

## Vilket är bäst, PP eller PE?
Att välja mellan PP och PE för tillverkningsprojekt får ofta ingenjörer och inköpschefer att klia sig i huvudet. Fel materialval kan leda till att delar går sönder i förtid, oväntade tillverkningsutmaningar eller budgetöverskridanden. Jag har sett många kunder kämpa med det här beslutet och ofta välja material baserat på enbart pris snarare än prestandakrav.
Svaret på frågan om PP eller PE är bäst beror helt och hållet på dina specifika applikationskrav. PP erbjuder högre värmebeständighet och styvhet, vilket gör det idealiskt för strukturella komponenter, medan PE ger överlägsen kemisk beständighet och flexibilitet, perfekt för behållare och vätskehanteringsapplikationer.
Jag arbetar dagligen med båda materialen på PTSMAKE och förstår hur viktigt det här beslutet är för att ditt projekt ska bli framgångsrikt. Varje polymer har distinkta egenskaper som gör den till det perfekta valet för vissa applikationer men helt fel för andra. Låt mig gå igenom de viktigaste skillnaderna som hjälper dig att göra rätt val för dina specifika behov.
Kan polyeten bearbetas?
Har du någonsin kämpat med att ta reda på om polyeten kan bearbetas effektivt för ditt kritiska ingenjörsprojekt? Osäkerheten kan vara förlamande när deadlines närmar sig och du behöver tillförlitliga delar som uppfyller exakta specifikationer, särskilt när du arbetar med denna populära men ibland utmanande plast.
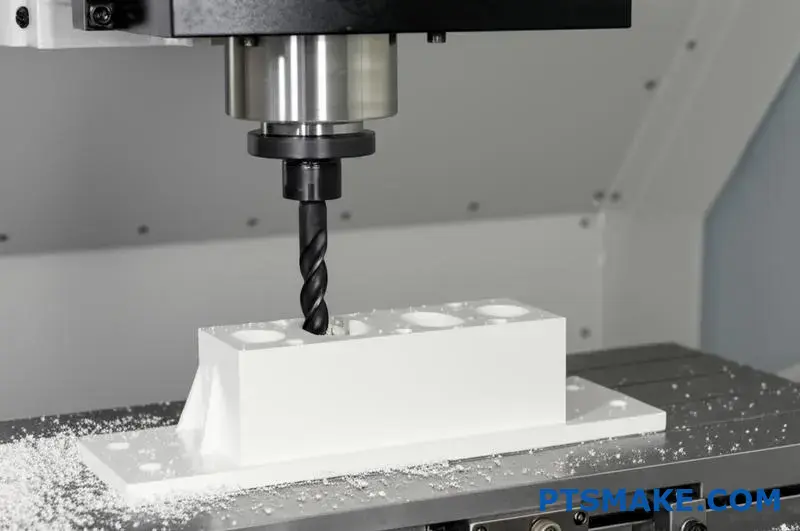
Ja, polyeten kan definitivt bearbetas med standard CNC-utrustning. Även om det innebär unika utmaningar på grund av dess låga smältpunkt och flexibla natur, kan PE med rätt teknik, inklusive skarpa verktyg, lämpliga hastigheter, tillräcklig kylning och säker arbetshållning, bearbetas exakt till högkvalitativa delar för många applikationer.
Förståelse för polyetenens bearbetbarhet
Polyeten (PE) är en av de mest använda plasterna inom tillverkningsindustrin, och det av goda skäl. Dess mångsidighet, kemiska beständighet och kostnadseffektivitet gör den idealisk för otaliga tillämpningar. Men när det gäller bearbetning av detta material är många ingenjörer osäkra på om PE kan bearbetas effektivt med traditionella bearbetningsmetoder.
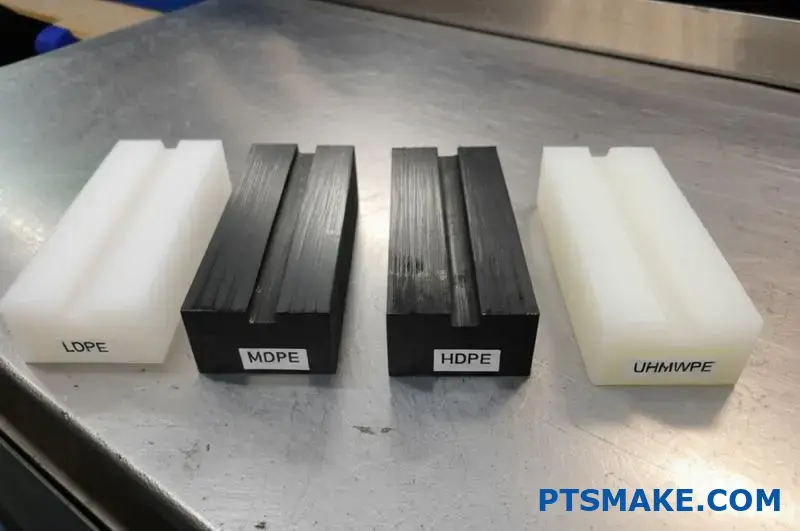
PE finns i flera olika varianter, var och en med olika egenskaper som påverkar bearbetbarheten. De vanligaste typerna är bl.a:
Olika typer av polyeten och deras bearbetbarhet
| PE-typ | Täthet | Bearbetbarhet | Bästa applikationer |
|---|---|---|---|
| LDPE (låg densitet) | 0,91-0,94 g/cm³ | Utmanande - Mycket flexibel | Livsmedelsförpackningar, klämflaskor |
| HDPE (hög densitet) | 0,94-0,97 g/cm³ | Bra - mer styv | Behållare, rör, skärbrädor |
| UHMWPE (ultrahög molekylvikt) | 0,93-0,94 g/cm³ | Utmärkt - Överlägsen slitstyrka | Lager, kugghjul, medicinska implantat |
| MDPE (medelhög densitet) | 0,93-0,94 g/cm³ | Måttlig | Gasrör, förpackningsfilmer |
Densiteten korrelerar direkt med bearbetbarheten - i allmänhet är det så att ju högre densitet, desto bättre bearbetas materialet. UHMWPE, trots sin liknande densitet som MDPE, erbjuder exceptionell bearbetbarhet tack vare sin unika molekylstruktur som skapar en optimal balans mellan styvhet och molekylär sammanhållning1.

Utmaningar vid bearbetning av polyeten
PE kan visserligen bearbetas, men det innebär några särskilda utmaningar:
- Termisk känslighet - PE har en relativt låg smältpunkt (105-135°C beroende på typ), vilket gör att den lätt smälter vid maskinbearbetning
- Flexibilitet - Materialets flexibilitet kan orsaka böjning under kapning, vilket minskar precisionen
- Överväganden vid val av verktyg - Standardverktyg för metallbearbetning fungerar ofta inte optimalt med PE
- Dimensionell stabilitet - PE kan expandera eller dra ihop sig med temperaturförändringar under bearbetning
Under mina mer än 15 år på PTSMAKE har jag märkt att det vanligaste problemet som kunderna ställs inför är materialdeformation under bearbetning. PE:s flexibilitet innebär att det kan böjas bort från skärverktygen, vilket leder till felaktiga dimensioner och dålig ytfinish. Detta är särskilt problematiskt med tunnväggiga delar eller när man använder slöa verktyg.
Bästa praxis för bearbetning av polyeten
För att framgångsrikt bearbeta polyeten bör du beakta dessa viktiga tekniker:
Rekommendationer för verktyg
Vassa skärverktyg är absolut nödvändiga. Slöa verktyg alstrar överskottsvärme och kan få materialet att smälta i stället för att skära rent. Enkelskär fungerar bra för många PE-bearbetningsoperationer eftersom de ger effektiv spånevakuering.
Överväganden om hastighet och matning
Till skillnad från metaller bearbetas PE i allmänhet bättre vid högre hastigheter och lägre matningar:
- Spindelhastigheter: 3.000-10.000 varv/min (beroende på verktygets diameter)
- Matningshastigheter: 0,1-0,3 mm per tand
- Djupet på skäret: Lättare snitt ger ofta bättre resultat
Strategier för kylning
Effektiv kylning är avgörande vid bearbetning av polyeten. Bland tillvalen ingår:
- Kylning med tryckluft
- System för kylning av dimma
- Kylvätska för översvämning (vattenbaserad)
På PTSMAKE har vi kommit fram till att tryckluft som riktas mot skärzonen fungerar utmärkt för de flesta PE-bearbetningar, eftersom den effektivt förhindrar värmeutveckling utan att tillföra föroreningar.

Lösningar för uppspänning
Att säkra PE-arbetsstycken på rätt sätt är kanske den mest utmanande aspekten vid bearbetning av detta material. Effektiva strategier inkluderar:
- Vakuumbord
- Dubbelhäftande tejp för tunna ark
- Anpassade fixturer som ger maximalt stöd
- Flera lätta klämmor snarare än få starka
Tillämpningar av bearbetade polyetendelar
Framgångsrikt bearbetade PE-komponenter används inom många olika branscher:
- Medicinsk: Specialanpassade implantat, laboratorieutrustning, protetiska komponenter
- Livsmedelsförädling: Skärbrädor, komponenter till transportörer, lock till behållare
- Kemisk bearbetning: Ventilkomponenter, pumpdelar, specialanpassade beslag
- Marin: Bussningar, slitkuddar, kundanpassade komponenter för marin utrustning
- Förpackning: Kundanpassade komponenter för förpackningsutrustning, specialbehållare
Med rätt teknik kan PE-bearbetning uppnå toleranser på ±0,1 mm i de flesta applikationer, med ännu snävare toleranser möjliga för specifika krav. Detta gör den lämplig för precisionstillämpningar där andra tillverkningsmetoder kan komma till korta.
Är polyeten lätt att bearbeta?
Har du någonsin funderat på om polyeten verkligen är lämpligt för ditt precisionsbearbetningsprojekt? Frustrationen kan öka när du står inför snäva tidsfrister och osäkra materialbeteenden hotar att spåra ur ditt produktionsschema eller äventyra detaljkvaliteten.
Polyeten kan bearbetas framgångsrikt, även om det innebär unika utmaningar. Den låga smältpunkten, flexibiliteten och deformationsbenägenheten kräver särskilda tekniker. Med rätt skärparametrar, tillräcklig kylning, skarpa verktyg och säkra arbetshållningsmetoder kan PE bearbetas med precision till högkvalitativa komponenter för olika tillämpningar.

