

Vad gör kylflänsar av extruderat aluminium överlägsna
Har du någonsin undrat varför din elektronik inte smälter trots att den genererar tillräckligt med värme för att steka ett ägg? Den obesjungna hjälten kan vara den metallkomponent med fenor som du knappt har lagt märke till - kylflänsen i strängpressad aluminium som i tysthet räddar dina enheter varje dag.
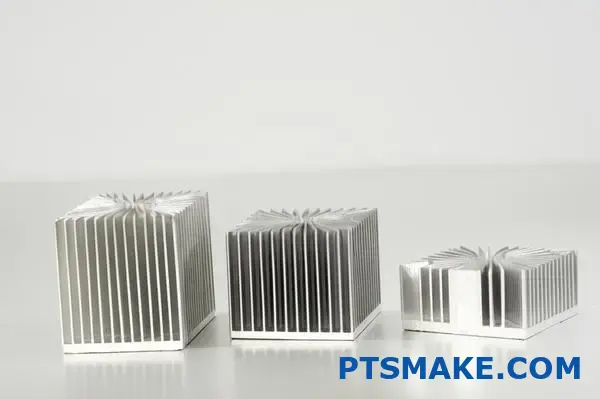
Kylflänsar av extruderad aluminium har revolutionerat värmehanteringen i modern elektronik genom att erbjuda en perfekt balans mellan prestanda, vikt och kostnad. Den unika tillverkningsprocessen skapar exakta fenstrukturer som effektivt leder bort värme från kritiska komponenter och förlänger enhetens livslängd.

Vetenskapen bakom excellens inom termisk hantering
Värmehantering är fortfarande en av de största utmaningarna inom elektronikdesign. I takt med att enheterna blir mer kraftfulla och kompakta ökar den värme som genereras per kvadratcentimeter dramatiskt. Utan korrekt värmeavledning kan denna värme drastiskt minska prestandan och komponenternas livslängd. Det är här kylflänsar i strängpressad aluminium verkligen briljerar.
Överlägsna egenskaper för värmeledningsförmåga
Det grundläggande värdet hos en kylfläns ligger i dess förmåga att leda bort värme från känsliga komponenter. Aluminium, i synnerhet legeringen 6063-T6 som ofta används i profiler, har en exceptionell värmeledningsförmåga på 201-218 W/m-K (watt per meter Kelvin). Detta placerar den bland de mest effektiva värmeledarna som fortfarande är kommersiellt gångbara för massproduktion.
Under mitt arbete med olika kyllösningar vid PTSMAKE har jag funnit att extruderad aluminium erbjuder ungefär 70% av koppars värmeledningsförmåga samtidigt som den bara väger ungefär en tredjedel så mycket. Detta Termisk verkningsgrad1 skapar en optimal balans för de flesta applikationer där både vikt och värmeavledning spelar roll.
Viktfördelen
När man konstruerar produkter där varje gram är viktigt blir aluminiumets lätta vikt särskilt värdefull. Tänk på dessa jämförande vikter:
| Material | Densitet (g/cm³) | Relativ vikt | Termisk konduktivitet (W/m-K) |
|---|---|---|---|
| Aluminium | 2.7 | 1× (referens) | 201-218 |
| Koppar | 8.96 | 3,3× tyngre | 385-400 |
| Stål | 7.85 | 2,9× tyngre | 36-54 |
Tabellen visar tydligt varför kylflänsar i strängpressad aluminium dominerar marknaden - de ger utmärkt termisk prestanda utan att väga lika mycket som alternativen.
Tillverkningsfördelar med strängsprutning
Precision med skalbarhet
Själva extruderingsprocessen bidrar väsentligt till dessa kylflänsars överlägsenhet. Under tillverkningen pressas uppvärmda aluminiumämnen genom precisionsformar för att skapa komplexa tvärsnittsprofiler som skulle vara svåra eller omöjliga att uppnå med andra metoder.
Denna tillverkningsmetod ger flera fördelar:
- Enhetligt fenavstånd och tjocklek över hela längden
- Anpassade profiler optimerade för specifika luftflödesmönster
- Interna kanaler för applikationer med vätskekylning
- Integrerade monteringsfunktioner som eliminerar sekundära operationer
På PTSMAKE har vi optimerat våra extruderingsprocesser så att vi kan uppnå lamelltjocklekar på så lite som 0,8 mm med aspektförhållanden på över 20:1. Dessa egenskaper gör det möjligt att maximera ytarean samtidigt som den strukturella integriteten bibehålls - den perfekta kombinationen för effektiv värmeavledning.
Kostnadseffektivitet utan kompromisser
En annan övertygande fördel är den ekonomiska effektiviteten i strängpressningsprocessen. Till skillnad från gjutning eller maskinbearbetning skapar strängpressning minimalt materialspill och kräver färre sekundära operationer. När matrisen väl är skapad blir produktionen av ytterligare enheter anmärkningsvärt effektiv.
Kostnadsfördelarna sträcker sig bortom tillverkningen och inkluderar:
- Lägre transportkostnader tack vare lägre vikt
- Minskade krav på monteringsutrustning
- Längre livslängd i de flesta miljöer
- Förenklad återvinning vid slutet av livscykeln
Mångsidiga användningsområden
En av de mest imponerande aspekterna av kylflänsar i extruderad aluminium är deras anpassningsförmåga till olika branscher. Från konsumentelektronik till industriella kraftsystem, dessa lösningar för termisk hantering fungerar tillförlitligt i mycket olika miljöer.
Kylning av elektronik
Modern elektronik genererar betydande värme i alltmer kompakta förpackningar. Processorer, grafikkort, nätaggregat och andra högpresterande komponenter drar alla nytta av den effektiva kylning som kylflänsar av strängpressad aluminium ger. Möjligheten att skapa anpassade profiler innebär att konstruktörerna kan optimera luftflödet runt specifika komponenter samtidigt som de övergripande systembegränsningarna bibehålls.
LED-belysningssystem
LED-revolutionen har skapat nya termiska utmaningar. Till skillnad från traditionell belysning som strålar värme utåt, leder LED-lampor värme bakåt genom sitt monteringssubstrat. Extruderade kylflänsar med specialprofiler har möjliggjort de kompakta, högeffektiva LED-armaturer som nu är standard i kommersiella och bostadstillämpningar.
Industriella tillämpningar
Tunga maskiner, kraftelektronik och industriella styrsystem arbetar i krävande miljöer där tillförlitlighet är av största vikt. Hållbarheten hos kylflänsar i strängpressad aluminium, särskilt när de är anodiserade för ytterligare korrosionsbeständighet, säkerställer konsekvent prestanda även under utmanande förhållanden.
Under mina år som konstruktör av termiska lösningar har jag konsekvent funnit att kylflänsar av strängpressad aluminium ger den optimala balansen mellan prestanda, vikt och kostnad för de allra flesta applikationer. Även om specialiserade situationer kan kräva exotiska material eller tillverkningsmetoder, är aluminiumprofiler fortfarande guldstandarden för effektiv värmehantering.
Välja rätt profilbredd för din applikation
Har du någonsin stirrat på specifikationer för kylflänsar och undrat om storleken verkligen spelar någon roll? Bredden på din aluminiumprofil för kylflänsar är inte bara ett mått - det är skillnaden mellan en enhet som är sval under tryck och en som inte fungerar när du behöver den som mest.
Att välja den optimala profilbredden för din kylfläns i extruderad aluminium har en direkt inverkan på värmeprestanda och systemintegration. Spektrumet från smala 0,354"-profiler till expansiva 12,000"-konstruktioner uppfyller alla specifika kylkrav med olika effektivitetsegenskaper.

Förstå grundläggande principer för profilbredd
Vid utformning av kyllösningar för elektroniska system är profilbredden på en kylfläns av strängpressad aluminium avgörande för dess termiska kapacitet och användbarhet. Med profilbredd avses den totala sidodimensionen av kylflänsens extrudering, mätt vinkelrätt mot lamellerna. Denna enda specifikation har kaskadeffekter på allt från värmemotstånd till monteringsalternativ.
Spektrumet för termisk prestanda
Profilbredden korrelerar direkt med den tillgängliga ytan för värmeavledning. Bredare profiler ger mer material för värmespridning, vilket minskar det termiska motståndet och förbättrar kylningseffektiviteten.

Förhållandet mellan bredd och termisk prestanda följer förutsägbara mönster:
| Profilbreddsintervall | Typiska tillämpningar | Termisk resistans | Rymdeffektivitet |
|---|---|---|---|
| Smal (0,354"-2") | Liten elektronik, miljöer med begränsat utrymme | Högre | Utmärkt |
| Medium (2"-6") | Standarddatorer, strömförsörjning, LED-belysning | Måttlig | Bra |
| Bred (6"-12"+) | Högeffektsapplikationer, industriell utrustning | Lägre | Begränsad |
Fördelar med smal profil (0,354"-2")
Kylflänsar med smal profil är utmärkta i utrymmesbegränsade applikationer där vertikal höjd kan vara tillgänglig men horisontellt utrymme är viktigt. Dessa profiler är idealiska för:
- PCB-monterade komponenter med snäva avståndskrav
- Konsumentelektronik med slimmade formfaktorer
- Kylning av flera komponenter i tätt packade enheter
Enligt min erfarenhet av att utforma kyllösningar för kompakta enheter blir dessa smala profiler ofta det enda gångbara alternativet. Deras förmåga att passa in mellan andra komponenter gör dem oumbärliga i modern elektronik, trots att de har ett relativt högre värmemotstånd jämfört med bredare alternativ.
Applikationer med medelhög profil (2"-6")
Medelbredden är den perfekta lösningen för många kommersiella och industriella tillämpningar. Dessa profiler erbjuder betydande kylkapacitet samtidigt som de är hanterbara i storlek.

