

Under mina mer än 15 år på PTSMAKE har jag sett många kunder som är förvirrade över övergjutning och 2K-formsprutning. Det är som att välja mellan en smörgås och en hamburgare - de kan se likadana ut, men de tjänar olika behov.
Övergjutning innebär att material sprutas över en befintlig detalj i två separata processer, medan 2K (two-shot) formsprutning skapar produkter i flera material i en enda maskincykel. De skiljer sig åt i fråga om processteg, kostnader och slutapplikationer.

Låt mig dela med mig av vad jag har lärt mig av att arbeta med hundratals kunder på PTSMAKE. Båda dessa processer kan skapa fantastiska multimaterialprodukter, men om du väljer rätt kan du spara tid och pengar. Jag ska förklara de viktigaste skillnaderna, visa dig verkliga exempel och hjälpa dig att bestämma vilken process som passar ditt projekt bäst.
Vad är övergjutning?
Har du någonsin undrat hur ditt mobilskal kombinerar hårdplast med mjuka, greppvänliga ytor? Eller varför moderna medicintekniska produkter känns både robusta och bekväma? Hemligheten ligger i övergjutningstekniken.
Övergjutning är en tillverkningsprocess där vi sprutar ett andra material över ett befintligt första material för att skapa en enda komponent i flera material. Denna teknik kombinerar olika materials egenskaper för att förbättra produktens funktionalitet, hållbarhet och användarupplevelse.

Förstå grunderna i övergjutning
Under mina drygt 15 år på PTSMAKE har jag sett övergjutning revolutionera produktdesignen i olika branscher. Den här processen omfattar vanligtvis två huvudkomponenter: ett styvt substrat (vanligtvis en termoplast) och ett övergjutet material (ofta ett mjukare, mer flexibelt material som TPE eller gummi).
Processen fungerar i två steg:
- Först skapar vi baskomponenten genom traditionell formsprutning
- Sedan injicerar vi det andra materialet över specifika områden av baskomponenten
Viktiga fördelar med övergjutning
Baserat på vår omfattande erfarenhet av att arbeta med kunder i olika branscher har jag identifierat flera avgörande fördelar:
| Förmån | Beskrivning | Exempel från den verkliga världen |
|---|---|---|
| Förbättrad ergonomi | Soft-touch-ytor förbättrar greppet och användarkomforten | Handtag för elverktyg |
| Förbättrad hållbarhet | Stötdämpning och vibrationsdämpning | Fodral för elektronisk utrustning |
| Flexibilitet i designen | Flera färg- och materialkombinationer | Höljen för konsumentprodukter |
| Kostnadseffektivitet | Eliminerar monteringssteg och minskar antalet delar | Komponenter till medicintekniska produkter |
| Miljötätning | Skapar vattentäta och dammtäta barriärer | Utrustning för utomhusbruk |
Materialkombinationer och kompatibilitet
En av de mest kritiska aspekterna jag har lärt mig när det gäller övergjutning är materialval. Här är de vanligaste kombinationerna som vi använder på PTSMAKE:
Hårda substratmaterial:
- ABS (Akrylnitril-butadienstyren)
- PC (polykarbonat)
- Nylon
- PP (Polypropylen)
Övergjutningsmaterial:
- TPE (termoplastisk elastomer)
- TPU (termoplastisk polyuretan)
- Silikon
- Mjuk PVC
Tillämpningar inom industrin
Under min karriär har jag sett övergjutning omvandla olika branscher:
Medicintekniska produkter
- Kirurgiska instrument med förbättrat grepp
- Bärbara enheter som kombinerar styva höljen med bekväma hudkontaktytor
- Handtag för medicinsk utrustning med antimikrobiella egenskaper
Konsumentelektronik
- Fodral för smartphones och surfplattor
- Grepp för spelkontroller
- Vattentäta kapslingar för elektronik
Fordonskomponenter
- Kontroller på instrumentpanelen
- Invändiga dekorationsdetaljer
- Växelspaksknoppar
Överväganden om design
När jag designar för övergjutning råder jag alltid våra kunder att tänka efter:
Materialkompatibilitet
- Kemiska bindningsegenskaper
- Termiska expansionshastigheter
- Krav på bearbetningstemperatur
Geometriska egenskaper
- Variationer i väggtjocklek
- Underskärningar och utkastvinklar
- Platser för grindar
Produktionskrav
- Volymförväntningar
- Kostnadsbegränsningar
- Kvalitetsstandarder
Gemensamma utmaningar och lösningar
Genom min erfarenhet har jag stött på flera utmaningar vid övergjutning:
| Utmaning | Lösning | Påverkan |
|---|---|---|
| Dålig vidhäftning | Test av materialkompatibilitet | Förbättrad produkthållbarhet |
| Blixtbildning | Optimerad verktygskonstruktion | Bättre estetisk kvalitet |
| Dimensionell stabilitet | Korrekt beräkning av kyltid | Förbättrad precision |
| Kostnadshantering | Strategiskt materialval | Förbättrad lönsamhet |
Kvalitetskontroll vid övergjutning
På PTSMAKE genomför vi rigorösa kvalitetskontrollåtgärder:
Testning före produktion
- Verifiering av materialkompatibilitet
- Analys av formflöde
- Utvärdering av prototyper
Kontroll av pågående processer
- Övervakning av temperatur
- Verifiering av tryck
- Optimering av cykeltid
Inspektion efter produktion
- Visuell inspektion
- Test av vidhäftning
- Dimensionell verifiering
Under mina år i branschen har jag sett hur övergjutning har utvecklats från en nischprocess till en vanlig tillverkningslösning. Dess förmåga att kombinera olika material i en enda komponent och samtidigt minska monteringskostnaderna och förbättra produktprestandan gör den till ett ovärderligt verktyg i modern tillverkning.
Vad är 2K Formsprutning?
Har du någonsin undrat hur de eleganta smartphonefodralen med mjuka grepp är tillverkade i ett enda stycke? Eller hur instrumentbrädan i din bil kombinerar hårdplast med mjuka material på ett sömlöst sätt?
2K-formsprutning är en avancerad tillverkningsprocess som sprutar in två olika material eller färger i en enda form sekventiellt, vilket skapar komplexa delar med flera egenskaper i en produktionscykel, vilket eliminerar behovet av montering.
Den grundläggande mekanismen för 2K-gjutning
Under mina 15+ år på PTSMAKE har jag övervakat otaliga 2K-formsprutningsprojekt. Processen börjar med att det första materialet (vanligtvis en styv plast) sprutas in i formhålan. Sedan, antingen genom att rotera formen eller med hjälp av en robot, injicerar vi det andra materialet i en annan hålighet. De två materialen binds samman kemiskt eller mekaniskt under kylningsprocessen.