Polyetenens natur och dess bearbetningsegenskaper
Polyeten (PE) är en av de mest använda termoplasterna i världen och uppskattas för sin utmärkta kemiska resistens, elektriska isoleringsegenskaper, seghet och relativt låga kostnad. När det gäller bearbetning av detta mångsidiga material är det viktigt att förstå dess fysikaliska egenskaper för att få ett lyckat resultat.
PE finns i flera former, var och en med olika egenskaper som påverkar bearbetbarheten:
Olika typer av polyeten och deras bearbetningsegenskaper
| Typ | Densitet (g/cm³) | Svårighet vid maskinbearbetning | Viktiga egenskaper |
|---|---|---|---|
| LDPE (låg densitet) | 0.91-0.94 | Måttlig-Hög | Mycket flexibel, mjuk, tenderar att deformeras |
| HDPE (hög densitet) | 0.94-0.97 | Måttlig | Styvare, bättre dimensionell stabilitet |
| UHMWPE (ultrahög molekylvikt) | 0.93-0.94 | Måttlig-Låg | Utmärkt slitstyrka, självsmörjande |
| MDPE (medelhög densitet) | 0.93-0.94 | Måttlig | Balanserade egenskaper mellan LDPE och HDPE |
PE:s molekylstruktur har stor betydelse för dess bearbetbarhet. Högdensitetsvarianter som HDPE bearbetas vanligtvis bättre än versioner med lägre densitet eftersom de erbjuder mer styvhet under skärning. UHMWPE har exceptionell slitstyrka och självsmörjande egenskaper som faktiskt kan göra det lättare att bearbeta i vissa applikationer, trots dess extremt långa polymerkedjor.

Vanliga utmaningar vid bearbetning av polyeten
Under mina år på PTSMAKE har jag identifierat flera återkommande utmaningar vid bearbetning av polyeten:
1. Termisk känslighet
PE har en relativt låg smältpunkt (typiskt 110-135°C beroende på typ). Under bearbetningen genererar friktionen mellan skärverktyget och materialet värme som lätt kan leda till:
- Smältning vid skärgränssnittet
- Material som fastnar på verktyg
- Dålig ytfinish
- Felaktig dimensionering
2. Materialets flexibilitet och deformation
PE:s inneboende flexibilitet, särskilt i LDPE-varianter, skapar flera bearbetningssvårigheter:
- Arbetsstyckets avböjning under kapning
- Vibrationer under bearbetningsoperationer
- Svårigheter att hålla snäva toleranser
- Oförutsägbar spånbildning
3. Frågor om val av verktyg
Vanliga skärverktyg för metallbearbetning fungerar ofta inte optimalt med PE. Materialets egenskaper kräver särskilda hänsynstaganden:
- Verktygsgeometrin måste anpassas till materialets elasticitet
- Verktygets skärpa är avgörande för att förhindra tryckning/deformering snarare än skärning
- Verktygsmaterial påverkar värmeutveckling och värmeavledning
4. Utmaningar för arbetshållare
Att säkra PE-arbetsstycken på ett lämpligt sätt innebär unika svårigheter:
- Traditionella fastspänningsmetoder kan deformera materialet
- PE:s glatta yta minskar friktionen vid fasthållning av arbetsstycken
- Termisk expansion under bearbetningen kan ändra spännkrafterna

Bästa metoderna för framgångsrik PE-bearbetning
Trots dessa utmaningar kan polyeten bearbetas ganska effektivt när man följer dessa bästa metoder:
Val av skärverktyg och geometri
Rätt verktyg gör hela skillnaden vid bearbetning av PE:
- Använd vassa, polerade skäreggar för att minimera friktionen
- Välj verktyg med positiva skärvinklar (10-20°) för att främja ren skärning
- Överväg enkelslipade pinnfräsar för bättre spånevakuering
- Vid borrning ger modifierade borrspetsar (90-110°) bättre resultat än standardspetsar på 118°.
Bearbetningsparametrar
Optimering av varvtal och matningar är avgörande för PE-bearbetning:
- Högre skärhastigheter (typiskt 500-1000 sfm) hjälper till att förhindra smältning genom att minska skärtiden
- Lätta spånbelastningar (0,005-0,015 tum per tand) minimerar nedböjningen
- Flera lätta passeringar ger ofta bättre resultat än tunga skärningar
- Kontinuerlig kapning är att föredra framför avbruten kapning när så är möjligt
Strategier för kylning
Effektiv kylning är kanske den viktigaste faktorn för framgångsrik PE-bearbetning:
- Tryckluftskylning fungerar bra och håller materialet rent
- Undvik vattenbaserade kylvätskor när så är möjligt eftersom PE är hydrofobt
- För högprecisionsarbete kan kryogen kylning vara särskilt effektiv
- Tillåt tillräcklig kyltid mellan operationer på samma område
Lösningar för uppspänning
På PTSMAKE har vi utvecklat flera effektiva metoder för att säkra PE-arbetsstycken:
- Vakuumfixturer fungerar exceptionellt bra för plåtmaterial
- Specialdesignade armaturer som maximerar stödytan
- Dubbelhäftande tejp för tunna snitt (med lämpliga lossningsmetoder)
- Vid användning av mekaniska klämmor, fördela trycket jämnt med större kontaktytor

Jämförelse mellan PE-bearbetning och andra tillverkningsmetoder
När det gäller PE-delar konkurrerar maskinbearbetning med andra tillverkningsmetoder som formsprutning och extrudering. Här är hur de jämför:
| Tillverkningsmetod | Bäst för | Begränsningar | Kostnadseffektivitet |
|---|---|---|---|
| CNC-bearbetning | Prototyper, lågvolymsproduktion, komplex geometri, snäva toleranser | Högre enhetskostnad för stora volymer, materialspill | Kostnadseffektivt för < 500 enheter |
| Formsprutning | Högvolymproduktion, konsekventa delar | Höga verktygskostnader, konstruktionsbegränsningar, längre ledtider | Kostnadseffektivt för > 1.000 enheter |
| Extrudering | Kontinuerliga profiler, rör, plåtar | Begränsad till profiler med konstant tvärsnitt | Kostnadseffektivt för enkla detaljer med hög volym |
För många applikationer som kräver anpassade former eller där verktygskostnaderna inte kan motiveras är bearbetning av PE ofta den mest praktiska tillverkningslösningen. Med modern CNC-utrustning och rätt teknik är PE-detaljer med toleranser så snäva som ±0,1 mm lätt uppnåeliga för de flesta geometriska konfigurationer2.
Alternativ för ytbehandling och efterbearbetning
När PE-detaljerna har bearbetats kan de få olika efterbehandlingsalternativ:
- Flampolering för förbättrad klarhet och jämnhet
- Mekanisk polering för exakt dimensionering
- Pärlblästring för matt finish
- Värmebehandling för att minska inre spänningar
- Glödgning för förbättrad dimensionsstabilitet
Varje ytbehandlingsmetod påverkar PE-delens slutliga egenskaper, inklusive kemisk beständighet, ytenergi och dimensionsstabilitet över tid.
Vad används polyetenmaterial till?
Har du någonsin undrat varför polyeten förekommer i praktiskt taget alla aspekter av det moderna livet, från dina köksbehållare till kritiska industrikomponenter? Det överväldigande utbudet av applikationer kan göra ingenjörer och produktdesigners förvirrade över om denna mångsidiga plast verkligen är rätt val för deras specifika behov.
Polyeten används för ett otroligt brett spektrum av applikationer tack vare sin mångsidighet. Från förpackningar (påsar, flaskor, behållare) till byggmaterial (rör, isolering), bilkomponenter, medicintekniska produkter, leksaker och konsumentvaror - PE:s kombination av kemisk beständighet, hållbarhet, flexibilitet och kostnadseffektivitet gör det till världens mest använda plast.

Polyetenens mångsidighet inom olika branscher
Polyetenens anmärkningsvärda anpassningsförmåga har gjort den oumbärlig i otaliga tillämpningar. Dess unika kombination av egenskaper - inklusive kemisk resistens, fuktbarriär, elektrisk isolering och slaghållfasthet - gör att den effektivt kan lösa olika tillverkningsutmaningar.
Förpackningsapplikationer
Förpackningsindustrin förbrukar den största delen av polyetenproduktionen i världen. Från livsmedelsförpackningar till fraktmaterial erbjuder PE skydd, konservering och bekvämlighet:
- Förvaringsbehållare för livsmedel: PE:s livsmedelssäkra egenskaper gör det idealiskt för allt från mjölkkannor till smörgåspåsar
- Skyddande förpackning: Bubbelplast, skumplast och luftkuddar skyddar ömtåliga föremål under transport
- Krymp- och sträckfilm: Säkrar pallar och buntar ihop artiklar
- Flaskor och behållare: Både styva (HDPE) och klämbara (LDPE) alternativ
Jag har arbetat med många livsmedelsförpackningsföretag på PTSMAKE för att utveckla anpassade PE-komponenter som förlänger hållbarheten samtidigt som livsmedelssäkerhetsstandarderna upprätthålls. Materialets mångsidighet inom denna sektor är oöverträffad, oavsett om det gäller styva behållare eller flexibla filmer.

Bygg- och anläggningsmaterial
Byggbranschen förlitar sig i hög grad på polyeten för dess hållbarhet och väderbeständighet:
| Tillämpning | PE-typ | Viktiga fördelar |
|---|---|---|
| Vatten- och gasledningar | HDPE, MDPE | Kemikalieresistens, flexibilitet, lång livslängd |
| Ångspärrar | LDPE | Fuktbeständighet, hållbarhet |
| Geomembran | HDPE | Kemisk stabilitet, UV-beständighet |
| Isolering | LDPE-skum | Termisk effektivitet, fuktbeständighet |
HDPE-rör har revolutionerat allmännyttiga underjordiska anläggningar genom att erbjuda överlägsen korrosionsbeständighet jämfört med traditionella metallrör. Deras flexibilitet möjliggör också dikeslösa installationsmetoder, vilket avsevärt minskar installationskostnaderna och miljöförstöringen.
Fordon och transport
Fordonsindustrin värdesätter polyeten för dess lätta vikt och slagtålighet:
- Bränsletankar: Bränsletankar av HDPE är lätta, korrosionsbeständiga och kan gjutas till komplexa former
- Isolering av elektriska ledningar: PE ger utmärkta elektriska isoleringsegenskaper
- Invändiga komponenter: Instrumentbrädor, dörrpaneler och konsoldelar innehåller ofta PE
- Skydd för underredet: Skyddar kritiska komponenter från vägskräp och miljöfaktorer
Moderna fordon innehåller i genomsnitt 150-200 kg plast, varav polyeten utgör en betydande del. Dess bidrag till minskad fordonsvikt ger direkt förbättrad bränsleekonomi och minskade utsläpp.
Tillämpningar inom medicin och hälsovård
Polyetylens biokompatibilitet gör den viktig inom sjukvården:
- Implantat: UHMWPE används för ledproteser på grund av sin exceptionella slitstyrka
- Förpackningar för medicintekniska produkter: Upprätthåller sterilitet och ger skydd
- Medicinska artiklar för engångsbruk: Handskar, sprutor, droppåsar och slangar
- Behållare för läkemedel: Motståndskraftig mot kemikalier och fukt

Den Biokompatibilitet3 av vissa PE-kvaliteter, särskilt UHMWPE, har gjort dem oumbärliga i ortopediska tillämpningar. Höft- och knäproteser i detta material kan fungera i 15-20 år under rätt förhållanden, vilket ger patienter över hela världen en rörlighet som förändrar deras liv.
Konsumentvaror och leksaker
PE erbjuder säkerhet och hållbarhet för allt från hushållsartiklar till barnleksaker:
- Leksaker: Giftfri, hållbar och kan formas till komplexa former
- Hushållsartiklar: Skärbrädor, förvaringsbehållare och organisationssystem
- Möbler: Utomhusmöbler drar nytta av PE:s väderbeständighet
- Sportutrustning: Från kajaker till skyddsutrustning
Leksaksindustrin värdesätter särskilt polyeten för dess kombination av hållbarhet, säkerhet och formbarhet. Lekutrustning för barn utomhus använder ofta HDPE för dess UV-beständighet och förmåga att klara åratal av användning under tuffa väderförhållanden.
Jordbruk och lantbruk
Inom jordbruket har polyeten använts i många olika tillämpningar:
- Växthusfilmer: Ljusgenomsläpp och termiska egenskaper skapar idealiska odlingsmiljöer
- Bevattningssystem: PE-rör och komponenter för droppbevattning
- Ensilage- och mulchfilmer: Bevara grödor och kontrollera ogrästillväxt
- Förvaringsbehållare: Kemikalie- och slagtålig för jordbrukskemikalier
Det moderna jordbruket förlitar sig alltmer på polyeten för att förbättra effektiviteten och minska resursanvändningen. Bevattningssystem tillverkade av PE har förändrat jordbruket i torra områden genom att drastiskt minska vattenförbrukningen jämfört med traditionella bevattningsmetoder.

