

Många ingenjörer kämpar med beslutet att CNC-bearbeta polykarbonatdelar. Materialets tendens att vrida sig, smälta och spricka under bearbetningen leder ofta till kostsamma misstag och projektförseningar. Jag har sett lovande projekt misslyckas helt enkelt på grund av dålig materialhantering.
Ja, polykarbonat (PC) kan CNC-bearbetas, men det kräver specifika skärparametrar och korrekt kylningsteknik. Nyckeln är att hålla låga skärhastigheter, använda vassa verktyg och genomföra tillräcklig kylning för att förhindra materialdeformation och säkerställa exakta resultat.

Jag förstår att du kanske tvekar inför CNC-bearbetning av polykarbonat på grund av dess unika utmaningar. Låt mig dela med mig av våra beprövade tekniker för framgångsrik PC-bearbetning. Vi kommer att utforska de viktiga skärparametrarna, verktygsval och kylmetoder som gör skillnaden mellan ett lyckat och misslyckat projekt.
Vad står polykarbonat (PC) för?
Har du någonsin blivit förvirrad av termen "PC" i tillverkningsspecifikationer? Många ingenjörer och konstruktörer har svårt att förstå polymera material, särskilt när förkortningar som PC förekommer i tekniska dokument. Denna förvirring kan leda till kostsamma misstag vid materialval och projektförseningar.
Polykarbonat (PC) är en mångsidig termoplastisk polymer som kännetecknas av utmärkt hållbarhet, optisk klarhet och slagtålighet. Den används ofta i tekniska applikationer, från bildelar till medicintekniska produkter, på grund av dess enastående mekaniska egenskaper.

Förstå kemin bakom PC
Namnet "polykarbonat" kommer från dess kemiska struktur, som innehåller karbonatgrupper (-O-(C=O)-O-) i sin ryggrad. När dessa molekyler genomgår [polymerisation]1bildar de långa kedjor som ger PC dess unika egenskaper. Jag har arbetat med olika polymermaterial, och PC utmärker sig genomgående för sin molekylära stabilitet.
Viktiga egenskaper hos polykarbonat
Mekaniska egenskaper
PC har en imponerande kombination av fysikaliska egenskaper som gör den idealisk för krävande applikationer:
- Slagtålighet: 250 gånger starkare än glas
- Draghållfasthet: 55-75 MPa
- Temperatur för värmeavböjning: 140°C
- Ljusöverföring: Upp till 90%
Kemisk beständighet
I min erfarenhet av PTSMAKE har jag märkt att PC uppvisar utmärkt motståndskraft mot:
| Kemisk typ | Motståndsnivå |
|---|---|
| Syror (milda) | Bra |
| Alkoholer | Utmärkt |
| Oljor | Bra |
| UV-strålning | Rättvist |
Vanliga användningsområden för PC
Konsumentelektronik
PC används i stor utsträckning i elektroniska enheter på grund av dess elektriska isoleringsegenskaper och hållbarhet. På PTSMAKE tillverkar vi ofta PC-komponenter för:
- Fodral för smartphones
- Höljen för bärbara datorer
- Displayskärmar
- Elektroniska kapslingar
Fordonsindustrin
Fordonsindustrin uppskattar PC för dess slagtålighet och termiska stabilitet:
- Linser till strålkastare
- Invändiga komponenter
- Instrumentala paneler
- Skyddsskärmar
Medicintekniska produkter
PC:s biokompatibilitet gör det perfekt för medicinska tillämpningar:
- Kirurgiska instrument
- Höljen för medicintekniska produkter
- Laboratorieutrustning
- Steriliserbara behållare
Överväganden om tillverkning
Bearbetningsmetoder
PC kan bearbetas genom olika tillverkningsmetoder:
| Metod | Fördelar | Vanliga tillämpningar |
|---|---|---|
| Formsprutning | Stora volymer, komplexa former | Elektroniska höljen |
| CNC-bearbetning | Precision, låg volym | Prototyper, specialtillverkade delar |
| Termoformning | Stora paneler, kostnadseffektivt | Skyltar, displayer |
Riktlinjer för design
Tänk på dessa viktiga faktorer när du konstruerar PC-delar:
- Enhetlig väggtjocklek
- Korrekta dragvinklar
- Tillräckliga radier på hörn
- Undvikande av stress och koncentration
Materialkvaliteter och materialval
Olika PC-kvaliteter finns tillgängliga för specifika applikationer:
Optisk kvalitet
- Används för linser och transparenta komponenter
- Egenskaper 90% ljusöverföring
- Kräver noggrann bearbetning för att bibehålla klarheten
Flamskyddande kvalitet
- Uppfyller UL94 V-0-standarder
- Idealisk för elektriska applikationer
- Innehåller speciella tillsatser för brandmotstånd
Medicinsk kvalitet
- FDA-godkänd
- Steriliseringskompatibel
- Förbättrade renhetsstandarder
Hållbarhetsaspekter
PC erbjuder flera miljöfördelar:
- Återvinningsbart material
- Lång livslängd
- Energieffektiv bearbetning
- Minskad transportvikt
På PTSMAKE prioriterar vi hållbara tillverkningsmetoder och erbjuder återvinningslösningar för PC-komponenter.
Överväganden om kostnader
Den totala kostnaden för PC-delar beror på flera faktorer:
| Faktor | Påverkan på kostnader |
|---|---|
| Materialkvalitet | Medelhög till hög |
| Produktionsvolym | Hög |
| Bearbetningsmetod | Medium |
| Delens komplexitet | Hög |
Teknisk support och kvalitetssäkring
Som tillverkare erbjuder PTSMAKE omfattande support:
- Vägledning för materialval
- Optimering av design
- Processer för kvalitetskontroll
- Förbättrad produktionseffektivitet
Genom många års erfarenhet av polymerbearbetning har jag lärt mig att framgångsrik tillverkning av PC-delar kräver uppmärksamhet på detaljer och rätt teknisk kunskap. Vi ser till att varje projekt uppfyller specifika krav samtidigt som kostnadseffektiviteten bibehålls.
Vad är den bästa plasten för CNC-bearbetning?
Att välja rätt plast för CNC-bearbetning kan vara överväldigande med dussintals tillgängliga material. Många ingenjörer och konstruktörer kämpar med att balansera materialegenskaper, bearbetbarhet och kostnadseffektivitet, vilket ofta leder till kostsamma misstag eller suboptimal prestanda.
Vilken plast som är bäst för CNC-bearbetning beror på dina specifika applikationskrav. Generellt sett utmärker sig polykarbonat (PC) för sin utmärkta kombination av mekanisk styrka, dimensionsstabilitet och bearbetbarhet, vilket gör den idealisk för många precisionstillämpningar.

Förståelse av materialegenskaper för CNC-bearbetning
När vi väljer plast för CNC-bearbetning måste vi ta hänsyn till flera viktiga egenskaper. På PTSMAKE har jag funnit att förståelse för dessa grundläggande egenskaper hjälper oss att fatta välgrundade beslut:
Mekaniska egenskaper
- Draghållfasthet
- Motståndskraft mot stötar
- Böjmodul
- Motståndskraft mot slitage
Dessa egenskaper avgör hur materialet kommer att prestera under olika förhållanden. Ett material med hög slagtålighet skulle till exempel vara lämpligt för skyddshöljen eller höljen.
