

Kämpar du med att tillverka små, komplexa detaljer med snäva toleranser? Traditionella bearbetningsmetoder räcker ofta inte till när precisionen är kritisk, vilket leder till kasserade detaljer och kostsamma produktionsförseningar.
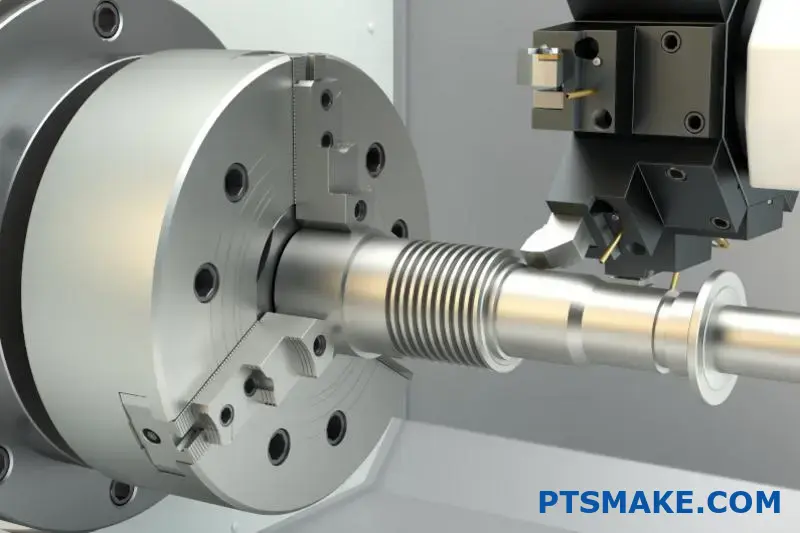
En CNC-svarv är en specialiserad svarv som håller arbetsstycket med en styrbussning, vilket möjliggör exceptionell precision vid bearbetning av små, komplexa delar. Den är utmärkt för att producera långa, smala komponenter med snäva toleranser genom att minimera avböjning och vibrationer under skärning.

Jag har arbetat med många kunder som blivit förvånade över vad schweiziska svarvar kan göra. Dessa maskiner förändrar spelplanen för industrier som behöver små delar med hög precision. Om du funderar på schweizisk bearbetning för ditt nästa projekt, vill du förstå hur de skiljer sig från konventionella svarvar och när de är mest meningsfulla för dina produktionsbehov.
Vad är skillnaden mellan en automatsvarv och en vanlig svarv?
Har du någonsin undrat varför vissa maskinbearbetade detaljer har en sådan otrolig precision medan andra inte riktigt uppfyller dina förväntningar? Kanske har du undersökt två till synes likadana cylindriska komponenter och blivit förbryllad över den dramatiska skillnaden i kvalitet, särskilt för dessa små, komplexa delar?
En automatsvarv skiljer sig från en vanlig svarv främst genom hur den håller och matar arbetsstycket. Medan en vanlig svarv håller materialet stilla i en chuck, styr en automatsvarv materialet genom en styrbussning, vilket ger överlägset stöd för att skapa komplexa detaljer med hög precision och snäva toleranser.
Förståelse för de grundläggande mekanismerna
När jag först stötte på båda typerna av svarvar under min karriär var de grundläggande skillnaderna inte omedelbart uppenbara. Båda maskinerna roterar i huvudsak material mot skärverktyg för att skapa cylindriska delar. Men djävulen finns i detaljerna.
Regelbunden svarvkörning
Vanliga svarvar (även kallade konventionella eller traditionella svarvar) håller fast arbetsstycket i en chuck eller mellan centrer. Skärverktyget rör sig längs arbetsstycket för att avlägsna material. I den här uppställningen tenderar längre arbetsstycken att uppleva mer avböjning - vilket innebär att de böjs något under skärtrycket - särskilt vid bearbetning långt från chucken.
Tänk på det som att hålla i en penna: ju längre bort från fingrarna du kommer, desto mer vickar spetsen när du trycker på den. Denna naturliga fysikaliska utmaning gör det svårt att hålla snäva toleranser på långa, tunna delar.
Användning av automatsvarv
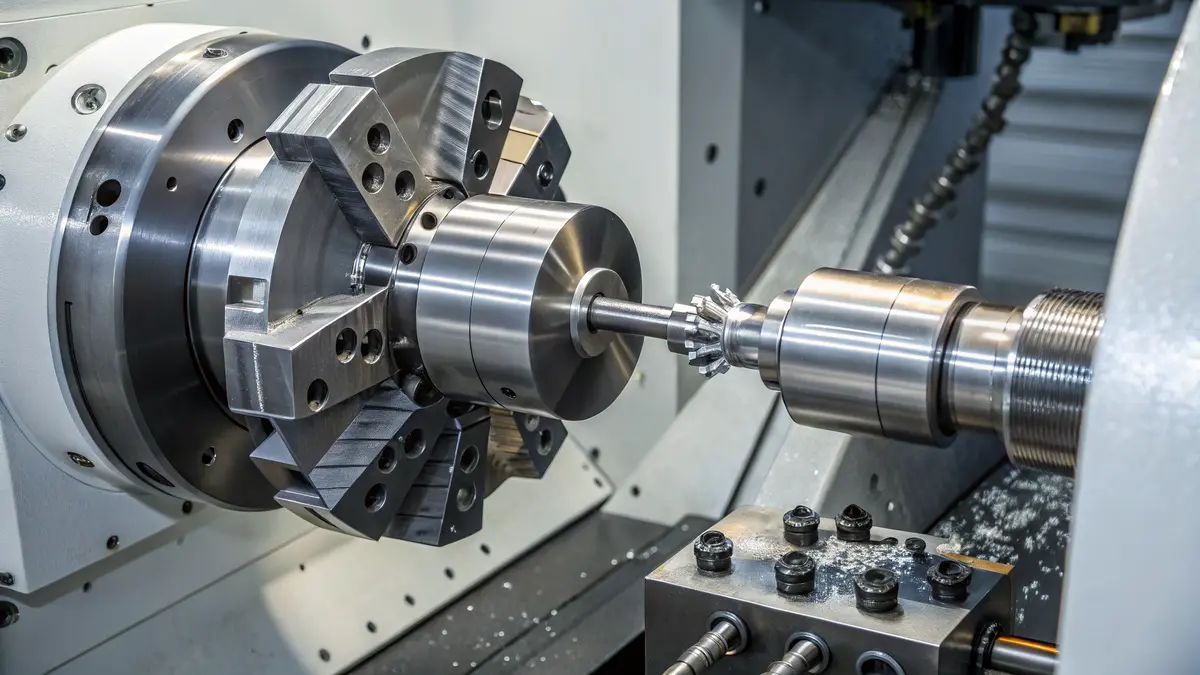
Schweiziska svarvar (även kallade schweiziska svarvar eller schweiziska automatsvarvar) har ett helt annat tillvägagångssätt. Materialet matas genom en styrbussning som stöder materialet precis vid skärpunkten. Endast en liten del av materialet sträcker sig utanför bussningen där skärningen sker.
Detta unika spännhylsa system1 ger exceptionellt stöd precis där det behövs - vid skärpunkten. Materialet rör sig axiellt (framåt) genom bussningen medan verktygen skär från sidan, vilket skapar mycket mindre böjning och möjliggör mycket snävare toleranser.
Viktiga skillnader Tabell
| Funktion | Schweizisk svarv | Vanlig svarv |
|---|---|---|
| Stöd för arbetsstycke | Styrbussningen stöder materialet vid skärpunkten | Chucken håller endast ena änden |
| Materialrörelse | Materialet rör sig genom styrbussningen | Material fixerat i chucken |
| Precision | Extremt hög (ofta ±0,0001") | Bra, men mindre exakt på långa delar |
| Idealisk längd på delar | Långa, smala delar | Kortare delar med större diameter |
| Flera operationer | Samtidig fram- och bakbearbetning | Generellt sekventiella operationer |
| Produktionshastighet | Mycket hög för små delar | Måttlig |
| Typiska tillämpningar | Medicintekniska produkter, klocktillverkning, elektronik | Allmän maskinbearbetning, större komponenter |
| Komplexitet i installationen | Mer komplex | Mindre komplex |
| Programmering | Mer sofistikerad | Enklare |
När ska man välja varje typ
Bästa tillämpningarna för svarvning
Enligt min erfarenhet på PTSMAKE är schweizisk svarvning utmärkt för att producera:
- Detaljer med liten diameter och hög precision (typiskt under 1,25" diameter)
- Delar som kräver extremt snäva toleranser
- Långa, smala komponenter där nedböjning är ett problem
- Komplexa delar som kräver flera operationer
- Produktionskörningar i stora volymer
Den medicintekniska industrin förlitar sig till exempel i hög grad på Schweizisk svarvning för komponenter som benskruvar, tandimplantat och kirurgiska instrument. På samma sätt använder elektronikindustrin Schweiziskt svarvade komponenter för kontakter och precisionshårdvara.
