

Jag ser ofta ingenjörer som kämpar med ritningar som saknar korrekta passformsspecifikationer. Denna förvirring leder till kostsamma produktionsfel och delar som inte monteras på rätt sätt. Jag har sett projekt misslyckas helt enkelt för att någon missförstått kraven på övergångspassform.
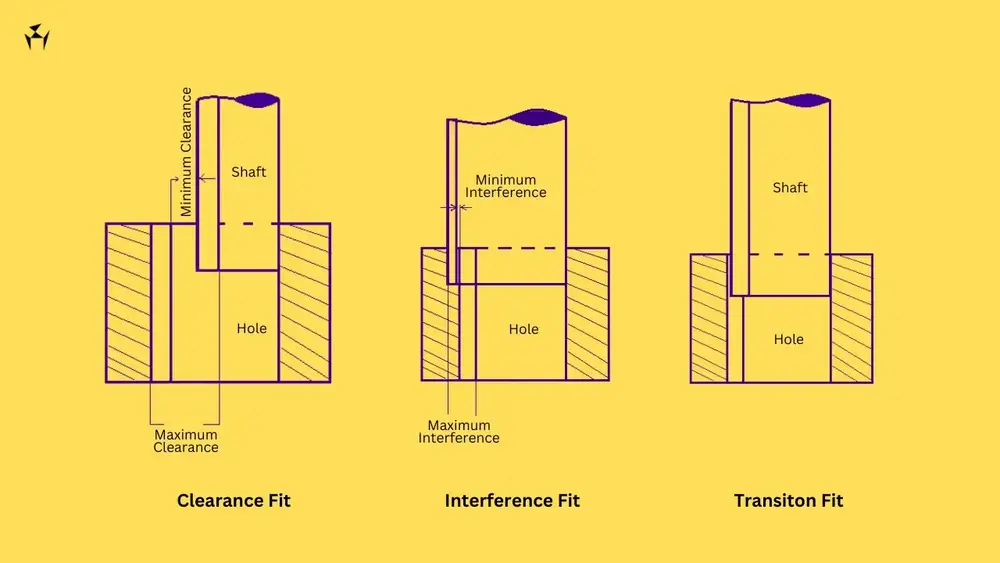
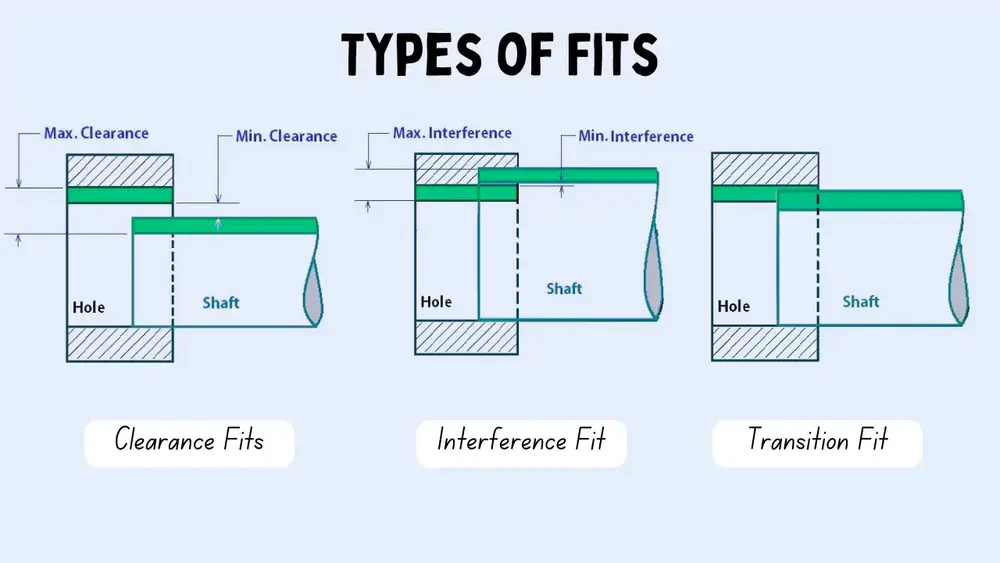
En övergångspassning uppstår när skillnaden mellan ett hål och en axel skapar antingen ett litet spel eller en interferens. Denna passningstyp används ofta i applikationer där delar måste monteras för hand med bibehållen exakt positionering.
Låt mig berätta något intressant om övergångspassningar som många förbiser. Även om dessa passningar kan verka okomplicerade vid första anblicken, erbjuder de faktiskt unika fördelar vid montering. Den lilla interferens eller det lilla spel som de ger kan göra skillnaden mellan en välfungerande maskin och en som går sönder i förtid. Jag ska förklara varför detta är viktigt för ditt nästa projekt.
När skulle du använda en Transition Fit?
Har du någonsin kämpat med delar som varken glider ihop smidigt eller ger ett säkert grepp? Frustrationen över komponenter som antingen sitter för löst eller för hårt kan leda till mardrömmar vid montering, prestandaproblem och kostsamma omarbetningar. Det är en vanlig utmaning som kan avgöra om ditt projekt blir framgångsrikt eller inte.
En övergångspassning är idealisk när du behöver komponenter som kan monteras för hand med lätt kraft och samtidigt bibehålla en rimlig positioneringsnoggrannhet. Denna passformstyp ger ett litet intervall mellan interferens och spel, vilket gör den perfekt för delar som kräver tillfällig demontering eller tillfällig positionering.

Förstå grunderna i övergångsanpassningar
Övergångspassningar är ett mellanting mellan passningar med spel och passningar med interferens. De skapar en unik anslutning där den faktiska passformen kan variera från en liten interferens till ett minimalt spel. De toleranszon axel-till-hål1 spelar en avgörande roll när det gäller att bestämma slutmonteringens egenskaper.
Viktiga kännetecken för övergångsställen
- Minimal till ingen frigång
- Lätt montering krävs
- Lämplig för manuell montering
- Upprätthåller rimlig noggrannhet
- Möjliggör tillfällig demontering
Vanliga tillämpningar av Transition Fits
Tillverkning och montering
Inom precisionstillverkning används övergångspassningar i stor utsträckning för:
- Positionering av bussningar i hus
- Montering av lager på axlar
- Montering av växelkomponenter
- Lokaliseringsstift och dymlingar
- Komponenter för tillfällig fixtur
På PTSMAKE använder vi ofta övergångspassningar i våra CNC-bearbetningsprojekt, särskilt när kunderna behöver komponenter som balanserar enkel montering med positioneringsnoggrannhet.
