

Har du någonsin kämpat med att välja rätt gångjärn för ditt projekt? Det är frustrerande när dörrar eller paneler inte passar in ordentligt eller rör sig smidigt. Fel val av gångjärn kan leda till funktionsproblem och förtida slitage, vilket kostar dig tid och pengar.
De tre huvudtyperna av gångjärn är stötgångjärn, dolda gångjärn och genomgående gångjärn. Stumgångjärn är synliga när dörren är stängd, dolda gångjärn är dolda och genomgående gångjärn löper längs hela dörren för maximalt stöd.

Att förstå dessa gångjärnsvarianter är bara början. Varje typ har specifika tillämpningar och fördelar som kan vara avgörande för ditt projekt. Under mina år på PTSMAKE har jag sett hur rätt val av gångjärn kan förändra funktionalitet och estetik. Låt mig gå igenom detaljerna för varje typ så att du kan fatta det bästa beslutet för dina specifika behov.
Vad används Z-gångjärn till?
Har du någonsin kämpat med begränsat utrymme när du designat ett skåp eller en fällbar möbel? Eller blivit frustrerad när en dörr inte går att stänga ordentligt på grund av att gångjärnen är felplacerade? Dessa utmanande rumsliga begränsningar kan förvandla en annars perfekt design till en funktionell mardröm.
Z-gångjärn är specialiserade hårdvarukomponenter som främst används i skåp, möbler och arkitektoniska applikationer där konventionella gångjärn inte är lämpliga. De gör det möjligt för dörrar att svänga ut ur ramen samtidigt som de förblir korrekt inriktade, vilket gör dem idealiska för infällda dörrar och installationer med begränsat utrymme.
Förstå Z-gångjärn och deras unika design
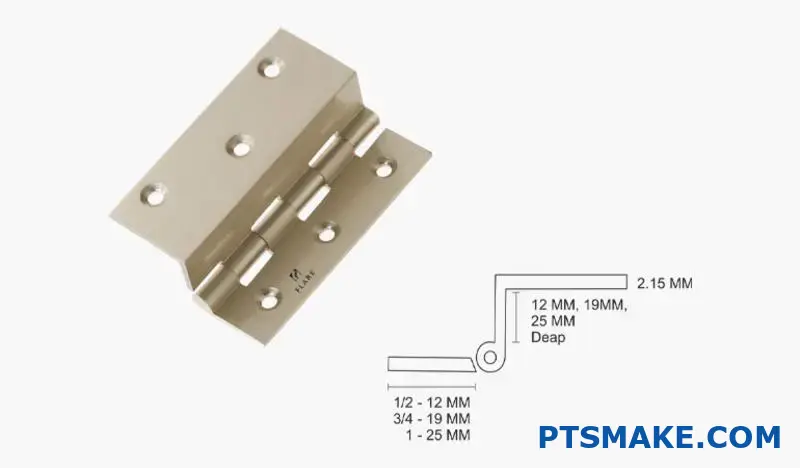
Z-gångjärn har fått sitt namn från sin distinkta Z-formade design när de ses ovanifrån. Till skillnad från standardgångjärn som arbetar på en enda svängpunkt, innehåller Z-gångjärn flera böjningar eller förskjutningar som skapar en mer komplex rörelsebana. Denna unika konfiguration ger dem tydliga fördelar i specifika applikationer.
Enligt min erfarenhet av att arbeta med olika gångjärnsmekanismer utmärker sig Z-gångjärn för sin mångsidighet när det gäller att lösa svåra problem med dörrplacering. Den Z-formade designen gör att gångjärnet kan skapa en förskjutning när dörren öppnas, vilket innebär att dörren kan ta sig förbi hinder som annars skulle hindra den från att öppnas helt.
Anatomin hos ett Z-gångjärn
Att förstå den grundläggande strukturen hos ett Z-gångjärn hjälper till att förklara dess funktion:
- Montering av blad: Den del som är fäst vid ramen eller skåpets stomme
- Dörrblad: Den del som är fäst vid dörren eller den rörliga panelen
- Offset-avsnitt: Den distinkta Z-formade böjningen som skapar spelrummet
- Pivotpunkter: De ställen där gångjärnet tillåter rotationsrörelse
De exakta vinklarna och måtten på dessa komponenter varierar beroende på de specifika applikationskraven. De flesta Z-gångjärn är tillverkade av hållbara material som stål, mässing eller rostfritt stål för att säkerställa att de tål upprepad användning utan att gå sönder.
Typer av Z-gångjärn
Genom mitt arbete på PTSMAKE har jag stött på flera varianter av Z-gångjärn som är utformade för olika tillämpningar:
Standard Z gångjärn
Dessa har en enkel Z-formad design och används ofta i enklare skåptillämpningar.
Justerbara Z-gångjärn
Dessa inkluderar mekanismer för finjustering av dörrens position efter installationen, vilket möjliggör perfekt justering.
Kraftiga Z-gångjärn
Förstärkta versioner avsedda för större dörrar eller applikationer med frekvent användning.
Dolda Z-gångjärn
Dessa är utformade för att vara dolda när dörren är stängd, vilket ger en renare estetik.
Varje typ har sina egna specifikationer och optimala användningsområden, som jag kommer att gå igenom mer i detalj nedan.
Primära användningsområden för Z-gångjärn
Z-gångjärn utmärker sig i flera specifika scenarier där traditionella gångjärn skulle skapa funktionella problem. Låt oss undersöka var de visar sig vara mest värdefulla:
Infällda dörrar i skåp
Ett av de vanligaste användningsområdena för Z-gångjärn är i infälld montering1 skåp. När en dörr måste sitta helt i nivå med den omgivande ramen när den stängs, men måste svänga fri från ramen när den öppnas, är ett Z-gångjärn den perfekta lösningen.
Den förskjutna designen gör att dörren först kan röra sig utåt innan den svänger åt sidan och lämnar ramen helt fri. Detta skapar en ren estetik när dörren är stängd samtidigt som den bibehåller full funktionalitet när den är öppen.
Rymdbegränsade miljöer
I trånga utrymmen där dörrens spelrum är begränsat erbjuder Z-gångjärn en praktisk lösning. Genom att ändra dörrens svängbana kan de:
- Gör det möjligt att öppna dörrar i snäva hörn
- Hindrar dörrar från att slå i närliggande väggar eller armaturer
- Möjliggör full åtkomst i trånga utrymmen
Jag har implementerat Z-gångjärn i flera projekt där arkitektoniska begränsningar annars skulle ha hindrat dörrar från att öppnas ordentligt. Den noggrant beräknade förskjutningen kan göra hela skillnaden i dessa utmanande installationer.
Specialiserade möbelapplikationer
Många specialmöbler kan med fördel förses med Z-gångjärn:
- Nedfällbara skrivbord: Z-gångjärnet gör att skrivbordet kan placeras snyggt mot väggen när det inte används
- Murphy Sängar: Vissa konstruktioner använder Z-gångjärn för att hantera den komplexa vikningsmekanismen
- Förvandla möbler: Delar som ändrar konfiguration förlitar sig ofta på specialiserade gångjärn, inklusive Z-varianter
Fordons- och transportanvändning
Z-gångjärn används inte bara i möbler och skåp, utan även i
- Förvaring av husbilar och båtar: Utrymmeseffektiva fack förlitar sig ofta på Z-gångjärn
- Utrymmen för kommersiella fordon: Servicefordon med specialiserade förvaringssystem
- Inredningskomponenter för flygplan: Där exakta rörelsebanor är avgörande
Tekniska överväganden vid val av Z-gångjärn
För att välja rätt Z-gångjärn för en specifik applikation måste man noga överväga flera faktorer:
Lastkapacitet och materialval
Dörrens vikt har en direkt inverkan på den styrka som krävs av Z-gångjärnet. I denna tabell beskrivs allmänna riktlinjer baserade på min erfarenhet av tillverkning:
| Dörr Vikt | Rekommenderat material för Z-gångjärn | Minsta tjocklek |
|---|---|---|
| Lätt (<5 lbs) | Stål, mässing | 1,5 mm |
| Medium (5-15 lbs) | Rostfritt stål, kraftig mässing | 2,0 mm |
| Tung (>15 lbs) | Kraftigt stål, förstärkt | 3,0 mm+. |
Flera gångjärn kan krävas för tyngre applikationer, vanligtvis jämnt fördelade längs dörrkanten.
Krav på säkerhetsprövning
För att ett Z-gångjärn ska fungera korrekt måste det finnas tillräckligt med utrymme för dess rörelse. När jag konstruerar runt Z-gångjärn säkerställer jag alltid:
- Tillräckligt utrymme för hela rörelseomfånget
- Fri passage från hinder genom hela öppningsbågen
- Lämpliga mått på mellanrummet mellan dörr och karm
Om man inte tar hänsyn till dessa avståndskrav kan det leda till att dörren fastnar, skadas eller fungerar felaktigt.
Överväganden om montering
Monteringsmetoden har en betydande inverkan på Z-gångjärnens prestanda och livslängd:
- Skruvtyp och storlek: Måste vara lämpligt för både gångjärnet och underlaget
- Förberedelse av monteringsytan: Säkerställa att ytorna är plana och ordentligt förstärkta om det behövs
- Verktyg för uppriktning: Använda mallar eller jiggar för att garantera exakt placering
- Antal fästelement: Följ tillverkarens rekommendationer för säker fastsättning
I mitt arbete inom tillverkningsindustrin har jag märkt att korrekt montering ofta är skillnaden mellan en väl fungerande installation och en installation som dras med uppriktningsproblem.
Jämförelse mellan Z-gångjärn och alternativa gångjärnstyper
För att fullt ut förstå när Z-gångjärn är rätt val är det bra att jämföra dem med andra vanliga gångjärnstyper:
Z-gångjärn vs. Butt-gångjärn
Traditionella stötgångjärn erbjuder enkel funktionalitet men begränsad mångsidighet:
- Stumt gångjärn: Skapa en enkel vridpunkt med dörrkanten i linje med gångjärnsaxeln
- Z Gångjärn: Skapa en förskjuten pivot som gör att dörren kan passera karmen
Stumgångjärn fungerar bra för standarddörrar med karmavstånd, men de kan inte användas för infälld montering eller trånga utrymmen lika effektivt som Z-gångjärn.
Z-gångjärn vs. pianogångjärn
Pianogångjärn (kontinuerliga gångjärn) ger olika fördelar:
- Pianogångjärn: Fördela vikten jämnt längs hela dörrkanten
- Z Gångjärn: Skapa specifika rörelsebanor för att lösa problem med fri passage
De har olika syften, där pianogångjärn utmärker sig genom att fördela belastningen medan Z-gångjärn utmärker sig genom att skapa specialiserade rörelsebanor.
Z-gångjärn vs. europeiska dolda gångjärn
Dolda skåpgångjärn i modern europeisk stil har blivit otroligt populära:
- Europeiska gångjärn: Helt dold när den är stängd, med möjlighet till justering i flera riktningar
- Z Gångjärn: Synliga men ger en specifik offsetrörelse som vissa europeiska gångjärn inte kan matcha
Europeiska gångjärn har till stor del ersatt Z-gångjärn i många vanliga skåptillämpningar, men Z-gångjärn utmärker sig fortfarande i specialiserade scenarier där den speciella rörelsebanan krävs.
Bästa praxis för installation av Z-gångjärn
Under mina år som konstruktör av tillverkningslösningar har jag utvecklat några viktiga installationsmetoder som säkerställer optimal prestanda för Z-gångjärn:
Exakt mätning och märkning
En lyckad installation av Z-gångjärn börjar med en korrekt layout:
- Bestäm idealisk placering av gångjärn baserat på dörrens storlek och vikt
- Markera exakta positioner med hjälp av mätverktyg och mallar
- Kontrollera att avståndet bibehålls under dörrens hela rörelse
- Dubbelkolla alla mått innan du gör några snitt eller borrar hål
Rätt verktyg och tekniker
Att använda rätt verktyg gör en betydande skillnad:
- Vassa borrkronor: För rena, exakta monteringshål
- Lämpliga skruvmejslar: För att förhindra skador på skruvskallar
- Specialiserade jiggar: För konsekvent gångjärnsinstickning när så krävs
- Kaliper eller precisionsmåttstockar: För verifiering av kritiska dimensioner
Testning och justering
Efter installationen görs noggranna tester för att identifiera eventuella justeringsbehov:
- Öppna och stänga dörren i hela dess rörelseomfång
- Kontrollera om det finns bindning eller störningar vid någon punkt
- Kontrollera att dörren är korrekt inriktad när den är stängd
- Gör finjusteringar av monteringen eller lägg till shims om det behövs
Överväganden om underhåll
Z-gångjärn, liksom alla mekaniska komponenter, har nytta av korrekt underhåll:
- Periodisk smörjning av rörliga delar
- Kontroll och åtdragning av fästelement vid behov
- Rengöring av ansamlat skräp som kan hindra rörelsen
- Inspektera för slitage och byt ut innan fel uppstår
Vanliga utmaningar och lösningar med Z-gångjärn
Även med noggrant urval och installation kan vissa utmaningar uppstå med Z-gångjärn:
Problem med uppriktning
Problem: Dörren går inte i rätt läge när den stängs.
Lösning: Lägg till tunna mellanlägg bakom gångjärnsbladen eller justera monteringspositionen.
Bindning under drift
Problem: Dörren låser sig eller fastnar vid vissa punkter under färden.
Lösning: Kontrollera om det finns hinder och ta bort dem, verifiera korrekta avstånd eller överväg en annan gångjärnsvariant med mer lämpliga offsetmått.
Viktrelaterade misslyckanden
Problem: Gångjärnen hänger sig eller ger inte dörren rätt stöd.
Lösning: Uppgradera till kraftigare gångjärn, lägg till ytterligare gångjärn eller förstärk monteringsytorna.
Vilka är nackdelarna med mässingsgångjärn?
Har du någonsin installerat vackra mässingsgångjärn på en dörr eller ett skåp, bara för att upptäcka att de missfärgas eller går sönder i förtid? Eller undrat varför dina mässingsgångjärn ständigt behöver underhållas trots sitt eleganta utseende? Den här vanliga frustrationen har fått många projektledare och ingenjörer att ifrågasätta sina materialval.
Mässingsgångjärn är visserligen estetiskt tilltalande med sitt gyllene utseende, men har betydande nackdelar som korrosionsbenägenhet, lägre hållfasthet jämfört med stålalternativ, högre kostnad, underhållskrav och risk för galvanisk korrosion när de paras med oförenliga metaller.