Medelstora profiler har vanligtvis:
- Balanserad termisk prestanda för vanliga applikationer
- Tillräcklig materialmassa för effektiv värmespridning
- Mångsidighet i olika monteringskonfigurationer
- Kompatibilitet med standardstorlekar på fläktar för forcerad konvektion
Vid PTSMAKE har vi funnit att detta breddintervall tillgodoser ungefär 65% av våra kunders kylbehov. Mediumprofilen ger tillräckligt med termisk massa för att hantera betydande värmebelastningar samtidigt som den är kostnadseffektiv och enkel att integrera i de flesta systemkonstruktioner.
Fördelar med bred profil (6"-12")
För applikationer med hög värmeutveckling ger breda profiler överlägsen kylprestanda tack vare:
- Maximal yta för värmeavledning
- Lägre övergripande värmemotstånd
- Utmärkt värmespridning över hela basen
- Kapacitet att kyla flera komponenter samtidigt
Dessa bredare profiler är särskilt värdefulla i applikationer inom kraftelektronik, industriell motorstyrning och högpresterande datorsystem där värmekraven överstiger vad smalare profiler kan hantera på ett effektivt sätt.
Kritiska urvalsfaktorer för profilbredd
Hänsyn till värmebelastning
Den primära faktorn som styr valet av profilbredd är den totala värmebelastningen som behöver avledas. Denna termisk budget2 måste ta hänsyn till:
- Maximal effektförlust under maximala driftsförhållanden
- Termiska spikar under driftstörningar
- Säkerhetsmarginaler för variationer i omgivningstemperatur
- Krav på systemets livslängd
För varje applikation rekommenderar jag att man beräknar antalet watt per tum genom att dividera den totala värmelasten med den tillgängliga monteringsbredden. På så sätt får man en snabb referenspunkt för det första profilvalet.
Luftflödesdynamik
Profilbredden har en betydande inverkan på luftflödesmönstret över kylflänsens yta. Bredare profiler:
- Kräver kraftigare fläktar eller blåsmaskiner för att upprätthålla ett jämnt luftflöde
- Kan utveckla "döda zoner" med minskad kylning i centrala områden
- Ofta nytta av flera fläktar placerade strategiskt
Omvänt kan smalare profiler ge en jämnare kylning med mindre kraftiga luftrörelser, även om deras totala värmekapacitet fortfarande begränsas av deras mindre storlek.

Montering och systemintegration
Praktiska överväganden spelar ofta en avgörande roll vid val av profilbredd. Viktiga integrationsfaktorer inkluderar:
- Tillgängligt monteringsutrymme för kretskort eller chassi
- Interferens med angränsande komponenter
- Åtkomst för montering och underhåll
- Krav på viktfördelning och balans
Jag har stött på många situationer där den teoretiskt optimala termiska lösningen helt enkelt inte fick plats i det tillgängliga utrymmet. I dessa fall krävdes kreativa lösningar med smalare profiler, förbättrade lamellkonstruktioner eller kompletterande kylmetoder.
Strategier för kostnadsoptimering
Breddöverväganden påverkar direkt tillverkningskostnaderna. Bredare profiler:
- Förbrukar mer råmaterial (aluminium)
- Kräver större extruderingsutrustning
- Kräver ofta mer komplexa finarrangemang för strukturell stabilitet
- Kan öka frakt- och hanteringskostnaderna
För projekt med snäva budgetramar ger det ofta bättre värde att välja en smalare profil med optimerad lamelldesign än att överdimensionera. På PTSMAKE analyserar vi dessa avvägningar noggrant och kommer ofta fram till att en mer sofistikerad medelbred profil ger bättre prestanda per dollar än enklare breda profiler.
Exempel på tillämpningar i den verkliga världen
I praktiska tillämpningar blir vikten av att välja rätt profilbredd uppenbar. En tillverkare av telekommunikationsutrustning kontaktade oss med kylningsutmaningar för sina nya 5G-infrastrukturkomponenter. I den ursprungliga designen specificerades en bred kylfläns med 10" profil, vilket laboratorietester visade skulle klara den termiska belastningen utan problem.
Kraven på fältinstallation gjorde dock att den här bredden inte var praktisk. Genom en ny design med två 5"-profiler med optimerad lamellgeometri och strategisk placering uppnådde vi likvärdig kylprestanda samtidigt som installationskraven uppfylldes. Den här lösningen minskade också de totala materialkostnaderna med cirka 15% genom att onödig aluminiummassa eliminerades där värmespridningen var minimal.
Det här exemplet belyser varför val av profilbredd kräver ett helhetstänkande utöver enkla termiska beräkningar. Den optimala lösningen balanserar teknisk prestanda med praktiska implementeringsaspekter i varje steg av produktens livscykel.
Anpassade skärningsalternativ för exakta termiska lösningar
Tänk dig att få en perfekt passande kostym från hyllan - omöjligt, eller hur? Samma sak med kylflänsar. Standardstorlekar matchar sällan dina exakta behov, vilket leder till försämrad prestanda eller slöseri med resurser. Anpassad skärning förändrar allt.
Tjänster för anpassad längdkapning omvandlar kylflänsar av extruderad aluminium till precisionstillverkade termiska lösningar som är skräddarsydda efter dina exakta specifikationer. Denna flexibilitet eliminerar spill, optimerar prestanda och säkerställer perfekt integration inom dina unika applikationsbegränsningar.
Värdet av precisionsskurna kylflänslösningar
När det gäller termisk hantering är millimetrarna viktiga. När man konstruerar elektroniska system som genererar betydande värme finns det inget utrymme för kompromisser eller "nära nog"-lösningar. Tjänster för anpassad skärning överbryggar klyftan mellan standardprofiler och de exakta mått som din applikation kräver.
Varför standardstorlekar ofta är otillräckliga
Standardlängder på kylflänsar skapar flera utmaningar för konstruktörer:
- Överflödigt material ökar vikten och kostnaderna
- Otillräcklig längd försämrar den termiska prestandan
- Otympliga dimensioner försvårar montering och integration
- Lagerhanteringen blir mer komplex med många storlekar
Genom mitt arbete på PTSMAKE har jag sett otaliga projekt där kylflänsar av standardlängd skapat onödiga komplikationer. Ingenjörer står ofta inför dilemmat att välja mellan överdimensionerade komponenter som slösar med utrymme och material eller underdimensionerade alternativ som äventyrar den termiska prestandan.
Ekonomin i kundanpassad kapning
Kundanpassad skärning ger betydande ekonomiska fördelar utöver den uppenbara fördelen med att få exakt vad du behöver:
| Förmån | Standardstorlekar | Anpassad skärning |
|---|---|---|
| Användning av material | Överflödigt avfall | Optimerad |
| Kostnader för varulager | Högre (flera SKU:er) | Lägre (på begäran) |
| Tid för montering | Längre (kan kräva modifieringar) | Kortare (exakt passform) |
| Fraktkostnader | Högre (överdimensionerad förpackning) | Lägre (optimerad förpackning) |
| Prestanda | Komprometterad eller överkonstruerad | Exakt anpassad till kraven |
Kostnads- och intäktsanalysen gynnar vanligtvis anpassad skärning för alla utom de mest standardiserade applikationerna. Även om det kan tillkomma en blygsam serviceavgift för kapning, kompenseras detta vanligtvis enbart av materialbesparingar, utan att räkna med de operativa fördelarna.
Alternativ för horisontell eller vertikal kapning
De flesta tillverkare, inklusive PTSMAKE, erbjuder två primära skärriktningar, var och en med tydliga fördelar:
Horisontell kapning
Horisontella skärningar löper vinkelrätt mot lamellerna och justerar kylflänsens totala längd samtidigt som lamellernas fulla höjd bibehålls. Detta är det vanligaste skärningsalternativet och ger flera fördelar:
- Bevarar lamellernas fulla termiska kapacitet
- Bibehåller ursprungliga luftflödesegenskaper
- Förenklar montering med konsekventa basmått
- Fungerar bra med luftkylningssystem
För applikationer där kylflänsens längd överskrider kraven men den termiska prestandan är väl matchad, är horisontell skärning den perfekta lösningen.

Vertikal kapning
Vertikala snitt löper parallellt med fenorna och minskar effektivt kylflänsens bredd genom att hela fensektioner tas bort. Detta tillvägagångssätt är värdefullt när:
- Värmekällan har ett mindre fotavtryck än standardprofiler
- Viktminskning är avgörande (flyg- och rymdindustrin, bärbara enheter)
- Utrymmesbegränsningar begränsar den tillåtna bredden
- Luftflödesvägar kräver specifika dimensionsjusteringar
På PTSMAKE har vi utvecklat tekniker för vertikal precisionsskärning som bevarar fenornas integritet samtidigt som de möjliggör extremt specifika breddjusteringar. Denna förmåga har visat sig vara särskilt värdefull för kunder inom telekommunikations- och flygsektorn där varje gram och millimeter är viktig.
Toleransmöjligheter i modern skärande bearbetning
Den precision som är möjlig med dagens skärteknik överraskar ofta våra kunder. Moderna CNC-skärningssystem uppnår rutinmässigt:
- Längdtoleranser på ±0,2 mm (±0,008")
- Vinkelräthet inom 0,5° av angiven vinkel
- Ytfinishkvalitet som ofta eliminerar sekundära bearbetningar
- Konsekvent repeterbarhet över stora produktionsserier
Dessa toleranser klarar även de mest krävande tillämpningar, t.ex. montering av optisk utrustning, precisionsinstrumentering och kylning av elektronik i militärklass.
Överväganden om praktisk implementering
När du planerar för specialskurna kylflänsar finns det flera praktiska faktorer som kan effektivisera ditt projekt och optimera resultatet:
Minimikrav för beställning
De flesta tillverkare har rimliga minsta orderkvantiteter (MOQ) för kundanpassade skärningstjänster:

