

Har du någonsin lagt märke till hur vissa metalldelar snabbt blir tråkiga, repiga eller korroderade? Inom tillverkningsindustrin ser jag ofta kunder som är frustrerade över att deras vackra aluminiumkomponenter tappar sin lyster eller försämras efter bara några månaders användning.
Anodisering skapar ett hållbart, korrosionsbeständigt oxidskikt på metallytor genom en elektrokemisk process. Denna behandling förbättrar metallens hållbarhet, utseende och slitstyrka samtidigt som den möjliggör anpassad färgsättning och förbättrade ytegenskaper.

Som yrkesverksam inom tillverkningsindustrin har jag hjälpt många kunder att förbättra sina produkter genom anodisering. Låt mig berätta om de viktigaste fördelarna och tillämpningarna med denna mångsidiga ytbehandling som kan förvandla vanliga metalldelar till exceptionella komponenter som håller längre och presterar bättre.
Vad är syftet med anodisering?
Har du någonsin undrat varför vissa aluminiumprodukter behåller sitt perfekta utseende medan andra snabbt försämras? Eller varför vissa metallytor verkar immuna mot repor och korrosion medan liknande föremål rostar bort? Dessa utmaningar kan leda till kostsamma utbyten och försämrad produktkvalitet.
Anodisering är en elektrokemisk process som skapar ett hållbart, korrosionsbeständigt oxidskikt på metallytor, främst aluminium. Denna skyddande beläggning ökar inte bara metallens hållbarhet utan möjliggör också färgtillägg och förbättrad estetik.

Förstå de grundläggande principerna för anodisering
Anodiseringsprocessen innebär att metallytan omvandlas till en extremt hållbar anodisk oxidfilm1. Min erfarenhet av att arbeta med olika ytbehandlingsprocesser på PTSMAKE har visat att denna elektrokemiska process skapar ett skikt som blir en integrerad del av metallen snarare än bara en ytbeläggning.
Vetenskapen bakom processen
Anodiseringsprocessen följer dessa viktiga steg:
Förberedelse av ytan
- Rengöring och avfettning
- Kemisk etsning
- Ljusare färg (tillval)
Anodiseringsbad
- Nedsänkning i elektrolytlösning
- Användning av elektrisk ström
- Bildning av oxidskikt
Tätning
- Varmvatten eller kemisk tätning
- Stängning av porer
- Förbättrat skydd
Fördelar med anodisering
Förbättrad hållbarhet
Den anodiserade ytan ger:
| Förmån | Beskrivning |
|---|---|
| Motståndskraft mot korrosion | Förhindrar oxidation och rostbildning |
| Motståndskraft mot slitage | Ökar ytans hårdhet |
| Skydd mot väder och vind | Skyddar mot miljöfaktorer |
| Kemisk stabilitet | Motstår reaktioner med de flesta ämnen |
Estetiska fördelar
Anodisering erbjuder olika estetiska fördelar:
- Möjligheter till färgintegration
- Konsekvent finish på alla produkter
- Yta som är motståndskraftig mot blekning
- Bevarande av naturligt metalliskt utseende
Industriella tillämpningar
Flyg- och rymdindustrin samt fordonsindustrin
Inom flyg- och fordonssektorn är anodiserade komponenter avgörande för..:
- Motorkomponenter
- Exteriöra trimdelar
- Strukturella element
- Invändiga dekorativa delar
På PTSMAKE har vi framgångsrikt implementerat anodiseringsprocesser för olika kunder inom fordonsindustrin, vilket säkerställer att deras komponenter uppfyller strikta industristandarder samtidigt som de bibehåller ett estetiskt tilltalande utseende.
Konsumentelektronik
Elektronikindustrin förlitar sig i hög grad på anodisering för
- Höljen till smartphones
- Kroppar till bärbara datorer
- Ramar för surfplattor
- Höljen för bärbara enheter
Arkitektur och byggverksamhet
Anodiserat aluminium används i stor utsträckning i:
- Fasader på byggnader
- Fönsterkarmar
- Dörrsystem
- Dekorativa paneler
Miljöhänsyn
Fördelar med hållbarhet
Anodisering erbjuder flera miljömässiga fördelar:
- Giftfri process
- Återvinningsbara material
- Långvarig finish som minskar behovet av byten
- Minimal avfallsproduktion
Energieffektivitet
Processen bidrar till energieffektivitet genom:
| Aspekt | Förmån |
|---|---|
| Reflektion av värme | Minskar kylkostnaderna |
| Termisk barriär | Förbättrar isoleringen |
| Hållbarhet | Minimerar utbytesfrekvensen |
| Lågt underhåll | Minskar användningen av rengöringsresurser |
Åtgärder för kvalitetskontroll
För att säkerställa konsekventa anodiseringsresultat är det flera faktorer som måste övervakas:
Processparametrar
- Temperaturreglering
- Aktuell densitet
- Lösningens koncentration
- Behandlingstid
Testmetoder
- Mätning av beläggningens tjocklek
- Kvalitetsverifiering av sigill
- Test av korrosionsbeständighet
- Kontroll av färgkonsistens
Överväganden om kostnader
Även om de initiala kostnaderna för anodisering kan verka högre än för alternativa ytbehandlingar, motiverar de långsiktiga fördelarna ofta investeringen:
- Minskade krav på underhåll
- Förlängd produktlivslängd
- Minskad utbytesfrekvens
- Förbättrat produktvärde
På PTSMAKE hjälper vi kunderna att utvärdera dessa faktorer för att fatta välgrundade beslut om sina ytbehandlingsbehov och säkerställa att de uppnår den optimala balansen mellan kostnad och prestanda.
