

Försöker du avgöra om pressgjutning i zink är tillräckligt starkt för din applikation? Många ingenjörer underskattar zinkens hållfasthet, vilket leder till kostsamma materialvalsfel och projektförseningar när komponenter går sönder under testning.
Gjuten zink är anmärkningsvärt stark med en draghållfasthet på mellan 30.000 och 41.000 psi och en sträckgräns på mellan 22.000 och 32.000 psi. Den erbjuder utmärkt slagtålighet samtidigt som den bibehåller god dimensionsstabilitet och hållbarhet.

På PTSMAKE har jag arbetat med otaliga kunder som till en början tvekade att använda zinkgjutning på grund av hållfasthetsproblem. Det som förvånar många är hur zinklegeringar som Zamak 3 och 5 levererar imponerande mekaniska egenskaper samtidigt som de erbjuder utmärkt gjutbarhet och kostnadseffektivitet. Låt mig berätta om de verkliga hållfasthetsegenskaperna hos pressgjuten zink och varför den kan vara perfekt för ditt nästa projekt.
Vilka material används i zinkgjutgods?
Har du någonsin plockat upp ett dörrhandtag, en leksaksbil eller ett elektronikhölje och undrat vilket material som ger den perfekta balansen mellan detaljer och hållbarhet? Många produkter vi använder dagligen innehåller zinkgjutna komponenter, men att förstå vilka material som faktiskt går in i dessa delar kan vara förvirrande när du planerar ditt nästa projekt.
Vid pressgjutning av zink används främst zinklegeringar, där ZA-3, ZA-8, ZAMAK 3 och ZAMAK 5 är de vanligaste materialen. Dessa legeringar kombinerar zink med aluminium, magnesium och koppar i specifika proportioner för att uppnå olika mekaniska egenskaper som lämpar sig för olika applikationer.

Grunden för zinkpressgjutningslegeringar
I sin kärna bygger zinkgjutning på zinkbaserade legeringar snarare än ren zink. Ren zink har begränsade praktiska tillämpningar inom tillverkningsindustrin på grund av sin relativt mjuka natur och tendens att krypa (långsamt deformeras) under stress. Det är därför som industrin har utvecklat flera standardiserade zinklegeringar som har blivit arbetshästarna i pressgjutningsvärlden.
I mitt arbete med tillverkare inom olika branscher har jag funnit att de flesta zinkgjutningsverksamheter kretsar kring två huvudsakliga legeringsfamiljer: ZAMAK-legeringar och ZA-legeringar. Var och en av dem har specifika sammansättningar och fördelar som gör dem lämpliga för olika tillämpningar.
ZAMAK legeringar: Arbetshästarna inom pressgjutning av zink
ZAMAK (ibland stavat Zamac) är en akronym som härrör från de tyska namnen på metallerna i dess sammansättning: Zink, aluminium, magnesium och Kupfer (koppar). Dessa legeringar utgör ryggraden i zinkgjutningsindustrin.
De mest använda ZAMAK-legeringarna är bl.a:
ZAMAK 3 (zinklegering 3)
ZAMAK 3 innehåller ca 4% aluminium, 0,035% magnesium och minimalt med koppar. Detta gör den till den renaste av de vanliga zinklegeringarna och ger den utmärkt dimensionsstabilitet. Jag har sett ZAMAK 3 användas i stor utsträckning för:
- Fordonskomponenter
- Elektroniska höljen
- VVS-armaturer
- Hårdvaruprodukter
Det som gör ZAMAK 3 särskilt värdefull är dess utmärkta gjutbarhet1 kombinerat med goda mekaniska egenskaper. När kunderna behöver en balans mellan kostnadseffektivitet och tillförlitlighet är ZAMAK 3 ofta min första rekommendation.
ZAMAK 5 (zinklegering 5)
ZAMAK 5 är i huvudsak ZAMAK 3 med cirka 1% koppar tillsatt. Denna lilla förändring i sammansättningen förbättrar draghållfastheten och hårdheten avsevärt. Komponenter tillverkade med ZAMAK 5 erbjuder vanligtvis:
- 10-20% högre draghållfasthet än ZAMAK 3
- Bättre prestanda under press
- Förbättrad slitstyrka
- Förbättrade polerings- och pläteringsmöjligheter
Dessa egenskaper gör ZAMAK 5 idealisk för applikationer som kräver högre hållfasthet eller bättre ytfinish, t.ex. bildelar och dekorativa beslag.
ZA-legeringar: Alternativ för zink med högre prestanda
ZA-legeringar (zink-aluminium) innehåller betydligt högre aluminiumhalt än ZAMAK-legeringar, vanligtvis mellan 8-27%. Den högre aluminiumhalten förändrar materialegenskaperna väsentligt:
ZA-8
Med 8-8,8% aluminium och 1-1,5% koppar erbjuder ZA-8:
- Högre hållfasthet än ZAMAK-legeringar
- Bättre slitstyrka
- Utmärkt bärförmåga
- God motståndskraft mot krypning
ZA-12
ZA-12 innehåller 10,5-11,5% aluminium och 0,5-1,25% koppar och levererar:
- Överlägsen styrka jämfört med ZAMAK-legeringar
- Utmärkta lageregenskaper
- Bra motståndskraft mot slitage
ZA-27
ZA-27 har den högsta aluminiumhalten (25-28%) bland de vanliga zinklegeringarna för pressgjutning:
- Det högsta förhållandet mellan styrka och vikt bland zinklegeringar
- Exceptionell slitstyrka
- Överlägsna mekaniska egenskaper
Överväganden om materialval
När jag hjälper kunder att välja lämplig zinklegering för sina projekt på PTSMAKE tar jag hänsyn till flera faktorer:
| Legering | Styrka | Kostnad | Gjutbarhet | Vanliga tillämpningar |
|---|---|---|---|---|
| ZAMAK 3 | Måttlig | $ | Utmärkt | Verkstadsvaror, bildelar |
| ZAMAK 5 | Bra | $$ | Bra | Fordon, VVS-armaturer |
| ZA-8 | Bättre | $$ | Bra | Industrikomponenter, lager |
| ZA-12 | Mycket bra | $$$ | Måttlig | Kugghjul, bussningar, lager |
| ZA-27 | Utmärkt | $$$$ | Utmanande | Komponenter med hög belastning |
Mindre beståndsdelar och tillsatser
Utöver de primära legeringsbeståndsdelarna innehåller zinkgjutningsmaterial ofta spårämnen som kan ha en betydande inverkan på de slutliga egenskaperna:
- Magnesium: Tillsatt i små mängder (0,01-0,06%) för att minska intergranulär korrosion
- Bly: Förekommer ibland i återvunna legeringar, men är i allmänhet inte önskvärt eftersom det kan påverka de mekaniska egenskaperna
- Järn: Hålls vanligen under 0,075% eftersom högre nivåer kan orsaka sprödhet
- Kadmium: Vanligtvis begränsad till 0,004% på grund av miljöhänsyn
- Tenn: Hålls ofta under 0,002% för att förhindra intergranulär korrosion
På PTSMAKE övervakar vi noggrant dessa spårämnen för att säkerställa en jämn kvalitet i våra zinkgjutna komponenter.
Nya material i zinklegeringar
Zinkgjutningsindustrin fortsätter att utvecklas med nya legeringsformuleringar som är utformade för att uppfylla specifika prestandakrav:
- ACuZink: En familj av patentskyddade legeringar med ökad kopparhalt för förbättrad styrka
- Ecozinc: Miljövänliga formuleringar som minimerar giftiga ämnen
- EZAC: Förbättrade zink-aluminium-kopparlegeringar avsedda för tunnväggiga applikationer
Dessa nyare material har lovande egenskaper för specialiserade tillämpningar där traditionella legeringar inte räcker till.
De viktigaste fördelarna med zinklegeringar jämfört med ren zink vid pressgjutning
Har du någonsin undrat varför tillverkare sällan använder ren zink för pressgjutningsprojekt? Kanske har du stött på problem med sprödhet eller dimensionsinstabilitet i delar och frågat dig om det finns ett bättre alternativ?
Zinklegeringar är att föredra framför ren zink vid pressgjutning eftersom de erbjuder överlägsna mekaniska egenskaper, bättre korrosionsbeständighet, ökad dimensionsstabilitet och förbättrade flödesegenskaper under gjutningen. Dessa legeringar bibehåller zinkens kostnadsfördelar samtidigt som de eliminerar många av dess inneboende svagheter.
