

När ingenjörer ska välja mellan olika aluminiummaterial ser jag ofta att de kämpar med valet mellan gjuten och vanlig aluminium. Många har slösat tid och pengar på fel val, vilket har lett till misslyckade projekt och kostsamma omarbetningar.
Gjuten aluminium och vanlig (smidd) aluminium har var och en sina tydliga fördelar. Gjutet aluminium ger bättre komplexa former och är mer kostnadseffektivt för högvolymsproduktion, medan vanligt aluminium ger överlägsen styrka och bearbetbarhet för precisionsdelar.

Jag vet att du förmodligen undrar över de specifika tillämpningarna och detaljerade jämförelser av dessa material. Låt mig dela med mig av min direkta erfarenhet från tillverkning av tusentals aluminiumdelar vid PTSMAKE. Vi kommer att utforska de viktigaste skillnaderna som hjälper dig att göra rätt val för ditt projekt.
Vilka är nackdelarna och fördelarna med gjuten aluminium?
Har du någonsin undrat varför vissa tillverkare väljer gjuten aluminium medan andra undviker det? När du väljer material för ditt nästa projekt kan detta beslut innebära skillnaden mellan framgång och kostsamma bakslag, särskilt när det handlar om komplexa detaljkonstruktioner eller högvolymsproduktion.
Gjuten aluminium erbjuder ett utmärkt förhållande mellan styrka och vikt, god korrosionsbeständighet och kostnadseffektiv produktion för komplexa former. Men det har också begränsningar, t.ex. lägre draghållfasthet jämfört med smidd aluminium, potentiella porositetsproblem och storleksbegränsningar i gjutprocessen.
Förstå egenskaper hos gjuten aluminium
Gjuten aluminium har blivit alltmer populär i olika branscher på grund av sina mångsidiga egenskaper. Materialets egenskaper gör det lämpligt för många applikationer, från bilkomponenter till flygplansdelar. På PTSMAKE har vi framgångsrikt implementerat gjutna aluminiumlösningar i olika projekt, särskilt när kunderna behöver lätta men ändå hållbara komponenter.
Fysikaliska egenskaper
När man undersöker gjuten aluminium utmärker sig flera viktiga fysiska egenskaper:
| Fastighet | Typiskt intervall | Fördelar |
|---|---|---|
| Täthet | 2,6-2,9 g/cm³ | Lättviktskonstruktion |
| Smältpunkt | 660-720°C | Goda termiska egenskaper |
| Termisk konduktivitet | 150-180 W/m-K | Utmärkt värmeavledning |
| Elektrisk konduktivitet | 16-20 MS/m | Lämplig för elektriska applikationer |
Fördelar med gjuten aluminium
1. Flexibilitet i utformningen
Gjuten aluminium möjliggör komplexa geometrier som skulle vara svåra eller omöjliga att uppnå med andra tillverkningsmetoder. Den mönster för stelning av metall1 under gjutning möjliggör skapandet av invecklade inre passager och varierande väggtjocklekar.
2. Kostnadseffektiv produktion
För medelstora till stora produktionsvolymer erbjuder gjuten aluminium betydande kostnadsfördelar:
- Lägre verktygskostnader jämfört med andra tillverkningsmetoder
- Minskat materialspill
- Snabbare produktionscykler
- Minimalt behov av sekundära operationer
3. Viktminskning
Enligt min erfarenhet av att arbeta med kunder inom fordons- och flygindustrin ger lättviktsegenskaperna hos gjuten aluminium ofta avgörande fördelar:
- 66% lättare än stål
- Bibehåller strukturell integritet
- Förbättrar bränsleeffektiviteten i fordon
- Minskar den totala systembelastningen
Nackdelar med gjuten aluminium
1. Mekaniska begränsningar
Gjutningsprocessen kan medföra vissa mekaniska begränsningar:
| Begränsning | Påverkan | Strategi för begränsning |
|---|---|---|
| Porositet | Minskad styrka | Avancerade gjuttekniker |
| Ytfinish | Kan kräva efterbearbetning | Korrekt formkonstruktion |
| Interna defekter | Inkonsekvent kvalitet | Strikt processkontroll |
2. Begränsningar av storlek
Begränsningar i gjutstorleken kan påverka storskaliga projekt:
