i riktigt utmanande miljöer.

Miljöhänsyn och miljöskydd
Olika driftsmiljöer innebär unika utmaningar för kylflänsar i aluminium, och ytbehandlingar erbjuder specifika skydd.
Marina miljöer och miljöer med hög luftfuktighet
Saltstänk och konstant fukt utgör de mest aggressiva hoten mot kylflänsar av aluminium. I dessa miljöer:
- Hård anodisering (typ III) ger den bästa kombinationen av korrosionsbeständighet med bibehållen rimlig termisk prestanda
- Förseglad anodisering förhindrar att fukt tränger in i mikroporerna
- Omvandling av kromater med extra tätningsmedel ger ett alternativ med bättre termisk prestanda
För marina tillämpningar rekommenderar vi vanligtvis tjockare anodiseringsbehandlingar med varmvatten eller dikromatförsegling för maximalt långtidsskydd. En kund inom offshore-telekomsektorn såg kylflänsens livslängd förlängas från 3 år till över 12 år efter att ha implementerat vårt rekommenderade ytbehandlingsprotokoll.
Industriell och kemisk exponering
Tillverkningsanläggningar, kemiska processanläggningar och industriella miljöer utsätter kylflänsar för en mängd olika korrosiva ämnen:
- Matris för kemisk beständighet bör rådfrågas vid val av behandlingar
- Pulverlackering erbjuder det mest omfattande kemikalieskyddet
- Anodisering med PTFE-infusion ger utmärkt motståndskraft mot de flesta kemikalier samtidigt som den har bättre termiska egenskaper än vanliga pulverlacker
Utomhus- och UV-exponering
Kylflänsar som används i utomhusapplikationer utsätts för unika nedbrytningsfaktorer:
- UV-strålning kan bryta ner obehandlat aluminium över tid
- Temperaturcykling skapar expansions- och kontraktionsspänningar
- Föroreningar och miljöföroreningar påskynda korrosion
För LED-belysning utomhus, som utgör ett växande segment hos PTSMAKE, rekommenderar vi vanligtvis svart anodisering med UV-beständiga tätningsmedel. Detta tillvägagångssätt förbättrar strålningskylningen samtidigt som det ger det nödvändiga miljöskyddet.
Påverkan på termisk prestanda
Ytbehandlingar påverkar oundvikligen den termiska prestandan och skapar viktiga avvägningar mellan skydd och kyleffektivitet.
Förbättring av emissivitet
En ofta förbisedd fördel med vissa ytbehandlingar är förbättrad emissivitet - förmågan att utstråla värmeenergi. Rå aluminium har relativt dålig emissivitet (0,1-0,2), medan behandlingar kan förbättra denna egenskap dramatiskt:
| Ytbehandling | Typisk emissivitet | Förbättring av strålningskylning |
|---|---|---|
| Rå aluminium | 0.1-0.2 | Baslinje |
| Svart anodisering | 0.8-0.9 | 300-400% förbättring |
| Svart färg | 0.9-0.95 | 350-450% förbättring |
| Omvandling av kromater | 0.3-0.4 | 50-100% förbättring |
I applikationer där passiv strålning är en betydande kylfaktor (särskilt i konstruktioner med begränsat utrymme eller naturlig konvektion) kan emissivitetsförbättringen faktiskt uppväga den lilla värmeledningsförlusten från ytbehandlingen.

Hänsyn till termiskt gränssnitt
Ytbehandlingarna påverkar också hur kylflänsarna samverkar med termiska gränssnittsmaterial (TIM) och värmekällor:
- Slätare ytor (uppnås vanligen med lätt anodisering) förbättra kontakten med termiska gränssnittsmaterial
- Porösa anodiserade ytor kan absorbera vissa termiska föreningar, vilket förbättrar ytkontakten
- Överdrivet hårda behandlingar kan kräva tjockare TIM-lager för att fylla ojämnheter i ytan
På PTSMAKE rekommenderar vi ofta selektiv maskering under anodiseringsprocesser för att lämna kontaktytan antingen rå eller med minimal behandling, vilket optimerar värmeöverföringen vid denna kritiska korsning.