Nyckelkomponenter för 2K-formsprutning
| Komponent | Funktion | Betydelse |
|---|---|---|
| Primär injekteringsenhet | Bearbetar första materialet | Formar basstruktur |
| Sekundär injekteringsenhet | Bearbetar andra materialet | Lägger till funktionella/estetiska egenskaper |
| System för roterande formar | Möjliggör materialöverföring | Säkerställer exakt uppriktning |
| Styrsystem | Hanterar timing och sekvens | Upprätthåller jämn kvalitet |
Materialkompatibilitet och materialval
En viktig aspekt som jag alltid betonar för våra kunder är materialkompatibilitet. Det är inte alla material som passar bra ihop. Genom vår erfarenhet har vi utvecklat en omfattande guide för materialparning:
| Primärmaterial | Kompatibla sekundära material | Vanliga tillämpningar |
|---|---|---|
| PC | TPE, TPU, silikon | Höljen för elektronik |
| ABS | TPE, TPU, SEBS | Fordonskomponenter |
| PA | TPE, TPU | Verktygshandtag |
| PP | TPE, TPU, SEBS | Konsumentvaror |
Fördelar jämfört med traditionell gjutning
Enligt min erfarenhet av att arbeta med globala tillverkare erbjuder 2K-formsprutning flera tydliga fördelar:
Produktionseffektivitet
- Eliminerar monteringssteg
- Minskar arbetskostnaderna
- Förkortar produktionscyklerna med 25-40%
Kvalitetsförbättringar
- Bättre materialbindning
- Minskad andel fel
- Konsekvent kvalitet på detaljerna
Flexibilitet i designen
- Möjlighet till komplexa geometrier
- Flera färgkombinationer
- Varierande materialegenskaper i en detalj
Tillämpningar inom industrin
Baserat på vårt arbete på PTSMAKE har jag sett 2K formsprutning utmärka sig inom olika sektorer:
Fordonsindustrin
- Instrumentpanelens komponenter
- Växelreglage
- Invändiga dekorationsdetaljer
- Armaturhus för belysning
Konsumentelektronik
- Fodral för smartphones
- Fjärrkontroller
- Spelkontroller
- Bärbara enheter
Medicintekniska produkter
- Kirurgiska instrument
- Apparater för läkemedelstillförsel
- Diagnostisk utrustning
- Höljen för medicintekniska produkter
Tekniska överväganden
Vid implementering av 2K-gjutning är det flera faktorer som kräver noggrann uppmärksamhet:
Processparametrar
- Kontroll av insprutningstryck
- Hantering av materialtemperatur
- Optimering av cykeltid
- Koordinering av kyltid
Riktlinjer för design
- Förhållande mellan väggtjocklek och
- Platser för grindar
- Materialflödesvägar
- Ytarea för bindning
Åtgärder för kvalitetskontroll
- Protokoll för visuell inspektion
- Test av bindningsstyrka
- Kontroll av dimensionell noggrannhet
- Utvärdering av ytfinish
Kostnadskonsekvenser
Genom vår mångåriga erfarenhet har jag sett att även om de initiala verktygskostnaderna för 2K-gjutning är högre, så motiverar de långsiktiga fördelarna ofta investeringen:
| Kostnadsfaktor | Påverkan | ROI-tidslinje |
|---|---|---|
| Verktyg | 30-50% högre än traditionellt | 6-12 månader |
| Arbete | 40-60% lägre | Omedelbar |
| Material Avfall | 20-30% reducering | 3-6 månader |
| Kvalitetskontroll | 25-35% lägre avslagsfrekvens | 3-6 månader |
Processbegränsningar och lösningar
Även med sina fördelar har 2K-formsprutning vissa begränsningar som vi har lärt oss att ta itu med:
Materialbegränsningar
- Begränsade materialkombinationer
- Problem med temperaturkompatibilitet
- Variationer i bindningsstyrka
Restriktioner för design
- Krav på minsta väggtjocklek
- Begränsningar för portplacering
- Begränsningar av detaljstorleken
Överväganden om kostnader
- Högre initial investering
- Komplex formkonstruktion
- Behov av specialutrustning
Genom noggrann planering och materialval kan dessa begränsningar hanteras på ett effektivt sätt för att uppnå optimala resultat.
Hur skiljer sig övergjutning från 2K-formsprutning?
Efter mer än 15 år inom formsprutning av plast har jag sett otaliga kunder som förväxlar övergjutning och 2K-formsprutning, vilket ofta leder till kostsamma projektförseningar och omarbetningar.
Övergjutning och 2K-gjutning är olika tillverkningsprocesser. Vid övergjutning används två separata gjutningssteg i följd, medan 2K-formsprutning kombinerar båda stegen i en enda cykel med hjälp av specialutrustning.
Skillnader i processflöde
I min dagliga verksamhet på PTSMAKE har jag observerat att det är avgörande att förstå arbetsflödet. Låt mig förklara de viktigaste skillnaderna:
Övergjutningsprocess
- Första steget: Skapa baskomponenten (substratet)
- Andra steget: Överföring till en annan form eller maskin
- Sista steget: Gjut det andra materialet över substratet
- Total tidsåtgång: Vanligtvis 20-45 minuter för hela cykeln
2K Formsprutningsprocess
- Drift med en enda maskin
- Automatiserad rotation mellan bilderna
- Kontinuerlig gjutcykel
- Total tidsåtgång: Vanligtvis 30-60 sekunder per del
Krav på utrustning
Baserat på min erfarenhet av att hantera båda processerna följer här en detaljerad jämförelse:
| Funktion | Övergjutning | 2K Formsprutning |
|---|---|---|
| Typ av maskin | Standard formsprutningsmaskin | Specialiserad flerkomponentmaskin |
| Verktygets komplexitet | Enkla, separata formar | Komplext, integrerat formsystem |
| Inställningstid | Längre, flera inställningar | Kortare, enkel installation |
| Investeringskostnad | Lägre initial investering | Högre maskin- och verktygskostnader |
Överväganden om materialkompatibilitet
Jag har hjälpt många kunder att välja rätt material för sina projekt. Det här är vad du behöver veta:
Alternativ för övergjutningsmaterial
- Mer flexibla materialkombinationer
- Bättre för inkompatibla material
- Ger tid för korrekt bindning
- Kan använda adhesionsfrämjande medel
Krav på material för 2K-gjutning
- Materialen måste vara kemiskt kompatibla
- Liknande behandlingstemperaturer behövs
- Begränsade möjligheter till materialkombinationer
- Snabbare krav på limning
Överväganden om design
Under mina år som projektledare har jag identifierat dessa kritiska designfaktorer:
Fördelar med övergjutningsdesign
- Möjlighet till mer komplexa geometrier
- Bättre kontroll över gränssnittets tjocklek
- Lättare att modifiera konstruktioner
- Mer förlåtande toleranskrav
Begränsningar i konstruktionen av 2K-gjutning
- Begränsad av verktygsrörelse
- Behov av exakta grindplaceringar
- Begränsade underskärningar möjliga
- Tätare toleranskrav
Kostnadskonsekvenser
Låt mig dela med mig av några insikter från våra diskussioner om prissättning:
Kostnader för övergjutning
- Lägre verktygsinvesteringar
- Högre arbetskraftskostnader
- Ökade hanteringskostnader
- Bättre för lägre volymer
2K gjutningskostnader
- Högre initial investering
- Lägre arbetskostnader
- Minskade hanteringskostnader
- Mer ekonomisk för stora volymer
Överväganden om kvalitet
I min erfarenhet av kvalitetskontroll:
Kvalitetsaspekter vid övergjutning
- Bättre kontroll över varje lager
- Lättare inspektion mellan stegen
- Mer konsekvent bindning
- Lägre kassationsgrad för komplexa delar
Kvalitetsfaktorer för 2K-gjutning
- Snabbare cykeltider kan påverka limningen
- Svårare att inspektera gränssnitt
- Högre enhetlighet i enkla delar
- Bättre för hög volymkonsistens
Guide för val av applikation
Baserat på tusentals projekt som jag har övervakat:
Bäst för övergjutning
- Medicintekniska produkter som kräver certifierade material
- Komplexa elektroniska kapslingar
- Handtag och grepp med mjuk beröring
- Låg till medelhög produktionsvolym
Bäst för 2K-gjutning
- Fordonskomponenter
- Konsumentprodukter med hög volym
- Enkla tvåfärgsapplikationer
- Delar som kräver snabba produktionscykler
Genom min långa erfarenhet på PTSMAKE har jag lärt mig att valet mellan övergjutning och 2K-formsprutning inte bara handlar om teknisk kapacitet - det handlar om att förstå dina specifika projektbehov, produktionsvolymer och kvalitetskrav. Varje process har sina unika fördelar, och framgången ligger i att göra ett välgrundat val baserat på just din applikation.
Vilka är fördelarna och begränsningarna med övergjutning?
Som tillverkningsexpert med mer än 15 år på PTSMAKE har jag sett otaliga projekt där övergjutning verkade perfekt på papperet men gav oväntade utmaningar i verkligheten.
Övergjutning är en tillverkningsprocess som kombinerar flera material till en enda detalj, vilket ger fördelar som förbättrat grepp och minskat monteringsbehov, men det medför också utmaningar som längre produktionscykler och problem med materialbindning.