- Maximal praktisk storlek beror på gjutmetod
- Stora gjutgods kan kräva specialutrustning
- Risken för defekter ökar med storleken
3. Variationer i materialegenskaper
Gjuten aluminium kan uppvisa variationer i egenskaper:
- Olika kylhastigheter påverkar hållfastheten
- Potential för ojämna mekaniska egenskaper
- Kan kräva ytterligare värmebehandling
Tillämpningar och industriella användningsområden
Gjuten aluminium används i stor utsträckning inom olika sektorer:
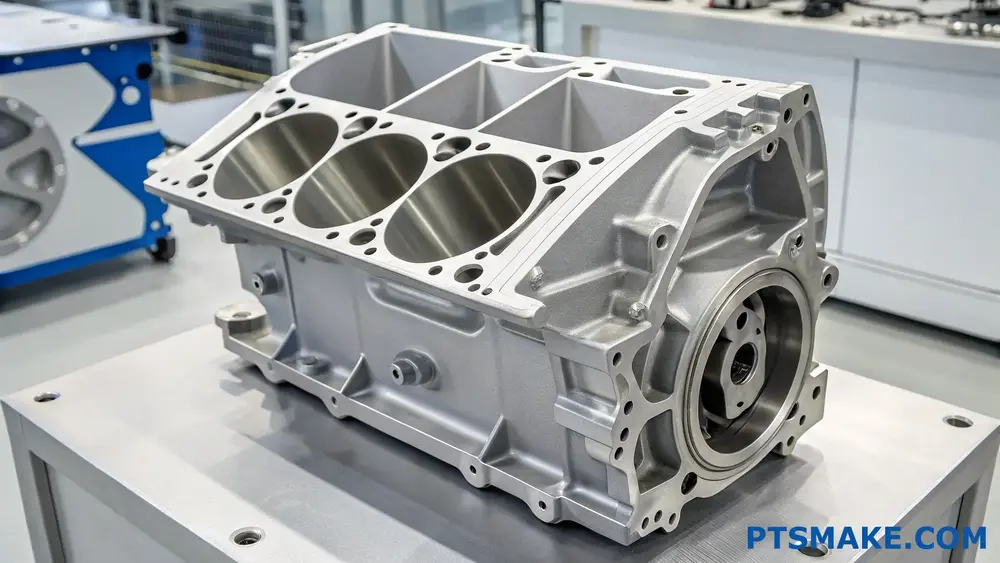
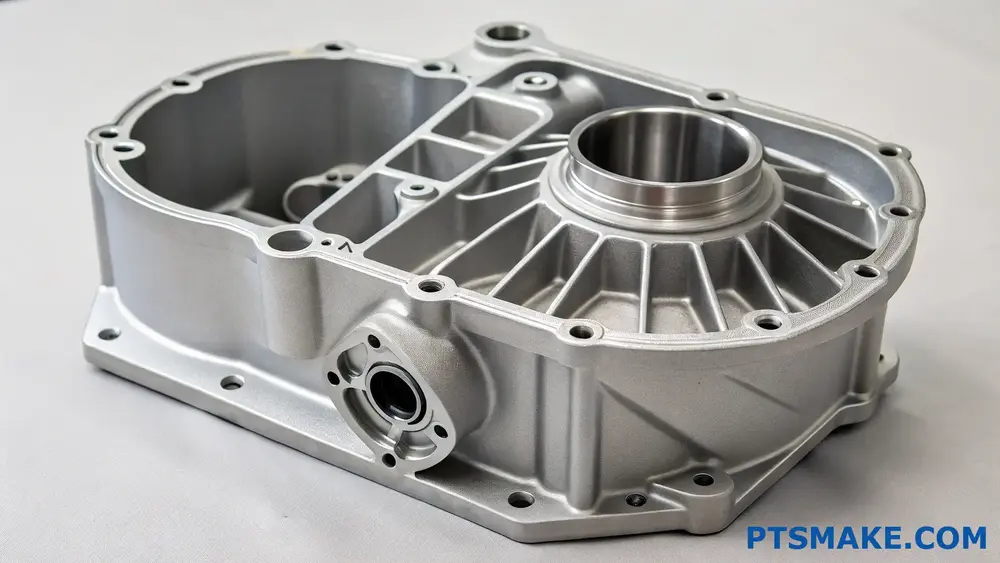
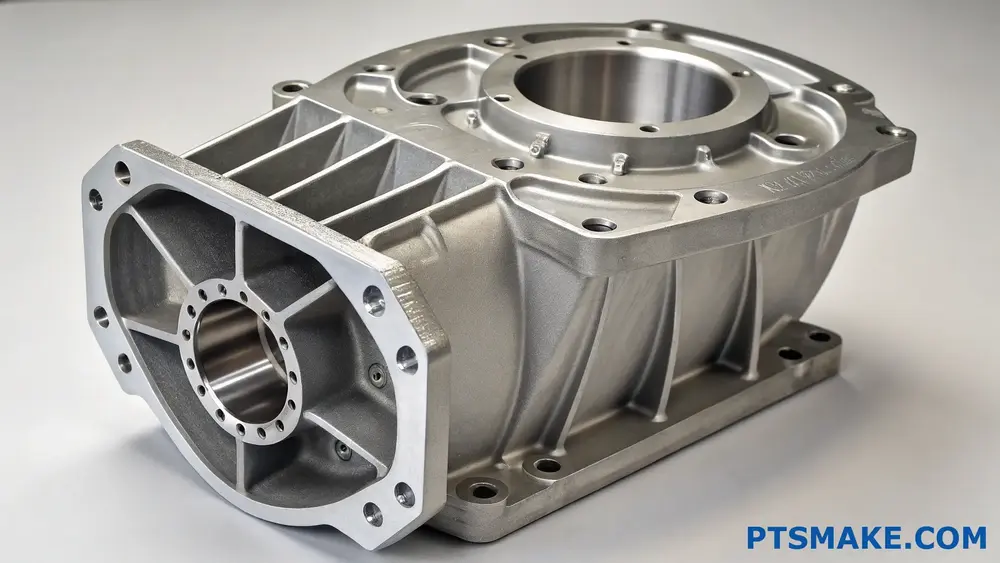
Fordonsindustrin
- Motorblock
- Höljen för växellådor
- Hjulkomponenter
- Strukturella ramar
Tillämpningar inom flyg- och rymdindustrin
- Motorkomponenter
- Strukturella element
- Bostadsenheter
- Styrsystem
Konsumentprodukter
- Elektroniska höljen
- Komponenter till möbler
- Dekorativa element
- Sportutrustning
Bästa praxis för val av gjuten aluminium
För att maximera fördelarna med gjuten aluminium bör du beakta dessa faktorer:
Optimering av design
- Inkorporera korrekta dragvinklar
- Bibehåller jämn väggtjocklek
- Redogör för svinntillägg
- Inkludera lämpliga radier och avrundningar
Val av process
- Välj lämplig gjutmetod
- Beakta produktionsvolymen
- Utvärdera krav på ytfinhet
- Beakta behov av dimensionstoleranser
Kvalitetskontroll
- Implementera korrekta testprocedurer
- Övervaka processparametrar
- Upprätthålla konsekventa materialegenskaper
- Verifiera kritiska dimensioner
På PTSMAKE har vi utvecklat omfattande kvalitetskontrollprocesser för att säkerställa att våra gjutna aluminiumkomponenter uppfyller de strängaste branschstandarderna. Vårt ingenjörsteam arbetar nära kunderna för att välja de optimala gjutmetoderna och designparametrarna för deras specifika applikationer.
Vilken typ av aluminium används vid gjutning?
Har du någonsin kämpat med att välja rätt aluminiumlegering för ditt gjutningsprojekt? Det överväldigande antalet alternativ och deras varierande egenskaper kan få detta beslut att kännas som att navigera genom en labyrint, vilket potentiellt kan leda till kostsamma misstag och projektförseningar.
De vanligaste aluminiumlegeringarna för gjutning är A356/A357 (hög hållfasthet), 319 (god bearbetbarhet) och 713 (utmärkt flytbarhet). Varje typ erbjuder specifika fördelar baserat på gjutningsmetod, delkomplexitet och krav på slutanvändningen.

Förståelse för gjutlegeringar av aluminium
A356/A357-serien: Branschstandard
A356 och A357 är premiumgjutlegeringar som dominerar inom flyg- och fordonsindustrin. Deras utmärkta dendritisk koherens2 under stelningen gör dem idealiska för komplexa geometrier. På PTSMAKE använder vi ofta dessa legeringar för strukturella komponenter som kräver hög styrka i förhållande till vikten.
Sammansättningen innehåller typiskt:
| Element | A356 (%) | A357 (%) |
|---|---|---|
| Kisel | 6.5-7.5 | 6.5-7.5 |
| Magnesium | 0.25-0.45 | 0.45-0.7 |
| Järn | 0,2 max | 0,2 max |
| Titan | 0,2 max | 0,2 max |
319 Legering: Det mångsidiga valet
319 aluminiumlegering erbjuder utmärkt bearbetbarhet och god trycktäthet. Dess balanserade egenskaper gör den lämplig för olika applikationer, från motorblock till växellådor. Baserat på min erfarenhet av att arbeta med kunder inom fordonsindustrin ger 319 konsekventa resultat i både tunna och tjocka sektioner.
Viktiga egenskaper är bland annat:
- Utmärkt flytbarhet
- God beständighet mot varmsprickbildning
- Överlägsen maskinbearbetning
- Måttliga hållfasthetsegenskaper
713 Legering: Mästaren i tryckgjutning
713-legeringen utmärker sig i tryckgjutningstillämpningar tack vare sin exceptionella flytbarhet och fyllningskapacitet. Vid gjutning av tunnväggiga komponenter ger denna legering konsekvent överlägsen ytfinish och dimensionell noggrannhet.