Estetisk och funktionell balans
Utöver rena prestandafrågor har ytbehandlingar en betydande inverkan på produktens estetik och hur den uppfattas av användaren.
Färgpsykologi och varumärkesanpassning
Färgen på kylflänsarna bidrar till produktens övergripande utseende:
- Svart förmedlar teknisk sofistikering och tenderar att visuellt dra sig tillbaka
- Silver/naturfärgad ger lättviktsprestanda och precision
- Färgad anodisering möjliggör integration med produktvarumärket
För konsumentprodukter rekommenderar vi ofta ytbehandlingar som balanserar termisk prestanda med visuell attraktionskraft. En tillverkare av kringutrustning för spel såg en 15% ökning av användarnöjdheten efter att ha bytt från naturlig aluminium till svartanodiserade kylflänsar, trots att den faktiska värmeprestandan inte förändrades.
Möjligheter till specialeffekter och varumärkesprofilering
Avancerade ytbehandlingar ger unika möjligheter till varumärkesprofilering:
- Laseretsning efteranodisering för permanenta logotyper och information
- Tvåfärgsbehandlingar för visuell kontrast
- Strukturerade ytor som döljer fingeravtryck och slitage
Dessa behandlingar kan förvandla en utilitaristisk komponent till en varumärkesstärkande funktion, särskilt inom konsumentelektronik i premiumsegmentet.
Att göra rätt val
För att välja den optimala ytbehandlingen måste man noggrant väga flera faktorer mot de specifika applikationskraven.
Tillvägagångssätt med beslutsmatris
På PTSMAKE använder vi en viktad beslutsmatris för att hjälpa kunderna att välja rätt ytbehandling:
- Definiera applikationskrav (termisk prestanda, miljö, estetiska behov)
- Viktning av varje faktor baserat på betydelse för applikationen
- Bedöm varje behandlingsalternativ mot dessa sammanvägda faktorer
- Beräkna den viktade poängen för att identifiera den optimala behandlingen
Detta systematiska tillvägagångssätt säkerställer att alla relevanta faktorer beaktas i stället för att fokusera uteslutande på en enda aspekt som värmeprestanda eller kostnad.
Hybrid- och selektiva behandlingar
För de mest krävande tillämpningarna använder vi ofta hybridlösningar:
- Selektiv anodisering med maskerade områden för optimal termisk kontakt
- Behandlingar för underställ med sekundära beläggningar i exponeringsområden
- Olika behandlingar på olika ytor av samma kylfläns
Dessa skräddarsydda metoder ger optimerad prestanda för alla kritiska parametrar i stället för att kompromissa med en behandling som passar alla.
Genom att välja rätt ytbehandling för din kylfläns i aluminium skyddar du inte bara en komponent - du förbättrar systemets prestanda, förlänger produktens livslängd och förvandlar potentiellt ett funktionellt element till en viktig produktdifferentiator. Rätt behandling är inte alltid den dyraste eller mest skyddande, utan snarare den som bäst balanserar alla specifika krav i din unika applikation.
Aktiv kontra passiv kylning: När ska man använda fläktar med kylflänsar
Har du någonsin ställts inför det frustrerande dilemmat att välja mellan en skrymmande passiv kylfläns eller att lägga till fläktar i din design? Detta kritiska beslut påverkar inte bara värmeprestandan, utan även produktens ljudnivå, tillförlitlighet och till och med dess marknadsframgång.
Valet mellan aktiv och passiv kylning för aluminiumkylflänsar är avgörande för din strategi för termisk hantering. För att förstå när man ska implementera fläktar eller enbart förlita sig på passiva lösningar krävs en noggrann utvärdering av värmebelastning, utrymmesbegränsningar, akustiska krav och tillgänglig effekt.