Bästa applikationerna för regelbunden svarvning
Vanliga svarvar är fortfarande det bättre valet för:
- Delar med större diameter (över 1,25")
- Kortare komponenter där nedböjningen inte är betydande
- Delar som kräver färre operationer
- Lägre produktionsvolymer
- Delar där ultraprecision inte är kritisk
- Prototyptillverkning och enstaka delar
Överväganden om produktionseffektivitet
En stor fördel med Schweizisk maskinbearbetning som jag har observerat är den dramatiska förbättringen av cykeltiderna för komplexa detaljer. En schweizisk svarv kan ofta färdigställa en detalj i en enda uppställning, vilket kan kräva flera operationer med konventionell utrustning.
Till exempel krävde en komplex elektronisk kontakt som vi tillverkade vid PTSMAKE sju operationer med konventionell utrustning, men den kunde färdigställas i en enda uppställning med våra schweiziska maskiner, vilket minskade ledtiden med 60% och förbättrade måttbeständigheten.
Moderna schweiziska svarvar har typiska egenskaper:
- Flera verktygspositioner (ofta 20+ verktyg)
- Förmåga att utföra fräsning, borrning och gängning
- Bakbearbetningskapacitet för kompletta delar
- Spindlar med hög hastighet (ofta 10 000+ varv/min)
- Avancerade system för verktygsövervakning
Kostnadskonsekvenser
Schweiziska maskiner har vanligtvis en högre timtaxa än konventionella svarvar på grund av:
- Högre initiala investeringskostnader
- Mer komplexa installationskrav
- Högre krav på underhåll
- Dyrare verktygssystem
Vid volymproduktion av lämpliga detaljer leder dock den högre effektiviteten och de färre sekundära arbetsmomenten ofta till lägre kostnader per detalj, trots det högre timpriset.
Vilka är de 5 vanligaste typerna av CNC-maskiner?
Har du någonsin blivit överväldigad av det stora utbudet av CNC-maskiner som finns när du startar ett tillverkningsprojekt? Eller kanske har du kämpat för att avgöra vilken maskin som bäst passar dina specifika produktionsbehov samtidigt som du håller dig inom budgeten?
De fem vanligaste typerna av CNC-maskiner är fräsar, svarvar, fräsar, plasmaskärare och svarvar av schweizisk typ. Varje maskin används för specifika tillverkningsändamål, där fräsar hanterar komplexa 3D-former, svarvar skapar cylindriska komponenter, fräsar arbetar med mjukare material, plasmaskärare hanterar metallplåtar och svarvar av schweizisk typ producerar små delar med hög precision.
CNC-fräsar: De mångsidiga arbetshästarna
CNC-fräsar är kanske den mest mångsidiga typen av CNC-maskin inom modern tillverkning. Dessa maskiner är utmärkta på att skära och forma fasta material genom att ta bort material med roterande skärverktyg. Det som gör fräsar särskilt värdefulla är deras förmåga att arbeta längs flera axlar.
Typer av CNC-fräsar
CNC-fräsar finns vanligtvis i två huvudkonfigurationer:
- Vertikala kvarnar: Spindelaxeln är vertikalt orienterad, vilket gör dem idealiska för matrisbearbetning och detaljerade, invecklade delar.
- Horisontella kvarnar: Spindeln är horisontellt orienterad, vilket möjliggör tyngre kapningar och bättre spånrensning, perfekt för högvolymproduktion.
Min erfarenhet på PTSMAKE är att 3-axliga fräsar hanterar de flesta standardprojekt på ett effektivt sätt, medan 5-axliga fräsar ger oss extraordinär flexibilitet för komplexa geometrier som annars skulle kräva flera inställningar.
Tillämpningar och fördelar
Fräsar är utmärkta när man skapar komplexa detaljer med flera funktioner. De kan borra, skära, plana och skapa invecklade 3D-konturer. Branscher som sträcker sig från flyg- och rymdindustrin till medicintekniska produkter förlitar sig i hög grad på fräsoperationer för komponenter som kräver snäva toleranser.
CNC-svarvar: Mästare på rotationssymmetri
När det gäller cylindriska delar är det CNC-svarvar som gäller. Dessa maskiner roterar arbetsstycket mot stationära skärverktyg, vilket gör dem perfekta för axlar, cylindrar och alla komponenter med rotationssymmetri.
Hur CNC-svarvar fungerar
Den grundläggande skillnaden mellan fräsar och svarvar ligger i vad som rör sig under bearbetningsprocessen:
- I fräsar roterar verktyget medan arbetsstycket står stilla
- I svarvar roterar arbetsstycket medan verktyget står stilla
Denna enkla distinktion skapar helt olika tillverkningsmöjligheter som kompletterar varandra i en komplett tillverkningsmiljö.
Svarvcentrifuger jämfört med enkla svarvar
Moderna CNC-svarvcentra har utvecklats avsevärt från grundläggande svarvar och innehåller nu:
- Live tooling (roterande verktyg)
- Flera torn
- Subspindlar för "allt-i-ett"-bearbetning
- Y-axelkapacitet för excentriska detaljer
CNC-fräsar: Precision i stora format
CNC-fräsar har likheter med fräsar men är vanligtvis konstruerade för större arbetsytor och mjukare material. De är de maskiner som används för träbearbetning, plast, kompositer och aluminium när ett stort arbetsområde behövs.
Routertillämpningar
Dessa maskiner är utmärkta på:
- Snickeri och möbeltillverkning
- Skylttillverkning och konstnärliga sniderier
- Arkitektoniska komponenter
- Stora kompositdelar
Gantry-konstruktionen möjliggör stora X- och Y-avstånd med bibehållen rimlig noggrannhet för dessa applikationer.
Plasmaskärare: Specialister på plåtbearbetning
CNC-plasmaskärningssystem använder en elektrisk båge och komprimerad gas för att skapa en plasmakanal som kan skära genom ledande material. De är ovärderliga för tillverkning av plåt när:
- Skärning av komplexa former från metallplåtar
- Bearbetning av medeltjocka till tjocka material
- Hastigheten prioriteras framför den bästa kantkvaliteten
Jag har sett plasmaskärare förändra plåttillverkningen med sin förmåga att snabbt tillverka komplexa komponenter som skulle vara tidskrävande eller omöjliga med manuella metoder.
Svarvar av schweizisk typ: Precision i miniatyr
Svarv av schweizisk typ2 är en av de mest specialiserade och exakta formerna av CNC-bearbetning. Dessa maskiner utvecklades ursprungligen för klocktillverkning men har expanderat till medicin-, flyg- och elektroniktillverkning.
Vad gör Swiss Turning unikt
Schweiziska maskiner skiljer sig från konventionella svarvar på ett grundläggande sätt:
- Materialet styrs genom en styrbussning
- Kapningen sker mycket nära denna stödpunkt
- Denna design eliminerar praktiskt taget problem med nedböjning
Resultatet är enastående precision på långa detaljer med liten diameter som skulle vara extremt svåra att tillverka i konventionella svarvar.
Idealiska tillämpningar för Schweizisk maskinbearbetning
Maskiner av schweizisk typ är utmärkta för att producera:
| Komponenttyp | Typisk industri | Viktig fördel |
|---|---|---|
| Medicinska skruvar | Hälso- och sjukvård | Extremt snäva toleranser |
| Elektroniska anslutningar | Elektronik | Höga produktionshastigheter |
| Fästelement för flyg- och rymdindustrin | Flyg- och rymdindustrin | Komplexa funktioner på små delar |
| Klockkomponenter | Lyxvaror | Exceptionell ytfinish |
På PTSMAKE har vi gjort betydande investeringar i svarvkapacitet eftersom dessa maskiner gör det möjligt för oss att producera komplexa små detaljer med exceptionell kvalitet och effektivitet för våra kunder inom medicin- och elektroniksektorerna.
Jämförelse av viktiga egenskaper
När jag hjälper kunder att välja rätt CNC-maskin för sitt projekt tar jag hänsyn till flera faktorer:
- Delgeometri: Komplexa 3D-former gynnar fräsar, medan roterande delar gynnas av svarvar
- Material: Hårdare material kan kräva särskilda maskintyper
- Krav på toleranser: Tätare toleranser kan kräva mer avancerad utrustning
- Produktionsvolym: Högre volymer motiverar mer automatiserade, specialiserade maskiner
- Storlek på del: Från små svarvade komponenter till stora routerskurna paneler
Genom att förstå dessa överväganden kan man säkerställa att rätt maskin väljs för optimal kvalitet och kostnadseffektivitet.
Hur skiljer sig schweizisk maskinbearbetning?