Faktorer som påverkar val av legering
Krav för ansökan
Slutanvändningen påverkar i hög grad valet av legering:
| Tillämpningstyp | Rekommenderad legering | Nyckelegenskap |
|---|---|---|
| Strukturella delar | A356/A357 | Hög hållfasthet |
| Motorkomponenter | 319 | Värmebeständighet |
| Tunnväggiga delar | 713 | Vätska |
Kompatibilitet med gjutprocessen
Olika gjutmetoder kräver specifika legeringsegenskaper:
Sandgjutning
- Kräver god flytförmåga
- Lägre kylningshastighet
- A356 fungerar utomordentligt bra
Pressgjutning
- Kräver utmärkta flödesegenskaper
- Snabb stelning
- 713 är ofta det föredragna valet
Gjutning av permanentformar
- Måttliga kylningshastigheter
- Krav på god ytfinhet
- 319 ger balanserade egenskaper
Möjligheter till värmebehandling
Möjligheten att värmebehandla gjutgodset kan ha stor betydelse för valet av legering:
| Värmebehandling | Lämpliga legeringar | Förbättring av styrkan |
|---|---|---|
| T6 | A356, A357 | 30-40% |
| T5 | 713 | 15-20% |
| T7 | 319 | 25-35% |
Kostnadsöverväganden och tillgänglighet
När du väljer en aluminiumgjutningslegering bör du beakta dessa ekonomiska faktorer:
Kostnad för råmaterial
- A356/A357: Premium-prissättning
- 319: Kostnad i mellanklassen
- 713: Ekonomiskt alternativ
Kostnader för bearbetning
- Krav på värmebehandling
- Komplexitet i bearbetningen
- Avslagsfrekvenser
Påverkan på produktionsvolymen
Olika legeringar kan vara mer kostnadseffektiva vid olika produktionsvolymer:
| Produktionsvolym | Rekommenderad legering | Kostnadseffektivitet |
|---|---|---|
| Låg volym | A356 | Medium |
| Medium volym | 319 | Hög |
| Hög volym | 713 | Mycket hög |
Kvalitetskontroll och testning
För att säkerställa en jämn gjutkvalitet ska dessa testprocedurer tillämpas:
Kemisk analys
- Regelbunden kontroll av sammansättning
- Spårämnesövervakning
- Kontroll av föroreningsnivå
Mekanisk provning
- Draghållfasthet
- Sträckgräns
- Mätningar av töjning
Icke-förstörande provning
- Röntgeninspektion
- Provning med färgpenetrerande material
- Ultraljudsundersökning
Miljöpåverkan och hållbarhet
En modern gjuteriverksamhet måste ta hänsyn till miljöfaktorer:
Återvinningsbarhet
- Alla dessa legeringar är 100% återvinningsbara
- Minimal materialförlust vid upparbetning
- Lägre koldioxidavtryck jämfört med produktion av nya material
Energieffektivitet
- Olika legeringar kräver varierande bearbetningstemperaturer
- Energiförbrukningen för värmebehandling varierar
- Skillnader i smältpunkt påverkar energianvändningen
På PTSMAKE prioriterar vi hållbara tillverkningsmetoder samtidigt som vi upprätthåller höga kvalitetsstandarder i våra aluminiumgjutningsprocesser. Vår expertis inom aluminiumgjutning har hjälpt många kunder att optimera sina materialval för både prestanda och hållbarhet.
Hur kan metallgjutning av aluminium jämföras med CNC-bearbetning för komplexa delar?
Har du någonsin ställts inför dilemmat att välja mellan aluminiumgjutning och CNC-bearbetning för dina komplexa detaljer? Beslutet blir ännu mer utmanande när man tar hänsyn till faktorer som kostnad, ledtid och kvalitetskrav - särskilt när ditt projekts framgång hänger på en skör tråd.
Både aluminiumgjutning och CNC-bearbetning erbjuder tydliga fördelar för tillverkning av komplexa detaljer. Gjutning utmärker sig när det gäller att producera geometriskt komplexa delar i stora volymer till lägre kostnader, medan CNC-bearbetning ger överlägsen precision, bättre ytfinish och större designflexibilitet för lägre kvantiteter.

Överväganden om designkomplexitet
Geometrisk frihet kontra precision
När det gäller komplexa delar erbjuder aluminiumgjutning utmärkta geometrisk frihet3 för invecklade interna funktioner och komplexa former. På PTSMAKE har jag dock upptäckt att CNC-bearbetning ger snävare toleranser och bättre kontroll över kritiska dimensioner. Till exempel, medan gjutning kan uppnå toleranser på ± 0,005 tum, uppnår CNC-bearbetning regelbundet toleranser så snäva som ± 0,0005 tum.
Ytfinish och kvalitet
Jämförelsen av ytfinishen mellan dessa processer visar på betydande skillnader:
| Process | Typisk ytfinish (Ra) | Behov av efterbearbetning |
|---|---|---|
| Pressgjutning | 125-300 mikroinches | Kräver ofta sekundära operationer |
| CNC-bearbetning | 16-125 mikroinches | Minimal till ingen |
| Sandgjutning | 250-900 mikroinches | Omfattande efterbehandling krävs |
Produktionsvolym och kostnadsanalys
Initial investering
Pressgjutning kräver betydande initiala kostnader för verktyg och formar, medan CNC-bearbetning kräver minimal initial investering. Här är en typisk kostnadsfördelning:
| Tillverkningsmetod | Kostnadsintervall för verktyg | Break-Even Point (delar) |
|---|---|---|
| Pressgjutning | $10.000 - $100.000 | 3,000 - 5,000 |
| CNC-bearbetning | $0 - $1.000 | 1 - 500 |
Utnyttjande av material
Gjutning har vanligtvis bättre materialutnyttjandegrad jämfört med CNC-bearbetning. Enligt min erfarenhet vid PTSMAKE kan gjutning uppnå materialeffektivitetsgrader på upp till 90%, medan CNC-bearbetning kanske bara använder 30-40% av råmaterialet för komplexa delar.
Ledtid och produktionshastighet
Jämförelse av produktionstakt
För högvolymproduktion ger gjutning i allmänhet snabbare cykeltider:
| Process | Inställningstid | Cykeltid per detalj |
|---|---|---|
| Pressgjutning | 2-4 veckor | 30-60 sekunder |
| CNC-bearbetning | 1-3 dagar | 10-60 minuter |
Materialegenskaper och prestanda
Mekaniska egenskaper
Tillverkningsprocessen påverkar i hög grad den slutliga detaljens egenskaper:
Gjutna aluminiumdelar har ofta:
- Lägre draghållfasthet
- Mer konsekvent intern struktur
- Bättre motståndskraft mot termisk cykling
- Högre porositetsnivåer
CNC-bearbetade delar har typiska egenskaper:
- Högre hållfasthet och hårdhet
- Bättre motståndskraft mot utmattning
- Mer förutsägbara materialegenskaper
- Lägre intern stress
Överväganden om kvalitetskontroll
Vid tillverkning av komplexa delar blir kvalitetskontrollen avgörande. CNC-bearbetning erbjuder:
- Dimensionsverifiering i realtid
- Konsekvent repeterbarhet från del till del
- Lägre felprocent
- Bättre dokumentation och spårbarhet
Gjutningsprocesser kräver:
- Mer omfattande åtgärder för kvalitetskontroll
- Röntgen- eller CT-skanning för inre defekter
- Högre samplingsfrekvenser
- Mer sofistikerade inspektionsprotokoll
Tips för designoptimering
För att maximera fördelarna med varje process bör du beakta dessa riktlinjer för design:
För gjutning:
- Utförande med enhetlig väggtjocklek
- Inkludera korrekta utkastvinklar (vanligtvis 1-3 grader)
- Undvik skarpa hörn och plötsliga övergångar
- Planera för skiljelinjer och grindplaceringar
För CNC-bearbetning:
- Minimera djupa fickor och komplexa invändiga funktioner
- Beakta krav på tillgång till verktyg och fixturer
- Design för standardstorlekar på skärverktyg
- Se till att det finns tillräckligt med klämytor
Kostnadseffektivt beslutsfattande
Valet mellan gjutning och CNC-bearbetning beror ofta på:
Krav på produktionsvolym
- Låg volym (1-1000 enheter): CNC-bearbetning
- Hög volym (1000+ enheter): Gjutning
Krav på tolerans
- Ultraprecis (±0,001" eller bättre): CNC-bearbetning
- Standardprecision (±0,005" eller högre): Gjutning
Behov av ytfinish
- Estetisk finish krävs: CNC-bearbetning
- Funktionell finish acceptabel: Gjutning
Budgetbegränsningar
- Begränsad initial investering: CNC-bearbetning
- Långsiktig kostnadsoptimering: Gjutning
På PTSMAKE hjälper vi våra kunder att navigera i dessa beslut genom att tillhandahålla detaljerade analyser och rekommendationer baserade på deras specifika krav. Vår expertis inom båda processerna säkerställer optimala tillverkningslösningar för komplexa aluminiumdelar.
Vilka ytbehandlingsalternativ finns tillgängliga för metallgjutna aluminiumkomponenter?