Polyetylentyper och deras specifika användningsområden
De olika typerna av polyeten har olika användningsområden beroende på deras unika egenskaper:
Polyeten med låg densitet (LDPE)
LDPE erbjuder utmärkt flexibilitet och transparens:
- Shoppingkassar och förpackningsfilmer
- Klämbara flaskor
- Isolering av tråd och kabel
- Flexibla slangar
- Ytbeläggningar för papper och kartong
Polyeten med hög densitet (HDPE)
HDPE ger styvhet och utmärkt kemisk beständighet:
- Mjölkkannor och tvättmedelsflaskor
- Rör för vatten, gas och avlopp
- Skärbrädor och förvaringsbehållare för livsmedel
- Bränsletankar
- Plastvirke för utemöbler och trall
Polyeten med ultrahög molekylvikt (UHMWPE)
UHMWPE ger enastående slitstyrka och låg friktion:
- Artificiella leder och medicinska implantat
- Industriella maskindelar (kugghjul, lager, bussningar)
- Skottsäkra västar och ballistiska paneler
- Högpresterande fibrer för rep och fiskelinor
- Slitplåtar för rännor och trattar
Linjär polyeten med låg densitet (LLDPE)
LLDPE kombinerar styrka och flexibilitet:
- Sträckfilm och plastfolie
- Sopsäckar och kraftiga säckar
- Filmer om jordbruk
- Rotationsgjutna tankar och behållare
- Flexibla rör och slangar
Tvärbunden polyeten (PEX)
PEX erbjuder förbättrad temperaturbeständighet och motståndskraft mot spänningssprickor:
- Rörsystem för varmt och kallt vatten
- Golvvärmesystem med strålningsvärme
- Isolering för högfrekventa elektriska kablar
- Transport av kemikalier
- Sportutrustning
Miljöhänsyn och hållbarhet
Samtidigt som polyetenens hållbarhet är en fördel för produkternas livslängd, innebär den också miljöutmaningar. Branschen arbetar aktivt med att lösa dessa problem på flera olika sätt:
- Initiativ för återvinning: Både mekaniska och kemiska återvinningsmetoder expanderar
- Biologiskt nedbrytbara tillsatser: Fortsatt forskning om tillsatser som påskyndar nedbrytning i specifika miljöer
- Biobaserade polyetener: Härrör från förnybara resurser som sockerrör snarare än petroleum
- Design för återvinningsbarhet: Skapa produkter som är särskilt utformade för återvinning av uttjänta produkter
På PTSMAKE har vi implementerat omfattande återvinningsprogram för PE-produktionsskrot och arbetar aktivt med kunderna för att utforma produkter med återvunnet innehåll där applikationerna tillåter det. Den cirkulära ekonomin för polyeten håller gradvis på att bli verklighet genom dessa kombinerade ansträngningar.
Välja rätt polyeten för din applikation
För att välja lämplig PE-typ måste man utvärdera flera faktorer:
- Mekaniska krav: Flexibilitet kontra styvhet, slaghållfasthet, nötningsbeständighet
- Kemisk exponering: Motståndskraft mot specifika kemikalier, syror, baser eller lösningsmedel
- Temperaturområde: Både bearbetnings- och driftstemperaturer
- Regulatorisk efterlevnad: Krav för kontakt med livsmedel, medicinskt bruk eller dricksvatten
- Överväganden om kostnader: Material-, bearbetnings- och livstidskostnader
- Miljöfaktorer: UV-exponering, väderpåverkan, återvinningsbarhet
Varje applikation kräver ett genomtänkt materialval för att balansera dessa ibland konkurrerande faktorer. Att arbeta med erfarna materialingenjörer kan hjälpa till att navigera i dessa val på ett effektivt sätt.
Vad är skillnaden mellan HDPE- och PE-plast?
Har du någonsin stått framför hyllor med plastmaterial och varit osäker på om du ska välja HDPE eller PE för ditt projekt? Terminologin kan vara förvirrande när du försöker göra rätt materialval, och ett felaktigt val kan leda till fel på delar, bortkastade resurser eller tillverkningskomplikationer.
HDPE (High-Density Polyethylene) är faktiskt en specifik typ av PE (Polyethylene)-plast. Den största skillnaden är att HDPE har en tätare packad molekylstruktur, vilket gör den starkare, styvare och mer värmetålig än andra PE-sorter som LDPE (Low-Density Polyethylene), som är mer flexibla och transparenta.
Förstå förhållandet mellan HDPE och PE
Många ingenjörer och produktdesigners blir förvirrade över skillnaden mellan HDPE och PE, och det med goda skäl. Terminologin kan vara missvisande om du inte är bekant med plastklassificeringar. Låt mig klargöra detta förhållande en gång för alla.
Polyeten (PE) är faktiskt den överordnade kategorin - det är den mest producerade plasten i världen. HDPE (High-Density Polyethylene) är en specifik typ av polyeten som utmärker sig genom sin densitet och molekylstruktur. När någon hänvisar till "PE-plast" talar de om den bredare familjen som innehåller flera distinkta typer:
Huvudtyper av polyeten (PE)
| PE-typ | Densitet (g/cm³) | Kristallinitet | Viktiga egenskaper |
|---|---|---|---|
| HDPE (hög densitet) | 0.94-0.97 | 70-80% | Stark, styv, ogenomskinlig |
| LDPE (låg densitet) | 0.91-0.94 | 40-55% | Flexibel, transparent, lägre smältpunkt |
| LLDPE (linjär låg densitet) | 0.91-0.94 | 30-45% | Förbättrat motstånd mot spänningssprickor, seghet |
| MDPE (medelhög densitet) | 0.93-0.94 | 50-70% | Balans mellan styvhet och slagtålighet |
| UHMWPE (ultrahög molekylvikt) | 0.93-0.94 | 39-75% | Exceptionell nötningsbeständighet, självsmörjande |
Den viktigaste skillnaden mellan dessa typer ligger i deras molekylära struktur. HDPE har en linjär molekylstruktur med minimal förgrening, vilket gör att molekylerna kan packas tätt ihop. Denna täta packning resulterar i högre densitet, större kristallinitet och förbättrade hållfasthetsegenskaper.

Viktiga skillnader i egenskaper mellan HDPE och andra PE-typer
När man ska välja mellan HDPE och andra PE-typer för tillverkningsapplikationer är det avgörande att förstå skillnaderna i egenskaper för att kunna göra rätt val.
Mekaniska egenskaper
HDPE erbjuder betydligt bättre hållfasthetsegenskaper än andra PE-varianter:
- Draghållfasthet: HDPE har vanligtvis en draghållfasthet på 20-40 MPa, jämfört med 8-20 MPa för LDPE
- Styvhet: HDPE har en högre elasticitetsmodul, vilket gör den styvare och lämplig för strukturella tillämpningar
- Motståndskraft mot stötar: HDPE har bra slagtålighet, men LDPE är ofta bättre på detta område tack vare sin flexibilitet
- Temperaturbeständighet: HDPE bibehåller strukturell integritet vid högre temperaturer (120°C) jämfört med LDPE (80°C)
Dessa mekaniska skillnader gör HDPE till det bästa valet för applikationer som kräver strukturell styrka och styvhet, t.ex. rör, flaskor och behållare.
Utseende och bearbetningsegenskaper
De olika molekylstrukturerna påverkar också hur dessa material ser ut och bearbetas:
- Öppenhet: LDPE är mer transparent än HDPE, som vanligtvis är genomskinlig till ogenomskinlig
- Ytfinish: HDPE tenderar att ha en matt yta medan LDPE kan vara blankare
- Bearbetningstemperatur: HDPE kräver högre bearbetningstemperaturer på grund av sin högre smältpunkt
- Krympning: HDPE uppvisar vanligtvis större krympning under kylning än LDPE
Enligt min erfarenhet på PTSMAKE påverkar dessa skillnader tillverkningsbesluten avsevärt, särskilt när det krävs exakta mått eller specifik estetik.