Har du någonsin kämpat med att tillverka komplexa miniatyrkomponenter som kräver exceptionell precision? Är du trött på att delar underkänns vid kvalitetsinspektioner på grund av inkonsekventa toleranser som traditionell maskinbearbetning helt enkelt inte klarar av? Begränsningarna i den konventionella bearbetningen kan vara oerhört frustrerande när man arbetar med krav på snäva toleranser.
Schweizisk maskinbearbetning skiljer sig från konventionell CNC-svarvning genom att en styrbussning används för att stödja materialet nära skärpunkten, vilket ger överlägsen precision på små, komplexa delar. Denna specialiserade teknik är utmärkt för att producera långa, smala komponenter med snäva toleranser så små som ±0,0001 tum.

Den fundamentala skillnaden: Teknik för styrbussningar
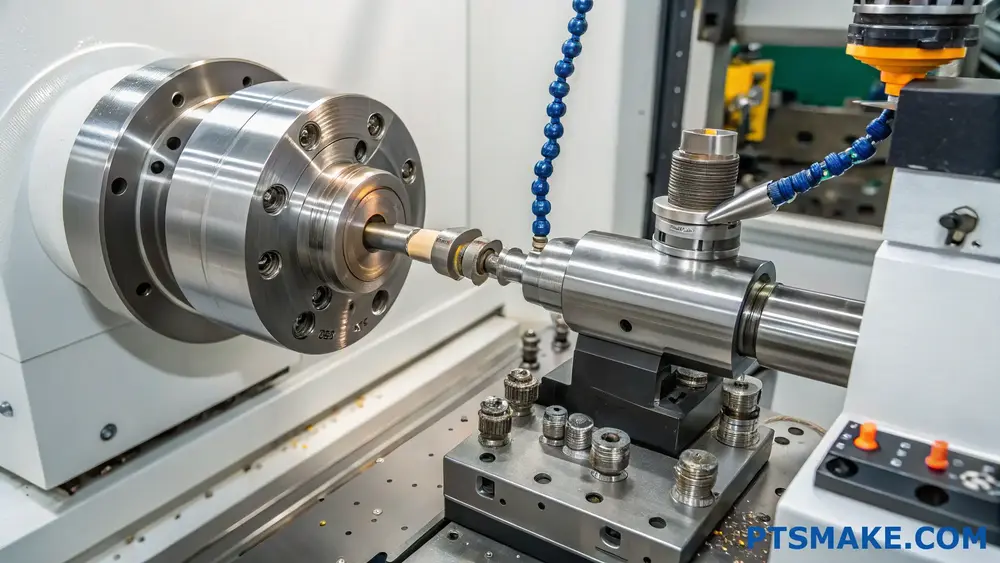
Kärnan i den schweiziska maskinbearbetningens unika egenskaper är styrbussningssystemet. Till skillnad från konventionell svarvning där materialet endast stöds vid spindeln, använder schweiziska maskiner en styrbussning som håller materialet extremt nära den plats där skärningen sker. Denna grundläggande skillnad förändrar hur materialet bearbetas.
Enligt min erfarenhet av att arbeta med precisionskomponenter vid PTSMAKE fungerar denna styrbussning som en stadig hand som håller materialet bara millimeter från den plats där skärningen sker. Materialet matas genom bussningen samtidigt som det står stilla i förhållande till skärverktygen. Detta tillvägagångssätt minimerar avböjningen - ett vanligt problem vid konventionell svarvning där material utan stöd kan böjas under skärkrafterna.
Materialrörelse kontra verktygsrörelse
En av de mest utmärkande aspekterna av Swiss turning är hur den hanterar rörelser:
- Schweizisk maskinbearbetning: Materialet rör sig genom styrbussningen (Z-axeln), medan skärverktygen griper in från olika positioner
- Konventionell svarvning: Materialet roterar på plats medan verktygen rör sig längs dess längd
Detta omvända paradigm innebär att schweiziska maskiner kan bibehålla exceptionell koncentriskhet även på extremt långa och tunna detaljer. Jag har sett komponenter med längd/diameter-förhållanden på 20:1 eller mer som bearbetats med en precision som skulle vara omöjlig i konventionella svarvar.
Precisionskapacitet som särskiljer Swiss från mängden
Schweiziska maskiner uppnår rutinmässigt toleranser som tänjer på gränserna för konventionell maskinbearbetning:
| Kapacitet | Schweizisk maskinbearbetning | Konventionell svarvning |
|---|---|---|
| Typiska toleranser | ±0.0001-0.0005" | ±0.001-0.003" |
| Min. Diameter | Så liten som 0,012" | Vanligtvis 0,125"+. |
| Ytfinish | Upp till 16 Ra mikromått | 32-63 Ra mikroinches |
| Längd-till-diameter-förhållande | Upp till 30:1 | Vanligtvis begränsad till 4:1 |
Den avböjning av spännhylsa3 som drabbar konventionell svarvning är praktiskt taget eliminerad vid Schweizisk bearbetning, vilket möjliggör dimensionsstabila detaljer med exceptionell koncentricitet.
Kapacitet för flera processer
Moderna schweiziska maskiner erbjuder en anmärkningsvärd mångsidighet utöver enkel svarvning:
Simultana bearbetningsoperationer
Schweiziska maskiner har vanligtvis flera verktygspositioner och spindlar. På PTSMAKE kan våra avancerade schweiziska maskiner utföra flera operationer samtidigt på ett enda arbetsstycke:
- Bearbetning av fram- och baksida samtidigt
- Huvud- och subspindeloperationer
- Fräsning med levande verktyg
- Gängvirvling för specialgängor
- Polygonvändning för icke-cirkulära geometrier
Denna multiprocessfunktion gör att det som kan kräva 3-4 separata inställningar på konventionella maskiner kan komprimeras till en enda operation, vilket dramatiskt minskar produktionstiden och risken för fel.
Idealiska tillämpningar för Schweizisk maskinbearbetning
Genom min erfarenhet av olika tillverkningstekniker har jag funnit att schweizisk maskinbearbetning är särskilt väl lämpad för vissa applikationer:
Komponenter för medicinsk industri
Den medicintekniska industrin kräver schweizisk bearbetning av komponenter som t.ex:
- Benskruvar
- Tandimplantat
- Kirurgiska instrument
- Kardiovaskulära stentar
Dessa komponenter kräver ofta submillimeterdetaljer med livskritisk precision som endast schweizisk svarvning kan leverera på ett tillförlitligt sätt.
Elektronik- och kopplingsindustrin
Schweizisk maskinbearbetning utmärker sig när det gäller att tillverka precisionskontakter och små elektronikkomponenter med:
- Ultrafina rutor
- Komplexa profiler
- Tuffa krav på koncentriskhet
Högtillförlitliga delar för flyg- och rymdindustrin
För flyg- och rymdtillämpningar erbjuder svarvade komponenter den konsekventa kvalitet som krävs för flygkritiska system:
- Hydrauliska kopplingar
- Precisionsbussningar
- Bränslesystemets komponenter
Ekonomiska överväganden: När Swiss är förnuftigt
Även om schweiziska maskiner vanligtvis har högre timpriser än konventionella CNC-svarvar, gynnar ekonomin ofta schweiziska maskiner för vissa produktionsscenarier:
- Produktion av stora volymer: När de schweiziska maskinerna har ställts in körs de med minimal insats från operatören
- Komplexa delar: Vad som kan kräva flera operationer med konventionell utrustning kan slutföras i en cykel
- Kritiska toleranser: Att undvika omarbetning och skrot på grund av toleransproblem sparar betydande kostnader
På PTSMAKE utvärderar vi noggrant varje projekt för att avgöra om schweizisk eller konventionell maskinbearbetning ger den optimala balansen mellan kvalitet, leveranstid och kostnadseffektivitet för våra kunder.
Skillnader i materialhantering
En ofta förbisedd skillnad är hur material hanteras:
- Schweizisk maskinbearbetning använder vanligtvis mycket jämnt stångmaterial med snäva diametertoleranser
- Förberedelse av material är mer kritisk vid Schweizisk bearbetning, eftersom variationer i materialet kan påverka precisionen
- Specialiserade barmatare är utformade för att bibehålla inriktningen och minimera vibrationer
Dessa materialöverväganden bidrar till den exceptionella enhetlighet från del till del som gör schweizisk bearbetning till förstahandsvalet för kritiska komponenter inom medicin-, flyg- och elektroniktillämpningar.
Vad är toleransen för en automatsvarv?
Har du någonsin fått precisionsdelar som helt enkelt inte passade in i din montering? Eller undrat varför vissa tillverkare konsekvent levererar komponenter med perfekt precision medan andra misslyckas? Skillnaden ligger ofta i att förstå och kontrollera toleransmöjligheterna - särskilt när det gäller svarvar för Schweiz.