Förstå grundläggande principer för aktiv kontra passiv kylning
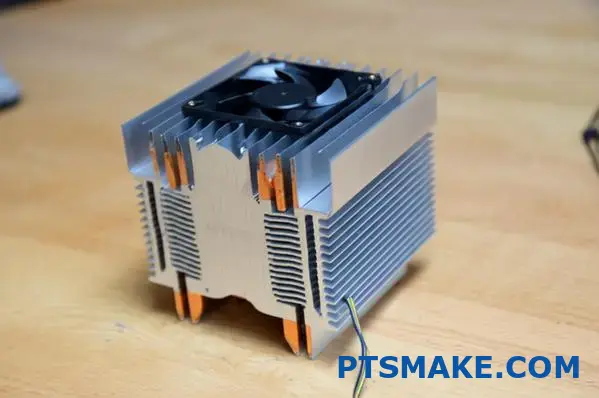
Innan vi går in på beslutskriterierna bör vi klargöra vad som skiljer dessa två kylmetoder åt. Passiv kylning förlitar sig helt på naturlig konvektion och strålning för att avleda värme utan rörliga delar. Aktiv kylning, å andra sidan, använder fläktar eller blåsmaskiner för att tvinga luftrörelser över kylflänsens ytor, vilket dramatiskt förbättrar värmeöverföringshastigheten.
Jämförelse av termisk prestanda
Den mest uppenbara skillnaden mellan aktiva och passiva lösningar är deras värmeavledningsförmåga. Detta gap kan vara betydande:
| Metod för kylning | Typisk termisk resistans | Kapacitet för värmeavledning | Rymdeffektivitet |
|---|---|---|---|
| Passiv kylning | 1,5-8°C/W | Låg-Medium | Låg |
| Aktiv kylning | 0,2-1,5°C/W | Medelhög-Hög | Hög |
När jag konstruerar kylningslösningar på PTSMAKE har jag konsekvent observerat att även en liten fläkt kan minska värmemotståndet med 60-80% jämfört med passiva alternativ av liknande storlek. Denna prestandafördel blir avgörande när man har att göra med högeffektskomponenter eller utrymmesbegränsade konstruktioner.
Utvärdering av krav på termisk belastning
Den primära faktorn som styr beslutet om aktiv eller passiv drift är systemets termiska belastning. Denna bedömning måste inte bara ta hänsyn till drift i steady-state utan även till toppbelastningar och termiska transienter.
Tröskelvärden för värmeavledning
Som en allmän riktlinje baserad på min erfarenhet av kylflänsar i aluminium:
- 0-15W: Passiv kylning är vanligtvis tillräcklig och att föredra
- 15-50W: Båda tillvägagångssätten kan fungera beroende på andra begränsningar
- 50W+: Aktiv kylning blir alltmer nödvändig om inte exceptionellt utrymme finns tillgängligt
Dessa tröskelvärden är inte absoluta utan fungerar som utgångspunkter. En kompakt enhet som avger 30 W kan behöva aktiv kylning, medan ett rymligt hölje kan hantera 75 W passivt med tillräcklig kylflänsvolym.
Hänsyn till termisk densitet
Utöver den råa effekten har koncentrationen av värme stor betydelse. En belastning på 20 W koncentrerad till ett chip på 10 mm² kräver en annan kylning än samma effekt fördelad över en yta på 100 mm². När den termiska densiteten överstiger cirka 1 W/cm² blir aktiv kylning normalt det mest praktiska alternativet.
Analys av rymdbegränsningar
Det tillgängliga utrymmet blir ofta den avgörande faktorn mellan aktiva och passiva lösningar. Passiva lösningar kräver stor yta och volym för att uppnå samma prestanda som kompakta aktiva system.
Volymetrisk effektivitet
Den utrymmeseffektiva fördelen med aktiv kylning blir tydlig när vi tittar på den volym som krävs för motsvarande kylning:
- En passiv kylfläns i aluminium kan behöva 3-5 gånger så stor volym som en aktiv lösning för att uppnå liknande värmeprestanda
- Denna volymskillnad ökar när värmebelastningen ökar
För produkter där kompakthet värdesätts (konsumentelektronik, bärbara enheter, installationer med begränsat utrymme) gör denna effektivitet ofta aktiv kylning till det enda genomförbara alternativet trots andra kompromisser.