Kemikalieresistens och barriäregenskaper
Både HDPE och andra PE-typer har utmärkt kemisk beständighet, men med vissa betydande skillnader:
- Beständighet mot olja och fett: HDPE presterar exceptionellt bra
- Syra- och basbeständighet: Båda har utmärkt motståndskraft mot syror och baser
- Beständighet mot lösningsmedel: HDPE har bättre motståndskraft mot många lösningsmedel jämfört med LDPE
- Syrgaspermeabilitet: HDPE erbjuder bättre syrebarriäregenskaper än LDPE
- Fuktspärr: Båda ger utmärkta fuktbarriärer, med HDPE något överlägsen
När vi på PTSMAKE bearbetar PE-material tar vi noga hänsyn till dessa egenskaper, särskilt när den slutliga tillämpningen innebär exponering för kemikalier eller kräver specifika barriäregenskaper.
Överväganden om tillverkning: HDPE jämfört med andra PE-typer
De olika egenskaperna hos HDPE jämfört med andra PE-typer leder till olika tillverkningsmetoder och överväganden.
Skillnader i maskinbearbetning
När det gäller CNC-bearbetning av polyetenvarianter:
- Verktygsslitage: HDPE är mer nötande än LDPE, vilket kan kräva mer frekventa verktygsbyten
- Hantering av värme: HDPE:s högre smältpunkt ger ett bredare bearbetningsfönster innan termisk deformation uppstår
- Ytfinish: HDPE bearbetas vanligtvis till en jämnare yta än LDPE på grund av dess större styvhet
- Toleransunderhåll: HDPE håller snävare toleranser vid maskinbearbetning på grund av minskad flexibilitet
Överväganden kring formsprutning
För applikationer med formsprutning:
- Formkrympning: HDPE uppvisar normalt 1,5-3% krympning jämfört med 1-3% för LDPE
- Bearbetningstemperatur: HDPE kräver högre fattemperaturer (190-280°C jämfört med 160-240°C för LDPE)
- Flödeskarakteristik: LDPE flyter lättare i gjutformen än HDPE
- Tid för kylning: HDPE kräver i allmänhet längre kyltider på grund av sin högre kristallinitet
Skillnader i användningsområden: När ska man välja HDPE kontra andra PE-typer
De unika egenskaperna hos varje PE-typ gör dem lämpliga för olika tillämpningar.
Idealiska HDPE-tillämpningar
HDPE utmärker sig i applikationer som kräver:
- Strukturell integritet: Rör, ledningar, lagringstankar
- Kemisk beständighet: Förvaringskärl för kemikalier, bränsletankar
- Livsmedelssäkerhet: Skärbrädor, förvaringsbehållare för livsmedel, mjölkkannor
- Hållbarhet: Utemöbler, lekredskap, papperskorgar
- Exponering för miljön: Geomembran, marina applikationer, utomhusinstallationer
Idealiska tillämpningar för andra PE-typer
Andra PE-varianter är bättre lämpade för:
- Flexibilitet: LDPE för klämflaskor, flexibla slangar, plastpåsar
- Öppenhet: LDPE för klara förpackningsfilmer och lock
- Mjukhet: LDPE för soft-touch-komponenter och dämpning
- Prestanda vid låga temperaturer: LLDPE för fryspåsar och applikationer för kylförvaring
- Komplexa former: LDPE för komplexa, detaljrika gjutna delar tack vare bättre flödesegenskaper
Miljöhänsyn och återvinningsbarhet
Både HDPE och andra PE-typer är återvinningsbara, men det finns viktiga skillnader i deras återvinningsprocesser och miljöpåverkan:
- Identifiering av återvinning: HDPE identifieras med återvinningskoden #2, medan LDPE är #4
- Återvinningsgrad: HDPE återvinns i högre grad än LDPE, delvis på grund av att HDPE ofta används i styva behållare som är lättare att samla in och bearbeta
- Nedbrytning under återvinning: HDPE behåller sina egenskaper bättre genom flera återvinningscykler
- Energiåtervinning: Båda har höga värmevärden om de används för energiåtervinning
- Biologisk nedbrytbarhet: Varken HDPE eller standard LDPE är biologiskt nedbrytbara utan särskilda tillsatser
På PTSMAKE prioriterar vi återvunnen efter konsumenttillverkning4 HDPE när det är möjligt för lämpliga applikationer, vilket bidrar till att minska miljöpåverkan samtidigt som komponentens prestanda bibehålls.
Överväganden om kostnader
De ekonomiska faktorerna spelar ofta en avgörande roll vid materialvalet:
- Kostnad för råmaterial: HDPE kostar normalt 10-20% mer än LDPE
- Bearbetningseffektivitet: LDPE bearbetas ofta snabbare tack vare lägre temperaturer och bättre flöde
- Del Vikt: HDPE-delar kan ibland utformas tunnare än LDPE på grund av högre hållfasthet, vilket potentiellt kan minska materialanvändningen
- Livscykelkostnad: HDPE:s hållbarhet resulterar ofta i lägre livstidskostnader för långsiktiga tillämpningar
- Skrotvärde: HDPE har vanligtvis högre skrotvärde för återvinning
När jag ger råd till kunder om materialval på PTSMAKE upptäcker jag ofta att den initiala kostnadsskillnaden mellan PE-typer blir försumbar när man ser till produktens hela livscykel.
Gör rätt val för din applikation
För att välja mellan HDPE och andra PE-typer krävs en omfattande förståelse av dina applikationskrav:
- Utföra en kravanalys: Definiera krav på hållfasthet, temperatur, kemisk exponering och flexibilitet
- Överväg tillverkningsmetoder: Olika PE-typer kan vara bättre lämpade för specifika tillverkningsprocesser
- Utvärdera krav på utseende: Om transparens eller ytfinish är viktigt kan detta styra ditt val
- Bedömning av miljöförhållanden: Temperaturområden, UV-exponering och kemisk kontakt påverkar alla materialval
- Granska lagstadgade krav: Livsmedelskontakt, medicinska tillämpningar och dricksvattensystem har specifika riktlinjer för material
Genom att förstå de grundläggande skillnaderna mellan HDPE och andra polyetylentyper kan du fatta välgrundade beslut som optimerar både prestanda och tillverkningseffektivitet för dina specifika applikationsbehov.
Vilka är de bästa metoderna för PE-bearbetning för att säkerställa precision?
Har du någonsin kämpat med att uppnå exakta mått vid bearbetning av polyetenkomponenter? Frustrationen kan vara påtaglig när dina PE-komponenter kommer ut ur maskinen med smälta kanter, dålig ytfinish eller mått som ligger långt utanför dina angivna toleranser - särskilt när tidsfristerna är snäva och kvalitetsförväntningarna höga.
För att säkerställa precision vid PE-bearbetning ska du tillämpa följande viktiga metoder: använd vassa hårdmetallverktyg med positiva spånvinklar, håll lämpliga skärhastigheter (högre varvtal, lägre matningshastigheter), använd effektiva kylmetoder som tryckluft, säkra arbetsstycken med specialfixturer eller vakuumbord och ta hänsyn till materialets värmeutvidgningsegenskaper när du utformar toleranser.
Förstå utmaningarna med PE-bearbetning
Polyeten innebär unika bearbetningsutmaningar jämfört med andra polymerer och metaller. Dess låga smältpunkt, flexibilitet och termiska expansionsegenskaper kräver specialiserade metoder för att uppnå precisionsresultat. Efter att ha arbetat med otaliga PE-bearbetningsprojekt har jag identifierat de viktigaste utmaningarna som måste hanteras för ett lyckat resultat.
Materialegenskaper som påverkar bearbetningsnoggrannhet
PE:s fysiska egenskaper har stor betydelse för bearbetningsprecisionen:
| Fastighet | Värdeintervall | Påverkan på maskinbearbetning |
|---|---|---|
| Smältpunkt | 105-135°C (beroende på typ) | Låg värmebeständighet leder till smältning under skärning |
| Termisk expansion | 100-200 μm/m-K | Hög expansionshastighet påverkar dimensionsstabiliteten |
| Elasticitet | Varierar beroende på typ (LDPE mest elastisk) | Materialböjning under skärande bearbetning |
| Värmeledningsförmåga | 0,33-0,52 W/m-K | Dålig värmeavledning koncentrerar skärvärmen |
| Absorption av vatten | <0,01% | Låg vattenabsorption ger stabil maskinbearbetning |
Kombinationen av dessa egenskaper gör PE särskilt utsatt för värmerelaterade problem under bearbetningen. HDPE, med sin högre densitet och kristallinitet, bearbetas vanligtvis bättre än LDPE, men båda kräver noggrant val av parametrar för att uppnå exakta resultat.

Val av verktyg för PE-bearbetning med hög precision
Rätt verktyg gör en enorm skillnad vid bearbetning av polyeten. Genom omfattande tester på PTSMAKE har vi tagit fram specifika verktygsrekommendationer som konsekvent ger överlägsna resultat.
Material för skärande verktyg
Vid precisionsbearbetning av PE är valet av verktygsmaterial avgörande:
- Verktyg i hårdmetall - Erbjuder den bästa kombinationen av bibehållen skärpa och värmebeständighet
- Polerade HSS-verktyg - Lämplig för lätta applikationer med rätt kylning
- Diamantbelagda verktyg - Exceptionell för högvolymproduktion tack vare minskad friktion
Oavsett material är verktygets skärpa av största vikt. Slöa verktyg genererar överdriven värme och pressar materialet i stället för att skära det rent, vilket resulterar i dålig måttnoggrannhet.
Optimala verktygsgeometrier
Verktygsgeometrin har stor betydelse för skärkvaliteten vid PE-bearbetning:
- Räfsans vinklar - Positiva spånvinklar mellan 10-20° minskar skärkrafterna och värmen
- Avlastningsvinklar - Högre avlastningsvinklar (10-15°) förhindrar gnidning och värmeutveckling
- Helixvinklar - Höga spiralvinklar (30-45°) förbättrar spånevakueringen
- Förberedelse av kanter - Vassa kanter med minimal avrundning ger bäst resultat
Vid borrning ger modifierade spetsgeometrier med brantare spetsvinklar (90-110°) bättre resultat än standardspetsar på 118°, eftersom de minskar tryckkrafterna och materialdeformationen.
Optimera skärparametrar
Att hitta rätt balans mellan hastighet, matning och skärdjup är avgörande för PE-bearbetning med hög precision.
Överväganden om hastighet
Till skillnad från metaller bearbetas PE i allmänhet bättre vid högre spindelhastigheter:
- Rekommenderade hastighetsintervall:
- Verktyg med liten diameter (<6 mm): 10.000-18.000 VARV/MIN
- Verktyg med medelstor diameter (6-12 mm): 8.000-12.000 VARV/MIN
- Verktyg med stor diameter (>12 mm): 5.000-8.000 VARV/MIN
Högre hastigheter minskar skärkrafterna och främjar ren klippning av materialet i stället för att trycka eller riva sönder det.
Optimering av matningshastighet
Matningshastigheterna måste balanseras noggrant:
- För snabbt: Materialdeformation, dålig ytfinish, dimensionsproblem
- För långsam: Överdriven värmeutveckling, smältning, verktygsskador
- Optimalt intervall: 0,1-0,3 mm per tand för de flesta applikationer

Strategi för skärdjup
Flera lätta passeringar ger ofta bättre resultat än färre tunga skärningar:
- Grovbearbetning: 1-2 mm maximalt djup
- Efterbearbetning: 0,2-0,5 mm för optimal ytfinish
- Steg över avstånd: 25-40% av verktygets diameter för jämn ytkvalitet
Kylning och temperaturreglering
Temperaturkontroll är kanske den mest kritiska faktorn vid precisionsbearbetning av PE. Materialets låga smältpunkt gör att effektiv kylning är avgörande.
Effektiva metoder för kylning
Genom omfattande tester har vi kommit fram till att dessa kylningsmetoder är de mest effektiva:
- Kylning med tryckluft - Riktas exakt mot skärzonen och ger tillräcklig kylning utan kontaminering
- System för kylning av dimma - Effektivt för högre hastigheter, men kräver korrekt inneslutning
- Kryogenisk kylning - För extrema precisionskrav krävs dock specialutrustning
- Kontroll av omgivande temperatur - Konstant verkstadstemperatur förbättrar dimensionsstabiliteten
På PTSMAKE använder vi främst tryckluftskylning för de flesta bearbetningsoperationer i PE. Det ger tillräcklig kylning samtidigt som materialet hålls rent för efterföljande operationer eller montering.
Strategier för värmeavledning
Utöver direkt kylning hjälper dessa strategier till att hantera värme:
- Intermittent skärning - Tillåt nedvarvningsperioder mellan passen
- Klämfräsning - Generellt att föredra för minskad värmeutveckling
- Progressiva djupgående metoder - Gradvis ökande skärdjup för att fördela värmen
- Optimering av verktygsbanan - Undviker koncentrerad värme i specifika områden
Arbetshållarlösningar för PE-bearbetning
Att säkra arbetsstycken av PE på rätt sätt är avgörande för precisionsbearbetning. Materialets flexibilitet och glatta yta gör detta till en särskild utmaning.
Specialiserade fixturmetoder
Effektiva arbetshållningslösningar för PE inkluderar:
- Vakuumbord - Utmärkt för skivmaterial, ger jämnt stöd utan deformation
- Stöd med anpassad form - Matchning av detaljgeometrin för att maximera stödet
- Lågtrycksspänning - Fördelat klämtryck för att förhindra distorsion
- Dubbelhäftande tejp - Effektivt för tunna sektioner när det används med korrekt ytbehandling