- Små serier (1-10 stycken): Tillgänglig med blygsamma installationsavgifter
- Medelstora upplagor (11-100 stycken): Typiskt optimalt förhållande mellan pris och styck
- Stora serier (100+ stycken): Kan berättiga till volymrabatter
På PTSMAKE har vi strukturerat våra skärningstjänster för att tillgodose både prototypbehov och produktionsvolymer. Denna flexibilitet gör det möjligt för kunderna att börja med små kvantiteter för testning och sömlöst övergå till större beställningar med jämn kvalitet.
Specificera dina krav på ett effektivt sätt
För att säkerställa att du får exakt vad du behöver, ange dessa specifikationer när du beställer:
- Total längd som krävs (exakt till 0,1 mm om det är viktigt)
- Om måtten är absoluta eller har acceptabla toleranser
- Eventuella särskilda krav för slutbearbetning
- Behov av ytbehandling (om den skiljer sig från standardsträngsprutning)
- Kritiska placeringar av monteringshål i förhållande till skurna kanter
Ju tydligare dina specifikationer är, desto större är sannolikheten att du får exakt det som din ansökan kräver på första försöket. Jag rekommenderar att du inkluderar tekniska ritningar när det är möjligt, särskilt för komplexa krav.
Förväntningar på ledtider
Kundanpassad skärning ger normalt en minimal ledtid för din order jämfört med standardlagervaror:
- Enkla horisontella snitt: Ofta slutfört inom 1-3 ytterligare arbetsdagar
- Komplexa skärmönster: Kan kräva 3-7 extra arbetsdagar
- Beställningar av stora volymer: Beroende på schema, men i allmänhet i linje med standardproduktionstid
Genom att integrera skärningskraven tidigt i projektets tidslinje kan du undvika förseningar och se till att komponenterna för termisk hantering levereras när de behövs för montering och testning.
Kvalitetssäkring för kundanpassade snitt
Seriösa tillverkare underhåller rigorösa inspektionsprotokoll3 för skräddarsydda kylflänsar, inklusive:
- Dimensionsverifiering med hjälp av precisionsmätutrustning
- Visuell kontroll av snittkvalitet och finish
- Provtestning för att upptäcka grader eller vassa kanter
- Dokumentation av kritiska mätningar
Dessa kvalitetskontroller säkerställer att de specialtillverkade kylflänsarna integreras sömlöst i din produktionsprocess utan oväntade problem eller förseningar.
Bortom enkel skärning: Förbättrad kundanpassning
Längdjustering är den vanligaste kundanpassningen, men kundanpassad kapning kompletteras ofta med ytterligare tjänster:
- Implementering av gängat hål på exakta koordinater
- Avfasade eller rundade kanter för säkerhet och optimering av luftflödet
- Anpassad anodisering efter skärning för specifika estetiska eller funktionella krav
- Sekundärbearbetning för komplexa monteringsdetaljer
Dessa kompletterande tjänster omvandlar basprofiler till högspecialiserade termiska lösningar som är exakt anpassade till unika applikationskrav.
Möjligheten att finjustera kylflänsens dimensioner genom precisionsskärning är en av de mest värdefulla men ändå underutnyttjade möjligheterna inom termisk hantering. Genom att arbeta med tillverkare som erbjuder dessa tjänster kan ingenjörer optimera både prestanda och ekonomi samtidigt som de säkerställer perfekt integration i sina system.
Konfigurationer av fenor: Rak vs. tandad vs. stiftfena
Har du någonsin undrat varför vissa kylflänsar ser ut som miniatyrskyskrapor medan andra liknar spikbäddar? Hemligheten med kylningseffektivitet ligger inte bara i materialet - det är de noggrant konstruerade fenmönstren som förvandlar en enkel bit aluminium till ett kraftpaket för termisk hantering.
Lamellkonfigurationen är den obesjungna hjälten i kylflänsens design och påverkar dramatiskt kylningsprestandan i olika driftsmiljöer. Oavsett om det gäller raka, tandade eller stiftformade fenor erbjuder varje design distinkta fördelar som kan göra skillnaden mellan optimal prestanda och termiskt fel.
Förstå grundläggande geometri för fenor
När det gäller kylflänsens prestanda spelar lamellkonfigurationen en avgörande roll för hur effektivt värmen avleds från dina komponenter. Varje flänsdesign skapar olika luftflödesmönster, ytarea och termiska motståndsegenskaper. Genom att välja rätt konfiguration för din specifika applikation kan du dramatiskt förbättra kylningseffektiviteten och förlänga komponenternas livslängd.
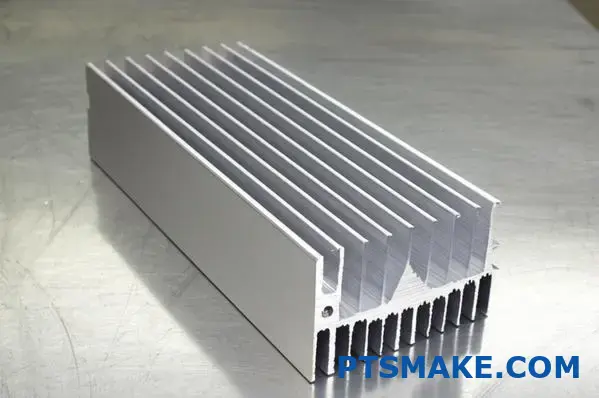
Design med raka fenor: Branschens arbetshäst
Raka lameller är den vanligaste och enklaste konfigurationen i kylflänsar av strängpressad aluminium. Deras parallella placering skapar förutsägbara luftflödeskanaler som effektivt leder bort värmen från källan.
De viktigaste fördelarna med raka fenor
Konstruktioner med raka fenor utmärker sig i flera avseenden:
Effektivitet i tillverkningen: Extruderingsprocessen skapar naturligt perfekt parallella fenor med konsekvent avstånd, vilket gör raka fenor till det mest kostnadseffektiva alternativet för massproduktion.
Optimering av riktat luftflöde: När luftflödet kommer från en specifik riktning (som en fläkt) skapar raka fenor kanaler som minimerar motståndet och maximerar värmeöverföringen längs vägen.
Strukturell integritet: Den enhetliga designen ger utmärkt mekanisk stabilitet, vilket möjliggör högre fenor och större yta inom samma fotavtryck.
Enkel rengöring: De öppna kanalerna mellan raka fenor underlättar underhåll i dammiga miljöer, eftersom skräp kan blåsas ut eller rengöras med minimal ansträngning.
Tillämpningsscenarier
På PTSMAKE har jag funnit att raka fenkonfigurationer är särskilt effektiva för:
- Nätaggregat för datorer med dedikerade kylfläktar
- LED-belysningsarmaturer med konsekvent luftflödesriktning
- Telekommunikationsutrustning i kontrollerade miljöer
- Ljudförstärkare med kylsystem med tryckluft
Design med räfflade fenor: Förbättrad ytarea
Räfflade (ibland kallade "zipper") fenor introducerar strategiska skåror eller snitt längs fenkanterna, vilket skapar en mer komplex geometri än raka fenor samtidigt som den väsentliga kanalstrukturen bibehålls.
Prestandaegenskaper
Den tandade designen erbjuder flera tydliga fördelar:
Ökad ytarea: Det skårade mönstret ökar den totala ytan som är tillgänglig för värmeavledning utan att de övergripande dimensionerna utökas.
Förbättrad naturlig konvektion: Den oregelbundna ytan stör gränsskiktsbildningen och förbättrar den passiva kylningsprestandan med 15-20% jämfört med raka fenor med identiska dimensioner.
Generering av turbulens: Räfflorna skapar turbulens i luftflödet, bryter upp stillastående luftfickor och förbättrar värmeöverföringskoefficienterna.
Optimala användningsfall
Konfigurationen med tandade fenor ger överlägsen prestanda i:
- Passivt kylda skåp för elektronisk utrustning
- Applikationer med variabelt eller allsidigt luftflöde
- Konsumentelektronik där bullerbegränsningar begränsar användningen av fläktar
- Utomhusutrustning som utsätts för naturliga vindmönster
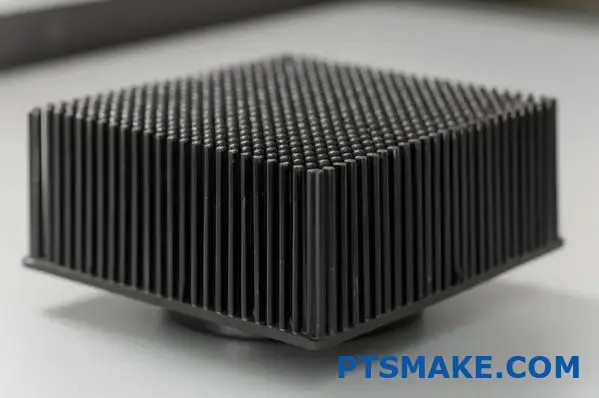
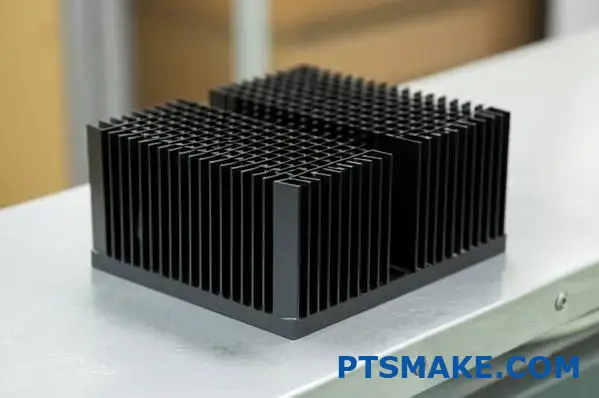
Konfiguration av stiftfenor: Omnidirektionell Excellence
Pin fin-kylflänsar har en rad cylindriska, kvadratiska eller elliptiska stift som sträcker sig från basen i stället för kontinuerliga fenor. Denna radikala avvikelse från traditionella konstruktioner skapar unika termiska hanteringsegenskaper.
Den multidirektionella fördelen
Konfigurationer med stiftfenor erbjuder flera övertygande fördelar:
Luftflöde med omnidirektionell prestanda: Till skillnad från raka eller tandade fenor som fungerar bäst med riktat luftflöde, bibehåller stiftfenor effektiv kylning oavsett luftinfallsvinkel.
Minskning av tryckfall: Det förskjutna arrangemanget av stift skapar vanligtvis mindre mottryck än kontinuerliga fenkonstruktioner, vilket kräver mindre fläktkraft för applikationer med forcerad luft.
Optimal fördelning av ytarea: Pin-arrangemang kan optimeras baserat på värmebilder för att placera extra kylkapacitet exakt där den behövs som mest.
Förbättrad hållbarhet: Enskilda stift är mindre känsliga för skador från stötar eller vibrationer jämfört med högre raka fenor.
Idealiska tillämpningar
Enligt min erfarenhet på PTSMAKE har konfigurationer med stiftfenor visat sig vara särskilt värdefulla för:
- Centrala processorenheter (CPU) och grafikprocessorer
- Militär- och flygplanstillämpningar med variabel orientering
- Elektroniska styrenheter för fordon
- konvektiv värmeöverföring4 miljöer med multidirektionellt luftflöde
Jämförande analys av prestanda
För att verkligen förstå de verkliga konsekvenserna av olika fenkonfigurationer är det bra att undersöka deras prestandaegenskaper sida vid sida:
| Konfiguration | Termisk resistans | Luftflödets riktningskänslighet | Komplex tillverkning | Kostnadsfaktor |
|---|---|---|---|---|
| Rak fena | Måttlig | Hög (riktningsstyrd) | Låg | 1× (baslinje) |
| Räfflad fena | Låg-Måttlig | Måttlig | Medium | 1.2-1.5× |
| Stiftfinne | Låg | Låg (rundstrålande) | Hög | 1.5-2× |
Scenarier för naturlig respektive forcerad konvektion
Den optimala lamellkonfigurationen varierar avsevärt beroende på om din applikation förlitar sig på naturlig eller forcerad konvektion:
Naturlig konvektionsprestanda
I scenarier med passiv kylning utan fläktar:
- Pin-fenor överträffar vanligtvis med 10-15%
- Räfflade fenor följer tätt efter
- Raka fenor har i allmänhet den lägsta passiva kyleffektiviteten
Denna prestandahierarki härrör från hur varje design interagerar med naturligt stigande uppvärmd luft. Stift- och tandade konfigurationer skapar mer störningar i det termiska gränsskiktet, vilket förbättrar den konvektiva överföringen i miljöer med stillastående luft.
Prestanda för forcerad konvektion
När fläktar eller blåsmaskiner skapar ett riktat luftflöde:
- Raka lameller fungerar ofta bäst när luftflödet är i linje med lamellkanalerna
- Räfflade fenor ger stark prestanda vid olika flödeshastigheter
- Pin-fenor är utmärkta när luftflödets riktning varierar eller inte kan kontrolleras exakt
Designöverväganden för specifika applikationer
För att välja den optimala fenkonfigurationen måste man balansera flera viktiga faktorer utöver den rena värmeprestandan.
Utrymmesbegränsningar och orientering
I applikationer med begränsat utrymme:
- Raka lameller ger maximal lamellhöjd inom ett givet fotavtryck
- Räfflade lameller ger en bra kompromiss mellan prestanda och utrymmeseffektivitet
- Pin-fenor kan kräva större basyta men mindre höjd för likvärdig kylning
Den fysiska orienteringen av kylflänsen har också stor betydelse. För vertikalt monterade kylflänsar maximerar raka lameller i linje med den naturliga konvektionsriktningen (nedifrån och upp) den passiva kylningen. Horisontellt monterade applikationer drar ofta nytta av stiftfenor som inte förlitar sig på skorstenseffekter.
Luftflödeskarakteristik
Det är viktigt att förstå vilket luftflöde som är tillgängligt:
- Om luftflödet är jämnt och enkelriktat maximerar raka lameller i linje med flödet effektiviteten
- Om luftflödet kommer från flera håll eller ändras över tid, bibehåller de stiftformade fenorna en jämn prestanda
- I miljöer med lågt luftflöde ger tandade fenor förbättrad passiv kylning
Tillverknings- och kostnadsimplikationer
Tillverkningsmetoden har stor betydelse för vilken fenkonfiguration som är lämplig:
- Extruderad aluminium lämpar sig naturligt för raka och vissa tandade mönster
- Pin-fenor kräver vanligtvis ytterligare bearbetning, gjutning eller skoningsprocesser
- Komplexa tandningar kan kräva sekundära bearbetningar efter extrudering
På PTSMAKE utvärderar vi noggrant dessa faktorer för varje kundprojekt. Ibland rekommenderar vi hybridmetoder - kanske att använda en rak lamellprofil med strategiskt placerade skärningar för att skapa partiella tandningar i kritiska områden. Detta balanserar tillverkningseffektivitet med termisk prestanda.
Gör rätt val för din applikation
Baserat på min erfarenhet av att arbeta med hundratals projekt inom värmestyrning, följer här min praktiska vägledning för val av lamellkonfigurationer:
För enkelriktad forcerad luftkylning: Raka lameller i linje med luftflödesriktningen ger normalt det bästa förhållandet mellan prestanda och kostnad.
För passiv kylning eller variabelt luftflöde: Överväg tandade fenor för måttlig prestandaförbättring eller stiftfenor för maximal rundstrålande effektivitet.
För applikationer med begränsat utrymme: Utvärdera om höjd eller fotavtryck är din primära begränsning och välj därefter.
För dammiga miljöer: Raka fenor ger enklare rengöring och underhåll över tid.
Rätt lamellkonfiguration handlar inte bara om maximal teoretisk kylning - det handlar om att hitta den optimala matchningen för dina specifika värmebelastningar, utrymmesbegränsningar, luftflödesförhållanden och budgetkrav. Med en genomtänkt analys av dessa faktorer kan du välja en kylflänsdesign som ger exakt den termiska hantering som din applikation kräver.
Monteringslösningar för kylflänsar för optimal kontakt
Har du någonsin stirrat på din överhettade enhet och undrat om du missat ett viktigt steg? Den smältande varma processorn kanske inte är defekt - den kanske helt enkelt behöver bättre kontakt med kylflänsen. Gapet mellan komponenterna kan innebära skillnaden mellan topprestanda och termiskt fel.
Korrekt montering av kylflänsar i strängpressad aluminium är mycket viktigare än vad de flesta ingenjörer först inser. Det termiska gränssnittet mellan värmealstrande komponenter och kyllösningar avgör upp till 60% av hela systemets termiska effektivitet, vilket gör valet av monteringsmetod lika viktigt som själva kylflänsen.
Vetenskapen om termisk överföring vid kontaktpunkter
Montering av kylflänsar handlar inte bara om att säkra komponenter - det handlar om att skapa den perfekta termiska vägen. Oavsett hur effektivt utformad din kylfläns i extruderad aluminium är, beror dess prestanda i grunden på hur effektivt värme överförs från källan till kylflänsen.
Utmaningen med kontakt
Även till synes släta ytor innehåller mikroskopiska oegentligheter. När kylflänsens bas möter en komponentyta skapar dessa ojämnheter små luftspalter. Luft är en dålig värmeledare, med en ledningsförmåga som är cirka 10 000 gånger lägre än aluminium. Dessa luckor hindrar värmeöverföringen dramatiskt och skapar termiska flaskhalsar som äventyrar kylningseffektiviteten.
Målet med korrekt montering är att minimera dessa mellanrum:
- Tillämpa lämpligt tryck
- Användning av termiska gränssnittsmaterial
- Säkerställa anpassning mellan komponenter
- Upprätthålla en jämn kontakt över hela ytan