Problem med korrosion och missfärgning
Naturlig anlöpningsprocess
En av de största nackdelarna med gångjärn i mässing är att de har en naturlig tendens att bli missfärgade med tiden. Detta inträffar eftersom mässing är en legering som huvudsakligen består av koppar och zink. När mässing utsätts för luft och fukt genomgår den oxidation, vilket resulterar i ett tråkigt, mörkare utseende som många tycker är oattraktivt. I min erfarenhet av att arbeta med olika hårdvarukomponenter på PTSMAKE har jag observerat att även högkvalitativa mässingsgångjärn så småningom kommer att förlora sitt glänsande guldutseende utan korrekt underhåll.
Mässingsgångjärnens missfärgningsprocess är faktiskt en kemisk reaktion som kallas oxidation2. Även om denna process inte omedelbart påverkar gångjärnets strukturella integritet, påverkar den avsevärt det estetiska tilltal som får många att välja mässing i första hand. För projekt där det är viktigt att upprätthålla ett enhetligt utseende kan denna naturliga nedbrytning vara problematisk.
Prestanda i fuktiga miljöer
Gångjärn i mässing fungerar särskilt dåligt i fuktiga miljöer eller miljöer med salt luft. Kustnära bostäder, badrum, kök och utomhusapplikationer utgör utmanande förhållanden för mässingshårdvara. I dessa miljöer påskyndas korrosionsprocessen avsevärt, vilket leder till snabbare försämring.
Jag rådgav nyligen en kund som hade installerat gångjärn i mässing i sin strandnära fastighet, men som efter bara några månader upptäckte att gångjärnen hade fått en grönaktig patina (verdigris). Den här erfarenheten visar varför många arkitekter och byggare vid kusten nu specifikt undviker mässingsbeslag trots dess ursprungliga visuella tilltal.
Problem med avzincifiering
En särskild form av korrosion som kallas avzinkning kan drabba mässingsgångjärn med hög zinkhalt. Denna process uppstår när zink lakas ut ur mässingslegeringen och lämnar efter sig en försvagad, porös kopparstruktur. Det som gör detta särskilt problematiskt är att gångjärnet kan behålla sin form samtidigt som det blir strukturellt komprometterat.
Avzincifiering sker vanligtvis i:
- Områden med hårt vatten
- Marina miljöer
- Platser med sura atmosfäriska förhållanden
- Applikationer där mässingen kommer i kontakt med vissa kemikalier
Begränsningar i styrka och hållbarhet
Viktbärande kapacitet
Jämfört med alternativ i stål eller rostfritt stål har gångjärn i mässing i allmänhet lägre hållfasthetsegenskaper. Detta gör dem mindre lämpliga för tunga applikationer eller situationer som kräver hög bärförmåga. Ett exempel:
| Material för gångjärn | Ungefärlig draghållfasthet | Rekommenderade användningsområden |
|---|---|---|
| Mässing | 310-550 MPa | Ljusa dörrar, skåp, dekorativa lådor |
| Rostfritt stål | 500-850 MPa | Tunga dörrar, grindar, industriella applikationer |
| Stål | 400-700 MPa | Medeltunga till tunga dörrar, kommersiell användning |
| Brons | 250-350 MPa | Dekorativa applikationer, marina miljöer |
När jag arbetar med projekt som kräver hållbarhet under betydande stress, styr jag ofta kunderna bort från mässingsgångjärn trots deras estetiska tilltal. För tunga ytterdörrar eller entréer som används ofta ger materialet helt enkelt inte den långsiktiga prestanda som behövs.
Utmattningshållfasthet
Mässingsgångjärn har också lägre utmattningshållfasthet jämfört med stålvarianter. Efter upprepade rörelser kan mässing utveckla spänningssprickor eller slitas snabbare vid svängpunkterna. Detta är särskilt problematiskt i applikationer med hög trafik som kommersiella dörrar eller skåp som ofta används.
De mekaniska egenskaperna hos mässing gör den mer mottaglig för deformation under upprepad stress. Under mina år i tillverkningsindustrin har jag sett många fall där mässingsgångjärn börjar sjunka eller utveckla spel vid tappen efter bara några års regelbunden användning, medan jämförbara stålgångjärn behåller sin precision mycket längre.
Temperaturpåverkan
En annan begränsning av gångjärn i mässing är deras beteende över temperaturområden. Mässing expanderar och drar ihop sig lättare vid temperaturförändringar jämfört med många alternativa material. Denna egenskap kan orsaka flera problem:
- Säsongsbunden klistring eller bindning när dimensionerna ändras
- Ökat slitage på kontaktpunkter på grund av värmeutvidgning
- Potentiell lossning av monteringsskruvar när materialet genomgår temperaturförändringar
Dessa effekter är särskilt märkbara i utomhusapplikationer eller oreglerade miljöer där temperaturfluktuationerna är betydande.
Överväganden om kostnader
Initial investering
Mässingsgångjärn har vanligtvis ett premiumpris jämfört med stål eller till och med vissa alternativ i rostfritt stål. Råmaterialkostnaden för mässing är högre och tillverkningsprocessen kräver ofta ytterligare steg för att uppnå önskad finish. För projekt med snäva budgetbegränsningar eller där det krävs ett stort antal gångjärn kan denna kostnadsskillnad vara betydande.
Låt mig dela med mig av ett färskt exempel: För ett storskaligt kommersiellt projekt som krävde 200 dörrgångjärn uppgick kostnadsskillnaden mellan mässing och standardstål till nästan $3.000. Denna betydande prisskillnad tvingade kunden att ompröva sitt materialval och valde till slut stålgångjärn med mässingsfinish som en kompromiss.
Livstidskostnad
Utöver det initiala inköpspriset medför mässingsgångjärn löpande underhållskostnader som många inte tar hänsyn till under specifikationsfasen. Dessa livstidskostnader inkluderar:
- Rengöringsmedel och polermedel som är specifika för mässing
- Skyddande beläggningar och lacker som behöver återappliceras med jämna mellanrum
- Potentiella ersättningskostnader om gångjärnen går sönder i förtid
- Arbetskostnader i samband med regelbundet underhåll
Vid en utvärdering av den totala ägandekostnaden gör dessa löpande kostnader ofta att gångjärn i mässing blir betydligt dyrare än alternativ som kan ha en högre initialkostnad men som kräver minimalt underhåll, t.ex. vissa kvaliteter av rostfritt stål.
Krav på underhåll
Regelbundna rengöringsbehov
Att bibehålla utseendet på gångjärn i mässing kräver konsekvent ansträngning. Regelbunden rengöring är nödvändig för att förhindra uppbyggnad av anlöpning, vanligtvis med hjälp av:
- Specialiserade rengöringsmedel eller polermedel för mässing
- Naturliga lösningar som vinäger och saltblandningar
- Kommersiella polermedel för metall
Detta underhåll är inte bara kosmetiskt - om korrosionen tillåts fortskrida kan det i slutändan påverka gångjärnets funktionalitet. På PTSMAKE råder vi ofta kunder att om de inte är villiga att åta sig ett regelbundet underhållsschema kanske mässing inte är det lämpliga valet för deras applikation.
Begränsningar för skyddande beläggning
Många mässingsgångjärn levereras med fabriksapplicerade skyddslacker eller beläggningar som är utformade för att förhindra missfärgning. Dessa beläggningar har dock betydande begränsningar:
- De slits så småningom bort, särskilt vid kontaktpunkter
- Vissa rengöringsmedel eller kemikalier kan skada skyddsskiktet
- När den skyddande beläggningen har skadats måste den ofta avlägsnas helt och hållet och appliceras på nytt
- Beläggningen kan gulna med tiden, vilket påverkar utseendet
Jag har upptäckt att även skyddsbeläggningar av högsta kvalitet vanligtvis bara håller i 1-3 år innan de behöver åtgärdas, vilket gör att detta är en fråga om löpande underhåll snarare än en engångslösning.
Reparationens komplexitet
När gångjärn i mässing går sönder eller skadas är reparationerna ofta mer komplicerade än med andra material. Mässing är svårare att svetsa ordentligt än stål, och reparationer kräver ofta specialkunskaper. Dessutom kan reservdelar behöva specialtillverkas för att matcha befintliga komponenter, särskilt för dekorativa eller antika hårdvaror.
Kompatibilitetsproblem
Risk för galvanisk korrosion
Ett av de allvarligaste tekniska problemen med gångjärn i mässing är att de kan orsaka galvanisk korrosion i kontakt med vissa andra metaller. När olika metaller kommer i kontakt med varandra i närvaro av en elektrolyt (även om det bara är luftfuktighet) kan en elektrokemisk reaktion uppstå som påskyndar korrosionen.
Detta är särskilt problematiskt när gångjärn av mässing används tillsammans med:
- Komponenter av aluminium
- Vissa stålkvaliteter
- Vissa förzinkade beslag
I arkitektoniska tillämpningar där flera olika metalltyper används kan denna inkompatibilitet leda till att inte bara själva gångjärnet, utan även de omgivande materialen, går sönder i förtid.
Problem med monteringsutrustning
Mässingsgångjärn kräver helst mässingsskruvar för montering för att förhindra galvaniska reaktioner. Mässingsskruvar är dock i allmänhet mjukare och mer benägna att lossna under installationen än stålskruvar. Detta skapar ett praktiskt dilemma:
- Använd matchande mässingsskruvar och riskera installationssvårigheter
- Använda starkare stålskruvar och potentiellt skapa problem med galvanisk korrosion
Denna kompatibilitetsproblematik har orsakat betydande problem i många projekt, särskilt när mindre erfarna installatörer försöker byta ut hårdvara baserat på vad som finns lätt tillgängligt.
Miljöhänsyn
Påverkan på tillverkningen
Tillverkningen av gångjärn i mässing har ett större miljöavtryck jämfört med vissa alternativ. Mässingstillverkning innebär:
- Energiintensiv gruvdrift och bearbetning av koppar och zink
- Kemiska behandlingar för ytbehandling och beläggning
- Ofta högre avfallsproduktion under tillverkningen
För miljömedvetna projekt kan dessa faktorer påverka beslut om materialval. På PTSMAKE har vi märkt ett ökat kundintresse för miljöpåverkan under hela livscykeln för komponenter som gångjärn, inte bara för deras funktionella egenskaper.
Återvinningsbarhet vid livscykelns slut
Mässing är tekniskt sett återvinningsbart, men gångjärn innehåller ofta andra material som stålstift eller dekorativa element som komplicerar återvinningsprocessen. Dessutom kan de skyddande beläggningar och behandlingar som appliceras för att bibehålla utseendet föra in föroreningar i återvinningsströmmen.
Estetiska begränsningar
Utmaningar med konsekvent design
Trots sin ursprungliga skönhet skapar gångjärn i mässing unika utmaningar för att upprätthålla designkonsistens över tid. Eftersom olika områden får olika nivåer av användning, exponering och underhåll kan mässingskomponenter utveckla ojämn patinering och utseende. Detta är särskilt märkbart i stora installationer där vissa gångjärn kan se betydligt annorlunda ut än andra efter bara några år.
I ett kommersiellt projekt som jag var rådgivare för fick mässingsgångjärnen på huvudingångsdörrarna ett helt annat utseende än gångjärnen av samma modell som användes på dörrar som inte användes så ofta, inom loppet av bara två år. Denna inkonsekvens skapade en oavsiktlig slumpmässig estetik som undergrävde den ursprungliga designintentionen.
Begränsade färgalternativ
Mässing är uppskattat för sin varma gyllene ton, men just denna specificitet kan vara begränsande i designscheman. Till skillnad från stålgångjärn, som lätt kan pläteras eller målas i praktiskt taget vilken färg som helst, är mässingsgångjärn
Vad är gångjärnsgraderingar?
Har du någonsin installerat ett gångjärn bara för att upptäcka att det går sönder vid regelbunden användning? Eller ägnat för mycket tid åt att försöka lista ut varför vissa gångjärn är bättre än andra i till synes liknande applikationer? Skillnaden ligger ofta i något som många ingenjörer och konstruktörer förbiser - gångjärnets kvalitet.
Gångjärnsklasser är standardiserade kvalitetsklassificeringar som anger ett gångjärns hållbarhet, lastkapacitet och lämpliga användningsområden. Dessa klassificeringar, som fastställts enligt ANSI/BHMA-standarder, sträcker sig från Grade 1 (högsta kvalitet) till Grade 3 (grundläggande kvalitet) och hjälper till att avgöra vilket gångjärn som är lämpligt för specifika användningsförhållanden och miljöer.
Förståelse för gångjärnsgraderingssystemet
I mitt arbete med olika tillverkningsprojekt har jag märkt att valet av gångjärnsklass kan vara avgörande för en produkts funktionalitet. Det standardiserade klassificeringssystemet ger oss ett tillförlitligt ramverk för att välja rätt komponent för varje applikation.
ANSI/BHMA-standarderna
American National Standards Institute (ANSI) och Builders Hardware Manufacturers Association (BHMA) har utvecklat ett omfattande klassificeringssystem för gångjärn. Detta system kategoriserar gångjärn i tre primära kvaliteter:
- Betyg 1: Kommersiell/Tungt arbete
- Betyg 2: Lätt kommersiell
- Betyg 3: Bostäder/Lätta arbetsuppgifter
Dessa betyg fastställs genom rigorösa testförfaranden som utvärderar faktorer som:
- Cykeltest (hållbarhet vid öppning och stängning)
- Viktkapacitet
- Vertikalt och horisontellt spänningsmotstånd
- Hållbarhet i finish
- Materialkvalitet
Gångjärn av klass 1: Kommersiella och tunga applikationer
Grad 1-gångjärn representerar den högsta kvalitetsstandarden i branschen. Dessa gångjärn är utformade för att klara extrema förhållanden och tunga användningsmönster som vanligtvis finns i kommersiella miljöer.
När vi tillverkar Grade 1-gångjärn på PTSMAKE genomgår de tester i minst 1 miljon cykler. Det kan låta överdrivet, men i kommersiella miljöer med mycket trafik, som sjukhus eller skolor, kan dörrar öppnas och stängas hundratals gånger varje dag.