Temperaturkontrollerad fixturering
För de högsta precisionskraven:
- Temperaturstabiliserade armaturer - Håller jämn temperatur under hela bearbetningen
- Strategier för förvärmning - Uppvärmning av materialet till arbetstemperatur före bearbetning
- Tekniker för termisk isolering - Förhindrar värmeöverföring mellan fixtur och arbetsstycke
Redovisning av materialbeteende
Att förstå hur PE beter sig under och efter bearbetningen är avgörande för att uppnå precisa resultat.
Kompensation för värmeutvidgning
PE:s höga värmeutvidgningskoefficient kräver en proaktiv hantering:
- Dimensionell kompensation - Justering av verktygsbanor för att ta hänsyn till förväntad termisk expansion
- Övervakning av temperatur - Spårning av materialtemperaturen under hela processen
- Stresslindrande - Tillåter materialet att nå termisk jämvikt före kritiska operationer
Avslappning och restspänning
PE kan genomgå dimensionsförändringar efter bearbetning på grund av stress avslappning5:
- Glödgningsprocedurer - Kontrollerad uppvärmning för att avlasta inre spänningar
- Viloperioder - Tillåter bearbetade delar att stabiliseras före slutbesiktning
- Optimering av bearbetningssekvens - Planering av verksamheten för att minimera den stress som introduceras
Kvalitetskontroll för PE-bearbetning med hög precision
För att säkerställa en jämn kvalitet krävs lämpliga mät- och inspektionstekniker.
Överväganden om mätning
PE:s egenskaper påverkar mätnoggrannheten:
- Temperaturkontrollerad inspektion - Mätning vid kontrollerade, jämna temperaturer
- Medvetenhet om kontakttryck - Använd lämpligt tryck vid kontaktmätning
- Flera mätpunkter - Kontroll av mått inom olika områden för att verifiera enhetlighet
- Stabiliseringsperioder - Låter detaljerna uppnå dimensionsstabilitet före slutbesiktning
Metoder för processvalidering
Bibehållen processtabilitet ger konsekventa resultat:
- Första artikelinspektionen - Omfattande verifiering av de första tillverkade delarna
- Statistisk processtyrning - Övervakning av viktiga dimensioner under hela produktionen
- Övervakning av verktygsslitage - Spåra verktygets skick för att förutse kvalitetsproblem
- Miljöövervakning - Registrering av temperatur och luftfuktighet under produktionen
Tekniker för efterbearbetning och finish
För att uppnå den önskade slutliga ytkvaliteten krävs ofta specifika efterbehandlingsmetoder.
Metoder för ytfinish
Effektiva PE-behandlingstekniker inkluderar:
- Mekanisk polering - Använd successivt finare slipmedel för släta ytor
- Flampolering - Kortvarig exponering av ytor för kontrollerad flamma för glansig finish
- Utjämning av ånga - För specialapplikationer som kräver exceptionell jämnhet
- Medier i gungning - För bulkbearbetning av mindre komponenter
Behandlingar efter maskinbearbetning
Ytterligare behandlingar kan förbättra delarnas prestanda:
- UV-stabilisering - För delar som utsätts för solljus
- Glödgningscykler - Kontrollerad uppvärmning och kylning för att minska påfrestningarna
- Ytbehandlingar - Förbättrad vätbarhet eller bindbarhet för processer i efterföljande led
Genom att implementera dessa bästa metoder blir PE-bearbetning med precision mycket mer tillförlitlig och förutsägbar. På PTSMAKE har vi förfinat dessa metoder genom många års erfarenhet, vilket gör att vi konsekvent kan leverera PE-komponenter med toleranser så snäva som ±0,05 mm för kritiska dimensioner.
Hur jämför PE-bearbetning med andra plaster i kostnadseffektivitet?
Har du någonsin varit tvungen att välja mellan olika plastmaterial för ditt tillverkningsprojekt? Frustrationen över att balansera prestandakrav mot budgetbegränsningar kan vara överväldigande, särskilt när varje material verkar lova olika fördelar samtidigt som det döljer potentiella kostnadsfällor.
PE-bearbetning ger utmärkt kostnadseffektivitet jämfört med andra plaster tack vare lägre råvarukostnader, utmärkt bearbetbarhet, minimalt verktygsslitage och minskat behov av specialutrustning. Medan material som PEEK eller Ultem kan erbjuda överlägsen prestanda under extrema förhållanden, ger PE en optimal balans mellan prestanda och prisvärdhet för de flesta allmänna tillämpningar.
Jämförelse av materialkostnader: PE vs. andra tekniska plaster
När vi utvärderar kostnadseffektiviteten för PE-bearbetning jämfört med andra tekniska plaster måste vi ta hänsyn till flera faktorer utöver råmaterialpriset. Min erfarenhet av att arbeta med olika plastmaterial har visat att en heltäckande kostnadsanalys omfattar materialanskaffning, bearbetbarhet, verktygskrav och produktionseffektivitet.
Jämförelse av råvarukostnader
Basmaterialkostnaden utgör grunden för all kostnadsanalys:
| Material | Relativ kostnad (PE = 1,0) | Viktiga fördelar | Begränsningar |
|---|---|---|---|
| Polyeten (PE) | 1.0 | Låg kostnad, kemikalieresistent, lätt att bearbeta | Lägre temperaturbeständighet, mindre styv |
| Polypropylen (PP) | 1.1-1.3 | Bättre värmebeständighet, bra utmattningsbeständighet | Svårare att bearbeta, problem med skevhet |
| Akryl (PMMA) | 1.5-2.0 | Optisk klarhet, UV-beständighet | Skör, flisar lätt vid maskinbearbetning |
| Polykarbonat (PC) | 2.0-2.5 | Slagtålighet, transparens | Högre kostnad, problem med verktygsslitage |
| Nylon (PA) | 2.0-3.0 | Slitstyrka, hållfasthet | Fuktabsorption, problem med dimensionsstabilitet |
| Acetal (POM) | 2.0-3.0 | Utmärkt dimensionsstabilitet, låg friktion | Högre kostnad, svårt att binda |
| PEEK | 15-20 | Beständighet mot extrema temperaturer, hållfasthet | Mycket dyrt, specialverktyg krävs |
PE:s position som en av de mest kostnadseffektiva tekniska plasterna ger den en betydande fördel för många tillämpningar. Material som PEEK erbjuder visserligen överlägsen prestanda i extrema miljöer, men deras betydligt högre kostnad gör dem ofta opraktiska för allmänna tillämpningar.
Bearbetbarhet Kostnadspåverkande faktorer
Hur lätt det är att bearbeta ett material har stor betydelse för de totala projektkostnaderna:
Skärhastighet och matningshastigheter
PE medger högre skärhastigheter och matningshastigheter jämfört med många andra tekniska plaster. Detta leder direkt till kortare bearbetningstid och lägre arbetskostnader. PE kan t.ex. vanligtvis bearbetas 30-50% snabbare än nylon, som kräver lägre hastigheter för att förhindra smältning och materialdeformation.Livslängd och slitage på verktyg
Verktygsslitaget varierar dramatiskt mellan olika plastmaterial:- PE orsakar minimalt verktygsslitage tack vare sin mjukhet och smörjförmåga
- Fiberarmerad plast som glasfylld nylon kan minska verktygens livslängd med 70-80%
- Mycket abrasiva material som glasfylld PEEK kan kräva frekventa verktygsbyten
Krav på ytfinish
PE uppnår vanligtvis acceptabel ytfinhet med standardbearbetning, medan material som akryl ofta kräver ytterligare bearbetningssteg för att ta bort verktygsmärken och återställa den optiska klarheten.Dimensionsstabilitet under maskinbearbetning
PE:s termiska stabilitet vid maskinbearbetning är måttlig jämfört med andra alternativ:- PE: Måttlig värmeutvidgning, kräver uppmärksamhet vid kylning
- Acetal: Utmärkt dimensionsstabilitet, minimala problem vid maskinbearbetning
- Nylon: Hög fuktabsorption kan orsaka dimensionsförändringar
Överväganden om produktionseffektivitet
Utöver material- och bearbetningskostnader spelar den totala produktionseffektiviteten en avgörande roll för att fastställa den verkliga kostnadseffektiviteten.
Analys av cykeltid
Jag har följt cykeltiderna för olika plastmaterial i liknande applikationer på PTSMAKE, och skillnaderna kan vara betydande:
- PE-delar bearbetar vanligtvis 20-30% snabbare än motsvarande PP-delar
- Jämfört med PEEK eller Ultem kan PE-bearbetning vara 40-60% snabbare
- För högvolymproduktion innebär dessa skillnader i cykeltid direkta kostnadsbesparingar
Avfalls- och materialutnyttjande
Olika plaster genererar varierande mängder avfall under bearbetningen:
- PE: Material med låg densitet ger fler delar per kilo jämfört med tyngre alternativ
- Materialavlägsnande är enklare med PE, vilket ger renare spånor som är lättare att återvinna
- PE:s förlåtande natur innebär lägre skrotningsfrekvens jämfört med spröda material som akryl
Krav på specialiserad utrustning
Vissa plaster kräver specialutrustning eller hantering som PE inte gör:
- Hygroskopiska material som nylon kräver förtorkning före bearbetning
- Material med hög temperatur kan behöva specialiserade kylsystem
- Sköra material kräver ofta specialanpassade fixturer för att förhindra sprickbildning
PE kan vanligtvis bearbetas på standard CNC-utrustning utan speciella modifieringar, vilket bidrar till dess kostnadseffektivitet.
Applikationsspecifik kostnads- och nyttoanalys
Den verkliga kostnadseffektiviteten för PE jämfört med andra plaster blir tydligast när den analyseras i specifika applikationssammanhang.
Tillämpningar för kemisk bearbetning
För komponenter som utsätts för kemikalier:
- PE erbjuder utmärkt kemisk beständighet till en bråkdel av kostnaden för fluorpolymerer som PTFE
- Medan PTFE kan ge marginellt bättre kemisk beständighet i extrema miljöer, ger PE 80-90% av prestandan till ungefär 20-30% av kostnaden
- För de flesta allmänna tillämpningar med kemisk exponering är PE den mest kostnadseffektiva lösningen
Utomhus- och väderexponerade applikationer
För komponenter som kan utsättas för väder och vind:
- PE med UV-stabilisatorer ger bra väderbeständighet till låg kostnad
- Även om material som ASA eller PC kan erbjuda bättre UV-beständighet, ger PE med tillsatser tillräcklig prestanda för många applikationer till 40-60% lägre kostnad
- Den lägre initialkostnaden för PE motiverar ofta tätare byten i extrema miljöer
Tillämpningar inom livsmedels- och dryckesindustrin
I applikationer som kommer i kontakt med livsmedel:
- Livsmedelsgodkänd PE är betydligt billigare än specialiserade livsmedelsgodkända material
- Regelefterlevnad är enkelt med PE
- Kombinationen av FDA-överensstämmelse, kemisk resistens och låg kostnad gör PE exceptionellt kostnadseffektivt för komponenter till utrustning för livsmedelsbearbetning

