Har du någonsin kämpat med komplexa detaljgeometrier som verkar omöjliga att bearbeta? Jag minns att jag stod inför exakt den här utmaningen när ett medicintekniskt företag kontaktade oss med en komplicerad implantatdesign.
5-axlig CNC-bearbetning är en avancerad tillverkningsprocess som möjliggör samtidig rörelse över fem olika axlar, vilket ger möjlighet till komplexa geometrier och överlägsen ytfinish samtidigt som ställtiden minskas och noggrannheten förbättras jämfört med traditionell 3-axlig bearbetning.

Efter 15 år inom precisionstillverkning på PTSMAKEhar jag sett hur 5-axlig bearbetning har revolutionerat produktionskapaciteten. Låt mig dela med mig av mina insikter om denna teknik som förändrar spelplanen.
Vilka är de 5 axlarna för maskinbearbetning?
Om du är nybörjare inom 5-axlig bearbetning kanske du undrar hur dessa rörelser egentligen fungerar. Jag ställde mig samma fråga när vi skaffade vår första 5-axliga maskin 2010.
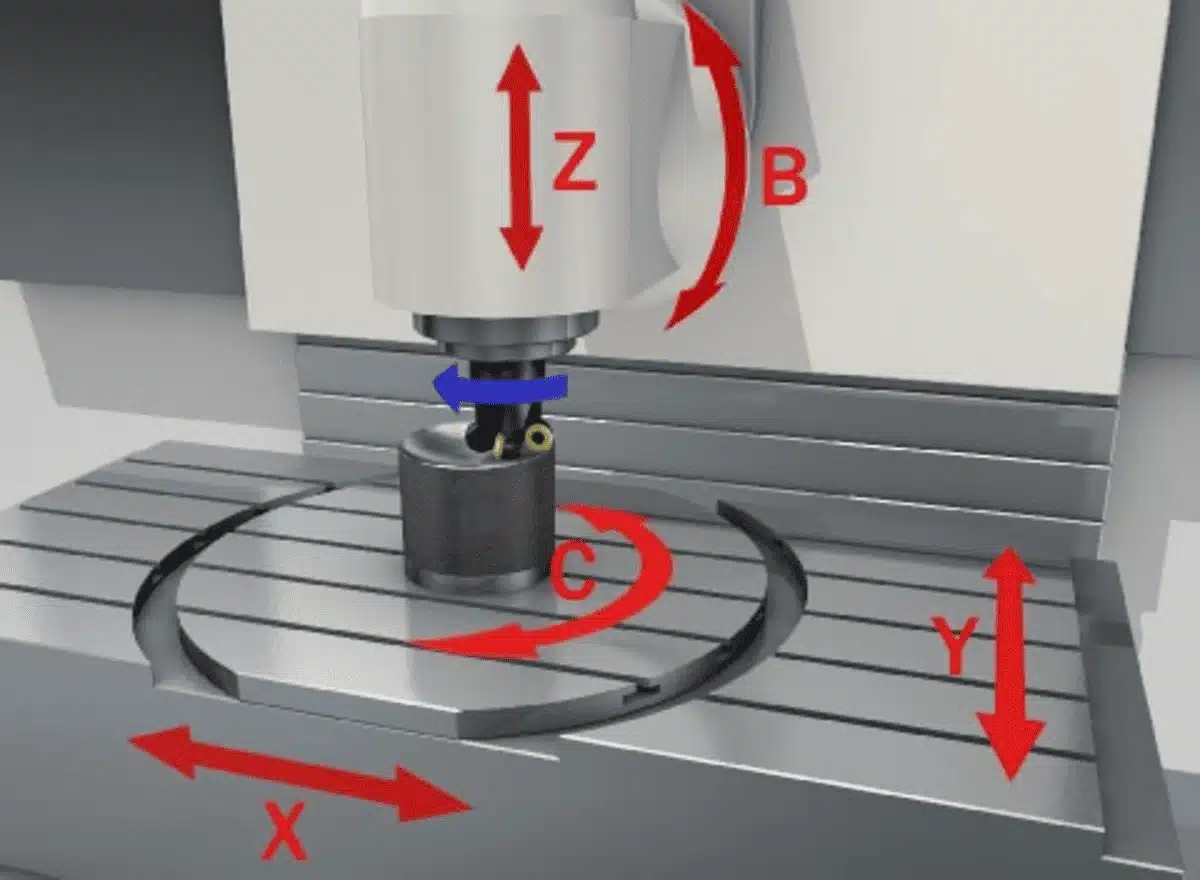
De fem axlarna består av tre linjära axlar (X, Y och Z) och två roterande axlar (A och B eller B och C), vilket gör att skärverktyget eller arbetsstycket kan röra sig i flera riktningar samtidigt för att skapa komplexa detaljer.