Överväganden om formfaktor
Utöver råvolymen skiljer sig kraven på form och orientering avsevärt:
Passiva kylflänsar fungerar bäst med:
- Vertikal lamellorientering för att optimera naturlig konvektion
- Större avstånd mellan fenorna (typiskt 8-12 mm) för att möjliggöra luftrörelser
- Obehindrade luftflödesvägar ovanför och under
Aktiva kylflänsar kan fungera effektivt med:
- Alla inriktningar (även om vissa fortfarande är optimala)
- Mycket snävare avstånd mellan fenorna (1,5-3 mm)
- Riktade luftflödesvägar optimerade för fläktplacering
På PTSMAKE har vi konstruerat passiva kyllösningar för kunder som absolut behövde dem, men vi har ofta rekommenderat betydligt större kapslingar än vad som ursprungligen planerades för att få plats med tillräcklig värmeavledning.
Hänsyn till buller och akustiska krav
Den kanske mest uppenbara fördelen med passiv kylning är tystnaden. Enbart denna faktor kan vara avgörande för många applikationer där akustiska prestanda är viktiga.
Ljudkänsliga applikationer
Applikationer där passiv kylning har en avgörande fördel är t.ex:
- Medicinsk diagnostisk utrustning som används i tysta undersökningsrum
- Ljudinspelnings- och produktionsutrustning
- Avancerade hemmabio-komponenter
- Sovrumsenheter (mediaspelare, datorer med liten formfaktor)
- Bibliotek och utbildningsmiljöer
I dessa scenarier uppväger ofta de akustiska fördelarna de storleksproblem som passiva lösningar medför.
Strategier för begränsning av fläktbuller
När aktiv kylning är nödvändigt ur termisk synvinkel men bullret är ett problem finns det flera strategier som kan hjälpa:
- Större och långsammare fläktar flyttar mer luft med mindre buller än mindre, snabbare alternativ
- PWM-styrning av fläkt möjliggör dynamisk hastighetsjustering baserat på faktiska termiska belastningar
- Vibrationsisolerad montering förhindrar att fläktvibrationer förstärks genom chassit
- Akustisk behandling av luftflödesvägar kan minska turbulensbuller
- Lager av hög kvalitet i premiumfläktar minskar driftsljudet avsevärt
Genom att implementera dessa metoder på PTSMAKE har vi kunnat utveckla aktiva kyllösningar som håller sig under 25 dBA - tillräckligt tyst för de flesta miljöer samtidigt som de ger de termiska fördelarna med forcerad konvektion.
Krafttillgänglighet och energiöverväganden
Aktiv kylning kräver ström - en uppenbar men ibland förbisedd begränsning, särskilt i bärbara eller fjärrstyrda applikationer.

Analys av effektbudget
När du utvärderar aktiv kylning bör du ta hänsyn till dessa effektrelaterade faktorer:
- Fläktens strömförbrukning varierar normalt från 0,5 W till 5 W beroende på storlek och luftflöde
- Ta alltid hänsyn till startströmmen som kan vara 2-3 gånger högre än den löpande strömmen
- Tänk på strömförsörjningens bruskänslighet eftersom fläktar kan ge upphov till krusningar
- Utvärdera krav på säkerhetskopiering/redundans för kritiska system
För batteridrivna enheter har fläktarnas kontinuerliga strömförbrukning en direkt inverkan på drifttiden. En kund inom telekommunikation bytte från aktiv till passiv kylning för sin fjärrövervakningsutrustning, vilket förlängde batteriets backuptid med 22% - en avgörande förbättring för deras mätvärden för tjänsternas tillförlitlighet.
Avvägningar för energieffektivitet
I fasta installationer blir jämförelsen av energiförbrukningen mer nyanserad:
- Aktiv kylning förbrukar direkt el för fläktdrift
- Med effektivare kylning kan dock komponenterna köras svalare, vilket kan förbättra deras effektivitet
- För system med hög effekt uppväger den förbättrade kyleffektiviteten ofta fläktens effektförbrukning
Nettoenergibalansen beror i hög grad på den specifika tillämpningen och de ingående komponenterna.
Krav på tillförlitlighet och underhåll
Tillförlitlighetsfrågor gynnar ofta passiva lösningar, eftersom fläktar är de enda rörliga delarna i många elektroniska system.