Kostnadsjämförelse för specifika bearbetningsoperationer
Olika bearbetningsoperationer ger varierande kostnadseffektivitetsprofiler för olika plastmaterial.
Kvarnverksamhet
Vid fräsning av komplexa geometrier:
- PE ger möjlighet till aggressiva skärparametrar, vilket minskar maskintiden
- Till skillnad från spröda material som kräver noggranna bearbetningsstrategier kan PE bearbetas mer aggressivt
- Verktygsbanorna kan optimeras för hastighet snarare än för att minimera verktygstrycket
I genomsnitt kan fräsoperationer i PE vara 25-35% mer kostnadseffektiva än motsvarande operationer i mer högpresterande tekniska plaster.
Borrning och håltagning
För precisionshål och funktioner:
- PE-borrar rent utan speciella borrgeometrier
- Till skillnad från material som akryl som lätt flisar sig, bildar PE rena flisor under borrning
- Gängformning i PE är okomplicerat jämfört med hårdare eller sprödare material
Svarvoperationer
Vid svarvning av applikationer:
- PE vänder effektivt med minimala skärkrafter
- Ytfinishen är i allmänhet bra utan specialverktyg
- Chipkontroll är enkel jämfört med strängare material som nylon
Överväganden om långsiktig kostnad
Även om de initiala produktionskostnaderna är viktiga, kan den totala livscykelkostnaden ge en mer komplett bild av kostnadseffektiviteten.
Hållbarhet och utbytesfrekvens
Hållbarheten hos PE jämfört med andra material påverkar de långsiktiga kostnaderna:
- Även om material som acetal eller PEEK kan hålla längre i applikationer med högt slitage är det inte säkert att deras 2-3 gånger högre initialkostnad motiverar den förlängda livslängden
- För applikationer med måttligt slitage ger PE ofta den optimala balansen mellan livslängd och initialkostnad
- I applikationer där regelbundna utbyten förväntas oavsett material är PE:s lägre initialkostnad särskilt fördelaktig
Återvinning och kostnader i slutet av livscykeln
Miljöhänsyn har ekonomiska konsekvenser:
- PE kan återvinnas i stor utsträckning, vilket kan minska kostnaderna för avfallshantering
- Den etablerade infrastrukturen för återvinning av PE kan ge värdeåtervinning vid slutet av livscykeln
- Lägre energibehov för bearbetning av PE leder till mindre koldioxidavtryck och potentiella koldioxidskattefördelar i vissa regioner
Praktiska kostnadsbesparande strategier vid användning av PE
Baserat på mina erfarenheter på PTSMAKE har jag utvecklat flera strategier för att maximera kostnadseffektiviteten vid bearbetning av PE:
Optimering av materialval
- Välj lämplig PE-typ (HDPE, LDPE, UHMWPE) baserat på specifika applikationskrav
- Undvik att överspecificera materialegenskaper när det räcker med standard PE-kvaliteter
Design för tillverkningsbarhet
- Utnyttja PE:s utmärkta maskinbearbetningsegenskaper genom att konstruera detaljer som kan bearbetas med standardmaskiner
- Eliminera onödiga funktioner som ökar bearbetningstiden utan att ge någon funktionell nytta
Strategier för verktyg
- Använd standardverktyg i stället för specialiserade fräsar
- Förläng verktygens livslängd genom optimerade skärparametrar som är specifika för PE
Processoptimering
- Batcha liknande PE-delar tillsammans för att minska installationstiden
- Optimera skärparametrarna specifikt för PE i stället för att använda allmänna riktlinjer för plast
När PE inte är det mest kostnadseffektiva alternativet
Trots sina många fördelar är PE inte alltid det mest kostnadseffektiva valet:
Tillämpningar för höga temperaturer
- När driftstemperaturen överstiger 80-90°C blir material som PEEK eller PEI nödvändiga, trots högre kostnader
- Kostnaden för fel i miljöer med höga temperaturer uppväger materialbesparingarna
Strukturella applikationer med extremt hög belastning
- För kritiska strukturella komponenter som utsätts för hög mekanisk belastning kan fiberförstärkta material vara mer kostnadseffektiva trots högre initialkostnader
- Minskad materialvolym på grund av högre hållfasthet kan kompensera för den högre materialkostnaden
Ultraprecisionstillämpningar
- Applikationer som kräver extrem dimensionsstabilitet kan dra nytta av material som acetal trots högre materialkostnader
- Minskad skrotning och färre omarbetningar kan kompensera för skillnader i materialkostnader
Genom att förstå dessa nyanser och noggrant utvärdera dina specifika applikationskrav kan du avgöra om PE-bearbetning erbjuder den optimala balansen mellan kostnad och prestanda för ditt projekt. I många fall ger PE ett exceptionellt värdeerbjudande som är svårt för andra tekniska plaster att matcha.
Vilka branscher använder vanligtvis PE-bearbetade komponenter?
Har du någonsin undrat varför dessa slitstarka vita plastdelar verkar dyka upp överallt, från köksrör till sofistikerade medicintekniska produkter? Att PE-bearbetade komponenter finns överallt i vitt skilda branscher kan få ingenjörer och produktdesigners att ifrågasätta om detta mångsidiga material kan vara rätt lösning även för deras specifika tillämpningar.
Maskinbearbetade komponenter i polyeten används i stor utsträckning inom många olika branscher, bland annat kemisk bearbetning, livsmedel och drycker, läkemedel, marin, fordons-, flyg- och rymdindustrin, medicinteknik, jordbruk, vattenhantering och konsumentvaror. PE:s kombination av kemisk beständighet, FDA-överensstämmelse, hållbarhet och kostnadseffektivitet gör den idealisk för delar som sträcker sig från vätskehanteringskomponenter till specialiserade lager.

Förstå mångsidigheten hos PE-bearbetade komponenter
Polyeten (PE) har etablerat sig som en av de mest mångsidiga och mest använda plasterna inom tillverkningsindustrin. När den precisionsbearbetas erbjuder den en exceptionell kombination av egenskaper som gör den lämplig för otaliga applikationer i olika branscher. Materialets inneboende egenskaper - kemikaliebeständighet, fuktbarriäregenskaper, elektrisk isolering och slaghållfasthet - gör att det kan uppfylla utmanande krav i specialiserade sektorer.
Kemisk processindustri
Den kemiska processindustrin är en av de största användarna av bearbetade komponenter i PE, främst på grund av materialets enastående kemiska beständighet:
| Tillämpning | PE-typ | Fördelar |
|---|---|---|
| Ventilkomponenter | HDPE | Motståndskraftig mot syror, baser och frätande kemikalier |
| Pumpdelar | UHMWPE | Exceptionellt slitstarkt i abrasiva slurrylösningar |
| Lagringstankar för kemikalier | HDPE | Utmärkt långsiktig hållbarhet vid användning av tuffa kemikalier |
| Flödesmätare | HDPE | Dimensionsstabilitet i varierande kemiska miljöer |
I mitt arbete på PTSMAKE har vi tillverkat otaliga specialiserade kopplingar, ventilsäten och specialkomponenter för kemisk processutrustning. PE:s förmåga att motstå aggressiva kemikalier som snabbt skulle bryta ned metaller eller andra plaster gör den oumbärlig i den här branschen.

Livsmedels- och dryckesförädling
Kraven på livsmedelssäkerhet gör bearbetade PE-komponenter särskilt värdefulla inom livsmedelsindustrin:
- FDA-överensstämmelse - Livsmedelsgodkänd PE uppfyller stränga regulatoriska krav
- Icke-toxisk yta - Kontaminerar inte livsmedelsprodukter
- Enkel rengöring och sanering - Icke-porös yta motverkar bakterietillväxt
- Slitstyrka - Bibehåller integriteten trots kontinuerlig användning
Vanliga användningsområden är:
- Kundanpassade delar till transportörer
- Komponenter till utrustning för livsmedelsbearbetning
- Skärbrädor och beredningsytor
- Specialanpassade lock och förslutningar för behållare
Kombinationen av livsmedelssäkerhet, hållbarhet och maskinbearbetbarhet gör PE till ett idealiskt material för kundanpassade komponenter i denna starkt reglerade bransch.
Vattenhantering och försörjningsföretag
Vattenbehandlings- och distributionssystem är i hög grad beroende av PE-komponenter:
- Korrosionsbeständighet - Opåverkad av kemikalier för vattenrening
- Lång livslängd - Exceptionellt lång livslängd i våta miljöer
- Frysbeständighet - Kan motstå minusgrader utan att spricka
- UV-beständighet - Vid korrekt formulering kan den tåla exponering utomhus
Tillämpningar inom denna sektor inkluderar:
- Specialiserade rördelar
- Pumpens komponenter
- Delar till vattenmätare
- Specialanpassade ventilkomponenter
Vattenhanteringsindustrin värdesätter särskilt HDPE för dess tryckbärande egenskaper och utmärkta långsiktiga hållbarhet när den utsätts för klorerat vatten och andra behandlingskemikalier.
Marina och offshore-tillämpningar
Den marina miljön innebär unika utmaningar som PE-bearbetade komponenter klarar exceptionellt bra:
| Marin tillämpning | Viktig PE-fördel |
|---|---|
| Lager och bussningar | Självsmörjande i vattenmiljöer |
| Kabelskydd under vatten | Flytkraft och slagtålighet |
| Båttillbehör | Korrosionsbeständighet i saltvatten |
| Komponenter till offshore-plattformar | Motståndskraft mot marin tillväxt |
UHMWPE är särskilt uppskattat i marina applikationer för sin exceptionella slitstyrka och låga friktionsegenskaper i vatten. Jag har arbetat med många tillverkare av marin utrustning för att utveckla specialiserade PE-komponenter som överträffar traditionella material i utmanande saltvattenmiljöer.

Medicinska och farmaceutiska industrier
Den medicinska sektorn använder PE-bearbetade komponenter för många specialiserade tillämpningar:
- Biokompatibilitet - Vissa PE-kvaliteter är lämpliga för implanterbara enheter
- Kemisk beständighet - Tål steriliseringskemikalier och -processer
- Specialanpassade kirurgiska instrument - Lättviktsverktyg som inte lämnar märken
- Laboratorieutrustning - Korrosionsbeständiga komponenter
UHMWPE har blivit särskilt viktigt inom ortopediska tillämpningar, där dess kombination av slitstyrka och biokompatibilitet gör den idealisk för komponenter till ledproteser. Möjligheten att precisionsbearbeta PE enligt exakta specifikationer gör det möjligt att skapa komplexa medicintekniska produkter med snäva toleranser.
Fordon och transport
Även om de inte är lika synliga som metallkomponenter spelar bearbetade delar i PE en avgörande roll i fordonssystem:
- Bränslesystemets komponenter - Motståndskraftig mot kolväten
- Bussningar och distanshållare under huven - Temperaturstabil och elektriskt isolerande
- Invändiga komponenter - Lätt och tålig
- System för vätskehantering - Kemikalieresistens och lång livslängd
Fordonsindustrin värdesätter alltmer PE för icke-strukturella komponenter där viktminskning och kemisk resistens är prioriterade. Moderna fordon kan innehålla dussintals precisionsbearbetade PE-komponenter, från enkla distansbrickor till komplexa funktionsdelar.
Flyg- och rymdindustrin samt försvar
Inom flyg- och rymdindustrin används PE-bearbetade komponenter i specialiserade applikationer:
| Tillämpning inom flyg- och rymdindustrin | PE Fördel |
|---|---|
| Kabelhärvets komponenter | Elektrisk isolering, låg vikt |
| Invändiga komponenter | Flamskyddade kvaliteter tillgängliga |
| Utrustning för markunderstöd | Slagtålighet, väderbeständighet |
| Specialiserade verktyg | Marginalfria ytor för tillverkning |
PE är inte lämpligt för primära strukturella komponenter, men har många användningsområden inom flygindustrin tack vare sin kombination av låg vikt, elektriska egenskaper och miljötålighet. På PTSMAKE har vi tillverkat specialiserade isolerande komponenter och anpassade fixturer för tillverkningsprocesser inom flyg- och rymdindustrin som utnyttjar PE:s unika egenskaper.