Viktiga fördelar med övergjutning
Förbättrad produktfunktionalitet
I mitt arbete med stora elektroniktillverkare har övergjutning visat sig vara ovärderligt för att förbättra produktens grepp och känsla. Här är vad jag har observerat:
- Soft-touch-grepp på elverktyg
- Halkfria ytor på medicintekniska produkter
- Ergonomiska handtag på konsumentprodukter
Minskade monteringskrav
En av de största fördelarna som jag har sett är att flera monteringssteg kan elimineras:
- Inget behov av mekaniska fästanordningar
- Färre enskilda komponenter
- Minskade arbetskostnader
- Lägre risk för monteringsfel
Förbättrat produktskydd
Förseglingsmöjligheterna med övergjutning är anmärkningsvärda:
- Vattenbeständiga barriärer
- Skydd mot damm och skräp
- Vibrationsdämpning
- Förbättrad hållbarhet i tuffa miljöer
| Typ av skydd | Förmån | Vanliga tillämpningar |
|---|---|---|
| Fukttätning | Förhindrar vatteninträngning | Elektronik för utomhusbruk |
| Skydd mot stötar | Absorberar stötar | Mobila enheter |
| Kemisk beständighet | Skyddar mot korrosion | Industriell utrustning |
| Termisk isolering | Temperaturhantering | Handverktyg |
Begränsningar och utmaningar
Förlängda produktionscykler
Från min erfarenhet av tillverkningsgolvet:
- Installationstiderna är längre
- Ytterligare kvalitetskontroller behövs
- Flera krav på materialhantering
- Avkylningstid mellan bilderna
Överväganden om kostnader
De ekonomiska konsekvenserna omfattar:
- Högre initial investering i verktyg
- Kostnader för sekundär drift
- Test av materialkompatibilitet
- Ökade åtgärder för kvalitetskontroll
Tekniska utmaningar
Problem med materialbindning
Jag har stött på dessa vanliga problem:
- Dålig vidhäftning mellan material
- Skillnader i termisk expansion
- Problem med kemisk kompatibilitet
- Krav på ytbehandling
Begränsningar i konstruktionen
Viktiga restriktioner inkluderar:
- Begränsningar av materialtjocklek
- Begränsningar för portplacering
- Komplexa geometriska utmaningar
- Överväganden kring verktygskonstruktion
| Utmaning | Påverkan | Strategi för begränsning |
|---|---|---|
| Materialkompatibilitet | Risk för delaminering | Omfattande materialtester |
| Verktygskonstruktion | Högre komplexitet | Avancerad CAD-simulering |
| Kvalitetskontroll | Ökat behov av inspektioner | Automatiserade visionsystem |
| Produktionshastighet | Längre cykeltider | Processoptimering |
Verkliga tillämpningar och fallstudier
Konsumentelektronik
I vårt arbete med stora elektroniktillverkare:
- Soft-touch-knappar på fjärrkontroller
- Vattentäta tätningar för enheter för utomhusbruk
- Stöttåliga höljen för mobiltelefoner
Medicintekniska produkter
Våra projekt inom medicinteknik visar:
- Ergonomiska handtag för kirurgiska verktyg
- Kemikaliebeständiga höljen för utrustning
- Steriliseringskompatibla komponenter
Tillämpningar inom fordonsindustrin
Vanliga användningsområden inom fordonsindustrin är
- Komponenter för invändig klädsel
- Väderbeständiga elektriska kontakter
- Vibrationsdämpande fästen
Bästa praxis för framgångsrik övergjutning
Baserat på min erfarenhet av att leda tusentals projekt:
Val av material
- Grundlig kompatibilitetstestning
- Verifiering av temperaturbeständighet
- Utvärdering av kemisk beständighet
Optimering av design
- Korrekt planering av gateplacering
- Beaktande av väggtjocklek
- Implementering av utkastvinkel
Processtyrning
- Övervakning av temperatur
- Optimering av tryck
- Hantering av cykeltid
Kvalitetssäkring
- Protokoll för visuell inspektion
- Test av bindningsstyrka
- Dimensionell verifiering
Under mina år på PTSMAKE har jag lärt mig att framgångsrik övergjutning kräver en noggrann balans mellan dessa fördelar och begränsningar. Fördelarna kan vara betydande, men noggrann planering och expertis är avgörande för att uppnå optimala resultat. Jag råder alltid våra kunder att noggrant utvärdera sina specifika krav mot dessa faktorer innan de bestämmer sig för en lösning med övergjutning.
Vilka är fördelarna och begränsningarna med 2K-formsprutning?
Har du svårt att bestämma dig för om 2K-formsprutning är rätt för ditt projekt? Efter mer än 15 år i branschen har jag sett både de otroliga fördelarna och de utmanande begränsningarna med den här tekniken.
2K-formsprutning ger snabba produktionscykler och stark materialbindning, men medför höga initiala utrustningskostnader och lämpar sig bäst för högvolymproduktion. Att förstå dessa avvägningar är avgörande för att fatta välgrundade tillverkningsbeslut.

Viktiga fördelar med 2K-sprutgjutning
Baserat på min erfarenhet från PTSMAKE har jag identifierat flera betydande fördelar som gör att 2K-formsprutning sticker ut:
Effektiva produktionscykler
Integrationen av två material i en enda gjutcykel minskar produktionstiden avsevärt. I vår anläggning har vi uppnått detta:
| Traditionell process | 2K gjutningsprocess | Tidsbesparingar |
|---|---|---|
| 45-60 sekunder/del | 25-35 sekunder/del | Upp till 40% |
Överlägsen materialbindning
Till skillnad från traditionella monteringsmetoder skapar 2K-gjutning en molekylär bindning mellan materialen. Detta resulterar i:
- Högre strukturell integritet
- Bättre motståndskraft mot miljöfaktorer
- Minskad risk för komponentseparation
- Förbättrad produktlivslängd
Förbättrad designflexibilitet
Möjligheten att kombinera olika material öppnar upp för nya designmöjligheter:
- Kombinationer av flera färger
- Överdrag med mjuk beröring
- Integrerade tätningar och packningar
- Komplexa geometrier
Begränsningar och utmaningar
Hög initial investering
Min erfarenhet av att hantera produktionslinjer visar att de initiala kostnaderna kan vara betydande:
| Investeringskategori | Ungefärligt kostnadsintervall |
|---|---|
| 2K gjutmaskin | $150.000 - $500.000 |
| Anpassade verktyg | $25.000 - $100.000 |
| Installation och utbildning | $10.000 - $30.000 |
Krav på volym
2K-gjutning blir kostnadseffektivt främst vid högvolymsproduktion:
- Minsta rekommenderade årliga volym: 100.000+ enheter
- Optimalt produktionsintervall: 250.000+ enheter
- Break-even-punkten kräver vanligtvis betydande produktionsserier
Teknisk komplexitet
Under mina 15+ år på PTSMAKE har jag observerat flera tekniska utmaningar:
- Krav på materialkompatibilitet
- Komplexa behov av verktygskonstruktion
- Exakta krav på processtyrning
- Krav på specialiserad utbildning för operatörer
Tillämpningar i den verkliga världen
Fordonsindustrin
Vi har framgångsrikt implementerat 2K-gjutning för:
- Instrumentpanel med soft-touch-ytor
- Flerfärgade indikatorlampor
- Integrerade tätningar i elektriska kontaktdon
- Väderbeständig exteriörbeklädnad
Konsumentelektronik
Vår erfarenhet omfattar:
- Smartphonefodral med gummigrepp
- Komponenter till spelkontroller
- Vattentäta höljen för enheter
- Flerfärgade indikatorlampor
Medicintekniska produkter
Viktiga tillämpningar är bland annat:
- Kirurgiska instrument med ergonomiska grepp
- Höljen för medicintekniska produkter med integrerade tätningar
- Läkemedelstillförselanordningar med flera material
- Komponenter till laboratorieutrustning
Strategier för processoptimering
Baserat på vår erfarenhet av tillverkning rekommenderar jag:
Val av material
- Genomför noggranna tester av materialkompatibilitet
- Beakta krympningshastigheten för båda materialen
- Utvärdering av materialkombinationers kostnadseffektivitet
Verktygskonstruktion
- Implementera korrekta ventilations- och kylkanaler
- Utforma optimala grindplaceringar
- Redogör för materialflödesmönster
Kvalitetskontroll
- Implementera automatiserade inspektionssystem
- Fastställa tydliga kvalitetsparametrar
- Upprätthålla strikt processdokumentation
Kostnadshantering
- Optimera cykeltiderna
- Minimera materialspill
- Implementera förebyggande underhåll
- Utbilda operatörer på ett effektivt sätt
Genom många års arbete med olika kunder på PTSMAKE har jag lärt mig att framgång med 2K-formsprutning kräver att man noga överväger dessa faktorer. Även om tekniken erbjuder anmärkningsvärda fördelar när det gäller produktionseffektivitet och produktkvalitet, är det viktigt att noggrant utvärdera om fördelarna motiverar den initiala investeringen och de löpande driftskraven för din specifika applikation.
Nyckeln är att noggrant analysera dina produktionskrav, materialspecifikationer och långsiktiga tillverkningsstrategi innan du bestämmer dig för 2K-formsprutning. I många fall kan teknikens fördelar ge en betydande konkurrensfördel, men bara när den är korrekt anpassad till dina tillverkningsmål och produktionsvolymer.
Vilka branscher har störst nytta av övergjutning?
Undrar du vilka branscher som verkligen kan maximera potentialen med övergjutning? Efter mer än 15 år inom tillverkningsindustrin har jag sett anmärkningsvärda omvandlingar inom olika sektorer.
Övergjutningstekniken gynnar främst fyra viktiga branscher: medicinteknik, konsumentelektronik, fordonsindustri och handhållna verktyg. Dessa sektorer utnyttjar övergjutning för att förbättra produktfunktionaliteten, förbättra användarupplevelsen och öka hållbarheten samtidigt som kostnadseffektiviteten bibehålls.