Branschspecifika applikationer
Olika branscher utnyttjar övergångspassningar för olika ändamål:
| Industri | Exempel på tillämpningar | Viktiga fördelar |
|---|---|---|
| Fordon | Lagerhållare, hjulnav | Enkelt underhåll, konsekvent uppriktning |
| Flyg- och rymdindustrin | Styrbussningar, monteringsfästen | Exakt positionering, vibrationsbeständighet |
| Medicinsk | Instrumenthöljen, apparatramar | Steriliseringskompatibel, tillförlitlig montering |
| Elektronik | Kylflänsar, komponentfästen | Anpassning till termisk expansion, användbarhet |
Urvalskriterier för övergångsanpassningar
Funktionella krav
När du väljer en övergångspassform ska du tänka på:
- Monteringsfrekvens
- Nödvändig positioneringsnoggrannhet
- Driftförhållanden
- Behov av underhåll
- Överväganden om kostnader
Miljöfaktorer
Olika miljöförhållanden påverkar övergångspassningens prestanda:
- Temperaturfluktuationer
- Luftfuktighetsnivåer
- Vibrationsexponering
- Kemisk exponering
- Arbetstryck
Överväganden om design
Toleransanalys
En korrekt toleransanalys säkerställer en framgångsrik implementering av övergångspassning:
- Beräkna maximalt materialtillstånd
- Utvärdera minimalt materialtillstånd
- Beakta toleranser för uppstapling
- Ta hänsyn till värmeutvidgning
- Faktor i tillverkningskapacitet
Val av material
Materialegenskaperna har en betydande inverkan på hur övergångspassningen fungerar:
- Termiska expansionskoefficienter
- Hårdhet på ytan
- Slitstyrka
- Korrosionsbeständighet
- Kostnadseffektivitet
Riktlinjer för tillverkning
Produktionsmetoder
För att uppnå tillförlitlig övergång passar:
- Upprätthålla strikt dimensionell kontroll
- Använd lämpliga ytbehandlingar
- Överväg krav på efterbearbetning
- Implementera korrekta inspektionsmetoder
- Dokumentera monteringsförfaranden
Åtgärder för kvalitetskontroll
Viktiga metoder för kvalitetskontroll inkluderar:
- Regelbunden kalibrering av mätutrustning
- Statistisk processtyrning
- Första artikelinspektionen
- Övervakning av miljötillstånd
- Dokumentation av resultat
Underhåll och service
Procedurer för montering
Bästa praxis för montering:
- Rengör kontaktytorna noggrant
- Använd lämpliga monteringsverktyg
- Applicera ett jämnt tryck
- Övervaka monteringskraften
- Process för sammanställning av dokument
Överväganden vid demontering
Viktiga faktorer för en lyckad demontering:
- Använd rätt extraktionsverktyg
- Använd jämn kraftfördelning
- Övervaka komponenternas skick
- Plan för reservdelar
- Dokumentera underhållshistorik
Kostnadskonsekvenser
Tillverkningskostnader
Faktorer som påverkar produktionskostnaderna:
- Krav på snävare toleranser
- Specifikationer för ytfinish
- Val av material
- Produktionsvolym
- Åtgärder för kvalitetskontroll
Överväganden om livscykeln
Långsiktiga kostnadsfaktorer inkluderar:
- Krav på underhåll
- Frekvens för utbyte av komponenter
- Arbete med montering/demontage
- Påverkan på stilleståndstid
- Behov av verktyg och utrustning
Vad är det främsta skälet till att använda en Transition Fit?
Har du någonsin kämpat med monteringskomponenter som antingen passar för löst eller för hårt? Frustrationen över att hantera delar som inte passar ihop ordentligt kan förvandla en enkel monteringsuppgift till en tidskrävande mardröm, vilket leder till produktionsförseningar och ökade kostnader.
Det främsta skälet till att använda en övergångspassning är att uppnå en exakt balans mellan spel och interferenspassningar. Den ger kontrollerad rörelse mellan passdelarna samtidigt som den bibehåller exakt positionering, vilket gör den idealisk för komponenter som kräver tillfällig montering och demontering.

Förstå mekaniken i övergångspassningar
Övergångspassningar intar en unik position inom teknisk design, mellan spel- och interferenspassningar. De kännetecknas av sina dimensionell tolerans överlappning2, vilket innebär att den maximala axelstorleken kan vara något större än den minsta hålstorleken, eller vice versa.
Viktiga kännetecken för övergångsställen
Hur framgångsrik en övergångspassning blir beror på flera avgörande faktorer:
Kvalitet på ytfinish
- Jämnare ytor minskar friktionen
- Förhindrar slitage under montering
- Förbättrar komponenternas livslängd
Materialegenskaper
- Termiska expansionskoefficienter
- Kompatibilitet med hårdhet
- Slitstyrka
Krav på montering
- Frekvens av demontering
- Lastförhållanden
- Driftsmiljö
Vanliga tillämpningar inom tillverkningsindustrin
På PTSMAKE arbetar vi ofta med övergångspassningar i olika applikationer:
Fordonskomponenter
Övergångspassningar är viktiga inom fordonstillverkningen:
- Montering av lager
- Växelaggregat
- Axelkopplingar
- Hjulnav
Precisionsmaskiner
I precisionsutrustning säkerställer dessa passningar:
- Korrekt uppriktning av roterande komponenter
- Kontrollerad rörelse i glidmekanismer
- Exakt positionering av styrbussningar
Urvalskriterier för övergångsanpassningar
Tänk på dessa faktorer när du väljer en övergångspassform:
| Faktor | Övervägande | Påverkan |
|---|---|---|
| Driftstemperatur | Värmeutvidgningsområde | Påverkar passformens täthet |
| Typ av last | Statiskt kontra dynamiskt | Fastställer erforderlig störning |
| Monteringsmetod | Manuell vs. maskin | Påverkar val av tolerans |
| Miljöförhållanden | Fukt- och dammexponering | Påverkar tätningskraven |
Designöverväganden och bästa praxis
För att optimera applikationer för övergångspassning:
Toleransanalys
- Beräkna toleranser för uppstapling
- Överväg tillverkningskapacitet
- Ta hänsyn till materialvariationer
Riktlinjer för materialval
Välj material baserat på:
- Slitageegenskaper
- Termiska egenskaper
- Överväganden om kostnader
- Miljöfaktorer
Utmaningar och lösningar för tillverkningen
När man arbetar med övergångspassningar uppstår ofta flera utmaningar:
Krav på precision
Att upprätthålla snäva toleranser kräver:
- Avancerade mätsystem
- Temperaturkontrollerade miljöer
- Kvalificerade operatörer
Åtgärder för kvalitetskontroll
Implementera omfattande inspektionsförfaranden:
- Regelbundna kalibreringskontroller
- Statistisk processtyrning
- Dokumentation av kritiska dimensioner
Kostnadskonsekvenser och ekonomiska överväganden
Det är viktigt att förstå de ekonomiska aspekterna av en övergångsanpassning:
Tillverkningskostnader
- Krav på precisionsbearbetning
- Behov av specialverktyg
- Kostnader för kvalitetskontroll
Långsiktiga förmåner
- Minskade underhållskostnader
- Förbättrad monteringseffektivitet
- Förlängd livslängd för komponenter
Strategier för optimering
För att maximera effektiviteten av övergångspassningar:
Designfas
- Använd FEA-analys för spänningsfördelning
- Simulera monteringsförhållanden
- Validera toleransnivåer
Produktionsfas
- Implementera korrekta bearbetningssekvenser
- Övervaka miljöförhållandena
- Upprätthålla strikt kvalitetskontroll
Framtida trender och innovationer
Området för övergångspassningar fortsätter att utvecklas:
Avancerad tillverkningsteknik
- Tillämpningar för 3D-utskrifter
- Integration av smart tillverkning
- Automatiserade inspektionssystem
Väsentliga utvecklingstendenser
- Nya legeringssammansättningar
- Innovationer inom ytbehandling
- Tillämpning av smarta material
Branschstandarder och specifikationer
Genom att följa internationella standarder säkerställs enhetlighet:
ISO-standarder
- ISO 286 för gränsvärden och passningar
- Val av toleransklass
- Krav på ytfinish
Regionala variationer
- ANSI/ASME-standarder
- DIN-specifikationer
- JIS-krav
Hur tajt är en Transition Fit?
Har du någonsin kämpat med delar som inte riktigt passar ihop, trots dina exakta mått? Eller ställts inför det frustrerande dilemmat att komponenterna antingen sitter för löst eller för hårt? Dessa passningsproblem kan förvandla en enkel montering till en mardröm i tillverkningen.