Jordbruk och lantbruk
Jordbruksutrustning och -system använder i stor utsträckning PE-bearbetade komponenter:
- Komponenter för bevattningssystem - Väderbeständighet och hållbarhet
- Specialiserade beslag - Anpassade anslutningar för jordbruksutrustning
- Utfodringssystem för boskap - Livsmedelssäker och hållbar
- Växthuskomponenter - UV-beständighet och värmeisolering
PE:s hållbarhet utomhus, särskilt HDPE med UV-stabilisatorer, gör den idealisk för jordbruksapplikationer som utsätts för väder och kemikalier. Specialtillverkade kopplingar och specialkomponenter hjälper lantbrukarna att skapa effektiva och hållbara system som tål tuffa driftsförhållanden.
Materialhantering och förpackning
Materialhanteringsindustrin förlitar sig på bearbetade PE-komponenter för
- Anpassade styrningar och slitskenor - Egenskaper för låg friktion
- Specialiserade förpackningskomponenter - Anpassade förslutningar och beslag
- Delar till transportörsystem - Bullerreducering och slitstyrka
- Anpassade containerfunktioner - Exakta kopplingar och förslutningar
I förpackningsapplikationer gör möjligheten att precisionsbearbeta PE det möjligt att skapa kundanpassade komponenter som ger exakt passform, smidig funktion och lång livslängd i produktionsmiljöer med höga volymer.
Välja rätt PE för specifika industritillämpningar
Olika branscher kräver specifika PE-kvaliteter för att uppfylla sina unika krav:
Val av PE-typ per bransch
| Industri | Rekommenderad PE-typ | Motivering |
|---|---|---|
| Kemisk bearbetning | HDPE, UHMWPE | Överlägsen kemisk beständighet, strukturell integritet |
| Livsmedelsbearbetning | HDPE (livsmedelsklassad) | FDA-överensstämmelse, styvhet, rengörbarhet |
| Medicinsk | UHMWPE (medicinsk kvalitet) | Biokompatibilitet, slitstyrka |
| Fordon | HDPE, MDPE | Temperaturbeständighet, kemisk stabilitet |
| Marin | UHMWPE | Exceptionell slitstyrka i våta miljöer |
| Vattenförvaltning | HDPE | Tryckbeständighet, långvarig hållbarhet |
Valet av lämplig PE-kvalitet är avgörande för att applikationen ska bli framgångsrik. På PTSMAKE har vi ett nära samarbete med våra kunder för att identifiera den optimala materialspecifikationen baserat på deras specifika branschkrav och driftsförhållanden.
Fallstudier: PE-bearbetade komponenter inom olika branscher
Under mina år på PTSMAKE har jag sett många exempel på hur PE-bearbetade komponenter löser utmanande problem inom olika branscher:
Fallstudie 1: Ventilkomponenter för kemisk bearbetning
En kemikalietillverkare behövde anpassade ventilkomponenter för hantering av aggressiva syror. Genom att bearbeta delarna från HDPE skapade vi komponenter som:
- Klarade kontinuerlig exponering för 30% svavelsyra
- Bibehållen dimensionsstabilitet trots temperaturfluktuationer
- Ger 3x längre livslängd än tidigare PTFE-komponenter till en lägre kostnad
Fallstudie 2: Prototyptillverkning av medicintekniska produkter
Ett nystartat medicintekniskt företag behövde snabb prototyptillverkning av en specialkomponent för vätskehantering. Med hjälp av precisionsbearbetad UHMWPE levererade vi:
- Biokompatibla komponenter som kan testas i kliniska miljöer
- Delar som håller snäva toleranser för exakt vätskekontroll
- Komponenter som kunde itereras snabbt allteftersom designen utvecklades
Fallstudie 3: Lager för marin utrustning
En tillverkare av marin utrustning behövde specialiserade lager för undervattensapplikationer. Våra bearbetade UHMWPE-lager levererade:
- Självsmörjande drift i saltvattenmiljöer
- Exceptionell slitstyrka trots exponering för sand och partiklar
- Betydligt längre livslängd än bronsalternativ
Dessa verkliga tillämpningar visar mångsidigheten och problemlösningsförmågan hos korrekt specificerade och bearbetade PE-komponenter inom olika industrisektorer.
Det industriella värdeerbjudandet för bearbetade delar i PE
När industrier väljer PE-bearbetade komponenter får de flera viktiga fördelar:
- Kemisk kompatibilitet - Beständighet mot ett brett spektrum av kemikalier, syror, baser och lösningsmedel
- Kostnadseffektivitet - Lägre materialkostnad än specialiserad konstruktionsplast
- Bearbetbarhet - Möjlighet att skapa exakta, komplexa geometrier utan dyra verktyg
- Anpassningsförmåga - Finns i olika kvaliteter för att uppfylla specifika branschkrav
- Hållbarhet - Utmärkt långsiktig prestanda i krävande miljöer
För applikationer som kräver kundanpassade komponenter i små till medelstora volymer erbjuder PE-bearbetning en optimal balans mellan prestanda, kostnad och tillverkningsflexibilitet som få andra material kan matcha.
Hur väljer jag rätt PE-kvalitet för ditt maskinbearbetningsprojekt?
Har du någonsin stirrat på en lista med polyetenkvaliteter och varit helt osäker på vilken som kommer att leverera den prestanda som ditt bearbetningsprojekt kräver? Fel PE-val kan leda till att delar går sönder i förtid, huvudvärk vid tillverkningen eller budgetöverskridanden - särskilt när projektspecifikationerna inte lämnar mycket utrymme för misstag.
För att välja rätt PE-kvalitet för ditt maskinbearbetningsprojekt måste du utvärdera flera viktiga faktorer: applikationens mekaniska krav, driftmiljö, temperaturområde, kemisk exponering och budgetbegränsningar. HDPE ger styvhet och styrka, LDPE ger flexibilitet, medan UHMWPE ger exceptionell slitstyrka och slaghållfasthet för krävande applikationer.
Förståelse för olika PE-kvaliteter och deras bearbetningsegenskaper
Polyeten (PE) är en av de mest mångsidiga termoplaster som finns, men alla PE-kvaliteter är inte lika bra när det gäller bearbetningsapplikationer. För att välja den optimala kvaliteten måste man förstå de grundläggande skillnaderna mellan dem och hur dessa skillnader påverkar både bearbetbarhet och prestanda vid slutanvändning.
De viktigaste PE-kvaliteterna och deras egenskaper
Varje polyetenkvalitet har en unik molekylstruktur som bestämmer dess fysiska egenskaper och bearbetningsbeteende:
| PE-typ | Densitet (g/cm³) | Kristallinitet | Viktiga egenskaper | Bästa bearbetningsegenskaper |
|---|---|---|---|---|
| LDPE (låg densitet) | 0.91-0.94 | 40-50% | Flexibel, transparent, god kemisk beständighet | Tenderar att böjas under kapning, kräver fast arbetsupphängning |
| MDPE (medelhög densitet) | 0.93-0.94 | 50-60% | Balans mellan styvhet och slaghållfasthet | God dimensionsstabilitet, måttlig bearbetbarhet |
| HDPE (hög densitet) | 0.94-0.97 | 70-80% | Styv, stark, ogenomskinlig, utmärkt kemisk beständighet | Bra bearbetning med vassa verktyg, håller snävare toleranser |
| UHMWPE (ultrahög molekylvikt) | 0.93-0.94 | 45-55% | Exceptionellt slitstarkt, slagtåligt och självsmörjande | Utmärkt bearbetbarhet, ger släta ytor |
Densiteten och kristalliniteten har en direkt inverkan på hur varje PE-typ reagerar på bearbetningsoperationer. Högre densitet och kristallinitet ger i allmänhet bättre dimensionsstabilitet under bearbetningen, men kan kräva noggrannare parameterval för att förhindra värmeutveckling.
Min erfarenhet från PTSMAKE visar att nybörjare ofta underskattar hur stora dessa skillnader kan vara. Om man till exempel försöker bearbeta en komponent med snäva toleranser från LDPE när HDPE skulle vara mer lämpligt kan det leda till frustrerande problem med dimensionell kontroll och upprepade fel på komponenterna.
Hänsyn till mekaniska egenskaper
När du väljer en PE-kvalitet för ditt maskinbearbetningsprojekt bör du beakta dessa viktiga mekaniska egenskaper:
- Draghållfasthet: varierar från 8-12 MPa för LDPE till 20-30 MPa för HDPE
- Styvhet (böjmodul): LDPE (170-280 MPa) jämfört med HDPE (800-1300 MPa)
- Motståndskraft mot stötar: UHMWPE erbjuder den högsta slaghållfastheten, följt av LDPE
- Motståndskraft mot slitage: UHMWPE överträffar alla andra kvaliteter med en betydande marginal
- Utmattningshållfasthet: HDPE erbjuder i allmänhet bättre långsiktig utmattningsprestanda än LDPE
Dessa egenskaper bör anpassas till dina applikationskrav. För strukturella komponenter som måste behålla sina dimensioner under belastning är HDPE eller UHMWPE vanligtvis bättre val än LDPE. För flexibla delar som behöver absorbera stötar eller ge dämpning kan LDPE vara mer lämpligt.
Applikationsspecifikt val av PE-grad
Den avsedda tillämpningen av din bearbetade detalj bör ha stor betydelse för valet av PE-kvalitet. Låt oss undersöka hur olika branscher och tillämpningar passar ihop med specifika PE-kvaliteter.
Tillämpningar för kemisk bearbetning
Kemikalieresistens är ofta en viktig faktor för komponenter som används i kemisk bearbetning:
- HDPE: Utmärkt beständighet mot syror, baser och de flesta vattenlösningar
- UHMWPE: Överlägsen kemisk beständighet med extra slitageskydd för abrasiva slurries
- LDPE: Bra för applikationer med lägre påfrestningar och kemisk exponering
I en ventilkomponent för kemikalier som jag konstruerade på PTSMAKE användes HDPE eftersom den skulle stå emot koncentrerad syra med bibehållen dimensionsstabilitet. LDPE skulle ha erbjudit liknande kemisk beständighet men skulle ha deformerats under de mekaniska belastningar som var inblandade.
Krav för livsmedels- och dryckesindustrin
Överensstämmelse med livsmedelssäkerhet och rengörbarhet driver PE-valet för livsmedelsapplikationer:
- HDPE: FDA-kompatibla kvaliteter tillgängliga, tillräckligt styva för skärytor och strukturella komponenter
- UHMWPE: Utmärkt för slitstarka delar till utrustning för livsmedelsbearbetning
- LDPE: Mindre vanligt i maskinbearbetade livsmedelskomponenter på grund av flexibilitet
FDA-överensstämmelse är inte förhandlingsbart för applikationer med livsmedelskontakt. Ange alltid FDA-kompatibla kvaliteter när du beställer PE för projekt inom livsmedelsindustrin, eftersom standardkvaliteter kan innehålla tillsatser som inte är godkända för kontakt med livsmedel.