Schweiziska svarvar uppnår normalt toleranser mellan ±0,0002" till ±0,0005" (±0,005 mm till ±0,013 mm), vilket är betydligt snävare än konventionell CNC-svarvning. Denna exceptionella precision gör svarvning idealisk för tillverkning av små, komplexa komponenter där måttnoggrannheten är avgörande.
Nyckelfaktorer som påverkar toleranser för svarvar
När man undersöker de imponerande toleranser som kan uppnås med schweizisk maskinbearbetning är det flera kritiska faktorer som spelar in. Efter att ha arbetat med dessa sofistikerade maskiner i många år har jag insett att det är viktigt att förstå dessa faktorer för att konsekvent kunna uppnå snäva toleranser.
Materialegenskaper
Det material som bearbetas har stor betydelse för vilka toleranser som kan uppnås. Olika material reagerar olika på skärkrafter och värme som genereras under bearbetningen:
- Metaller som mässing och aluminium är relativt förlåtande och kan ofta bearbetas till den snävare änden av toleransspektrumet (±0,0002").
- Härdade stål kan kräva ytterligare överväganden men ändå uppnå utmärkta toleranser.
- Plast kan innebära utmaningar på grund av termisk expansion och flexibilitet, vilket ibland begränsar toleranserna till ±0,0005" eller något snävare.
Temperaturstabilitet under bearbetningen är särskilt viktigt för plastmaterial. På PTSMAKE har vi implementerat specialiserade kylsystem för att minimera termisk deformation vid svarvning i Schweiz.
Maskinens styvhet och skick
Den inneboende designen hos schweiziska svarvar bidrar till deras precisionsegenskaper:
- System för styrbussningar minskar verktygets avböjning avsevärt genom att stödja materialet nära skärpunkten
- Termisk stabilitet av maskinens ram och komponenter
- Maskinunderhåll inklusive regelbunden kalibrering av spindel och glidmekanismer
En väl underhållen svarv i gott skick är grundläggande för att uppnå konsekventa toleranser. Jag rekommenderar omfattande program för förebyggande underhåll som omfattar regelbundna uppriktningskontroller och kalibrering.
Verktygsval och slitage
Val och hantering av verktyg har en direkt inverkan på toleransmöjligheterna:
| Verktygsfaktor | Påverkan på toleransen | Bästa praxis |
|---|---|---|
| Verktygsmaterial | Påverkar skärprecision och slitstyrka | Använd premiumkarbid eller PCD för kritiska dimensioner |
| Verktygsgeometri | Påverkar ytfinhet och måttnoggrannhet | Välj lämpliga geometrier för specifika material |
| Slitage på verktyg | Progressiv försämring av toleranserna | Implementera övervakning av verktygens livslängd och schemalagda utbyten |
| Verktygshållarens styvhet | Påverkar vibrationer och nedböjning | Använd styva verktygshållare av hög kvalitet |
Att övervaka verktygsslitaget är viktigt för att bibehålla toleransjämnheten. Påskyndat verktygsslitage4 under långa produktionsserier kan orsaka gradvisa avvikelser från måldimensionerna.
Operativa parametrar
Rätt val av skärparametrar har stor betydelse för vilka toleranser som kan uppnås:
- Skärhastighet: Överdrivna hastigheter genererar värme som kan orsaka termisk expansion
- Matningshastighet: Högre matningshastigheter ökar skärkrafterna och den potentiella avböjningen
- Skärdjup: Djupare snitt ökar skärkraften och värmeutvecklingen
- Användning av kylvätska: Korrekt kylning stabiliserar de termiska förhållandena och förbättrar spånevakueringen
För extremt exakta toleranser (under ±0,0002") implementerar vi ofta ytterligare processkontroller, t.ex. mätning i processen och adaptiva matningshastigheter.
Jämförelse av toleranser: Schweizisk kontra konventionell svarvning
Schweizisk maskinbearbetning överträffar konsekvent konventionell CNC-svarvning när det gäller uppnåeliga toleranser. Denna jämförelse hjälper till att illustrera de betydande fördelarna:
Toleransförmåga
| Typ av maskin | Typisk toleransintervall | Tolerans i bästa fall | Lämpliga tillämpningar |
|---|---|---|---|
| Schweizisk svarv | ±0,0002" till ±0,0005" | ±0.0001" | Medicinska implantat, klockkomponenter, precisionselektronik |
| Konventionell CNC-svarv | ±0,001" till ±0,003" | ±0.0005" | Större komponenter, mindre kritiska toleranser |
Styrbussningssystemet i schweiziska maskiner ger överlägset stöd under bearbetningen, vilket är särskilt fördelaktigt för långa, smala detaljer där avböjning annars skulle vara problematisk.
Faktorer för enhetlighet
Utöver de rena siffrorna erbjuder schweizisk maskinbearbetning överlägsen konsekvens när det gäller att hålla toleranserna:
- Bättre termisk stabilitet under längre produktionskörningar
- Minskad vibration under skärande bearbetning
- Mer konsekvent repeterbarhet från del till del
- Överlägsen prestanda med komponenter med liten diameter
Dessa fördelar gör automatsvarvning till förstahandsvalet för applikationer som kräver både snäva toleranser och hög jämnhet.
Praktiska toleransstrategier för schweizisk maskinbearbetning
Baserat på min erfarenhet av att leda svarvoperationer rekommenderar jag dessa praktiska strategier för att uppnå och bibehålla snäva toleranser:
Design för tillverkningsbarhet: Samarbeta med din maskinbearbetningspartner tidigt i designprocessen för att optimera funktionerna för schweiziska maskinbearbetningsmöjligheter.
Överväganden vid val av material: Välj material som bearbetas konsekvent och som har minimala värmeutvidgningsegenskaper.
Realistiska toleransspecifikationer: Ange de minsta toleranserna som fortfarande uppfyller funktionskraven för att optimera produktionskostnaderna.
Protokoll för kvalitetsverifiering: Implementera lämpliga mättekniker och statistisk processtyrning för kritiska dimensioner.
På PTSMAKE har vi utvecklat specialiserade processer för att hålla toleranser så snäva som ±0,0001" på vissa funktioner, men detta kräver omfattande processkontroller och kan påverka produktionskostnaderna.
Vilka branscher använder vanligtvis CNC-svetsning?
Har du någonsin undrat varför vissa produkter har så otroligt exakta och små komponenter? Eller kanske har du blivit förvånad över den konsekventa kvaliteten på komplexa delar i din medicintekniska utrustning eller klocka? Det är där CNC Swiss turning kommer in i bilden - ett tillverkningsmästerverk som många industrier förlitar sig på men som få utanför branschen förstår till fullo.
CNC-svarvning används ofta inom medicin-, flyg-, elektronik-, fordons-, klocktillverknings-, försvars- och telekommunikationsindustrin. Dessa sektorer kräver komplexa komponenter med hög precision, snäva toleranser och utmärkt ytfinish som svarvar av schweizisk typ är utmärkta på att producera effektivt.

Medicinsk industri: Där precision räddar liv
Medicinindustrin är kanske en av de branscher som drar störst nytta av CNC-svarvningstekniken. I mitt arbete på PTSMAKE har jag samarbetat med många tillverkare av medicintekniska produkter som är starkt beroende av denna teknik.
Kirurgiska instrument
Schweizisk svarvning producerar de komplicerade komponenter som finns i kirurgiska instrument som kirurger använder dagligen. Dessa verktyg kräver exceptionell precision, jämnhet och biokompatibilitet. Möjligheten att bearbeta små komponenter med komplexa geometrier gör Swiss turning idealisk för skapande:
- Endoskopiska kirurgiska verktyg
- Benskruvar och fixeringsanordningar
- Dentala implantat och instrument
- Artroskopiska anordningar
Implanterbara enheter
När det gäller implanterbara medicintekniska produkter finns det absolut inget utrymme för misstag. Dessa komponenter måste fungera felfritt inuti människokroppen i flera år. Den överlägsna ytfinishen och de snäva toleranserna hos svarvade delar gör dem perfekta för..:
- Spinalimplantat
- Kardiovaskulära stentar och hjärtklaffskomponenter
- Ortopediska implantat
- Komponenter för läkemedelstillförsel
Flyg- och rymdindustrin: Där tillförlitlighet inte är förhandlingsbart
Flyg- och rymdindustrin kräver komponenter som kombinerar lättviktsegenskaper med exceptionell hållbarhet. CNC-svarvning i Schweiz levererar båda.