De bästa plastmaterialen för CNC-bearbetning
Låt oss titta närmare på de vanligaste plasterna inom CNC-bearbetning och deras typiska användningsområden:
| Material | Viktiga fördelar | Vanliga tillämpningar | Kostnadsnivå |
|---|---|---|---|
| Polykarbonat (PC) | Hög slaghållfasthet, optisk klarhet | Elektronikhus, medicintekniska produkter | Medelhög-Hög |
| Delrin (POM) | Låg friktion, dimensionsstabilitet | Kugghjul, lager, bussningar | Medium |
| PEEK | Beständighet mot höga temperaturer, kemisk beständighet | Komponenter för flyg- och rymdindustrin, medicinska implantat | Hög |
| ABS | Kostnadseffektiv, god bearbetbarhet | Prototyper, konsumentprodukter | Låg |
| Nylon | Slitstyrka, självsmörjande | Rörliga delar, mekaniska komponenter | Medium |
Kritiska faktorer vid materialval
Temperaturbeständighet
Den [glasövergångstemperaturen]2 av materialet spelar en avgörande roll för att bestämma dess prestanda under olika driftsförhållanden. På PTSMAKE tar vi noga hänsyn till denna faktor när vi rekommenderar material till våra kunder.
Kemisk kompatibilitet
Olika plaster reagerar olika på kemikalier. Tänk på dessa aspekter:
- Motståndskraft mot oljor och fetter
- Kompatibilitet med rengöringsmedel
- Exponering för UV-strålning
- Motståndskraft mot miljöfaktorer
Överväganden om kostnader
Den totala kostnaden omfattar mer än bara materialpriser:
- Kostnader för råmaterial
- Bearbetningstid och komplexitet
- Slitage och byte av verktyg
- Krav på produktionsvolym
Bearbetbarhetsfaktorer
Enligt min erfarenhet från PTSMAKE kräver framgångsrik CNC-bearbetning av plast att man är uppmärksam på:
- Optimering av skärhastighet
- Verktygsval och geometri
- Krav på kylning
- Chipsbildning och evakuering
Branschspecifika krav
Olika branscher har unika krav på plastmaterial:
Medicinsk industri
- Biokompatibilitet
- Steriliseringsförmåga
- FDA-överensstämmelse
- Krav på spårbarhet
Tillämpningar inom flyg- och rymdindustrin
- Brandskyddande egenskaper
- Lågt rökutsläpp
- Högt förhållande mellan styrka och vikt
- Temperaturstabilitet
Fordonssektorn
- Slagtålighet
- Väderbeständighet
- Kemisk kompatibilitet
- Kostnadseffektivitet
Riktlinjer för materialval
För att hjälpa dig att göra rätt val kan du överväga dessa steg:
Definiera applikationskrav
- Driftstemperaturområde
- Lastförhållanden
- Miljöexponering
- Lagstadgade krav
Utvärdera materialegenskaper
- Mekaniska specifikationer
- Kemisk beständighet
- Termiska egenskaper
- Kostnadsbegränsningar
Beakta tillverkningsbegränsningar
- Minsta väggtjocklek
- Maximal storlek på detaljen
- Krav på ytfinish
- Toleransspecifikationer
På PTSMAKE har vi utvecklat en omfattande materialvalsprocess som hjälper våra kunder att fatta välgrundade beslut. Vi tar inte bara hänsyn till de tekniska kraven utan även till praktiska aspekter som kostnadseffektivitet och produktionseffektivitet.
Optimering av materialprestanda
För att uppnå optimala resultat vid CNC-bearbetning av plast:
Optimering av design
- Inkorporera lämpliga väggtjocklekar
- Design för korrekt verktygsåtkomst
- Inkludera stressavlastande funktioner
- Beakta termisk expansion
Parametrar för bearbetning
- Använd lämpliga skärhastigheter
- Upprätthålla optimala foderstater
- Implementera lämpliga kylstrategier
- Välj lämpligt verktyg
Åtgärder för kvalitetskontroll
- Dimensionell verifiering
- Certifiering av material
- Inspektion av ytfinish
- Funktionell testning
I vår anläggning på PTSMAKE upprätthåller vi strikta protokoll för kvalitetskontroll för att säkerställa konsekvent materialprestanda i alla projekt.
Vilka är tillverkningsmetoderna för polykarbonat (PC)?
Att tillverka delar i polykarbonat kan vara en utmaning på grund av materialets unika egenskaper. Många ingenjörer kämpar med att välja rätt tillverkningsmetod, vilket leder till kvalitetsproblem, ökade kostnader och produktionsförseningar.
Det finns tre huvudsakliga tillverkningsmetoder för polykarbonat: formsprutning, extrudering och CNC-bearbetning. Varje metod har sina specifika tillämpningar och fördelar, vilket gör valet avgörande för framgångsrika produktionsresultat.
Formsprutning: Den mest mångsidiga metoden
Översikt över processen
Formsprutning är en mycket effektiv tillverkningsprocess för polykarbonatdelar. Processen innebär att PC-pellets smälts vid temperaturer mellan 280°C och 320°C och att det smälta materialet sprutas in i en formhålighet under högt tryck. Det [reologiska beteendet]3 av PC under denna process kräver exakt kontroll av bearbetningsparametrarna.
Viktiga fördelar
- Hög produktionseffektivitet
- Utmärkt ytfinish
- Kapacitet för komplexa geometrier
- Kostnadseffektivt för stora volymer
- Konsekvent kvalitet på detaljerna
Kritiska bearbetningsparametrar
| Parameter | Rekommenderat intervall | Påverkan på kvalitet |
|---|---|---|
| Smälttemperatur | 280-320°C | Påverkar flöde och kristallinitet |
| Formtemperatur | 80-120°C | Påverkar ytans kvalitet |
| Insprutningstryck | 70-120 MPa | Fastställer fyllningsmönster |
| Tid för kylning | 3-8 sekunder | Påverkar dimensionell stabilitet |
Extrudering: Idealisk för kontinuerliga profiler
Processegenskaper
Extrudering är särskilt lämplig för tillverkning av kontinuerliga PC-profiler som ark, rör och stavar. På PTSMAKE har vi optimerat våra extruderingslinjer för att bibehålla konsekventa materialegenskaper genom hela processen.
Tillämpningar
- PC-ark för glasrutor
- Optiska ljusledare
- Skyddsrör
- Kabelisolering
Krav på temperaturkontroll
| Zon | Temperaturområde | Syfte |
|---|---|---|
| Matningszon | 230-250°C | Mjukgöring av material |
| Kompressionszon | 260-280°C | Smältning och blandning |
| Mätningszon | 270-290°C | Homogenisering |
| Die Zone | 280-300°C | Slutlig formgivning |
CNC-bearbetning: Precision för komplexa delar
Fördelar med processen
CNC-bearbetning erbjuder oöverträffad precision för PC-delar. Med våra avancerade 5-axliga CNC-maskiner kan vi uppnå toleranser så snäva som ±0,025 mm. Denna metod är särskilt värdefull för prototyper och lågvolymproduktionskörningar.
Överväganden om maskinbearbetning
- Använd vassa, polerade skärverktyg
- Håll måttliga skärhastigheter
- Tillämpa korrekt kylteknik
- Överväg avspänning före slutbearbetning
Rekommenderade skärparametrar
| Drift | Hastighet (m/min) | Matningshastighet (mm/varv) | Skärdjup (mm) |
|---|---|---|---|
| Grovbearbetning | 150-200 | 0.2-0.3 | 2-4 |
| Efterbehandling | 200-250 | 0.1-0.2 | 0.5-1 |
| Borrning | 100-150 | 0.1-0.15 | - |
Förberedelse och hantering av material
Krav på torkning
Korrekt torkning är avgörande för alla tillverkningsmetoder för PC. Jag understryker alltid för våra kunder att PC måste torkas i 120°C i 4-6 timmar före bearbetning för att undvika kvalitetsproblem.
