
Tillverkare av anpassad kolvbearbetning
Levererar högpresterande specialkolvar konstruerade för hållbarhet och precision. Betrodda av globala industrier för OEM-, fordons-, robot-, industrimaskin-, medicin-, varmkanals-, hydraulcylinder-, energi- och flygkunder.

±0,001 mm Toleransgaranti
ISO 9001-certifierade material
Produktion av bulkbeställningar på 15 dagar
Global OEM/ODM-överensstämmelse
Vad våra kunder säger
Våra kunder finns över hela världen, och deras feedback talar för sig själv. Om du vill verifiera vårt rykte med kunder i ditt område, tveka inte att kontakta oss - vi sätter dig gärna i kontakt med dem och delar med oss av relevanta fallstudier.
Förbättra dina projekt med anpassad kolvlösning
Specialanpassad kolvbearbetning spelar en avgörande roll i industrier där precision, hållbarhet och prestanda inte är förhandlingsbara. På PTSMAKE är vi specialiserade på att tillverka högprecisionskolvar som är skräddarsydda för att uppfylla de unika kraven i industriella applikationer.

Hydraulcylinder Kolv
Används i hydraulsystem för att överföra krafter genom ett flytande medium, vilket är nödvändigt för att lyfta och flytta tunga laster.

Kompressorkolv
Finns i luftkompressorer som är konstruerade för att effektivt komprimera gaser för användning i kylsystem och pneumatisk utrustning.

Kolv för kylning
Används i kompressorer för kylning och luftkonditionering för att hålla låga temperaturer med god korrosionsbeständighet.

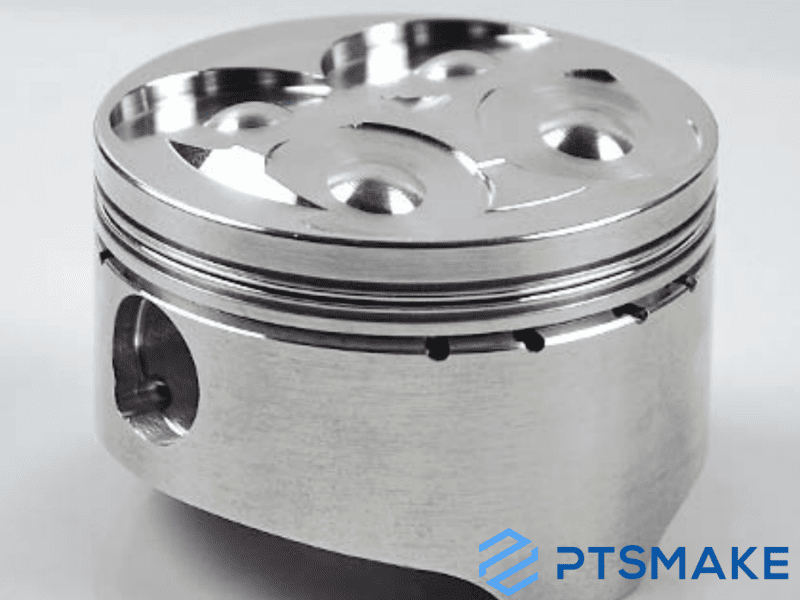
Kolv för motor med inre förbränning
Används i bil- och motorcykelmotorer för effektiv komprimering och förbränning av gaser i motorcylindrarna.

Dieselkolv
Dessa kolvar används i dieselmotorer och är vanligtvis tyngre och mer hållbara, utformade för att klara högt tryck och längre förbränningscykler.

Kolv för flyg- och rymdindustrin
Speciellt utformad för flygplan, med låg vikt och hög hållfasthet, lämplig för miljöer på hög höjd och vid låga temperaturer.