Kritiska flygkomponenter
Många av högprecisionskomponenterna i flygplanens hydraulik-, bränsle- och styrsystem tillverkas med hjälp av Schweizisk svarvning. Dessa delar måste tåla extrema förhållanden och samtidigt fungera perfekt:
- Ventilstammar och ventilhus
- Hydrauliska kopplingar
- Elektriska anslutningar
- Höljen för sensorer
Motor- och styrsystem
De komplexa geometrier och snäva toleranser som krävs för komponenter till flygmotorer gör svarvning till ett utmärkt val för tillverkning. Möjligheten att producera delar med axiell asymmetri5 i en och samma installation minskar antalet potentiella felkällor.
Elektronikindustrin: Möjliggör den digitala revolutionen
Vår moderna digitala värld är beroende av otroligt små, exakta komponenter som schweizisk svarvning är utmärkt på att skapa.
Anslutningar och plintar
Elektronikindustrin använder miljontals små, precisionsbearbetade kontakter och terminaler. Dessa komponenter måste upprätthålla en jämn elektrisk kontakt samtidigt som de är tillräckligt små för att passa in i allt mindre enheter:
- USB- och blixtkontakter
- RF-kontakter
- Terminalstift
- Mikrokontakter för smartphones och wearables
Datorhårdvara
Swiss turning tillverkar många av de små metalldelar som får våra digitala enheter att fungera, från gångjärn till hårddiskkomponenter:
- Ställdonsarmar för hårddisk
- Komponenter i kylsystemet
- Chassits hårdvara
- Höljen för anslutningsdon
Fordonsindustrin: Att driva prestanda och effektivitet
Fordonssektorn har stor nytta av den schweiziska svarvkapaciteten, särskilt när det gäller högpresterande komponenter och precisionskomponenter.
Insprutningssystem för bränsle
Moderna bränsleinsprutningssystem kräver extremt exakta komponenter för att optimera bränsletillförseln och motorns prestanda:
- Munstycken till bränslespridare
- Tryckregulatorer
- Ventilkomponenter
- Höljen för sensorer
Transmission och motorkomponenter
Många kritiska delar till fordonsindustrin drar nytta av de snäva toleranser och den utmärkta ytfinhet som svarvning ger:
| Komponent | Typisk tolerans | Fördelen med schweizisk svarvning |
|---|---|---|
| Kraftöverföringsaxlar | ±0.0005" | Effektivitet med en enda inställning, överlägsen koncentriskhet |
| Ventilstyrningar | ±0.0003" | Utmärkt ytfinish, jämn kvalitet |
| Sensorkomponenter | ±0.0002" | Komplexa geometrier, hög precision |
| Tillbehör till bromssystem | ±0.001" | Tillförlitlig prestanda under tryck |
Klocktillverkning: Det traditionella hemmet för schweizisk svarvning
Det är ingen slump att denna teknik kallas "Swiss" turning - klocktillverkningsindustrin i Schweiz var pionjärer på området.
Rörelsekomponenter
De intrikata kugghjul, stänger och stift som får mekaniska klockor att fungera är klassiska exempel på tillämpningar inom Schweizisk svarvning:
- Klockans visare
- Kugghjulsaxlar
- Pinjonger
- Balansera hjul
- Slingrande stjälkar
Klockfodral och armband
Utöver de interna urverken tillverkas även många klockboetter och armbandskomponenter med hjälp av schweizisk svarvning:
- Fall bakåt
- Komponenter för ram
- Armbandslänkar
- Kronans stjälkar
Försvarsindustrin: Där precision möter säkerhet
Försvarstillämpningar kräver högsta precision, tillförlitlighet och hållbarhet - alla styrkor hos den schweiziska svarvtekniken.
Komponenter till skjutvapen
Många små precisionskomponenter i skjutvapen tillverkas med hjälp av Schweizisk svarvning:
- Tändstift
- Utlösare och utlösningsmekanismer
- Säkerhetsväljare
- Pipans komponenter
Kommunikations- och styrsystem
Försvarsindustrin förlitar sig på schweiziskt svarvade komponenter för många av sina elektroniska och mekaniska system:
- Anslutningskomponenter
- Delar till styrsystem
- Hårdvara för kommunikationsenhet
- Höljen för sensorer
Telekommunikation: Att koppla upp vår värld
Telekommunikationsindustrin är beroende av Schweiz-svarvade komponenter för att upprätthålla tillförlitliga anslutningar.
Hårdvara för nätverk
Från mobilmaster till datacenter - komponenter tillverkade i Schweiz bidrar till att bygga upp vår kommunikationsinfrastruktur:
- RF-kontakter
- Kabelavslutningar
- Vågledarkomponenter
- Hårdvara för fiberoptisk anslutning
På PTSMAKE har vi sett den växande efterfrågan på svarvade komponenter i alla dessa branscher. Den röda tråden är behovet av exceptionell precision, komplexa geometrier och effektiv produktion av små komponenter - precis det som CNC-svarvning levererar bättre än nästan någon annan tillverkningsprocess.
Anpassning av Swiss Turning för komplexa tillverkningsutmaningar?
Har du någonsin fastnat i flaskhalsar i produktionen som verkar omöjliga att lösa? Eller kämpat med komplexa delar som kräver både exceptionell precision och snabba leveranstider? Sådana tillverkningsdilemman kan hålla även de mest erfarna ingenjörerna vakna om nätterna.
CNC Swiss turning förbättrar produktionseffektiviteten avsevärt genom att kombinera fleraxlig bearbetning med kontinuerlig materialmatning, vilket gör att komplexa detaljer kan färdigställas i en enda uppställning. Detta minskar cykeltiderna med upp till 70%, minimerar materialspillet och säkerställer en jämn kvalitet även för komplicerade komponenter.
Övervinna branschspecifika utmaningar med automatsvarvning
I mitt arbete med olika branscher har jag observerat att varje sektor medför unika tillverkningsutmaningar som Swiss turning är unikt positionerad för att hantera. Medicinindustrin, till exempel, kräver komponenter med mikroskopiska toleranser och komplexa geometrier som tillverkas i extremt rena miljöer - perfekt för precisionssvarvningens kapacitet.
Inom flyg- och rymdindustrin finns det andra utmaningar: komponenterna måste vara lätta men samtidigt otroligt starka, vilket ofta kräver exotiska material som konventionell bearbetning har svårt att hantera. Schweizersvarvningens förmåga att bibehålla snäva toleranser samtidigt som man arbetar med svåra material som titan och Inconel gör den ovärderlig för denna industri.
Elektroniktillverkare behöver miniatyrkomponenter med komplexa funktioner som produceras i stora volymer. För mikromaskinbearbetning6 Den schweiziska svarvteknikens kapacitet gör det möjligt att tillverka dessa små detaljer med anmärkningsvärd jämnhet och effektivitet.
Balans mellan precision och hastighet
En av de viktigaste fördelarna jag har funnit med Schweizisk svarvning är dess förmåga att balansera precision med produktionshastighet. Traditionell CNC-svarvning tvingar ofta tillverkare att välja mellan noggrannhet och genomströmning. Schweizisk svarvning eliminerar denna kompromiss genom:
- Samtidiga bearbetningsoperationer med flera verktygspositioner
- Kortare ställtider med tillverkning i ett enda steg
- Förbättrad termisk stabilitet tack vare styrbussningens utformning
- Närhet mellan verktyg och arbetsstycke som minimerar vibrationer
På PTSMAKE har vi implementerat dessa principer för att uppnå toleranser så snäva som ±0,0005" samtidigt som vi upprätthåller produktionshastigheter som gör våra kunder konkurrenskraftiga på sina marknader.
Avancerade svarvningsstrategier för maximal effektivitet
Optimera val och placering av verktyg
Verktygsval och placeringsstrategi påverkar dramatiskt effektiviteten i svarvoperationer. Jag rekommenderar ett systematiskt tillvägagångssätt som beaktar:
| Verktygstyp | Bästa applikationer | Effektivitet Påverkan |
|---|---|---|
| Verktyg med hårdmetallinsats | Produktion av stora volymer | 30-40% minskning av cykeltiden |
| Diamantbelagda verktyg | Icke järnhaltiga material | Förlängd verktygslivslängd, färre omställningar |
| Verktyg för anpassade formulär | Repetitiva komplexa funktioner | Eliminerar flera verktygsbyten |
| Verktyg för kylvätska med högt tryck | Svårt material | Förbättrad spånevakuering, snabbare skärningar |
En genomtänkt verktygsstrategi minskar inte bara cykeltiderna utan förlänger också verktygens livslängd och förbättrar ytfinhetskvaliteten.
Programmeringstekniker för komplexa delar
Programmeringsmetoden för Schweizisk svarvning skiljer sig avsevärt från konventionell CNC-programmering. För optimal effektivitet har jag funnit att dessa tekniker är särskilt effektiva:
- Synkron programmering - Utnyttjar huvud- och subspindlar samtidigt
- Optimerad sekvensering av snitt - Planering av operationer för att minimera verktygsbyten
- Strategiska uppehållstider - Balansering av termiska överväganden med cykeltid
- Anpassad makroprogrammering - Skapa återanvändbara kodblock för liknande funktioner
När vi programmerar komplexa detaljer på PTSMAKE fokuserar vi på att maximera spindelns utnyttjandetid. Även små programmeringsoptimeringar kan ge betydande effektivitetsvinster när de multipliceras med tusentals detaljer.