Riktlinjer för lagring
- Förvaras i slutna behållare
- Håll relativ luftfuktighet under 50%
- Förvaras i rumstemperatur
- Undvik direkt exponering för solljus
Åtgärder för kvalitetskontroll
Testmetoder
- Dimensionell kontroll
- Test av slagtålighet
- Bedömning av optisk klarhet
- Analys av stressmönster
För att säkerställa en jämn kvalitet genomför vi rigorösa testprotokoll i varje produktionssteg. Vårt kvalitetskontrollsystem har gett oss ISO 9001:2015-certifiering och förtroende från ledande företag inom olika branscher.
Miljöhänsyn
Hållbarhetspraxis
På PTSMAKE har vi implementerat flera hållbara metoder i våra tillverkningsprocesser för datorer:
- Kylsystem med slutna kretsar
- Program för materialåtervinning
- Energieffektiv utrustning
- Initiativ för att minska avfallsmängden
Vårt engagemang för miljöansvar har inte bara minskat vårt koldioxidavtryck utan också hjälpt våra kunder att uppnå sina hållbarhetsmål.
Genom noggrant urval av tillverkningsmetoder och strikt efterlevnad av bearbetningsparametrar uppnår vi konsekvent högkvalitativa PC-delar som uppfyller eller överträffar kundernas specifikationer. Nyckeln är att förstå varje metods styrkor och begränsningar och sedan välja den lämpligaste metoden baserat på specifika projektkrav.
Vilka är fördelarna och nackdelarna med bearbetning av polykarbonat (PC)?
Har du svårt att bestämma dig för om PC-bearbetning är rätt val för ditt projekt? Många ingenjörer och produktdesigners känner sig överväldigade när de ska väga för- och nackdelar med PC-bearbetning, särskilt när kraven på precision och hållbarhet är kritiska.
Maskinbearbetning av polykarbonat (PC) erbjuder unika fördelar som utmärkt slagtålighet och optisk klarhet, men innebär också utmaningar som värmekänslighet och verktygsslitage. Att förstå dessa faktorer är avgörande för att kunna fatta välgrundade tillverkningsbeslut.

Fördelar med PC-bearbetning
Överlägsen slagtålighet
PC:s exceptionella slagtålighet gör det idealiskt för krävande applikationer. Materialets molekylär struktur4 ger enastående hållbarhet, vilket gör det 250 gånger starkare än glas. På PTSMAKE bearbetar vi regelbundet PC-delar för skyddsutrustning och applikationer med höga påfrestningar.
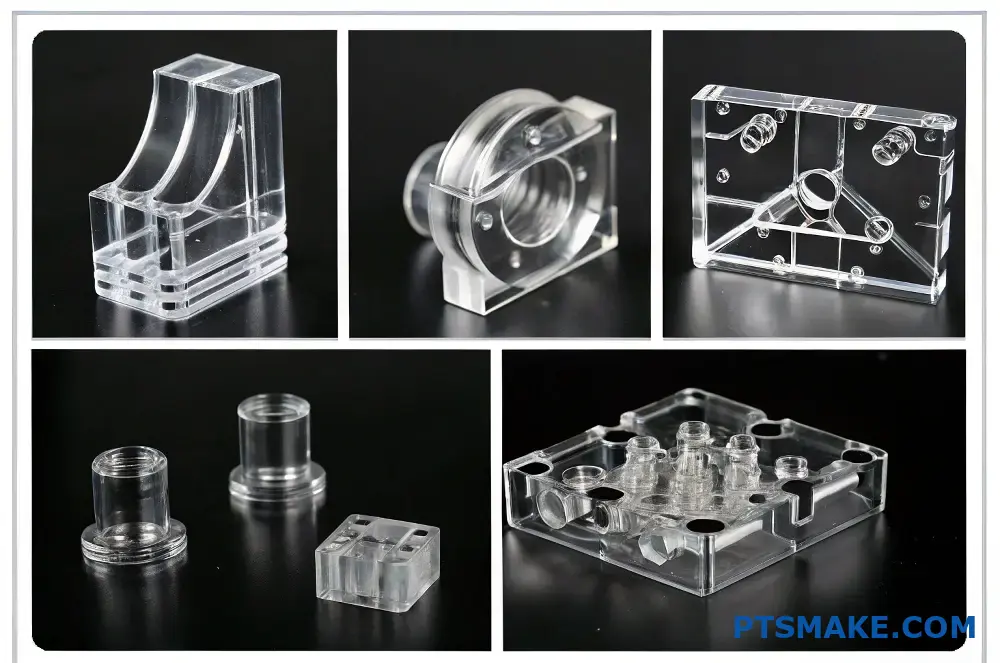
Optisk klarhet
En av PC:s mest värdefulla egenskaper är dess enastående optiska transparens, som når upp till 89% ljusgenomsläpplighet. Detta gör den perfekt för:
- Transparenta prototyper
- Optiska komponenter
- Visa fönster
- Skyddande överdrag
Dimensionell stabilitet
PC behåller sin form och sina dimensioner över ett brett temperaturområde (-40°C till 120°C). Denna stabilitet säkerställer:
- Konsekvent prestanda för delar
- Tillförlitlig monteringsanpassning
- Minskade problem med skevhet
Nackdelar med PC-bearbetning
Värmekänslighet under maskinbearbetning
Temperaturkontroll är avgörande vid bearbetning av PC. Materialet kan:
- Mjuknar vid relativt låga temperaturer
- Utvecklar stressmärken vid överhettning
- Kräver specifika skärparametrar
För att hantera dessa utmaningar använder vi specialiserade kyltekniker och optimerade skärhastigheter i vår anläggning.
Hänsyn till verktygsslitage
PC kan vara nötande på skärverktyg, vilket leder till:
| Utgåva | Påverkan | Lösning |
|---|---|---|
| Snabbt verktygsslitage | Ökade kostnader | Regelbundet byte av verktyg |
| Försämrad ytfinish | Kvalitetsfrågor | Optimerade skärparametrar |
| Problem med kantkvalitet | Dimensionell noggrannhet | Specialiserade verktyg |
Kostnadskonsekvenser
PC-bearbetning kan vara dyrare än andra plaster på grund av:
- Högre materialkostnader
- Krav på specialiserade verktyg
- Längre bearbetningstider
- Behov av kylsystem
Avancerade överväganden
Alternativ för ytbehandling
Efterbearbetningsbehandlingar kan förbättra PC-delar:
- Flampolering för optisk klarhet
- Anti-repbeläggningar
- UV-skyddande skikt
- Behandlingar för kemisk resistens
Val av materialkvalitet
Att välja rätt PC-klass är avgörande:
| Grad Typ | Bäst för | Viktiga funktioner |
|---|---|---|
| Optisk kvalitet | Linser, displayer | Högsta klarhet |
| Medicinsk kvalitet | Utrustning för hälso- och sjukvård | FDA-kompatibel |
| Industriell kvalitet | Strukturella delar | Förbättrad hållbarhet |
| UV-stabiliserad | Tillämpningar utomhus | Väderbeständighet |
Konstruktionsoptimering för PC-bearbetning
För att uppnå bästa resultat bör du beakta dessa designaspekter:
Väggens tjocklek
- Minimum: 1,5 mm för strukturell stabilitet
- Maximalt: 12 mm för att förhindra inre spänningar
- Optimal: 3-6 mm för de flesta applikationer
Hörnradier
- Invändigt: Minst 1 mm
- Extern: Minst 0,5 mm
- Större radier förbättrar hållfastheten
Avstånd mellan funktioner
- Minst 0,8 mm mellan detaljerna
- Tillåt åtkomst till verktyg
- Överväg krav på fixturering
Åtgärder för kvalitetskontroll
På PTSMAKE genomför vi en rigorös kvalitetskontroll:
- Dimensionell kontroll med CMM
- Test av optisk klarhet
- Verifiering av slagtålighet
- Analys av stressmönster
Applikationsspecifika överväganden
Olika branscher kräver specifika tillvägagångssätt:
Medicinsk industri
- Test av biokompatibilitet
- Steriliseringskompatibilitet
- Krav på dokumentation
Fordonssektorn
- Test av slagtålighet
- Temperaturcykling
- Verifiering av UV-stabilitet
Elektronikindustrin
- Alternativ för EMI-skärmning
- Skydd mot statisk urladdning
- Verifiering av montering
Bästa praxis för PC-bearbetning
För att säkerställa optimala resultat:
Val av verktyg
- Använd vassa, polerade skärverktyg
- Upprätthålla korrekt verktygsgeometri
- Regelbunden inspektion av verktyg
Skärparametrar
- Lägre hastigheter än metall
- Konsekventa matningshastigheter
- Lämpligt skärdjup
Strategi för kylning
- Använd kompatibla kylvätskor
- Hålla en jämn temperatur
- Undvik termisk chock
Genom att noga överväga dessa faktorer kan vi maximera fördelarna med PC-bearbetning och samtidigt minimera dess nackdelar. Nyckeln är att förstå dina specifika applikationskrav och att implementera lämpliga tillverkningsstrategier.