Tillämpningar inom medicinsk industri
Enligt min erfarenhet av att arbeta med tillverkare av medicintekniska produkter har övergjutning revolutionerat utformningen av medicinsk utrustning. Medicintekniska produkter kräver exakt grepp, komfort och steriliseringsmöjligheter. Här är några viktiga tillämpningar:
- Kirurgiska instrument med ergonomiska handtag
- Medicinska sprutor med förbättrat grepp
- Tandläkarverktyg med bekväma grepp
- Kapslingar för medicintekniska produkter med tätningsegenskaper
Den medicinska industrin uppskattar övergjutning särskilt eftersom det skapar sömlösa, bakteriebeständiga ytor som är lätta att rengöra och sterilisera.
Konsumentelektronikens påverkan
Inom konsumentelektronikbranschen har man börjat använda övergjutning för både skyddande och estetiska ändamål. Jag har sett otaliga exempel på hur den här tekniken har förbättrat produkternas hållbarhet och användarupplevelsen:
| Produktkategori | Fördelar med övergjutning |
|---|---|
| Fodral för smartphones | Slagtålighet, förbättrat grepp |
| Hörlurar | Komfort, vattentålighet |
| Fjärrkontroller | Hållbarhet, stötdämpning |
| Spelkontroller | Ergonomiskt grepp, svettbeständigt |
Integration av fordonsindustrin
Fordonssektorn är en av de största marknaderna för övergjutning. I mitt samarbete med stora fordonstillverkare har jag observerat dessa kritiska applikationer:
Invändiga komponenter
- Kontroller på instrumentpanelen
- Dörrhandtag
- Element i mittkonsolen
- Grepp för ratten
Externa delar
- Vädertätningar
- Packningar
- Kabelanslutningar
- Trimkomponenter
Revolution för handhållna verktyg
Mitt arbete med verktygstillverkare har visat mig hur övergjutning har förändrat el- och handverktygsindustrin:
Elverktyg
- Borrhandtag med vibrationsdämpning
- Såggrepp med förbättrade säkerhetsfunktioner
- Höljen till slagskruvdragare med förbättrad hållbarhet
- Elektriska skruvmejselhandtag med bättre kontroll
Handverktyg
- Skruvmejselhandtag med ergonomisk design
- Tånggrepp med komfortfunktioner
- Skiftnyckelhandtag med halkfria egenskaper
- Hammargrepp med stötdämpning
Branschöverskridande fördelar
Under mina år på PTSMAKE har jag identifierat flera universella fördelar som övergjutning ger dessa branscher:
Förbättrad funktionalitet
- Bättre grepp och kontroll
- Förbättrade tätningsegenskaper
- Vibrationsdämpning
- Slagtålighet
Estetiska förbättringar
- Anpassade färgalternativ
- Variationer i textur
- Differentiering av varumärken
- Premiumutseende och -känsla
Kostnadseffektivitet
- Färre monteringssteg
- Lägre arbetskostnader
- Minskad produktionstid
- Minimalt avfall
Användarupplevelse
- Förbättrad ergonomi
- Bättre taktil återkoppling
- Förbättrade säkerhetsfunktioner
- Högre komfort
Överväganden om tillverkning
Baserat på vår omfattande erfarenhet med olika kunder har jag funnit att dessa nyckelfaktorer är avgörande för en framgångsrik implementering av övergjutning:
| Övervägande | Påverkan |
|---|---|
| Val av material | Fastställer bindningens styrka och prestanda |
| Optimering av design | Påverkar tillverkningseffektiviteten |
| Kvalitetskontroll | Säkerställer konsekventa resultat |
| Kostnadshantering | Påverkar marknadens konkurrenskraft |
Genom att arbeta med olika branscher har jag lärt mig att framgångsrika applikationer för övergjutning kräver noggrant övervägande av:
- Materialkompatibilitet
- Designkrav
- Produktionsvolym
- Miljöförhållanden
- Regulatorisk efterlevnad
Framgången med övergjutning i dessa branscher visar på dess mångsidighet och effektivitet. Efter att ha övervakat otaliga projekt kan jag med säkerhet säga att övergjutning, när den implementeras på rätt sätt, ger betydande konkurrensfördelar när det gäller produktkvalitet, användarnöjdhet och tillverkningseffektivitet.
Vilka branscher har störst nytta av 2K-sprutgjutning?
Undrar du vilka branscher som leder revolutionen inom 2K-gjutning? Efter mer än 15 år inom tillverkningsindustrin har jag sett anmärkningsvärda omvandlingar inom olika sektorer.
2K-formsprutning har blivit en "game-changer" inom fordons-, konsumentelektronik- och medicinindustrin. Dessa sektorer drar nytta av minskade monteringskostnader, förbättrad produktfunktionalitet och förbättrad produktionseffektivitet genom denna avancerade tillverkningsprocess.

Tillämpningar inom fordonsindustrin
Enligt min erfarenhet av att arbeta med stora fordonstillverkare har 2K-formsprutning revolutionerat tillverkningen av interiörkomponenter. Fordonssektorn drar nytta av:
- Instrumentpanelskomponenter i flera material
- Rattkontroller med mjuk beröring
- Upplysta knappar
- Väderbeständig exteriörbeklädnad
Integrationen av hårda och mjuka material i en och samma process har avsevärt minskat monteringstiden och förbättrat detaljkvaliteten. Till exempel tar ett dörrhandtag med integrerat mjukt greppmaterial nu 40% kortare tid att tillverka jämfört med traditionella metoder.
Utvecklingen inom konsumentelektronik
Elektronikindustrin har anammat 2K-gjutning för:
| Komponenttyp | Fördelar | Vanliga tillämpningar |
|---|---|---|
| Knappsatser | Flerfärgsalternativ, förbättrad taktil känsla | Mobiltelefoner, fjärrkontroller |
| Höljen för enheter | Vattentät tätning, estetiskt tilltalande | Smarta enheter, bärbara produkter |
| Kontrollpaneler | Förbättrad hållbarhet, integrerade displayer | Hushållsapparater, spelkonsoler |
Tillverkning av medicintekniska produkter
Den medicinska sektorn drar särskilt stor nytta av 2K-gjutningens förmåga att skapa:
- Ergonomiska kirurgiska instrument med handtag med mjukt grepp
- Diagnostiska enheter med flera komponenter
- Tätade medicintekniska höljen med integrerade packningar
Jag har sett steriliseringskompatibla material kombineras med bekväma greppytor, vilket minskar tillverkningsstegen samtidigt som produktsäkerheten förbättras.
Innovationer för hushållsapparater
Moderna apparater använder 2K gjutning för:
- Gränssnitt för kontrollpanel
- Förseglade vattentåliga komponenter
- Ergonomiska handtag och grepp
- Dekorativa element med funktionella egenskaper
Produkter för personlig vård
Industrin för personlig vård utnyttjar 2K-gjutning för:
- Tandborsthandtag med greppzoner
- Rakbladiga handtag som kombinerar styv struktur med mjuk beröring
- Kosmetiska förpackningar med flera olika materialegenskaper
Kostnadsfördelar inom olika branscher
Från min erfarenhet av tillverkning har jag observerat dessa viktiga fördelar:
Minskade monteringskostnader
- Eliminering av sekundära verksamheter
- Lägre krav på arbetskraft
- Minskat behov av lagerhantering
Produktionseffektivitet
- Snabbare cykeltider
- Minskad skrotningsfrekvens
- Förbättrad och jämnare kvalitet
Designfrihet
- Integration av flera funktioner
- Förbättrade estetiska alternativ
- Bättre ergonomiska lösningar
Förbättringar av kvalitet och prestanda
Implementeringen av 2K-gjutning har lett till:
| Aspekt | Traditionell gjutning | 2K Gjutning |
|---|---|---|
| Steg för montering | 3-4 steg | 1 steg |
| Cykeltid | 45-60 sekunder | 25-35 sekunder |
| Frekvens av defekter | 2-3% | <1% |
| Materialets bindningsstyrka | Måttlig | Hög |
Miljöpåverkan
2K-formsprutning ger miljöfördelar genom:
- Minskat avfall genom eliminerade monteringssteg
- Lägre energiförbrukning i produktionen
- Minskat transportbehov för komponenter
- Förbättrad produktlivslängd
När jag arbetar med kunder i dessa branscher ser jag konsekvent kostnadsbesparingar på 15-20% jämfört med traditionella tillverkningsmetoder. Möjligheten att kombinera material i en enda process förbättrar inte bara effektiviteten utan möjliggör också innovativa designlösningar som tidigare inte var möjliga.
Under mina år på PTSMAKE har jag bevittnat omvandlingen av tillverkningsprocesser inom dessa sektorer. Införandet av 2K-formsprutning fortsätter att växa i takt med att fler branscher inser fördelarna med att minska kostnaderna, förbättra kvaliteten och möjliggöra innovativa designlösningar.
För företag som överväger 2K-formsprutning är det viktigt att förstå att framgången beror på rätt materialval, verktygskonstruktion och processtyrning. Den initiala investeringen i 2K-teknik kompenseras ofta av långsiktiga besparingar i produktionskostnader och förbättrad produktkvalitet.