Vad betyder färgen på anodiserat aluminium?
Har du någonsin valt anodiserade aluminiumdelar bara för att bli förvirrad av deras olika färger? Många ingenjörer känner sig förbryllade när de ska välja rätt anodiseringsfärg och är osäkra på om den påverkar detaljens prestanda eller om den bara är estetisk.
Färgerna på anodiserad aluminium är inte bara till för dekoration - de anger beläggningens tjocklek och skyddsnivå. Typ II-anodisering ger vanligtvis färger som guld, blått och rött, medan typ III (hård anodisering) vanligtvis resulterar i mörkare nyanser av grått eller svart, vilket ger överlägsen slitstyrka.

Förstå anodiseringens färgbildning
Färgningsprocessen vid anodisering är fascinerande och komplex och innebär att ett poröst oxidskikt bildas som kan färgas eller lämnas i sitt naturliga tillstånd. Den elektroforetisk process2 skapar mikroskopiska porer som kan ta emot färgämnen eller förseglas för att skydda.
Naturliga kontra färgade anodiseringsfärger
Naturlig anodisering ger subtila variationer:
- Clear/Natural: Något genomskinligt utseende
- Ljusgrå: Vanlig i arkitektoniska tillämpningar
- Champagne: Populärt inom konsumentelektronik
Färgad anodisering erbjuder omfattande färgalternativ:
| Färg | Typiska tillämpningar | Hållbarhetsbetyg |
|---|---|---|
| Svart | Militär utrustning | Utmärkt |
| Blå | Konsumentprodukter | Bra |
| Röd | Sportutrustning | Bra |
| Guld | Lyxartiklar | Mycket bra |
Färg som tjockleksindikator
Tjockleken på det anodiserade skiktet korrelerar direkt med dess färg och skyddsnivå:
Anodiseringsfärger typ II
- Ljusa färger (0,0004" - 0,0007"): Dekorativa tillämpningar
- Medelstarka färger (0,0007" - 0,001"): Användning för allmänna ändamål
- Mörka färger (0,001" och högre): Förbättrat skydd
Typ III hårdanodisering Färger
- Grå till svart (0,002" - 0,004"): Maximal slitstyrka
- Mörk brons: Industriella tillämpningar
- Olive Drab: Militära specifikationer
Branschspecifika färgstandarder
Olika branscher har fastställt specifika färgkrav:
Krav inom flyg- och rymdindustrin
- Klar anodisering: Invändiga komponenter
- Svart anodisering: Utvändiga ytor
- Färgkodning: Identifiering av system
Militära specifikationer
- Typ III hård anodisering: Olive drab
- Beläggning som är resistent mot kemiska agens (CARC): Specifika färgområden
- Färgmatchning enligt Federal Standard 595
Faktorer för färgstabilitet
Flera faktorer påverkar stabiliteten hos anodiserade färger:
Påverkan från omgivningen
- UV-exponering: Kan orsaka blekning
- Kemisk exponering: Kan förändra färgen
- Temperaturvariationer: Påverkar färgens konsistens
Processvariabler
- Spänningsreglering
- Tid i badet
- Färgämneskoncentration
- Förseglingsmetoder
På PTSMAKE har jag implementerat strikta kvalitetskontrollåtgärder för att säkerställa färgkonsistens mellan produktionspartierna. Vår avancerade anodiseringsanläggning upprätthåller exakt kontroll över dessa variabler:
Åtgärder för kvalitetskontroll
| Parameter | Kontrollmetod | Tolerans |
|---|---|---|
| Spänning | Digital övervakning | ±0.5V |
| Tid | Automatiserad tidtagning | ±30 sekunder |
| Temperatur | Digital styrning | ±2°F |
| pH-nivå | Kontinuerlig testning | ±0.2 |
Riktlinjer för färgval
När du väljer anodiseringsfärger ska du tänka på:
Funktionella krav
- Behov av slitstyrka
- Miljöexponering
- Kemisk beständighet
- Värmeavledning
Estetiska överväganden
- Enhetligt varumärke
- Integration av design
- Ljusreflektion
- Färgmatchning
Kostnadskonsekvenser
- Processens komplexitet
- Krav på material
- Produktionsvolym
- Kvalitetsstandarder
Testning och verifiering
Färgkonsistens kräver noggranna tester:
Fysiska tester
- Tjocklek på beläggning
- Färgmätning
- Slitstyrka
- Slagprovning
Kvalitetssäkring
- Analys med spektrofotometer
- Testning med saltspray
- Väderbeständighet
- Test av vidhäftning
Genom vår erfarenhet på PTSMAKE har vi funnit att framgångsrik färganodisering kräver en djup förståelse för både den tekniska processen och de estetiska kraven. Vi upprätthåller detaljerade processkontroller och kvalitetskontroller för att säkerställa konsekventa resultat i alla projekt.
Kan man anodisera aluminium på nytt?
Har du någonsin märkt att dina anodiserade aluminiumdelar förlorar sin lyster eller visar tecken på slitage? Det är frustrerande när dessa dyra komponenter börjar se tråkiga eller repiga ut, särskilt i avancerade produkter där estetiken är lika viktig som funktionaliteten.
Ja, aluminium kan anodiseras på nytt, men processen kräver att det befintliga anodiserade skiktet först avlägsnas helt. Framgången beror på detaljens skick, tidigare anodiseringskvalitet och korrekt ytbehandling före återanodisering.