Industriell kolv
Används i olika industrimaskiner, t.ex. formsprutningsmaskiner och stansmaskiner, med fokus på hållbarhet och effektiv energiomvandling.
Kolv för motorcykel
ofta lättare och byggda för att klara höga varvtal för bättre prestanda och smidighet i racing och vanliga motorcyklar.
Varför välja PTSMAKE för anpassad kolvbearbetning
PTSMAKE har över 20 års erfarenhet av precisionstillverkning och tillhandahåller lösningar som globala varumärken som BMW och Huawei litar på.
Med hjälp av 5-axliga CNC-maskiner säkerställer vi dimensionell noggrannhet och optimerar konstruktioner, vilket minskar produktionskostnaderna med upp till 30%.
Vi erbjuder en snabb leveranstid på 7-15 dagar med en digital hanteringsplattform som säkerställer uppdateringar i realtid och snabb leverans.
Våra kvalitetskontroller i tre steg upprätthåller en defektfrekvens under 0,2% med full spårbarhet för varje kundanpassad kolv.
Kvalitetskontroll vid tillverkning av precisionskolvar
- Precisionskolvtillverkning kräver strikt kvalitetskontroll för att uppfylla snäva toleranser och prestandakrav. På PTSMAKE implementerar vi ett 7-lagers inspektionssystem för anpassad kolvbearbetning. Våra CNC-maskiner använder Renishaw-prober för mätning i realtid under produktionen. Varje kolv genomgår efterproduktionskontroller med CMM (Coordinate Measuring Machines) och ytjämnhetstestare.
- Vi är certifierade enligt ISO 9001:2015 och följer IATF 16949-standarderna för komponenter till fordonsindustrin. Vårt kvalitetsteam följer upp kritiska parametrar som hålets rundhet (≤2 µm), kjolens diameter (±0,005 mm) och ringspårets bredd (±0,012 mm). SPC-diagram (Statistical Process Control) uppdateras varje timme för att förhindra avvikelser.
- Materialverifiering är prioriterat. Vi testar prover av aluminiumlegeringar 4032 och 2618 för hårdhet (HB 140-170), draghållfasthet (≥380 MPa) och termisk stabilitet. Alla inkommande material levereras med Mill Test-certifikat. För belagda kolvar mäter vi DLC-beläggningens (Diamond-Like Carbon) tjocklek (2-5 µm) med XRF-analysatorer.
- I produktionssatserna ingår 3 provdelar för förstörande provning. Vår hydrauliska testrigg utvärderar kolvar under 250 bars tryck i 45 minuter. Slitagesimuleringstester pågår i över 72 timmar för att replikera 100.000 motorcykler. Alla data dokumenteras i digitala rapporter och kan tillhandahållas på kundens begäran.
- System för återkoppling och korrigerande åtgärder i realtid: Implementera en mekanism för återkoppling i realtid som omedelbart varnar operatörerna för avvikelser, vilket underlättar omedelbara korrigerande åtgärder för att minska slöseri och omarbete.