Gångjärn av klass 1 kännetecknas bl.a. av
- Tillverkad av högkvalitativa material (vanligtvis massiv mässing, rostfritt stål eller brons)
- Tjockare och kraftigare metall
- Förstärkta monteringspunkter
- Kul- eller rullager av högsta kvalitet
- Förbättrad korrosionsbeständighet
- Högre viktkapacitet (typiskt 400-600 pund)
Dessa gångjärn är idealiska för:
- Kommersiella byggnader med hög trafikintensitet
- Tunga ytterdörrar
- Utrymningsvägar
- Sjukhus- eller institutionsmiljöer
- Industriell utrustning
- Militära tillämpningar
Gångjärn av klass 2: Lätta kommersiella applikationer
Gångjärn av klass 2 ligger i gränslandet mellan tunga kommersiella och grundläggande bostadsapplikationer. Jag rekommenderar ofta dessa för lätta kommersiella miljöer eller avancerade bostadsprojekt där hållbarhet spelar roll men klass 1 skulle vara överkill.
Dessa gångjärn testas normalt i cirka 500.000 cykler, vilket gör dem lämpliga för måttliga användningsområden.
Gångjärn av klass 2 kännetecknas bl.a. av
- Metallkonstruktion av medelgrov dimension
- Lager av god kvalitet
- Måttlig korrosionsbeständighet
- Viktkapacitet på cirka 200-300 pund
Idealiska applikationer inkluderar:
- Kontorsbyggnader
- Lägenhetskomplex
- Lätta kommersiella miljöer
- Avancerade bostadsdörrar
- Kommersiella innerdörrar
- Utbildningslokaler med måttlig trafik
Grad 3 gångjärn: Bostadsapplikationer
Grad 3-gångjärn är konstruerade för grundläggande bostadsanvändning och testas för cirka 350.000 cykler. Även om detta är den lägsta ANSI/BHMA-klassen är det viktigt att förstå att dessa gångjärn fortfarande tillverkas för att uppfylla etablerade standarder.
Egenskaper för gångjärn av klass 3:
- Lättare metall
- Grundläggande lagersystem
- Standard finishalternativ
- Viktkapacitet på cirka 100-180 pund
Dessa gångjärn är lämpliga för:
- Standard innerdörrar för bostäder
- Garderober för lätta arbetsuppgifter
- Skåpdörrar
- Förvaringsutrymmen
- Bostadsapplikationer med låg trafik
Faktorer som bestämmer gångjärnets kvalitet
Flera viktiga element utvärderas under klassificeringsprocessen. Att förstå dessa kan hjälpa dig att göra bättre val för din specifika applikation.
Materialets sammansättning
Det material som används vid tillverkning av gångjärn påverkar i hög grad deras kvalitet:
| Material | Typiska betyg | Egenskaper | Bästa applikationer |
|---|---|---|---|
| Rostfritt stål | Årskurs 1, Årskurs 2 | Hög korrosionsbeständighet, hållbarhet och styrka | Ytterdörrar, fuktiga miljöer, kustområden |
| Solid mässing | Årskurs 1, Årskurs 2 | Utmärkt hållbarhet, estetiskt tilltalande, korrosionsbeständig | Högklassig kommersiell verksamhet, lyxbostäder |
| Stål | Årskurs 2, Årskurs 3 | God hållfasthet, ekonomisk, olika ytbehandlingar tillgängliga | Innerdörrar, standardapplikationer |
| Brons | Årskurs 1, Årskurs 2 | Dekorativ, hållbar, naturlig patinautveckling | Historiska byggnader, dekorativa tillämpningar |
| Aluminium | Årskurs 2, Årskurs 3 | Lättvikt, korrosionsbeständig, ekonomisk | Lättanvända applikationer, modern design |
Lagerteknik
Det lagersystem som används i ett gångjärn påverkar dramatiskt dess prestanda och klassning:
Glidlager: Enkel design utan ytterligare komponenter mellan knogarna. Dessa finns vanligtvis i Grade 3-gångjärn för grundläggande bostadsapplikationer.
Kullager: Innehåller kullager mellan knogarna för att minska friktionen och förlänga livslängden. Kullagrade gångjärn är vanliga i Grade 1- och Grade 2-klassificeringar.
Olive Knuckle: Har en olivformad projektion som roterar i en hylsa, vilket ger en smidig funktion. Dessa finns ofta i dekorativa gångjärn av högre kvalitet.
Anti-friktionslager: Innehåller specialiserade lagermaterial för att minska friktionen utan att använda kullager. Dessa är vanliga i Grade 2-applikationer.
Cykeltestning
En av de mest kritiska faktorerna för att bestämma ett gångjärns kvalitet är cykeltestning. Detta innebär att gångjärnet öppnas och stängs upprepade gånger för att simulera flera års användning:
- Klass 1: Minst 1.000.000 cykler
- Klass 2: Minst 500.000 cykler
- Klass 3: Minst 350.000 cykler
På PTSMAKE har jag observerat att korrekt cykeltestning avslöjar problem som kanske inte är uppenbara vid de första inspektionerna. Det är fascinerande att se hur till synes små konstruktionsskillnader kan leda till dramatiskt olika långtidsprestanda.
Lastkapacitet
Viktstöd är en annan viktig betygsfaktor:
- Gångjärn av klass 1 klarar normalt 400-600 pund
- Gångjärn av klass 2 håller för cirka 200-300 pund
- Gångjärn av klass 3 håller för cirka 100-180 pund
Det är värt att notera att dessa kapaciteter förutsätter korrekt installation och fördelning över flera gångjärn. Att använda för få gångjärn för en tung dörr är ett vanligt misstag som jag ser i många projekt.
Specialiserade gångjärnskvaliteter för specifika applikationer
Utöver ANSI/BHMA-standardklasserna finns det specialiserade klassificeringar för särskilda tillämpningar.
Brandklassade gångjärn
Brandklassade gångjärn måste uppfylla ytterligare standarder utöver det vanliga klassificeringssystemet. Dessa gångjärn är viktiga komponenter i brandklassade dörrkonstruktioner och genomgår tester för:
- Värmebeständighet
- Strukturell integritet under brandförhållanden
- Självstängande funktion
- Underhåll av uppriktningen vid termisk expansion
Brandklassade gångjärn tillhör i allmänhet kategorin Grade 1, men måste också uppfylla UL:s (Underwriters Laboratories) standarder och lokala byggnormer. Standardtestet innebär att gångjärnet utsätts för temperaturer som överstiger 1 700 ° F för att säkerställa att det bibehåller funktionaliteten.
Säkerhetsgångjärn
Gångjärn av säkerhetsklass har ytterligare funktioner för att förhindra obehörig åtkomst:
- Icke-löstagbara stift (NRP): Förhindrar att gångjärnsstiftet tas bort när dörren är stängd
- Tips för sjukhus: Lutande knogar som hindrar föremål från att hängas på gångjärnet
- Säkerhetsbultar: Projektioner som låses när dörren är stängd
- Dolda gångjärn: Dold för insyn när dörren är stängd
Dessa säkerhetsfunktioner finns i olika kvaliteter, men de är vanligast i gångjärn av klass 1 och klass 2.
Elektrifierade gångjärn
I takt med att tekniken för smarta byggnader växer har elektrifierade gångjärn blivit allt viktigare. Dessa specialiserade gångjärn innehåller dolda kabelkanaler för att överföra ström och data från karmen till dörren utan synliga kablar.
Elektrifierade gångjärn klassificeras vanligtvis i Grade 1 eller Grade 2 men måste också uppfylla elektriska standarder och erbjudanden:
- Tillräcklig strömkapacitet
- Kabelskydd
- Kontinuerlig elektrisk anslutning
- Kompatibilitet med system för passerkontroll
Så här väljer du rätt gångjärnskvalitet för ditt projekt
För att välja rätt gångjärnskvalitet måste man ta hänsyn till flera faktorer:
Användningsintensitet
Bedöm hur ofta dörren kommer att användas:
- Högfrekvent (100+ operationer dagligen): Årskurs 1
- Medelfrekvent (50-100 operationer dagligen): Grad 2
- Lågfrekvent (färre än 50 operationer per dag): Årskurs 3
Dörrens vikt och storlek
Tyngre dörrar kräver gångjärn av högre kvalitet:
- Tunga dörrar (över 200 pund): Klass 1
- Medeltunga dörrar (100-200 pund): Klass 2
- Lätta dörrar (under 100 pund): Klass 3
Kom ihåg att beräkna den totala dörrvikten inklusive alla beslag och tillbehör. För anpassade gångjärn rekommenderar vi på PTSMAKE alltid att man räknar med en säkerhetsmarginal på minst 25% över den förväntade belastningen.
Miljöförhållanden
Tänk på den miljö där gångjärnet ska användas:
- Ytterdörrar som utsätts för väder och vind: Klass 1 med lämplig ytbehandling
- Fuktiga miljöer (badrum, poolområden): Klass 1 eller 2 med korrosionsbeständiga material
- Standardmiljöer för inomhusbruk: Klass 2 eller 3 beroende på användning
- Korrosiva miljöer: Klass 1 med specialmaterial (316 rostfritt stål)
Budgetbegränsningar
Gångjärn i klass 1 har överlägsen prestanda, men de kostar mer:
- Grad 1: Högsta kostnad, men lägsta livstidskostnad på grund av hållbarhet
- Grad 2: Måttlig initial kostnad, bra värde för lämpliga tillämpningar
- Klass 3: Lägsta initialkostnad, lämplig för grundläggande tillämpningar
Enligt min erfarenhet lönar det sig att investera i gångjärn av högre kvalitet för kritiska applikationer genom minskade underhålls- och ersättningskostnader
Välja rätt material baserat på applikationskrav?
Har du någonsin tillbringat timmar med att designa den perfekta produkten, bara för att den misslyckas på grund av att du valde fel gångjärnsmaterial? Eller kanske har du sett dina produktionskostnader skena iväg när du valt ett dyrt gångjärnsmaterial trots att ett billigare alternativ skulle ha fungerat lika bra?
Valet av rätt material för anpassade gångjärn beror främst på de specifika applikationskraven, inklusive miljöförhållanden, lastkapacitet, hållbarhetsbehov och kostnadsbegränsningar. Det idealiska materialet balanserar mekaniska egenskaper, korrosionsbeständighet och ekonomiska överväganden för ditt specifika användningsfall.
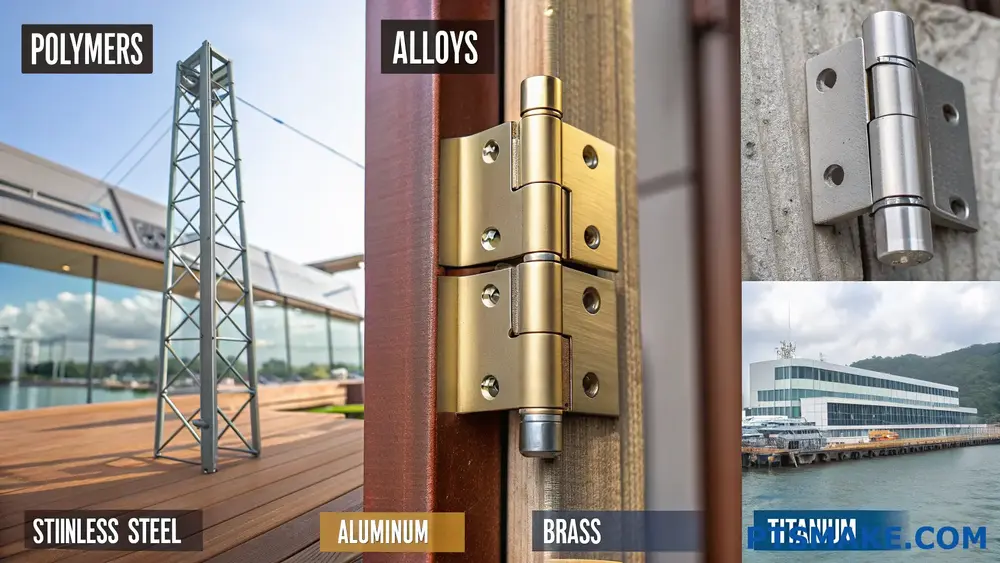
Matchning av material till applikationsmiljöer
När man väljer material för anpassade gångjärn är driftsmiljön kanske den mest kritiska faktorn att ta hänsyn till. Olika applikationer utsätter gångjärn för mycket olika förhållanden, och att välja ett material som klarar dessa specifika utmaningar är avgörande för långsiktig prestanda.
Inomhus- respektive utomhusapplikationer
Inomhusapplikationer innebär i allmänhet mindre krävande förhållanden för gångjärn. För standardanvändning inomhus med minimal exponering för fukt eller extrema temperaturer ger material som mässing, aluminium eller till och med vissa polymerer ofta tillräcklig prestanda till rimliga kostnadsnivåer.
Utomhusapplikationer innebär dock en helt ny uppsättning utmaningar. Gångjärn som används utomhus måste klara av:
- UV-strålning
- Temperaturfluktuationer
- Nederbörd
- Luftföroreningar
- Potentiell exponering för salt (i kustområden)
För dessa tillämpningar är det viktigt med material med utmärkt korrosionsbeständighet. Rostfritt stål (särskilt 316), aluminium med anodiserad beläggning eller specialiserade väderbeständiga polymerer är vanliga val. Jag har sett många fall där kunder ursprungligen valde gångjärn i standardstål för utomhusapplikationer, bara för att drabbas av för tidiga fel och kostsamma utbyten inom några månader.
Extrema temperaturer
Temperaturområdet är en annan viktig faktor som ofta förbises vid materialval. Vissa material som fungerar utmärkt vid rumstemperatur kan bli spröda i kalla miljöer eller förlora sin strukturella integritet i hög värme.
För miljöer med höga temperaturer (t.ex. gångjärn som används i närheten av motorer, värmeutrustning eller industriugnar) rekommenderas speciella högtemperaturlegeringar:
- Inconel (nickel-kromlegering) - bibehåller hållfastheten vid temperaturer upp till 1000°C
- Högvärdigt rostfritt stål - Bra prestanda upp till 800°C
- Titanlegeringar - utmärkt förhållande mellan styrka och vikt vid förhöjda temperaturer
För extremt kalla miljöer är det däremot viktigt med material som bibehåller sin formbarhet vid låga temperaturer:
- Austenitiskt rostfritt stål (klass 304, 316)
- Speciella aluminiumlegeringar
- Vissa tekniska polymerer med modifieringsmedel för låg temperatur
Hänsyn till kemisk exponering
I miljöer där gångjärn kan utsättas för kemikalier är det viktigt att välja ett material med lämplig kemisk beständighet. Detta är särskilt viktigt i:
- Industriella miljöer med kemisk bearbetning
- Medicinska miljöer med frekvent sterilisering
- Anläggningar för livsmedelsbearbetning
- Marina tillämpningar (exponering för saltvatten)
När det gäller kemisk beständighet sticker dessa material ofta ut:
- Gångjärn med PTFE-beläggning (polytetrafluoreten)
- Hastelloy (för svåra kemiska miljöer)
- Högkvalitativt rostfritt stål (316 eller högre)
- Vissa tekniska plaster som PEEK (polyetereterketon3)
Mekaniska krav och belastningsöverväganden
Utöver miljöfaktorerna måste de mekaniska krav som ställs på gångjärnet styra materialvalet. Ett gångjärn för en lätt skåpdörr har helt andra krav än ett gångjärn för tung industriutrustning.