Innovationer inom materialhantering
Det kontinuerliga stångmatningssystemet i Swiss turning skapar möjligheter för innovationer inom materialhantering som ökar effektiviteten:
- Implementering av automatiska barlastare för obevakad drift
- Använda strategier för att minska restprodukter för att minimera materialspill
- Installation av spånhanteringssystem som förhindrar spånuppbyggnad
- Använda anpassade styrbussningar för icke-standardiserade material
Dessa strategier håller maskinen igång kontinuerligt med minimalt ingripande från operatören, vilket avsevärt ökar utrustningens totala effektivitet (OEE).
ROI-överväganden för implementering av svarvning i Schweiz
När jag ger råd till kunder om att investera i svarvkapacitet betonar jag att man måste se bortom den initiala kostnaden för utrustningen och överväga hela ROI-bilden:
- Minskade arbetskostnader - Delar som tidigare krävde flera operationer kan nu färdigställas i en enda installation
- Lägre verktygskostnader - Färre uppställningar innebär färre specialiserade fixturer
- Minskad skrotningsgrad - Maskinbearbetning med en enda inställning eliminerar överföringsfel
- Förbättrad genomströmning - Snabbare cykeltider ger högre produktionskapacitet
För de flesta tillverkare som arbetar med komplexa detaljer med hög precision ligger ROI-tidsramen för implementering av Schweizisk svarvning vanligtvis mellan 8 och 18 månader - en anmärkningsvärt snabb återbetalningstid för kapitalutrustning.
Framtida trender inom svarvteknik
Utvecklingen av schweizisk svarvning fortsätter att accelerera. Jag är särskilt entusiastisk över dessa nya utvecklingar:
- Integration med Industri 4.0-principer för realtidsövervakning och adaptiv styrning
- Avancerade automationssystem som ytterligare minskar behovet av arbetskraft
- Hybridmaskiner som kombinerar svarvning med andra processer, t.ex. slipning eller additiv tillverkning
- Mjukvaruinnovationer som optimerar programmeringen för alltmer komplexa geometrier
Dessa framsteg kommer att ytterligare öka effektivitetsfördelarna med Swiss turning, vilket gör den till en alltmer värdefull teknik för framåtblickande tillverkare.
Material som kan bearbetas med CNC-svetsning?
Har du någonsin fått delar som inte uppfyllde dina specifikationer på grund av att fel material användes? Eller har du kämpat för att hitta en tillverkningsprocess som kan hantera dina specialiserade materialkrav utan att ge avkall på precisionen? Dilemmat med materialval kan vara avgörande för ditt projekt, särskilt när det gäller komplexa komponenter.
CNC-svarvning kan bearbeta ett brett spektrum av material, inklusive olika metaller (rostfritt stål, aluminium, mässing, titan), plaster (PEEK, Delrin, nylon) och exotiska legeringar. Processen lämpar sig utmärkt för material som kräver hög precision, snäva toleranser och komplexa geometrier, även för svårbearbetade material.

Vanliga metaller i svarvning
Rostfritt stål
Rostfritt stål är ett av de mest bearbetade materialen vid svarvning i Schweiz. Typerna 303, 304 och 316 är särskilt vanliga på grund av deras utmärkta korrosionsbeständighet och mekaniska egenskaper.
När man arbetar med rostfritt stål i Schweizisk svarvning är korrekt kylning avgörande eftersom dessa material kan härda snabbt. På PTSMAKE har vi optimerat våra kylsystem för att upprätthålla konsekventa temperaturer under bearbetningen, vilket hjälper till att förhindra verktygsslitage och säkerställer dimensionsstabilitet.
Biokompatibiliteten hos vissa rostfria stålsorter gör dem idealiska för medicinska komponenter, vilket är anledningen till att många av våra kunder inom sjukvården specifikt efterfrågar svarvade delar i rostfritt stål till sina apparater.
Aluminiumlegeringar
Aluminiumlegeringar som 6061, 7075 och 2024 är utmärkta kandidater för Schweizisk svarvning på grund av deras bearbetbarhet och lätta vikt. Dessa material skär lätt och möjliggör snabba produktionshastigheter, vilket gör dem kostnadseffektiva för högvolymkörningar.
Jag tycker att aluminiums värmeledningsförmåga innebär både utmaningar och möjligheter vid svarvning i Schweiz. Materialet avger värme snabbt, vilket bidrar till att förhindra skevhet, men det kräver noggranna beräkningar av hastighet och matning för att undvika uppbyggnad av kanter på skärverktygen.
Mässing och brons
Mässingslegeringar (särskilt C360 och C385) och bronsmaterial erbjuder exceptionell bearbetbarhet i Schweiziska svarvoperationer. Deras självsmörjande egenskaper minskar verktygsslitaget och möjliggör utmärkt ytfinhet utan omfattande efterbearbetning.
För elektriska precisionskomponenter och applikationer för vätskehantering ger svarvade mässingsdetaljer både den nödvändiga ledningsförmågan och de snäva toleranser som krävs för korrekt funktion.
Titanlegeringar
Titanbearbetning genom svarvning kräver specialkompetens på grund av dess låga värmeledningsförmåga och höga hållfasthet/vikt-förhållande. Vanliga kvaliteter som Ti-6Al-4V är bearbetningsbara men kräver precisionsverktyg och optimerade skärparametrar.
Den titan galling7 tendens kan skapa utmaningar vid svarvning, vilket kräver specifika verktygsbeläggningar och skärstrategier för att uppnå ett bra resultat.
Tekniska plaster för svarvning i Schweiz
Schweizersvarvning är inte begränsat till metaller. Många tekniska plaster kan bearbetas effektivt med denna metod:
| Material | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|
| PEEK | Hög temperaturbeständighet, kemisk stabilitet | Medicinska implantat, komponenter för flyg- och rymdindustrin |
| Delrin/Acetal | Låg friktion, dimensionsstabilitet | Precisionsväxlar, lager, bussningar |
| PTFE | Exceptionell kemisk beständighet, låg friktion | Tätningar, komponenter för kemikaliehantering |
| Nylon | Slagtålighet, självsmörjande | Slitdelar, elektriska isolatorer |
| UHMW | Nötningsbeständighet, slaghållfasthet | Utrustning för livsmedelsbearbetning, delar till transportörer |
Tekniska plaster kräver ofta andra skärstrategier än metaller. Till exempel måste skäreggsgeometrin och matningshastigheterna justeras för att förhindra smältning eller flisning. Med rätt inställning kan Swiss turning uppnå enastående ytfinhet på plastkomponenter utan sekundära operationer.
Exotiska och specialiserade material
Inconel och högtemperaturlegeringar
Inconel och andra nickelbaserade superlegeringar kan bearbetas med Schweizersvarvning, även om de innebär stora utmaningar på grund av sina härdningsegenskaper och värmebeständighet. Dessa material är avgörande för tillämpningar inom flyg- och energisektorn där extrem temperaturstabilitet krävs.
Enligt min erfarenhet kräver framgångsrik svarvning av Inconel rigida maskinuppställningar, specialverktyg och ofta lägre skärhastigheter jämfört med konventionella material. Den förhöjda kostnaden för dessa material understryker också vikten av att få rätt delar första gången.
Ädelmetaller
Inom smyckestillverkning, medicinteknik och vissa elektroniktillämpningar kan svarvning användas för bearbetning av ädelmetaller som guld, silver och platina. Precisionen i längdsvarvning gör den lämplig för dessa högvärdiga material där materialspillet måste minimeras.
På PTSMAKE har vi implementerat specialiserade materialinsamlingssystem när vi arbetar med ädelmetaller för att säkerställa maximal materialåtervinning och kostnadseffektivitet.
Överväganden vid materialval för svarvning i Schweiz
När jag väljer material till mina svarvprojekt tar jag hänsyn till flera faktorer:
- Dimensionella krav: Material som bibehåller dimensionsstabiliteten under bearbetningen är att föredra för arbeten med snäva toleranser.
- Produktionsvolym: Vissa material bearbetas snabbare än andra, vilket påverkar kostnadseffektiviteten för högvolymkörningar.
- Miljö för slutanvändare: Korrosionsbeständighet, temperaturprestanda och slitageegenskaper ska motsvara applikationens krav.
- Index för maskinbearbetning: Material med högre bearbetbarhet ger i allmänhet bättre ytfinhet och längre verktygslivslängd.