Vilka är de viktigaste parametrarna för framgångsrik CNC-bearbetning av polykarbonat (PC)?
Många tillverkare kämpar med CNC-bearbetning av polykarbonat och stöter ofta på problem som smältning, flisning och dålig ytfinish. Dessa utmaningar kan leda till kostsamt materialslöseri, produktionsförseningar och kasserade delar som inte uppfyller specifikationerna.
Framgångsrik PC CNC-bearbetning kräver noggrann kontroll av skärparametrarna, inklusive spindelhastighet (800-1000 varv/min), matningshastighet (0,1-0,2 mm/varv) och skärdjup (0,2-0,5 mm). Korrekt kylning och verktygsval är också avgörande för att uppnå optimala resultat.
Kritiska skärparametrar
Spindelvarvtal
Den [termiska ledningsförmågan]5 av PC gör det särskilt känsligt för värmeutveckling under maskinbearbetning. Jag rekommenderar att man håller spindelhastigheter mellan 800-1000 varv/min för de flesta tillämpningar. Högre hastigheter kan orsaka att materialet mjuknar och deformeras, medan lägre hastigheter kan resultera i grova ytor.
Matningshastighetskontroll
Baserat på min erfarenhet av att arbeta med olika PC-kvaliteter ligger optimala matningshastigheter vanligtvis mellan 0,1-0,2 mm/varv. Här är en detaljerad uppdelning:
| Material Tjocklek (mm) | Matningshastighet (mm/varv) | Rekommenderad tillämpning |
|---|---|---|
| 1-3 | 0.10-0.15 | Precisionskomponenter |
| 3-6 | 0.15-0.18 | Allmänt ändamål |
| 6+ | 0.18-0.20 | Kraftiga delar |
Val och hantering av verktyg
Geometri för skärande verktyg
För PC-bearbetning har jag kommit fram till att verktyg med följande specifikationer fungerar bäst:
- Avlastningsvinkel: 5-7 grader
- Krattvinkel: 0-5 grader
- Helixvinkel: 30-35 grader
Val av verktygsmaterial
Olika verktygsmaterial erbjuder olika fördelar:
| Verktygsmaterial | Fördelar | Används bäst för |
|---|---|---|
| Hårdmetall | Lång verktygslivslängd, utmärkt finish | Produktion av stora volymer |
| HSS | Kostnadseffektivt, bra för prototyper | Körningar med låg volym |
| Diamantbelagd | Överlägsen ytfinish | Komponenter av högsta kvalitet |
Strategier för kylning
Val av kylvätska
På PTSMAKE använder vi i första hand vattenlösliga kylvätskor med specifika egenskaper:
- Koncentration: 5-8%
- pH-nivå: 7,5-8,5
- Flödeshastighet: 2-3 L/min
Tekniker för luftkylning
När flytande kylmedel inte är lämpligt kan tryckluftskylning vara effektivt:
- Tryck: 6-8 bar
- Avstånd mellan munstycken: 50-75 mm
- Flera munstyckspositioner för komplexa geometrier
Optimering av ytfinish
Grovbearbetning
För initial materialavverkning:
- Skärdjup: 0,5-1,0 mm
- Steg över: 40-50% med verktygsdiameter
- Högre matningshastigheter accepteras
Efterbearbetning
För att uppnå överlägsen ytkvalitet:
- Skärdjup: 0,1-0,2 mm
- Steg över: 10-15% med verktygsdiameter
- Minskade matningshastigheter
Åtgärder för kvalitetskontroll
Dimensionell noggrannhet
Att upprätthålla snäva toleranser kräver:
- Regelbunden övervakning av verktygsslitage
- Temperaturkontrollerad miljö (20-22°C)
- Korrekt uppspänning av arbetsstycket
Vanliga kvalitetsproblem och lösningar
| Utgåva | Orsak | Lösning |
|---|---|---|
| Chipping | För hög matningshastighet | Minska matningshastigheten med 20% |
| Smältande | Hög spindelhastighet | Lägre hastighet, ökad kylning |
| Dålig finish | Tråkiga verktyg | Byt ut eller slipa om verktyg |
Överväganden om materialhantering
Krav på lagring
Korrekt förvaring av PC:n har stor betydelse för bearbetningsresultatet:
- Temperatur: 18-24°C
- Luftfuktighet: 40-60%
- Skyddad från UV-exponering
Förbearbetning Förberedelse
Steg som jag alltid rekommenderar:
- Acklimatisera materialet i 24 timmar
- Inspektera för eventuella befintliga skador
- Rengör ytan från föroreningar
Kostnadsoptimering
Utnyttjande av material
Effektiva strategier för materialanvändning:
- Nästlade dellayouter
- Lämplig storlek på lagret
- Återvinning av skrotmaterial
Produktionseffektivitet
Sätt att maximera genomströmningen:
- Optimerade verktygsbanor
- Minimala verktygsbyten
- Effektiva lösningar för arbetshållare
Genom att implementera dessa parametrar på PTSMAKE har vi uppnått konsekventa framgångar inom PC-bearbetning i olika applikationer. Nyckeln är att upprätthålla en balans mellan hastighet, noggrannhet och ytkvalitet samtidigt som man förhindrar termisk skada på materialet.
Hur kan polykarbonat (PC) jämföras med andra plaster vid CNC-bearbetning?
Många ingenjörer och konstruktörer kämpar med att välja rätt plastmaterial för sina CNC-bearbetningsprojekt. Med många tillgängliga alternativ kan det vara överväldigande att välja mellan polykarbonat och andra plaster, särskilt när man tar hänsyn till faktorer som bearbetbarhet, kostnad och prestandakrav.
Polykarbonat (PC) utmärker sig inom CNC-bearbetning tack vare sin exceptionella kombination av styrka, transparens och värmebeständighet. Jämfört med andra plaster erbjuder PC överlägsen slagtålighet och dimensionsstabilitet, vilket gör den idealisk för krävande applikationer.