Lastbärande kapacitet
Den belastning som ett gångjärn måste klara påverkar direkt materialvalet. För applikationer med hög belastning är material med utmärkt draghållfasthet och utmattningshållfasthet avgörande:
- Kolstål (värmebehandlat för extra styrka)
- Legerade stål
- Titanlegeringar (när vikten också är ett problem)
- Höghållfasta mässingslegeringar
För medelstora och lätta laster finns det fler alternativ:
- Aluminiumlegeringar
- Standard mässing
- Tekniska polymerer förstärkta med fibrer
- Zinklegeringar
Här är en förenklad referenstabell för bärförmåga för vanliga gångjärnsmaterial:
| Material | Lastkapacitet | Bästa applikationer |
|---|---|---|
| Kolstål | Mycket hög | Tunga dörrar, grindar, industriell utrustning |
| Rostfritt stål | Hög | Utomhusutrustning, marina tillämpningar |
| Mässing | Medium | Möbler, dekorativa tillämpningar |
| Aluminium | Medium | Ljusa dörrar, elektroniska skåp |
| Titan | Hög | Flyg- och rymdindustrin, viktkänsliga applikationer med hög belastning |
| Förstärkta polymerer | Låg till medelhög | Elektroniska enheter, lätta tillämpningar |
Slitagebeständighet och hållbarhet
Gångjärn som används ofta kräver material med utmärkt slitstyrka. Enligt min erfarenhet på PTSMAKE underskattar kunderna ofta antalet cykler när de väljer material, vilket leder till för tidiga fel.
För applikationer med höga cykelantal bör du överväga:
- Härdade stål med lämplig smörjning
- Brons av lagerkvalitet
- Självsmörjande polymerer
- Rostfritt stål med härdade stift
För applikationer med måttlig användning används standardkvaliteter av:
- Rostfritt stål
- Mässing
- Aluminium
- Tekniska polymerer
Ger ofta adekvat prestanda till rimliga kostnadsnivåer.
Krav på friktion och rörelse
Vissa applikationer kräver specifika friktionsegenskaper. Vissa dörrgångjärn behöver t.ex. ett kontrollerat motstånd för att förhindra smällar, medan andra behöver minimal friktion för att fungera smidigt.
Material och kombinationer som ger kontrollerad friktion:
- Mässing på stål
- Bronsbussningar med stålstift
- Vissa polymer/metall-kombinationer
För applikationer med minimal friktion:
- Rostfritt stål med PTFE-beläggning
- Självsmörjande polymerer
- Material av lagerkvalitet
- Konstruktioner för kullagrade gångjärn
Ekonomiska överväganden vid materialval
Även om prestanda är av yttersta vikt spelar ekonomiska faktorer oundvikligen en roll vid materialval. För att hitta den optimala balansen mellan prestanda och kostnad krävs ofta att man utvärderar flera faktorer:
Initiala materialkostnader
Råmaterialkostnaderna varierar avsevärt mellan olika gångjärnsmaterial:
- Kolstål - Generellt lägst kostnad
- Rostfritt stål - Måttlig till hög kostnad (varierar beroende på kvalitet)
- Mässing/brons - Måttlig till hög kostnad
- Aluminium - Måttlig kostnad
- Titan - hög kostnad
- Tekniska polymerer - varierande (vissa specialformuleringar kan vara kostsamma)
Kompatibilitet med tillverkningsprocessen
Olika material kräver olika tillverkningsprocesser, vilket kan ha en betydande inverkan på de totala kostnaderna. Vi på PTSMAKE har till exempel hjälpt kunder att sänka kostnaderna avsevärt genom att rekommendera material som upprätthåller den prestanda som krävs samtidigt som de möjliggör effektivare tillverkningsmetoder.
Materialöverväganden för effektiv tillverkning:
- Maskinbearbetning - Material som mässing med fri skärning eller vissa aluminiumlegeringar erbjuder utmärkt maskinbearbetning
- Formbarhet - Vissa applikationer drar nytta av material som kan kallformas i stället för att maskinbearbetas
- Gjutbarhet - Zinklegeringar är utmärkta i pressgjutningsprocesser för komplexa gångjärnskonstruktioner
Analys av livscykelkostnader
Ibland är det mest ekonomiska valet inte det billigaste initiala alternativet. Tänk på följande när du utvärderar material:
- Förväntad livslängd i användningsmiljön
- Krav på underhåll
- Kostnader för ersättningsinvesteringar
- Kostnader för stilleståndstid i samband med fel
Jag har sett fall där en investering i ett premiummaterial resulterade i 5x längre livslängd, vilket gör det betydligt mer ekonomiskt under produktens livscykel trots högre initialkostnader.
Särskilda överväganden för specialtillverkade gångjärn
Specialanpassade gångjärn har ofta unika krav som standardkomponenter i hyllan inte klarar av att uppfylla. Dessa speciella överväganden kan påverka materialvalet avsevärt.
Estetiska krav
När gångjärnen är synliga i slutprodukten kan estetiska överväganden påverka materialvalet:
- Mässing och brons ger ett varmt, klassiskt intryck
- Rostfritt stål ger en modern, ren look
- Anodiserad aluminium ger möjlighet till färgval
- Vissa polymerer kan färgmatchas med omgivande komponenter
I arkitektoniska tillämpningar eller avancerade konsumentprodukter kan dessa estetiska överväganden motivera val av premiummaterial.
Viktbegränsningar
För applikationer där vikten är kritisk (t.ex. flyg- och rymdindustrin, bärbar elektronik eller fordonskomponenter) är lättviktsmaterial avgörande:
- Aluminiumlegeringar (utmärkt förhållande mellan styrka och vikt)
- Titan (överlägsen styrka i förhållande till vikt, men till högre kostnad)
- Tekniska polymerer (eventuellt förstärkta med glas- eller kolfiber)
- Magnesiumlegeringar (dock med begränsningar i korrosionsbeständighet)
Faktorer som rör reglering och efterlevnad
Vissa applikationer måste uppfylla specifika myndighetskrav som påverkar materialvalet:
- Livsmedelsklassade applikationer kräver material som uppfyller FDA:s eller liknande bestämmelser
- Medicintekniska produkter kan kräva biokompatibla material
- Flyg- och rymdtillämpningar har strikta materialcertifieringar
- RoHS-kompatibilitet begränsar vissa materialsammansättningar
Dessa regleringsfaktorer kan avsevärt begränsa antalet lämpliga material för specialanpassade gångjärn.
Beslutsmatris för materialval
För att systematiskt utvärdera material för anpassade gångjärn kan du överväga att använda en beslutsmatris. Baserat på min erfarenhet på PTSMAKE har jag funnit att denna metod hjälper kunderna att göra mer objektiva materialval genom att kvantifiera vikten av olika faktorer.
Här följer ett förenklat exempel på hur en sådan matris kan se ut:
| Urvalskriterier | Vikt | Rostfritt stål (316) | Aluminium (6061) | Mässing | Teknisk polymer |
|---|---|---|---|---|---|
| Motståndskraft mot korrosion | 5 | 5 (25) | 3 (15) | 2 (10) | 5 (25) |
| Styrka | 4 | 5 (20) | 3 (12) | 4 (16) | 2 (8) |
| Vikt | 3 | 2 (6) | 4 (12) | 2 (6) | 5 (15) |
| Kostnad | 4 | 2 (8) | 4 (16) | 3 (12) | 4 (16) |
| Estetik | 2 | 4 (8) | 3 (6) | 5 (10) | 3 (6) |
| Total poäng | 67 | 61 | 54 | 70 |
I det här exemplet viktas varje faktor efter betydelse (1-5) och varje material betygsätts på en skala från 1-5 för varje faktor. De viktade poängen hjälper till att identifiera det bästa övergripande materialet baserat på de specifika applikationskraven.
Fallstudier: Framgångshistorier om materialval
Under årens lopp har jag stött på många situationer där rätt materialval har utgjort skillnaden mellan en produkt
Hur väljer jag rätt gångjärn för ditt projekt?
Har du någonsin ägnat timmar åt att leta efter det perfekta gångjärnet, bara för att nöja dig med ett standardalternativ som inte var helt rätt? Eller ännu värre, har du installerat ett standardgångjärn bara för att upptäcka att det går sönder i förtid eftersom det inte var utformat för din specifika applikation? Dessa kompromisser kan leda till produktfel, kundklagomål och kostsamma omkonstruktioner.
Att välja rätt specialanpassat gångjärn innebär att utvärdera dina applikationskrav, materialval, behov av lastkapacitet, miljöfaktorer och dimensionella begränsningar. Anpassade gångjärn erbjuder skräddarsydda lösningar som standardgångjärn helt enkelt inte kan matcha, vilket säkerställer optimal prestanda och livslängd för ditt specifika projekt.

Förstå dina applikationskrav
När du väljer anpassade gångjärn är det första och viktigaste steget att grundligt förstå din applikation. Under mitt arbete med kunder på PTSMAKE har jag märkt att många ingenjörer fokuserar för mycket på grundläggande specifikationer och förbiser viktiga applikationsspecifika krav.
Belastnings- och rörelseanalys
Börja med att analysera exakt vilken typ av rörelse som krävs för din applikation. Är det en enkel 180-graders svängning eller behövs det flera rotationsaxlar? Hur är det med driftfrekvensen - kommer gångjärnet att användas ibland eller tusentals gånger dagligen?
För lastöverväganden, bestäm:
- Maximal vikt som gångjärnet kan bära
- Belastningens riktning (vertikal, horisontell eller vinkel)
- Dynamiska belastningar kontra statiska belastningar
- Slag- eller stötbelastningar som gångjärnet kan utsättas för
En kund kom till oss efter tre misslyckade försök med standardgångjärn för en specialiserad medicinteknisk produkt. Applikationen krävde exakt positionering med minimalt glapp samtidigt som den skulle klara varierande belastningar. Genom att göra en detaljerad belastningsanalys utformade vi en anpassad lösning med förstärkta vridpunkter och specialiserade lagerytor som har fungerat felfritt i flera år.
Utrymmes- och dimensionsbegränsningar
Specialanpassade gångjärn är utmärkta när det handlar om trånga utrymmen eller ovanliga monteringsarrangemang. Till skillnad från standardgångjärn som tvingar dig att designa runt deras dimensioner, kan anpassade alternativ skräddarsys för att passa dina exakta rumsliga krav.
Tänk på dessa dimensionella faktorer:
- Tillgängligt monteringsutrymme
- Krav på fri höjd i öppet och stängt läge
- Knogstorlek och antal som behövs för styrka
- Krav på stiftdiameter
Operativ miljö
Miljön där gångjärnet ska användas påverkar materialval och konstruktionskrav i hög grad. Jag har sett otaliga för tidiga fel när denna faktor förbises.
Miljöhänsyn omfattar:
- Temperaturområde (både höga och låga extremvärden)
- Utsätts för fukt, saltstänk eller luftfuktighet
- Kemisk exponering (rengöringsmedel, oljor, syror etc.)
- UV-exponering och väderpåverkan
- Exponering för damm, sand eller partiklar
Till exempel kan ett standardgångjärn i rostfritt stål verka tillräckligt för en utomhusapplikation, men utan specifika passivering4 behandling och rätt val av kvalitet, kan det ändå korrodera i förtid i marina miljöer.
Materialval för specialtillverkade gångjärn
Materialval är kanske den viktigaste fördelen med specialanpassade gångjärn jämfört med standardalternativ. Medan standardgångjärn vanligtvis finns i ett begränsat antal material (vanligtvis mässing, stål eller rostfritt stål), kan anpassade gångjärn tillverkas av praktiskt taget alla bearbetningsbara material.
Metaller och legeringar
Varje metall har unika egenskaper för gångjärnsapplikationer:
| Material | Styrkor | Begränsningar | Bästa applikationer |
|---|---|---|---|
| 304 rostfritt stål | Bra korrosionsbeständighet, stark, kostnadseffektiv | Ej lämplig för marina miljöer | Utrustning för inomhusbruk, applikationer för matservering |
| 316 Rostfritt stål | Överlägsen korrosionsbeständighet, utmärkt för marina miljöer | Högre kostnad än 304 | Marin utrustning, utomhusinstallationer, kemisk bearbetning |
| Aluminium | Lättvikt, bra förhållande mellan styrka och vikt | Mindre slitstark än stål | Flyg- och rymdindustrin, bärbar utrustning |
| Mässing | Självsmörjande, dekorativ, antimikrobiell | Lägre hållfasthet än stål | Arkitektoniska tillämpningar, dekorativa beslag |
| Titan | Exceptionellt förhållande mellan styrka och vikt, biokompatibel | Mycket dyr, svår att bearbeta | Medicintekniska produkter, flyg- och rymdindustrin, högpresterande applikationer |
På PTSMAKE har vi utvecklat expertis inom CNC-bearbetning av dessa olika metaller för anpassade gångjärn, vilket gör att vi kan optimera materialvalet baserat på exakta applikationskrav snarare än att nöja oss med vad som finns tillgängligt från hyllan.
Konstruerad plast
För applikationer som kräver elektrisk isolering, kemisk beständighet eller viktreduktion är tekniska plaster utmärkta alternativ till metaller:
| Plastmaterial | Viktiga egenskaper | Idealiska tillämpningar |
|---|---|---|
| Acetal (POM) | Hög styvhet, låg friktion, god utmattningshållfasthet | Precisionsmekanismer, livsmedelsutrustning |
| PEEK | Beständighet mot extrema temperaturer, utmärkt kemisk beständighet | Tuffa kemiska miljöer, applikationer med höga temperaturer |
| PTFE-fylld nylon | Självsmörjande, god slitstyrka | Applikationer som kräver minimalt underhåll |
| Glasfiberarmerade kompositer | Hög hållfasthet, låg vikt, icke-ledande | Elektriska kapslingar, korrosiva miljöer |
En kund inom tillverkningsindustrin behövde gångjärn till elskåp i en mycket korrosiv pappersbruksmiljö. Standardgångjärn i metall gick sönder inom några månader på grund av den tuffa kemiska miljön. Vi utvecklade anpassade gångjärn i glasfylld polyamid som har hållit i åratal utan att brytas ned.