Förståelse för zinklegeringars sammansättning och egenskaper
Under de år jag har arbetat med metallgjutning på PTSMAKE har jag upptäckt att det är avgörande att förstå zinklegeringars sammansättning för att kunna fatta välgrundade tillverkningsbeslut. Zinklegeringar som används vid pressgjutning innehåller vanligtvis zink som basmetall med noggrant kontrollerade mängder av aluminium, koppar, magnesium och ibland andra element.
De vanligaste zinklegeringarna som används vid pressgjutning är Zamak-serien (särskilt Zamak 3, 5 och 7) och ZA-serien (ZA-8, ZA-12 och ZA-27). Varje legering har en specifik kemisk sammansättning som är utformad för att förbättra vissa egenskaper.
Vanliga sammansättningar av zinklegeringar
| Legeringstyp | Zink (%) | Aluminium (%) | Koppar (%) | Magnesium (%) | Övriga element (%) |
|---|---|---|---|---|---|
| Zamak 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Zamak 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
Dessa legeringselement förbättrar avsevärt metallurgisk struktur2 av zink, vilket förvandlar en relativt svag ren metall till ett mångsidigt tekniskt material som lämpar sig för ett brett spektrum av applikationer.
Mekaniska fördelar med zinklegeringar jämfört med ren zink
Ren zink har flera begränsningar som gör den olämplig för de flesta pressgjutningstillämpningar. Dess relativt låga draghållfasthet, dåliga hårdhet och tendens att krypa under belastning är betydande nackdelar. Genom att tillsätta legeringselement kan vi skapa material med avsevärt förbättrade mekaniska egenskaper.
Styrka och hårdhet
Zinklegeringar uppvisar 2-3 gånger högre draghållfasthet än ren zink. Medan t.ex. ren zink normalt har en draghållfasthet på ca 20 MPa, har Zamak 3 en draghållfasthet på ca 283 MPa, och högaluminiumlegeringar som ZA-27 kan nå upp till 425 MPa. Denna avsevärda förbättring gör att delar av zinklegeringar kan motstå högre belastningar och påfrestningar.
Tillsatsen av aluminium förbättrar särskilt hårdheten, och koppar förbättrar denna egenskap ytterligare. Den ökade hårdheten leder till bättre slitstyrka i applikationer där delarna kan utsättas för friktion eller stötar.
Dimensionell stabilitet
Ett av de största problemen med ren zink är dess dimensionella instabilitet. När jag arbetar med kunder på PTSMAKE lyfter jag ofta fram hur ren zinks tendens att krypa och vrida sig över tid gör den opålitlig för precisionskomponenter. Zinklegeringar hanterar detta problem genom:
- Minskad kornstorlek på grund av legeringsämnen, vilket begränsar materialets rörelse
- Förbättrad strukturell styvhet som motverkar deformation
- Förbättrad motståndskraft mot intergranulär korrosion som kan orsaka dimensionsförändringar
Dessa förbättringar är särskilt viktiga för detaljer som kräver snäva toleranser eller som används i precisionsmonteringar.
Korrosionsbeständighet och ytegenskaper
I industriella tillämpningar är det ofta korrosionsbeständigheten som avgör en komponents livslängd. Zinklegeringar erbjuder betydligt bättre korrosionsskydd än ren zink genom flera olika mekanismer:
- Bildning av stabila oxidskikt som skyddar den underliggande metallen
- Minskad känslighet för intergranulär korrosion
- Bättre motståndskraft mot atmosfäriska och kemiska angrepp
Dessutom kan zinklegeringar enkelt pläteras, målas eller på annat sätt ytbehandlas för att ytterligare förbättra deras korrosionsbeständighet och estetiska egenskaper. Denna mångsidighet gör dem lämpliga för både funktionella och dekorativa tillämpningar.
Bearbetningsfördelar vid pressgjutning
Ur ett tillverkningsperspektiv erbjuder zinklegeringar flera praktiska fördelar jämfört med ren zink i pressgjutningsprocessen:
Flödeskarakteristik och gjutbarhet
Zinklegeringar har utmärkta flödesegenskaper som gör att de kan fylla intrikata formdetaljer med precision. Tillsatsen av aluminium sänker smältpunkten samtidigt som den förbättrar flytförmågan, vilket möjliggör produktion av tunnväggiga sektioner och komplexa geometrier som skulle vara utmanande med ren zink.
Termiska egenskaper
De kontrollerade värmeutvidgningskoefficienterna hos zinklegeringar (jämfört med ren zinks oförutsägbara beteende) ger bättre dimensionell kontroll under kylningsfasen. Detta leder till mer förutsägbara krympningshastigheter och färre defekter i de slutliga delarna.
Verktygets livslängd
Gjutverktyg som används med zinklegeringar håller normalt längre än de som används med ren zink. De förbättrade flödesegenskaperna minskar erosivt slitage på formytorna, medan de lägre gjutningstemperaturerna (jämfört med aluminium- eller magnesiumlegeringar) minimerar termisk utmattning i verktygen.
Kostnadseffektivitet för zinklegeringar i tillverkningen
Slutligen kan man inte bortse från de ekonomiska fördelarna med att använda zinklegeringar istället för ren zink. Medan ren zink kan ha en något lägre råvarukostnad, gynnar den totala tillverkningsekonomin starkt legeringar på grund av:
- Minskad kassationsfrekvens och högre produktkvalitet
- Snabbare produktionscykler tack vare förbättrade flödesegenskaper
- Lägre ytbehandlingskostnader tack vare bättre ytkvalitet vid gjutning
- Förlängd produktlivslängd minskar garanti- och ersättningskostnader
På PTSMAKE har vi konsekvent konstaterat att den lilla premie som betalas för zinklegeringar av hög kvalitet snabbt återvinns genom förbättrad tillverkningseffektivitet och förbättrad produktprestanda.
Är pressgjutning samma sak som zinkgjutning?
Har du någonsin varit förvirrad när du har letat efter tillverkningsalternativ för ditt nästa projekt? Har du stirrat på specifikationsblad och undrat om pressgjutning och zinkgjutning är olika processer eller bara branschjargong för samma sak? Denna terminologiska förvirring kan leda till kostsamma tillverkningsmisstag.
Nej, pressgjutning och zinkgjutning är inte samma sak. Gjutning är en tillverkningsprocess som kan använda olika metaller inklusive zink-, aluminium-, magnesium- och kopparlegeringar. Zinkgjutning hänvisar specifikt till pressgjutning som använder zink som metallmaterial.

Förstå förhållandet mellan pressgjutning och zinkgjutning
Pressgjutning och zinkgjutning är ofta förvirrade termer inom tillverkningsindustrin. För att klargöra är pressgjutning den övergripande tillverkningsprocessen, medan zinkgjutning (mer exakt kallad zinkgjutning) är en specifik tillämpning av denna process med användning av zinklegeringar.
I min erfarenhet av tillverkning har jag märkt att det är avgörande för ingenjörer och produktdesigners att förstå denna skillnad när de ska välja rätt tillverkningsmetod för sina detaljer.
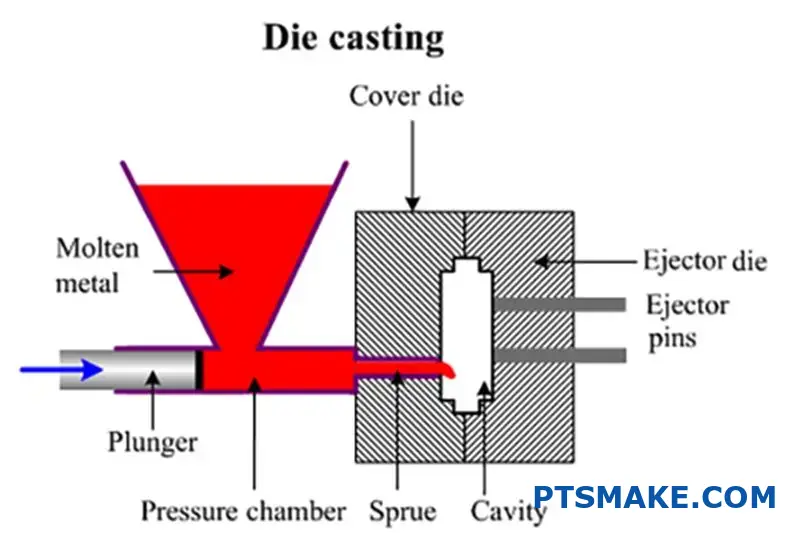
Pressgjutning innebär att smält metall under högt tryck pressas in i återanvändbara stålformar som kallas pressar. Denna process kan använda flera olika metaller, där zink bara är ett alternativ. Andra vanliga gjutmetaller inkluderar aluminium-, magnesium- och kopparlegeringar.