Förstå varje axel i detalj
Linjära axlar (X, Y, Z)
Dessa är de grundläggande rörelser som utgör grunden för alla CNC-bearbetning:
| Axis | Rörelsens riktning | Gemensam ansökan |
|---|---|---|
| X | Från vänster till höger | Horisontella skärbanor |
| Y | Fram till baksida | Justering av skärdjupet |
| Z | Upp och ner | Vertikal verktygspositionering |
Roterande axlar (A, B, C)
De roterande axlarna ger möjlighet till vinkelrörelser:
| Axis | Rotation | Referens |
|---|---|---|
| A | Runt X-axeln | Lutning framåt/bakåt |
| B | Runt Y-axeln | Lutning vänster/höger |
| C | Runt Z-axeln | Roterar i horisontalplanet |
Vanliga konfigurationer
I min erfarenhet av att arbeta med olika 5-axliga uppställningar har jag funnit dessa vanliga konfigurationer:
Konfiguration av tabell-tabell
- Arbetsstycket rör sig i båda rotationsaxlarna
- Idealisk för mindre, lättare delar
- Ger utmärkt precision
Konfiguration huvud mot huvud
- Verktyget rör sig i båda rotationsaxlarna
- Bättre för större arbetsstycken
- Möjliggör mer aggressiv kapning
Konfiguration av bordshuvud
- Kombinerar ett roterande bord med ett vinklingsbart huvud
- Ger en bra balans mellan olika funktioner
- Mest mångsidig för blandade detaljstorlekar
Vad är skillnaden mellan 3-axlig och 5-axlig maskinbearbetning?
Många kunder ställer den här frågan till mig när de överväger att uppgradera sin tillverkningskapacitet. Det är som att jämföra en vanlig bil med en högpresterande sportbil - båda tar dig dit, men resan är väldigt annorlunda.
Den största skillnaden är att 3-axlig bearbetning endast rör sig i raka linjer längs X-, Y- och Z-axlarna, medan 5-axlig lägger till två rotationsrörelser, vilket möjliggör komplexa geometrier, bättre ytfinhet och kortare ställtid.
Viktiga skillnader i kapacitet
Verktygets tillgänglighet
Under mina många års erfarenhet har jag sett hur verktygens tillgänglighet dramatiskt påverkar kvaliteten på detaljerna:
| Funktion | 3-axlig | 5-axlig |
|---|---|---|
| Underskärningar | Flera inställningar krävs | Enkel installation möjlig |
| Djupa fickor | Begränsad räckvidd | Bättre tillgång |
| Komplexa konturer | Svårt att uppnå | Lätt att bearbeta |
Produktionseffektivitet
Inställningstid
- 3-axlar kräver ofta flera inställningar
- 5-axlig kan färdigställa delar i en uppställning
- Vi har sett minskningar av installationstiden på upp till 60%
Ytfinish
- 3-axlig bladsteppning på krökta ytor
- 5-axlig för konsekvent verktygsingrepp
- Resulterar i överlägsen ytkvalitet
Noggrannhet
- 3-axeln har kumulativa fel från flera inställningar
- 5-axlig bearbetning ger bättre toleranser
- Kritiskt för precisionskomponenter
Vad är skillnaden mellan 5-axlig och 6-axlig CNC?
Den här frågan dök nyligen upp när ett robotföretag skulle välja mellan våra 5-axliga och 6-axliga tjänster. Skillnaden är avgörande för specifika tillämpningar.
Medan 5-axliga CNC-maskiner använder tre linjära (X, Y, Z) och två roterande axlar, lägger 6-axliga till ytterligare en roterande axel, som vanligtvis används i robotarmar för specialiserade applikationer som svetsning eller montering snarare än traditionell maskinbearbetning.
Detaljerad jämförelse
Tillämpningar och kapacitet
| Funktion | 5-axlig CNC | 6-axlig robot |
|---|---|---|
| Primär användning | Borttagning av material | Multifunktionell |
| Noggrannhet | Högre | Lägre |
| Styvhet | Bättre | Begränsad |
| Flexibilitet | Processpecifik | Flera processer |
Tillämpningar i den verkliga världen
Jag har erfarenhet av att hantera båda teknikerna:
5-axlig CNC
- Komponenter för flyg- och rymdindustrin
- Medicinska implantat
- Komplex formtillverkning
- Precisionsmekaniska delar
6-axliga robotar
- Svetsoperationer
- Monteringsuppgifter
- Materialhantering
- Ytbehandling
Hur mycket kostar 5-axlig CNC-bearbetning per timme?