Specialiserade gångjärnsutformningar för specifika funktioner
Standardgångjärn har vanligtvis grundläggande öppnings- och stängningsfunktioner, men specialanpassade gångjärn kan innehålla specialfunktioner för att lösa komplexa designutmaningar.
Självstängande gångjärn och gångjärn med kontrollerad rörelse
När din applikation kräver kontrollerad rörelse eller specifika positioneringsmöjligheter erbjuder specialanpassade gångjärn lösningar som standardprodukter inte kan erbjuda:
- Fjäderbelastade konstruktioner - Skapar konstant stängningskraft för applikationer som kräver självstängande funktion
- Friktionsgångjärn - Bibehåller positionen i alla vinklar, perfekt för displayskärmar och justerbara komponenter
- Fästande gångjärn - Ger taktil återkoppling och stabil positionering vid förutbestämda vinklar
- Dämpade gångjärn - Kontrollera stängningshastigheten för att förhindra smällar
Dessa specialiserade mekanismer kan kalibreras exakt efter dina krav - något som är omöjligt med standardalternativ.
Dolda och osynliga gångjärn
För applikationer där estetiken är viktig ger dolda gångjärn rena linjer och dolda mekaniska komponenter. Vi har designat många anpassade osynliga gångjärnslösningar som helt försvinner när de stängs, vilket bibehåller den visuella integriteten hos avancerade produkter.
Viktiga överväganden för dolda gångjärn inkluderar:
- Krav på materialstyrka (ofta behövs starkare material på grund av mindre storlek)
- Installationsmetod och justeringsmöjligheter
- Krav på fritt utrymme för full rörelse
Gångjärn för flera axlar och komplexa rörelser
Standardgångjärn roterar vanligtvis bara runt en enda axel. Anpassade gångjärn kan innehålla flera svängpunkter för att skapa komplexa rörelsebanor:
- Dubbelverkande gångjärn - Tillåter rörelse i två riktningar från stängt läge
- Gångjärn med flera länkar - Skapa specialiserade rörelsebanor för unika applikationer
- Sammansatta gångjärn - Kombinera olika rörtyper i en och samma mekanism
På PTSMAKE utvecklade vi ett anpassat treaxligt gångjärn för en specialiserad medicinsk robotutrustning som skulle kunna vikas ihop kompakt för förvaring och samtidigt ge exakt positionering under drift - något som var omöjligt att uppnå med standardkomponenter.
Hållbarhet och livscykelöverväganden
När du väljer anpassade gångjärn måste du förstå de förväntade kraven på livscykeln för att kunna välja lämpliga material och designfunktioner.
Slitstyrka och lång livslängd
Specialanpassade gångjärn kan utformas med specifika slitstarka egenskaper som standardgångjärn saknar:
- Specialiserade lagerytor (bronsbussningar, PTFE-foder etc.)
- Härdade slitytor genom värmebehandling eller sätthärdning
- Utbytbara slitdelar för längre livslängd
- Integrerade smörjsystem eller självsmörjande material
Jag har arbetat med tillverkare som tidigare bytte ut standardgångjärn med några månaders mellanrum i applikationer med hög cykelbelastning. Genom att konstruera anpassade gångjärn med härdade stift och utbytbara bussningar kunde vi förlänga serviceintervallen till år snarare än månader.
Krav på underhåll
Specialanpassade gångjärn kan utformas för att antingen minimera eller förenkla underhållet:
- Förseglade konstruktioner som förhindrar kontaminering
- Smörjportar för underhåll utan demontering
- Modulär design som möjliggör partiellt utbyte av slitna komponenter
Dessa egenskaper förlänger inte bara livslängden utan minskar också stilleståndstiden och underhållskostnaderna.
Integration med omgivande komponenter
En ofta förbisedd fördel med specialanpassade gångjärn är deras förmåga att integreras sömlöst med omgivande komponenter, vilket eliminerar behovet av adaptrar eller modifieringar.
Monteringskonfigurationer
Specialanpassade gångjärn kan förses med monteringsdetaljer som är särskilt utformade för din applikation:
- Integrerade monteringsflänsar som matchar ditt exakta bulkmönster
- Specialiserade monteringsmetoder (svetsflikar, kompatibilitet med T-spår etc.)
- Gränssnitt för försänkta eller specialiserade fästelement
För en kund som tillverkar specialskåp konstruerade vi anpassade gångjärn med monteringsflänsar som passade perfekt till deras befintliga automatiserade monteringsprocess, vilket eliminerade manuella justeringssteg och minskade monteringstiden med 40%.
Lednings- och kabelhantering
För elektroniska applikationer kan anpassade gångjärn integrera funktioner för kabelhantering:
- Konstruktion med ihåliga stift som gör att kablar kan passera genom vridpunkten
- Kabelkanaler och dragavlastningsfunktioner
- Integrerat kabelskydd för att förhindra klämning
Estetisk integration
När utseendet är viktigt kan anpassade gångjärn utformas för att komplettera din produkts estetik:
- Anpassade ytbehandlingar som matchar din produkt (specialiserad anodisering, pulverlackering etc.)
- Radiuskanter och designelement som matchar din produkts formspråk
- Varumärkesspecifika designdetaljer eller logotyper
Överväganden om kostnader: Bortom prislappen
Även om anpassade gångjärn vanligtvis har högre initiala kostnader än standardalternativ, gynnar den totala ägandekostnaden ofta anpassade lösningar för specialiserade applikationer.
Initiala kostnader kontra livstidskostnader
När du utvärderar kostnader, tänk på:
- Installationskostnader (ofta lägre med applikationsspecifika anpassade gångjärn)
- Underhållskostnader under produktens livscykel
- Utbytesfrekvens jämfört med standardgångjärn
- Garantikrav och påverkan på kundnöjdhet
En tillverkare jag arbetade med var till en början tveksam till priset på specialanpassade gångjärn som kostade tre gånger mer än deras standardgångjärn. Men efter att ha beräknat den minskade installationstiden, eliminerade fältfel och förlängda livslängden upptäckte de att den anpassade lösningen minskade de totala kostnaderna med över 60% över hela produktlivscykeln.
Överväganden om produktionsvolym
Ekonomin för specialanpassade gångjärn varierar avsevärt beroende på produktionsvolym:
| Produktionsvolym | Hänsyn till anpassade gångjärn |
|---|---|
| Låg volym (prototyp/små serier) | CNC-bearbetade specialgångjärn ger låga installationskostnader men högre kostnader per enhet, vilket är idealiskt för testning eller |
Hur förbättrar CNC-bearbetning anpassad gångjärnsprecision?
Har du någonsin kämpat med gångjärn som inte är rätt justerade eller som slits ut för snabbt? Eller sett en vackert designad dörr hänga på grund av oprecisa gångjärnstoleranser? Dessa frustrerande problem kan äventyra både funktion och estetik i dina projekt.
CNC-bearbetning förbättrar dramatiskt precisionen hos anpassade gångjärn genom datorstyrd konsistens, toleranser på mikronivå och avancerade materialbearbetningsmöjligheter. Denna teknik eliminerar mänskliga fel samtidigt som den möjliggör komplexa geometrier och överlägsen ytfinish som traditionella tillverkningsmetoder helt enkelt inte kan uppnå.

Den tekniska fördelen med CNC-bearbetning för gångjärn
När det gäller att skapa högpresterande anpassade gångjärn är precision inte förhandlingsbart. I mitt arbete med ingenjörsteam i olika branscher har jag upptäckt att CNC-bearbetning ger flera tydliga fördelar för gångjärnstillverkning som traditionella metoder helt enkelt inte kan matcha.
Noggrannhet och konsekvens på mikronivå
CNC-bearbetning utmärker sig genom att leverera konsekventa resultat över hela produktionskörningen - något som är avgörande för gångjärn som måste fungera felfritt i tusentals cykler. Moderna CNC-maskiner kan uppnå toleranser så snäva som ±0,005 mm (0,0002 tum), vilket är viktigt när man skapar kinematiska begränsningar5 i gångjärnsmekanismer.
Effekten av denna precision blir tydlig när man undersöker prestandamätvärdena för CNC-bearbetade gångjärn:
| Prestationsfaktor | Konventionella metoder | CNC-bearbetning |
|---|---|---|
| Dimensionell tolerans | ±0,05 mm - ±0,1 mm | ±0,005 mm - ±0,02 mm |
| Ytfinish | 3,2-6,3 μm Ra | 0,8-1,6 μm Ra |
| Konsekvent cykel | Variabel | >99,8% |
| Operativ livslängd | 5.000-10.000 cykler | 25.000-100.000+ cykler |
Denna precisionsnivå leder direkt till smidigare drift, minskat slitage och längre livslängd för gångjärnen. På PTSMAKE värdesätter våra kunder inom flyg- och rymdindustrin särskilt denna konsekvens när de beställer anpassade gångjärn för kritiska applikationer där fel inte är ett alternativ.
Mångsidighet och optimering av material
CNC-bearbetning utmärker sig genom sin förmåga att arbeta med praktiskt taget alla bearbetningsbara material, vilket gör det möjligt för ingenjörer att välja det optimala materialet för specifika gångjärnsapplikationer:
- Aluminiumlegeringar - Utmärkt för lättviktsapplikationer som kräver god korrosionsbeständighet
- Rostfritt stål - Idealisk för gångjärn i livsmedelsklass eller medicinska gångjärn som kräver styrka och renlighet
- Mässing - Ofta valda för dekorativa gångjärn med naturliga antimikrobiella egenskaper
- Teknisk plast - Perfekt för icke-ledande eller kemiskt resistenta applikationer
Precisionen i CNC-bearbetning gör det möjligt för oss att dra full nytta av dessa materials egenskaper. När vi till exempel bearbetar gångjärn i titan för medicintekniska produkter kan vi styra skärparametrarna exakt för att förhindra arbetshärdning och samtidigt bibehålla materialets biokompatibilitet och styrka.
Komplexa geometrier och integrerade funktioner
Traditionell tillverkning av gångjärn kräver ofta flera processer och monteringssteg. CNC-bearbetning kan integrera komplexa funktioner i en enda uppställning, vilket förbättrar både precision och effektivitet:
Integrerade stiftsystem
Moderna 5-axliga CNC-maskiner kan skapa intrikata stifthus och fasthållningssystem direkt i gångjärnskroppen. Denna integration eliminerar problem med monteringsfel och ökar den strukturella integriteten.
Anpassade stoppmekanismer
Precisionsbearbetning gör det möjligt att skapa inbyggda stoppmekanismer med exakta vinkelbegränsningar. I stället för att lägga till separata komponenter kan dessa funktioner maskinbearbetas direkt i gångjärnskroppen, vilket säkerställer perfekt inriktning och funktion.
Viktminskningsfunktioner
För tillämpningar där vikten är viktig (flyg- och rymdindustrin, högpresterande fordonsindustri) kan CNC-bearbetning skapa invändiga fickor och strukturell optimering som skulle vara omöjlig med konventionella tillverkningsmetoder.
Påverkan på gångjärnets prestandamått
Precisionsfördelarna med CNC-bearbetning leder direkt till mätbara prestandaförbättringar i anpassade gångjärn:
Minskad friktion och slitage
Ytkvaliteten spelar en avgörande roll för gångjärnets prestanda. CNC-bearbetning ger normalt en ytfinhet på mellan 0,8-1,6 μm Ra (genomsnittlig grovhet), vilket är betydligt jämnare än med konventionella metoder. Detta påverkar direkt:
- Operationell friktion - Mjukare ytor minskar motståndet under drift
- Förslitningsmönster - Även mikroskopiska ojämnheter kan bli startpunkter för slitage
- Smörjningens effektivitet - Exakt kontrollerade ytstrukturer kan optimera smörjmedelsretentionen
När vi tillverkar anpassade gångjärn för robotapplikationer innebär den minskade friktionen lägre strömförbrukning och värmeutveckling under drift - kritiska faktorer i batteridrivna system.
Förbättrad lastfördelning
Precisionen i CNC-bearbetningen säkerställer perfekt inriktade kontaktytor i gångjärnsaggregaten. Denna uppriktning optimerar lastfördelningen över hela lagerytan i stället för att koncentrera spänningen till höga punkter.
I praktiken innebär detta:
- Högre lastkapacitet utan deformation
- Mer konsekvent funktionskänsla under gångjärnets hela livslängd
- Minskad risk för katastrofala fel under toppbelastningar
För en kund inom fordonsindustrin innebar bytet till CNC-bearbetade specialgångjärn för en huvapplikation att lastkapaciteten ökade med 35% samtidigt som underhållsfrekvensen minskade.
Förbättrad rörelsekontroll
CNC-precision möjliggör exakt kontroll av gångjärnets rotationsdynamik:
- Kontrollerade utrensningar - Glapp så små som 0,02 mm kan konsekvent bibehållas
- Optimerade geometrier för pivot - Anpassade pivotprofiler för specifika rörelseegenskaper
- Integrerade dämpningsfunktioner - Precisionsbearbetade detaljer kan styra öppnings-/stängningshastigheten
Dessa egenskaper har visat sig vara särskilt värdefulla i tillämpningar inom konsumentelektronik, där "känslan" av ett gångjärns rörelse har stor betydelse för hur användaren uppfattar produktens kvalitet.
Fallstudie: Precisionsomvandling
Ett nyligen genomfört projekt vid PTSMAKE visar hur CNC-bearbetning kan förändra gångjärnens precision. En tillverkare av medicinsk utrustning upplevde inkonsekventa prestanda med traditionellt tillverkade gångjärn i sin bildbehandlingsutrustning. Problemen var bland annat följande:
- Inkonsekvent öppningskraft
- Gradvis felinställning under användning
- Förtida slitage som kräver frekventa byten
Genom att övergå till CNC-bearbetade anpassade gångjärn uppnådde vi:
- Dimensionell överensstämmelse inom ±0,01 mm över alla kritiska gränssnitt
- Integrerade självcentrerande funktioner maskinbearbetade direkt i gångjärnskomponenterna
- Ytfinish under 1,2 μm Ra på alla lagerytor
Resultaten var signifikanta:
| Prestationsmått | Före CNC-implementering | Efter CNC-implementering |
|---|---|---|
| Livslängd | 8-12 månader | >36 månader |
| Drift av uppriktning | Upp till 2,5 mm | <0,3 mm |
| Öppningsstyrka Variation | ±15% | ±3% |
| Garantianspråk | 4.2% | 0.3% |
Denna omvandling visar hur CNC-bearbetning inte bara marginellt förbättrar gångjärnets prestanda - den kan i grunden förändra tillförlitlighetsprofilen för precisionskomponenter.