Har du någonsin fått aluminiumgjutna delar som såg perfekta ut till måtten men som saknade önskat ytutseende? Det är frustrerande när komponenter uppfyller alla tekniska specifikationer men inte uppfyller de estetiska kraven, vilket potentiellt kan försena hela projektets tidslinje.
Ytbehandling av metallgjutna aluminiumkomponenter omfattar olika metoder, inklusive mekaniska, kemiska och elektrokemiska processer. Varje teknik erbjuder unika fördelar, från att förbättra det estetiska utseendet till att förbättra funktionella egenskaper som korrosionsbeständighet och slitageskydd.

Mekaniska efterbehandlingsmetoder
Blästring och sandblästring
Blästring och sandblästring är mångsidiga ytbehandlingsmetoder som använder högtrycksdrivning av slipande material. Dessa tekniker tar effektivt bort ytfel och skapar enhetliga texturer. På PTSMAKE har vi funnit att blästring fungerar särskilt bra för större aluminiumgjutgods, medan sandblästring ger bättre kontroll för invecklade komponenter.
Polering och buffring
Polering skapar en slät, reflekterande yta genom progressiv nötning. Processen omfattar vanligtvis flera steg:
| Etapp | Kornstorlek | Syfte |
|---|---|---|
| Grov | 80-120 | Ta bort större ojämnheter |
| Medium | 240-400 | Slät ytbehandling |
| Fina | 800-1200 | Skapa initial glans |
| Final | 1500+ | Uppnå spegelblank yta |
Kemiska ytbehandlingsprocesser
Kemisk etsning
Vid kemisk etsning används specialiserade lösningar för att avlägsna ett tunt lager av material och skapa unika ytstrukturer. Denna process är särskilt effektiv för att uppnå en enhetlig finish på komplexa geometrier där mekaniska metoder kan ha svårt att nå fram.
Anodisering
Anodisering4 framstår som en av de mest populära efterbehandlingsmetoderna för aluminiumgjutgods. Processen skapar ett hållbart, korrosionsbeständigt oxidskikt som kan färgas i olika färger.
De tre huvudtyperna av anodisering är:
Typ I (kromsyra)
- Tunn beläggning (0,00002-0,0001 tum)
- Utmärkt korrosionsbeständighet
- Används ofta i flyg- och rymdtillämpningar
Typ II (svavelsyra)
- Medelhög beläggning (0,0001-0,001 tum)
- God slitstyrka
- Standard för allmän industriell användning
Typ III (hård anodisering)
- Tjock beläggning (0,001-0,004 tum)
- Överlägsen slitstyrka
- Idealisk för applikationer med höga påfrestningar
Elektrokemiska processer
Elektropolering
Elektropolering ger en högreflekterande yta genom att avlägsna material genom en elektrokemisk process. Denna teknik är särskilt värdefull för:
- Minskar ytjämnheten
- Förbättrad korrosionsbeständighet
- Förbättrad rengörbarhet
- Skapa en ljus, dekorativ finish
Specialiserade ytbeläggningar
Pulverlackering
Pulverlackering ger utmärkt hållbarhet och ett brett utbud av färgalternativ. Processen innebär:
| Steg | Beskrivning | Syfte |
|---|---|---|
| Förberedelser | Ytrengöring och förbehandling | Säkerställa vidhäftning av beläggningen |
| Tillämpning | Elektrostatisk sprayning av pulver | Även täckning |
| Härdning | Värmebehandling | Skapa slutlig finish |
Omvandlingsbeläggningar
Kemiska omvandlingsbeläggningar skapar skyddande skikt som förbättrar:
- Vidhäftning av färg
- Korrosionsbeständighet
- Elektrisk isolering
- Hårdhet på ytan
Välja rätt finish
När du väljer ytfinish för aluminiumgjutgods, tänk på:
Exponering för miljön
- Användning inomhus respektive utomhus
- Kemisk exponering
- UV-exponering
Funktionella krav
- Behov av slitstyrka
- Korrosionsskydd
- Termiska överväganden
- Elektrisk ledningsförmåga
Estetiska krav
- Färgpreferenser
- Krav på textur
- Glansnivå
- Visuell konsekvens
Överväganden om kostnader
- Produktionsvolym
- Bearbetningstid
- Materialkostnader
- Krav på utrustning
Vårt team på PTSMAKE hjälper kunderna att navigera bland dessa alternativ genom att ta hänsyn till deras specifika applikationskrav. Vi utvärderar faktorer som detaljgeometri, produktionsvolym och prestandaspecifikationer för att rekommendera den lämpligaste efterbehandlingsmetoden.
Åtgärder för kvalitetskontroll
För att säkerställa en jämn kvalitet på ytfinishen implementerar vi:
- Regelbunden processövervakning
- Mätning av ytjämnhet
- Test av beläggningens tjocklek
- Test av vidhäftning
- Protokoll för visuell inspektion
- Dokumentation av alla efterbehandlingsparametrar
Hur säkerställer man måttnoggrannhet i aluminiumgjutning för industriella tillämpningar?
Har du någonsin fått aluminiumgjutgods som helt enkelt inte stämde överens med dina specifikationer? Frustrationen över att hantera felaktiga mått kan vara överväldigande, särskilt när dessa delar är kritiska komponenter i dina industriella applikationer. Snäva tidsfrister och kvalitetskrav hänger på en skör tråd.
Nyckeln till att säkerställa dimensionell noggrannhet vid aluminiumgjutning ligger i att implementera ett omfattande kvalitetskontrollsystem som kombinerar korrekt formdesign, exakt temperaturkontroll och avancerad mätteknik. Detta systematiska tillvägagångssätt hjälper till att upprätthålla konsekventa detaljdimensioner under hela produktionsprocessen.
Förståelse för dimensionella kontrollfaktorer
Överväganden om formkonstruktion
Grunden för måttnoggrannhet börjar med rätt formkonstruktion. På PTSMAKE fokuserar vi på flera kritiska aspekter:
- Korrekta gating- och runner-system
- Lämplig placering av ventilation
- Strategisk placering av avskiljningslinje
- Optimerad design av kylkanaler
Framgången för aluminiumgjutning beror starkt på hur väl krympningshastighet5 tas hänsyn till under konstruktionsfasen. Vi beräknar noggrant krympningstillägg baserat på den specifika aluminiumlegering som används.