Viktiga skillnader i pressgjutningsmaterial
Valet av metall för pressgjutning har stor betydelse för slutproduktens egenskaper och användningsområden. Så här jämför vi zink med andra vanliga pressgjutningsmaterial:
| Metall | Smältpunkt (°C) | Densitet (g/cm³) | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|---|---|
| Zink | 380-390 | 6.6-7.2 | Hög dimensionsstabilitet, utmärkt ytfinish, god korrosionsbeständighet | Bildelar, elektronikhöljen, leksaker |
| Aluminium | 660 | 2.7 | Lättvikt, bra styrka/vikt-förhållande, korrosionsbeständig | Fordonskomponenter, delar till flyg- och rymdindustrin |
| Magnesium | 650 | 1.7 | Lättaste konstruktionsmetallen, bra EMI-avskärmning | Kapslingar med tunna väggar, bärbar elektronik |
| Kopparlegeringar | 900-1000 | 8.3-8.9 | Utmärkt elektrisk ledningsförmåga, hög värmeledningsförmåga | Elektriska komponenter, marin utrustning |
Pressgjutning av zink: Den specialiserade processen
Zinkgjutning har blivit en av de mest populära formerna av pressgjutning av flera skäl. Den eutektiska egenskaper3 av zinklegeringar gör dem idealiska för pressgjutningsprocessen, vilket ger tillverkare och konstruktörer unika fördelar.
Fördelar med pressgjutning av zink
Lägre energibehov: Zink har en relativt låg smältpunkt (380-390°C) jämfört med andra pressgjutningsmetaller, vilket resulterar i mindre energiförbrukning under tillverkningen.
Längre livslängd för matriser: På grund av de lägre bearbetningstemperaturerna upplever stålformarna som används för zinkgjutning mindre termisk stress. På PTSMAKE har vi observerat att formar som används för zinkgjutning vanligtvis håller 5-10 gånger längre än de som används för aluminiumgjutning.
Utmärkt dimensionell noggrannhet: Zinklegeringar har överlägsen flytbarhet när de smälts, vilket gör att de kan fylla även komplexa formhålor med precision.
Överlägsen ytfinish: Zinkgjutna delar har i allmänhet jämnare ytor direkt från formen, vilket ofta kräver minimal efterbehandling.
Flexibilitet i designen: Zinklegeringarnas utmärkta flödesegenskaper gör det möjligt att tillverka komponenter med tunna väggar (så tunna som 0,5 mm) och komplexa geometrier.
Vanliga zinklegeringar för pressgjutning
Alla zinklegeringar är inte lika bra. De vanligaste zinklegeringarna som används vid pressgjutning inkluderar:
Zamak 3 (ASTM AG40A): Den mest använda zinklegeringen för pressgjutning, som erbjuder en bra balans mellan fysiska egenskaper, gjutbarhet och kostnadseffektivitet.
Zamak 5 (ASTM AC41A): Liknar Zamak 3 men har högre draghållfasthet och hårdhet.
ZA-8, ZA-12 och ZA-27: Zinklegeringar med högre aluminiumhalt som ger ökad styrka och hårdhet men är något mer utmanande att gjuta.
Tillämpningar där zinkpressgjutning utmärker sig
Genom mitt arbete på PTSMAKE har jag sett zinkgjutning utmärka sig i olika tillämpningar:
- Fordonskomponenter: Invändiga detaljer, dörrhandtag, låshus
- Hölje för elektronik: Ramar, chassikomponenter, kylflänsar
- Konsumentvaror: Reservdelar till vitvaror, järnvaror, leksaker och prydnadsföremål
- Industriell hårdvara: Verktyg, fixturer och mekaniska komponenter
Gör rätt val mellan olika pressgjutningsalternativ
Tänk på dessa faktorer när du bestämmer dig för vilken gjutningsmetod som är lämplig för ditt projekt:
Produktionsvolym: Zinkgjutning erbjuder kostnadsfördelar för medelstora till stora produktionsvolymer.
Delkomplexitet: Om din design har invecklade detaljer eller tunna väggar gör zinkens utmärkta flödesegenskaper det till ett perfekt val.
Krav på ytfinish: När estetisk kvalitet är av största vikt kräver zinkgjutgods vanligtvis mindre efterbehandling.
Överväganden om styrka/vikt: Zink är visserligen tyngre än aluminium, men erbjuder utmärkt styrka och hållbarhet för sin viktklass.
Kostnadskänslighet: De lägre bearbetningstemperaturerna och den längre livslängden för zinkgjutning leder ofta till kostnadsbesparingar, särskilt för vissa volymområden.
Många av våra kunder på PTSMAKE överväger först flera olika tillverkningsmetoder, men för komponenter som kräver hög precision och ytkvalitet med måttliga hållfasthetskrav framstår ofta zinkgjutning som den optimala lösningen.
Hur uppnår man snäva toleranser vid pressgjutning av zink?
Har du någonsin fått pressgjutna zinkdelar som inte passade ordentligt i din montering eller tvingats skrota dyra komponenter på grund av toleransproblem? Kanske har du kämpat med frustrationen över komponenter som ser perfekta ut men som misslyckas under kvalitetskontrollen eftersom de avviker med bara bråkdelar av en millimeter?
För att uppnå snäva toleranser vid pressgjutning i zink krävs noggrann uppmärksamhet på flera faktorer, inklusive formkonstruktion, processtyrning och materialval. Vanligtvis kan zinkgjutgods uppnå toleranser på ±0,1 mm till ±0,05 mm för dimensioner under 25 mm, med potential för ännu snävare toleranser genom sekundära operationer och avancerad processtyrning.

Förstå toleransfaktorer vid pressgjutning av zink
Toleranser vid pressgjutning av zink är inte bara godtyckliga siffror som vi tilldelar ritningar. De representerar kulmen av flera tillverkningsvariabler som arbetar tillsammans. Min erfarenhet av att arbeta med precisionskomponenter har visat att det är avgörande för en effektiv produktionsplanering att förstå dessa faktorer.
De primära variablerna som påverkar toleranserna för zinkgjutning inkluderar:
Hänsyn till materialkrympning
Zinklegeringar har mindre krympning jämfört med andra pressgjutningsmaterial som aluminium eller magnesium. Detta är en av zinkens viktigaste fördelar för precisionstillämpningar. För krympningshastighet4 för de flesta zinklegeringar varierar typiskt från 0,4% till 0,7%, jämfört med 0,5% till 1,2% för aluminiumlegeringar.
Denna förutsägbara och minimala krympning gör det möjligt att:
- Mer konsekventa detaljdimensioner
- Minskad dimensionell variation mellan produktionsserier
- Bättre förmåga att konsekvent uppnå snäva toleranser
Väggtjocklekens inverkan på toleranser
Väggtjockleken påverkar direkt de toleranser som kan uppnås vid pressgjutning i zink. Som en allmän regel:
| Väggens tjocklek | Typisk uppnåelig tolerans |
|---|---|
| 0,5 mm - 1,5 mm | ±0,075 mm - ±0,1 mm |
| 1,5 mm - 3,0 mm | ±0,1 mm - ±0,15 mm |
| 3,0 mm - 6,0 mm | ±0,15 mm - ±0,2 mm |
| >6,0 mm | ±0,2 mm - ±0,3 mm |
Tunnare väggar kyls snabbare men kan vara mer utsatta för defekter om de inte utformas och utförs på rätt sätt. Att balansera väggtjocklek med strukturella krav är en kritisk aspekt för att uppnå snäva toleranser.