Jämförelse av större monteringsmetoder
Varje monteringsmetod erbjuder olika fördelar beroende på dina applikationskrav:
| Monteringsmetod | Termisk prestanda | Installationens komplexitet | Återanvändbarhet | Vibrationsmotstånd | Kostnad |
|---|---|---|---|---|---|
| Termiska lim | Bra | Låg | Dålig | Utmärkt | Låg |
| Z-klämmor | Mycket bra | Måttlig | Utmärkt | Bra | Måttlig |
| MaxiGRIP™ | Utmärkt | Måttlig | Bra | Utmärkt | Hög |
| Max Clips | Mycket bra | Låg | Utmärkt | Mycket bra | Måttlig |
Lösningar för termisk limning
Termiska lim är en av de enklaste monteringslösningarna och kombinerar limning och termiska gränssnittsfunktioner i en enda produkt.
Fördelar med självhäftande montering
Under mina år på PTSMAKE har jag funnit att termiska lim är särskilt värdefulla för dessa scenarier:
- Utrymmesbegränsade applikationer där mekaniska fästelement inte passar
- Konstruktioner med låg profil där klipphöjden ger en oacceptabel dimension
- Applikationer som kräver vibrations- och stöttålighet
- Situationer där borrhål skulle äventyra den strukturella integriteten
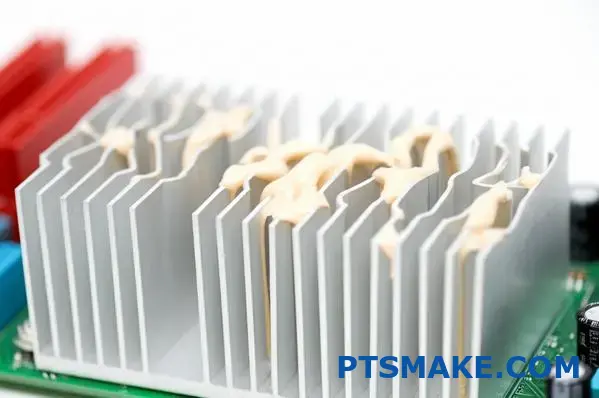
Termiska lim skapar permanenta eller semipermanenta bindningar som upprätthåller ett jämnt tryck över hela kontaktytan. Detta eliminerar det ojämna trycket som ibland skapas av mekaniska fästelement och säkerställer fullständig kontakt mellan ytorna.
Överväganden om implementering
Vid användning av termiska lim:
Förberedelse av ytan: Båda ytorna måste rengöras noggrant med isopropylalkohol för att avlägsna oljor, damm och tillverkningsrester.
Applikationsmönster: Applicera i små prickar eller ett tunt X-mönster i stället för ett heltäckande lager så att överflödet kan pressas ut utan att skapa luftfickor.
Krav på härdning: De flesta högpresterande termiska lim kräver specifika härdningstemperaturer och tider. Följ tillverkarens specifikationer noggrant.
Begränsningar för borttagning: Tänk på att komponenterna ofta skadas om du tar bort självhäftande kylflänsar, vilket gör denna metod olämplig när framtida underhåll kan kräva demontering.