Analys av feltillstånd
När du utvärderar kylningsalternativ bör du beakta dessa tillförlitlighetsfaktorer:
- Genomsnittlig tid mellan fel (MTBF) för kvalitetsfläktar varierar vanligtvis mellan 50.000-200.000 timmar
- Feltillstånd för fläktar inkluderar lagerslitage, ansamling av damm och elektriska fel
- Passiva system har inga rörliga delar som kan gå sönder, men kan ändå försämras genom ansamling av damm eller korrosion
- Konsekvenser på systemnivå av kylfel bör driva fram krav på redundans
För verksamhetskritiska system där underhållet är begränsat eller kostsamt överväger ofta den inneboende tillförlitlighetsfördelen med passiv kylning prestandafördelarna med aktiva lösningar.
Damm och miljöhänsyn
Miljöfaktorer har stor betydelse för beslutet om aktiv eller passiv behandling:
- Dammtunga miljöer påskyndar fläktfel och minskar kylningseffektiviteten
- Extrema temperaturer påverkar fläktens tillförlitlighet och lagrens livslängd
- Fukt och korrosiva atmosfärer kan skada fläktmotorer och elektronik
- Vibrationer i industriella miljöer kan påskynda slitaget på fläktlagren
I tuffa miljöer, termisk redundans6 blir avgörande för aktiva system - att utforma den termiska lösningen för att bibehålla acceptabel (om än försämrad) prestanda även om fläktarna slutar fungera.
Hybridmetoder för optimala lösningar
I stället för att betrakta aktiv och passiv kylning som binära val bör du överväga hybridmetoder som utnyttjar fördelarna med båda:
- Passiv kylning med aktiv assistans: Utformning för tillräcklig passiv kylning under normala belastningar, med fläktar som endast aktiveras under toppbelastningar
- Redundant passiv kapacitet: Implementera aktiv kylning för optimal prestanda, men se till att det finns tillräcklig passiv kapacitet för att förhindra skador om fläktarna slutar fungera
- Zonindelade kylningsmetoder: Använd passiv kylning för mindre kritiska komponenter och rikta in aktiv kylning exakt där den termiska densiteten är som störst
Dessa hybridstrategier ger ofta den bästa övergripande balansen mellan prestanda, tillförlitlighet och effektivitet.
I ett medicinskt bildbehandlingssystem som vi konstruerade vid PTSMAKE implementerade vi ett huvudsakligen passivt kylsystem kompletterat med låghastighetsfläktar som aktiverades endast när de interna temperaturerna översteg specificerade tröskelvärden. Detta tillvägagångssätt gav tyst drift under de flesta diagnostiska procedurer samtidigt som det termiska skyddet upprätthölls under intensiva skanningssekvenser.
Material för termiska gränssnitt för optimal värmeöverföring
Har du någonsin undrat varför viss elektronik går sönder i förtid trots att den har kylsystem av högsta kvalitet? Hemligheten ligger ofta i ett osynligt lager mellan komponenterna som många ingenjörer förbiser tills det är för sent.
Termiska gränssnittsmaterial (TIM) spelar en avgörande roll för värmehanteringen genom att fylla mikroskopiska luftspalter mellan värmealstrande komponenter och kylflänsar av aluminium. Dessa specialiserade material förbättrar värmeledningsförmågan dramatiskt, vilket säkerställer effektiv värmeöverföring och förhindrar att enheten går sönder på grund av överhettning.

Jag har hanterat otaliga projekt inom termisk hantering på PTSMAKE och har själv sett hur rätt material för termiska gränssnitt kan göra skillnaden mellan en enhet som fungerar tillförlitligt i flera år och en som går sönder inom några månader. Låt mig dela med mig av mina erfarenheter om dessa viktiga men ofta förbisedda komponenter i effektiva kylsystem.
Förståelse för material med termiska gränssnitt
Material för termiska gränssnitt har ett grundläggande syfte: de eliminerar luftspalter mellan motstående ytor. Även perfekt bearbetade ytor har mikroskopiska ojämnheter som fångar upp luft - en dålig värmeledare. TIMs fyller dessa tomrum och skapar en kontinuerlig termisk väg från värmekälla till kylfläns.