Temperaturhantering
Temperaturkontroll spelar en avgörande roll för att bibehålla måttnoggrannheten:
| Temperatur Fas | Optimalt intervall (°C) | Påverkan på dimensioner |
|---|---|---|
| Hälla | 660-750 | Påverkar flöde och fyllning |
| Mögel | 200-300 | Kontrollerar stelningshastigheten |
| Kylning | 25-100 | Påverkar slutliga dimensioner |
Åtgärder för kvalitetskontroll
Verifiering före gjutning
Innan vi startar produktionen genomför vi flera verifieringssteg:
- Inspektion av mönsterutrustning
- Mätning av formkavitet
- Kontroll av kärnbox
- Test av sandsystem
Kontroll av pågående processer
Under gjutningsprocessen övervakar vi:
- Metallsammansättning genom spektrografisk analys
- Hälltemperatur med hjälp av digitala termoelement
- Avkylningshastighet med värmekamera
- Uppriktning av gjutform och stängningstryck
Avancerad mätteknik
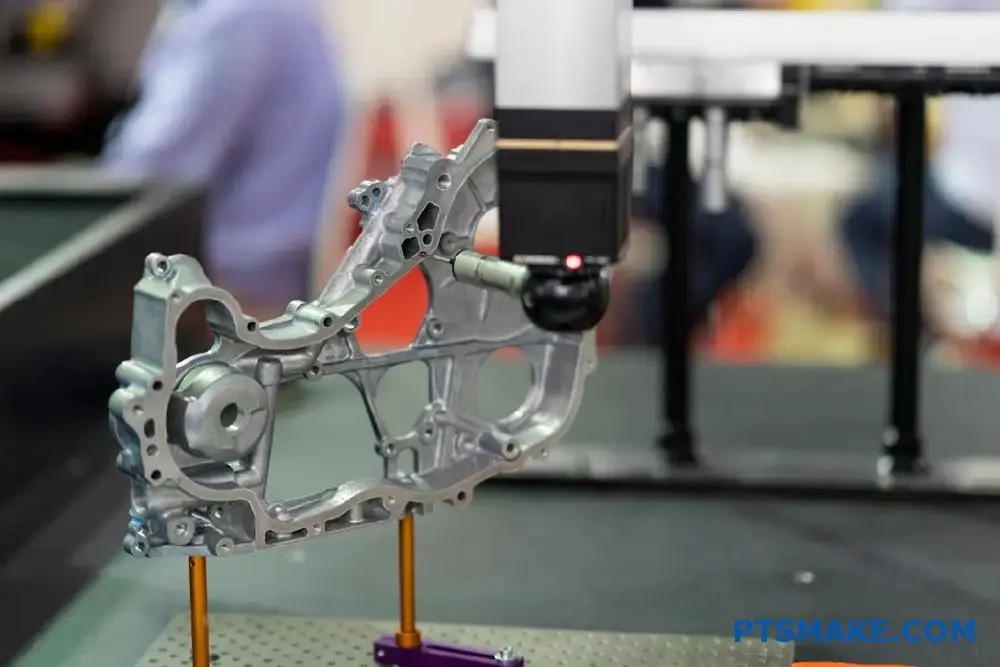
Integration av koordinatmätmaskiner (CMM)
Vi använder den senaste CMM-tekniken för att:
- Utföra automatiserad dimensionell inspektion
- Generera detaljerade mätrapporter
- Spåra dimensionella trender
- Identifiera potentiell processdrift
Applikationer för 3D-skanning
Modern 3D-skanningsteknik gör det möjligt för oss att:
- Skapa kompletta kartor över detaljgeometrin
- Jämför faktiska delar med CAD-modeller
- Dokumentera ytförhållanden
- Arkivera digitala artikeldata
Processoptimering
Statistisk processtyrning
Vi implementerar SPC-metoder för att:
- Övervaka viktiga dimensionella egenskaper
- Upprätta kontrollgränser
- Identifiera processvariationer
- Vidta korrigerande åtgärder proaktivt
Protokoll för ständiga förbättringar
Vårt förbättringssystem omfattar:
- Regelbundna processrevisioner
- Feedbackmöten för teamet
- Integration av kunddata
- Tekniska uppdateringar
Materialöverväganden
Val av legering Påverkan
Olika aluminiumlegeringar uppvisar varierande egenskaper:
| Legeringsserie | Typisk krympning (%) | Dimensionell stabilitet |
|---|---|---|
| 356 | 1.3 | Utmärkt |
| 319 | 1.4 | Mycket bra |
| A380 | 1.2 | Bra |
Effekter av värmebehandling
Värmebehandling efter gjutning kan påverka dimensionerna genom:
- Lösningsvärmebehandling
- Släckningsprocedurer
- Processer för åldrande
- Metoder för stresslindring
Dokumentation och spårbarhet
Registerhållning
Vi upprätthåller detaljerade register över:
- Certifieringar av material
- Processparametrar
- Resultat av inspektion
- Rapporter om avvikelser
Spårbarhetssystem
Vårt spårbarhetsprotokoll omfattar:
- Unik identifiering av delar
- Spårning av batch
- Dokumentation av processer
- Kvalitetscertifikat
Genom att implementera dessa omfattande kontroller och använda avancerad teknik uppnår vi på PTSMAKE konsekvent snäva dimensionstoleranser vid aluminiumgjutning. Detta systematiska tillvägagångssätt säkerställer att våra industrikunder får delar som uppfyller deras exakta specifikationer, vilket minskar monteringsproblem och förbättrar den övergripande produktkvaliteten.
Vilka kvalitetskontrollåtgärder är kritiska för metallgjutning av aluminiumproduktion?
Har du någonsin fått aluminiumgjutgods som inte uppfyllt specifikationerna, vilket lett till kostsamma projektförseningar och omarbetningar? Utmaningarna med att upprätthålla en jämn kvalitet vid gjutning av aluminium kan vara överväldigande, särskilt när man har att göra med komplexa geometrier och snäva toleranser.
Kvalitetskontroll vid metallgjutning av aluminiumproduktion kräver ett omfattande tillvägagångssätt med fokus på materialtestning, processövervakning och slutinspektion. Viktiga åtgärder inkluderar analys av kemisk sammansättning, temperaturkontroll, formkontroll och dimensionell verifiering för att säkerställa en jämn produktkvalitet.

Materialprovning och verifiering
Analys av råmaterial
Råvarukvaliteten har en direkt inverkan på den slutliga gjutkvaliteten. På PTSMAKE implementerar vi rigorösa testprotokoll för inkommande material:
| Typ av test | Syfte | Frekvens |
|---|---|---|
| Kemisk analys | Verifiera aluminiumsammansättningen | Varje parti |
| Test av densitet | Säkerställa materialkonsistens | Dagligen |
| Kontroll av kontaminering | Upptäcka föroreningar | Per försändelse |
Kontroll av materialförvaring
Korrekt lagring förhindrar kontaminering och upprätthåller materialets integritet. Vår anläggning upprätthåller strikta miljökontroller för lagring av aluminiumlegeringar och implementerar hygroskopisk6 lagringsförhållanden för att förhindra fuktabsorption.
Åtgärder för processtyrning
Övervakning av temperatur
Temperaturkontroll är avgörande för framgångsrik aluminiumgjutning. Vi anställer:
- Digitala termoelement för övervakning i realtid
- Automatiserade system för temperaturloggning
- Regelbunden kalibrering av temperaturmätningsutrustning
- Dokumentation av temperaturprofiler för varje produktionskörning
Verifiering av formkvalitet
Formens integritet har stor betydelse för gjutkvaliteten:
- Regelbunden inspektion av mögelytor
- Dimensionell kontroll före varje produktionsomgång
- Dokumentation av underhållshistorik för mögel
- Mätning och kontroll av beläggningens tjocklek
Produktionsövervakning
Inspektion under processens gång
Kontinuerlig övervakning under produktionen hjälper till att identifiera problem tidigt:
- Visuell inspektion av flödet av smält metall
- Övervakning av gjutparametrar i realtid
- Regelbunden provtagning för kvalitetskontroller
- Dokumentation av processavvikelser
Miljökontroller
Miljöfaktorer som påverkar gjutkvaliteten måste övervakas:
- Luftfuktighetsnivåer i produktionsområden
- Kontroll av omgivande temperatur
- Övervakning av luftkvalitet
- Mätning av dammpartiklar
Slutlig produktinspektion
Verifiering av dimensioner
Exakta mätningar säkerställer att specifikationerna följs:
- CMM (Coordinate Measuring Machine) inspektion
- 3D-skanning för komplexa geometrier
- Kalibrering och underhåll av mätare
- Implementering av statistisk processtyrning
Bedömning av ytkvalitet
Kvaliteten på ytfinishen påverkar både utseende och funktionalitet:
- Visuell inspektion under kontrollerad belysning
- Mätning av ytjämnhet
- Porositetstestning
- Dokumentation av ytdefekter
Dokumentation och spårbarhet
Kvalitetsregister
Genom att upprätthålla omfattande register säkerställs spårbarheten:
- Materialcertifikat
- Processparametrar
- Resultat av inspektion
- Rapporter om avvikelser
- Dokumentation av korrigerande åtgärder
Statistisk analys
Dataanalys hjälper till att identifiera trender och förbättringsmöjligheter:
- Studier av processförmågan
- Spårning av defektfrekvens
- Analys av bakomliggande orsaker
- Initiativ för ständiga förbättringar
Avancerade testmetoder
Icke-förstörande provning
Olika metoder säkerställer den interna kvaliteten:
- Röntgeninspektion för interna defekter
- Ultraljudstestning för materialintegritet
- Magnetisk partikelinspektion där så är tillämpligt
- Färgpenetrerande provning för ytdefekter
Mekanisk provning
Verifiering av fysiska egenskaper säkerställer prestanda:
- Provning av draghållfasthet
- Hårdhetsprovning
- Verifiering av slagtålighet
- Utmattningsprovning vid behov
Integration av kvalitetssystem
Hur framgångsrika kvalitetskontrollåtgärderna blir beror på systemintegrationen:
- Utbildningsprogram för anställda
- Standardiserade arbetsrutiner
- Certifiering av kvalitetsledningssystem
- Regelbundna revisioner och granskningar
- Kvalitetsstyrning för leverantörer
- Integration av kundfeedback
Genom vårt omfattande kvalitetskontrollsystem på PTSMAKE upprätthåller vi konsekvent kvalitet i aluminiumgjutningsproduktionen. Vårt tillvägagångssätt kombinerar traditionella inspektionsmetoder med avancerad testteknik, vilket säkerställer att varje gjutning uppfyller eller överträffar kundens specifikationer.