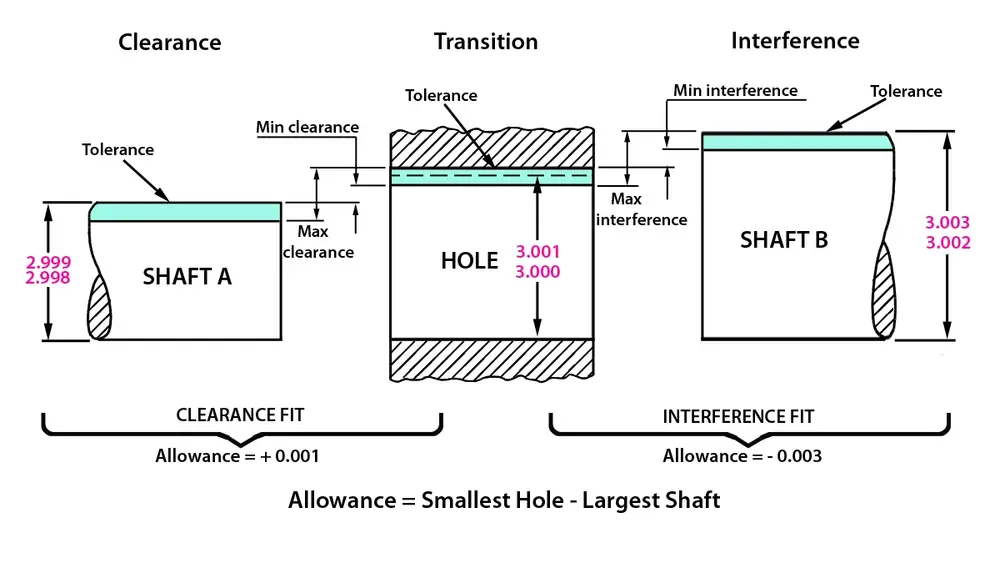
En övergångspassning uppstår när skillnaden mellan axel- och håldimensionen skapar antingen ett litet spel eller interferens, vanligtvis mellan +0,0002 och -0,0004 tum. Denna passformstyp ger en unik balans mellan spel och interferenspassningar.

Förstå grunderna för övergångspassform
Övergångspassningar utgör ett viktigt mellanting inom maskinteknik. De kombinerar egenskaper från både spel- och interferenspassningar, vilket gör dem idealiska för komponenter som kräver exakt positionering samtidigt som de tillåter tillfällig demontering. Den unika aspekten av övergångspassningar ligger i deras statistisk toleransfördelning3, vilket avgör det faktiska passningstillståndet.
Viktiga kännetecken för Transition Fit
- Dimensionell variation
- Krav på montering
- Flexibilitet i tillämpningen
- Överväganden om tillverkning
Vanliga tillämpningar
Övergångspassningar används i stor utsträckning i olika industriella applikationer där exakt positionering är avgörande:
- Lagerinstallationer i hus
- Montering av kugghjul på axlar
- Remskivor och svänghjulsenheter
- Komponenter till precisionsmaskiner
Mätning och beräkning av övergångsanpassningar
Noggrannheten i övergångspassningarna beror på exakta mätningar och beräkningar. Här är en detaljerad uppdelning av standardtoleranserna:
| Fit Class | Tolerans för axel | Tolerans för hål | Typisk tillämpning |
|---|---|---|---|
| FN1 | -0,0002 till +0,0002 | 0 till +0,0004 | Enklare monteringar |
| FN2 | -0,0003 till +0,0001 | 0 till +0,0004 | Montering för medelhög belastning |
| FN3 | -0,0004 till 0 | 0 till +0,0004 | Kraftiga monteringar |
Faktorer som påverkar övergångens passformskvalitet
Materialegenskaper
Valet av material har stor betydelse för hur väl en övergångspassning lyckas. Olika material uppvisar varierande värmeutvidgning och ytegenskaper. På PTSMAKE tar vi noga hänsyn till materialegenskaper när vi rekommenderar specifika toleranser för övergångspassningar till våra kunder.
Temperaturpåverkan
Temperaturvariationer kan påverka passformens mått avsevärt:
- Termisk expansion under drift
- Överväganden om monteringstemperatur
- Materialspecifika expansionshastigheter
Krav på ytfinish
Ytfinishen spelar en avgörande roll för att uppnå optimala övergångspassningar:
- Parametrar för ojämnhet
- Hänsyn till vågighet
- Effekter av ytbehandling
Designöverväganden för övergångspassningar
Tolerans Stack-up analys
Tänk på detta när du konstruerar monteringar med övergångspassningar:
- Komponenttoleranser
- Monteringsordning
- Kumulativa effekter av flera passningar
Val av tillverkningsprocess
Tillverkningsprocessen har stor betydelse för passformens kvalitet:
- Krav på precision i bearbetningen
- Överväganden om kostnader
- Konsekvenser för produktionsvolymen
Åtgärder för kvalitetskontroll
Det är viktigt att genomföra en ordentlig kvalitetskontroll:
- Mätteknik
- Inspektionsförfaranden
- Krav på dokumentation
Bästa praxis för implementering
Förberedelser inför montering Förberedelser
Korrekt förberedelse säkerställer en lyckad montering:
- Rena och skräpfria ytor
- Lämpliga smörjmedel vid behov
- Korrekt val av verktyg
Monteringstekniker
Det är viktigt att följa korrekta monteringsrutiner:
- Överväganden om uppriktning
- Metoder för krafttillförsel
- Temperaturhantering
Överväganden om underhåll
Långsiktig prestanda beror på korrekt underhåll:
- Regelbundna inspektionsscheman
- Krav på smörjning
- Övervakning av slitage
Felsökning av vanliga problem
Problem med passformen
Vanliga problem och lösningar inkluderar:
- Överdriven störning
- Otillräckligt grepp
- Ojämn montering
Förebyggande strategier
Förebyggande åtgärder för att säkerställa en lyckad anpassning:
- Validering av design
- Processtyrning
- Verifiering av materialval
Enligt min erfarenhet på PTSMAKE kräver framgångsrika övergångspassningar noggrann uppmärksamhet på detaljer under hela konstruktions- och tillverkningsprocessen. Vi har utvecklat omfattande rutiner för kvalitetskontroll för att säkerställa att våra bearbetade komponenter uppfyller exakta specifikationer för övergångspassningar. Denna uppmärksamhet på detaljer har hjälpt oss att behålla vår position som en pålitlig partner för precisionstillverkning inom olika branscher.
Vad är skillnaden mellan Free Fit och Close Fit?
Har du någonsin monterat delar bara för att upptäcka att de antingen inte passar ihop eller att de gungar löst? Denna vanliga frustration kan leda till projektförseningar, slöseri med material och försämrad produktkvalitet. Det är en utmaning som får många konstruktörer och ingenjörer att klia sig i huvudet.
Fri passning och nära passning är två distinkta passningstyper inom maskinteknik. Fri passning ger ett stort spelrum mellan passande delar för enkel montering, medan nära passning ger ett minimalt spelrum för exakt inriktning och minskad rörelse mellan komponenterna.
Förstå grunderna i passform
Fri passform Kännetecken
Fria passningar är utformade för att ge ett generöst spelrum mellan passande delar. När det gäller fria passningar kan delar enkelt monteras och demonteras för hand utan några specialverktyg. Dessa passningar är särskilt användbara i situationer där snabbt underhåll eller frekventa byten av delar är nödvändiga.