Stångmaterialets kvalitet är också avgörande för hur framgångsrik svarvningen blir. Inkonsekvent material eller dålig rakhet kan orsaka vibrationsproblem i styrbussningen, vilket leder till dimensionsproblem och dålig ytfinhet.
Materialspecifika bearbetningsparametrar
Olika material kräver specifika skärparametrar för optimalt resultat vid svarvning i Schweiz:
Justering av skärhastighet
Mjukare material som aluminium och mässing tål högre skärhastigheter, ofta 2-3 gånger snabbare än vad som är möjligt med rostfritt stål eller titan. Detta påverkar cykeltiderna och produktionskostnaderna avsevärt.
Verktygsval och geometri
Hårdmetallverktyg fungerar bra för de flesta material, men vissa tillämpningar drar nytta av specialiserade alternativ:
- Diamantbelagda verktyg för icke-järnhaltiga och slipande material
- Keramiska skär för högtemperaturlegeringar
- PCD (polykristallin diamant) för vissa icke-järnmetaller och kompositer
Rätt verktygsgeometri - inklusive spånvinklar, frigångsvinklar och eggpreparering - måste anpassas till materialets egenskaper för optimal skärprestanda.
Vilka är kostnadsfördelarna med att använda CNC-svetsning?
Har du någonsin undrat varför vissa precisionsdetaljer kostar betydligt mindre samtidigt som de håller exceptionell kvalitet? Eller har du kanske kämpat med att balansera tillverkningskostnaderna utan att ge avkall på precisionen? Dessa utmaningar kan vara avgörande för din produktionsbudget när du arbetar med komplexa komponenter med hög precision.
CNC-svarvning ger betydande kostnadsfördelar genom effektiv materialanvändning, minskade arbetskostnader, minimala sekundära operationer och minskat verktygsslitage. Denna avancerade bearbetningsprocess ger överlägsen precision samtidigt som den avsevärt sänker styckkostnaderna för små, komplexa komponenter i högvolymsproduktion.

Förstå ekonomin i CNC-svarvning i Schweiz
Vid utvärdering av tillverkningsmetoder för precisionskomponenter är det ofta kostnadsaspekten som styr beslutsfattandet. CNC-svarvning framstår som en exceptionellt kostnadseffektiv lösning för specifika tillämpningar. På PTSMAKE har jag hjälpt många kunder att övergå till Schweizisk svarvning och sett hur det förändrar deras produktionsekonomi.
Optimering av materialanvändning
En av de mest betydande kostnadsfördelarna med Swiss turning är det överlägsna materialutnyttjandet. Till skillnad från konventionella svarvprocesser som kan kräva mer material för arbetsupphåll, stödjer styrbussningssystemet vid Swiss turning arbetsstycket i direkt anslutning till där skärningen sker.
Denna närhet översätts till:
- Mindre materialspill per detalj (typiskt 15-30% materialbesparing)
- Möjlighet att arbeta med dyra material på ett mer effektivt sätt
- Minskade lagerkostnader för råmaterial
För en kund inom flyg- och rymdindustrin flyttade vi produktionen av titankomponenter till våra svarvar, vilket resulterade i materialkostnadsminskningar på 22% med bibehållna identiska specifikationer.
Minskade arbetskostnader
Arbetskraften utgör en betydande del av tillverkningskostnaderna. Schweizisk svarvning minskar dessa kostnader dramatiskt genom:
- Kompletta detaljer i en enda uppställning (jämfört med flera maskinuppställningar)
- Minimal insats från operatören krävs
- Förmåga att arbeta obevakat under längre perioder
- Högre produktionshastighet per arbetstimme
Vår produktionsanläggning demonstrerar denna effektivitet dagligen - en operatör kan övervaka flera schweiziska maskiner samtidigt, vilket dramatiskt minskar arbetskostnaden per detalj.
Eliminering av sekundära verksamheter
Traditionell maskinbearbetning kräver ofta flera sekundära operationer som ökar kostnaderna:
| Drift | Konventionell CNC | Schweizisk svarvning |
|---|---|---|
| Delöverföring mellan maskiner | Krävs | Eliminerad |
| Sekundär avgradning | Behövs ofta | Minimal/Någon |
| Ytterligare infästning | Flera inställningar | Enkel installation |
| Kvalitetskontroller mellan operationer | Krävs | Konsoliderad |
Genom att eliminera dessa steg minskar Swiss turning:
- Arbetskostnader för sekundär hantering
- Kostnader för utrustning för ytterligare arbetsstationer
- Tidsfördröjningar mellan operationer
- Potentiella kvalitetsproblem från flera inställningar
Faktorer för produktionseffektivitet
Förbättringar av cykeltiden
Schweizisk svarvning uppnår snabbare cykeltider genom flera mekanismer:
- Samtidiga operationer med flera verktyg
- Kontinuerlig materialmatning utan stopp för påfyllning av delar
- Högre skärhastigheter tack vare överlägset stöd för arbetsstycket
- Minskad tid utan bearbetning (verktygsbyten, överföring av delar)
Enligt min erfarenhet är cykeltidsförkortningar på 30-50% jämfört med konventionell svarvning vanliga för lämpliga detaljer.
Förlängning av verktygens livslängd
Verktygskostnader kan tyckas små, men de ökar avsevärt vid produktion av stora volymer. För dynamisk styvhet8 av schweiziska maskiner förlänger verktygens livslängd med:
- Upprätthålla konsekventa skärförhållanden
- Minskar vibrationerna under bearbetningen
- Stödjer arbetsmaterialet närmare skärzonen
- Ger bättre termisk stabilitet under skärning
Våra produktionsdata visar att verktygens livslängd förbättras med 25-40% för de flesta applikationer jämfört med konventionell svarvning.
Överväganden om energieffektivitet
Moderna schweiziska svarvar är anmärkningsvärt energieffektiva tack vare:
- Kompakt fotavtryck som kräver mindre utrymme i anläggningen
- Mindre motorer som förbrukar mindre el
- Minskade krav på kylvätska
- Mindre energislöseri vid materialhantering mellan olika arbetsmoment
Dessa effektivitetsförbättringar leder direkt till lägre omkostnader och minskad miljöpåverkan.
Bästa applikationerna för kostnadsoptimering
Schweizisk svarvning erbjuder många fördelar, men det är viktigt att förstå var den ger de största kostnadsfördelarna för att maximera avkastningen på investeringen:
Idealisk delkaraktäristik
Schweizisk svarvning ger de mest betydande kostnadsfördelarna för:
- Delar med liten diameter (vanligtvis under 32 mm)
- Komponenter som kräver snäva toleranser (±0,0005" eller bättre)
- Komplexa geometrier som kräver både fram- och bakbearbetning
- Höga produktionsvolymer där installationskostnader kan skrivas av
- Delar med längd/diameter-förhållande större än 3:1
Överväganden om volym
Ekonomin förbättras dramatiskt i stor skala:
- Låga volymer (100-500): Installationskostnader kan uppväga besparingar per del
- Medelstora volymer (500-5 000): Break-even-punkt där besparingar blir uppenbara
- Höga volymer (5.000+): Maximal kostnadsfördel uppnås genom effektivitet
På PTSMAKE hjälper vi kunderna att analysera denna skärningspunkt mellan detaljens komplexitet och produktionsvolymen för att avgöra när svarvning blir den mest kostnadseffektiva lösningen.
Materialkostnadsfaktorer
Kostnadsdynamiken förändras avsevärt beroende på material:
- Dyra material (titan, Inconel, rostfritt av medicinsk kvalitet): Enbart materialbesparingar motiverar ofta Schweizisk svarvning
- Standardmaterial (aluminium, mässing, mjukt stål): Arbets- och effektivitetsbesparingar blir viktigare faktorer
- Svårbearbetade material: Förbättrad verktygslivslängd ger betydande kostnadsfördelar
Jämförande kostnadsanalys
När man jämför tillverkningsmetoder ger svarvning konsekvent kostnadsfördelar för lämpliga applikationer:
- 15-40% lägre styckkostnader jämfört med konventionell svarvning för komplexa små detaljer
- 20-35% kostnadsreduktion jämfört med malning plus sekundära operationer
- 25-50% besparingar jämfört med skruvmaskinsproduktion för precisionskomponenter
Det här är inte bara teoretiska siffror - det är verkliga besparingar som vi har dokumenterat för kunder inom branscher som medicinteknik, flyg- och rymdindustrin samt elektroniktillverkning.
Genom att förstå denna kostnadsdynamik kan tillverkarna fatta välgrundade beslut om när de ska utnyttja den schweiziska svarvtekniken för att få maximal ekonomisk nytta och samtidigt bibehålla den precision som deras applikationer kräver.
Hur säkerställer man kvalitetskontroll vid CNC-svarvning i Schweiz?