Jag har märkt att ett systematiskt genomförande av dessa åtgärder har hjälpt oss att uppnå en anmärkningsvärt låg defektfrekvens i vår aluminiumgjutningsverksamhet. Genom att fokusera på att förebygga snarare än att upptäcka har vi skapat ett robust kvalitetskontrollsystem som konsekvent levererar tillförlitliga resultat.
Hur optimerar man kostnadseffektiviteten i aluminiumgjutningsprojekt med höga volymer?
Har du någonsin mött skyhöga kostnader i dina aluminiumgjutningsprojekt som verkar spiralformade utom kontroll? Många tillverkare kämpar med att balansera kvalitet och kostnadseffektivitet, särskilt när det handlar om produktionskrav med höga volymer som lämnar lite utrymme för fel eller avfall.
För att optimera kostnadseffektiviteten i högvolymprojekt för aluminiumgjutning bör man fokusera på strategiska materialval, implementera principer för "lean manufacturing", använda avancerad processövervakning och investera i förebyggande underhåll. Dessa tillvägagångssätt kan avsevärt minska avfallet samtidigt som kvalitetsstandarderna upprätthålls.

Förstå kostnadsdrivande faktorer inom aluminiumgjutning
Innan vi går in på optimeringsstrategier är det viktigt att identifiera de viktigaste kostnadsdrivarna i aluminiumgjutningsverksamheten. De primära faktorerna som påverkar produktionskostnaderna inkluderar:
Kostnader för material
- Råaluminium och legeringselement
- Smält- och hållkostnader
- metallurgisk behandling7 kostnader
- Återvinning och skrothantering
Faktorer för produktionseffektivitet
| Faktor | Påverkan på kostnader | Optimeringspotential |
|---|---|---|
| Cykeltid | Direkt korrelation med utdata | Hög |
| Energiförbrukning | 20-30% av rörelsekostnader | Medium |
| Krav på arbetskraft | 15-25% av totala kostnader | Medium |
| Utnyttjande av utrustning | Påverkar fördelningen av overhead | Hög |
Implementering av smart materialhantering
På PTSMAKE har vi utvecklat flera effektiva strategier för optimering av materialkostnader:
Strategisk inköp
- Etablera långsiktiga leverantörsrelationer
- Implementera program för bulkinköp
- Övervaka marknadstrender för optimal timing
- Bibehålla kvaliteten och samtidigt förhandla fram bättre priser
Effektiv materialhantering
| Övning | Förmån | Komplexitet i genomförandet |
|---|---|---|
| Automatiserade matningssystem | Minskat avfall | Medium |
| Lagerspårning i realtid | Bättre lagerstyrning | Låg |
| Organiserade förvaringssystem | Minskad risk för skador | Låg |
| Korrekt materialrotation | Minskad föråldring | Låg |
Tekniker för processoptimering
Avancerade övervakningssystem
- Installera utrustning för övervakning i realtid
- Följa upp nyckeltal för prestanda
- Implementera förebyggande underhåll
- Dokumentera processparametrar
Integration av kvalitetskontroll
| Kontrollmetod | Kvalitetspåverkan | Minskning av kostnader |
|---|---|---|
| In-line testning | Omedelbar återkoppling | Hög |
| Statistisk processtyrning | Minskade variationer | Medium |
| Automatiserad inspektion | Snabbare upptäckt | Hög |
| Digital dokumentation | Bättre spårbarhet | Medium |
Förbättringar av energieffektiviteten
Smältning
- Optimera ugnsbelastningsmönster
- Implementera värmeåtervinningssystem
- Schemalägg produktionen till lågtrafikerade timmar
- Upprätthålla korrekt isolering
Temperaturhantering
| Område | Potential för energibesparing | Investering krävs |
|---|---|---|
| Effektivitet hos ugn | 15-25% | Hög |
| Värmeåtervinning | 10-20% | Medium |
| Uppgradering av isolering | 5-15% | Låg |
| Processoptimering | 10-20% | Medium |
Strategier för optimering av arbetskraft
Utbildning och utveckling
- Regelbundna kompetenshöjande program
- Crossträning för flexibilitet
- Dokumentation av bästa praxis
- System för övervakning av prestanda
Förbättring av arbetsflödet
| Initiativ | Produktivitetspåverkan | Tid för genomförande |
|---|---|---|
| Standardiserade arbetsrutiner | Hög | Medium |
| System för visuell hantering | Medium | Låg |
| Problemlösning i grupp | Hög | Medium |
| Kultur för ständiga förbättringar | Hög | Långsiktig |
Underhåll och uppgradering av utrustning
Förebyggande underhåll
- Planerade inspektioner
- Regelbunden kalibrering
- Planering av komponentutbyte
- Spårning av prestanda
Integration av teknik
| Teknik | ROI-tidslinje | Effektivitetsförbättring |
|---|---|---|
| Automationssystem | 2-3 år | 20-30% |
| Digitala reglage | 1-2 år | 15-25% |
| Övervakningsenheter | 1 år | 10-20% |
| Dataanalys | 6 månader | 5-15% |
Optimering av leveranskedjan
Lagerhantering
- System för leverans just-in-time
- Optimering av säkerhetslager
- Mätetal för leverantörsprestanda
- Digitala spårningslösningar
Förbättrad logistik
| Strategi | Minskning av kostnader | Insats för implementering |
|---|---|---|
| Optimering av rutt | 10-15% | Medium |
| Förbättring av förpackningar | 5-10% | Låg |
| Konsolidering av last | 8-12% | Medium |
| Val av transportör | 5-8% | Låg |
Vilka är de viktigaste faktorerna för gjutning av aluminium i fordonsapplikationer?
Har du någonsin undrat varför vissa bildelar går sönder i förtid medan andra håller i flera år? Inom fordonsindustrin kan val av fel aluminiumgjutningsprocess eller förbiseende av kritiska parametrar leda till katastrofala delfel, vilket äventyrar fordonets säkerhet och prestanda.
Aluminiumgjutning i fordonsapplikationer kräver noggrant övervägande av flera nyckelfaktorer, inklusive legeringsval, designoptimering, processkontroll och kvalitetstestning. Rätt tillvägagångssätt säkerställer att delarna uppfyller strikta fordonsstandarder samtidigt som kostnadseffektiviteten och produktionseffektiviteten bibehålls.