Förstå processen för återanodisering
Återanodiseringsprocessen är inte så enkel som att bara applicera en ny beläggning. Den omfattar flera kritiska steg som kräver noggrann uppmärksamhet på detaljer. På PTSMAKE har vi utvecklat ett systematiskt tillvägagångssätt för att säkerställa optimala resultat.
Steg 1: Inledande bedömning
Innan vi påbörjar anodiseringsprocessen måste vi utvärdera:
- Ytans tillstånd
- Tidigare anodiseringstjocklek
- Förekomst av skador eller korrosion
- Original materialkomposition
Steg 2: Avlägsnande av den ursprungliga beläggningen
Det befintliga anodiserade skiktet måste avlägsnas helt med hjälp av en lösning för kemisk strippning3. Denna process kräver:
| Strippning Parameter | Typiskt intervall | Kritiska överväganden |
|---|---|---|
| Temperatur | 20-30°C | Måste upprätthålla konsekvens |
| Tid | 30-60 minuter | Beror på beläggningens tjocklek |
| Lösningens pH | 8.5-9.5 | Regelbunden övervakning krävs |
Vanliga utmaningar vid återanodisering
Imperfektioner i ytan
Återanodisering kan avslöja underliggande ytdefekter som tidigare varit dolda. Vi tar itu med detta genom:
- Mekanisk polering
- Kemisk etsning
- Tekniker för ytbehandling
Överväganden om materialförlust
Varje nyanodiseringscykel avlägsnar en liten mängd basmaterial. Den typiska materialförlusten omfattar:
- 0,0254 mm under strippning
- 0,0127 mm vid ny anodisering
- Ytterligare förlust från ytbehandling
Åtgärder för kvalitetskontroll
För att säkerställa framgångsrik anodisering implementerar vi:
Provning av tjocklek
- Användning av virvelströmsmätningar
- Förstörande provning på provbitar
- Regelbundna kalibreringskontroller
Test av vidhäftning
- Testning av korsskraffering
- Utvärdering av slagtålighet
- Testning med saltspray
Tillämpningar inom industrin
Re-anodisering används inom olika branscher:
Komponenter för flyg- och rymdindustrin
- Kontrollytor
- Invändiga dekorationsdetaljer
- Strukturella komponenter
Bildelar
- Hjulkomponenter
- Tillbehör till motorn
- Dekorativa lister
Konsumentelektronik
På PTSMAKE hanterar vi ofta projekt för anodisering av
- Höljen för smartphones
- Kapslingar för bärbara datorer
- Ramar för surfplattor
Kostnads- och nyttoanalys
Tänk på dessa faktorer när du bestämmer dig för nyanodisering:
| Faktor | Fördelar | Begränsningar |
|---|---|---|
| Kostnad | 40-60% mindre än ersättning | Varierar beroende på komplexitet |
| Tid | Snabbare än nyproduktion | Kräver noggrann schemaläggning |
| Kvalitet | Kan matcha originalspecifikationerna | Kan avslöja dolda defekter |
Miljöpåverkan
Återanodisering ger flera miljöfördelar:
- Minskar mängden spillmaterial
- Minskar energiförbrukningen
- Minimerar användningen av råmaterial
- Stödjer hållbar tillverkning
Bästa praxis för underhåll av anodiserade ytor
För att förlänga livslängden på anodiserade ytor:
- Regelbunden rengöring med pH-neutrala lösningar
- Undvik starka kemikalier eller slipmedel
- Skyddar mot extrema miljöförhållanden
- Åtgärda skador omedelbart
När bör man överväga nyanodisering?
De bästa kandidaterna för nyanodisering är:
- Delar med kosmetiska skador
- Komponenter med slitna ytor
- Artiklar som kräver färgändringar
- Produkter med mindre ytkorrosion
Tekniska specifikationer
För optimalt resultat av anodiseringen håller vi oss till:
| Parameter | Specifikation | Tolerans |
|---|---|---|
| Badtemperatur | 20±1°C | ±1°C |
| Nuvarande densitet | 1,5 A/dm² | ±0,2 A/dm² |
| Beläggningens tjocklek | 20 mikrometer | ±2 mikrometer |
Kan man anodisera gjutet aluminium?
Har du någonsin kämpat med att ytbehandla dina gjutna aluminiumdelar, bara för att hitta nedslående resultat? Den varierande kiselhalten och porositeten i gjuten aluminium kan göra att det känns som en omöjlig uppgift att uppnå en jämn, attraktiv anodiserad yta.
Ja, gjuten aluminium kan anodiseras, men resultaten kan vara mindre förutsägbara och estetiskt tilltalande jämfört med smidd aluminium. Framgången beror till stor del på gjutmetoden, kiselinnehållet och porositetsnivån för den specifika gjutna aluminiumlegeringen.
Förstå utmaningarna med anodisering av gjuten aluminium
Anodiseringsprocessen för gjuten aluminium innebär unika utmaningar som kräver noggrant övervägande. De viktigaste faktorerna som påverkar anodiseringskvaliteten inkluderar:
Silicon Content Påverkan
Gjuten aluminium innehåller vanligtvis högre halter av kisel än smidda aluminiumlegeringar. När kiselhalten överstiger 7%, blir eutektisk fas4 kiselpartiklar som bildas under gjutningen kan ha en betydande inverkan på anodiseringsresultatet. Kiselpartiklar förblir opåverkade under anodiseringen, vilket skapar potentiella svaga punkter i skyddsskiktet.