Den avstånd störning4 i fria passformar varierar vanligtvis från löst till mycket löst, vilket gör dem idealiska för komponenter som:
- Behöver regelbundet underhåll
- Kräver snabb montering
- Måste kunna röra sig fritt i förhållande till varandra
- Fungerar i miljöer med höga temperaturer där värmeutvidgning är ett problem
Egenskaper för nära passform
Nära passningar har minimalt spel mellan de passande delarna, vilket resulterar i en mer exakt montering. Dessa passningar kräver ofta lätt tryck eller försiktig knackning för montering men kan ändå tas isär utan att komponenterna skadas. Nära passningar är viktiga när:
- Exakt positionering krävs
- Komponenterna måste bibehålla inriktningen
- Minimal rörelse mellan delarna är acceptabel
- Bärförmågan är viktig
Praktiska tillämpningar
Fria passformsapplikationer
| Tillämpning | Syfte | Fördelar |
|---|---|---|
| Lager för axlar | Tillåt rotation | Minskad friktion |
| Ledstift | Möjliggör snabb montering | Enkelt underhåll |
| Skyddande överdrag | Underlätta åtkomst | Enkel borttagning |
| Kabelhöljen | Tillåt rörelse | Flexibel routing |
Close Fit-applikationer
| Tillämpning | Syfte | Fördelar |
|---|---|---|
| Precisionsväxlar | Behålla maskor | Smidig drift |
| Justeringsstift | Säkerställ noggrannhet | Stabilt montage |
| Motorhus | Kontrollera koncentriskhet | Minskad vibration |
| Verktygshållare | Säkra verktyg | Exakt maskinbearbetning |
Överväganden om tolerans
Toleranser för fri passform
På PTSMAKE arbetar vi ofta med fripassningstoleranser i våra projekt inom CNC-bearbetning och formsprutning. Fria passningar har vanligtvis större toleranser, vanligtvis i intervallet:
- Hål: +0,2 mm till +0,5 mm
- Axlar: -0,2 mm till -0,5 mm
Dessa större toleranser gör tillverkningen mer ekonomisk och säkerställer enkel montering i produktionsmiljöer.
Toleranser för nära passning
Täta passningar kräver snävare toleranser, vilket kräver mer exakta tillverkningsprocesser. Vanliga toleransintervall inkluderar:
- Hål: +0,01 mm till +0,03 mm
- Axlar: -0,01 mm till -0,03 mm
Överväganden om tillverkning
Materialval Påverkan
Valet av material har stor betydelse för passformsegenskaperna:
- Metallkomponenter håller i allmänhet sina mått bättre än plastdelar
- Termiska expansionshastigheter påverkar passformen över temperaturintervall
- Materialets hårdhet påverkar slitageegenskaperna
- Kraven på ytfinish varierar beroende på passformstyp
Produktionsmetoder
Olika tillverkningsmetoder påverkar passningsnoggrannheten:
CNC-bearbetning
- Erbjuder högsta precision för snäva passningar
- Kan konsekvent hålla snäva toleranser
- Lämplig för både metall- och plastkomponenter
- Möjliggör skapande av komplexa geometrier
Formsprutning
- Kräver noggrant övervägande av krympning
- Fördelarna med korrekt placering av grindarna ger dimensionsstabilitet
- Kan behöva sekundära operationer för exakt passform
- Kostnadseffektiv för högvolymproduktion
Riktlinjer för design
Tips för design av fri passform
När du designar för fria passformer:
- Tänk på monteringsriktning och åtkomlighet
- Ta hänsyn till värmeutvidgning
- Planera för tillräckliga smörjutrymmen
- Inkludera anpassningsfunktioner när det behövs
Tips för design av nära passform
För nära passform, kom ihåg att:
- Specificera krav på ytfinish
- Överväg monteringsmetoder
- Definiera datumreferenser tydligt
- Ta hänsyn till toleranser för uppstapling
Kvalitetskontroll
Inspektionsmetoder
Korrekt inspektion säkerställer att kraven på passform uppfylls:
- Använda precisionsmätinstrument
- Implementera go/no-go-mätare
- Utför regelbundna kalibreringskontroller
- Dokumentera inspektionsresultat
Vanliga problem och lösningar
Felaktig inriktning
- Använd korrekt fixturering under tillverkningen
- Genomföra lämpliga åtgärder för kvalitetskontroll
- Upprätthålla maskinkalibrering
Tolerans Stack-up
- Beakta kumulativa toleranser i sammansättningar
- Använda geometrisk dimensionering och tolerans (GD&T)
- Implementera statistisk processtyrning
I vilket scenario tillämpas vanligtvis en övergångsanpassning?
Har du någonsin kämpat med att välja rätt passform för dina mekaniska enheter? Frustrationen över att delar sitter för löst eller för hårt kan leda till kostsamma produktionsförseningar och kvalitetsproblem. Det är en vanlig utmaning som kan vara avgörande för eller stjälpa ditt tillverkningsprojekt.
En övergångspassning används vanligtvis i situationer där komponenter behöver både tillfällig rörelse och säker positionering. Denna passningstyp tillåter initial glidning eller rotation under montering men ger interferens i slutpositionen, vilket gör den idealisk för delar som kräver exakt inriktning och kontrollerad rörelse.
Förstå de grundläggande principerna för övergångspassningar
Övergångspassningar utgör en unik kategori inom maskinteknik där axelns och hålets toleranszoner överlappar varandra. Detta skapar en situation där passningen kan vara antingen spelande eller interfererande, beroende på de faktiska storlekarna inom toleransområdet. Den radiell störning5 varierar beroende på de specifika dimensionerna och tillverkningsprecisionen.
Viktiga kännetecken för övergångsställen
- Variabel karaktär: Kan fungera som antingen clearance eller interference fit
- Kontrollerad montering: Kräver noggrann uppriktning och måttlig kraft
- Reversibel anslutning: Möjliggör demontering vid behov
- Temperaturkänslighet: Prestanda kan variera med temperaturförändringar
Vanliga tillämpningar inom tillverkningsindustrin
Monteringsverksamhet
Övergångspassningar är särskilt värdefulla i tillverkningsscenarier där:
- Komponenterna behöver flexibilitet vid initial justering
- Slutligt läge kräver stabilitet
- Regelbunden tillgång till underhåll är nödvändig
- Temperaturvariationer påverkar komponenternas dimensioner
Branschspecifika användningsområden
| Industri | Exempel på tillämpning | Fördelar |
|---|---|---|
| Fordon | Växelaggregat | Exakt uppriktning med kontrollerad rörelse |
| Flyg- och rymdindustrin | Lagerinstallationer | Temperaturkompenserad armatur |
| Elektronik | Montering av kylfläns | Anpassning till termisk expansion |
| Medicintekniska produkter | Komponenter till precisionsinstrument | Kontrollerad monteringskraft |
Urvalskriterier för övergångsanpassningar
Tekniska överväganden
På PTSMAKE tar vi hänsyn till flera faktorer när vi rekommenderar övergångspassformer:
Driftstemperaturområde
- Omgivande förhållanden
- Termiska expansionskoefficienter för material
- Temperaturcyklingseffekter
Krav på belastning
- Statiska krafter
- Dynamiska belastningar
- Behov av stötdämpning
Monteringsmetoder
- Funktioner för manuell montering
- Krav på automatiserad montering
- Behov av specialverktyg
Materialkompatibilitet
Olika materialkombinationer kräver särskilda överväganden när det gäller övergångspassformen:
Metall-till-metall
- Matchning av termisk expansion
- Krav på ytfinish
- Förebyggande av korrosion
Metall-till-plast
- Krypbeteende
- Miljömässig stabilitet
- Spänningsfördelning
Riktlinjer för design och bästa praxis
Val av tolerans
Rätt val av tolerans är avgörande för framgångsrika övergångspassningar:
Överväganden om grundläggande storlek
- Komponentens mått
- Tillverkningskapacitet
- Inspektionsmetoder
Krav på ytfinish
- Specifikationer för grovhet
- Behov av behandling
- Överväganden kring ytbeläggning
Val av tillverkningsprocess
Valet av tillverkningsprocess har stor betydelse för hur väl transition fit lyckas:
| Process | Fördelar | Begränsningar |
|---|---|---|
| CNC-bearbetning | Hög precision | Högre kostnad för komplexa geometrier |
| Formsprutning | Kostnadseffektivt för stora volymer | Hänsyn till verktygsslitage |
| 3D-utskrift | Flexibilitet för prototyper | Begränsade materialalternativ |
Kvalitetskontroll och verifiering
Mätteknik
Dimensionell inspektion
- Koordinera mätmaskiner
- Digitala mikrometrar
- Borrmätare
Test av montering
- Kontroll av passform
- Bedömning av rörelse
- Belastningstestning
Validering av prestanda
Funktionell testning
- Rörelsemotstånd
- Stabilitet i position
- Termisk cykling
Långsiktig övervakning
- Förslitningsmönster
- Krav på underhåll
- Försämrad prestanda
Felsökning av vanliga problem
Problem med monteringen
Svår installation
- Felaktig uppriktning
- Överdriven störning
- Problem med ytfinishen
Lösa passningar
- Toleransuppställning
- Materialdeformation
- Temperaturpåverkan
Förebyggande åtgärder
Designfas
- Grundlig toleransanalys
- Granskning av materialval
- Planering av monteringsprocessen
Tillverkningsfas
- Implementering av processtyrning
- Protokoll för kvalitetsinspektion
- Miljökontroll
Genom min erfarenhet på PTSMAKE har jag insett att framgångsrika applikationer med övergångspassning kräver ett balanserat förhållningssätt till design, tillverkning och kvalitetskontroll. Genom att förstå dessa faktorer kan man säkerställa tillförlitlig komponentmontering och långsiktig prestanda.