Har du någonsin fått precisionsdelar som inte uppfyllde specifikationerna trots löften om "högkvalitativ" Schweizisk svarvning? Eller ännu värre, upptäckt kvalitetsproblem först efter att komponenterna installerats i din slutmontering? Frustrationen och kostnaderna i samband med undermåliga svarvade delar kan få även de mest noggrant planerade projekt att spåra ur.
Kvalitetskontroll i CNC-svarvning kräver systematiska inspektionsprotokoll, korrekt maskinunderhåll, operatörsutbildning och statistisk processtyrning. Genom att genomföra dessa åtgärder tillsammans med materialverifiering och miljökontroller kan tillverkarna konsekvent producera komponenter med hög precision som uppfyller exakta specifikationer.

Förstå den kritiska karaktären hos kvalitetskontrollen av svarvning i Schweiz
Schweiziska svarvar är kända för att tillverka extremt exakta, komplexa detaljer med snäva toleranser. Den automatiserade karaktären hos dessa maskiner möjliggör hög produktivitet, men denna effektivitet kan snabbt bli en belastning utan lämpliga åtgärder för kvalitetskontroll. En defekt del kan potentiellt leda till tusentals komponenter som inte överensstämmer med kraven innan problemet upptäcks.
Min erfarenhet av att leda svarvningsverksamheten på PTSMAKE har visat att kvalitetskontrollen måste vara integrerad i hela produktionsprocessen och inte bara tillämpas som ett sista kontrollsteg. Detta holistiska synsätt är avgörande för att upprätthålla den exceptionella precision som gör Schweizisk svarvning värdefull i första hand.
Nyckelkomponenter i ett effektivt kvalitetskontrollsystem för Swiss Turning
Kvalitetsmätningar före produktion
Innan några chips börjar flyga måste flera viktiga rutiner för kvalitetskontroll vara på plats:
Verifiering av material
Kvaliteten på inkommande material har en direkt inverkan på slutprodukten. Vi kontrollerar alltid att materialcertifieringen stämmer överens med specifikationerna och utför tester för att bekräfta sammansättning och egenskaper. Jag har sett många projekt misslyckas helt enkelt för att materialet inte uppfyllde kraven på hårdhet eller draghållfasthet.
Programverifiering och simulering
Moderna CNC-svarvar möjliggör programsimulering före den faktiska produktionen. Denna kapacitet hjälper till att identifiera potentiella problem med verktygsbanor, spel eller andra programmeringsfel som kan påverka kvaliteten. På PTSMAKE använder vi avancerad simuleringsprogramvara för att eliminera programmeringsproblem innan de blir kvalitetsproblem.
Första artikeln Inspektion
En omfattande inspektion av första artikeln innebär att alla kritiska mått som anges i de tekniska ritningarna mäts. Detta steg ger en avgörande validering av att processen kan uppfylla kraven innan full produktion påbörjas.
Åtgärder för kvalitetskontroll under processens gång
Under produktionen bidrar flera åtgärder till att upprätthålla en jämn kvalitet:
Statistisk processtyrning (SPC)
SPC9 innebär övervakning och styrning av processer genom statistisk analys av mätdata. Genom att upprätta styrdiagram för kritiska dimensioner kan operatörerna upptäcka trender innan de resulterar i delar som inte uppfyller kraven.
Regelbunden intervallprovtagning
I stället för att enbart förlita oss på slutinspektioner genomför vi provtagning med förutbestämda intervall baserat på detaljens komplexitet och volym. Dessa prover genomgår dimensionell verifiering mot specifikationerna.
Övervakning av verktygsslitage
Verktygsslitage har en betydande inverkan på detaljkvaliteten vid svarvning i Schweiz. Regelbundna verktygsinspektioner och schemalagda verktygsbyten förhindrar att kvaliteten försämras när verktygen slits.
Avancerad övervakningsteknik
Kvalitetskontrollen av modern Schweizisk svarvning har revolutionerats genom avancerade övervakningssystem:
| Teknik | Funktion | Kvalitet Förmån |
|---|---|---|
| Mätning i process | Mäter automatiskt kritiska detaljer under bearbetningen | Omedelbar upptäckt av dimensionsavvikelser |
| Sensorer för akustisk emission | Upptäcker onormala skärförhållanden | Tidig identifiering av verktygsslitage eller -brott |
| Värmekameror | Övervakar temperaturstabiliteten | Förhindrar problem med värmeutvidgning |
| System för oljeanalys | Övervakar skärvätskans tillstånd | Bibehåller optimala skärförhållanden |
Miljöfaktorer som påverkar kvaliteten på svarvning i Schweiz
Verkstadsmiljön spelar en förvånansvärt viktig roll i kvalitetskontrollen av svarvning. Temperaturfluktuationer kan orsaka termisk expansion eller kontraktion av både maskinen och arbetsstycket, vilket potentiellt kan påverka måtten med flera mikrometer - tillräckligt för att kassera precisionsdelar.
På PTSMAKE har vi temperaturkontrollerade produktionsområden för vår Schweiziska svarvning, särskilt för högprecisionskomponenter inom medicin och flyg. Vi har upptäckt att investeringar i miljökontroller faktiskt minskar kostnaderna i det långa loppet genom att minimera skrot och omarbetningar.
Viktiga miljöhänsyn:
- Temperaturstabilitet (hålls normalt inom ±1°C)
- Kontroll av luftfuktighet (för att förhindra korrosion och bibehålla materialets stabilitet)
- Vibrationsisolering (särskilt viktigt för delar med mikroprecision)
- Luftkvalitet (filtrering för att förhindra kontaminering och slipande partiklar)
System för dokumentation och spårbarhet
Dokumentationen av kvalitetskontrollen har flera syften inom svarvningsverksamheten:
- Validering av processer - Bevisar att processen konsekvent uppfyller kraven
- Spårbarhet - Koppling av varje detalj till specifika produktionsdata
- Kontinuerlig förbättring - Tillhandahålla data för kontinuerlig processförbättring
- Krav från kunder - Uppfyller branschstandarder som AS9100 eller ISO 13485
Jag har märkt att införandet av ett modernt MES-system (Manufacturing Execution System) integrerat med inspektionsutrustning avsevärt förbättrar dokumentationens effektivitet och noggrannhet. Automatiserad datainsamling eliminerar mänskliga fel vid registrering av mätningar och ger kvalitetsinformation i realtid.
Personalens kvalifikationer och utbildning
Det mänskliga elementet är fortfarande avgörande trots den automatiserade karaktären hos Swiss turning. På PTSMAKE investerar vi mycket i utbildningsprogram för operatörer som omfattar:
- Teknisk kompetens - Förståelse för mekanik och programmering för Schweizisk svarvning
- Kvalitetsmedvetenhet - Identifiering av potentiella kvalitetsproblem genom syn, ljud och känsel
- Inspektionsförfaranden - Korrekt användning av precisionsmätinstrument
- Förmåga till problemlösning - Systematiskt tillvägagångssätt för att lösa kvalitetsfrågor
Välutbildade operatörer kan ofta upptäcka potentiella kvalitetsproblem innan de yttrar sig i mätbara defekter, helt enkelt genom att lägga märke till subtila förändringar i maskinens ljud eller beteende.
Kalibrerings- och underhållsprogram
Regelbunden kalibrering av inspektionsutrustning och underhåll av svarvar är grundläggande delar av kvalitetskontrollen:
- Schemalagd kalibrering för alla mätinstrument mot spårbara standarder
- Förebyggande underhåll på styrbussningar, spännhylsor och spindellager
- Verifiering av regelbunden geometri för att bekräfta maskinens uppriktning
- Kontroll av termisk stabilitet för att säkerställa att maskinens dimensioner förblir konsekventa
Dessa aktiviteter ska följa ett dokumenterat schema med formella verifieringsprocedurer för att säkerställa att produktionssystemet bibehåller sin förmåga att producera överensstämmande delar.
Läs mer om hur spännhylsesystem förbättrar kvaliteten på dina detaljer och minskar kostnaderna. ↩
Klicka här för att läsa mer om fördelarna med schweizisk bearbetning av precisionskomponenter. ↩
Lär dig mer om detta viktiga bearbetningskoncept och dess inverkan på precisionstillverkningen. ↩
Lär dig mer om hur du förhindrar för tidiga verktygsfel vid bearbetning i Schweiz. ↩
Lär dig hur asymmetrisk detaljkonstruktion påverkar tillverkningseffektiviteten och detaljkvaliteten. ↩
Klicka för att lära dig specialiserade mikromaskineringstekniker för ultrasmå komponenter. ↩
Lär dig hur du förhindrar att titan fastnar i applikationer för precisionsbearbetning. ↩
Läs mer om hur denna maskinkaraktäristik avsevärt sänker dina produktionskostnader. ↩
Lär dig hur SPC drastiskt kan minska antalet defekter i din tillverkning av precisionsdetaljer. ↩