Materialval och egenskaper
Legeringens sammansättning
Valet av rätt aluminiumlegering är avgörande för gjutapplikationer för fordonsindustrin. På PTSMAKE arbetar vi främst med legeringarna A356 och A380 på grund av deras utmärkta avstånd mellan dendritarmar8 och mekaniska egenskaper. Dessa legeringar erbjuder:
- Överlägset förhållande mellan styrka och vikt
- Utmärkt korrosionsbeständighet
- God värmeledningsförmåga
- Förbättrad gjutbarhet
Överväganden om värmebehandling
Värmebehandling har en betydande inverkan på de slutliga egenskaperna hos gjutna aluminiumkomponenter:
| Typ av värmebehandling | Fördelar | Vanliga tillämpningar |
|---|---|---|
| T6 | Maximal styrka och hårdhet | Motorblock, cylinderhuvuden |
| T4 | God duktilitet, måttlig hållfasthet | Karosseripaneler, strukturella komponenter |
| T7 | Bättre dimensionell stabilitet | Växellådor |
Optimering av design
Kontroll av väggtjocklek
Korrekt utformning av väggtjockleken är avgörande för:
- Förhindrar porositetsbildning
- Säkerställa enhetlig stelning
- Minskning av materialspill
- Optimering av viktminskningen
Jag rekommenderar att väggtjockleken hålls mellan 3-8 mm för de flesta komponenter i fordonsindustrin, med variationer beroende på specifika applikationskrav.
Utkastvinklar och avstickslinjer
Kritiska designelement inkluderar:
- Minsta dragvinkel på 2° för utvändiga ytor
- 3° eller mer för invändiga ytor
- Strategisk placering av skiljeväggar för att minimera blixtljus
- Beaktande av krav på utskjutning
Parametrar för processtyrning
Temperaturhantering för munstycken
Att bibehålla optimal formtemperatur är avgörande för gjutgods av hög kvalitet:
| Temperaturområde (°C) | Effekter | Tillämpningar |
|---|---|---|
| 200-250 | Bättre ytfinish | Dekorativa delar |
| 250-300 | Minskad porositet | Strukturella komponenter |
| 300-350 | Förbättrade mekaniska egenskaper | Komponenter med hög belastning |
Tryckreglering
Korrekt tryckkontroll under gjutningen påverkar:
- Fylla mönster
- Solidifieringshastighet
- Ytans kvalitet
- Intern defektbildning
Metoder för kvalitetssäkring
Icke-förstörande provning
Implementering av olika testmetoder säkerställer detaljkvaliteten:
- Röntgeninspektion för interna defekter
- Färgpenetrerande provning för ytsprickor
- Ultraljudstestning för materialintegritet
- Dimensionell verifiering med CMM
Processövervakning
Kontinuerlig övervakning av viktiga parametrar:
- Metallens temperatur
- Temperatur på munstycke
- Insprutningstryck
- Cykeltid
- Kylningshastighet
Strategier för kostnadsoptimering
Överväganden om verktyg
En effektiv verktygskonstruktion påverkar de totala kostnaderna:
- Multikavitetsformar för högvolymproduktion
- Modulära verktygskonstruktioner för flexibilitet
- Korrekta ventilations- och kylkanaler
- Materialval för lång livslängd på verktygen
Produktionseffektivitet
Optimering av produktionsparametrar:
- Minimera cykeltiden
- Minska antalet skrotningar
- Implementering av automatiserad hantering
- Upprätthålla scheman för förebyggande underhåll
Miljöhänsyn
Hållbarhetspraxis
Modern fordonsgjutning måste ta hänsyn till miljön:
- Användning av återvunnet aluminium
- Implementering av kylsystem med slutet kretslopp
- Minska energiförbrukningen
- Minimering av avfallsgenerering
Kontroll av utsläpp
Hantering av miljöpåverkan genom:
- Korrekta ventilationssystem
- Utrustning för dammuppsamling
- Återvinning av spillvärme
- Vattenreningssystem
Framtida trender
Avancerad tillverkningsteknik
Framväxande teknik formar framtiden:
- Datorsimulering för processoptimering
- System för övervakning i realtid
- Artificiell intelligens för kvalitetskontroll
- Automatiserad processjustering
Materialinnovationer
Utvecklingen inom aluminiumgjutning:
- Nya legeringssammansättningar
- Förstärkning med nanopartiklar
- Hybridmaterial
- Bioinspirerad design
Hur påverkar värmebehandling prestandan hos gjutna aluminiumdelar?
Har du någonsin fått gjutna aluminiumdelar som inte uppfyllde dina hållfasthetskrav? Eller kanske har du hanterat komponenter som gick sönder i förtid trots att de uppfyllde dimensionsspecifikationerna? Dessa problem kan orsaka betydande projektförseningar och oväntade kostnader.
Värmebehandling är en viktig process som förbättrar gjutna aluminiumdelars mekaniska egenskaper genom att modifiera deras mikrostruktur. Genom kontrollerade värme- och kylcykler kan den avsevärt förbättra hållfasthet, hårdhet och hållbarhet samtidigt som den minskar inre spänningar i komponenterna.
Förstå grunderna i värmebehandling
Värmebehandling av gjuten aluminium omfattar flera viktiga processer som förändrar materialets egenskaper. Processen börjar med noggrann temperaturkontroll och timing för att uppnå optimala resultat. Under denna process utskiljningshärdning9 sker på mikroskopisk nivå och förändrar metallens egenskaper i grunden.
Olika typer av värmebehandling för gjuten aluminium
Det finns flera vanliga värmebehandlingsmetoder som används för gjutna aluminiumdelar:
Lösning Värmebehandling
- Upphettar legeringen till nära smältpunkten
- Löser upp lösliga element till en lösning
- Skapar en homogen struktur
Släckning
- Snabb kylningsprocess
- Förhindrar oönskad utfällning
- Bibehåller övermättad lösning
Åldrande
- Naturlig åldring i rumstemperatur
- Artificiell åldring vid förhöjda temperaturer
- Kontrollerar utfällningen för önskade egenskaper
Påverkan på mekaniska egenskaper
Effekterna av värmebehandling på gjutna aluminiumdelar är betydande och mätbara:
| Fastighet | Före behandling | Efter behandling | Förbättring |
|---|---|---|---|
| Draghållfasthet | 180-220 MPa | 250-320 MPa | Upp till 45% |
| Utbyteshållfasthet | 90-120 MPa | 165-220 MPa | Upp till 83% |
| Töjning | 2-3% | 5-8% | Upp till 167% |
| Hårdhet | 70-80 HB | 95-115 HB | Upp till 44% |
Optimering av behandlingsparametrar
På PTSMAKE har vi utvecklat exakta kontrollmetoder för värmebehandlingsparametrar:
Temperaturreglering
- Exakta övervakningssystem
- Jämn värmefördelning
- Förebyggande av överhettning
Tidshantering
- Optimerad uppvärmningstid
- Kontrollerade kylningshastigheter
- Exakta åldringsperioder
Miljöfaktorer
- Kontroll av luftfuktighet
- Atmosfäriska förhållanden
- Förebyggande av kontaminering
Kvalitetskontroll och testning
För att säkerställa konsekventa resultat krävs rigorösa tester och övervakning:
Vanliga testmetoder
Mekanisk provning
- Dragprovning
- Hårdhetsprovning
- Slagprovning
Strukturell analys
- Mikroskopisk undersökning
- Röntgenanalys
- Mätning av densitet
Tillämpningar och överväganden inom industrin
Olika branscher kräver specifika värmebehandlingsmetoder:
Tillämpningar inom fordonsindustrin
- Motorkomponenter
- Delar till hjulupphängning
- Höljen för växellådor
Krav inom flyg- och rymdindustrin
- Strukturella komponenter
- Kontrollytor
- Delar till landningsställ
Felsökning av vanliga problem
Vanliga utmaningar och deras lösningar:
Distorsion
- Korrekt fixturering under behandlingen
- Kontrollerade kylningshastigheter
- Stresslindringsprocedurer
Inkonsekventa egenskaper
- Regelbunden kalibrering av utrustning
- Standardiserade förfaranden
- Detaljerad dokumentation
Kostnads- och nyttoanalys
Förstå den ekonomiska effekten av värmebehandling:
| Faktor | Utan behandling | Med behandling |
|---|---|---|
| Initial kostnad | Lägre | Högre |
| Livscykelkostnad | Högre | Lägre |
| Prestanda | Standard | Förbättrad |
| Garantianspråk | Mer frekvent | Reducerad |
Bästa praxis för optimala resultat
För att uppnå bästa resultat vid värmebehandling av gjutna aluminiumdelar:
Överväganden om design
- Enhetlig väggtjocklek
- Korrekta dragvinklar
- Minskning av spänningskoncentration
Processtyrning
- Övervakning av temperatur
- Tidshantering
- Kvalitetsverifiering
Dokumentation
- Processparametrar
- Testresultat
- Spårbarhetsregister
Miljöpåverkan och hållbarhet
Moderna värmebehandlingsprocesser fokuserar på:
Energieffektivitet
- Optimerade uppvärmningscykler
- System för värmeåtervinning
- Val av modern utrustning
Minskning av avfall
- Processoptimering
- Materialåtervinning
- Utsläppskontroll
Vilka certifieringar bör leverantörer ha för gjutning av aluminium för flyg- och rymdindustrin?