Z-Clip-system för mångsidig montering
Z-clips är en elegant lösning för att fästa kylflänsar av extruderad aluminium samtidigt som de bibehåller utmärkt termisk kontakt och kan tas bort i framtiden.
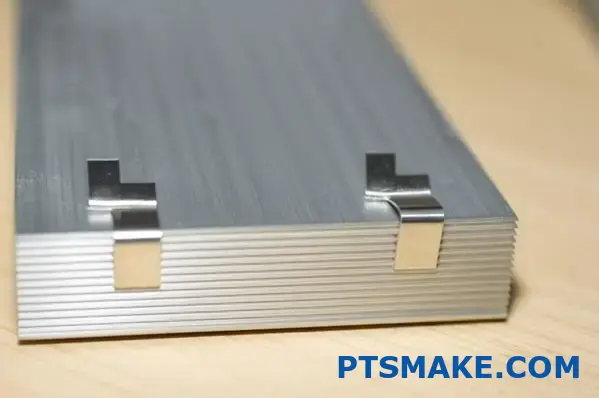
Hur Z-Clips fungerar
Dessa specialiserade clips har en Z-formad profil som:
- Kopplas in i kylflänsens sidokanaler
- Sträcker sig över den komponent som kyls
- Fästs på kretskortet eller monteringsytan
- Utövar ett konsekvent tryck nedåt
Klippets fjäderspänning skapar ett jämnt, kontinuerligt tryck som säkerställer optimal kontakt mellan kylflänsen och komponenten samtidigt som det tar hänsyn till termisk expansion under drift.
Optimala tillämpningar
Z-clips är utmärkta i:
- Kylning av datorprocessor där framtida uppgraderingar kräver borttagning
- Produktionsmiljöer där monteringshastigheten är viktig
- Applikationer med standardiserade komponenthöjder
- Situationer som kräver omarbetning eller ersättningsmöjligheter
På PTSMAKE har vi utvecklat speciella Z-clip-varianter med exakta fjäderspänningar som är kalibrerade för olika komponenttyper. Dessa tekniska finesser säkerställer optimalt tryck - tillräckligt för att eliminera luftspalter utan att riskera att komponenten skadas av överdriven kraft.
MaxiGRIP™-teknik för höga prestandakrav
För applikationer som kräver absolut bästa termiska kontakt utgör MaxiGRIP™-tekniken premiumlösningen på marknaden för kylflänsar i extruderad aluminium.
Fördelen med MaxiGRIP™
Detta avancerade monteringssystem har funktioner:
- Jämn tryckfördelning över hela kontaktytan
- Självjusterande spänningsmekanismer som bibehåller optimal kontakt trots termisk cykling
- Lågprofilsdesign som minimerar utrymmesbehovet
- Överlägsen optimering av termiskt gränssnitt5 för maximal värmeöverföringseffektivitet
Bästa praxis för implementering
Vid arbete med MaxiGRIP™-system:
Specifikationer för vridmoment: Följ exakta krav på åtdragningsmoment vid åtdragning av fästelement - överåtdragning förbättrar inte prestandan och riskerar att skada komponenterna.
Mönstersekvens: Dra åt fästanordningarna i ett stjärnmönster och rör dig gradvis från mitten och utåt för att säkerställa en jämn tryckfördelning.
Gränssnitt Materialkompatibilitet: Välj material för termiska gränssnitt som är särskilt kompatibla med MaxiGRIP™ trycknivåer.
Inspektionsförfaranden: Kontrollera att alla fästpunkter är helt i ingrepp före slutmontering.
Max Clips™ för snabb utplacering
Max Clips™ är ett bekvämt mellanting mellan permanent limning och mer komplexa monteringssystem och erbjuder utmärkt termisk prestanda med verktygsfri installation.
Viktiga funktioner och fördelar
Dessa specialiserade klipp erbjuder:
- Installation i ett steg utan specialverktyg
- Konsekvent tryck över kontaktytorna
- Utmärkt vibrationsmotstånd i de flesta miljöer
- Enkel demontering för underhåll eller uppgraderingar
- Kompatibel med extruderade standardprofiler utan modifiering
Vägledning för ansökan
Baserat på min erfarenhet av otaliga termiska lösningar på PTSMAKE fungerar Max Clips™ bäst i:
- Volymproduktionsmiljöer där monteringshastigheten påverkar kostnaderna
- Installationsscenarier på fältet där specialverktyg inte finns tillgängliga
- Applikationer som kräver sporadisk serviceåtkomst
- Fall där komponenterna har standardiserade mått
Material för termiska gränssnitt: Den kritiska komponenten
Oavsett vilken monteringsmetod du väljer spelar material för termiska gränssnitt (TIM) en viktig roll för att maximera effektiviteten i värmeöverföringen.
Olika typer av gränssnittsmaterial
Vanliga alternativ inkluderar:
- Termiska kuddar: Förskurna, formbara material som fyller större luckor men erbjuder måttlig värmeledningsförmåga
- Fasändringsmaterial: Fast vid rumstemperatur men flyter något vid driftstemperaturer för att fylla mikroskopiska luckor
- Termiska fetter: Viskösa föreningar som maximerar kontakten men som kan torka ut med tiden
- Grafitplattor: Tunna, högledande material för applikationer med mycket plana ytor
Urvalskriterier
När du väljer gränssnittsmaterial för montering av kylflänsar i extruderad aluminium:
- Ta hänsyn till ytjämnheten på båda komponenterna
- Utvärdera driftstemperaturområden och krav på termisk cykling
- Balansera värmeledningsförmågan mot applikationens tryckbehov
- Ta hänsyn till långsiktiga tillförlitlighetskrav
Montering för specifika applikationsmiljöer
Olika driftsmiljöer skapar unika monteringsutmaningar som kräver specialiserade metoder.
Applikationer med höga vibrationer
För utrustning som arbetar i miljöer med höga vibrationer, t.ex. fordon, industrimaskiner eller flygplansapplikationer:
- Lim överträffar ofta mekaniska fästelement
- Vid användning av clips, välj varianter med positiv låsmekanism
- Överväg redundanta monteringsmetoder för kritiska system
- Använd vibrationsdämpande material vid monteringspunkterna
Rymdbegränsade tillämpningar
I ultrakompakta enheter där varje millimeter är viktig:
- Fasändringsmaterial ger utmärkt prestanda med minimal tjocklek
- Lågprofilerade clips kan ersätta standardversioner med minimal påverkan på prestandan
- Anpassade profiler kan innehålla monteringsfunktioner direkt
- Kombinerade metoder kan vara nödvändiga för att uppfylla både värme- och utrymmeskraven
Tillämpningar för höga temperaturer
För applikationer som arbetar vid förhöjda temperaturer:
- Välj lim med lämplig temperaturklassning
- Ta hänsyn till differentierad termisk expansion mellan monteringsytorna
- Överväg keramiskt fyllda gränssnittsmaterial för extrema förhållanden
- Använd monteringssystem med flytmån för att förhindra termiska påfrestningar
Den monteringslösning som du väljer för din kylfläns i extruderad aluminium får aldrig vara en eftertanke. Genom att ge detta kritiska gränssnitt den uppmärksamhet det förtjänar, maximerar du värmeprestandan, säkerställer långsiktig tillförlitlighet och undviker de kostsamma fel som uppstår till följd av dåligt implementerad värmehantering.
Jag ska skapa ett engagerande och informativt innehåll för kapitel 6 i ditt blogginlägg om "Beräkningar av termisk prestanda och kylning" enligt dina riktlinjer. Här är avsnittet:
Mätning av termisk prestanda och kylningsberäkningar
Har du någonsin kommit på dig själv med att stirra på specifikationer för kylflänsar med C/W-värden som lika gärna kunde vara skrivna med hieroglyfer? Du är inte ensam om det. Dessa till synes kryptiska siffror har nyckeln till om din elektronik kommer att fungera smidigt eller brinna ut när du minst anar det.
Att förstå mätvärden för värmemotstånd är viktigt för att välja rätt kylfläns i extruderad aluminium för din applikation. C/W-värdet (grader Celsius per Watt) indikerar direkt kyleffektiviteten, där lägre värden innebär överlägsen värmeavledningsförmåga som förlänger komponenternas livslängd och säkerställer optimal prestanda.
Den kritiska rollen för mätning av termiskt motstånd
Mätningar av värmemotstånd utgör grunden för effektiv design av kylsystem. En kylfläns utseende och material ger viktiga ledtrådar om dess kapacitet, men C/W-värdet ger konkreta prestandauppgifter som möjliggör direkt jämförelse mellan olika kyllösningar.
Avkodning av C/W-betyg
C/W-värdet (grader Celsius per Watt) representerar värmemotståndet - hur mycket temperaturen stiger per watt värme som avleds. Denna enda siffra säger mycket om kylflänsens prestanda:

| C/W Värdeintervall | Prestationsnivå | Typiska tillämpningar |
|---|---|---|
| 0,5-1,5 C/W | Utmärkt | Högeffektiva datorsystem, serverkomponenter |
| 1,5-3,0 C/W | Mycket bra | Stationära datorer, kraftelektronik |
| 3,0-5,0 C/W | Bra | Konsumentelektronik, LED-belysning |
| 5,0-10,0 C/W | Måttlig | Komponenter med låg effekt, signalbehandling |
| >10,0 C/W | Grundläggande | Enkel elektronik, minimal värmebelastning |
Det som gör detta mått så värdefullt är dess direkthet - en kylfläns med en C/W-klassificering på 2,0 kommer att tillåta komponenttemperaturer att stiga hälften så mycket som en med en C/W-klassificering på 4,0 när den avleder samma mängd värme. Detta enkla förhållande gör jämförande analyser anmärkningsvärt enkla.
Beräkning av komponentens anslutningstemperatur
Den grundläggande ekvationen som styr valet av kylfläns är:
Tj = Ta + (P × (Rjc + Rcs + Rsa))
Var?
- Tj = Övergångstemperatur (högsta tillåtna komponenttemperatur)
- Ta = Omgivningstemperatur (driftsmiljö)
- P = Effektförlust (i watt)
- Rjc = Termiskt motstånd från korsning till hölje
- Rcs = Termiskt motstånd från hölje till sänka (gränssnitt)
- Rsa = Termiskt motstånd från kylfläns till omgivningen (kylfläns C/W)
På PTSMAKE hjälper jag regelbundet kunder att arbeta baklänges från deras högsta tillåtna anslutningstemperatur för att bestämma den nödvändiga kylflänsens prestanda. Den här beräkningen blir ledstjärnan för val av kylfläns och säkerställer att komponenterna håller sig inom säkra drifttemperaturer även under maximal belastning.
Mätningar av naturlig kontra forcerad konvektion
I specifikationerna för kylflänsar anges vanligtvis separata C/W-värden för naturlig och forcerad konvektion:
| Metod för kylning | C/W Märkningsegenskaper | Faktorer som påverkar prestandan |
|---|---|---|
| Naturlig konvektion | Högre värden (mindre effektiv) | Kylflänsens orientering, lamellavstånd, omgivande hölje |
| Forcerad konvektion | Lägre värden (mer effektiva) | Lufthastighet, flödesriktning, utformning av fenor |
Skillnaden mellan dessa värden kan vara dramatisk. Jag har sett kylflänsar av extruderad aluminium med en naturlig konvektion på 4,0 C/W sjunka till under 1,0 C/W med bara 200 LFM (Linear Feet per Minute) luftflöde. Detta skillnad i termisk prestanda6 belyser varför det är viktigt att förstå kylmiljön för att kunna göra rätt val.
Praktiska kylningsberäkningar för verkliga tillämpningar
Teori är bra, men praktisk tillämpning är avgörande. Låt oss gå igenom processen för att fastställa kylbehovet för en typisk applikation.
Steg 1: Bestäm total termisk belastning
Börja med att beräkna den totala effektförlusten som kräver kylning. För elektroniska komponenter finns denna information i databladen, vanligtvis uttryckt i watt. För flera komponenter som använder en enda kylfläns, summera de individuella termiska belastningarna.
Många ingenjörer gör misstaget att använda genomsnittlig strömförbrukning i stället för maximal termisk belastning. Jag rekommenderar alltid att man konstruerar för toppeffektförhållanden för att säkerställa tillräckligt termiskt utrymme under stressförhållanden.
Steg 2: Fastställ maximala temperaturgränser
Identifiera sedan den högsta tillåtna temperaturen för dina komponenter. För typiska halvledaranordningar:
- IC-kretsar för konsumentbruk: 85°C-100°C
- Komponenter av industriell kvalitet: 100°C-125°C
- Militärklassad elektronik: 125°C-150°C
Dra av en säkerhetsmarginal (typiskt 10-15°C) från dessa gränser för att ta hänsyn till termiska cykler, mätosäkerheter och åldringseffekter.
Steg 3: Beräkna erforderligt värmemotstånd
Med den termiska belastningen och temperaturgränserna fastställda, beräkna det maximalt tillåtna termiska motståndet:
Erforderlig C/W = (Tmax - Tambient) ÷ Effekt
Till exempel vid kylning av en 50 W-komponent med en maximal temperatur på 85 °C i en miljö på 35 °C:
Erforderlig C/W = (85°C - 35°C) ÷ 50W = 1,0 C/W
Denna beräkning ger målprestandan för ditt val av kylfläns.
Steg 4: Ta hänsyn till termiska gränssnitt
Det beräknade värdet representerar hela den termiska vägen. För att bestämma det specifika kravet för kylflänsen, subtrahera värmemotståndet för andra element i vägen:
Kylfläns C/W = Erforderlig C/W - Rjc - Rcs
Där Rjc kommer från komponentspecifikationer och Rcs beror på det termiska gränssnittsmaterial som används.
Optimera valet av kylfläns med hjälp av prestandamått
Förståelse för termiska mätvärden möjliggör strategisk optimering av kyllösningar.
Beräkning av kylflänsens ytarea
Ytarean är direkt korrelerad med värmeavledningsförmågan. För kylflänsar av strängpressad aluminium gäller följande ungefärliga samband:
Erforderlig yta (cm²) ≈ 50 × effekt (W) ÷ (Tmax - Tambient)
Denna grova beräkning ger en utgångspunkt för dimensionering av kylflänsar, men den faktiska prestandan beror på lamellernas effektivitet, avstånd och luftflödesmönster.
Överväganden om Fin-effektivitet
Alla ytor bidrar inte lika mycket till kylningen. Lamellernas effektivitet - hur effektivt varje lamell överför värme - minskar med:
- Ökad höjd på fenan
- Minskad tjocklek på lamellerna
- Material med lägre värmeledningsförmåga
För aluminiumprofiler varierar den praktiska lamellverkningsgraden normalt från 70% till 95% beroende på konstruktion. När man jämför kylflänsar med olika geometrier ger den effektiva ytan (faktisk yta × lamellverkningsgrad) en mer exakt prestandaindikator än den råa ytan.
Beräkningar för optimering av luftflöde
För luftkylning följer förhållandet mellan luftflödeshastighet och termisk prestanda en potenslag med avtagande avkastning:
Prestandaförbättring ≈ (luftflödeshastighet)^0,5
Detta innebär att en fördubbling av luftflödet minskar värmemotståndet med cirka 30%, inte 50% som man intuitivt skulle kunna tro. Det här icke-linjära förhållandet förklarar varför extrem höghastighetskylning ger allt mindre fördelar samtidigt som buller och strömförbrukning ökar avsevärt.
Tester i verkligheten kontra teoretiska beräkningar
Även om beräkningar är utmärkta utgångspunkter är faktiska tester ovärderliga för kritiska tillämpningar.
På PTSMAKE utför vi rutinmässigt termiska valideringstester med hjälp av:
- Infraröd termografi för att identifiera hotspots
- Flera termoelementsmätningar för exakta temperaturgradienter
- Kontrollerade miljökammare för konsekventa testförhållanden
- CFD-modellering (Computational Fluid Dynamics) för komplexa sammansättningar
Korrelationen mellan beräknad och uppmätt prestanda ligger normalt inom 10-15% för enkla geometrier men kan variera mer markant för komplexa system eller ovanliga driftsmiljöer.
Jag har märkt att teoretiska beräkningar tenderar att vara mer exakta för scenarier med forcerad konvektion än för naturlig konvektion, där subtila miljöfaktorer kan påverka prestandan avsevärt.
I slutändan ger mätningar av termisk prestanda den kvantitativa grunden för val av kylfläns, vilket gör att ingenjörer tryggt kan välja kyllösningar som uppfyller deras specifika krav. Genom att förstå C/W-värden och tillämpa korrekta beräkningsmetoder kan du säkerställa att dina kylflänsar i extruderad aluminium levererar den kylprestanda som dina applikationer kräver.
Tillämpningar inom industrin: Från LED-belysning till kraftelektronik
Har du någonsin lagt märke till hur samma kylteknik hindrar din eleganta LED-ljuskrona från att överhettas, förhindrar att din gitarrförstärkare stängs av på grund av värme och ser till att batterihanteringssystemet i ditt elfordon fungerar felfritt? Den mångsidiga kylflänsen i extruderad aluminium är den obesjungna termiska hjälten bakom otaliga moderna tekniker.
Kylflänsar i strängpressad aluminium fungerar som kritiska komponenter för värmehantering i olika branscher, t.ex. LED-belysning, ljudutrustning, kraftelektronik, medicintekniska produkter och flygindustrin. Varje applikation har unika kylningsutmaningar som kräver specialiserad design av kylflänsar utöver grundläggande termisk prestanda.
LED-belysning: Upplysning om vägen för innovation inom kylflänsar
LED-belysningsrevolutionen har i grunden förändrat hur vi ser på värmehantering i belysningssystem. Till skillnad från traditionella glödlampor som strålar värme framåt med ljuset, leder LED-lampor värme bakåt genom sitt monteringssubstrat, vilket skapar unika kylningsutmaningar.
Kritiska termiska krav för LED-applikationer
LED-lampornas prestanda och livslängd är exceptionellt temperaturkänsliga. För varje 10°C ökning av anslutningstemperaturen över rekommenderade gränser minskar LED-lampans livslängd med 30-50%. Detta förhållande gör att effektiv termisk hantering inte bara handlar om att förhindra omedelbara fel utan också om att säkerställa långsiktig ekonomisk lönsamhet.