Vad är förhållandet mellan Close Fit och Free Fit?
Har du någonsin funderat över delar som inte passar ihop ordentligt? Frustrationen över komponenter som antingen sitter för löst eller för hårt kan vara förödande. Oavsett om det handlar om axlar, lager eller andra passande delar kan fel passform leda till kostsamma fel och produktionsförseningar.
Nära passning och fri passning är två olika passningsförhållanden inom maskinteknik. Nära passning ger minimalt spel mellan passande delar för exakt inriktning, medan fri passning ger mer spel för enkel montering och relativ rörelse. Valet mellan dem beror på dina specifika applikationskrav.
Förstå de grundläggande begreppen
Egenskaper för nära passform
Nära passning, även känd som övergångspassning, skapar en tät anslutning mellan passande delar. Denna typ av passning upprätthåller exakt positionering och inriktning samtidigt som den möjliggör montering utan överdriven kraft. Enligt min erfarenhet på PTSMAKE är nära passningar avgörande för applikationer som kräver hög noggrannhet och minimal rörelse mellan komponenterna.
Fri passform Kännetecken
Fri passning ger ett stort spel mellan de passande delarna, vilket gör det enkelt att montera och demontera. Denna passningstyp tillåter relativ rörelse mellan komponenter och är idealisk när delar behöver underhållas eller bytas ut ofta. Den avräkningsersättning6 mellan delarna kan variera från måttlig till betydande beroende på specifika krav.
De viktigaste skillnaderna mellan Close Fit och Free Fit
| Aspekt | Nära passform | Fri passform |
|---|---|---|
| Rensning | Minimal | Betydande |
| Församlingens arbete | Måttlig | Lätt |
| Rörelse | Begränsad | Gratis |
| Tillämpningar | Precisionsutrustning | Allmänna maskiner |
| Underhåll | Mindre frekvent | Regelbunden tillgång |
Tillämpningar och användningsområden
Close Fit-applikationer
- Lagerinstallationer med precision
- Axel-nav-förbindelser i höghastighetsmaskiner
- Montering av kugghjul på axlar
- Uppriktningskritiska komponenter
- Mätinstrument med hög noggrannhet
Fria passformsapplikationer
- Snabbväxlande verktygssystem
- Underhållsintensiva maskindelar
- Miljöer med varierande temperatur
- Komponenter till monteringslinjen
- Avtagbara skydd och kåpor
Kritiska överväganden för urval
Krav på prestanda
Valet mellan nära passform och fri passform har stor betydelse för systemets prestanda. Nära passform erbjuder vanligtvis:
- Bättre koncentriskhet
- Minskad vibration
- Högre noggrannhet
- Bättre lastfördelning
Fria passformer tillhandahålls:
- Lättare åtkomst för underhåll
- Bättre värmeavledning
- Förenklad montering
- Lägre produktionskostnader
Miljöfaktorer
Temperaturförändringar, luftfuktighet och driftsförhållanden påverkar valet av passform:
- Tät passform kan bli problematisk i varierande temperaturer
- Fria passformer tar upp värmeutvidgning bättre
- Dammiga miljöer kan kräva tätare passform
- Smörjningskraven skiljer sig åt mellan olika passformstyper
Konsekvenser för tillverkningen
Produktionstoleranser
Kraven på tillverkningstoleranser varierar avsevärt:
- Täta passningar kräver snävare toleranser
- Fri passform ger bredare toleransintervall
- Produktionskostnaderna ökar med snävare toleranser
- Kraven på kvalitetskontroll skiljer sig åt
På PTSMAKE har vi strikta toleranskontrollsystem för att säkerställa en jämn passformskvalitet på alla tillverkade komponenter. Våra avancerade CNC-bearbetningscentra uppnår toleranser så snäva som ±0,01 mm för kritiska applikationer med nära passform.
Materialöverväganden
Materialegenskaperna påverkar valet av passform:
- Termiska expansionskoefficienter
- Materialets hårdhet
- Krav på ytfinish
- Slitageegenskaper
Gemensamma utmaningar och lösningar
Frågor om montering
Täta passningar innebär ofta monteringsutmaningar:
- Risk för urgröpning eller kärvning
- Behov av speciella monteringsverktyg
- Temperaturbaserade monteringstekniker
- Krav på korrekt uppriktning
Fria passformer kan möta olika problem:
- Överdriven rörelse
- Buller under drift
- Slitage från rörelse
- Stabilitet i uppriktningen
Överväganden om underhåll
Olika passformstyper kräver olika underhållsmetoder:
- Nära passformar kräver ofta mindre frekvent underhåll
- Fria passformer underlättar byte av komponenter
- Kraven på smörjning varierar
- Slitagemönster skiljer sig avsevärt
Kostnadskonsekvenser
Tillverkningskostnader
- Täta passningar kräver mer exakt bearbetning
- Fria passformer ger mer ekonomisk produktion
- Verktygskostnaderna varierar beroende på passformstyp
- Inspektionskrav påverkar kostnaderna
Kostnader för livscykeln
Långsiktiga överväganden inkluderar:
- Underhållsfrekvens
- Byte av komponent
- Stilleståndstid för reparationer
- Systemets övergripande tillförlitlighet
Bästa praxis för implementering
Designfas
- Beakta driftsförhållandena
- Utvärdera underhållsbehov
- Redogörelse för monteringsmetoder
- Planera för termiska effekter
Kvalitetskontroll
- Implementera lämpliga inspektionsmetoder
- Upprätthålla detaljerad dokumentation
- Upprätta tydliga acceptanskriterier
- Övervaka monteringsprocesser
Vad är den bästa definitionen av en Clearance Fit?