Krav på dragvinkel
Utkastvinklar är nödvändiga för att underlätta utmatningen av detaljen från formen. De påverkar dock direkt dimensionstoleranserna, särskilt för höga funktioner. På PTSMAKE rekommenderar vi vanligtvis:
- Minsta dragning på 0,5° till 1° för pressgjutning av zink
- Ökade utkastvinklar (2° till 3°) för djupare funktioner
- Noggrant balanserade dragvinklar för ytor som kräver snäva toleranser
En väl utformad strategi för dragvinkeln säkerställer att detaljerna kan tillverkas på ett konsekvent sätt samtidigt som de kritiska dimensionerna hålls inom specifikationerna.
Praktiska toleransgränser i produktionen
Även om teoretiska toleranser kan se lovande ut på papperet, är det ofta den praktiska produktionsverkligheten som avgör vad som är möjligt att uppnå. Baserat på min erfarenhet av många zinkgjutningsprojekt är det här vad jag har funnit vara realistiskt:
Standard kommersiella toleranser
För kommersiella standardapplikationer med zinkgjutning:
| Dimension Område | Standard kommersiell tolerans |
|---|---|
| Upp till 25 mm | ±0,1 mm |
| 25 mm till 50 mm | ±0,15 mm |
| 50 mm till 150 mm | ±0,2 mm |
| 150 mm till 300 mm | ±0,3 mm |
Dessa toleranser representerar vad de flesta tillverkare kan uppnå konsekvent utan betydande kostnadsökningar eller specialiserade processer.
Precisionstoleranser för kritiska applikationer
För applikationer som kräver högre precision:
| Dimension Område | Förmåga till precisionstoleranser |
|---|---|
| Upp till 25 mm | ±0,05 mm |
| 25 mm till 50 mm | ±0,075 mm |
| 50 mm till 150 mm | ±0,1 mm |
| 150 mm till 300 mm | ±0,15 mm |
För att uppnå dessa snävare toleranser krävs vanligtvis:
- Mer sofistikerade verktyg
- Ytterligare processkontroller
- Potentiella sekundära operationer
- Mer frekvent underhåll av verktyg
Överväganden om toleransuppställning
När man konstruerar sammansättningar med flera zinkgjutna komponenter blir toleransuppsättning en kritisk faktor. Jag rekommenderar alltid att man genomför en toleransuppställningsanalys för komplexa sammansättningar för att säkerställa korrekt passform och funktion.
Den kumulativa effekten av flera toleranser kan resultera i sammansättningar som inte fungerar som avsett, även om enskilda komponenter uppfyller sina specificerade toleranser. På PTSMAKE hjälper vi våra kunder att analysera dessa interaktioner tidigt i designprocessen för att undvika kostsamma korrigeringar senare.
Strategier för att förbättra toleransförmågan
När standardtoleranserna inte är tillräckliga för din applikation finns det flera strategier som kan hjälpa dig att uppnå snävare specifikationer:
Avancerad verktygskonstruktion
Formen är kanske det mest kritiska elementet som påverkar toleranserna. Att investera i högkvalitativa verktyg med:
- Konstruktion i förstklassigt verktygsstål
- Exakt CNC-bearbetning av hålrumsdetaljer
- Optimerad layout för kylkanaler
- Omsorgsfull design av grindar och löpare
Dessa element förbättrar toleransmöjligheterna och konsistensen avsevärt. Även om premiumverktyg innebär en högre initial investering, motiverar de långsiktiga fördelarna i fråga om detaljkvalitet och minskade kassationsnivåer ofta kostnaden.
Sekundära operationer för kritiska dimensioner
För de mest krävande applikationerna kan sekundära operationer uppnå toleranser som är högre än vad som är möjligt med enbart pressgjutning:
- CNC-bearbetning av kritiska ytor
- Slipning och honing
- Precisionsborrning och brotschning
- Verifiering av koordinatmätmaskin (CMM)
På PTSMAKE använder vi ofta hybridtillverkningsmetoder, där vi pressgjuter delar med generösa toleranser i icke-kritiska områden och sedan utför selektiv maskinbearbetning av kritiska funktioner.
Implementering av statistisk processtyrning
Genom att implementera robusta system för statistisk processtyrning (SPC) kan man:
- Tidig upptäckt av processavvikelser
- Konsekvent kvalitet på detaljerna
- Dokumentation av processförmågan
- Möjligheter till ständiga förbättringar
Genom att övervaka viktiga processparametrar och detaljdimensioner kan vi bibehålla snävare toleranser under längre produktionskörningar.
Vilka ytbehandlingar finns tillgängliga för pressgjutna delar i zink?
Har du någonsin fått pressgjutna zinkdetaljer som inte motsvarade dina estetiska förväntningar? Eller kämpat med att välja rätt ytbehandling som balanserar utseende, skydd och kostnad? Fel ytfinish kan underminera även de mest exakt utformade komponenterna.
Delar som gjuts i zink kan få många olika ytbehandlingar, t.ex. plätering (krom, nickel, guld), pulverlackering, målning, anodisering, polering, borstning, texturering och trumling. Varje ytbehandling ger unika fördelar när det gäller utseende, korrosionsbeständighet, slitageskydd och kostnadsaspekter.
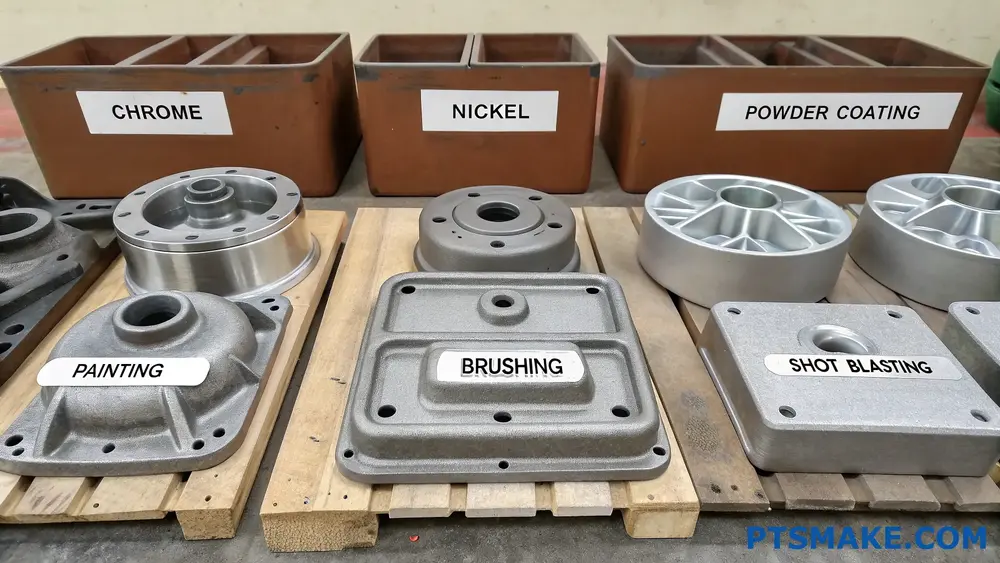
Vanliga ytbehandlingar för pressgjutna zinkdetaljer
I mitt arbete med kunder i olika branscher har jag sett hur rätt ytfinish kan förvandla en enkel zinkgjuten detalj till en komponent som inte bara presterar exceptionellt utan också förbättrar produktens övergripande utseende. Låt mig gå igenom de mest effektiva ytbehandlingsalternativen som finns tillgängliga.
Ytbehandlingar för elektroplätering
Elektroplätering skapar ett tunt metallskikt på zinkgjutna delar genom en elektrokemisk process. Denna ytbehandling är extremt populär eftersom den kombinerar estetik med funktionella fördelar.
Krombeläggning
Krombeläggning ger den spegelblanka, reflekterande yta som många konsumenter förknippar med metallprodukter av hög kvalitet. Utöver sitt attraktiva utseende erbjuder krom:
- Överlägsen korrosionsbeständighet
- Utmärkt slitstyrka
- Minskad friktion
- Hög hårdhet (ca 70 HRC)
Många fordonskomponenter som emblem och lister använder förkromning. Det är dock värt att notera att traditionella processer för sexvärt krom står inför ökande miljörestriktioner, vilket har lett till en ökning av alternativ för trevärt krom som är mer miljövänliga.