Överväganden om porositet
Gjuten aluminium innehåller till sin natur mikroskopiska porer och hålrum som kan påverka anodiseringsprocessen:
| Porositetsnivå | Påverkan på anodisering | Rekommenderad lösning |
|---|---|---|
| Låg (0-2%) | Mindre påverkan, bra finish möjlig | Standard anodiseringsprocess |
| Medium (2-5%) | Måttlig påverkan, kan kräva särskild förberedelse | Modifierad förbehandling krävs |
| Hög (>5%) | Betydande påverkan, sannolikt dålig finish | Överväg alternativa ytbehandlingar |
Krav på förbehandling
Korrekt ytbehandling är avgörande för framgångsrik anodisering av gjuten aluminium:
Kemisk rengöring
- Avfettning för att avlägsna oljor och föroreningar
- Alkalisk etsning för att skapa en enhetlig yta
- Avsmältning för att avlägsna oxidation och restprodukter
Mekanisk förberedelse
- Lätt slipning eller blästring kan vara nödvändigt
- Ytdefekter måste åtgärdas före anodisering
- Försiktig hantering för att förhindra kontaminering
Optimering av anodiseringsparametrar
Standardprocessen för anodisering behöver modifieras för gjuten aluminium:
Temperaturreglering
Det är viktigt att upprätthålla en exakt temperaturkontroll under anodiseringen:
| Processens steg | Optimalt temperaturintervall | Kritiska överväganden |
|---|---|---|
| Förbehandling | 20-25°C | Påverkar rengöringens effektivitet |
| Anodisering | 18-22°C | Påverkar beläggningens kvalitet |
| Tätning | 90-95°C | Bestämmer hållbarheten |
Nuvarande densitetsjusteringar
Lägre strömtäthet ger ofta bättre resultat med gjuten aluminium:
- Börja med 1,0-1,5 A/dm²
- Övervaka spänningsökningen noggrant
- Justera baserat på legeringens sammansättning
Åtgärder för kvalitetskontroll
Genom att införa robusta rutiner för kvalitetskontroll säkerställs konsekventa resultat:
Testmetoder
- Mätning av beläggningens tjocklek
- Kvalitetsverifiering av sigill
- Test av korrosionsbeständighet
Vanliga defekter och lösningar
| Typ av defekt | Möjliga orsaker | Förebyggande åtgärder |
|---|---|---|
| Spotty Finish | Hög kiselhalt | Modifiera förbehandling |
| Dålig vidhäftning | Kontaminering av ytan | Förbättrad rengöring |
| Ojämn färg | Variationer i porositet | Justerade processparametrar |
Alternativa ytbehandlingar
Om anodiseringsresultatet inte är tillfredsställande kan du överväga dessa alternativ:
Pulverlackering
- Utmärkt täckning av ojämnheter i ytan
- Brett utbud av färgalternativ
- God hållbarhet
Beläggning genom kemisk omvandling
- Enklare process än anodisering
- Mer förlåtande för ytvariationer
- Lämplig för de flesta gjutna legeringar
På PTSMAKE har vi utvecklat specialiserade processer för behandling av gjutna aluminiumkomponenter. Vår erfarenhet har visat att framgångsrik anodisering av gjuten aluminium kräver:
- Grundlig materialanalys
- Skräddarsydda förbehandlingsprocedurer
- Noggrant kontrollerade processparametrar
- Omfattande kvalitetstestning
Nyckeln till att uppnå acceptabla resultat ligger i att förstå de specifika egenskaperna hos dina gjutna aluminiumkomponenter och justera anodiseringsprocessen därefter. Även om processen kan vara mer utmanande än anodisering av smidesaluminium, kan man med rätt förberedelser och kontroll uppnå tillfredsställande resultat för många tillämpningar.
Hur påverkar anodisering styrkan hos aluminiumlegeringar?
Har du någonsin funderat på om anodisering av dina aluminiumdelar kan äventyra deras strukturella integritet? Det är en vanlig fråga som håller många ingenjörer vakna om natten, särskilt när det handlar om kritiska komponenter där styrkan inte får äventyras.
Anodisering har vanligtvis minimal inverkan på aluminiumlegeringens hållfasthet. Även om processen kan minska utmattningshållfastheten något med 10-15%, bibehåller eller förbättrar den i allmänhet basmaterialets draghållfasthet genom förbättrad ythårdhet och korrosionsbeständighet.

Förstå förhållandet mellan anodisering och hållfasthet
Anodiseringens inverkan på aluminiumlegeringars hållfasthet är komplex och mångfacetterad. På PTSMAKE hanterar vi regelbundet anodiserade aluminiumkomponenter för olika branscher, och jag har observerat att förhållandet mellan anodisering och hållfasthet beror på flera viktiga faktorer.