Vilka materialkombinationer är möjliga vid övergjutning?
Har du någonsin undrat varför tandborstens handtag känns mjukt medan huvudet förblir styvt? Eller hur det kommer sig att ditt elverktyg har den där perfekta greppytan? Det är övergjutningsmagi i arbete.
Övergjutning möjliggör olika materialkombinationer, främst termoplast-elastomerpar, metall-plastkombinationer och sammansättningar av flera termoplaster. Hur framgångsrikt det blir beror på materialkompatibilitet, ytbehandling och korrekt limningsteknik.

Vanliga materialkombinationer
Baserat på mina mer än 15 års erfarenhet på PTSMAKE har jag arbetat med många materialkombinationer. Här är de vanligaste:
Kombinationer av termoplast och elastomer
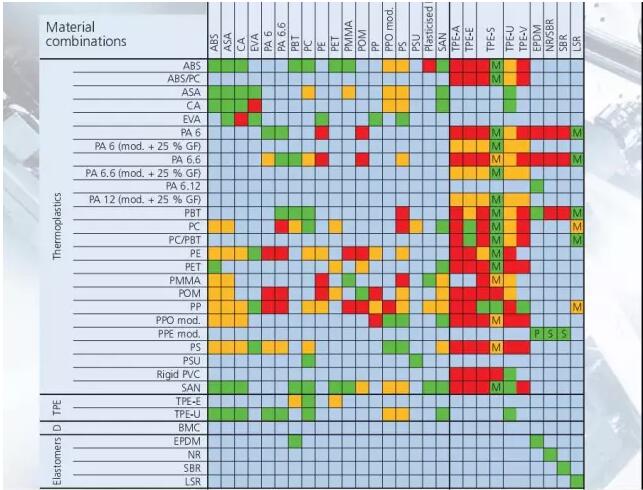
Den mest populära kombinationen vi använder är termoplastiska substrat med termoplastiska elastomerer (TPE). Dessa par erbjuder utmärkta bindningsegenskaper och mångsidighet. Här är en typisk kompatibilitetstabell som vi använder:
| Substratmaterial | Kompatibel TPE | Vanliga tillämpningar |
|---|---|---|
| PP | TPE-S, TPV | Konsumentprodukter, bildelar |
| ABS | TPE-S, TPU | Elektroniska höljen, handtag |
| PC | TPE-U, TPE-E | Medicintekniska produkter, verktyg |
| PA | TPE-E, TPU | Industriella komponenter |
| PBT | TPE-E, TPU | Elektriska anslutningar |
Metall-plast-kombinationer
När man kombinerar metall med plast blir ytbehandlingen avgörande. Jag har sett många projekt misslyckas på grund av dålig ytbehandling. De viktigaste materialen som vi ofta använder inkluderar:
- Aluminium med konstruerade termoplaster
- Rostfritt stål med högpresterande polymerer
- Mässing med specialkvaliteter av nylon
Multitermoplastiska system
Det är här det blir intressant. Vi kan kombinera olika termoplaster för att uppnå specifika egenskaper:
- PC/ABS-kombinationer för förbättrad slagtålighet
- PBT/PET-blandningar för förbättrad kemisk beständighet
- PA/PP-system för kostnadseffektiv styrka
Kritiska faktorer för framgångsrik limning
Materialkompatibilitet
Enligt min erfarenhet är kemisk kompatibilitet grunden för framgångsrik övergjutning. Här är vad vi överväger:
- Likhet i kemisk struktur
- Intervall för smälttemperatur
- Potential för interaktion mellan molekylära kedjor
- Egenskaper för ytenergi
Tekniker för ytpreparering
Jag har lärt mig att korrekt ytbehandling kan vara avgörande för ett övergjutningsprojekt:
| Beredningsmetod | Bäst för | Effektivitet |
|---|---|---|
| Plasmabehandling | Metaller, högpresterande plaster | Utmärkt |
| Corona-behandling | De flesta termoplaster | Mycket bra |
| Kemisk etsning | Metaller, plaster som är svåra att binda | Bra |
| Mekanisk nötning | Metallsubstrat | Måttlig |
Avancerade lösningar för limning
I mitt arbete på PTSMAKE har vi utvecklat flera metoder för att förbättra bindningen:
Primer-applikationer
- Användning av specialprimers för inkompatibla material
- Utveckling av anpassade primerformuleringar
- Applicering av ytspecifika behandlingar
Mekanisk förregling
- Utformning av underskärningar och kanaler
- Skapande av mikrotexturmönster
- Implementering av svanssvansfunktioner
Processparametrar
Baserat på våra tillverkningsdata:- Kontroll av gjutformstemperatur inom ±5°C
- Optimering av insprutningstryck
- Cykeltidsjusteringar för olika materialkombinationer
Felsökning av vanliga problem
Under mina år i branschen har jag stött på olika utmaningar:
Förebyggande av delaminering
För att förhindra separation mellan skikten:
Överväganden om materialval
- Kontrollera kompatibilitetsdiagram
- Verifiera temperaturbeständighet
- Test av kemisk beständighet
Processtyrning
- Övervaka insprutningshastigheterna
- Kontrollera kylhastigheten
- Upprätthåll ett jämnt tryck
Åtgärder för kvalitetskontroll
Vi genomför strikta kvalitetskontroller:
| Testmetod | Parameter Uppmätt | Frekvens |
|---|---|---|
| Dragprov | Bindningsstyrka | Varje parti |
| Tvärsnittsanalys | Gränssnittets kvalitet | Veckovis |
| Miljötestning | Långsiktig hållbarhet | Månadsvis |
| Kemisk beständighet | Materialintegritet | Per projekt |
Genom min erfarenhet har jag funnit att framgångsrik övergjutning kräver en djup förståelse för materialegenskaper och bearbetningsparametrar. På PTSMAKE uppdaterar vi kontinuerligt vår databas med materialkombinationer och bearbetningsparametrar för att säkerställa optimala resultat för våra kunder.
Denna heltäckande metod för materialval och bearbetning har hjälpt oss att uppnå en 98% framgångsgrad i våra övergjutningsprojekt, med minimala fall av bristande bindning eller kvalitetsproblem. Kom ihåg att nyckeln inte bara är att välja kompatibla material, utan också att förstå hur man bearbetar dem på rätt sätt.
Vilka materialkombinationer är möjliga vid 2K-formsprutning?
Efter mer än 15 år inom formsprutning har jag sett otaliga kunder kämpa med att välja rätt materialkombinationer för sina 2K-projekt. Låt mig dela med mig av vad som faktiskt fungerar.
Tvåkomponentsformsprutning (2K) möjliggör specifika materialkombinationer som styva till mjuka plaster eller flerfärgade hårda material. Vanliga kombinationer är ABS med TPE, PC med ABS och olika andra kompatibla termoplaster som skapar starka kemiska bindningar.