Materialspecifika precisionsfördelar
Olika gångjärnsapplikationer kräver olika material och CNC-bearbetning erbjuder unika precisionsfördelar för varje applikation:
Gångjärn i rostfritt stål
För gångjärn i rostfritt stål som används i marina eller utomhusapplikationer möjliggör CNC-bearbetning:
- Exakt gängskärning - Avgörande för integration av korrosionsbeständiga fästelement
- Zoner med kontrollerad hårdhet - Selektiva bearbetningsparametrar kan bibehålla duktiliteten där det behövs
- Optimal kornorientering - Strategiska bearbetningsmetoder kan arbeta med materialets korn för maximal styrka
Gångjärn i aluminiumlegering
Aluminium innebär unika utmaningar som CNC-bearbetning kan hantera på ett effektivt sätt:
- Funktioner för värmeavledning - Kylflänsar eller kanaler för precisionskylning kan integreras
- Förberedelse för anodisering - Ytbehandling optimerad för efterföljande ytbehandling
- Optimering av tjocklek - Varierade väggtjocklekar baserade på stressanalys
Tekniska plastgångjärn
För icke-metalliska applikationer erbjuder CNC-bearbetning fördelar som formsprutning inte kan matcha:
- Ingen inre spänning - Till skillnad från gjutna delar innehåller maskinbearbetade plastgångjärn inga inre spänningar
- Selektiv förstärkning - Tjockare sektioner endast där det krävs enligt lastanalysen
- Integration av flera material - Precisionsfickor för insatser eller förstärkningar
Överväganden om implementering
Även om CNC-bearbetning ger enorma precisionsfördelar för specialanpassade gångjärn, kräver implementeringen noggrann planering:
Konstruktionsoptimering för CNC
För att maximera fördelarna med CNC-precision bör gångjärnskonstruktioner optimeras med flera faktorer i åtanke:
- Verktygets tillgänglighet - Säkerställa att alla funktioner kan nås med skärverktygen
- Datumkonsistens - Fastställande av korrekta referenspunkter för operationer med flera uppställningar
- Sekvensering av funktioner - Planering av operationsordningen för maximal precision
På PTSMAKE arbetar vårt ingenjörsteam nära kunderna för att förfina konstruktioner för optimal CNC-tillverkning, och identifierar ofta möjligheter till förbättrad prestanda genom mindre konstruktionsjusteringar.
Protokoll för kvalitetsverifiering
Precisionen i CNC-bearbetning måste kombineras med lika exakta inspektionsmetoder:
- Mätning under pågående process - Dimensionell verifiering under produktion
- Bedömning av ytans kvalitet - Kvantitativ analys av färdiga ytor
- Funktionell testning - Verifiering av driften under simulerade förhållanden
Vårt standardprotokoll för precisionsgångjärn omfattar 100%-inspektion av kritiska dimensioner och statistisk processkontroll för att säkerställa jämn kvalitet i hela produktionsserien.
Kostnads- och nyttoanalys
Även om CNC-bearbetning ger överlägsen precision är det viktigt att göra en noggrann kostnads- och nyttoanalys:
- Jämförelse av livscykelkostnader - Redovisning av minskat utbyte och underhåll
- Överväganden om volym - Fastställande av övergångspunkten där andra metoder blir mer ekonomiska
- Utvärdering av prestandakrav - Anpassning av precisionskapacitet till faktiska applikationsbehov
I många fall kompenseras den initiala högre kostnaden för CNC-bearbetade gångjärn av deras förlängda livslängd och förbättrade prestanda. För kritiska applikationer är precisionsfördelen helt enkelt inte förhandlingsbar oavsett kostnadsöverväganden.
Framtida trender inom tillverkning av CNC-styrda gångjärn
Precisionskapaciteten hos CNC-bearbetning för anpassade gångjärn fortsätter att utvecklas, med flera nya trender:
Hybrid tillverkning - Kombination av CNC
Vilka faktorer påverkar ledtiden för produktion av anpassade gångjärn?
Har du någonsin lagt en order på specialanpassade gångjärn och sedan överraskats av oväntade förseningar? Eller kämpat med att förklara förändringar i tidslinjen för intressenter när ditt produktionsschema oväntat ändras? Dessa tidsutmaningar kan få även de mest noggrant planerade projekt att spåra ur.
Ledtiden för tillverkning av kundanpassade gångjärn påverkas vanligtvis av designens komplexitet, materialtillgänglighet, produktionsvolym, tillverkningsprocesser, kvalitetskrav och leverantörernas kapacitet. Dessa faktorer avgör tillsammans hur snabbt dina kundanpassade gångjärn kan gå från idé till leverans.

Förstå variabler för produktionsledtider
När det gäller tillverkning av anpassade gångjärn kan ledtiden variera avsevärt beroende på många faktorer. Under mitt arbete med kunder på PTSMAKE har jag märkt att förståelse för dessa variabler hjälper projektledare och ingenjörer att ställa realistiska förväntningar och planera mer effektivt.
Designkomplexitet och tekniska krav
Komplexiteten i din gångjärnskonstruktion påverkar ledtiden dramatiskt. Enkla stötgångjärn med standardkonfigurationer kan tillverkas relativt snabbt, medan komplexa kinematiska gångjärnsmekanismer6 med flera svängpunkter kräver extra konstruktionstid och precisionstillverkning.
Komplexiteten i konstruktionen påverkar ledtiden på flera sätt:
Tid för teknisk granskning: Komplexa konstruktioner kräver grundlig teknisk granskning för att säkerställa tillverkningsbarhet. Detta kan omfatta analys av design för tillverkning (DFM) och potentiella designändringar.
Krav på verktyg: Anpassade gångjärn behöver ofta specialverktyg eller fixturer, som måste konstrueras och tillverkas innan produktionen påbörjas.
Toleransspecifikationer: Snävare toleranser kräver mer exakt bearbetning och ytterligare kvalitetskontroller, vilket förlänger tillverkningstiden.
Behov av prototyper: Komplexa konstruktioner gynnas vanligtvis av prototypfaser, vilket ökar tiden men minskar risken för problem under full produktion.
Ett enkelt gångjärn i rostfritt stål kan t.ex. ta 2-3 veckor att tillverka, medan ett specialanpassat fleraxligt gångjärn med specialbeläggningar kan ta 6-8 veckor eller mer.
Materialval och tillgänglighet
Materialval påverkar avsevärt ledtiden för anpassade gångjärn. Några överväganden inkluderar:
Vanliga gångjärnsmaterial och deras påverkan på ledtiden
| Materialtyp | Typisk tillgänglighet | Påverkan på ledtid | Särskilda överväganden |
|---|---|---|---|
| Rostfritt stål | Hög | Minimal | Standardkvaliteter finns lätt tillgängliga |
| Mässing | Måttlig | Låg-Medium | Kan kräva specifika legeringsköp |
| Aluminium | Hög | Minimal | Vanligt i lager hos de flesta leverantörer |
| Speciallegeringar | Låg | Hög | Kräver ofta specialbeställning |
| Konstruerade polymerer | Variabel | Medelhög-Hög | Verifiering av materialegenskaper krävs |
| Titan | Låg | Hög | Begränsade leverantörsalternativ, premiumprissättning |
Materialtillgängligheten varierar beroende på marknadsförhållandena och dynamiken i den globala leveranskedjan. När jag arbetar med kunder på PTSMAKE rekommenderar jag alltid att man tar hänsyn till materialtillgänglighet tidigt i designprocessen. I vissa fall kan design med lättillgängliga material avsevärt minska ledtiderna jämfört med exotiska alternativ.
Produktionskvantitet och batchstorlek
Orderkvantiteten spelar en avgörande roll för att bestämma ledtiden för anpassade gångjärn:
Produktion av små partier: Beställningar på 10-100 enheter har ofta kortare absoluta ledtider men högre styckkostnader och relativt längre produktionstider per enhet.
Produktion av medelstora serier: Beställningar på 100-1.000 enheter ger normalt bättre skalfördelar men kräver mer omfattande produktionsplanering.
Produktion av stora partier: Order som överstiger 1.000 enheter har vanligtvis de längsta totala ledtiderna men drar nytta av optimerade arbetsflöden i tillverkningen och lägre kostnader per enhet.
Jag har märkt att många kunder underskattar hur stor inverkan kvantiteten har på schemaläggningen. Till exempel kan en liten prototypserie vara klar på 2-3 veckor, medan en uppskalning till produktionskvantiteter på flera tusen enheter kan förlänga ledtiden till 6-8 veckor på grund av materialanskaffning, maskinscheman och kvalitetskontrollkrav.
Tillverkningsprocesser och -teknik
De specifika tillverkningsmetoder som används för att producera anpassade gångjärn påverkar ledtiden avsevärt. Varje process har unika tidskrav och begränsningar.
CNC-bearbetning vs. stansning vs. pressgjutning
Olika tillverkningsmetoder erbjuder olika avvägningar mellan precision, volymkapacitet och ledtid:
CNC-bearbetning:
- Erbjuder hög precision och flexibilitet
- Idealisk för låga till medelstora volymer
- Typisk installationstid: 1-2 veckor
- Produktionshastighet: Långsammare för komplexa geometrier
- Bäst för: Prototyper och precisionskomponenter
Stämpling av metall:
- Kräver investering i verktyg (2-4 veckor för verktygsframtagning)
- Höga produktionshastigheter när verktyget är färdigt
- Ekonomisk för högre volymer
- Begränsad designkomplexitet jämfört med CNC
- Bäst för: Stora volymer, relativt enkla gångjärnskonstruktioner
Pressgjutning:
- Längre initial ledtid för verktygsframtagning (4-6 veckor)
- Utmärkt för komplexa geometrier i stora volymer
- Mycket snabb produktion när verktygen är klara
- Bäst för: Komplexa mönster som behövs i stora kvantiteter
På PTSMAKE utvärderar vi varje projekt för att fastställa den optimala tillverkningsmetoden baserat på designkrav, volymbehov och tidsbegränsningar. Ibland fungerar hybridmetoder bäst - att använda CNC-bearbetning för initial produktion och samtidigt utveckla stansverktyg för långsiktig tillverkning.
Sekundära processer och krav på efterbearbetning
Specialanpassade gångjärn kräver ofta ytterligare bearbetning utöver de primära formningsoperationerna:
- Värmebehandling: Lägger till 3-7 dagar för att stärka vissa material
- Ytbehandling: Processer som anodisering (aluminium) eller plätering tar 5-10 dagar
- Passivering: Krävs för rostfritt stål, tar 2-4 dagar
- Montering: Flerkomponentsgångjärn kräver extra monteringstid
- Testning: Belastningstester eller cykeltester för kritiska applikationer ger 1-5 dagar
Dessa sekundära arbetsmoment förbises ofta i de första tidsuppskattningarna, men kan påverka de slutliga leveransdatumen avsevärt. Ett till synes enkelt gångjärn i rostfritt stål som kräver passivering, applicering av specialsmörjmedel och funktionstestning kan till exempel ha 7-10 dagars extra ledtid utöver den grundläggande tillverkningsprocessen.
Krav på kvalitetskontroll och testning
Den nivå av kvalitetssäkring som krävs för dina anpassade gångjärn kommer direkt att påverka ledtiden. Strängare kvalitetskrav kräver ytterligare inspektionspunkter och eventuellt testförfaranden.
Inspektionsprotokoll och deras inverkan på tidslinjen
Olika system för kvalitetskontroll gör att produktionsprocessen tar olika lång tid:
- Standard visuell inspektion: Minimal påverkan (timmar)
- Verifiering av dimensioner (provtagning): 1-2 dagar
- 100% Dimensionskontroll: 3-7 dagar beroende på volym
- Krav för materialcertifiering: Kan lägga till 1-2 veckor om specialprov behövs
- Funktionell testning: Belastningstestning, cykeltestning, miljötestning kan lägga till 1-2 veckor
I reglerade branscher som flyg- och rymdindustrin eller medicintekniska produkter innebär kraven på dokumentation och spårbarhet ytterligare verifieringssteg. Jag har arbetat med tillverkare av medicintekniska produkter vars gångjärn krävde fullständig spårbarhet från råmaterial till färdig produkt, vilket förlängde produktionstiden med nästan två veckor jämfört med liknande kommersiella projekt.
Leverantörernas kapacitet och kapacitet
Alla tillverkare har inte samma möjligheter, utrustning eller kapacitet. Dessa skillnader påverkar avsevärt ledtiderna för anpassade gångjärn.
Produktionskapacitet och schemaläggning
Leverantörens produktionskapacitet påverkar direkt hur snabbt din order kan behandlas:
- Utrustningens tillgänglighet: Utrustning med hög efterfrågan kan ha eftersläpningar i schemaläggningen
- Specialisering av arbetsstyrkan: Komplexa projekt kräver skickliga tekniker som kan ha begränsade resurser
- Prioritering av produktion: Vissa leverantörer prioriterar större order eller långsiktiga kunder
- Säsongsbundna faktorer: Många tillverkare upplever säsongsmässiga variationer i kapaciteten
På PTSMAKE har vi en flexibel tillverkningskapacitet som är särskilt anpassad för att tillgodose brådskande kundprojekt. Jag har dock observerat att ledtiderna i hela branschen kan öka med 30-50% under högsäsonger för tillverkning (vanligtvis före semesterperioder och räkenskapsårets slut för många branscher).
Geografiska och logistiska överväganden
Den fysiska placeringen av din leverantör medför flera ledtidsvariabler:
- Inhemsk produktion kontra offshore-produktion: Offshore-tillverkning kan ge kostnadsfördelar men innebär vanligtvis 2-4 veckors längre leveranstid
- Tullklarering: Internationell frakt kräver tullbehandling, vilket ger oförutsägbara förseningar
- Kommunikationshinder: Skillnader i tidszoner och språkbarriärer kan förlänga granskningscyklerna
- Leveransmetoder: Beslut om flygfrakt eller sjöfrakt påverkar leveranstiderna dramatiskt
Den bästa flexibiliteten uppnås genom att arbeta med en leverantör som erbjuder inhemsk tillverkningskapacitet för tidskänsliga projekt och samtidigt har offshorealternativ för kostnadskänsliga större produktionsserier.