Medicinska och farmaceutiska tillämpningar
Den medicinska industrin ställer höga krav på materialens renhet och prestanda:
- UHMWPE: Den föredragna kvaliteten för ortopediska implantat på grund av dess slitstyrka och biokompatibilitet
- HDPE: Används för laboratorieutrustning, komponenter till diagnostiska apparater
- Varianter av medicinsk kvalitet: Speciellt formulerad för att uppfylla kraven i USP klass VI eller ISO 10993
Medicinska tillämpningar kräver ofta certifierade material med full spårbarhet. När du bearbetar PE för medicinska tillämpningar ska du arbeta med leverantörer som kan tillhandahålla nödvändig dokumentation och certifiering.
Vattenhantering och VVS
Vattensystemets komponenter kräver specifika PE-egenskaper:
- HDPE: Standard för tryckbärande komponenter och kopplingar
- PE100: En specialiserad HDPE-formulering som är optimerad för tryckrörsapplikationer
- MDPE: Används ibland för applikationer med medelhögt tryck
För applikationer inom vattenhantering bör man vara medveten om att PE-material som är godkända för dricksvatten kan kräva särskilda certifieringar, t.ex. NSF/ANSI 61 i USA.
Miljöfaktorer vid val av PE-klass
Driftsmiljön spelar en avgörande roll när det gäller att bestämma lämplig PE-klass för dina bearbetade detaljer.
Överväganden om temperatur
Temperaturområdet påverkar PE-prestandan avsevärt:
- LDPE: Generellt lämplig för applikationer mellan -50°C och +50°C
- HDPE: Användbar från -60°C till +80°C
- UHMWPE: Behåller sina egenskaper från -200°C till +80°C
- Tvärbunden PE: Kan utöka den övre temperaturgränsen till +90-100°C
Kom ihåg att de mekaniska egenskaperna börjar försämras när du närmar dig de övre temperaturgränserna. Räkna alltid med en säkerhetsmarginal mellan din maximala driftstemperatur och materialets gränsvärde.
UV- och väderexponering
För utomhusapplikationer bör UV-stabilitet beaktas:
- Standard PE-kvaliteter bryts ned när de utsätts för UV-ljus
- Kolsvartfyllda kvaliteter ger utmärkt UV-beständighet
- Specialiserade UV-stabilisatorer kan tillsättas för att bibehålla utseendet i färgade kvaliteter
Jag arbetade en gång med ett projekt för utomhusutrustning där kunden inledningsvis valde standard HDPE utan UV-stabilisering. Inom sex månader uppvisade delarna en betydande nedbrytning. Vi bytte till en UV-stabiliserad kvalitet som nu har varit i drift i flera år utan problem.
Bedömning av kemisk exponering
Olika PE-kvaliteter uppvisar varierande motståndskraft mot specifika kemikalier:
| Kemisk typ | Bästa valet för PE-klass |
|---|---|
| Starka syror | HDPE, UHMWPE |
| Starka baser | HDPE, UHMWPE |
| Alkoholer | Alla årskurser i idrott och hälsa |
| Aromatiska kolväten | Begränsat motstånd - överväg alternativ |
| Halogenerade lösningsmedel | Dåligt motstånd - undvik PE |
| Bränslen (bensin, diesel) | HDPE (endast begränsad exponering) |
Se alltid kemikaliebeständighetsdiagrammen för din specifika kemikalieexponering. Om du är osäker, begär materialprover för testning med dina faktiska kemikalier under användningsförhållanden.

Bearbetningsaspekter för olika PE-kvaliteter
Varje PE-kvalitet innebär olika bearbetningsutmaningar och möjligheter som bör påverka ditt val.
Dimensionsstabilitet under maskinbearbetning
PE-kvaliteterna varierar när det gäller förmågan att bibehålla dimensionerna under bearbetningen:
- HDPE: God dimensionsstabilitet, minimal avböjning vid maskinbearbetning
- UHMWPE: Utmärkt stabilitet med korrekt fixturering
- LDPE: Mer benägen för böjning och dimensionsproblem under bearbetning
För arbeten med snäva toleranser är HDPE och UHMWPE i allmänhet att föredra. LDPE kräver mer noggranna bearbetningsmetoder, inklusive specialiserade fixturer och skärparametrar för att uppnå precision.
Specifika skärparametrar per PE-kvalitet
Optimering av skärparametrar baserat på PE-kvalitet förbättrar resultaten:
| PE-klass | Rekommenderad hastighet | Matningshastighet | Tillvägagångssätt för kylning |
|---|---|---|---|
| LDPE | Lägre varvtal (3.000-8.000 varv/min) | Lätta matningar (0,1-0,2 mm/tand) | Luftkylning är vanligtvis tillräckligt |
| HDPE | Medelhöga hastigheter (5.000-10.000 varv/min) | Måttliga matningar (0,15-0,25 mm/tand) | Trycklufts- eller dimkylning |
| UHMWPE | Högre hastigheter (8.000-15.000 varv/min) | Måttliga flöden (0,15-0,3 mm/tand) | Tryckluftskylning rekommenderas |
Dessa parametrar bör justeras baserat på dina specifika maskinkapaciteter, verktyg och detaljgeometri. På PTSMAKE har vi funnit att PE i allmänhet bearbetas bäst med högre hastigheter och lägre matningar jämfört med metaller.
Överväganden om ytfinish
Olika PE-kvaliteter ger olika ytfinhet under liknande bearbetningsförhållanden:
- HDPE: Bearbetas i allmänhet till en slät matt yta
- UHMWPE: Kan uppnå exceptionellt släta ytor med rätt verktyg
- LDPE: Har ofta ett mer "släpigt" utseende om det inte bearbetas noggrant
För applikationer där utseendet är avgörande bör man ta hänsyn till dessa naturliga ytfinhetstendenser när man väljer PE-kvalitet. Efterbearbetningsprocesser som flampolering kan också förbättra ytfinishen, även om dessa fungerar bättre på vissa kvaliteter än andra.
Kostnads-nyttoanalys för val av gymnasiebetyg
Budgetöverväganden påverkar oundvikligen besluten om materialval. Genom att förstå kostnadseffekterna av olika PE-kvaliteter kan man optimera både prestanda och ekonomi.
Jämförelse av materialkostnader
PE-kvaliteterna spänner över ett betydande prisintervall:
- LDPE: Baslinjekostnad (1× referens)
- HDPE: Något högre kostnad (1,1-1,3× LDPE)
- MDPE: Ungefär som HDPE (1,1-1,3× LDPE)
- UHMWPE: Betydligt högre (3-5× LDPE)
- Specialkvaliteter: Kan vara 5-10× grundläggande betyg
Fundera alltid på om prestandafördelarna motiverar kostnadsökningen. I många fall kan den förbättrade hållbarheten hos premiumkvaliteter som UHMWPE kompensera för den högre initialkostnaden genom förlängd livslängd.
Överväganden om livscykelkostnader
Om man ser bortom de initiala materialkostnaderna upptäcker man viktiga ekonomiska faktorer:
- Ersättningsfrekvens: Högpresterande kvaliteter håller normalt längre
- Krav på underhåll: Vissa kvaliteter kräver mindre underhåll över tid
- Konsekvenser av misslyckande: Tänk på kostnaden för fel i kritiska applikationer
När jag rådgör med kunder på PTSMAKE om materialval rekommenderar jag ofta att man gör en formell livscykelkostnadsanalys för kritiska komponenter. Den initiala materialkostnaden är ofta en mindre faktor i den totala ägandekostnaden när underhåll, stilleståndstid och utbyte tas med i beräkningen.
Gör det slutliga valet av PE-klass
Hur fattar du ditt slutgiltiga beslut efter att ha övervägt alla faktorer? Följ detta systematiska tillvägagångssätt:
- Lista kritiska prestandakrav: Temperaturområde, kemisk exponering, mekaniska belastningar
- Identifiera vad som hindrar en affär: Villkor som skulle eliminera vissa betyg
- Jämför kvarvarande kandidater: Utvärdera bearbetbarhet, kostnad och tillgänglighet
- Överväg prototyptillverkning: För kritiska applikationer, testa flera kvaliteter
I vissa fall kan du behöva kompromissa eller titta på helt alternativa material. PE har utmärkta egenskaper, men det är inte lämpligt för alla tillämpningar. Om temperaturkraven överstiger 80-90 °C eller om den kemiska kompatibiliteten är tveksam bör du överväga andra tekniska plaster som PEEK, POM eller PA.
Vanliga misstag vid val av betyg i idrott och hälsa
Genom mitt arbete på PTSMAKE har jag sett flera vanliga misstag vid val av PE-klass som du bör undvika:
- Val baserat enbart på pris: Välja LDPE när HDPE behövs för styvhet
- Ignorering av miljöfaktorer: UV-exponering för utomhusapplikationer beaktas inte
- Förbiseende av utmaningar inom maskinbearbetning: Val av svårbearbetade kvaliteter för komplexa geometrier
- Använda generiska specifikationer: Begär "PE" utan att ange den exakta årskursen
- Bortser från driftstemperatur: Användning av standardkvaliteter i applikationer med förhöjd temperatur
De mest framgångsrika projekten inleds med ett noggrant materialval som bygger på en fullständig förståelse av applikationskraven och de specifika egenskaperna hos varje PE-kvalitet.
Genom att noggrant matcha dina specifika applikationskrav med lämplig PE-kvalitet kan du säkerställa att dina bearbetade komponenter ger optimal prestanda under hela sin livslängd samtidigt som du uppnår bästa möjliga balans mellan kostnad och funktionalitet. Kom ihåg att materialval är ett kritiskt tekniskt beslut som förtjänar att övervägas noggrant tidigt i projektplaneringsprocessen.
Lär dig hur molekylstrukturen påverkar bearbetbarheten och hur du optimerar dina PE-detaljer. ↩
Utforska hur molekylstrukturen påverkar bearbetbarheten och optimera dina PE-komponenter. ↩
Upptäck varför vissa PE-kvaliteter accepteras av människokroppen utan att avvisas och deras medicinska tillämpningar. ↩
Lär dig mer om fördelarna med att använda återvunna material och hur de kan förbättra dina hållbarhetsmått. ↩
Lär dig hur materialspänningar påverkar dimensionsstabiliteten och hur du kan kompensera för dem i dina detaljer. ↩