Nickelplätering
Nickelplätering ger ett ljust, silverfärgat utseende som liknar krom men med en något varmare ton. Fördelarna inkluderar:
- Mycket bra korrosionsskydd
- Utmärkt slitstyrka
- Kan vara blank eller satinbehandlad
- Används ofta som grundfärg vid förkromning
På PTSMAKE använder vi ofta nickelplätering på komponenter som kräver både estetik och hållbarhet, som badrumsarmaturer och konsumentelektroniska höljen.
Zinkplätering
Även om det kan verka överflödigt att zinkplåta en zinkgjutning, är detta galvanisering5 processen skapas ett skyddande offerskikt som korroderar före basmaterialet. Viktiga fördelar inkluderar:
- Kostnadseffektivt korrosionsskydd
- Finns i färgerna klar, gul, svart eller olivfärgad
- Generellt tunnare än andra pläteringsalternativ
Organiska ytbehandlingar
Organiska ytbehandlingar erbjuder alternativ till metallplätering med sina egna unika fördelar.
Pulverlackering
Pulverlackering innebär att torrt pulver appliceras elektrostatiskt på detaljens yta och sedan härdas under värme. Processen skapar en hållbar, enhetlig yta med dessa fördelar:
- Brett färgomfång med konsekventa resultat
- Utmärkt hållbarhet och slagtålighet
- God kemisk beständighet
- Miljövänlig (inga lösningsmedel)
- Tjock, enhetlig beläggning (typiskt 2-4 mils)
Många delar till utomhusutrustning och möbelkomponenter drar nytta av pulverlackeringens kombination av hållbarhet och estetisk flexibilitet.
Våt målning
Traditionell målning erbjuder en enorm flexibilitet när det gäller utseendet:
- Obegränsade färgalternativ med olika glans
- Kan innehålla specialeffekter (metallic, texturerat, etc.)
- Relativt låg kostnad för små produktionsserier
- Förmåga att göra ändringar på fältet
Målade ytor ger dock vanligtvis inte samma hållbarhet som plätering eller pulverlackering.
Mekaniska ytbehandlingar
Mekaniska ytbehandlingar förändrar ytan genom fysiska processer snarare än genom att lägga till beläggningar.
Polering
Polering skapar en ljus, reflekterande yta genom att avlägsna mindre ojämnheter:
- Framhäver zinklegeringens naturliga utseende
- Kan förbereda ytor för efterföljande plätering
- Olika nivåer tillgängliga (från satin till spegel)
- Förbättrar den övergripande upplevda kvaliteten
Borstning/Linjering
Denna process skapar fina, enhetliga riktningslinjer på ytan:
- Ger ett distinkt industriellt utseende
- Hjälper till att dölja mindre ojämnheter i ytan
- Används ofta för arkitektonisk hårdvara
- Kan kombineras med klarlack för skydd
Skottblästring/pensling
Blästring skapar en strukturerad, matt yta genom att små partiklar träffar detaljen:
- Förbättrar vidhäftningen av beläggningen
- Skapar ett enhetligt utseende
- Kan öka ythårdheten
- Avlägsnar mindre gjutfel
Jämförelse av olika ytbehandlingsalternativ
| Finish Typ | Motståndskraft mot korrosion | Motståndskraft mot slitage | Utseende | Relativ kostnad | Vanliga tillämpningar |
|---|---|---|---|---|---|
| Krombeläggning | Utmärkt | Utmärkt | Ljus, reflekterande | Hög | Dekorativa lister, badrumsarmaturer |
| Nickelplätering | Mycket bra | Mycket bra | Blank eller satinerad silver | Medelhög-Hög | Elektronikhöljen, hårdvara |
| Pulverlackering | Bra | Bra | Matt till glansig, många färger | Medium | Utrustning för utomhusbruk, möbler |
| Våt målning | Rättvist | Dålig-Fair | Obegränsat antal alternativ | Låg-Medium | Dekorativa föremål, delar med lågt slitage |
| Polering | Dålig (utan tätningsmedel) | Dålig | Ljus, reflekterande | Låg-Medium | Dekorativa föremål, pläteringsförberedelser |
| Borstad/Texturerad | Dålig (utan tätningsmedel) | Dålig | Industriell, arkitektonisk | Medium | Hårdvara, arkitektoniska element |
Välja rätt ytfinish
När jag ger råd till kunder om val av ytbehandling tar jag hänsyn till flera viktiga faktorer:
Miljö: Kommer delen att utsättas för utomhusförhållanden, kemikalier eller UV-ljus? Komponenter som utsätts för tuffa miljöer behöver ett mer robust skydd som förkromning eller högkvalitativ pulverlackering.
Krav på slitage: Delar som utsätts för frekvent hantering eller nötning behöver slitstarka ytbehandlingar som hårdkrom eller nickelplätering.
Estetiska behov: Är detaljen synlig för slutanvändarna? Dekorativa delar har ofta nytta av förkromning eller anpassade färgalternativ.
Kostnadsbegränsningar: Budgetöverväganden kan gynna alternativ som pulverlackering framför pläteringsprocesser med flera lager.
Lagstadgade krav: Industrier som livsmedelsservice, medicinsk utrustning eller barnprodukter kan ha specifika krav på finish för att garantera säkerheten.
På PTSMAKE arbetar vi nära kunderna för att balansera dessa faktorer, och ibland rekommenderar vi kombinationsmetoder - som mekanisk ytbehandling följt av klarlack - för att uppnå optimala resultat.
Hur jämför zinkgjutning med gjutning av aluminium eller magnesium?
Har du någonsin fastnat i valet mellan zink, aluminium eller magnesium för ditt pressgjutningsprojekt? De överväldigande tekniska specifikationerna, motstridiga rekommendationerna och budgetbegränsningarna kan göra detta val frustrerande komplicerat.
Zinkgjutning ger större detaljrikedom och lägre bearbetningstemperaturer än aluminium eller magnesium, medan aluminium ger bättre förhållande mellan styrka och vikt och magnesium ger den lättaste vikten. Varje metall har tydliga fördelar när det gäller kostnad, mekaniska egenskaper och produktionskrav som gör dem lämpliga för olika applikationer.

Viktiga prestandaskillnader mellan zink, aluminium och magnesium
När du väljer den optimala metallen för ditt pressgjutningsprojekt blir det avgörande att förstå de grundläggande skillnaderna mellan zink, aluminium och magnesium. Min erfarenhet av att arbeta med olika kunder på PTSMAKE har visat att varje metall erbjuder unika fördelar som kan ha en betydande inverkan på produktens prestanda och produktionskostnader.
Överväganden om densitet och vikt
Viktskillnaden mellan dessa tre metaller är betydande och styr ofta materialvalet:
| Metall | Densitet (g/cm³) | Relativ vikt | Vanliga tillämpningar |
|---|---|---|---|
| Zink | 6.6 | Tyngst | Dörrbeslag, komponenter till fordonsindustrin |
| Aluminium | 2.7 | Medium | Motorkomponenter, elektroniska höljen |
| Magnesium | 1.8 | Lättast | Fodral för bärbara datorer, kameraramar |
Magnesiums exceptionella lätthet gör det idealiskt för tillämpningar där viktminskningen är avgörande. Aluminium erbjuder en bra balans, medan zinks högre densitet ger en solid premiumkänsla som ofta efterfrågas i konsumentprodukter.
Jämförelse av mekaniska egenskaper
De strukturella egenskaperna hos varje metall varierar avsevärt:
| Fastighet | Zink | Aluminium | Magnesium |
|---|---|---|---|
| Draghållfasthet (MPa) | 280-330 | 290-330 | 220-280 |
| Sträckgräns (MPa) | 210-280 | 160-240 | 160-190 |
| Förlängning (%) | 10-15 | 3-5 | 3-15 |
| Motståndskraft mot stötar | Utmärkt | Bra | Rättvist |
Zinklegeringar som Zamak6 erbjuder vanligtvis överlägsen dimensionsstabilitet och bibehåller sina mekaniska egenskaper vid rumstemperatur bättre än de andra alternativen. Aluminium ger utmärkt hållfasthet i förhållande till sin vikt, medan magnesium, trots att det är lättast, fortfarande erbjuder respektabla hållfasthetsegenskaper.