Vanliga kompatibla materialkombinationer
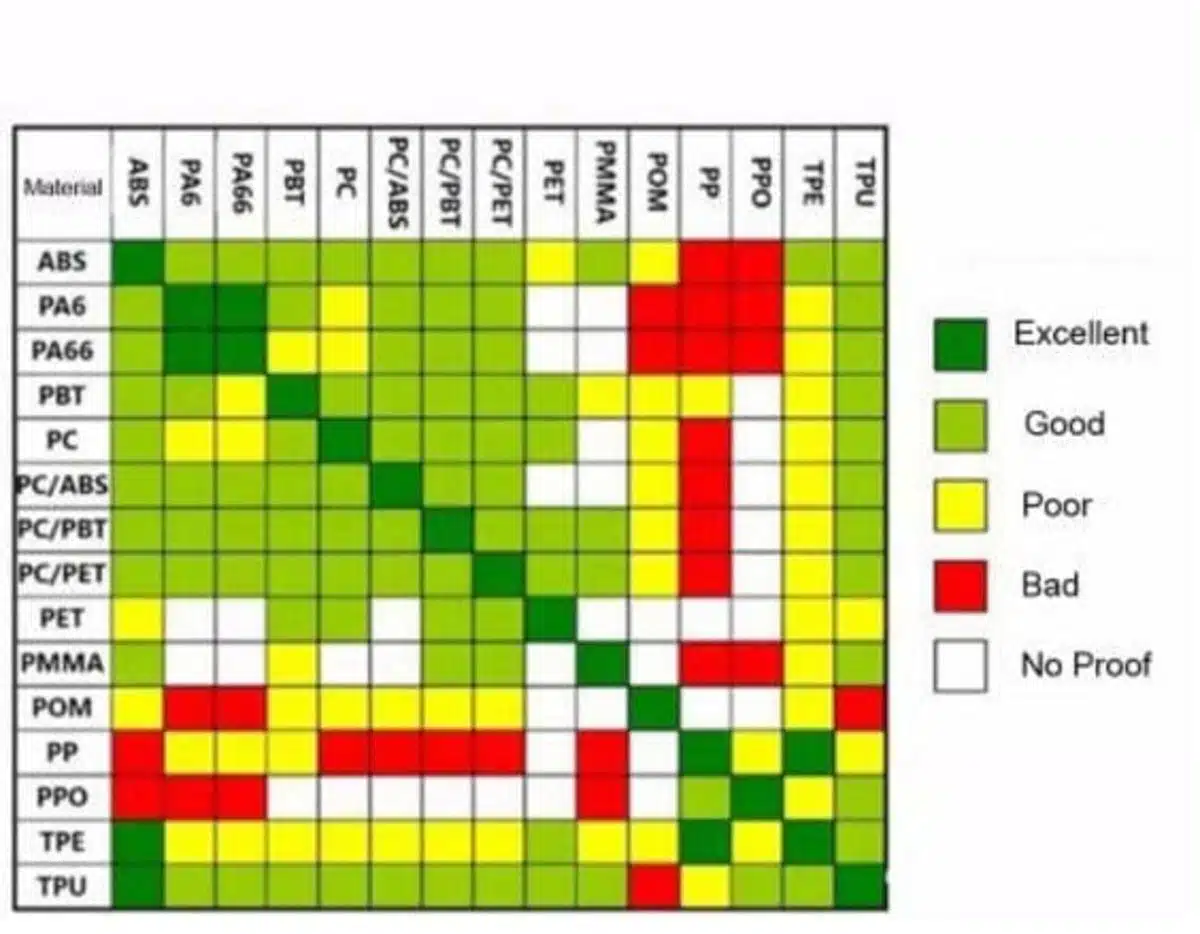
I mitt dagliga arbete på PTSMAKE rekommenderar jag ofta dessa beprövade materialkombinationer till våra kunder:
| Basmaterial | Kompatibelt material för övergjutning | Vanliga tillämpningar |
|---|---|---|
| ABS | TPE/TPU | Grepp för elverktyg, konsumentelektronik |
| PC | ABS | Fordonsdelar, elektronikhöljen |
| PA | TPE/TPU | Mekaniska komponenter, sportutrustning |
| PP | TPE/TPU | Konsumentprodukter, medicintekniska produkter |
| PBT | TPE/TPU | Elektriska kontaktdon, bildelar |
Kombinationer av hårda och hårda material
När jag arbetar med hårda kombinationer har jag funnit dessa parningar särskilt effektiva:
PC/ABS-kombination
- Utmärkta mekaniska egenskaper
- Hög slagtålighet
- God kemisk beständighet
- Vanligt inom fordons- och elektronikindustrin
PA/PBT-kombination
- Överlägsna hållfasthetsegenskaper
- God dimensionsstabilitet
- Förbättrad termisk resistans
- Används ofta i mekaniska komponenter
Kombinationer av mjuka och hårda material
Baserat på min erfarenhet av hundratals projekt ger dessa kombinationer de bästa resultaten:
ABS/TPE-konfiguration
- Stark bindningsstyrka
- Utmärkt ytfinish
- God flexibilitet i den mjuka komponenten
- Perfekt för ergonomiska applikationer
PC/TPU-inställning
- Hög slitstyrka
- Överlägsen slagtålighet
- Utmärkta slitageegenskaper
- Idealisk för utomhusbruk
Överväganden om kemisk bindning
Genom mina många års erfarenhet har jag lärt mig att framgångsrik 2K-gjutning är starkt beroende av korrekt kemisk bindning:
Materialkompatibilitet
- Justering av molekylär struktur
- Liknande smälttemperaturer
- Kompatibla kemiska egenskaper
Parametrar för bearbetning
- Kontroll av smälttemperatur
- Optimering av insprutningstryck
- Hantering av nedkylningstid
Strategier för optimering av design
Här är några viktiga strategier som jag har utvecklat under min karriär:
Gränssnittsdesign
- Maximera kontaktytan
- Skapa mekaniska förreglingar
- Säkerställa korrekt materialflöde
Delgeometri
- Beakta krympningsgrader
- Planera för differentiell värmeutvidgning
- Konstruera lämpliga övergångar för väggtjocklek
Åtgärder för kvalitetskontroll
På PTSMAKE genomför vi dessa viktiga kvalitetskontroller:
Fysiska tester
- Utvärdering av bindningsstyrka
- Test av slagtålighet
- Stresstestning i miljön
Visuell inspektion
- Kvalitet på ytfinish
- Färgkonsistens
- Verifiering av detaljdimension
Branschspecifika applikationer
Olika sektorer kräver specifika materialkombinationer:
Fordonsindustrin
- PC/ABS för inredningskomponenter
- PA/TPE för exteriörbeklädnad
- PBT/TPU för funktionella delar
Konsumentelektronik
- ABS/TPE för handhållna enheter
- PC/ABS för höljen
- PA/TPE för skyddskomponenter
Medicintekniska produkter
- PP/TPE för ergonomiska handtag
- PC/TPU för höljen till utrustning
- PBT/TPE för komponenter till apparater
Genom min omfattande erfarenhet av 2K-formsprutning har jag lärt mig att ett framgångsrikt val av materialkombination kräver noggrant övervägande av:
- Krav på slutanvändare
- Miljöförhållanden
- Begränsningar i tillverkningen
- Överväganden om kostnader
- Regulatorisk efterlevnad
Nyckeln till framgångsrik 2K-formsprutning ligger i att förstå inte bara materialegenskaperna, utan också hur dessa material interagerar under gjutningsprocessen. På PTSMAKE har vi utvecklat en omfattande expertis när det gäller att optimera dessa materialkombinationer för att uppnå bästa möjliga resultat för våra kunders specifika applikationer.
Vilka är de viktigaste designaspekterna för övergjutning?
Under mina mer än 15 år på PTSMAKE har jag sett otaliga övergjutningsprojekt misslyckas på grund av dåliga designöverväganden. Ett projekt nyligen lärde mig att framgång ligger i detaljerna i den inledande designplaneringen.
En framgångsrik design av övergjutningar kräver noggrann uppmärksamhet på dragvinklar, jämn materialtjocklek och krympningshastigheter. Nyckeln är att skapa korrekta mekaniska låsningar och samtidigt säkerställa materialkompatibilitet mellan substratet och övergjutningskomponenterna.
Viktiga dragvinklar och väggtjocklek
Efter att ha arbetat med tusentals övergjutningsprojekt har jag lärt mig att korrekta dragvinklar är avgörande. Jag rekommenderar en minsta dragvinkel på 1-2° för de flesta applikationer, men komplexa geometrier kan kräva upp till 5°. Rätt dragvinkel säkerställer:
- Enkel utmatning av delar från gjutformen
- Minskat slitage på verktyg
- Konsekvent kvalitet på detaljerna
- Lägre produktionskostnader
Likformig väggtjocklek är lika viktigt. Jag råder alltid mina kunder att hålla ett jämnt väggtjockleksförhållande mellan substratet och övergjutningsmaterialet, vanligtvis mellan 1:1 och 1:3.