Fysiken bakom termisk kontakt
När två fasta ytor möts har de vanligtvis bara faktisk kontakt på cirka 1-5% av den synliga kontaktytan. Resten består av mikroskopiska luftspalter som fungerar som värmeisolatorer. Detta fenomen skapar en betydande barriär för värmeflödet som kallas termiskt kontaktmotstånd.
TIMs löser detta problem genom att:
- Fylla mikroskopiska luftspalter med värmeledande material
- Anpassning till ojämnheter i ytan
- Skapande av en kontinuerlig värmeöverföringsväg
- Minska det termiska motståndet vid gränssnittet
Viktiga prestationsmått
Vid val av material för termiska gränssnitt är det flera egenskaper som avgör hur effektivt det är:
| Fastighet | Beskrivning | Betydelse |
|---|---|---|
| Termisk konduktivitet | Hastighet med vilken värme passerar genom materialet (W/m-K) | Primär indikator på värmeöverföringens effektivitet |
| Termisk impedans | Övergripande motstånd mot värmeöverföring (°C-cm²/W) | Mer praktisk mätning av prestanda i verkligheten |
| Bondlinjens tjocklek | Tjocklek efter applicering och komprimering | Tunnare är i allmänhet bättre för termisk överföring |
| Anpassningsbarhet | Förmåga att fylla ojämnheter i ytan | Avgörande för att eliminera luftspalter |
| Kompression | Kraft som krävs för optimal prestanda | Påverkar monteringskraven |
| Motstånd mot utpumpning | Förmåga att motstå migration under termisk cykling | Viktigt för långsiktig tillförlitlighet |
Olika typer av material för termiska gränssnitt
Det finns ett stort antal olika termiska gränssnittsmaterial som alla har sina egna fördelar för specifika applikationer. Det är viktigt att förstå skillnaderna för att kunna göra rätt val.
Termiska fetter och pastor
Termiska fetter (även kallade termiska pastor eller compounds) var de första TIM som användes i stor utsträckning och är fortfarande populära.
Fördelar:
- Utmärkt anpassningsförmåga till ojämnheter i ytan
- Uppnå mycket tunna bindningslinjer (typiskt 0,001"-0,003")
- Hög värmeledningsförmåga (1-10 W/m-K)
- Inga krav på härdning
- Relativt låg kostnad
Begränsningar:
- Riskerar att pumpas ut under termisk cykling
- Kan torka ut med tiden, vilket minskar effektiviteten
- Tillämpningen kan vara rörig och inkonsekvent
- Inte idealisk för vertikala applikationer
På PTSMAKE har vi funnit att termiska smörjfetter är särskilt effektiva för högpresterande datortillämpningar där det är viktigt att uppnå ett så tunt gränssnittslager som möjligt. För en servertillverkare innebar bytet till ett högvärdigt termiskt fett med bättre utpumpningsmotstånd att drifttemperaturen sänktes med 7°C och att problemen med termisk strypning praktiskt taget försvann.

Termiska kuddar och mellanrumsfyllningar
Termoplattor är förformade, solida ark av eftergivligt material som komprimeras när de monteras.
Fördelar:
- Ren, förskuren applikation
- Fyller större luckor (finns i tjocklekar från 0,5-10 mm)
- Kan överbrygga ojämna ytor eller komponenter i olika höjder
- Goda elektriska isoleringsegenskaper
- Konsekvent prestanda
Begränsningar:
- Högre värmebeständighet än premiumfetter
- Kräver mer monteringstryck för optimal prestanda
- Mindre effektiv för mikroskopiska ojämnheter i ytan
- Dyrare än vanliga termiska smörjfetter
Termokuddar är utmärkta i massproduktionsmiljöer där konsekvens och monteringshastighet är prioriterade. En konsumentelektronikkund på PTSMAKE bytte från fett till specialskurna termokuddar, vilket minskade monteringstiden med 35% samtidigt som man behöll jämförbar termisk prestanda.