Har du någonsin monterat mekaniska delar och märkt att det finns ett mellanrum mellan dem? Kanske har du kämpat med komponenter som borde passa ihop men som inte är perfekt inriktade? Den här vanliga utmaningen kan leda till allvarliga monteringsproblem och produktfel om den inte förstås på rätt sätt.
En passning med spel är en typ av mekanisk passning där den inre delen (axeln) är mindre än den yttre delen (hålet), vilket skapar ett mellanrum mellan dem. Denna konstruktion gör det enkelt att montera och möjliggör relativ rörelse mellan komponenterna samtidigt som funktionen bibehålls.
Förstå grunderna i Clearance Fits
Passningar med spel är grundläggande inom maskinteknik och tillverkning. På PTSMAKE arbetar vi regelbundet med olika spelpassningar för att säkerställa optimal montering av komponenter. Grundprincipen innebär att man skapar ett medvetet utrymme mellan passande delar, där håldiametern är större än axeldiametern.
Viktiga komponenter i Clearance Fits
- Nominell storlek: Den grundläggande teoretiska storleken på detaljen
- Faktisk storlek: Den uppmätta storleken efter tillverkning
- Diametralt spelrum7: Skillnaden mellan hål- och axeldiametrar
Typer av passformar för spelrum
Olika applikationer kräver olika nivåer av behörighet. Här är en omfattande uppdelning:
Löpande passform
Dessa passningar möjliggör relativ rörelse mellan delar samtidigt som inriktningen bibehålls. Vanliga applikationer inkluderar:
- Roterande axlar i lager
- Glidande mekanismer
- Linjära rörelsesystem
Glidande passform
Utformad för delar som måste glida eller röra sig lätt:
- Styrningar för verktygsmaskiner
- Kolvar för bilar
- Hydrauliska cylindrar
Lösa passningar
Används där exakt uppriktning inte är kritisk:
- Jiggar för montering
- Tillfällig upphängning
- Icke-kritiska komponenter
Standarder och toleranser för passform vid spel
Följande tabell visar vanliga toleranser för spelpassningar enligt ISO-standarder:
| Fit Class | Beskrivning | Typiska tillämpningar | Rymdavstånd |
|---|---|---|---|
| H7/g6 | Nära körning | Precisionsmaskiner | 0,005-0,020 mm |
| H8/f7 | Fri löpning | Allmänna maskiner | 0,020-0,060 mm |
| H9/e8 | Lösa löpningar | Jordbruksutrustning | 0,060-0,160 mm |
Faktorer som påverkar val av passform för röjning
När man utformar passformer för frigång måste man ta hänsyn till flera faktorer:
Driftförhållanden
- Temperaturvariationer
- Hastighet för drift
- Krav på smörjning
- Miljöfaktorer
Materialegenskaper
- Termiska expansionskoefficienter
- Ytfinish
- Materialets hårdhet
- Slitageegenskaper
Bästa praxis för att implementera godkännanden
På PTSMAKE har vi utvecklat specifika riktlinjer för optimal implementering av clearance fit:
- Tänk på monteringsprocessen
- Ta hänsyn till värmeutvidgning
- Utvärdera drifthastigheterna
- Faktor i smörjmetoder
- Bedöma underhållsbehov
Vanliga tillämpningar inom industrin
Olika industrier använder passformar för olika ändamål:
Fordonsindustrin
- Motorkomponenter
- Överföringssystem
- Delar till hjulupphängning
Tillämpningar inom flyg- och rymdindustrin
- Landningsställets mekanismer
- Kopplingar till styrytan
- Bränslesystemets komponenter
Tillverkningsutrustning
- Spindlar för verktygsmaskiner
- Transportörsystem
- Utrustning för monteringslinje
Felsökning av problem med passform för spelrum
Vanliga problem och lösningar inkluderar:
Överdriven clearance
- Orsaker till detta: Dålig toleranskontroll, förslitning
- Lösningar: Snävare toleranser, uppgraderingar av material
Otillräcklig klarering
- Orsaker: Värmeutvidgning, felinställning
- Lösningar: Korrekt toleransberäkning, förbättrad konstruktion
Designöverväganden för optimal passform för spelrum
Tänk på detta när du utformar passformar för frigång:
- Lastförhållanden
- Krav på hastighet
- Miljöfaktorer
- Metoder för montering
- Tillträde för underhåll
Kvalitetskontroll och inspektion
För att säkerställa korrekt spel krävs passform:
Mätmetoder
- Mikrometrar
- Borrmätare
- CMM-maskiner
- Digitala skjutmått
Krav på dokumentation
- Inspektionsrapporter
- Toleransspecifikationer
- Materialcertifikat
- Monteringsanvisningar
Framtida trender inom Clearance Fit-applikationer
Fältet fortsätter att utvecklas med:
- Avancerade material
- Smart tillverkning
- Automatiserad inspektion
- Digital tvillingteknik
- AI-driven designoptimering
Genom vår erfarenhet på PTSMAKE har vi sett hur rätt val av passform för spelning har en betydande inverkan på produktens prestanda och tillförlitlighet. Att förstå dessa grundläggande principer hjälper ingenjörer och konstruktörer att fatta välgrundade beslut för sina specifika applikationer.
När ska man använda Interference Fit?
Har du någonsin kämpat med delar som hela tiden lossnar eller komponenter som inte håller sig i linje? Frustrationen över att hantera misslyckade enheter på grund av felaktiga passningsval kan vara överväldigande, särskilt när precision och tillförlitlighet inte är förhandlingsbara.
Interferenspassning ska användas när det krävs en permanent, stark anslutning mellan delar. Denna passningsmetod skapar en säker fog genom att göra axeln något större än hålet, vilket resulterar i materialkompression vid montering, perfekt för applikationer med högt vridmoment och tung belastning.
Förståelse av interferens Grunderna i Fit
Interferenspassning, även känd som presspassning eller kraftpassning, är en viktig monteringsmetod inom precisionstillverkning. Den grundläggande principen innebär att man skapar en anslutning där axelns ytterdiameter är något större än hålets innerdiameter. När dessa komponenter monteras genomgår materialet en elastisk deformation8vilket skapar ett starkt och pålitligt band.