Jag som hanterar prissättningsstrategier för en tillverkningsanläggning förstår att detta är en viktig faktor att ta hänsyn till vid projektplanering.
5-axlig CNC-bearbetning kostar vanligtvis mellan $70-300 per timme i utvecklade länder, vilket varierar beroende på maskintyp, komplexitet och plats. Det högre timpriset resulterar dock ofta i lägre totala projektkostnader på grund av kortare ställtid och förbättrad effektivitet.
Analys av kostnadsfördelning
Direkta kostnader
| Kostnadskomponent | Procentuell andel | Anteckningar |
|---|---|---|
| Avskrivning av maskiner | 25-30% | Baserat på investering i $500K-1M |
| Arbete | 20-25% | Löner för kvalificerade operatörer |
| Verktyg | 15-20% | Inklusive slitage och utbyte |
| Overhead | 25-30% | Anläggnings- och stödkostnader |
Faktorer som påverkar timpriserna
Geografiskt läge
- Nordamerika: $200-300/timme
- Västeuropa: 180-280 euro/timme
- Asien: $70-200/timme
Maskinspecifikationer
- Ingångsnivå: $70-150/timme
- Avancerad: $250-350/timme
- Ultraprecision: $400+/timme
Krav på industrin
- Flyg- och rymdindustrin: Högre priser på grund av certifieringar
- Allmän tillverkning: Standardpriser
- Prototyptillverkning: Premiumpriser för flexibilitet
Vad är skillnaden mellan 3, 4 och 5-axlig CNC?
Genom min mångåriga erfarenhet av olika CNC-konfigurationer har jag hjälpt många kunder att förstå dessa skillnader och välja rätt teknik för sina behov.
Huvudskillnaden ligger i rörelsefunktionerna: 3-axliga rör sig linjärt i X, Y och Z; 4-axliga lägger till en roterande axel (vanligtvis A eller B); och 5-axliga lägger till två roterande axlar, vilket möjliggör fullständig verktygsorientering för komplexa geometrier.
Jämförande analys
Översikt över kapaciteter
| Funktion | 3-axlig | 4-axlig | 5-axlig |
|---|---|---|---|
| Inställningstid | Längsta | Måttlig | Kortast |
| Komplexa ytor | Begränsad | Bättre | Bästa |
| Kostnad per timme | Lägst | Medium | Högsta |
| Inlärningskurva | Lätt | Måttlig | Brant |
Applikationsspecifika fördelar
3-axlig maskinbearbetning
- Enkla prismatiska delar
- 2,5D-egenskaper
- Grundläggande fräsoperationer
- Lägre investeringskostnad
4-axlig maskinbearbetning
- Cylindriska delar
- Indexerad bearbetning
- Grundläggande konturerade ytor
- Måttlig komplexitet
5-axlig maskinbearbetning
- Komplexa geometrier
- Komponenter för flyg- och rymdindustrin
- Medicinska implantat
- Avancerade formar
Hur mycket kostar CNC-bearbetning per timme i Kina?
Som partner till PTSMAKE, verksam i Kina sedan 2002, kan jag ge detaljerade insikter i den lokala tillverkningskostnadsstrukturen.
Kostnaderna för CNC-bearbetning i Kina ligger normalt på $15-40 per timme för standardoperationer, med 5-axlig bearbetning på $80-150 per timme, vilket är betydligt lägre än i västvärlden samtidigt som kvaliteten är jämförbar med rätt kvalitetskontrollsystem.

Analys av kostnadsstruktur
Prisvariationer per region
| Region | 3-axlig hastighet | 5-axlig hastighet |
|---|---|---|
| Städer på nivå 1 | $25-40/timme | $100-150/timme |
| Städer på nivå 2 | $20-25/timme | $90-120/timme |
| Nivå 3 städer | $13-20/timme | $60-90/timme |
Bidragande faktorer
Kostnader för arbetskraft
- Löner för kvalificerade operatörer: $5-10/timme
- Teknisk support: $10-15/timme
- Kvalitetskontroll: $5-10/timme
Rörelsekostnader
- Kostnader för utrustning: Ungefär samma som globala priser
- Anläggningens omkostnader: 40-60% lägre än West
- Verktyg: 30-50% lägre än West
Överväganden om kvalitet
- Krav för ISO-certifiering
- System för kvalitetskontroll
- Efterlevnad av internationella standarder
Slutsats
Efter mer än 20 år inom precisionstillverkning har jag sett hur 5-axlig CNC-bearbetning förändrar produktionsmöjligheterna och ger oöverträffad precision och effektivitet. Den initiala investeringen är högre, men fördelarna med kortare ställtid, förbättrad noggrannhet och kapacitet för komplex geometri gör den ovärderlig för modern tillverkning.