Bildning av ytskikt
Anodiseringsprocessen skapar ett skyddande oxidskikt genom elektrokemisk omvandling5 av aluminiumytan. Detta skikt är vanligtvis mellan 5 och 30 mikrometer tjockt, beroende på vilken typ av anodiseringsprocess som används. Bildandet av detta skikt påverkar olika aspekter av materialets hållfasthetsegenskaper:
| Typ av lager | Tjocklek Intervall | Primära fördelar | Påverkan på styrkan |
|---|---|---|---|
| Typ I | 2-7 mikrometer | Grundläggande skydd | Minimal påverkan |
| Typ II | 5-18 mikrometer | Dekorativ finish | Liten minskning |
| Typ III | 13-50 mikrometer | Maximal hårdhet | Måttlig minskning |
Mekaniska förändringar av egenskaper
Anodiseringsprocessen påverkar olika mekaniska egenskaper hos aluminiumlegeringar:
Draghållfasthet
- Generellt oförändrad eller något förbättrad
- Ythårdheten ökar avsevärt
- Kärnmaterialets egenskaper förblir i stort sett oförändrade
Utmattningshållfasthet
- Kan minska med 10-15%
- Effekten varierar med beläggningens tjocklek
- Mer uttalad i tunna sektioner
Motståndskraft mot slitage
- Förbättras väsentligt
- Ytan blir mer hållbar
- Bättre motståndskraft mot nötning
Optimering av anodiseringsparametrar för styrka
För att bibehålla optimala hållfasthetsegenskaper och samtidigt uppnå önskade ytegenskaper är det flera faktorer som måste beaktas noga:
Temperaturreglering
Anodiseringsbadets temperatur påverkar i hög grad de slutliga hållfasthetsegenskaperna:
- Optimalt intervall: 18-22°C
- Högre temperaturer kan försvaga beläggningen
- Lägre temperaturer kan leda till ofullständig omvandling
Aktuell täthetshantering
Korrekt kontroll av strömtätheten är avgörande för att bibehålla styrkan:
| Strömdensitet (A/dm²) | Effekt på beläggning | Påverkan på styrkan |
|---|---|---|
| 1.0-1.5 | Mjuk beläggning | Minimal minskning |
| 1.5-2.0 | Standardbeläggning | Balanserade fastigheter |
| 2.0-3.0 | Hård beläggning | Maximal hållbarhet |
Branschspecifika överväganden
Olika branscher kräver olika metoder för att balansera kraven på anodisering och hållfasthet:
Tillämpningar inom flyg- och rymdindustrin
I flyg- och rymdkomponenter, där hållfastheten är avgörande:
- Tät kontroll av beläggningens tjocklek
- Regelbunden provning av mekaniska egenskaper
- Specialiserade tätningsprocesser
- Dokumentation av alla parametrar
Fordonskomponenter
För bildelar fokuserar vi på:
- Optimerad beläggningstjocklek
- Balanserad slitstyrka
- Kostnadseffektiva lösningar
- Konsistens vid höga volymer
Medicintekniska produkter
Medicinska tillämpningar kräver:
- Biokompatibilitet
- Exakt dimensionell kontroll
- Förbättrade ytegenskaper
- Strikt kvalitetskontroll
Praktiska lösningar för underhåll av styrkan
Baserat på vår erfarenhet på PTSMAKE följer här några viktiga strategier för att bibehålla hållfastheten under anodisering:
Optimering av förbehandling
- Korrekta rengöringsrutiner
- Kontrollerad etsning
- Minimal materialavverkning
- Ytbehandlingens kvalitet
Processtyrning
- Kontinuerlig övervakning
- Regelbunden badanalys
- Underhåll av temperatur
- Justering av strömtäthet
Överväganden efter behandling
- Korrekta tätningsmetoder
- Kvalitetskontroll
- Hållfasthetsprovning
- Verifiering av ytfinish
Åtgärder för kvalitetssäkring
För att säkerställa konsekventa hållfasthetsegenskaper:
| Testmetod | Parameter Uppmätt | Frekvens |
|---|---|---|
| Dragprovning | Ultimat styrka | Per sats |
| Hårdhetsprovning | Hårdhet på ytan | Dagligen |
| Beläggningens tjocklek | Skiktets enhetlighet | Per del |
| Saltspray | Korrosionsbeständighet | Veckovis |
Framtida utveckling
Området för anodisering av aluminium fortsätter att utvecklas:
- Nya elektrolytkompositioner
- Avancerade processtyrningssystem
- Förbättrade tätningsmetoder
- Förbättrade beläggningsegenskaper
Denna omfattande förståelse för anodiseringens effekter på aluminiumlegeringars hållfasthet gör att vi kan leverera optimala lösningar för våra kunders specifika krav, vilket säkerställer både ytskydd och strukturell integritet.
Vilka är kostnadsfördelarna med anodisering i tillverkningsindustrin?
Har du någonsin undrat varför vissa tillverkare tvekar att implementera anodiseringsprocesser trots deras tydliga fördelar? Den initiala investeringen och processens komplexitet får ofta företag att ifrågasätta om kostnaden verkligen är motiverad, vilket leder till potentiellt missade möjligheter till långsiktiga besparingar.
Anodisering ger betydande kostnadsfördelar i tillverkningen genom förlängd produktlivslängd, minskade underhållskrav och förbättrad hållbarhet. Även om den initiala investeringen kan vara högre än för traditionella beläggningsmetoder, uppväger de långsiktiga besparingarna vanligtvis de initiala kostnaderna.

Förstå det ekonomiska värdet av anodisering
Kostnadsfördelarna med anodisering sträcker sig långt bortom ett enkelt ytskydd. Som VD för PTSMAKE har jag analyserat de ekonomiska effekterna av anodisering i olika tillverkningsscenarier. Processen innebär att ett skyddande oxidskikt skapas genom elektrokemisk passivering6vilket ger flera kostnadsfördelar.
Direkta kostnadsbesparingar
Minskade underhållskostnader
- Lägre rengöringskostnader tack vare smutsavvisande ytor
- Minimalt behov av ommålning eller ytbehandling
- Minskad frekvens för byte av delar
Förlängd produktlivslängd
Traditionella ytbehandlingar kräver ofta regelbunden förnyelse, men anodiserade ytor behåller sina egenskaper i flera år. Denna hållbarhet innebär betydande kostnadsbesparingar över tiden.