Krav på bearbetningstemperatur
Smältpunkten för varje metall påverkar direkt energiförbrukningen och verktygens livslängd:
| Metall | Smältpunkt (°C) | Temperatur för pressgjutning (°C) | Påverkan på verktyg |
|---|---|---|---|
| Zink | 380-390 | 400-420 | Minimalt slitage, längre verktygslivslängd |
| Aluminium | 580-660 | 650-710 | Måttligt slitage, regelbundet underhåll |
| Magnesium | 650 | 680-720 | Påskyndat slitage, frekventa byten |
I vår produktionsanläggning har jag observerat att zinkens lägre bearbetningstemperatur innebär betydande fördelar: längre verktygslivslängd, lägre energiförbrukning och snabbare cykeltider. Detta resulterar ofta i lägre totala produktionskostnader, trots att zink har en högre materialkostnad per kilo.
Ytfinish och detaljkunskaper
Uppnåelig detaljnivå
Förmågan att fånga fina detaljer varierar avsevärt:
| Metall | Minsta väggtjocklek (mm) | Detaljupplösning | Kvalitet på ytfinish |
|---|---|---|---|
| Zink | 0.4 | Utmärkt | Överlägsen |
| Aluminium | 0.9 | Bra | Bra |
| Magnesium | 1.3 | Rättvist | Bra med behandling |
Zink är utmärkt för att producera invecklade mönster med släta ytor som kräver minimal efterbearbetning. För produkter med komplexa geometrier och fina detaljer är zink ofta min rekommendation till kunderna, särskilt för synliga komponenter där estetiken är viktig.
Profiler för korrosionsbeständighet
Miljömässig hållbarhet är en annan viktig faktor:
| Metall | Naturlig korrosionsbeständighet | Vanliga ytbehandlingar | Tillämpningar |
|---|---|---|---|
| Zink | Bra | Förkromning, målning | Hårdvara för utomhusbruk, marina komponenter |
| Aluminium | Utmärkt | Anodisering, pulverlackering | Fordon, flyg- och rymdindustrin |
| Magnesium | Dålig | Omvandlingsbeläggning, anodisering | Elektronik för inomhusbruk, skyddade komponenter |
Medan aluminium naturligt bildar ett skyddande oxidskikt, kräver zink och särskilt magnesium vanligtvis ytbehandlingar för optimal korrosionsbeständighet. På PTSMAKE har vi utvecklat specialiserade ytbehandlingsprocesser för varje metall för att förbättra deras hållbarhet i utmanande miljöer.
Kostnadsöverväganden och produktionseffektivitet
Totalkostnadsekvationen sträcker sig längre än till råvarupriserna:
| Faktor | Zink | Aluminium | Magnesium |
|---|---|---|---|
| Materialkostnad | Högre | Medium | Högsta |
| Bearbetningskostnad | Lägre | Medium | Högre |
| Cykeltid | Snabbast | Medium | Långsammast |
| Livslängd för verktyg | Längsta | Medium | Kortast |
När man utvärderar de totala produktionskostnaderna visar sig zink ofta vara mer ekonomiskt för medelstora till stora volymer, trots den högre materialkostnaden. De betydligt snabbare cykeltiderna och det minskade underhållet av verktygen kompenserar för den högre råvarukostnaden.
För mindre komponenter som tillverkas i stora volymer framstår zinkgjutning ofta som den mest kostnadseffektiva lösningen. För större delar där vikten är kritisk ger aluminium vanligtvis den bästa balansen mellan kostnad och prestanda, medan magnesium är reserverat för applikationer där lägsta vikt motiverar dess premiumpris.
I mitt konsultarbete betonar jag alltid att man måste se bortom den enkla materialkostnaden per kilo och ta hänsyn till hela produktionslivscykeln, inklusive sekundära operationer, efterbehandlingskrav och långsiktiga prestandaförväntningar. Varje metall har sina speciella användningsområden, och för att välja rätt krävs en noggrann analys av dina specifika krav.
Vilka faktorer påverkar produktionsledtiden för pressgjutning av zink?
Har du någonsin väntat oroligt på ditt zinkgjutningsprojekt, bara för att undra varför det tar längre tid än väntat? Frustrationen över försenade tidslinjer kan få produktlanseringar att spåra ur och skapa problem i hela leveranskedjan.
Produktionsledtiden för zinkgjutning påverkas av flera viktiga faktorer, inklusive designkomplexitet, ordervolym, verktygskrav, sekundära operationer, materialtillgänglighet och tillverkningskapacitet. Att förstå dessa faktorer hjälper dig att bättre planera ditt produktionsschema och ställa realistiska förväntningar.
Designkomplexitet och dess inverkan på ledtiden
Komplexiteten i din zinkgjutningsdesign påverkar avsevärt produktionsledtiden. Enkla konstruktioner med grundläggande geometrier och minimala funktioner kan produceras snabbare än komplexa delar med invecklade detaljer, tunna väggar eller snäva toleranser.
I mitt arbete med kunder på PTSMAKE har jag observerat att konstruktioner som kräver komplexa underskärningar7 eller flera glidkärnor i verktyget kan öka ledtiden med flera dagar eller till och med veckor. Detta beror på att dessa funktioner kräver mer sofistikerade verktygskonstruktioner och ofta kräver extra ställtid under produktionen.
Komplexa konstruktioner kräver också vanligtvis mer omfattande konstruktionsgranskning och teknisk analys innan produktionen kan påbörjas. Denna förproduktionsfas säkerställer tillverkningsbarheten men förlänger den totala tidslinjen.
Designelement som förlänger ledtider:
- Variationer i väggtjocklek kräver specialiserad flödeskontroll
- Flera ytbehandlingar eller texturer på en och samma detalj
- Snäva dimensionstoleranser (±0,05 mm eller mindre)
- Komplexa avstickningslinjer som kräver exakt verktygsuppriktning
Hänsyn till ordervolym
Antalet delar du behöver spelar en avgörande roll när det gäller att bestämma ledtiden. I motsats till vad vissa kanske förväntar sig kan både mycket små och mycket stora beställningar påverka din tidslinje:
Produktion av små partier
För små serier (vanligtvis under 500 delar) utgör ställtiden ofta en betydande del av den totala produktionstiden. Verktygen måste fortfarande förberedas, monteras och testas oavsett hur många delar du tillverkar.
Produktion av stora volymer
Vid stora beställningar (tiotusentals enheter) minskar visserligen produktionstiden per enhet, men den totala produktionskörningen tar längre tid. Dessutom blir rutinerna för kvalitetskontroll mer omfattande för att säkerställa enhetlighet i hela partiet.
Här är en praktisk uppdelning av hur volymen vanligtvis påverkar ledtiderna:
| Beställning Antal | Typisk ledtid Komponent | Anteckningar |
|---|---|---|
| 100-500 enheter | 1-2 veckors produktion | Inställningstiden dominerar den totala tiden |
| 501-5.000 enheter | 2-3 veckors produktion | Bättre verkningsgrad |
| 5.001-20.000 enheter | 3-5 veckors produktion | Kan kräva flera produktionsomgångar |
| 20.000+ enheter | 5+ veckors produktion | Kan schemaläggas i omgångar |
Krav på och utveckling av verktyg
Den kanske viktigaste faktorn som påverkar ledtiden är verktygsutvecklingen. För nya zinkgjutningsprojekt tar det normalt 4-6 veckor att skapa gjutverktygen, ibland längre tid för komplexa konstruktioner.
Verktygsfasen omfattar:
- Verktygskonstruktion baserad på dina detaljspecifikationer
- CNC-bearbetning av verktygets komponenter
- Värmebehandling av verktygsstål
- Montering av verktygets komponenter
- Provkörningar och justeringar
Om du skapar en helt ny design kan den här processen inte förkortas utan att kvaliteten äventyras. Men för återkommande beställningar med befintliga verktyg kan denna fas elimineras, vilket avsevärt minskar ledtiden.
Sekundära operationer och efterbehandling
Många zinkgjutna delar kräver ytterligare bearbetning efter den första gjutningen:
- Avgradning och trimning
- Ytbehandling (polering, texturering etc.)
- Bearbetning av kritiska dimensioner
- Plätering eller beläggning (krom, pulverlackering etc.)
- Montering med andra komponenter
Varje ytterligare operation lägger till tid i produktionsschemat. På PTSMAKE har vi optimerat vårt arbetsflöde för att köra några av dessa processer samtidigt när det är möjligt, men vissa ytbehandlingar som förkromning har obligatoriska härdningstider som inte kan påskyndas.