Jämförelse av materialegenskaper
När man jämför PC med andra vanligt bearbetade plaster måste man ta hänsyn till flera viktiga egenskaper. Genom min erfarenhet på PTSMAKE har jag insett att det är avgörande för ett lyckat projektresultat att förstå dessa skillnader.
Mekaniska egenskaper
Den [kristalliniteten]6 av olika plaster påverkar i hög grad deras bearbetningsegenskaper. Här kan du se hur PC står sig i jämförelse med andra vanliga konstruktionsplaster:
| Fastighet | PC | ABS | POM | PEEK |
|---|---|---|---|---|
| Draghållfasthet (MPa) | 65-75 | 40-50 | 62-70 | 90-100 |
| Slaghållfasthet (J/m) | 600-850 | 200-400 | 80-160 | 170-200 |
| Värme Avböjning (°C) | 140 | 98 | 110 | 160 |
Bearbetningsegenskaper
I min dagliga verksamhet på PTSMAKE har jag observerat tydliga skillnader i hur olika plaster reagerar på maskinbearbetning:
Skärhastighet och matningshastigheter
PC kräver specifika bearbetningsparametrar för optimalt resultat:
- Lägre skärhastigheter jämfört med mjukare plaster
- Måttliga matningshastigheter för att förhindra smältning
- Vassa skärverktyg för att minimera värmeutvecklingen
Verktygsslitage och ytfinhet
Olika plaster påverkar verktygen på olika sätt:
| Material | Förslitningshastighet för verktyg | Kvalitet på ytfinish | Spånbildning |
|---|---|---|---|
| PC | Måttlig | Utmärkt | Kontinuerlig |
| ABS | Låg | Bra | Diskontinuerlig |
| PMMA | Hög | Utmärkt | Skör |
| POM | Låg | Mycket bra | Kontinuerlig |
Överväganden om kostnader
De ekonomiska aspekterna av PC-bearbetning jämfört med andra plaster inkluderar:
Kostnader för material
- PC: $8-12 per kg
- ABS: $4-6 per kg
- PMMA: $5-8 per kg
- POM: $6-9 per kg
Kostnader för bearbetning
På PTSMAKE har vi optimerat våra processer för att hantera kostnaderna på ett effektivt sätt:
Maskintid
- PC kräver måttliga skärhastigheter
- Ytterligare kylningstid kan behövas
- Inställningstid liknande andra plaster
Förbrukning av verktyg
- Måttligt verktygsslitage
- Specialverktyg krävs sällan
- Regelbundna underhållsscheman
Applikationsspecifika fördelar
PC erbjuder unika fördelar i olika applikationer:
Optiska tillämpningar
- Överlägsen ljusöverföring
- Utmärkt klarhet
- UV-beständighet
- Slagtålighet
Strukturella komponenter
- Högt förhållande mellan styrka och vikt
- God dimensionsstabilitet
- Utmärkt värmebeständighet
- Överlägsen slagtålighet
Miljöhänsyn
Modern tillverkning måste ta hänsyn till miljöpåverkan:
Återvinningsbarhet
- PC är 100% återvinningsbar
- Kan återanvändas flera gånger
- Lägre energiförbrukning jämfört med jungfruligt material
Hållbarhetspraxis
På PTSMAKE implementerar vi:
- Effektiv materialanvändning
- Program för att minska avfallsmängden
- Initiativ för återvinning
Branschspecifik prestanda
Olika branscher kräver specifika materialegenskaper:
Flyg- och rymdindustrin
- Höga krav på hållfasthet
- Temperaturbeständighet
- Lättviktslösningar
- Exakta toleranser
Medicinsk
- Biokompatibilitet
- Steriliseringsförmåga
- Kemisk beständighet
- Dimensionell stabilitet
Konsumentelektronik
- Slagtålighet
- Estetiskt tilltalande
- Dimensionell stabilitet
- Värmebeständighet
Praktiska rekommendationer
Baserat på min erfarenhet följer här några viktiga överväganden:
När ska man välja PC
- Hög slagtålighet krävs
- Optisk klarhet krävs
- Driftstemperaturer över 100°C
- Tillämpningar utomhus
När ska man överväga alternativ
- Kostnadskänsliga projekt
- Tillämpningar med låg mekanisk belastning
- Miljöer med kemisk exponering
- Krav på toleranser med hög precision
Genom vårt arbete på PTSMAKE har vi framgångsrikt bearbetat tusentals PC-komponenter för olika branscher. Materialets mångsidighet och prestandaegenskaper gör det till ett utmärkt val för många applikationer, även om det är viktigt att noga överväga specifika projektkrav.
Vilka ytbehandlingar kan uppnås med CNC-bearbetning av polykarbonat (PC)?
Att få perfekt ytfinish på CNC-bearbetade delar i polykarbonat kan vara en utmaning. Många tillverkare kämpar med att uppnå en jämn ytkvalitet, särskilt när det gäller detta transparenta och repkänsliga material. Fel tillvägagångssätt kan leda till synliga verktygsmärken, grumling eller ojämna texturer.
CNC-bearbetning av polykarbonat kan ge olika ytfinish, allt från grov (Ra 3,2) till spegelblank (Ra 0,2). Den specifika finishen beror på bearbetningsparametrar, verktygsval och efterbehandlingstekniker som tillämpas på PC-delarna.
Förstå mätning av ytjämnhet
Ytjämnheten mäts med hjälp av [aritmetisk medeljämnhet].7 värde (Ra), som kvantifierar de mikroskopiska ytvariationerna. För CNC-bearbetning av PC arbetar vi vanligtvis med Ra-värden mellan 0,2 och 3,2 mikrometer. På PTSMAKE har vi utvecklat specifika bearbetningsprotokoll för varje nivå av ytfinhet.