Operativa kostnadsfördelar
Följande tabell illustrerar de jämförande underhållskostnaderna mellan anodiserade och icke anodiserade komponenter:
| Underhållsaspekter | Anodiserade delar | Icke-anodiserade delar |
|---|---|---|
| Årlig rengöring | 1-2 gånger | 4-6 gånger |
| Efterbehandling av ytor | Vart 8-10:e år | Vart 2-3:e år |
| Ersättningsgrad | 10-15 år | 3-5 år |
| Kostnader för arbetskraft | Minimal | Måttlig till hög |
Förbättrad produktionseffektivitet
Effektiviserad tillverkningsprocess
På PTSMAKE har vi observerat att anodisering faktiskt kan minska de totala produktionsstegen jämfört med alternativa ytbehandlingsmetoder. Processen går till så här:
- Höggradigt automatiserad
- Konsekvent repeterbar
- Kvalitetskontrollerad genom exakta parametrar
Fördelar med energibesparing
Anodiserade produkter kräver ofta mindre energi under sin livscykel:
- Minskat energibehov för rengöring
- Lägre behov av ersättningsproduktion
- Minimal energiförbrukning för löpande underhåll
Besparingar i miljökostnader
Regulatorisk efterlevnad
Anodisering hjälper tillverkare att uppfylla miljöbestämmelser utan kostsamma alternativ:
- Minskade kostnader för avfallshantering
- Lägre kostnader för efterlevnad av miljölagstiftningen
- Minimala krav på hantering av farligt material
Fördelar med hållbar tillverkning
De långsiktiga miljöfördelarna leder till kostnadsbesparingar:
- Minskat koldioxidavtryck
- Minskad förbrukning av råmaterial
- Lägre kostnader för avfallshantering
Branschspecifika kostnadsfördelar
Olika sektorer upplever unika kostnadsfördelar med anodisering:
Tillämpningar inom flyg- och rymdindustrin
- Förbättrad korrosionsbeständighet minskar utbytesfrekvensen
- Lättviktsskyddet sänker bränslekostnaderna
- Förlängd livslängd för komponenterna minskar underhållsintervallen
Tillverkning av fordon
- Förbättrad slitstyrka minskar antalet garantianspråk
- Minskad friktion ger lägre driftskostnader
- Dekorativ hållbarhet bibehåller fordonets värde
Konsumentelektronik
- Bättre värmeavledning förlänger enhetens livslängd
- Förbättrat reptålighet minskar returer
- Förbättrad estetik ökar marknadsvärdet
Kvalitetsrelaterade kostnadsfördelar
Minskad andel defekter
Anodisering ger jämn kvalitet som minskar:
- Avslag från tillverkningen
- Kundreturer
- Garantianspråk
Förbättrat produktvärde
Den förbättrade kvaliteten motiverar en högre prissättning:
- Högre upplevt värde
- Ökad kundnöjdhet
- Starkt rykte för varumärket
Långsiktig finansiell påverkan
ROI-analys
Baserat på vår erfarenhet på PTSMAKE visar anodisering vanligtvis en positiv ROI inom:
- 12-18 månader för högvolymprodukter
- 18-24 månader för specialiserade applikationer
- 2-3 år för arkitektoniska tillämpningar
Jämförelse av livscykelkostnader
Vid jämförelse av totala livscykelkostnader:
- Anodiserade produkter visar 30-40% lägre total ägandekostnad
- Underhållsbesparingar uppväger initial investering
- Ersättningskostnaderna minskar avsevärt
Konkurrenskraft på marknaden
Fördelar med prissättningsstrategi
Anodisering möjliggör:
- Positionering av premiumprodukter
- Högre vinstmarginaler
- Konkurrensdifferentiering
Påverkan på kundnöjdheten
Förbättrad produktprestanda leder till:
- Minskade kundklagomål
- Ökade återkommande affärer
- Förbättrad varumärkeslojalitet
Kostnadsfördelarna med anodisering i tillverkningen är betydande när man ser till helheten. Även om den initiala investeringen kan verka högre, gör de långsiktiga ekonomiska fördelarna det till ett smart val för tillverkare som fokuserar på kvalitet och hållbarhet.
Vad är skillnaden mellan anodisering av typ II och typ III?
Har du någonsin haft svårt att välja mellan anodisering av typ II och typ III för dina aluminiumdelar? Förvirringen är verklig - att göra fel val kan leda till att delar går sönder i förtid eller till onödiga kostnader i din tillverkningsprocess.
Den största skillnaden ligger i beläggningens tjocklek och tillämpning. Typ II-anodisering skapar ett tunnare skikt (0,0004" till 0,001") som är lämpligt för inomhusbruk, medan typ III ger en tjockare beläggning (0,001" till 0,004") som är idealisk för tuffa miljöer och applikationer med högt slitage.
Förstå grunderna i anodisering av typ II och typ III
Anodisering av typ II och typ III är två olika processer som skapar skyddande oxidskikt på aluminiumytor. Även om båda metoderna följer liknande grundläggande principer skiljer sig deras egenskaper och tillämpningar avsevärt. På PTSMAKE arbetar vi regelbundet med båda typerna för att uppfylla olika kundkrav.