Strategier för att minimera ledtider
Baserat på min erfarenhet av hundratals projekt med specialanpassade gångjärn har jag utvecklat flera praktiska strategier för att hjälpa kunderna att minimera ledtiderna.
Designoptimering för effektiv tillverkning
Genom att implementera DFM-principer (Design for Manufacturing) tidigt i utvecklingsarbetet kan ledtiderna minskas avsevärt:
- Standardisera när det är möjligt: Använda standardmått och -funktioner där de inte försämrar funktionen
- Design för tillgänglig utrustning: Skapa konstruktioner som utnyttjar tillverkarens befintliga maskiner
- Strategi för materialval: Välja lättillgängliga material när så är möjligt
- Toleransspecifikation: Endast specificera snäva toleranser där det är funktionellt nödvändigt
- Konsolidera delar: Minska monteringsbehovet genom att kombinera komponenter där så är möjligt
Dessa designoptimeringar kan i många fall minska tillverkningsledtiden med 15-30%. På PTSMAKE genomför vårt ingenjörsteam regelbundet konstruktionsgranskningar för att identifiera sådana möjligheter.
Effektiv kommunikation och dokumentation
Tydlig kommunikation minskar avsevärt förseningar som orsakas av missförstånd:
- Omfattande tekniska ritningar: Inklusive alla kritiska dimensioner och specifikationer
- Krav på material: Tydliga specifikationer av materialkvaliteter och alternativ
- Förväntningar på kvalitet: Dokumentera inspektionskraven på förhand
- Tidslinje Milstolpar: Upprätta tydliga milstolpar och check-in-punkter för produktionen
Jag har sett projekt försenas med flera veckor bara för att material
Kvalitetstestning och certifiering vid tillverkning av anpassade gångjärn?
Har du någonsin fått specialanpassade gångjärn som inte fungerade under installationen eller kort efter driftsättningen? Eller ägnat otaliga timmar åt att felsöka problem som orsakats av undermåliga komponenter? Kvalitetstestning är inte bara en sista kryssruta - det är skillnaden mellan ett lyckat projekt och kostsamma misslyckanden.
Kvalitetstestning och certifiering vid tillverkning av anpassade gångjärn innebär systematiska inspektionsprotokoll, prestandatestning under verkliga förhållanden och efterlevnad av branschstandarder. Effektiv testning identifierar potentiella fel före driftsättning, vilket säkerställer att gångjärnen uppfyller specifika applikationskrav och fungerar tillförlitligt under hela den avsedda livscykeln.

Kvalitetsprovningens kritiska roll vid tillverkning av gångjärn
Kvalitetstestning är inte bara ett extra steg i tillverkningsprocessen - det är grunden för tillförlitlig produktion av anpassade gångjärn. Under min karriär på PTSMAKE har jag observerat att de mest framgångsrika projekten alltid innehåller omfattande testprotokoll. Dessa protokoll fungerar som det skyddsräcke som förhindrar att defekta produkter når kunderna.
Testningen börjar med råvarorna och fortsätter under hela produktionsprocessen. När tillverkarna kontrollerar materialkvaliteten före produktionen kan de effektivt förhindra att många potentiella problem uppstår senare. Till exempel kan testning av metallers kemiska sammansättning och mekaniska egenskaper avslöja om de kommer att klara påfrestningarna i specifika applikationer.
Förstörande kontra icke-förstörande testmetoder
Det finns två huvudsakliga metoder för kvalitetstestning vid tillverkning av specialanpassade gångjärn:
Destruktiv provning: Detta innebär att gångjärn testas till brottpunkten för att bestämma deras ultimata styrka och hållbarhet. Även om detta innebär att vissa prover offras, ger det viktiga uppgifter om prestandagränser.
Icke-förstörande provning (NDT): Dessa metoder utvärderar egenskaper utan att skada gångjärnen, vilket möjliggör 100%-inspektion i produktionsmiljöer.
Valet mellan dessa metoder beror på flera faktorer, bland annat produktionsvolym, kostnadsbegränsningar och applikationskrav. I praktiken använder de flesta tillverkare en kombination av båda metoderna för att uppnå optimal kvalitetskontroll.
Vanliga icke-förstörande provningstekniker för gångjärn
| Testmetod | Vad den upptäcker | Bäst för |
|---|---|---|
| Visuell inspektion | Ytdefekter, problem med finish | Snabba kvalitetskontroller |
| Verifiering av dimensioner | Storleks- och toleransavvikelser | Säkerställer korrekt passform |
| Röntgenprovning | Interna strukturella defekter | Komplexa gångjärnsenheter |
| Ultraljudstestning | Dolda sprickor eller hålrum | Kritiska säkerhetsapplikationer |
| Magnetisk partikelinspektion | Sprickor på ytan/nära ytan | Ferromagnetiska material |
| Inspektion med färgpenetrant | Sprickor i ytan | Icke-porösa material |
När dessa tester genomförs är det viktigt att i förväg fastställa tydliga acceptanskriterier. Detta säkerställer en konsekvent utvärdering oavsett vem som utför inspektionen. På PTSMAKE har vi utvecklat standardiserade testprotokoll som överensstämmer med både internationella standarder och kundspecifika krav.
Parametrar för prestandatestning av specialanpassade gångjärn
Utöver grundläggande inspektion måste gångjärn genomgå prestandatest för att verifiera att de fungerar som förväntat i faktiska applikationer. De specifika testerna beror på gångjärnstyp och avsedd användning, men omfattar vanligtvis:
Mekanisk belastningsprovning
Lastprovning simulerar de krafter som gångjärnen utsätts för under användning. Detta inkluderar:
- Statiska belastningstester: Mätning av ett gångjärns förmåga att bära vikt utan deformation
- Dynamiska belastningsprov: Utvärdering av prestanda under rörliga laster
- Test av överbelastning: Fastställande av brytpunkter och säkerhetsmarginaler
För kritiska applikationer rekommenderar jag att gångjärn testas vid 150-200% av den förväntade maximala belastningen för att säkerställa tillräckliga säkerhetsmarginaler. Detta tillvägagångssätt har hjälpt oss att leverera exceptionellt tillförlitliga komponenter för flyg- och rymdindustrin och medicinska applikationer.
Cykelprovning för bedömning av hållbarhet
Cykelprovning innebär att gångjärnen öppnas och stängs upprepade gånger för att simulera flera års användning. Detta test identifierar:
- Förslitningsmönster
- Potentiella felkällor
- Krav på smörjning
- Förväntad livslängd
Antalet cykler ska motsvara eller överstiga den förväntade livslängden. Ett dörrgångjärn kan t.ex. testas för 100 000+ cykler, medan ett gångjärn till ett elektronikkabinett kan kräva färre cykler men högre precision under hela sin livslängd.
Nyligen tillverkade vi anpassade gångjärn för en tillverkare av medicinsk utrustning som krävde validering för 500.000 cykler utan fel - fem gånger branschstandarden. Genom att noggrant välja material och optimera konstruktionen genom finita element-analys7levererade vi komponenter som överträffade detta högt ställda krav.
Miljötestning
Miljötestning säkerställer att gångjärnen fungerar tillförlitligt under olika förhållanden som de utsätts för under användning:
- Temperaturcykling: Verifiering av prestanda över temperaturintervall
- Test av luftfuktighet: Bedömning av motståndskraft mot fuktskador
- Testning med saltspray: Utvärdering av korrosionsbeständighet
- UV-exponering: Testning av nedbrytning från solljus (särskilt viktigt för utomhusapplikationer)
- Kemisk beständighet: Säkerställer kompatibilitet med rengöringsmedel eller miljöexponering
För utomhusapplikationer har jag funnit att en kombination av saltspraytestning och cykeltestning ger den mest realistiska bedömningen av långsiktig prestanda. Den här kombinationen har visat sig vara särskilt värdefull för marina projekt och infrastrukturprojekt utomhus.
Branschstandarder och certifieringskrav
Att följa industristandarder ger ett ramverk för kvalitet och hjälper till att säkerställa att anpassade gångjärn uppfyller minimikrav på prestanda. De relevanta standarderna varierar beroende på bransch:
Viktiga industristandarder för tillverkning av gångjärn
- ANSI/BHMA A156-serien: Standarder för arkitektoniska beslag inklusive gångjärn
- MIL-SPEC: Militära specifikationer för försvarstillämpningar
- ISO 9001: Krav på kvalitetsledningssystem
- ASTM E2068: Standardprovningsmetod för bestämning av gångjärnens manöver- och brytkrafter
- CE-märkning: Krävs för produkter som säljs på europeiska marknader
För internationella företag är det viktigt att förstå regionala certifieringskrav. Olika marknader kan ha unika standarder som måste uppfyllas innan produkter kan säljas lagligt.
Materialspecifika certifieringar
De material som används vid tillverkning av gångjärn kräver ofta sina egna certifieringar:
- RoHS överensstämmelse: Begränsning av farliga ämnen i elektronisk utrustning
- Efterlevnad av REACH: Reglerar kemiska ämnen i EU
- FDA-överensstämmelse: Krävs för gångjärn som används i livsmedels- eller medicinska applikationer
- Klassificering av brandmotstånd: Kritisk för applikationer för bygghårdvara
Att upprätthålla detaljerade materialcertifieringar och spårbarhet genom hela leveranskedjan är avgörande. På PTSMAKE har vi omfattande materialdokumentation för alla komponenter, vilket gör att vi snabbt kan ta itu med eventuella förfrågningar från myndigheter.
Implementering av effektiva processer för kvalitetskontroll
Kvalitetskontroll handlar inte bara om att testa slutprodukterna - det är en heltäckande strategi som börjar med design och fortsätter genom hela leveransen.
Utveckling av plan för kvalitetskontroll
En effektiv kvalitetskontrollplan för anpassade gångjärn bör innehålla:
- Designgranskning: Kontroll av att designen uppfyller alla specifikationer och standarder
- Verifiering av material: Bekräftar att materialen uppfyller de nödvändiga specifikationerna
- Inspektion under processens gång: Kontroll av kritiska mått och egenskaper under tillverkningen
- Slutlig testning: Validering av färdiga gångjärn mot prestandakrav
- Dokumentation: Upprätthålla register över alla kvalitetsrelaterade aktiviteter
För komplexa projekt rekommenderar jag att man tar fram en formell kvalitetssäkringsplan som definierar ansvarsområden, testmetoder, acceptanskriterier och dokumentationskrav.
Statistisk processtyrning vid tillverkning av gångjärn
Statistisk processtyrning (SPC) använder dataanalys för att övervaka och styra tillverkningsprocesser. Att implementera SPC för gångjärnsproduktion ger flera fördelar:
- Tidig upptäckt av processavvikelser innan defekter uppstår
- Minskad variation i kritiska dimensioner
- Datadrivna processförbättringar
- Minskade inspektionskostnader genom riktad provtagning
Genom att analysera viktiga processvariabler kan tillverkarna identifiera potentiella problem innan de påverkar produktkvaliteten. Till exempel har vi genom att övervaka verktygsslitage kunnat utveckla förebyggande underhållsscheman som minimerar produktionsstörningar.
System för dokumentation och spårbarhet
Omfattande dokumentation är en förutsättning för kvalitetsstyrning:
- Certifikat för material: Dokumentation av materialegenskaper och överensstämmelse
- Processregister: Spårning av tillverkningsparametrar
- Resultat av inspektion: Registrering av alla kvalitetskontroller och mätningar
- Information om spårbarhet: Koppling av färdiga produkter till råvaror och produktionssatser
Moderna tillverkare implementerar ofta digitala spårningssystem som följer komponenterna genom hela produktionsprocessen. Dessa system gör det möjligt att snabbt reagera på eventuella kvalitetsproblem genom att identifiera berörda batcher och tillhörande produktionsparametrar.
Vanliga kvalitetsproblem och förebyggande åtgärder
Att förstå potentiella kvalitetsproblem hjälper tillverkarna att vidta förebyggande åtgärder:
Defekter i ytfinishen
Problem med ytfinishen kan påverka både estetik och funktion:
- Orsak: Felaktigt val av verktyg, felaktiga maskinparametrar eller otillräcklig materialberedning
- Förebyggande åtgärder: Upprätta detaljerade specifikationer för ytbehandling, genomföra regelbundna verktygsinspektioner och utveckla standardrutiner för ytbehandling
- Testning: Använd ytjämnhetstestare och visuella inspektionsstandarder
Problem med dimensionell noggrannhet
Dimensionsproblem kan förhindra korrekt montering eller funktion:
- Orsak: Felaktig maskinkalibrering, verktygsslitage eller felaktig uppspänning
- Förebyggande åtgärder: Regelbundet underhåll av utrustning, mätning under processens gång och inspektion av första artikeln
- Testning: Koordinatmätmaskiner (CMM), precisionsmätare och optiska mätsystem
Materialfel
Materialproblem kan leda till för tidiga fel:
- Orsak: Kvalitetsproblem hos leverantören, felaktig materialhantering eller miljöföroreningar
- Förebyggande åtgärder: Processer för leverantörskvalificering, verifiering av materialcertifiering och korrekta lagringsrutiner
- Testning: Hårdhetsprovning, kemisk analys och mikrostrukturundersökning
Problem med rörelseprestanda
Problem med smidig drift kan göra gångjärn olämpliga för sin avsedda användning:
- Orsak: Felaktig smörjning, monteringsfel eller konstruktionsfel
- Förebyggande åtgärder: Testning av konstruktionsvalidering, förfaranden för verifiering av montering och specifikationer för korrekt smörjning
- Testning: Vridmomentstestning, cykeltestning och funktionell verifiering
Genom att implementera robusta förebyggande åtgärder kan tillverkarna avsevärt minska kvalitetsproblemen och de därmed sammanhängande kostnaderna för omarbetning eller utbyte.
Det ekonomiska värdet av omfattande tester
Att investera i kvalitetstestning ger betydande ekonomiska fördelar:
Kostnads- och intäktsanalys av kvalitetstestning
Även om omfattande tester innebär ökade kostnader för tillverkningsprocessen ger de normalt en god avkastning på investeringen:
- Minskade garantianspråk: Identifiering av problem före leverans minimerar dyra fel ute på fältet
- Lägre kostnader för omarbetning: Att hitta problem tidigt minskar
Kan anpassade gångjärn klara industriella tillämpningar med hög temperatur?
Har du någonsin installerat vad du trodde var en perfekt gångjärnslösning, bara för att se den fallera när temperaturen steg? Eller kanske har du slösat bort värdefull produktionstid och resurser på att byta ut skeva, smälta eller spröda gångjärn som inte klarade av din industriella miljö? Dessa frustrerande scenarier utspelar sig varje dag i fabriker över hela världen.