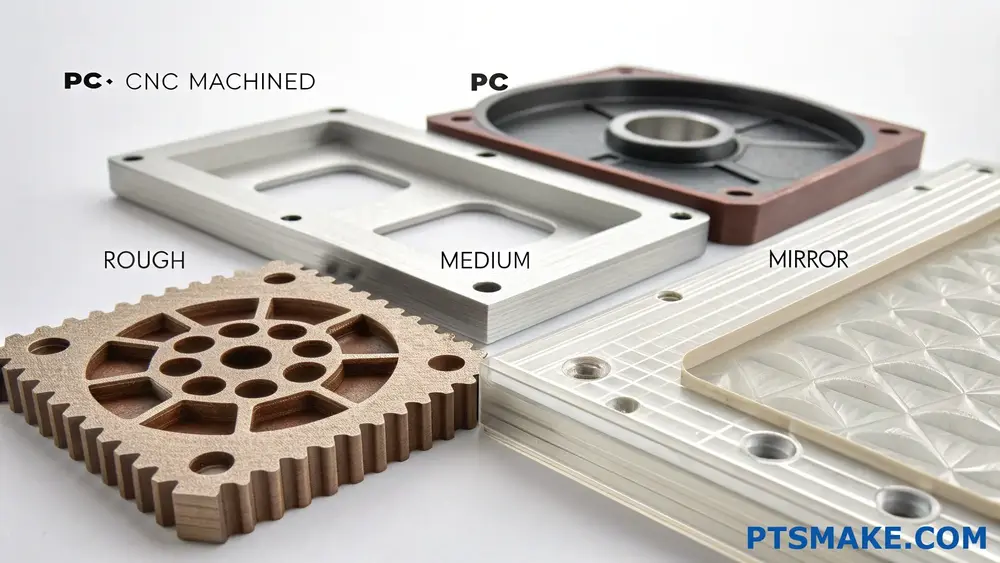
Standardalternativ för ytfinish
Här är de vanligaste ytbehandlingarna som vi kan uppnå med PC CNC-bearbetning:
| Finish Typ | Ra-värde (μm) | Typiska tillämpningar | Visuellt utseende |
|---|---|---|---|
| Grov | 3.2 | Industriella komponenter | Matt, synliga verktygsmärken |
| Medium | 1.6 | Delar för allmänt bruk | Halvslät, små märken |
| Fina | 0.8 | Konsumentprodukter | Smidig, minimala märken |
| Ultrafin | 0.4 | Optiska komponenter | Mycket slät, inga synliga märken |
| Spegel | 0.2 | Displaydelar | Högblank, reflekterande |
Bearbetningsparametrar för olika ytbehandlingar
Skärhastighet och matningshastighet
Förhållandet mellan skärparametrar och ytfinhet är avgörande:
- Höga skärhastigheter (500-1000 m/min) med låga matningshastigheter ger jämnare ytbehandlingar
- Lägre hastigheter (200-400 m/min) är bättre för grova snitt
- Matningshastigheterna ligger normalt mellan 0,1 och 0,5 mm/varv beroende på önskad finish
Val av verktyg
Valet av verktyg har stor betydelse för ytkvaliteten:
- Diamantbelagda verktyg ger den finaste finishen
- Hårdmetallverktyg fungerar bra för medelhög finish
- HSS-verktyg är lämpliga för grova snitt
Tekniker för efterbearbetning
Mekanisk polering
Mekanisk polering kan förbättra ytfinishen:
- Sandpapper med progressiv kornstorlek (220-2000 korn)
- Buffrande medel
- Polerskivor
Kemisk behandling
Vissa kemiska behandlingar kan förbättra ytans utseende:
- Polering av ånga
- Kemisk utjämning
- Anti-repbeläggningar
Miljöhänsyn
Temperaturkontroll under bearbetningen är avgörande:
- Optimal bearbetningstemperatur: 20-25°C
- Korrekt kylning hjälper till att förhindra:
- Materialdeformation
- Ytliga defekter
- Slitage på verktyg
Branschspecifika krav
Olika industrier kräver olika ytbehandlingar:
Medicinsk industri
- Ultrajämn ytbehandling (Ra 0,2-0,4)
- Biokompatibel ytbehandling
- Steriliseringskompatibla ytbehandlingar
Tillämpningar inom fordonsindustrin
- Medelhög finish (Ra 0,8-1,6)
- Väderbeständiga beläggningar
- UV-stabila ytbehandlingar
Konsumentelektronik
- Högblank yta (Ra 0,2-0,4)
- Reptåliga beläggningar
- Estetisk konsekvens
Åtgärder för kvalitetskontroll
För att säkerställa en jämn ytfinish:
- Regelbunden övervakning av verktygsslitage
- Test av ytjämnhet
- Visuell inspektion
- Dimensionell verifiering
Gemensamma utmaningar och lösningar
Ytdefekter
Vanliga problem och deras lösningar:
| Typ av defekt | Orsak | Lösning |
|---|---|---|
| Chattermärken | Verktygsvibrationer | Justera hastighet/matningshastigheter |
| Brännmärken | Överdriven värme | Förbättra kylningen |
| Verktygsmärken | Slitna verktyg | Byte/skärpning av verktyg |
| Molnbildning | Kemisk reaktion | Justera kylvätskeblandningen |
Materialspecifika överväganden
PC kräver särskild uppmärksamhet:
- Korrekta frigångsvinklar för verktygen
- Lämpligt val av skärvätska
- Övervakning av temperatur
- Stresslindringsprocedurer
Kostnadskonsekvenser
Kvaliteten på ytfinishen påverkar kostnaden:
- Grundutförande: Standardpris
- Medium finish: 20-30% kostnadsökning
- Spegelblank: 50-100% kostnadsökning
Den senaste tidens utveckling
Ny teknik för att förbättra ytfinishen:
- Avancerade CNC-styrningar
- Förbättrade skärverktyg
- Bättre kylsystem
- Automatiserade poleringssystem
På PTSMAKE investerar vi kontinuerligt i dessa tekniker för att ge våra kunders PC-delar bättre ytfinhet. Vår erfarenhet visar att rätt ytfinish är en avvägning mellan rätt bearbetningsparametrar, verktygsval och efterbearbetningstekniker.
Jag rekommenderar att du börjar med en tydlig förståelse av dina applikationskrav och arbetar bakåt för att fastställa den mest kostnadseffektiva ytfinishen som uppfyller dina behov. Detta tillvägagångssätt har hjälpt många av våra kunder att optimera sina tillverkningsprocesser för PC-delar samtidigt som kvalitetsstandarderna upprätthålls.
Vilka industrier använder vanligtvis polykarbonat (PC) CNC-bearbetade delar?
Att hitta rätt material för precisionsdetaljer kan vara en utmaning. Många ingenjörer och produktdesigners kämpar för att identifiera vilka industrier som drar mest nytta av polykarbonat CNC-bearbetade komponenter, vilket leder till missade möjligheter och suboptimala materialval.
CNC-bearbetade delar av polykarbonat (PC) används ofta inom flyg-, medicin-, fordons-, elektronik- och konsumentvaruindustrin på grund av deras exceptionella styrka, optiska klarhet och termiska motstånd. Dessa industrier förlitar sig på PC-delar för kritiska applikationer som kräver både hållbarhet och precision.
Tillämpningar inom flyg- och rymdindustrin
Flyg- och rymdindustrin kräver material som tål extrema förhållanden samtidigt som de bibehåller strukturell integritet. Jag har observerat att PC CNC-bearbetade delar utmärker sig i denna sektor av flera skäl:
Inredningskomponenter för flygplan
- Komponenter till kabinfönster
- Skydd för instrumentpanel
- Belysningsarmaturer
- Förvaringsfackets delar
De [termoplastiska egenskaperna]8 gör PC idealiskt för dessa applikationer, eftersom det bibehåller stabiliteten över stora temperaturintervall som är typiska för flygningar.
Tillverkning av medicintekniska produkter
Inom det medicinska området har PC CNC-bearbetade delar blivit allt viktigare:
Kritisk medicinsk utrustning
- Handtag för kirurgiska instrument
- Höljen för diagnostiska enheter
- Komponenter till utrustning för medicinsk avbildning
- Delar till laboratorieutrustning
Dessa applikationer kräver material som tål steriliseringsprocesser och samtidigt bibehåller dimensionsstabiliteten.
Implementering inom fordonsindustrin
Fordonssektorn använder PC CNC-bearbetade delar för
Fordonskomponenter
- Montering av strålkastare
- Invändiga dekorationsdetaljer
- Höljen för sensorer
- Instrumentpanelens komponenter
| Tillämpning | Viktiga fördelar | Vanliga användningsområden |
|---|---|---|
| Utvändiga delar | UV-beständighet, slaghållfasthet | Belysningskåpor, Spegelhus |
| Invändiga komponenter | Värmebeständighet, Hållbarhet | Element i instrumentpanelen, Kontrollpaneler |
| Delar under huven | Kemisk beständighet, Temperaturstabilitet | Sensorhus, Vätskebehållare |
Tillämpningar inom elektronikindustrin
Elektronikindustrin har särskilt stor nytta av CNC-bearbetade PC-detaljer:
Komponenter till elektroniska enheter
- Skyddande höljen
- Displayskydd
- Komponentbärare
- Anslutningskroppar
På PTSMAKE tillverkar vi regelbundet dessa komponenter med snäva toleranser och komplexa geometrier.