"Helt imponerad av tjänsterna för kolvbearbetning! Precisionen och kvaliteten är i toppklass och leveranstiden överträffade mina förväntningar. Varje kolv tillverkades med noggrann uppmärksamhet på detaljer, vilket säkerställde en perfekt passform för våra motorer. Kundtjänstteamet var otroligt lyhört och höll oss uppdaterade under hela processen. Vi stod inför några snäva tidsfrister, men de levererade i tid utan att kompromissa med kvaliteten. Det är sällsynt att hitta ett sådant engagemang och hantverk i branschen idag. Rekommenderas varmt för alla som behöver högkvalitativa maskinbearbetningstjänster!
John Smith, maskiningenjör, Förenta staterna"
Materialval för högpresterande kolvar
Materialvalet har en direkt inverkan på kolvens hållbarhet, värmebeständighet och prestanda. På PTSMAKE är vi specialiserade på anpassad kolvbearbetning för olika branscher. Låt oss gå igenom de bästa materialen för högpresterande applikationer.
Aluminiumlegeringar
är populära för lättviktskolvar. De minskar motorvikten och förbättrar bränsleeffektiviteten. Vi använder legeringarna 4032 och 2618 för höghållfasta behov. Våra CNC-processer uppnår toleranser på ±0,005 mm för att förhindra problem med värmeutvidgning.
Stål
Stål är perfekt för tunga kolvtillämpningar och hanterar extrema tryck effektivt i hydraulsystem. Vi använder 4140-stål och mellanstål och tillämpar exakt slipning eller efterbehandlingstekniker för att förbättra slitstyrkan och livslängden.
Gjutjärn
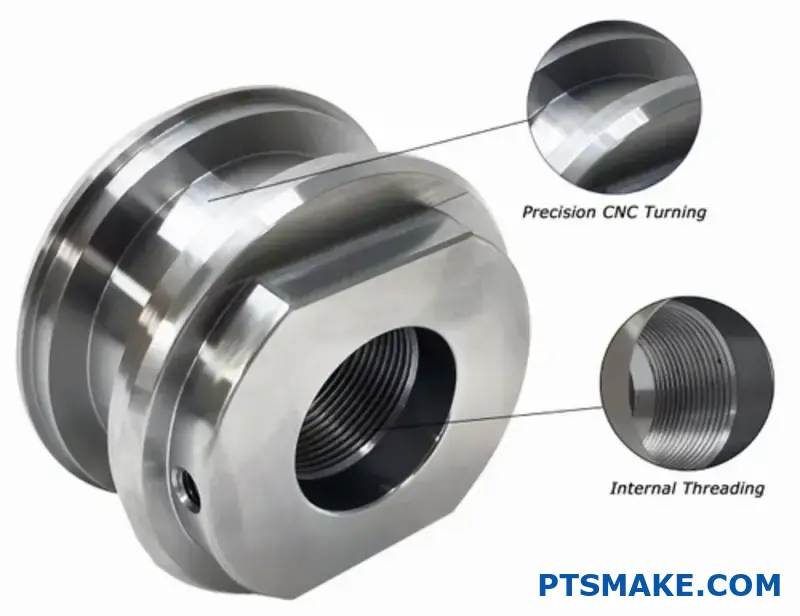
Gjutjärn är idealiskt för kostnadseffektiv kolvtillverkning i stora volymer och används för CNC-svarvning med specialbeläggningar för att förbättra värmeavledningen. Detta säkerställer tillförlitlig prestanda under alla förhållanden och erbjuder en prisvärd lösning för olika behov.
Titan
är idealisk för racing- och flygkolvar. Våra 5-axliga CNC-maskiner hanterar Ti-6Al-4V på ett effektivt sätt och balanserar styrka och viktbesparingar.
Kompositmaterial
som kolfiberförstärkta polymerer ökar. Vi arbetar med kunder för att testa prototyper och förfina konstruktioner för tillverkningsbarhet.
Smidd aluminium
Smide förbättrar kornstrukturen i aluminiumlegeringar och förbättrar deras mekaniska egenskaper, vilket gör smidda kolvar mycket eftertraktade i miljöer med höga påfrestningar.
Typiska ledtider för specialtillverkning av kolvar
Tidslinje för standardproduktion
- De flesta specialbeställningar av kolvar tar 1-4 veckor från godkännande av design till leverans. Detta inkluderar:
- 1-3 dagar för materialanskaffning
- 3-10 dagar för CNC-bearbetning (fräsning/svarvning)
- 1-3 dagar för kvalitetsinspektion
- 1-5 dagar för ytbehandling/emballering
Alternativ för snabbspårning
- Vi erbjuder 7-15 dagars expedierad service för brådskande beställningar. Detta kräver slutförda konstruktioner och specifika materialval. Våra 50+ CNC-maskiner och vår egen formverkstad eliminerar förseningar från tredjepartsleverantörer.
Vad påverkar ledtiderna?
- Designändringar i mitten av produktionen, bekräfta specifikationer tidigt.
- Sällsynta legeringar, Vi lagerhåller vanliga material som aluminium 6061/7075 och många stålsorter.
- Snäva toleranser, vår maskinbearbetningskapacitet på ±0,005 mm minskar behovet av omarbetning.
Steg-för-steg-process för bearbetning av anpassade kolvar
På PTSMAKE specialiserar vi oss på kundanpassad kolvbearbetning för branscher som fordonsindustri, robotteknik, industrimaskiner, medicinteknik, varmkanalsystem, hydraulcylindrar, energi och flyg. Vår process säkerställer precision och tillförlitlighet i varje steg.
1. Designanalys
2. Upphandling av material
3. CNC-programmering
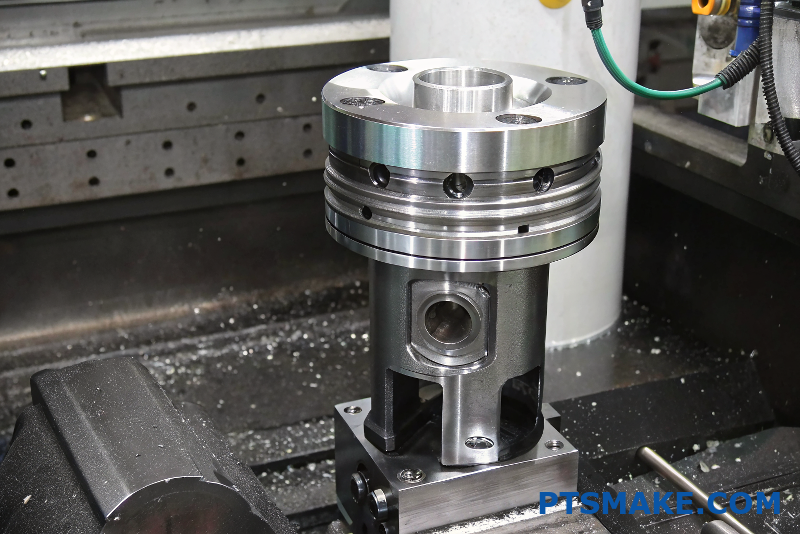
4. Precisionsbearbetning
5. Ytbehandling
6. Inspektion av kvalitet
7. Montering och provning
8. Förpackning och leverans
Begär en anpassad offert idag
Få en exakt uppskattning av ditt projekt redan idag. Låt oss hjälpa dig att uppfylla dina exakta specifikationer.
Kostnadseffektiva lösningar för kundanpassad kolvbearbetning
1. Strategisk materialanskaffning
2. Optimalt materialval
3. Avancerad CNC-bearbetning
4. Specialisering av produktionslinjer
5. Volymspecifik optimering
6. Heltäckande leverantörstjänster
7. Rigorösa kvalitetskontroller
Anpassningsalternativ inom kolvbearbetning
Skräddarsydda lösningar för precisionsprestanda Precisionsbearbetning av kolvar kräver anpassning för att uppfylla olika industriella krav. På PTSMAKE är vi specialiserade på att tillverka anpassade kolvkomponenter som överensstämmer med exakta designspecifikationer. Våra CNC-bearbetningsprocesser stöder flera material, inklusive aluminium, stål och titanlegeringar. Vi justerar dimensioner, ytfinish och toleranser för att optimera prestanda för applikationer inom fordonsindustri, robotteknik, industrimaskiner, medicinteknik, varmkanalsystem, hydraulcylindrar, energi och flyg.