Ja, anpassade gångjärn kan absolut klara industriella applikationer med höga temperaturer när de är korrekt utformade med specialmaterial som högkvalitativt rostfritt stål, Inconel, titanlegeringar eller avancerad keramik och konstruerade med lämpliga värmeutvidgningsöverväganden, beläggningar och smörjsystem.
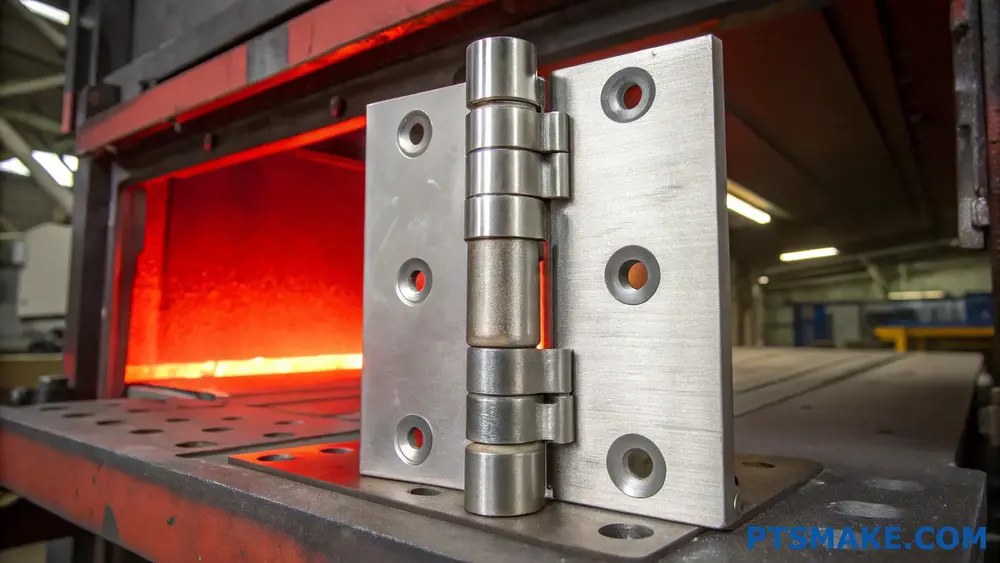
Förstå utmaningar med höga temperaturer för gångjärn
När vi talar om "hög temperatur" i industriella miljöer avser vi vanligtvis miljöer som överstiger 150°C (302°F), även om denna tröskel varierar mellan olika branscher. Under de år jag har arbetat med kunder inom tillverkningsindustrin har jag sett applikationer som sträcker sig från måttlig värmeexponering i storkök till extrema temperaturer i ugnar som överstiger 1000°C (1832°F).
De utmaningar som gångjärn ställs inför i dessa miljöer är mångfacetterade. Värme testar inte bara gångjärnets smältpunkt - den förändrar materialegenskaperna på ett sätt som äventyrar den strukturella integriteten och funktionella prestandan. Låt mig bryta ner de primära utmaningarna:
Termisk expansion och sammandragning
Material expanderar när de värms upp och drar ihop sig när de kyls ned. Denna enkla princip blir komplicerad när:
- Olika material expanderar olika snabbt (mäts som termisk expansionskoefficient eller CTE)
- Komponenterna värms upp ojämnt
- Snabba temperaturväxlingar inträffar
I en flerkomponentsammansättning som ett gångjärn skapar dessa skillnader inre spänningar som kan förvränga komponenter, lossa fästelement eller skapa bindningar som förhindrar smidig drift.
Materialnedbrytning
Höga temperaturer påskyndar många nedbrytningsmekanismer:
- Oxidation (särskilt i metaller)
- Krypning (långsam deformation under påfrestning)
- Försprödning
- Förlust av draghållfasthet
- Fördelning av smörjmedel
Till exempel börjar standardstål förlora betydande styrka över 400°C (752°F), medan många plaster mjuknar eller deformeras långt under 200°C (392°F).
Kemisk reaktivitet
Värme ökar vanligtvis den kemiska reaktiviteten, vilket gör materialen mer sårbara:
- Korrosion
- Galvaniska reaktioner mellan olikartade metaller
- Reaktioner med processkemikalier eller ångor
I ett projekt inom fordonstillverkning som jag var rådgivare för gick gångjärn nära en värmebehandlingsanläggning inte sönder av värmen direkt, utan av accelererad korrosion orsakad av kombinationen av höga temperaturer och specifika processgaser.
Materiallösningar för gångjärn med hög temperatur
Grunden för alla gångjärnslösningar för höga temperaturer är att välja rätt material. Här följer en jämförande analys av material som jag ofta rekommenderar:
Metaller och legeringar
| Material | Temperaturområde | Fördelar | Begränsningar | Bästa applikationer |
|---|---|---|---|---|
| Rostfritt stål (316/316L) | Upp till 870°C (1600°F) | Utmärkt korrosionsbeständighet, god hållfasthet, allmänt tillgänglig | Lägre hållfasthet vid extrema temperaturer, känslig för vissa kemikalier | Livsmedelsbearbetning, kemiska anläggningar, ångmiljöer |
| Inconel-legeringar | Upp till 1200°C (2200°F) | Exceptionell hållfasthet, oxidationsbeständighet | Dyrt, svårt att bearbeta | Flyg- och rymdindustrin, ugnskomponenter, kärnkraftstillämpningar |
| Titanlegeringar | Upp till 600°C (1100°F) | Utmärkt förhållande mellan styrka och vikt, korrosionsbeständighet | Kostnad, begränsad tillgång till specialiserade kvaliteter | Lättviktsapplikationer med måttlig värmeexponering |
| Legeringar av volfram | Upp till 1700°C (3100°F) | Extremt hög värmebeständighet | Skör, tung, dyr | Ugnskomponenter, applikationer för extrema temperaturer |
Keramik och avancerade material
| Material | Temperaturområde | Fördelar | Begränsningar | Bästa applikationer |
|---|---|---|---|---|
| Kiselkarbid | Upp till 1600°C (2900°F) | Extrem hårdhet, slitstyrka | Skör, kräver specialiserad tillverkning | Ugnsinredning, hög slitstyrka, applikationer med hög värme |
| Kiselnitrid | Upp till 1200°C (2200°F) | Låg värmeutvidgning, god beständighet mot termisk chock | Kostnad, komplexitet vid formning av komplexa former | Lagring av komponenter i varma miljöer |
| Avancerade kompositer | Varierar beroende på formulering | Anpassningsbara egenskaper, potentiella viktbesparingar | Ofta begränsad temperaturbeständighet jämfört med metaller och keramer | Specialiserade applikationer som kräver unika kombinationer av egenskaper |
På PTSMAKE har jag funnit att de flesta industriella applikationer drar nytta av specialdesignade gångjärn som antingen använder högkvalitativt rostfritt stål eller, för mer extrema förhållanden, nickelbaserade superlegeringar som Inconel. För kunder med extrema temperaturkrav rekommenderar vi ofta en hybridlösning med keramiska lagerytor i metallkomponenter.
Designstrategier för värmebeständighet
Materialvalet är bara en början. Framgångsrika gångjärnsapplikationer för höga temperaturer kräver specialiserade konstruktionsmetoder:
Hantering av värmeutvidgning
Enhetligt materialval: När så är möjligt, konstruera alla komponenter av samma material för att säkerställa enhetlig expansion.
Expansionsskarvar: För större enheter, införliva utformade luckor eller flexibla element som möjliggör rörelse.
Flytande monteringspunkter: Utforma anslutningspunkter som tillåter lätt rörelse snarare än stel fixering.
Jag konstruerade nyligen ett anpassat gångjärnssystem för en tillverkare av industriugnar där vi integrerade små grafitinsatser på viktiga punkter för att möjliggöra kontrollerad rörelse under termisk cykling, vilket förlängde gångjärnets livslängd med över 300%.
Tekniker för termisk isolering
Värmehantering kräver ofta att värmen hålls där den hör hemma - borta från kritiska komponenter:
Värmesköldar: Strategisk placering av reflekterande barriärer för att omdirigera strålningsvärme.
Termiska pauser: Införlivande av material med låg ledningsförmåga vid viktiga korsningspunkter.
Aktiv kylning: För extrema applikationer, utforma kanaler för luft- eller vätskekylning.
Montering av avstickare: Skapar avstånd mellan värmekällan och gångjärnsmekanismen.
Överväganden om smörjning
Standardsmörjmedel går snabbt sönder i miljöer med hög värme. Alternativ som jag vanligtvis rekommenderar inkluderar:
- Torra smörjmedel (grafit, molybdendisulfid)
- Specialiserade högtemperaturfetter (ofta silikon- eller PTFE-baserade)
- Självsmörjande material (oljeimpregnerad brons, vissa kompositer)
För en stålverkskund utvecklade vi ett anpassat gångjärn med självsmörjande bussningar av grafitbronze som eliminerade behovet av underhåll i en 600°C-miljö där standardsmörjning skulle ha förkolnat inom några timmar.
Ytbehandlingar och ytbeläggningar
Ytbehandling ger ytterligare ett lager av skydd för gångjärn som utsätts för höga temperaturer:
Oxidationsbeständiga ytbeläggningar
- Kromoxidskikt
- Aluminiumdiffusionsbeläggningar
- Specialiserade keramiska beläggningar
Dessa skapar skyddande barriärer som hindrar syre från att nå och reagera med basmetallen vid höga temperaturer.
Behandlingar mot hårda ansikten
För applikationer där slitage kombineras med värme:
- Stellite-överlägg
- Beläggningar av volframkarbid
- Plasmasprutade keramiska beläggningar
Dessa skyddar mot det accelererade slitage som ofta uppstår vid höga temperaturer på grund av uppmjukade material.
Sätthärdning och nitrering
Dessa processer förändrar själva materialets ytsammansättning och skapar ett slitstarkt skikt samtidigt som kärnans seghet bibehålls. Olika typer av förgasning8 Processerna är särskilt effektiva för vissa högtemperaturtillämpningar, eftersom de diffunderar kol in i metallytan och skapar ett hårdare, mer slitstarkt skikt.
Anpassade gångjärnskonfigurationer för extrema miljöer
Utöver material- och ytöverväganden kan den fysiska utformningen av själva gångjärnet optimeras för högtemperaturprestanda:
Knog- och stiftkonstruktioner
Den traditionella gångjärnsdesignen med knog och stift förblir anmärkningsvärt effektiv i applikationer med höga temperaturer när den konstrueras på rätt sätt:
- Ökat spelrum för att tillgodose termisk expansion
- Överdimensionerade stift för bibehållen styrka vid temperatur
- Förlängda ledarmar för ökad lageryta och värmeavledning
Anpassningar av pianogångjärn
Kontinuerliga gångjärn fördelar belastningen och ger utmärkt stabilitet i applikationer med höga temperaturer:
- Segmenterade konstruktioner som tillåter termisk expansion samtidigt som de upprätthåller ett kontinuerligt stöd
- Varierande material för att skapa expansionsfogar inom själva gångjärnslinjen
Specialiserade konfigurationer
Vissa högtemperaturtillämpningar drar nytta av mindre konventionella metoder:
- Kullagrade gångjärn med keramiska kulor för minskad friktion
- Gångjärn i komposit med strategisk användning av olika material i olika zoner
- Dubbelverkande konfigurationer som minskar bindning under termisk expansion
Exempel på tillämpningar i den verkliga världen
Låt mig dela med mig av några specifika applikationer där vi har implementerat anpassade gångjärnslösningar för höga temperaturer:
Industriella ugnsdörrar
För en värmebehandlingsugn som arbetar vid 900°C (1650°F) konstruerade vi ett anpassat gångjärnssystem med:
- Strukturella komponenter av Inconel 718
- Lager av kiselnitrid
- Aktiva vattenkylningskanaler i monteringsramen
- Molybdendisulfid torrsmörjning
Systemet har fungerat kontinuerligt i över fem år utan att bytas ut - en betydande förbättring jämfört med den tidigare lösningen som krävde underhåll varje kvartal.
Utrustning för glastillverkning
En glastillverkare behövde gångjärn till dörrar på glödgningsanläggningar som arbetar vid 600°C (1100°F):
- Konstruktion i värmebeständigt 310 rostfritt stål
- Överdimensionerad stiftdiameter med ökat spel
- Ytbehandling med kromoxid
- Segmenterad design med expansionsluckor
Lösningen eliminerade bindningsproblem som hade plågat den tidigare konstruktionen och minskade underhållskostnaderna med cirka 40%.
Ugnar för härdning av fordonsfärg
För en stor fordonstillverkare har vi utvecklat gångjärn för dörrar till färghärdningsugnar som arbetar vid 200°C (392°F):
- Konstruktion i 316 rostfritt stål
- PTFE-belagda lagerytor
- Integrerade värmesköldar
- Särskilda termiska brytfästen för att förhindra värmeöverföring till byggnadsstrukturen
Denna applikation med relativt måttlig temperatur illustrerar en viktig punkt: även vid lägre temperaturer kan specialdesign dramatiskt förbättra prestanda och livslängd.
Test- och valideringsmetoder
För att utveckla tillförlitliga gångjärn för höga temperaturer krävs rigorösa tester. När jag arbetar med kunder om anpassade lösningar rekommenderar jag vanligtvis:
- Tester för termisk cykling: Upprepad uppvärmning och kylning genom det förväntade temperaturintervallet för att identifiera problem med expansion/kontraktion
Länken ger en omfattande förklaring och visuella exempel på infällda installationer. ↩
Länken ger en detaljerad definition av och exempel på oxidation inom kemin. ↩
Länken leder till en artikel som ger fördjupad information om polyetereterketon (PEEK), inklusive dess egenskaper och tillämpningar. ↩
Länken leder till en omfattande förklaring av passivering, en process som förbättrar korrosionsbeständigheten hos metaller som rostfritt stål genom att skapa ett skyddande oxidskikt på ytan. ↩
Citatet ger detaljerade insikter i kinematiska begränsningar som är avgörande för precisionen i gångjärnsoperationen. ↩
Citatet förklarar invecklade kinematiska mekanismer och belyser tekniska utmaningar och nödvändig tillverkningsprecision. ↩
Citatet belyser finita elementanalys, som är avgörande för att utforma komponenter som uppfyller strikta prestandakrav. ↩
Citatet beskriver förgasning, vilket är viktigt för att förstå förbättrad slitstyrka i högtemperaturtillämpningar. ↩