Tillverkning av konsumentvaror
Konsumentprodukter innehåller ofta PC CNC-bearbetade delar:
Vanliga tillämpningar
- Komponenter till avancerade apparater
- Delar till sportutrustning
- Säkerhetsutrustning
- Optiska enheter
| Produktkategori | PC-egenskaper utnyttjade | Exempel på tillämpningar |
|---|---|---|
| Säkerhetsutrustning | Slagtålighet, Klarhet | Skyddsglasögon, ansiktsskydd |
| Sportartiklar | Hållbarhet, lättvikt | Skyddsutrustning, utrustningens höljen |
| Hushållsapparater | Värmebeständighet, hållfasthet | Kontrollpaneler, displaykåpor |
Industriutrustningssektorn
Industrisektorn är starkt beroende av PC CNC-bearbetade delar:
Industriella tillämpningar
- Maskinskydd
- Skydd för kontrollpanelen
- Inspektionsfönster
- Säkerhetsbarriärer
Dessa komponenter måste tåla tuffa industriella miljöer samtidigt som de ska vara synliga och starka.
Utrustning för vetenskaplig forskning
Forskningsanläggningar kräver ofta specialiserade PC CNC-bearbetade delar:
Laboratorieutrustning
- Fönster i testkammare
- Höljen för analytiska instrument
- Observationsportar
- Provbehållare
Jag har sett en ökad efterfrågan på dessa komponenter i takt med att forskningsanläggningarna uppgraderar sin utrustning.
Robotik och automation
Robotindustrin använder ofta PC CNC-bearbetade delar för:
Komponenter för robotar
- Skyddande överdrag
- Höljen för sensorer
- Komponenter i det visuella systemet
- Paneler för kontrollgränssnitt
| Komponenttyp | Kritiska egenskaper | Exempel på tillämpningar |
|---|---|---|
| Omslag | Slagtålighet, Genomskinlighet | Skydd för robotarm, Displayskydd |
| Höljen | Dimensionsstabilitet, Hållbarhet | Sensorkapslingar, Kontrollboxar |
| Gränssnittskomponenter | Klarhet, Väderbeständighet | HMI-paneler, visualiseringsfönster |
Tillämpningar inom energisektorn
Energisektorn använder PC CNC-bearbetade delar på olika sätt:
Energitillämpningar
- Komponenter till solpaneler
- Delar till vindturbiner
- Höljen för styrsystem
- Inspektionsfönster
Dessa applikationer kräver material som tål att exponeras utomhus samtidigt som de bibehåller optisk klarhet och strukturell integritet.
På PTSMAKE förstår vi dessa olika branschkrav och tillhandahåller CNC-bearbetade precisionsdelar för PC som uppfyller specifika branschstandarder. Vår avancerade tillverkningskapacitet säkerställer att varje komponent uppfyller de exakta specifikationer som krävs för dess avsedda tillämpning, oavsett om det är för flyg, medicin eller någon annan krävande industri.
Hur kan man minimera kostnaderna i CNC-bearbetningsprojekt för polykarbonat (PC)?
I den konkurrensutsatta världen av CNC-bearbetning kan det vara en betydande utmaning att hantera kostnader för polykarbonatprojekt. Många tillverkare kämpar med att balansera kvalitetskrav och budgetbegränsningar och drabbas ofta av onödiga utgifter på grund av felaktig planering och materialspill.
För att minimera kostnaderna i polykarbonat CNC-bearbetningsprojekt, fokusera på att optimera designfunktioner, välja lämpligt verktyg och implementera effektiva bearbetningsstrategier. Dessa tillvägagångssätt kan minska materialavfallet, minska bearbetningstiden och sänka de totala produktionskostnaderna samtidigt som kvalitetsstandarderna upprätthålls.

Strategier för optimering av design
Förenkla detaljens geometri
Ett av de mest effektiva sätten att sänka kostnaderna är genom genomtänkt designoptimering. Jag har märkt att komplexa geometrier ofta leder till längre bearbetningstider och ökat verktygsslitage. Genom att införliva dessa designöverväganden:
- Undvik onödigt djupa fickor
- Använd standardhörnradier
- Bibehåller jämn väggtjocklek
- Eliminera underskärningar när så är möjligt
[Design för tillverkningsbarhet]9 kan avsevärt minska bearbetningstiden och komplexiteten.
Materialval och användning
Rätt materialval spelar en avgörande roll för kostnadsminskningen:
| Materialkvalitet | Kostnadsnivå | Rekommenderade användningsområden |
|---|---|---|
| Standard PC | Låg | Delar för allmänt bruk |
| Optisk kvalitet PC | Medium | Transparenta komponenter |
| UV-stabiliserad PC | Hög | Tillämpningar utomhus |
Optimering av verktyg
Val av verktyg
Att välja rätt skärverktyg är avgörande för kostnadseffektiv PC-bearbetning:
- Verktyg i höghastighetsstål (HSS) för enkla operationer
- Hårdmetallverktyg för komplexa detaljer
- Diamantbelagda verktyg för högvolymproduktion
Skärparametrar
| Parameter | Rekommenderat intervall | Påverkan på kostnader |
|---|---|---|
| Skärhastighet | 300-500 m/min | Måttlig |
| Matningshastighet | 0,1-0,3 mm/varv | Hög |
| Skärdjup | 0,5-2,0 mm | Betydande |
Optimering av produktionsprocesser
Batchbehandling
På PTSMAKE har vi implementerat flera strategier för att optimera batchbearbetningen:
- Gruppera liknande delar tillsammans
- Använda uppställningar med flera armaturer
- Optimera verktygsbanor för flera delar
- Planera liknande operationer i följd
Integration av kvalitetskontroll
Genom att tidigt vidta åtgärder för kvalitetskontroll kan kostsamma misstag undvikas:
- Inspektion under processens gång
- Första artikelinspektionen
- Regelbunden övervakning av verktygsslitage
- Temperaturreglering under maskinbearbetning
Maskinens driftseffektivitet
Minskad inställningstid
För att minimera installationstiden och tillhörande kostnader:
- Använd standardiserade arbetshållarsystem
- Förbereda verktyg och fixturer offline
- Implementera verktyg för snabbväxling
- Hålla arbetsytan organiserad
Programmering Optimering
Effektiv CNC-programmering kan sänka kostnaderna avsevärt:
- Optimera skärbanor
- Minimera antalet verktygsbyten
- Använd lämpliga matningar och hastigheter
- Inkludera lämpliga kylstrategier
Materialhantering och förvaring
Lagerhantering
Korrekt lagerhantering bidrar till att minska svinnet och de löpande kostnaderna:
- Beställning just-in-time
- Korrekta förvaringsförhållanden
- System för spårning av material
- Optimering av lager
Skrotreduktion
Implementering av effektiva strategier för skrotminskning:
- Nesting av delar på ett effektivt sätt
- Återanvändning av större skrotbitar
- Upprätthålla korrekt materialförvaring
- Regelbundet maskinunderhåll
Övervakning och kontroll av kostnader
Spårning av projekt
Implementering av robusta spårningssystem:
| Kostnadsfaktor | Metod för spårning | Frekvens för granskning |
|---|---|---|
| Användning av material | Digital inventering | Veckovis |
| Maskintid | Automatiserad loggning | Dagligen |
| Verktygsslitage | Visuell inspektion | Per sats |
| Kvalitetsfrågor | Spårning av defekter | I realtid |
Kontinuerlig förbättring
Regelbunden utvärdering och förbättring av processer:
- Regelbundna processrevisioner
- Utbildningsprogram för anställda
- Tekniska uppdateringar
- Implementering av feedback
Relationer med leverantörer
På PTSMAKE har vi starka relationer med våra leverantörer för att säkerställa kostnadseffektiva lösningar:
- Avtal om prissättning av volymer
- Program för kvalitetssäkring
- Leverans just-in-time
- Tekniska stödtjänster
Miljöhänsyn
Implementering av miljömedvetna metoder kan leda till kostnadsbesparingar:
- System för återvinning av kylvätska
- Energieffektiv utrustning
- Program för att minska avfallsmängden
- Hållbar materialhantering
Dessa omfattande strategier kan, när de implementeras på rätt sätt, avsevärt minska kostnaderna i PC CNC-bearbetningsprojekt samtidigt som de upprätthåller höga kvalitetsstandarder. Genom att fokusera på dessa områden kan tillverkare uppnå bättre kostnadskontroll och förbättrad operativ effektivitet.