Faktorer som rör materialtillgång och leveranskedja
Tillgången på zinklegeringar kan påverka ledtiderna, särskilt när man använder speciallegeringar. Vanliga zinklegeringar som Zamak 3 och Zamak 5 är vanligtvis lättillgängliga, men mindre vanliga legeringar kan kräva längre inköpstider.
Andra material som behövs för produktionen kan också påverka tidsplanen:
- Specialverktygsstål för matriser
- Specifika pläteringsmaterial
- Anpassade förpackningsmaterial
Jag råder alltid mina kunder att använda standardmaterial när det är möjligt för att minimera eventuella förseningar i leveranskedjan.
Tillverkningskapacitet och schemaläggning
Den aktuella kapaciteten hos din tillverkare påverkar direkt ledtiden. Under höga produktionssäsonger, till exempel före större helgdagar eller branschmässor, upplever de flesta pressgjutningsleverantörer högre efterfrågan och längre köer.
Faktorer som påverkar schemaläggningen är bland annat:
- Maskinens tillgänglighet
- Arbetsresurser
- Parallella projekt
- Underhållsscheman
- Prioriteringar i produktionen
Genom att etablera en god relation med din tillverkare och tidigt kommunicera dina projektbehov kan du se till att ditt projekt får rätt prioritet i produktionsschemat.
Hur säkerställer man konsekvent kvalitet i zinkgjutningsproduktion i stora volymer?
Har du någonsin tagit emot ett parti pressgjutna zinkdetaljer och upptäckt att kvaliteten är ojämn i hela produktionskedjan? Kämpar du med att upprätthålla tillförlitliga standarder när du skalar upp din pressgjutningsverksamhet? Det är frustrerande när det som fungerade perfekt i små partier faller sönder vid högre volymer.
För att säkerställa jämn kvalitet vid zinkgjutning i stora volymer krävs att man implementerar ett omfattande kvalitetsstyrningssystem som omfattar processtandardisering, regelbundet underhåll av utrustning, strikt materialkontroll, avancerad övervakningsteknik och välutbildad personal. Dessa element skapar en robust grund för tillförlitliga och repeterbara produktionsresultat.

Utmaningen att skala upp kvaliteten inom pressgjutning av zink
När man övergår från låg- till högvolymsproduktion blir det exponentiellt svårare att upprätthålla en jämn kvalitet. På PTSMAKE har jag observerat att framgångsrika zinkgjuterier med högvolymproduktion inte bara skalar upp befintliga processer - de förändrar i grunden sin inställning till kvalitetshantering.
Pressgjutning av zink är särskilt känsligt för variationer i processparametrarna. Även mindre fluktuationer i temperatur, tryck eller cykeltid kan leda till betydande kvalitetsavvikelser i olika produktionsserier. Denna känslighet ökar med produktionsvolymen, vilket gör konsekvent kvalitet till ett rörligt mål.
Implementering av statistisk processtyrning (SPC)
En av de mest effektiva strategierna för att säkerställa jämn kvalitet i högvolymproduktion är att implementera Statistisk processtyrning8. Till skillnad från stickprovskontroll innebär SPC kontinuerlig övervakning av processvariabler mot förutbestämda kontrollgränser.
För zinkgjuterier är viktiga SPC-mått bland annat
- Temperaturvariationer i munstycket
- Insprutningstryckets jämnhet
- Stabilitet i cykeltid
- Enhetlig materialsammansättning
- Trender för dimensionell noggrannhet
Uppsättning av kontrolldiagram
Styrdiagram ger en visuell bild av processens stabilitet. För pressgjutning av zink rekommenderar jag att man implementerar både variabel- och attributdiagram:
| Typ av diagram | Tillämpning | Fördelar |
|---|---|---|
| X-bar & R-diagram | Övervakning av dimensionsvariationer | Tidig upptäckt av trender innan specifikationerna överträds |
| p-diagram | Spåra procentandelar av defekter | Identifierar systematiska kvalitetsfrågor |
| c-diagram | Räkna defekter per enhet | Hjälper till att isolera specifika problemområden |
När dessa diagram implementeras på rätt sätt hjälper de operatörerna att identifiera när en process är på väg att avstanna innan defekter uppstår, vilket möjliggör justeringar i förebyggande syfte.
Optimering av parametrar för pressgjutningsmaskiner
Maskinparametrar har stor betydelse för en jämn kvalitet vid högvolymsproduktion. Nyckeln är att hitta de optimala inställningarna och sedan bibehålla dem exakt under längre produktionskörningar.
Kritiska maskinparametrar
- Profiler för insprutningshastighet: Olika zoner i kaviteten kan kräva varierande injektionshastigheter för optimal fyllning
- Hålltryck: Måste kalibreras för att förhindra defekter som porositet samtidigt som dimensionsstabiliteten bibehålls
- Temperaturreglering av munstycken: Jämn temperaturfördelning över matrisen är avgörande för konsekvent stelning
På PTSMAKE har vi utvecklat parametermatriser för olika zinklegeringar och detaljgeometrier, som fungerar som utgångspunkter för optimering. Dessa matriser tar hänsyn till detaljens tjocklek, komplexitet och krav på ytfinish.
Procedurer för kvalitetskontroll av material
Konsekventa insatsmaterial är grundläggande för konsekvent produktionskvalitet. För pressgjutning av zink innebär detta att man måste genomföra noggranna kontroller av
Verifiering av legeringssammansättning
Inkommande zinklegeringar bör verifieras för:
- Exakt sammansättning inom specificerade intervall
- Konsekventa smältegenskaper
- Frånvaro av föroreningar
- Korrekt kornstruktur
Vi använder spektrografisk analys på varje sats av zinklegering för att säkerställa att sammansättningen är korrekt innan den kommer in i vår produktion.
Hantering av återvunnet material
Vid användning av återvunnet material (löpare och granulat) ska strikta protokoll gälla:
| Aspekter för återvunnet material | Kontrollåtgärd |
|---|---|
| Maximal återvinningsprocent | Vanligtvis 20-30% beroende på kvalitetskrav |
| Segregering efter legeringstyp | Förhindra korskontaminering mellan olika zinkformuleringar |
| Avlägsnande av föroreningar | Filtrering och inspektion före omsmältning |
| Blandningsprocedurer | Systematisk blandning med jungfruligt material |
Avancerad övervakningsteknik
Modern teknik erbjuder kraftfulla verktyg för att upprätthålla en jämn kvalitet i produktionsmiljöer med stora volymer.
System för termisk avbildning
Värmekameror kan övervaka formens temperaturfördelning i realtid och varna operatörerna för hotspots eller kylproblem innan de orsakar kvalitetsproblem. Dessa system kan integreras med funktioner för automatisk processjustering.
Kvalitetsverifiering i linjen
Automatiserade inspektionssystem som använder maskinseende kan:
- Detektera ytdefekter
- Verifiera kritiska dimensioner
- Identifiera flash eller ofullständiga fyllningar
- Sortera delar baserat på kvalitetsparametrar
Dessa system ger omedelbar återkoppling, vilket möjliggör snabba processkorrigeringar innan stora mängder defekta delar produceras.
Utbildning och standardisering av personal
Även med avancerad teknik är det mänskliga elementet fortfarande avgörande. Utbildningsprogram för operatörer bör fokusera på:
- Tolkning av processparametrar
- Standardisering av kvalitet över skift
- Felsökning av vanliga defekter i zinkgjutning
- Dokumentations- och rapporteringsrutiner
På PTSMAKE har vi implementerat standardiserade arbetsinstruktioner med visuella guider som tydligt visar acceptabla kvalitetsstandarder kontra vanliga defekter, vilket hjälper operatörerna att göra konsekventa kvalitetsbedömningar.
Program för förebyggande underhåll
Utrustningens tillförlitlighet har en direkt inverkan på kvalitetens jämnhet. Omfattande förebyggande underhållsscheman bör omfatta:
- Regelbunden inspektion och rengöring av matrisen
- Underhåll av hydraulsystem
- Kalibrering av insprutningssystem
- Verifiering av temperaturkontrollsystem
- Underhåll av smörjsystem
Dokumentation av alla underhållsaktiviteter skapar ett historiskt register som kan korreleras med kvalitetsdata för att identifiera mönster och potentiella förbättringsområden.