Fasändringsmaterial
Fasändringsmaterial (PCM) kombinerar de bästa egenskaperna hos smörjfetter och kuddar och består av en fast film vid rumstemperatur som mjuknar vid driftstemperatur.
Fördelar:
- Fast vid rumstemperatur för ren hantering
- Blir halvflytande vid driftstemperaturer för utmärkt ytvätning
- Motstår utpumpning bättre än smörjfetter
- Uppnå mycket tunna bindningslinjer
- Kräver minimalt monteringstryck
Begränsningar:
- Dyrare än vanliga termiska smörjfetter
- Temperaturbegränsningar (smälter normalt runt 50-70°C)
- Kan vara spröd före fasförändring
- Kan kräva särskild hantering
Jag har funnit att PCM är särskilt värdefullt för applikationer som utsätts för frekventa termiska cykler. För en tillverkare av telekommunikationsutrustning minskade införandet av fasändringsmaterial den genomsnittliga tiden mellan fel med 27% i utrustning som används i fält och som arbetar i miljöer med varierande temperaturer.
Metallbaserade TIMs
För de mest krävande termiska applikationerna erbjuder metallbaserade TIMs överlägsen prestanda.
Tillvalen omfattar:
- Indiumfolier och -legeringar
- Lödning av termiska gränssnitt
- Flytande metallföreningar
Fördelar:
- Extremt hög värmeledningsförmåga (20-86 W/m-K)
- Utmärkt ytvätning
- Långsiktig stabilitet
- Lågt värmemotstånd
Begränsningar:
- Alternativ med högst kostnad
- Ofta elektriskt ledande (potentiell kortslutningsrisk)
- Kan orsaka galvanisk korrosion med vissa metaller
- Mer komplexa applikationskrav

Även om de är dyra erbjuder metallbaserade TIM oöverträffad prestanda för kritiska applikationer. I ett högeffekts LED-belysningsprojekt på PTSMAKE möjliggjorde användningen av indiumbaserat termiskt gränssnittsmaterial passiv kylning där konventionella TIM:ar skulle ha krävt aktiv fläktkylning, vilket resulterade i en mer tillförlitlig och tyst lösning för arkitektoniska belysningsapplikationer.
Applikationsspecifika urvalsöverväganden
För att välja det optimala materialet för termiska gränssnitt måste man ta hänsyn till olika applikationsspecifika faktorer.
Kompatibilitet med kylflänsens material
Vid användning av kylflänsar i aluminium blir materialkompatibilitet en viktig faktor:
- Kemisk kompatibilitet - Vissa TIMs innehåller tillsatser som kan påskynda korrosion i aluminium
- Galvanisk kompatibilitet - Metallfyllda föreningar kan skapa galvaniska celler med aluminium
- Koefficient för termisk expansion (CTE) - Materialen bör ha kompatibla expansionshastigheter för att förhindra nedbrytning av gränssnittet under termisk cykling
För kylflänsar av aluminium erbjuder kiselbaserade termiska föreningar vanligtvis den bästa balansen mellan prestanda och långsiktig kompatibilitet. Compounds som innehåller silverpartiklar bör utvärderas noggrant, eftersom de potentiellt kan påskynda korrosion i närvaro av fukt.
Applikation och driftsmiljö
Miljöfaktorer påverkar TIM-valet i hög grad:
- Temperaturområde - Vissa material bryts ned eller härdas vid extrema temperaturer
- Frekvens för termisk cykling - Mer frekventa cykler ökar risken för utpumpning
- Luftfuktighetsnivåer - Kan påverka den långsiktiga stabiliteten hos vissa material
- Förväntad livslängd - Längre krav gynnar mer stabila material
- Vertikal eller horisontell montering - Påverkar risken för materialmigration
- Krav på driftsäkerhet - Behov av demontering kan gynna vissa material
Överväganden om tryck
Olika TIMs kräver olika nivåer av monteringstryck för att fungera optimalt:
- Termiska smörjfetter: Minimalt tryck krävs (vanligtvis 10-30 PSI)
- Termiska kuddar: Måttligt tryck krävs (vanligtvis 30-100 PSI)
- Material för fasförändring: Lågt till medelhögt tryck (normalt 30-50 PSI)
- Metallbaserade TIMs: Variabel, men kräver ofta exakt tryckreglering
Den tillgängliga monteringslösningen begränsar ofta valet av TIM. Tryckstift ger relativt lågt tryck, vilket gör dem lämpliga för fett men potentiellt suboptimala för tjockare termiska dynor. Skruvmonteringssystem erbjuder större flexibilitet när det gäller att applicera lämpligt tryck för alla TIM-typer.