Viktiga kännetecken för interferensanpassning
- Permanent eller semi-permanent anslutning
- Hög motståndskraft mot rotationsrörelser
- Utmärkt förmåga att överföra vridmoment
- Inga ytterligare fästkomponenter krävs
- Överlägsen axiell lastkapacitet
Optimala tillämpningar för interferensanpassning
Fordonskomponenter
Inom fordonstillverkningen används interferenspassningar i stor utsträckning för:
- Lagerenheter i hjulnav
- Ventilsäten i topplock
- Bussningar i fjädringskomponenter
- Montering av kugghjul på axlar
- Cylinderfoder i motorblock
Industriella maskiner
Följande applikationer har stor nytta av interferenspassningar:
- Rotorenheter i elektriska motorer
- Lagerbanor i tung utrustning
- Installation av remskivor och kugghjul
- Axelkopplingar
- Verktygshållare i fleroperationsmaskiner
Faktorer som påverkar val av störningsanpassning
Materialegenskaper
| Materialegenskaper | Påverkan på passformen |
|---|---|
| Elastisk modul | Påverkar deformationsbeteendet |
| Termisk expansion | Påverkar monteringsprocessen |
| Ytjämnhet | Fastställer erforderlig störning |
| Materialstyrka | Sätter gränser för tillåten påkänning |
Miljöhänsyn
- Driftstemperaturområde
- Exponering för smörjmedel eller kemikalier
- Vibrationsnivåer
- Frekvens för lastcykling
- Fukt- och korrosionsrisker
Beräkning av parametrar för interferensanpassning
Hur väl en interferenspassning lyckas beror på exakta beräkningar. På PTSMAKE använder vi sofistikerad programvara och mätverktyg för att fastställa optimala interferensvärden baserat på:
Dimensionella faktorer
| Parameter | Beräkning Övervägande |
|---|---|
| Nominell storlek | Basdimension för interferens |
| Toleransgrad | Val av IT-klass |
| Ytfinish | Påverkan på Ra-värdet |
| Formulärfel | Cylindricitet och rundhet |
Monteringsmetoder och bästa praxis
Tekniker för presspassning
Kallpressning
- Vanligaste metoden
- Kräver exakt kraftkontroll
- Lämplig för mindre komponenter
Termisk montering
- Använder temperaturdifferens
- Minimerar påfrestningarna vid montering
- Idealisk för större komponenter
Åtgärder för kvalitetskontroll
För att säkerställa framgångsrika interferensanpassningar implementerar vi:
- Dimensionell verifiering före montering
- Inspektion av ytfinish
- Övervakning av monteringskraft
- Testning efter montering
- Dokumentation av processparametrar
Gemensamma utmaningar och lösningar
Installationsproblem
Felinställning vid montering
- Lösning: Använd rätt styrningar och fixturer
- Implementera exakta uppriktningsprocedurer
Skador på ytan
- Lösning: Applicera lämpliga smörjmedel
- Upprätthålla en ren monteringsmiljö
Problem med prestanda
Fel i led
- Lösning: Verifiera störningsberäkningarna
- Granska materialets kompatibilitet
Överdriven stress
- Lösning: Optimera störningsvärdena
- Tänk på stressavlastande funktioner
Rekommendationer för design
På PTSMAKE följer vårt ingenjörsteam dessa riktlinjer för design av interferenspassning:
Överväganden vid val av material
- Matcha materialegenskaper
- Ta hänsyn till termiska effekter
- Beakta korrosionsbeständighet
Geometriska egenskaper
- Inkludera insticksfasningar
- Specificera krav på ytfinish
- Konstruktion för spänningsfördelning
Bestämmelser för församlingen
- Planera för demontering om så krävs
- Inkludera extraktionsfunktioner
- Överväg åtkomst för underhåll
Kostnadskonsekvenser
Att förstå de ekonomiska aspekterna av störningspassningar underlättar beslutsfattandet:
Kostnadsfaktorer
| Element | Påverkan |
|---|---|
| Maskinbearbetning Precision | Högre kostnad för snävare toleranser |
| Ytfinish | Ytterligare kostnader för bearbetning |
| Monteringsutrustning | Investering i pressverktyg |
| Kvalitetskontroll | Kostnader för inspektion och provning |
Hur påverkar materialvalet prestandan hos övergångspassningen?
Har du någonsin monterat komponenter som verkade perfekta på papperet men som inte riktigt passade i verkligheten? Många ingenjörer ställs inför frustrerande situationer där noggrant utformade övergångspassningar misslyckas oväntat, vilket leder till kostsamma projektförseningar och omarbetningar. Grundorsaken kan ofta spåras tillbaka till en förbisedd faktor: materialval.
Materialvalet har en betydande inverkan på övergångspassningens prestanda genom dess påverkan på termisk expansion, slitstyrka och ytegenskaper. Rätt materialkombination säkerställer optimalt spel, förhindrar förtida slitage och upprätthåller avsedd funktion under komponentens hela livscykel.

Förståelse av materialegenskaper i övergångsfittor
Hänsyn till termisk expansion
Den värmeutvidgningskoefficient9 spelar en avgörande roll för stabiliteten i övergångspassningen. Olika material expanderar och drar ihop sig i varierande grad när de utsätts för temperaturförändringar. På PTSMAKE tar vi noga hänsyn till temperaturintervall vid materialval för att säkerställa tillförlitliga passningar under alla driftsförhållanden.
Här följer en jämförelse av vanliga materialkombinationer och deras värmeutvidgningsegenskaper:
| Material Par | Matchning av termisk expansion | Rekommenderad tillämpning |
|---|---|---|
| Stål/Stahl | Utmärkt | Tunga maskiner, fordonsindustrin |
| Aluminium/Stahl | Rättvist | Lättviktsaggregat |
| Mässing/Stengel | Bra | Marin utrustning |
| Plast/Metall | Dålig | Icke-kritiska komponenter |
Ytfinish Påverkan
Kvaliteten på ytfinishen påverkar direkt övergångens passformsprestanda. Mjukare ytor ger normalt bättre kontakt och mer förutsägbar passform. Materialets hårdhet påverkar dock vår förmåga att uppnå och bibehålla önskad ytfinhet.
Relationer för materialhårdhet
Den relativa hårdheten mellan de ingående komponenterna påverkar slitaget och passformens stabilitet på lång sikt. Jag rekommenderar att du följer dessa riktlinjer:
| Komponenttyp | Rekommenderat hårdhetsförhållande | Förväntat resultat |
|---|---|---|
| Axel/Hjul | 1,2:1 till 1,5:1 | Optimal slitstyrka |
| Lager/hölje | 1,3:1 till 1,8:1 | Förlängd livslängd |
| Stift/Borrning | 1,1:1 till 1,4:1 | Konsekvent prestanda |
Materialspecifika prestandafaktorer
Metalliska material
Stål är fortfarande det vanligaste valet för övergångspassningar på grund av dess:
- Förutsägbart termiskt beteende
- Utmärkt dimensionsstabilitet
- God slitstyrka
- Kostnadseffektivitet
Aluminiumlegeringar erbjuder fördelar i:
- Viktminskning
- Korrosionsbeständighet
- Termisk ledningsförmåga
- Flexibilitet i tillverkningen
Icke-metalliska alternativ
Modern teknisk plast ger unika möjligheter:
- Lägre friktionskoefficienter
- Kemisk beständighet
- Minskning av buller
- Flexibilitet i konstruktionen
De kräver dock särskild hänsyn:
- Temperaturkänslighet
- Krypbeteende
- Fuktabsorption
- Långsiktig dimensionell stabilitet
Miljöhänsyn
Temperaturpåverkan
Driftstemperaturen påverkar passformens prestanda avsevärt:
- Förändringar i dimensionerna
- Materiella förändringar av fastigheter
- Ändringar av förslitningshastighet
- Krav på smörjning
Kemisk exponering
Materialvalet måste ta hänsyn till detta:
- Korrosiva miljöer
- Kompatibilitet med smörjmedel
- Kemiska rengöringsmedel
- Föroreningar i miljön
Strategier för optimering av design
Att optimera passformen vid övergång genom materialval:
Beakta driftsförhållandena
- Temperaturområde
- Ladda mönster
- Miljöfaktorer
- Krav på livslängd
Utvärdera materialegenskaper
- Termiska expansionskoefficienter
- Slitageegenskaper
- Funktioner för ytfinish
- Överväganden om kostnader
Redogörelse för tillverkningsmetoder
- Kapacitet för maskinbearbetning
- Alternativ för ytbehandling
- Krav på montering
- Åtgärder för kvalitetskontroll
Bästa praxis för implementering
På PTSMAKE har vi tagit fram specifika riktlinjer för materialval i övergångspassningar:
Primära överväganden
- Krav för ansökan
- Miljöförhållanden
- Kostnadsbegränsningar
- Behov av underhåll
Kontroll av materialkompatibilitet
- Galvanisk korrosionspotential
- Matchning av termisk expansion
- Relationer mellan hårdhet
- Slitageegenskaper
Verifiering av tillverkning
- Möjlighet till dimensionell noggrannhet
- Prestanda för ytfinish
- Alternativ för värmebehandling
- Metoder för kvalitetskontroll
Åtgärder för kvalitetssäkring
För att säkerställa optimal passform vid övergång:
Certifiering av material
- Verifiering av sammansättning
- Testning av fastigheter
- Spårning av batch
- Krav på dokumentation
Dimensionell kontroll
- Precisionsmätningar
- Temperaturkompensation
- Verifiering av tolerans
- Inspektion av ytfinish
Validering av montering
- Test av passform
- Simulering av miljön
- Verifiering av prestanda
- Krav på dokumentation
Vilka är de vanligaste misstagen när man designar för övergångsanpassningar?