Processen innebär att aluminiumdelar sänks ner i en elektrolytisk lösning7 där elektrisk ström passerar igenom och skapar ett oxidskikt. De viktigaste skillnaderna uppstår i bearbetningsparametrarna och de resulterande egenskaperna.
Jämförelse av beläggningstjocklek
Beläggningstjockleken är en av de mest påtagliga skillnaderna mellan dessa två typer:
| Anodiseringstyp | Område för beläggningstjocklek | Vanliga tillämpningar |
|---|---|---|
| Typ II | 0.0004" - 0.001" | Inomhusbruk, dekorativa ytbehandlingar |
| Typ III | 0.001" - 0.004" | Utomhusbruk, hög slitstyrka |
Kännetecken och egenskaper
Anodisering typ II
- Måttlig slitstyrka
- Utmärkt för färgning och dekorativa ändamål
- Kostnadseffektiv lösning
- Lämplig för inomhusapplikationer
- Upprätthåller snävare dimensionstoleranser
- Populärt inom konsumentelektronik och arkitektoniska komponenter
Anodisering typ III
- Överlägsen slitstyrka
- Förbättrat korrosionsskydd
- Högre hårdhetsvärden
- Idealisk för utomhusbruk och tuffa miljöer
- Något mer dimensionell tillväxt
- Vanligt inom flyg- och rymdindustrin och militära tillämpningar
Faktorer som påverkar prestandan
Jämförelse av hårdhet
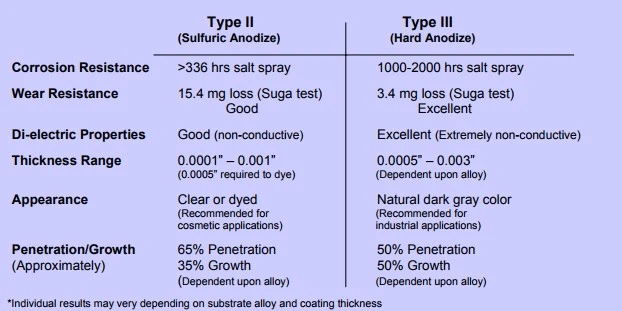
Typ III-anodisering uppnår vanligtvis hårdhetsvärden mellan 65-70 på Rockwell C-skalan, medan typ II vanligtvis ligger mellan 40-45. Denna betydande skillnad i hårdhet har en direkt inverkan på slitstyrka och hållbarhet.
Miljömässig resistens
Båda typerna erbjuder olika nivåer av miljöskydd:
| Faktor | Typ II | Typ III |
|---|---|---|
| UV-beständighet | Måttlig | Utmärkt |
| Motståndskraft mot saltspray | 250-500 timmar | 1000+ timmar |
| Kemisk beständighet | Bra | Utmärkt |
| Temperaturbeständighet | Upp till 150°F | Upp till 200°F |
Överväganden om kostnader
Kostnadsskillnaden mellan anodisering av typ II och typ III kan vara betydande:
- Typ II är i allmänhet 20-30% billigare
- Handläggningstiden för Typ II är kortare
- Energiförbrukningen är lägre för typ II
- Typ III kräver mer sofistikerad utrustning
- Kraven på materialberedning är strängare för Typ III
Att göra rätt val
Valet mellan anodisering av typ II och typ III bör baseras på:
Krav för ansökan
- Miljöexponering
- Behov av slitstyrka
- Förväntad livslängd
- Estetiska krav
- Budgetrestriktioner
Branschstandarder
Olika branscher har specifika krav:
| Industri | Typiskt val | Anledning |
|---|---|---|
| Flyg- och rymdindustrin | Typ III | Maximal hållbarhet krävs |
| Konsumentelektronik | Typ II | Kostnadseffektivt och adekvat skydd |
| Utrustning för utomhusbruk | Typ III | Väderbeständighet krävs |
| Armaturer för inomhusbruk | Typ II | Prioritet för dekorativ finish |
Tekniska överväganden
Förberedelse av ytan
Korrekt ytbehandling är avgörande för båda typerna, men typ III kräver strängare krav:
- Ytans renhet
- Frånvaro av föroreningar
- Korrekt val av legering
- Krav på ytfinish
Parametrar för bearbetning
Bearbetningsparametrarna varierar avsevärt:
| Parameter | Typ II | Typ III |
|---|---|---|
| Temperatur | 70°F | 32°F |
| Nuvarande densitet | 10-20 ASF | 25-50 ASF |
| Bearbetningstid | 30-60 minuter | 60-120 minuter |
Åtgärder för kvalitetskontroll
På PTSMAKE genomför vi rigorösa kvalitetskontrollåtgärder för båda processerna:
- Provning av tjocklek
- Kvalitetsverifiering av sigill
- Test av slitstyrka
- Test av korrosionsbeständighet
- Kontroll av färgbeständighet (för färgade ytbehandlingar)
Valet mellan anodisering av typ II och typ III beror i slutändan på dina specifika applikationskrav. Medan typ II erbjuder en kostnadseffektiv lösning för mindre krävande applikationer, ger typ III ett överlägset skydd för tuffa miljöer och situationer med högt slitage.
Kan anodisering förbättra hållbarheten hos CNC-bearbetade delar?
Har du någonsin stött på frustrerande problem med att dina CNC-bearbetade aluminiumdelar korroderar eller slits ut för snabbt? Det är en vanlig utmaning som kan leda till kostsamma utbyten och produktionsförseningar, vilket potentiellt kan äventyra projektets framgång och budget.