Har du någonsin stått inför utmaningen att välja rätt leverantör för aluminiumgjutningsprojekt inom flyg- och rymdindustrin? Insatserna är otroligt höga - ett litet förbiseende i certifieringskraven kan leda till katastrofala fel i flygplanskomponenter, vilket potentiellt kan riskera liv och miljontals kronor i skadestånd.
För leverantörer av aluminiumgjutgods för flyg- och rymdindustrin är viktiga certifieringar AS9100D, NADCAP för specialprocesser, ISO 9001:2015 och specifika OEM-godkännanden. Dessa certifieringar säkerställer kvalitetsledningssystem, processkontroller och efterlevnad av stränga standarder för flygindustrin.

Förståelse för AS9100D-certifiering
AS9100D representerar guldstandarden för kvalitetsledningssystem inom flygindustrin. På PTSMAKE har vi implementerat denna certifiering för att säkerställa att våra metallurgiska processer10 uppfyller de högsta branschstandarderna. Denna certifiering omfattar:
Nyckelkrav för AS9100D
- Protokoll för riskhantering
- Konfigurationshantering
- Överväganden om produktsäkerhet
- Förebyggande av förfalskade delar
- Kontroll av försörjningskedjan
Fördelar för tillverkare inom flyg- och rymdindustrin
- Förbättrad kvalitet och enhetlighet
- Förbättrade dokumentationssystem
- Bättre spårbarhet
- Minskade operativa risker
- Ökat förtroende hos kunderna
Krav för NADCAP-ackreditering
NADCAP-certifiering (National Aerospace and Defense Contractors Accreditation Program) är avgörande för specialprocesser inom flyg- och rymdtillverkning. Detta inkluderar:
| Process Kategori | Specifika krav | Valideringsmetod |
|---|---|---|
| Värmebehandling | Temperaturens jämnhet | Pyrometrisk provning |
| Kemisk bearbetning | Processtyrning | Kemisk analys |
| Icke-förstörande provning | Kalibrering av utrustning | Validering av prestanda |
| Materialprovning | Mekaniska egenskaper | Labbcertifiering |
ISO 9001:2015 Grundläggande
Medan AS9100D bygger på ISO 9001:2015, visar det sig att ha denna grundläggande certifiering:
Principer för kvalitetsstyrning
- Kundfokus
- Ledarskapets engagemang
- Processinriktning
- Evidensbaserat beslutsfattande
Krav på dokumentation
- Kvalitetshandbok
- Processförfaranden
- Arbetsinstruktioner
- Kvalitetsregister
OEM-specifika godkännanden
Olika flygplanstillverkare har unika krav:
Boeings krav
- D1-4426 Godkännande
- Certifiering av särskilda processer
- Specifikationer för materialhantering
- Krav på kvalitetssystem
Airbus standarder
- AIMS specifikationer
- Kvalificering av processer
- Certifiering av material
- Krav för testning
Miljö- och säkerhetscertifieringar
ISO 14001:2015
Certifiering av miljöledning säkerställer:
- Minskning av avfall
- Optimering av resurser
- Efterlevnad av miljölagstiftningen
- Hållbara metoder
OHSAS 18001/ISO 45001
Certifiering av säkerhetshantering omfattar:
- Protokoll för arbetarsäkerhet
- Riskbedömning
- Beredskap för nödsituationer
- Övervakning av hälsa
Materialspecifika certifieringar
För aluminiumgjutning omfattar de specifika certifieringarna:
Verifiering av kemisk sammansättning
- Spektrografisk analys
- Test av värmeparti
- Spårbarhet för material
- Dokumentation av sammansättning
Provning av mekaniska egenskaper
- Draghållfasthet
- Sträckgräns
- Töjning
- Hårdhetsprovning
Certifieringar för kvalitetskontroll
Leverantörer måste upprätthålla:
| Typ av certifiering | Fokusområde | Förnyelseperiod |
|---|---|---|
| PMI-testning | Verifiering av material | Årligen |
| NDT Nivå III | Kvalificering för inspektion | 3 år |
| CQI-9 | Bedömning av värmebehandling | Årligen |
| CQI-11 | Utvärdering av pläteringssystem | Årligen |
Certifieringar för digital säkerhet
Modern flyg- och rymdtillverkning kräver:
Standarder för cybersäkerhet
- Överensstämmelse med ISO 27001
- Antagande av NIST-ramverk
- Protokoll för dataskydd
- System för tillträdeskontroll
Digital processtyrning
- Industri 4.0-integration
- Digitala tvillingfunktioner
- Övervakning i realtid
- Certifiering för dataanalys
Krav på ständiga förbättringar
Certifieringsunderhåll innebär:
- Regelbundna revisioner
- Övervakning av processer
- Mätning av prestanda
- Korrigerande åtgärder
- Förebyggande åtgärder
Klicka här för att lära dig mer om stelningsmönster i metall och hur de påverkar kvaliteten på dina detaljer. ↩
Klicka för att lära dig mer om kristallbildning under stelning av metall och dess inverkan på gjutkvaliteten. ↩
Klicka här för att lära dig mer om hur geometrisk frihet påverkar din detaljkonstruktion och dina tillverkningskostnader. ↩
Klicka här för att läsa mer om anodiseringsprocesser och hur de kan förbättra dina aluminiumkomponenter. ↩
Klicka för att lära dig mer om hur du beräknar krympningshastigheter för optimal måttnoggrannhet vid aluminiumgjutning. ↩
Klicka här för att läsa mer om fuktkontroll vid lagring av aluminiumgjutgods. ↩
Klicka för att lära dig avancerade metallbehandlingstekniker som kan sänka produktionskostnaderna avsevärt. ↩
Klicka för att lära dig mer om dendritavståndet och dess avgörande roll för gjutningens styrka och hållbarhet. ↩
Klicka här för att lära dig mer om vetenskapen bakom utskiljningshärdning och dess fördelar. ↩
Klicka för att lära dig avancerade metallurgiska tekniker för gjutning av aluminium för flyg- och rymdindustrin. ↩