Materialval och krympningshantering
Här följer en sammanställning av vanliga materialkombinationer och deras krympningshastigheter:
| Substratmaterial | Material för övergjutning | Typisk krympningshastighet | Kompatibilitetsbetyg |
|---|---|---|---|
| ABS | TPE | 0,004-0,006 in/in | Utmärkt |
| PC | TPU | 0,005-0,007 in/in | Mycket bra |
| PP | TPE | 0,015-0,025 in/in | Bra |
| Nylon | TPV | 0,008-0,012 in/in | Måttlig |
| PBT | LSR | 0,002-0,004 in/in | Utmärkt |
Strategier för mekanisk förregling
Enligt min erfarenhet krävs det tre viktiga element för att lyckas med mekanisk förregling:
- Underskärningar - jag utformar vanligtvis dessa på 0,5-1,0 mm djup
- Ytstrukturering - med 0,1-0,3 mm djupa mönster
- Dovetail-funktioner - Med 15-30° vinklar för optimalt grepp
Optimering av kemisk bindning
Materialets vidhäftning är avgörande för hållbarheten. Jag har utvecklat den här processen för optimal vidhäftning:
Ytbehandling
- Plasmabehandling
- Kemiska primers vid behov
- Rena, kontamineringsfria ytor
Parametrar för bearbetning
- Temperaturkontroll inom ±5°C
- Korrekta tryckinställningar
- Optimala cykeltider
Begränsningar för geometrisk design
När jag designar övergjutna delar tar jag alltid hänsyn till dessa geometriska begränsningar:
- Hörnradier - Minst 0,5 mm för invändiga hörn
- Portplacering - Minst 1,5x materialtjockleken från kritiska funktioner
- Placering av skiljeväggen - Bort från kosmetiska ytor
- Ventilationskrav - 0,02-0,03 mm djup för korrekt luftutsläpp
Hänsyn till bearbetningsfönster
Min mångåriga erfarenhet har visat att dessa bearbetningsparametrar är avgörande:
Temperaturreglering
- Temperatur på substratmaterial
- Temperatur för övergjutningsmaterial
- Formtemperatur
Tryckinställningar
- Insprutningstryck
- Håll tryck
- Bakre tryck
Åtgärder för kvalitetskontroll
För att säkerställa en jämn kvalitet genomför jag dessa kontroller:
Visuell inspektion
- Fullständig täckning
- Inga tomrum eller luckor
- Kvalitet på ytfinish
Fysiska tester
- Adhesionsstyrka
- Slagtålighet
- Stresstestning i miljön
Tips för designoptimering
Här är mina beprövade strategier för optimal design:
Analys av materialflöden
- Använda simuleringsprogram
- Identifiera potentiella problem
- Optimera gateplaceringar
Testning av prototyper
- Validera designkoncept
- Test av mekaniska egenskaper
- Verifiera monteringens passform
Produktionsöverväganden
- Åtkomst för verktygsunderhåll
- Optimering av cykeltid
- Kostnadseffektiv tillverkning
För att lyckas med övergjutningsdesignen måste man förstå och genomföra dessa viktiga överväganden. Genom min erfarenhet på PTSMAKE har jag lärt mig att om man uppmärksammar dessa detaljer tidigt i designfasen förhindrar man kostsamma problem under produktionen och säkerställer högkvalitativa, hållbara delar som uppfyller eller överträffar kundernas förväntningar.
Kom ihåg att framgångsrik övergjutning inte bara handlar om att följa designregler - det handlar om att förstå hur dessa element samverkar för att skapa en överlägsen produkt. Genom att noga överväga varje aspekt som jag har beskrivit kommer du att vara väl rustad för att utforma framgångsrika övergjutna komponenter som levererar både funktionalitet och värde.
Vilka är de viktigaste designfrågorna för 2K-formsprutning?
Har du någonsin undrat varför vissa 2K-gjutna produkter misslyckas medan andra lyckas? Efter mer än 15 år inom formsprutning har jag sett hur rätt design kan göra eller förstöra ett projekt.
Tvåkomponentsformsprutning (2K) kräver noggrant övervägande av materialkompatibilitet, detaljgeometri, placering av ingångar och formkonstruktion. För att lyckas måste man förstå dessa kritiska faktorer och implementera rätt designstrategier redan från början.
Överväganden om materialkompatibilitet
Från min erfarenhet av att arbeta med otaliga 2K-projekt på PTSMAKE är materialval grunden för framgångsrik 2K-gjutning. De två materialen måste ha:
- Kompatibla smälttemperaturer
- Liknande krympningsgrader
- Goda vidhäftningsegenskaper
- Kemisk kompatibilitet
Här är en detaljerad kompatibilitetstabell som jag har tagit fram under flera års testning:
| Material 1 | Material 2 | Kompatibilitetsnivå | Vanliga tillämpningar |
|---|---|---|---|
| PC | TPE | Utmärkt | Konsumentelektronik |
| ABS | TPE | Mycket bra | Reservdelar till fordon |
| PA | TPE | Bra | Verktygshandtag |
| PP | TPE | Rättvist | Konsumentvaror |
| POM | TPE | Dålig | Rekommenderas ej |
Riktlinjer för utformning av förreglingsanordningar
När jag utformar sammankopplade funktioner betonar jag alltid dessa viktiga punkter för våra kunder:
- Minsta väggtjockleksförhållande mellan materialen bör vara 1:1,5
- Undvik skarpa hörn i gränssnittsområden
- Konstruera lämpliga mekaniska förreglingar
- Inkludera tillräcklig överlappning mellan materialen
Gateplacering och flödesanalys
Min långa erfarenhet visar att rätt placering av porten är avgörande för att lyckas med 2K-gjutning. Jag rekommenderar..:
Plats för port för primärmaterial:
- Placera grindar i tjocka sektioner
- Bibehålla balanserade flödesvägar
- Tänk på svetslinjernas placering
Överväganden om sekundärt material:
- Säkerställ fullständig fyllning av kaviteter
- Minimera tryckfall
- Ta hänsyn till skillnader i materialviskositet
Strategi för utskjutning av delar
På PTSMAKE har vi utvecklat specifika riktlinjer för framgångsrik utmatning av delar:
Draft vinklar:
- Primärmaterial: minst 1,5°.
- Sekundärt material: minst 2°.
Överväganden om ytstruktur:
- Släta ytor: öka dragvinklarna med 1°.
- Strukturerade ytor: ökar dragvinkeln med 2°.
Optimering av cykeltid
För att uppnå effektiva cykeltider fokuserar jag alltid på:
Temperaturkontroll:
- Optimera kylkanalens layout
- Balansera kylningen mellan olika material
- Övervaka gränssnittets temperatur
Processparametrar:
- Justera insprutningshastigheterna
- Kontrollera hålltrycket
- Optimera kyltiderna
Strategier för kostnadsbesparingar
Baserat på min erfarenhet av att hantera hundratals 2K-projekt finns det här några effektiva sätt att minska kostnaderna:
Optimering av design:
- Minimera materialanvändningen
- Förenkla detaljgeometrin
- Minska cykeltiden
Materialval:
- Välj kostnadseffektiva material
- Överväg användning av återmalet material
- Optimera materialegenskaper
Överväganden om tillverkning
När jag konstruerar för 2K-gjutning tar jag alltid hänsyn till dessa tillverkningsaspekter:
Formkonstruktion:
- Korrekt avluftning
- Effektiva löparsystem
- Balanserad fyllning
Processtyrning:
- Övervakning av temperatur
- Optimering av tryck
- Åtgärder för kvalitetskontroll
Under mina mer än 15 år på PTSMAKE har jag insett att framgångsrik 2K-formsprutning kräver en helhetssyn. Varje aspekt - från materialval till tillverkningsöverväganden - spelar en avgörande roll för att uppnå högkvalitativa delar. Nyckeln är att ta itu med dessa designöverväganden tidigt i utvecklingsprocessen.
Validering av konstruktionen genom simulering och prototyptillverkning är mycket viktigt. Vi rekommenderar alltid att man genomför flödesanalyser och testar olika materialkombinationer före full produktion. Detta tillvägagångssätt har hjälpt oss att uppnå en jämn kvalitet samtidigt som vi har minimerat kostnaderna för våra kunder.
Kom ihåg att 2K-formsprutning är en komplex process som kräver expertis och uppmärksamhet på detaljer. Genom att följa dessa designöverväganden och arbeta med erfarna tillverkare kan du maximera chanserna för att projektet ska lyckas och uppnå optimala resultat.
Vilken process är bäst för ditt projekt?
Har du svårt att välja mellan övergjutning och 2K-gjutning för ditt nästa projekt? Efter mer än 15 år inom tillverkningsindustrin har jag hjälpt otaliga kunder att fatta detta viktiga beslut.
Både övergjutning och 2K-formsprutning erbjuder unika fördelar, men ditt val bör bero på specifika faktorer som produktionsvolym, detaljkomplexitet, materialkompatibilitet och budget. Låt mig hjälpa dig att fatta rätt beslut.