Ja, anodisering förbättrar avsevärt hållbarheten hos CNC-bearbetade delar genom att skapa ett skyddande oxidskikt som förbättrar korrosionsbeständigheten, slitstyrkan och ythårdheten samtidigt som det ger estetiska fördelar genom olika färgalternativ.

Förstå vetenskapen bakom anodisering
Anodisering omvandlar ytan på aluminium genom en elektrokemisk process8 som skapar ett hållbart, korrosionsbeständigt oxidskikt. På PTSMAKE har vi förfinat våra anodiseringstekniker för att säkerställa optimalt skydd för våra kunders delar. Denna process omfattar flera viktiga steg:
Anodiseringsprocessen i tre steg
Förberedelse av ytan
- Rengöring och avfettning
- Kemisk etsning
- Ljusare färg (vid behov)
Anodiseringsbad
- Nedsänkning i elektrolytlösning
- Användning av elektrisk ström
- Bildning av oxidskikt
Tätning
- Varmvatten eller kemisk tätning
- Stängning av porer
- Slutligt skydd
Fördelar med anodisering av CNC-bearbetade delar
Förbättrat korrosionsskydd
Det anodiserade skiktet fungerar som en barriär mot miljöfaktorer:
| Typ av skydd | Förmån |
|---|---|
| Kemisk beständighet | Förhindrar skador från syror och alkalier |
| Väderbeständighet | Skyddar mot exponering utomhus |
| Skydd mot saltstänk | Idealisk för marina tillämpningar |
Förbättrad slitstyrka
Det hårda oxidskiktet förbättrar ytans hållbarhet avsevärt:
| Fastighet | Före anodisering | Efter anodisering |
|---|---|---|
| Hårdhet på ytan | 65-95 Brinell | 250-400 Brinell |
| Motståndskraft mot slitage | Måttlig | Hög |
| Motståndskraft mot repor | Låg | Utmärkt |
Olika typer av anodiseringsfinish
Anodisering typ I
- Kromsyraprocessen
- Tunn beläggning (0,00002-0,0001 tum)
- Utmärkt för detaljer som kräver snäva toleranser
Anodisering typ II
- Process för svavelsyra
- Medelhög beläggning (0,0002-0,001 tum)
- Vanligast för allmänna tillämpningar
Anodisering typ III (hård anodisering)
- Modifierad svavelsyraprocess
- Tjock beläggning (0,001-0,004 tum)
- Högsta slitstyrka
Överväganden för anodisering av CNC-delar
Överväganden om design
- Ta hänsyn till beläggningens tjocklek
- Beakta detaljens geometri
- Planera för elektriska kontaktpunkter
- Ta hänsyn till dimensionsförändringar
Materialval Påverkan
Olika aluminiumlegeringar reagerar olika på anodisering:
| Legeringsserie | Anodisering Svar | Bästa applikationer |
|---|---|---|
| 6061 | Utmärkt | Allmänt ändamål |
| 7075 | Mycket bra | Flyg- och rymdindustrin |
| 2024 | Rättvist | Kräver särskild skötsel |
Kvalitetskontroll vid anodisering
På PTSMAKE upprätthåller vi strikta kvalitetskontrollåtgärder:
Inspektion före behandling
- Ytans renhet
- Verifiering av material
- Dimensionell kontroll
Processövervakning
- Temperaturreglering
- Aktuell densitet
- Bearbetningstid
- Lösningens koncentration
Testning efter behandling
- Tjocklek på beläggning
- Tätningens kvalitet
- Utseende
- Korrosionsbeständighet
Kostnads- och nyttoanalys
Anodisering ökar visserligen den initiala kostnaden, men visar sig ofta vara ekonomiskt fördelaktigt i det långa loppet:
| Faktor | Utan anodisering | Med anodisering |
|---|---|---|
| Initial kostnad | Lägre | Högre |
| Underhållskostnad | Högre | Lägre |
| Ersättningsfrekvens | Mer frekvent | Mindre frekvent |
| Livstidsvärde | Lägre | Högre |
Branschspecifika applikationer
Olika branscher drar nytta av anodisering på unika sätt:
Flyg- och rymdindustrin
- Lättviktigt korrosionsskydd
- Hög slitstyrka
- Elektriska isoleringsegenskaper
Medicintekniska produkter
- Biokompatibilitet
- Enkel sterilisering
- Rent utseende
Konsumentelektronik
- Estetiskt tilltalande
- Reptålighet
- Värmeavledning
Miljöpåverkan och hållbarhet
Moderna anodiseringsmetoder fokuserar på miljöansvar:
- Minskad vattenförbrukning
- Återvinning av kemikalier
- Energieffektiva processer
- Minimal avfallsgenerering
Klicka här för att läsa mer om den kemiska sammansättningen och bildandet av anodiska oxidskikt. ↩
Klicka här för att lära dig mer om vetenskapen bakom anodiseringens färgbildning och processtyrning. ↩
Klicka här för att lära dig mer om avancerade kemiska strippningstekniker och lösningar för optimalt resultat. ↩
Klicka här för att läsa mer om hur fasbildningar påverkar ytbehandlingar av metall. ↩
Klicka här för att läsa mer om vetenskapen bakom elektrokemisk omvandling i anodiseringsprocesser. ↩
Klicka här för att lära dig mer om denna kritiska process som kan förändra din tillverkningseffektivitet. ↩
Klicka här för att lära dig mer om den elektrokemiska processen och optimera dina anodiseringsresultat. ↩
Klicka här för att lära dig mer om denna kritiska process som kan förlänga livslängden på dina delar avsevärt. ↩