Bästa praxis för implementering
Korrekt applicering är lika viktigt som materialval för att uppnå optimal termisk prestanda.
Tillämpningsmetoder
Varje typ av TIM har specifika applikationskrav:
För termiska smörjfetter:
- Applicera ett tunt, jämnt lager med hjälp av screentryck, dispensering eller den manuella "X"-mönstermetoden
- Eftersträva fullständig täckning efter komprimering med minimal utpressning
- Undvik luftbubblor eller hålrum under appliceringen
För termokuddar:
- Säkerställ korrekt storlek och tjocklek
- Ta bort skyddsfilmer helt och hållet
- Applicera på rena, torra ytor
- Använd jämnt tryck under monteringen
För fasändringsmaterial:
- Hantera försiktigt i fast tillstånd
- Säkerställ att den första värmecykeln når aktiveringstemperaturen
- Applicera rekommenderat monteringstryck
Vanliga misstag vid implementering
Genom mitt arbete på PTSMAKE har jag observerat flera vanliga misstag vid TIM-implementering:
- Använda för mycket material - "Mer är bättre" är en vanlig missuppfattning; överflödigt material ökar värmemotståndet
- Ojämn applicering - Skapar hotspots och minskar den totala effektiviteten
- Kontaminerade ytor - Oljor, fingeravtryck och damm minskar effektiviteten avsevärt
- Otillräckligt monteringstryck - Förhindrar optimal materialfördelning och kontakt
- Blandning av inkompatibla material - Kan orsaka kemiska reaktioner och nedbrytning
Överväganden om tillförlitlighet på lång sikt
För enheter som förväntas fungera i flera år utan underhåll är TIM-beteendet på lång sikt avgörande:
- Risk för uttorkning - Vissa smörjfetter förlorar flyktiga ämnen över tid
- Effekter av utpumpning - Materialmigration under termisk cykling
- Nedbrytning av material - Kemisk nedbrytning på grund av värme eller miljöfaktorer
- Separering av gränssnitt - Fysisk separation på grund av vibrationer eller CTE-missmatchningar
Den bästa TIM är den som bibehåller prestandan under produktens förväntade livslängd, inte bara under den första testningen. När vi på PTSMAKE utformar kyllösningar för industriell utrustning rekommenderar vi vanligtvis att man överspecificerar de termiska gränssnittsmaterialen något för att klara en viss prestandaförsämring över tid samtidigt som man bibehåller säkra driftstemperaturer.
Rätt termiskt gränssnittsmaterial utgör en viktig brygga mellan dina värmegenererande komponenter och kylflänsen i aluminium. Genom att förstå alternativen, noggrant utvärdera applikationskraven och implementera korrekta applikationstekniker kan du dramatiskt förbättra den termiska prestandan och säkerställa den långsiktiga tillförlitligheten hos dina elektroniska system.
Lär dig hur optimering av termiska gradienter kan minska dina kylkostnader med upp till 30%. ↩
Upptäck hur förbättrad ledningsförmåga kan förbättra din enhets tillförlitlighet och livslängd. ↩
Upptäck hur dessa specialiserade material kan minska enhetens tjocklek och samtidigt förbättra kyleffektiviteten. ↩
Lär dig hur korrekt montering förhindrar prestandaförsämring över tid på grund av materialsättning och deformation. ↩
Läs mer om hur kundanpassade extruderingsverktyg kan optimeras för dina specifika kylbehov samtidigt som du kontrollerar kostnaderna. ↩
Hitta avancerade strategier för att bygga in redundans i dina kylsystem för att förhindra kostsamma fel. ↩