Överväganden om produktionsvolym
Enligt min erfarenhet av att arbeta med olika kunder på PTSMAKE är produktionsvolymen ofta den första faktorn att tänka på. Här är hur de båda processerna jämförs:
| Produktionsvolym | Övergjutning | 2K Formsprutning |
|---|---|---|
| Låg volym (<10.000 enheter) | Mer kostnadseffektivt | Högre initiala kostnader |
| Medelstor volym (10.000-100.000) | Måttlig effektivitet | God effektivitet |
| Hög volym (>100.000) | Arbetsintensiv | Mest kostnadseffektiva |
Analys av delkomplexitet
När det gäller komponenternas komplexitet har jag observerat några tydliga skillnader mellan dessa processer:
| Faktor för komplexitet | Övergjutning | 2K Formsprutning |
|---|---|---|
| Geometrisk komplexitet | Begränsad av manuell hantering | Mycket komplex möjlig |
| Materialkombinationer | Brett intervall möjligt | Begränsad till kompatibla material |
| Ytdetaljer | Utmärkt | Mycket bra |
| Interna funktioner | Begränsad | Avancerade funktioner |
Materialkrav och kompatibilitet
Baserat på mina mer än 15 års erfarenhet av tillverkning spelar materialval en avgörande roll:
| Materiell aspekt | Övergjutning | 2K Formsprutning |
|---|---|---|
| Materialområde | Bredare urval | Begränsad till kompatibla par |
| Bindningsstyrka | Variabel | Utmärkt |
| Kemisk beständighet | Beror på material | Generellt bättre |
| Temperaturbeständighet | Bra | Utmärkt |
Uppdelning av kostnadsstruktur
Låt mig berätta vad jag har lärt mig om de finansiella aspekterna av båda processerna:
| Kostnadsfaktor | Övergjutning | 2K Formsprutning |
|---|---|---|
| Initial verktygsuppsättning | Lägre | Högre |
| Kostnad per del | Högre | Lägre |
| Kostnader för arbetskraft | Högre | Lägre |
| Material Avfall | Måttlig | Minimal |
Produktionstid och effektivitet
Under min tid på PTSMAKE har jag märkt betydande skillnader i produktionseffektivitet:
| Tidsfaktor | Övergjutning | 2K Formsprutning |
|---|---|---|
| Cykeltid | Längre | Kortare |
| Inställningstid | Kortare | Längre |
| Omställningstid | Måttlig | Längre |
| Övergripande effektivitet | Måttlig | Hög |
Kvalitet och konsekvens
Kvalitetskontroll är avgörande, och det här är vad jag har observerat:
| Kvalitetsfaktor | Övergjutning | 2K Formsprutning |
|---|---|---|
| Delkonsistens | Bra | Utmärkt |
| Frekvens av defekter | Högre | Lägre |
| Bindningsstyrka | Variabel | Konsekvent |
| Ytfinish | Utmärkt | Mycket bra |
Flexibilitet i designen
Från min erfarenhet av att arbeta med olika projekt:
| Designfaktor | Övergjutning | 2K Formsprutning |
|---|---|---|
| Designförändringar | Mer flexibel | Mindre flexibel |
| Materialkombinationer | Fler alternativ | Begränsade alternativ |
| Geometri Frihet | Måttlig | Hög |
| Alternativ för prototyper | Bättre | Begränsad |
Miljöpåverkan
Hållbarhet blir allt viktigare:
| Miljöfaktor | Övergjutning | 2K Formsprutning |
|---|---|---|
| Material Avfall | Mer om | Mindre |
| Energiförbrukning | Högre | Lägre |
| Återvinningsbarhet | Variabel | Bättre |
| Processutsläpp | Högre | Lägre |
Fatta ditt beslut
Baserat på min omfattande erfarenhet följer här en förenklad beslutsram:
Välj Overmolding när:
- Du behöver maximal flexibilitet när det gäller materialkombinationer
- Din produktionsvolym är lägre
- Du behöver ofta göra ändringar i designen
- Budgeten för de första verktygen är begränsad
Välj 2K Formsprutning när:
- Du har höga produktionsvolymer
- Beständighet är avgörande
- Du behöver kortare cykeltider
- Långsiktig kostnadseffektivitet är prioriterat
Jag hjälpte nyligen en kund att välja mellan dessa processer för sin medicintekniska komponent. De lutade sig ursprungligen mot övergjutning på grund av lägre initiala kostnader. Men efter att ha analyserat deras årliga produktionsvolym på 500 000 enheter kom vi fram till att 2K-formsprutning skulle minska deras styckkostnad med 40% och förbättra enhetligheten, vilket gjorde det till det bättre valet trots högre initiala verktygskostnader.
Kom ihåg att det inte finns någon lösning som passar alla. På PTSMAKE utvärderar vi varje projekt individuellt och tar hänsyn till alla dessa faktorer för att rekommendera den mest lämpliga processen för våra kunders specifika behov.
Framtida trender inom övergjutning och 2K-formsprutning?
Som tillverkningsexpert med mer än 15 år inom formsprutning har jag sett dramatiska förändringar. Men det som kommer härnäst kommer att revolutionera hur vi tänker kring övergjutning och 2K-gjutningsprocesser.
Framtiden för övergjutning och 2K-formsprutning går mot smart tillverkning, med integrerade sensorer, hållbara material och AI-driven processoptimering. Dessa framsteg kommer att möjliggöra snabbare produktionstider och mer komplexa konstruktioner samtidigt som miljöpåverkan minskar.

Hållbar materialinnovation
Enligt min erfarenhet på PTSMAKE förändras materialinnovationen snabbt. Vi ser nya utvecklingar som var otänkbara för bara några år sedan:
- Biobaserade polymerer från förnybara källor
- Återvunna material med förbättrade egenskaper
- Självläkande polymerer för längre produktlivslängd
- Smarta material som reagerar på miljöförändringar
Vårt team har framgångsrikt testat flera nya hållbara material, som visar lovande resultat både vad gäller prestanda och miljöpåverkan.
Integration av smart tillverkning
Integrationen av smart teknik förändrar traditionella gjutningsprocesser:
| Teknik | Aktuell ansökan | Framtida potential |
|---|---|---|
| IoT-sensorer | Övervakning av processer | Förutseende underhåll |
| AI-system | Kvalitetskontroll | Autonom drift |
| Digitala tvillingar | Optimering av design | Justeringar i realtid |
| Molnbaserad databehandling | Insamling av data | Komplett processautomation |
Avancerad utveckling av formkonstruktion
Modern formgivning blir allt mer sofistikerad:
- Konforma kylkanaler
- Topologioptimerade strukturer
- 3D-printade gjutformsinsatser
- Dynamiska ventilationssystem
Jag har personligen övervakat projekt där dessa framsteg har minskat cykeltiderna med 35% samtidigt som kvaliteten på detaljerna har förbättrats.
Implementering av Industri 4.0
Integreringen av Industri 4.0-principerna förändrar vårt arbetssätt:
- Processövervakning i realtid
- Automatiserade system för kvalitetskontroll
- Digital arbetsflödeshantering
- Scheman för förebyggande underhåll
Lösningar för hybridtillverkning
På PTSMAKE utforskar vi kombinationer av traditionell och ny teknik:
- Additiv + formsprutning
- Lösningar för montering i gjutform
- Kombinationer av flera material
- Automatiserad efterbearbetning
Förbättrade designmöjligheter
Nya designmöjligheter håller på att växa fram:
- Komplexa geometrier
- Integrerad elektronik
- Variabla materialegenskaper
- Gjutning av mikrodetaljer
Miljövänliga processinnovationer
Hållbarhet blir allt viktigare för gjuteriverksamheten:
- Energieffektiva system
- Materialåtervinning i slutet kretslopp
- Metoder för vattenbesparing
- Strategier för att minska avfallsmängden
Förra året minskade vår anläggning energiförbrukningen med 25% genom dessa innovationer.
Optimering av produktionshastigheten
Flera faktorer driver på den ökade produktionshastigheten:
| Faktor | Påverkan | Tidslinje för genomförande |
|---|---|---|
| AI-driven cykeloptimering | 30% snabbare | 1-2 år |
| Avancerade kylsystem | 40% reducering | 6-12 månader |
| Automatiserad detaljhantering | 50% effektivitetsökning | 3-6 månader |
| Smart styrning av materialflödet | 20% förbättring | 1 år |
Utveckling av kvalitetskontroll
Modern kvalitetskontroll utvecklas med:
- Sensorer i gjutformen
- System för datorseende
- AI-baserad defektdetektering
- Processjustering i realtid
Förbättrad kostnadseffektivitet
Ny teknik gör produktionen mer kostnadseffektiv:
- Minskat materialspill
- Lägre energiförbrukning
- Minskade arbetskostnader
- Minimala kvalitetsproblem
Vi har sett att ROI-perioderna har krympt från 24 månader till bara 12 månader med dessa förbättringar.
Branschspecifika anpassningar
Olika sektorer driver fram unika innovationer:
- Medicinsk: Integration av renrum
- Fordon: Lättviktslösningar
- Elektronik: EMI-skärmning
- Flyg- och rymdindustrin: Högpresterande material
Efter att ha arbetat med olika branscher har jag märkt att varje sektor driver tekniken i olika riktningar, vilket skapar ett rikt ekosystem av innovationer.
Dessa trender representerar mina observationer från mer än 15 år i branschen och vårt pågående arbete på PTSMAKE. Framtiden för övergjutning och 2K-formsprutning är ljus, med kontinuerliga förbättringar av effektivitet, hållbarhet och kapacitet. Nyckeln till framgång kommer att vara att vara anpassningsbar och anamma dessa nya tekniker samtidigt som man behåller fokus på kvalitet och kundbehov.
Jag tror att nästa årtionde kommer att innebära ännu mer dramatiska förändringar, och de företag som förbereder sig nu kommer att vara bäst positionerade för att dra nytta av dessa framsteg. På PTSMAKE implementerar vi redan många av dessa innovationer och ser till att vi håller oss i framkant när det gäller tillverkningsteknik.