Har du någonsin upplevt frustrationen över komponenter som inte passar ihop ordentligt? Det är det ögonblick då dina noggrant utformade delar antingen sitter för hårt eller lämnar oönskade luckor, vilket gör att det som borde vara en smidig montering förvandlas till en kostsam huvudvärk.
Övergångspassningar kräver noggrant övervägande av toleranser, materialegenskaper och miljöfaktorer. Vanliga misstag är felaktiga toleransberäkningar, att man bortser från termisk expansion, att man ignorerar krav på ytfinish och att man inte tar hänsyn till monteringsmetoder.

Förstå grunderna i design av övergångspassform
Övergångspassningar befinner sig i det kritiska området mellan spel- och interferenspassningar, vilket gör dem särskilt utmanande att konstruera korrekt. Dessa passningar kännetecknas av att de har toleranszoner för överlappning10 som kan resultera i antingen en liten störning eller ett spel beroende på de faktiska tillverkade måtten.
Nyckelkomponenter i utformningen av en övergångsanpassning
- Val av tolerans
- Materialöverväganden
- Krav på ytfinish
- Monteringsmetoder
Kritiska designmisstag att undvika
1. Felaktig toleransberäkning
Ett av de vanligaste felen jag ser vid konstruktion av övergångspassningar är felaktig toleransberäkning. Ingenjörer gör ofta dessa specifika misstag:
- Använda godtyckliga toleransvärden utan att beakta funktionella krav
- Underlåtenhet att ta hänsyn till kumulativa toleranser i sammansättningar
- Tar inte hänsyn till tillverkningskapacitet
Här följer en praktisk uppdelning av rekommenderade toleransintervall för olika applikationer med övergångspassning:
| Tillämpningstyp | Rekommenderat toleransområde | Typiskt användningsfall |
|---|---|---|
| Lätt drift | IT6 - IT7 | Instrumentkomponenter |
| Medelhög belastning | IT7 - IT8 | Allmänna maskiner |
| Kraftig konstruktion | IT8 - IT9 | Industriell utrustning |
2. Försummelse av materialegenskaper
Materialvalet har stor betydelse för hur passformen fungerar vid övergång. Vanliga förbiseenden inkluderar:
- Tar inte hänsyn till olika värmeutvidgningskoefficienter
- Ignorering av skillnader i materialhårdhet
- Förbiseende av materialdeformation under belastning
3. Felberäkningar av ytfinish
På PTSMAKE har vi observerat att ytfinishen spelar en avgörande roll för att övergångspassningen ska lyckas. Viktiga misstag inkluderar:
- Specificering av onödigt fina ytbehandlingar
- Tar inte hänsyn till förhållandet mellan ytfinhet och monteringskraft
- Ignorerar inverkan av ytbehandlingar
4. Övervakning av monteringsmetoder
Korrekt monteringsteknik är avgörande för övergångspassningar. Vanliga fel är bland annat:
- Inte specificera monteringsanvisningar
- Underlåtenhet att beakta monteringsverktyg och utrustning
- Förbise behovet av speciella fixturer eller uppriktningsguider
Miljöhänsyn
Temperaturvariationer kan ha en betydande inverkan på övergångspassningens prestanda. Kritiska faktorer inkluderar:
- Driftstemperaturområde
- Omgivande förhållanden under montering
- Förvaringsförhållanden
Kostnadspåverkan av dålig övergångsanpassad design
Dålig design av övergångspassningen kan leda till:
Ökade tillverkningskostnader
- Högre avslagsfrekvens
- Ytterligare bearbetningsoperationer
- Mer frekventa verktygsbyten
Frågor om montering
- Förlängd monteringstid
- Skadade komponenter
- Högre arbetskraftskostnader
Fältfel
- Garantianspråk
- Underhållsproblem
- Missnöjda kunder
Bästa praxis för framgång
Krav på dokumentation
Korrekt dokumentation är avgörande för en framgångsrik implementering av övergångslösningen:
- Detaljerade tekniska ritningar
- Monteringsanvisningar
- Krav på kvalitetskontroll
- Inspektionsförfaranden
Åtgärder för kvalitetskontroll
Genom att införa robusta rutiner för kvalitetskontroll kan man säkerställa konsekventa resultat:
Mätningsprotokoll
- Korrekt val av mätare
- Miljökontroll under mätning
- Regelbundna kalibreringsförfaranden
Processtyrning
- Implementering av statistisk processtyrning
- Regelbunden övervakning av viktiga dimensioner
- Dokumentation av variationer
Branschspecifika överväganden
Olika branscher har unika krav på övergångspassningar:
Tillämpningar inom flyg- och rymdindustrin
- Strängare toleranskrav
- Särskilda materialöverväganden
- Omfattande dokumentationsbehov
Fordonsindustrin
- Överväganden vid produktion av stora volymer
- Krav på kostnadsoptimering
- Krav på hållbarhet
Tillverkning av medicintekniska produkter
- Krav på montering i renrum
- Överväganden om biokompatibilitet
- Behov av efterlevnad av regelverk
Framtida trender inom design av övergångsställ
Området för design av övergångspassningar fortsätter att utvecklas med:
Avancerad tillverkningsteknik
- Funktioner för 3D-utskrifter
- Förbättrad teknik för ytbehandling
- Bättre mätsystem
Digitala verktyg
- Programvara för FEA-simulering
- Program för toleransanalys
- Implementering av digital tvilling
Strategier för implementering i den verkliga världen
Baserat på min erfarenhet på PTSMAKE krävs framgångsrik övergångsdesign:
Tidig planering
- Möten för designgranskning
- Testning av prototyper
- Bedömning av tillverkningskapacitet
Kommunikation
- Tydliga tekniska specifikationer
- Regelbunden feedback från leverantörer
- Medverkan i tvärfunktionella team
Kontinuerlig förbättring
- Regelbundna processgenomgångar
- Uppdateringar av dokumentation
- Teamutbildning
Klicka här om du vill veta mer om optimala toleranszoner för precisionspassningar i tillverkningen. ↩
Klicka här för att lära dig mer om toleransberäkningar och deras praktiska tillämpningar inom tillverkningsindustrin. ↩
Klicka här för att läsa mer om metoder för toleransberäkning och deras praktiska tillämpningar. ↩
Klicka här för att läsa mer om spel- och interferenspassningar i mekanisk konstruktion. ↩
Klicka här för att läsa mer om interferensberäkningar och metoder för val av optimal passform. ↩
Klicka här för att läsa mer om beräkningar av frigång och riktlinjer för val av optimal passform. ↩
Klicka här om du vill veta mer om hur du beräknar rätt spel för optimal mekanisk passform. ↩
Klicka här för att lära dig mer om beräkningsmetoder för elastisk deformation och praktiska tillämpningar. ↩
Klicka här för att lära dig mer om värmeutvidgningens avgörande roll inom precisionsteknik och tillverkning. ↩
Klicka här om du vill veta mer om hur överlappande toleranser påverkar monteringsresultatet. ↩