De primära termiska övervägandena för LED-belysning inkluderar:
- Upprätthålla konsekventa färger: Temperaturfluktuationer kan orsaka märkbara färgskiftningar som försämrar ljuskvaliteten.
- Bevara ljusflödet: Högre temperaturer minskar successivt ljusflödet över tiden.
- Säkerställa förarens tillförlitlighet: De elektroniska drivrutinerna som driver lysdioderna är ofta lika temperaturkänsliga.
- Estetisk integration: Kylflänsar måste ofta ha dubbla roller som både kylkomponenter och synliga delar av armaturdesignen.
Specialiserade konfigurationer av kylflänsar för LED-system
I mitt arbete på PTSMAKE har jag hjälpt till att utveckla specialiserade LED-kylningslösningar som balanserar termisk prestanda med designkrav:
- Design av radiella stiftfenor: Dessa cirkulära arrangemang leder effektivt bort värme samtidigt som de kompletterar de rundade formfaktorerna hos många LED-lampor.
- Stjärnformade profiler: För spotlight-applikationer maximerar dessa konstruktioner ytan bakom riktade lysdioder.
- Linjära strängpressade profiler med låg profil: Dessa ger jämn kylning över linjära LED-remsor samtidigt som de bibehåller smala armaturprofiler.
Belysningsindustrin har drivit fram betydande innovationer inom kylflänsdesign, och tillverkarna kräver allt effektivare termiska lösningar som samtidigt är visuellt tilltalande. Många arkitektoniska LED-armaturer har nu konstruktioner med dubbla användningsområden7 där själva kylflänsen blir ett medvetet estetiskt element.
Ljudutrustning: Balans mellan termisk prestanda och akustiska krav
High-fidelity-ljudutrustning innebär unika utmaningar för värmehanteringen, eftersom akustiska överväganden läggs till de vanliga värmekraven.
Utmaningar med kylning av förstärkare
Ljudförstärkare genererar mycket värme under drift, särskilt klass A- och AB-förstärkare som är mycket uppskattade för sin ljudkvalitet. Värmehanteringslösningen måste uppfylla flera konkurrerande krav:
- Termisk stabilitet: Förhindrar prestandadrift när komponenterna värms upp
- Förebyggande av buller: Undvik fläktljud som kan försämra ljudkvaliteten
- EMI-överväganden: Säkerställa att kylflänsens konstruktion inte skapar eller förstärker elektromagnetisk interferens
- Estetisk integration: kompletterar ofta förstklassig produktdesign
Kylflänslösningar för audiotillämpningar
Ljudindustrin har anammat flera specialiserade metoder för kylflänsdesign:
| Ljudapplikation | Rekommenderad typ av kylfläns | Viktiga designfunktioner |
|---|---|---|
| High-End-förstärkare | Stora, externa fenor | Svart anodiserad yta, dekorativ bearbetning, synlig placering |
| Studioutrustning | Konstruktioner för interna tunnlar | Styrd naturlig konvektion, isolering från känsliga kretsar |
| Bärbart ljud | Kompakt, multifunktionell | Chassiintegration, termisk spridning till utvändiga ytor |
Många tillverkare av premiumljud har gjort kylflänsarnas design till en varumärkessignatur. Företag som McIntosh med sina blåbelysta kylflänsar och Krell med massiva maskinbearbetade kylstrukturer visar hur värmehantering blir en del av varumärkets identitet.
På PTSMAKE har vi arbetat med flera ljudtillverkare för att utveckla anpassade profiler som tjänar både kylnings- och estetiska syften. I ett särskilt lyckat projekt integrerades LED-accentbelysning direkt i kylflänsarna, vilket förvandlade en funktionell komponent till ett viktigt visuellt element.
Kraftelektronik: Maximal termisk prestanda i krävande miljöer
Kraftelektronik är kanske den tekniskt mest krävande tillämpningen för kylflänsar av strängpressad aluminium, med extremt höga värmebelastningar, strikta tillförlitlighetskrav och ofta utmanande driftsmiljöer.
Industri- och energitillämpningar
Moderna kraftsystem - från solcellsväxelriktare till motorstyrningar - är beroende av effektiv kylning för att bibehålla prestanda och livslängd. Dessa applikationer innefattar vanligtvis:
- Komponenter för hög strömstyrka: IGBT:er, MOSFET:er och effektdioder som genererar mycket värme
- Kontinuerlig drift: 24/7 tillförlitlighetskrav med minimalt underhåll
- Variabla miljöförhållanden: Ofta installerad i mindre än idealiska termiska miljöer
- Begränsningar av utrymme och vikt: Särskilt i applikationer för mobil eller förnybar energi
Specialiserade lösningar för kylning av kraftelektronik
Kraven på kraftelektronik har lett till flera innovationer inom kylflänsdesign:
- Hybridkylsystem: Kombination av extruderade profiler med vätskekylningskanaler
- Avancerade ytbehandlingar: Specialiserad anodisering för att förbättra strålningsegenskaperna
- Modulära sammansättningar: Sektionsindelade kylflänsar som kan anpassas efter applikationens krav
- Integrerade monteringsfunktioner: Konstruktioner som rymmer standardiserade kraftmoduler
En särskilt intressant trend som vi har arbetat med på PTSMAKE är utvecklingen av dubbelsidiga profiler som gör det möjligt att montera komponenter på båda sidor av en central kylfläns, vilket i praktiken fördubblar kylkapaciteten utan att öka volymen eller vikten proportionellt.

Medicintekniska produkter: Där tillförlitlighet uppfyller strikta designkrav
Medicinsk utrustning har en unik kombination av utmaningar med termisk hantering, regulatoriska krav och tillförlitlighetskrav som driver fram specialiserade kylflänsapplikationer.
Kylningskrav i medicinska applikationer
Medicintekniska produkter som innehåller kylflänsar av strängpressad aluminium inkluderar:
- Bildbehandlingssystem: MRI-, CT- och ultraljudsutrustning med högpresterande datorelement
- Terapeutiska produkter: Lasersystem, utrustning för strålterapi och kirurgiska verktyg
- Diagnostisk utrustning: Laboratorieanalysatorer och system för patientnära testning
- Övervakning av patienter: Patientnära system för kontinuerlig användning med strikta krav på tillförlitlighet
Den medicinska miljön medför flera unika överväganden för kylflänsens utformning:
- Rengörbarhet: Ytor som tål desinfektionsprotokoll
- Akustiska begränsningar: Speciellt för patientnära utrustning
- Rymdoptimering: Kylning i alltmer kompakta enheter
- Regulatorisk efterlevnad: Uppfyller standarder för utrustning av medicinsk kvalitet
Innovationer för medicinskt specifika kylflänsar
Flera specialiserade metoder har utvecklats för att möta dessa krav:
- Antimikrobiella ytbehandlingar: Specialiserade beläggningar som bibehåller termisk prestanda samtidigt som de ger mikrobiell resistens
- Ultra-slät yta: Konstruktioner som minimerar partikelfångst och förenklar rengöring
- Vibrationsisolerad montering: System som förhindrar ljudöverföring samtidigt som den termiska kontakten bibehålls
- Integrerad kabelhantering: Kylflänsar som är utformade för att organisera och skydda intilliggande ledningar
Ett av våra mest utmanande medicinska projekt på PTSMAKE handlade om att utveckla en kylfläns för en bärbar ultraljudsapparat som måste hantera betydande värmebelastningar i ett kompakt paket samtidigt som den skulle vara helt tyst och sval vid beröring på yttre ytor. Lösningen kombinerade en intern kylfläns i extruderad aluminium med specialiserade termiska vägar för att fördela värmen över enhetens chassi.
Flyg, rymd och försvar: Vi tänjer på gränserna för kylflänsens prestanda
Det finns kanske ingen sektor som ställer högre krav på värmeregleringssystem än flyg- och försvarstillämpningar, där kylflänsar i strängpressad aluminium måste fungera under extrema förhållanden med nolltolerans för fel.
Unika krav för flyg- och rymdtillämpningar
Värmehantering inom flyg- och rymdindustrin står inför utmaningar som inte liknar något annat område:
- Extrema miljövariationer: Från drift under noll till hög temperatur
- Vibrations- och stöttålighet: Bibehållen termisk kontakt under mekanisk belastning
- Viktoptimering: Varje gram spelar roll i tillämpningar för flygplan och rymdfarkoster
- Krav på tillförlitlighet: Komponenterna måste ofta fungera utan underhåll i flera år
Flygindustrin har drivit fram betydande innovationer i hur vi arbetar med design och implementering av kylflänsar i extruderad aluminium. Särskilda överväganden inkluderar motstånd mot termisk cykling, korrosionsskydd i varierande miljöer och kvalificering enligt strikta militära och flygtekniska standarder.
I takt med att tekniken för termisk hantering fortsätter att utvecklas är kylflänsar i strängpressad aluminium fortfarande anmärkningsvärt anpassningsbara i många olika branscher. Deras kombination av prestanda, anpassningsbarhet, vikt- och kostnadseffektivitet säkerställer att de fortsätter att lösa termiska utmaningar i befintliga applikationer samtidigt som de möjliggör nästa generations tekniska innovation.
Ytbehandlingar och efterbehandlingsalternativ
Har du någonsin undrat varför vissa kylflänsar i aluminium ser ut som blanka speglar medan andra har en mörk, matt yta? Det här är inte bara estetiska val - det är strategiska beslut som dramatiskt kan påverka hur effektivt ditt kylsystem presterar i utmanande miljöer.
Ytbehandlingar för kylflänsar i strängpressad aluminium går långt utöver det visuella utseendet och förändrar i grunden deras termiska prestanda, korrosionsbeständighet och livslängd. Rätt ytbehandling kan förbättra ledningsförmågan med upp till 35%, skydda mot tuffa miljöer och i slutändan avgöra om din kyllösning lyckas eller misslyckas under verkliga förhållanden.
Ytbehandlingarnas avgörande roll för termisk hantering
När kylningslösningar för elektroniska system konstrueras fokuserar många ingenjörer främst på kylflänsarnas fysiska dimensioner och lamellkonfiguration. Ytbehandlingen av extruderad aluminium kan dock vara lika viktig för att bestämma den totala termiska prestandan och livslängden, särskilt i krävande miljöer.
Hur ytbehandlingar påverkar termisk prestanda
Ytbehandlingar påverkar direkt tre kritiska aspekter av kylflänsens prestanda: värmeledningsförmåga, emissivitet och kontaktmotstånd. Varje behandlingsalternativ har olika fördelar och begränsningar:

| Ytbehandling | Termisk konduktivitet Påverkan | Emissivitetsklassning | Motståndskraft mot korrosion | Typiska tillämpningar |
|---|---|---|---|---|
| Blank aluminium | Utmärkt (baslinje) | Låg (0,04-0,06) | Dålig | Inomhus, kontrollerade miljöer |
| Anodisering (klar) | Bra (minskning med 5-8%) | Måttlig (0,7-0,8) | Mycket bra | Allmän elektronik, konsumentutrustning |
| Anodisering (svart) | Bra (minskning med 5-8%) | Utmärkt (0.9+) | Mycket bra | Strålningsberoende kylning, utrustning för utomhusbruk |
| Omvandling av kromater | Mycket bra (2-3%-reduktion) | Måttlig (0,5-0,6) | Utmärkt | Marina miljöer, industriell utrustning |
| Alodin | Mycket bra (2-3%-reduktion) | Måttlig (0,5-0,6) | Bra | Flyg- och rymdindustrin, militära tillämpningar |
| Pulverlackering | Rättvist (10-15%-reduktion) | Mycket bra (0,8-0,9) | Utmärkt | Utomhusutrustning, dekorativa applikationer |
Genom att förstå dessa prestandaegenskaper kan man göra ett strategiskt val baserat på dina specifika kylbehov och din driftsmiljö.
Anodisering: Den mångsidiga prestandaförbättraren
Anodisering är den mest använda ytbehandlingen för kylflänsar av extruderad aluminium, och det med goda skäl. Denna elektrokemiska process skapar ett kontrollerat oxidskikt som i grunden omvandlar aluminiumytan samtidigt som den bibehåller utmärkta termiska egenskaper.
Olika typer av anodisering för kylflänsar
Under mina mer än 15 år som konstruktör av termiska lösningar på PTSMAKE har jag arbetat mycket med tre primära typer av anodisering för kylflänsar:
Anodisering typ II (standard)
Typ II-anodisering skapar ett måttligt tjockt oxidskikt (10-25 mikrometer) som ger:
- Utmärkt korrosionsbeständighet för de flesta miljöer
- Överlägsen ythårdhet jämfört med obehandlat aluminium
- Goda elektriska isoleringsegenskaper när så krävs
- Finns i klara eller färgade utföranden, inklusive svart
Denna standardanodisering ger den bästa balansen av prestandaegenskaper för de flesta applikationer för kylning av elektronik. Den något minskade värmeledningsförmågan kompenseras av förbättrad emissivitet och miljöskydd.

Anodisering typ III (hård anodisering)
För mer krävande applikationer ger typ III eller "hård anodisering" en tjockare och mer hållbar yta:
- Exceptionell slitstyrka (upp till 65+ Rockwell C-hårdhet)
- Överlägset korrosionsskydd även i tuffa miljöer
- Tjockare dielektriskt skikt för förbättrad elektrisk isolering
- Typiskt mörkare utseende (naturlig färg varierar från grått till svart)
Även om hårdanodisering minskar värmeledningsförmågan något jämfört med typ II, gör dess överlägsna hållbarhet den idealisk för kylflänsar i industriell utrustning, utomhusinstallationer eller högvibrerande miljöer där ytskador skulle äventyra prestandan.
Svart anodisering för förbättrad strålning
Svartanodiserade ytor förtjänar ett särskilt omnämnande för termiska tillämpningar. Genom att öka ytans emissivitet från cirka 0,05 (obehandlad aluminium) till 0,9+ förbättrar svartanodisering dramatiskt värmeöverföringen genom strålning.
I applikationer där naturlig konvektion och strålning är primära kylmekanismer kan denna förbättring förbättra den totala värmeprestandan med 20-35%, trots den lilla minskningen av konduktiv värmeöverföring genom själva det anodiserade skiktet.
Anodiseringsprocessen och kvalitetsaspekter
Anodiseringsprocessen omfattar flera kritiska steg:
- Ytbehandling och rengöring
- Anodiseringsbad nedsänkt med kontrollerad elektrisk ström
- Valfri färgning för färgade ytbehandlingar
- Försegling för förbättrad korrosionsbeständighet
Kvaliteten kan variera avsevärt mellan olika leverantörer. På PTSMAKE upprätthåller vi strikta processkontroller för enhetlig skikttjocklek, konsekvent färg (särskilt viktigt för svart anodisering) och korrekt tätning för att säkerställa maximal långsiktig prestanda.
Beläggningar för kromatomvandling: Överlägset korrosionsskydd
För applikationer där korrosionsbeständighet prioriteras erbjuder kromaterade ytbeläggningar ett exceptionellt skydd med minimal påverkan på den termiska prestandan.
Fördelar med kromatbehandlingar
Beläggningar som omvandlas till kromater ger:
- Överlägsen beständighet mot saltstänk och kemisk exponering
- Minimal minskning av värmeledningsförmågan (typiskt 2-3%)
- Utmärkt bas för ytterligare behandlingar eller målningar vid behov
- Självläkande egenskaper för mindre ytskador
Dessa egenskaper gör kromatbehandlingar särskilt värdefulla för kylflänsar som används i kustområden, kemiska processanläggningar eller andra tuffa miljöer där korrosionsacceleratorer förekommer.
Miljöhänsyn och alternativ
Traditionella behandlingar med hexavalent kromat möter allt fler regulatoriska restriktioner på grund av miljöhänsyn. Som svar på detta har industrin utvecklat flera alternativ:
- Processer med trevärt kromat med minskad miljöpåverkan
- Icke-krombehandlingar baserade på zirkoniumföreningar
- Hybridbeläggningar för organisk/oorganisk omvandling
Dessa nyare behandlingar bibehåller de flesta prestandafördelarna samtidigt som de uppfyller kraven på miljöanpassning. Vid val av kromatalternativ rekommenderar jag alltid noggranna tester under faktiska användningsförhållanden, eftersom prestandan kan variera avsevärt mellan olika alternativ.
Alodine-behandlingar för specialiserade applikationer
Alodine (även känd som kemisk film eller kromatomvandlingsbeläggning8) är en specialbehandling som är särskilt uppskattad inom flyg- och rymdindustrin och militära tillämpningar där den elektriska ledningsförmågan måste bibehållas parallellt med korrosionsskyddet.
Viktiga egenskaper hos Alodine-behandlingar
Alodine erbjuder flera unika fördelar:
- Utmärkt elektrisk ledningsförmåga samtidigt som korrosionsbeständigheten bibehålls
- Minimal påverkan på termisk prestanda (2-3%-reduktion)
- Mycket tunt skikt som bibehåller dimensionell precision
- Guld/gult utseende som underlättar visuell kvalitetskontroll
Dessa egenskaper gör Alodine idealisk för kylflänsar som också fungerar som elektriska jordar eller EMI-sköldar, särskilt i applikationer med hög tillförlitlighet där anslutningskvaliteten förblir kritisk under lång livslängd.
Nya yttekniker för förbättrad prestanda
Värmehanteringsindustrin fortsätter att utveckla innovativa ytbehandlingar som flyttar fram gränserna för kylflänsarnas prestanda.
Mikro-Arc Oxidation (MAO)
Denna avancerade ytbehandling skapar ett keramikliknande skikt med:
- Överlägsen hårdhet som överträffar traditionell hård anodisering
- Utmärkta egenskaper för termisk emissivitet
- Förbättrad motståndskraft mot extrema temperaturer
- Bättre vidhäftning för sekundära beläggningar när så behövs
Även om MAO-tekniken för närvarande är dyrare än traditionella processer, erbjuder den betydande prestandafördelar för specialiserade applikationer med extrema driftsförhållanden.
Termiskt specifika ytbeläggningar
Flera specialbeläggningar fokuserar specifikt på att förbättra värmestrålningen:
- Keramikbaserade beläggningar med hög emissivitet
- Termiskt ledande polymerkompositer
- Ytbehandlingar med nanopartiklar
Dessa innovativa ytbehandlingar är ofta inriktade på specifika aspekter av termisk prestanda, t.ex. maximering av emissivitet i mitten av infrarött område eller optimering av prestanda inom vissa temperaturintervall.
Praktisk urvalsvägledning för din applikation
För att välja den optimala ytbehandlingen måste flera faktorer vägas samman:
Miljöbaserat urval
Anpassa din ytbehandling till din driftsmiljö:
- Inomhus, kontrollerade miljöer: Standardanodisering eller blank aluminium kan räcka
- Installationer utomhus: Hård anodisering eller kromatbehandling ger nödvändigt skydd
- Marin eller kemisk exponering: Överväg kromat eller specialiserade skyddsbeläggningar
- Flyg och rymd/Militär: Alodine eller kvalificerad anodisering enligt relevanta specifikationer
Prestationsbaserat urval
Prioritera behandlingar baserat på den dominerande mekanismen för termisk överföring:
- För applikationer som domineras av ledning: Minimera beläggningstjockleken med klar anodisering eller Alodine
- För applikationer med betydande strålning: Maximera emissiviteten med svart anodisering
- För kylning i blandade lägen: Svart anodisering ger ofta den bästa övergripande prestandan
Praktiskt genomförande vid PTSMAKE
I våra tillverkningsprocesser på PTSMAKE matchar vi noggrant ytbehandlingarna med applikationskraven. När vi till exempel utvecklar kyllösningar för LED-belysning utomhus rekommenderar vi vanligtvis hård svart anodisering som kombinerar miljöskydd med förbättrade strålningsegenskaper.
För applikationer med hög effekttäthet, t.ex. serverkomponenter, där ledning till aktiva kylsystem dominerar, kan vi däremot rekommendera tunnare typ II-anodisering eller Alodine-behandlingar som bevarar maximal värmeledningsförmåga.
Genom att förstå hur olika ytbehandlingar påverkar prestandan kan du välja ytbehandlingar som förbättrar både värmeprestanda och livslängd för kylflänsar av strängpressad aluminium i din specifika applikationsmiljö.
Lär dig hur termisk effektivitet påverkar enhetens prestanda och livslängd. ↩
Lär dig hur du genom att beräkna dina exakta värmebehov kan spara kostnader och samtidigt säkerställa optimal prestanda. ↩
Upptäck hur inspektionsstandarder påverkar din komponentkvalitet och systemtillförlitlighet. ↩
Utforska hur olika fenkonstruktioner påverkar den grundläggande fysiken för värmerörelser i dina enheter. ↩
Upptäck hur rätt gränssnittsmaterial kan fördubbla kylflänsens effektiva prestanda. ↩
Lär dig varför det är viktigt att beräkna dina specifika termiska krav för att kunna välja den optimala kyllösningen. ↩
Utforska omfattande designmetoder för kylflänsar som balanserar form och funktion för optimala resultat. ↩
Lär dig hur rätt ytbehandlingar dramatiskt kan förlänga kylflänsens effektiva livslängd och samtidigt förbättra prestandan. ↩