Vilka designöverväganden är kritiska för CNC-bearbetning av polykarbonat (PC)?
Att utforma delar för CNC-bearbetning av polykarbonat leder ofta till oväntade utmaningar. Många ingenjörer och designers kämpar med skevhet, verktygsmärken och dimensionella felaktigheter, vilket orsakar projektförseningar och ökade kostnader som kunde ha undvikits med korrekta designöverväganden.
För att lyckas med CNC-bearbetning av polykarbonat krävs noggrann uppmärksamhet på materialegenskaper, designfunktioner och bearbetningsparametrar. Viktiga överväganden inkluderar väggtjocklek, hörnkonstruktioner, hålspecifikationer och krav på ytfinish för att säkerställa optimal delkvalitet och tillverkningsbarhet.

Materialegenskaper Inverkan på konstruktionen
Förståelse för PC:s unika egenskaper är avgörande för framgångsrik bearbetning. Materialet uppvisar [viskoelastiskt beteende]10 under bearbetningen, vilket påverkar hur vi hanterar designfunktioner. På PTSMAKE har vi utvecklat specifika riktlinjer baserade på PC:s egenskaper:
Termiska överväganden
- Temperatur för värmeböjning: 132°C (270°F)
- Termisk expansionskoefficient: 70,2 × 10^-6 in/in/°F
- Krav på kylning under bearbetningen
Mekaniska egenskaper
- Draghållfasthet: 9.500 psi
- Böjmodul: 345.000 psi
- Slagmotstånd: 12-16 ft-lb/in
Väggtjocklek och strukturell integritet
Rätt väggtjocklek är avgörande för att bibehålla strukturell integritet och samtidigt förhindra skevhet. Här är en detaljerad uppdelning:
| Funktionstyp | Minsta tjocklek | Rekommenderad tjocklek | Maximal tjocklek |
|---|---|---|---|
| Vertikala väggar | 0,040" (1 mm) | 0,080" (2 mm) | 12,7 mm (0,500") |
| Stödjande revben | 1,5 mm (0,060") | 0,100" (2,5 mm) | 6,35 mm (0,250") |
| Bassektioner | 0,080" (2 mm) | 0,120" (3 mm) | 19 mm (0,750") |
Specifikationer för hörn- och kantutformning
Korrekt hörndesign förhindrar spänningskoncentration och säkerställer maskinbearbetning:
Utvändiga hörn
- Minsta radie: 0,020" (0,5 mm)
- Optimal radie: 0,040" (1 mm)
- Undvik skarpa hörn för att förhindra materialspänning
Invändiga hörn
- Minsta radie: 0,040" (1 mm)
- Rekommenderad radie: 0,080" (2 mm)
- Inkludera avlastningsfunktioner för verktygsåtkomst
Specifikationer för hål och gängor
Tänk på dessa riktlinjer när du konstruerar hål i PC-delar:
Genomgående hål
- Minsta diameter: 0,020" (0,5 mm)
- Maximalt förhållande mellan djup och diameter: 4:1
- Optimalt hålavstånd: 2x diameter
Gängade funktioner
- Minsta gängstorlek: M3 eller #4-40
- Maximalt gängdjup: 2,5x diametern
- Använd gängade insatser för applikationer med höga påfrestningar
Krav på ytfinish
Ytfinishen har stor betydelse för både estetik och funktionalitet:
Uppnåeliga slutresultat
| Finish Typ | Ra-värde (μin) | Tillämpning |
|---|---|---|
| Spegel | 4-8 | Optiska komponenter |
| Fina | 16-32 | Synliga ytor |
| Standard | 32-63 | Icke-kritiska ytor |
| Grov | 63-125 | Dolda ytor |
Överväganden om tolerans
Att bibehålla snäva toleranser kräver särskild uppmärksamhet:
Standardtoleranser
- Allmänna mått: ±0,005" (0,127 mm)
- Kritiska egenskaper: ±0,002" (0,051 mm)
- Hålplacering: ±0,003" (0,076 mm)
Temperaturpåverkan
- Ta hänsyn till värmeutvidgning
- Beakta driftsmiljön
- Plan för stabilisering av material
Design för tillverkningsbarhet (DFM)
Jag betonar alltid dessa viktiga DFM-principer för våra kunder på PTSMAKE:
Verktygsåtkomst
- Planera för standardverktygslängder
- Tänk på inflygningsvinklar
- Tillåt ordentligt spel för verktygsbanorna
Hållare för arbetsstycken
- Utforma lämpliga fastspänningsområden
- Inkludera datumytor
- Planera för flera uppställningar om det behövs
Åtgärder för kvalitetskontroll
För att säkerställa en jämn kvalitet på detaljerna:
Inspektionspunkter
- Kritiska dimensioner
- Krav på ytfinish
- Geometriska toleranser
Dokumentation
- Detaljerade tekniska ritningar
- Specifika beteckningar för kritiska funktioner
- Krav på klar yta
Strategier för kostnadsoptimering
Optimera konstruktioner för kostnadseffektivitet med bibehållen kvalitet:
Förenklad design
- Minimera komplexa funktioner
- Minska antalet ändringar i installationen
- Standardisera funktionsstorlekar
Utnyttjande av material
- Optimera detaljernas orientering
- Minimera materialspill
- Tänk på lagerstorlekar
På PTSMAKE erbjuder vi omfattande designstöd för att säkerställa att dina PC-delar är optimerade för både prestanda och tillverkningsbarhet. Vårt ingenjörsteam arbetar nära kunderna för att förfina designen innan produktionen påbörjas, vilket sparar tid och resurser samtidigt som det säkerställer överlägsna resultat.
Lär dig hur polymerisering påverkar materialegenskaper och förbättrar prestandan hos polykarbonat. ↩
Lär dig mer om dess betydelse vid val av material för optimal prestanda under varierande förhållanden. ↩
Genom att förstå detta beteende kan man optimera bearbetningsparametrarna för förbättrad produktionseffektivitet. ↩
Lär dig mer om polykarbonatens unika egenskaper som gör den idealisk för olika tillämpningar. ↩
Genom att förstå värmeledningsförmågan kan man förbättra bearbetningseffektiviteten och förhindra materialnedbrytning. ↩
Lär dig mer om kristallinitetens inverkan på bearbetningsegenskaperna för optimerade projektresultat. ↩
Lär dig mer om mätning av ytjämnhet för förbättrad bearbetningskvalitet. ↩
Lär dig mer om mångsidigheten och fördelarna med termoplastiska egenskaper i CNC-bearbetningstillämpningar. ↩
Läs om hur DFM kan förbättra produktionseffektiviteten och minska kostnaderna på ett effektivt sätt. ↩
Förstå hur materialegenskaper påverkar bearbetningen för förbättrad detaljkvalitet. ↩