Materialval för högpresterande kolvar
Anpassning av geometri och ytfinish
Toleranskontroll & kvalitetssäkring
Flexibilitet i produktionen
Fallstudier: Framgångsrika projekt med specialkolvar
Maskinbearbetning av högpresterande racingkolvar:
För innovatörer inom fordonsindustrin
Ett europeiskt FoU-team inom fordonsindustrin höll på att utveckla en lättviktsracermotor och behövde omgående specialkolvar med en unik designspecifikation.
Konstruktionen krävde bearbetning av titanlegeringar med en strikt tolerans på ±0,005 mm, vilket innebar en stor utmaning för oss.
Men genom att utnyttja den senaste 5-axliga CNC-frästekniken har vi lyckats skapa komplexa interna kylkanaler och en ultratunn krongeometri.
Under hela projektet hade vi en nära kommunikation med ingenjörsteamet och deltog i varje steg, från designjusteringar till materialval.
Vi färdigställde 20 prototypuppsättningar på bara 12 dagar, vilket möjliggjorde kritiska tidiga motortester.
Under rigorösa provkörningar uppfyllde den slutliga satsen på 500 kolvar inte bara stränga hållbarhetskrav utan utmärkte sig också under extrema förhållanden, vilket gjorde vår kund djupt imponerad.

Aluminium av Aerospace-kvalitet Kolvar:
Övervinna snäva viktbegränsningar
En amerikansk drönartillverkare stod inför utmaningen att hitta kolvar som vägde under 85 g och samtidigt behålla strukturell integritet för användning på hög höjd.
I samarbete med deras designteam och genom många brainstormingmöten använde vi programvara för topologioptimering för att omforma ribbmönstret och valde 7075-T6 aluminium för CNC-bearbetning.
I vår verkstad har varje design förfinats minutiöst för att klara tuffa förhållanden.
Efter flera iterationer uppnådde vi en viktminskning på 18% utan att kompromissa med någon strukturell styrka.
Alla 1.000 kolvar klarade vibrationstestet MIL-STD-810G.
Kunden var mycket nöjd vid leverans och noterade en markant förbättring av prestandan.
Reparation av kolvar för medicintekniska produkter:
Revitalisering av äldre utrustning
Ett tyskt sjukhus stod inför en utmaning med sitt kylsystem för magnetröntgen som krävde föråldrade kolvbyten.
Trots att utrustningen fortfarande var i drift fanns kolvarna inte längre att tillgå.
Vi fick ett oumbärligt uppdrag och bestämde oss för att inleda en omvänd ingenjörsprocess genom att gå tillbaka till originalritningarna och återskapa varje detalj med precision.
Vi använde högkvalitativt rostfritt stål och tillverkade 300 kolvar med uppgraderade tätningsytor med hjälp av CNC-svarvning och slipning.
Genom att anta en snabb produktionsstrategi minskade vi ledtiden med 40% jämfört med lokala leverantörer, vilket säkerställer oavbruten drift av utrustningen.
Denna effektiva och tillförlitliga lösning fick mycket beröm av sjukhusledningen och sparade dem avsevärd tid och kostnader för underhåll av anläggningen.

Kontakta expert på anpassad kolvbearbetning idag!
Vi ser fram emot möjligheten att arbeta med dig och bidra till att ditt projekt blir framgångsrikt.