Är pressgjuten zink återvinningsbar?
Har du någonsin stått och stirrat på gamla zinkgjutna delar och undrat om du ska slänga dem i papperskorgen eller återvinna dem? Förvirringen är verklig - medan vi blir alltmer medvetna om återvinning av aluminium och stål, får zinkkomponenter oss ofta att klia oss i huvudet över deras miljöpåverkan.
Ja, pressgjuten zink är mycket återvinningsbar. Zink kan återvinnas på obestämd tid utan att förlora sina fysiska eller kemiska egenskaper, vilket gör det till ett hållbart metallval. Återvinningsprocessen för pressgjutna zinkdelar är energieffektiv och förbrukar endast cirka 5% av den energi som krävs för primär zinkproduktion.

Återvinningsbarheten hos pressgjuten zink
Pressgjutning av zink har varit en hörnsten i tillverkningen i årtionden, och dess återvinningsbarhet är en av dess främsta egenskaper. Enligt min erfarenhet av att arbeta med olika metaller på PTSMAKE utmärker sig zink för sin potential för den cirkulära ekonomin. Metallen kan smältas ned och gjutas om upprepade gånger utan att kvaliteten försämras - en egenskap som gör den särskilt värdefull i dagens hållbarhetsfokuserade tillverkningslandskap.
När vi undersöker zinkens återvinningsegenskaper finner vi att cirka 80% av den zink som är tillgänglig för återvinning verkligen återvinns och återanvänds. Denna imponerande siffra beror på zinkens relativt låga smältpunkt (419°C eller 787°F), vilket gör återvinningsprocessen mindre energikrävande jämfört med många andra metaller.
Miljöfördelarna med återvinning av pressgjutna zinkdelar
Återvinning av pressgjutna komponenter i zink ger flera betydande miljöfördelar:
- Energibesparing: Återvinning av zink kräver endast cirka 5% av den energi som behövs för primär zinkproduktion från malm.
- Minskade CO2-utsläpp: Det lägre energibehovet leder direkt till minskade koldioxidutsläpp.
- Bevarande av naturresurser: Varje ton återvunnen zink innebär mindre brytning av jungfrulig zinkmalm.
- Minskning av deponier: Genom att hålla zinkkomponenter borta från deponier förhindras potentiell förorening av mark och vatten.
På PTSMAKE prioriterar vi hållbara tillverkningsmetoder, och att rekommendera återvinningsbara material som zinkgjutning till våra kunder ligger helt i linje med detta åtagande.
Återvinningsprocessen för pressgjutning av zink
Resan för återvunnen zink är fascinerande och omfattar flera viktiga steg:
1. Insamling och sortering
Processen inleds med insamling av zinkinnehållande produkter och komponenter. Dessa kan inkludera:
- Bildelar (dörrhandtag, förgasare)
- Höljen för elektronik
- VVS-armaturer
- Leksaker och hårdvarukomponenter
Det insamlade materialet genomgår sortering för att separera zinkgjutna delar från andra metaller och material. Moderna återvinningsanläggningar använder avancerade tekniker som Virvelströmsavskiljning9 och densitetsbaserad sortering för att uppnå höga renhetsnivåer.
2. Bearbetning och smältning
Efter sortering är zinkkomponenterna:
- Rengörs för att avlägsna beläggningar, oljor och föroreningar
- Strimlad eller nedbruten i mindre bitar
- Smälts i ugnar vid temperaturer över zinks smältpunkt
- Raffinerad för att avlägsna orenheter
3. Kvalitetstestning och tillverkning av nya produkter
Den återvunna zinken testas för renhet och kvalitet innan den formas till göt eller används direkt till nya pressgjutna komponenter. Det resulterande materialet har samma prestanda som jungfrulig zink, vilket gör det perfekt för högprecisionsapplikationer.
Jämförelse: Återvinningsbarhet för pressgjuten zink jämfört med andra metaller
När man jämför zink med andra vanliga pressgjutningsmetaller står dess återvinningsprofil stark:
| Metall | Återvinningsgrad | Energibesparingar kontra produktion av jungfrur | Smältpunkt | Återvinningens komplexitet |
|---|---|---|---|---|
| Zink | ~80% | 95% | 419°C (787°F) | Låg |
| Aluminium | ~75% | 95% | 1.221°F (660°C) | Låg |
| Magnesium | ~50% | 97% | 1.202°F (650°C) | Medium |
| Koppar | ~60% | 85% | 1.984°F (1.085°C) | Medium |
| Bly | ~95% | 60% | 327°C (621°F) | Medelhög-Hög |
Denna jämförelse belyser zinkens utmärkta position när det gäller både återvinningsbarhet och effektiviteten i återvinningsprocessen.
Utmaningar inom återvinning av zinkgjutgods
Trots sin utmärkta återvinningsbarhet står återvinning av zinkgjutgods inför flera utmaningar:
Ytbehandlingar och legeringar
Många zinkgjutna delar får ytbehandlingar som förkromning, målning eller pulverlackering. Dessa behandlingar kan komplicera återvinningsprocessen och kan kräva ytterligare steg för borttagning före smältning.
På samma sätt kräver zinklegeringar som innehåller olika procentandelar aluminium, koppar eller magnesium noggrann hantering för att bibehålla rätt sammansättning under återvinningen.
Frågor om insamling och identifiering
Till skillnad från konsumentinriktade återvinningsvaror som aluminiumburkar är gjutna zinkdelar ofta inbäddade i komplexa produkter, vilket gör insamlingen mer utmanande. Dessutom kan det vara svårt att identifiera zinkkomponenter för den genomsnittliga konsumenten eller till och med för vissa återvinningsanläggningar utan specialutrustning.
Så återvinner du dina zinkgjutna delar på rätt sätt
Om du har zinkgjutna komponenter som ska återvinnas, följer här några praktiska steg:
- Kontakta lokala metallåtervinnare: Många metallskrotar tar emot gjutna delar i zink.
- Separat från andra metaller: Separera om möjligt zinkkomponenter från andra material.
- Ta bort icke-metalliska fästen: Ta bort plast-, gummi- eller andra icke-metalldelar.
- Överväg professionella återvinningstjänster: För företag med stora volymer zinkavfall kan specialiserade återvinningstjänster erbjuda det bästa värdet.
På PTSMAKE ger vi ofta råd till våra kunder om hur de delar som vi tillverkar ska återvinnas, inklusive återvinningsalternativ som maximerar både miljömässiga och ekonomiska fördelar.
Framtida trender inom återvinning av zinkgjutgods
Framtiden för zinkåtervinning ser lovande ut, med flera nya trender:
- Automatiserad sorteringsteknik: Avancerade AI- och maskininlärningssystem förbättrar identifieringen och sorteringen av olika metaller.
- Design för återvinningsbarhet: Allt fler produkter utformas med tanke på återvinning, vilket gör demontering och materialåtervinning enklare.
- Tillverkning i slutna kretslopp: Vissa industrier går mot system där de återvinner och återanvänder sitt eget metallavfall.
- Förbättrad legeringshantering: Bättre teknik för att bibehålla legeringens integritet under återvinning.
I takt med att dessa tekniker fortsätter att utvecklas kan vi förvänta oss att Zinks redan imponerande återvinningsgrad kommer att stiga ännu mer.
Läs mer om gjutbarhetsmätningar för att förbättra din detaljkonstruktion. ↩
Lär dig hur metallurgiska egenskaper påverkar din produkts kvalitet och livslängd. ↩
En term som beskriver legeringar med lägsta möjliga smältpunkt - klicka för mer information. ↩
Lär dig hur materialkrympning påverkar din detaljkonstruktion och kvalitet. ↩
Process där man applicerar en skyddande zinkbeläggning för att förhindra korrosion. ↩
Läs mer om denna specialiserade zinklegering för optimal prestanda vid pressgjutning. ↩
Klicka för att lära dig hur man med rätt konstruktion undviker problem med underskärning vid pressgjutning. ↩
Klicka här för att lära dig mer om avancerade strategier för implementering av SPC i pressgjutningsverksamheter. ↩
Läs mer om denna avancerade metallseparationsteknik för effektivare återvinningsprocesser. ↩






