

Många tillverkare kämpar med att välja rätt material till sina plastdetaljer. De oändliga alternativen och tekniska specifikationerna kan vara överväldigande, vilket ofta leder till kostsamma misstag i materialvalet. Jag har sett företag slösa bort tusentals dollar på misslyckade projekt helt enkelt för att de valt fel plast.
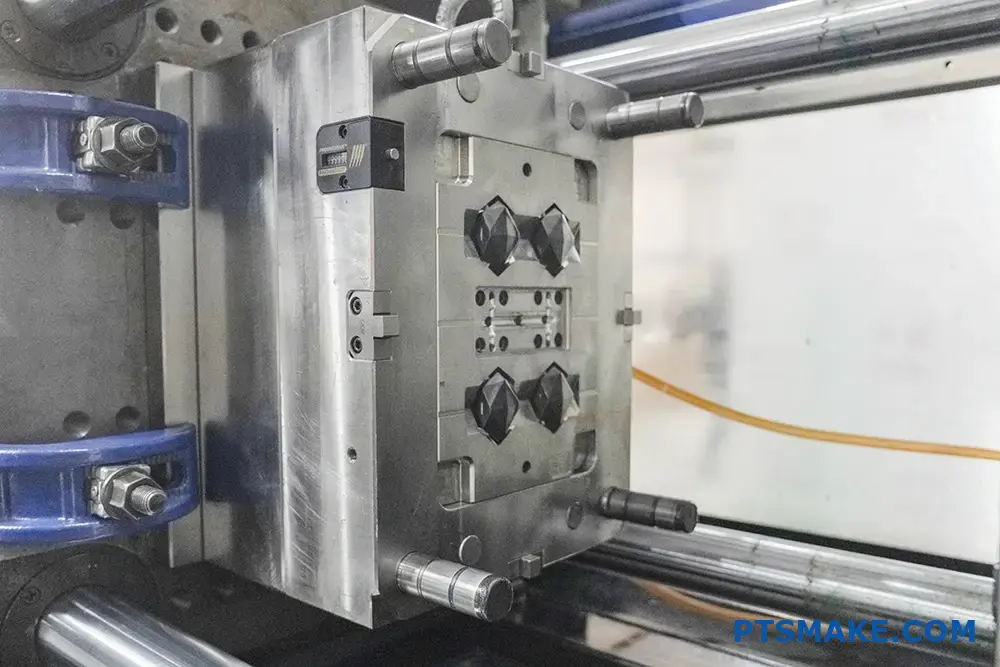
ABS formsprutning är en tillverkningsprocess som kombinerar akrylnitril-, butadien- och styrenpolymerer för att skapa hållbara plastdelar. Denna process använder värme och tryck för att smälta ABS-plast och injicera den i formar och producera starka, slagtåliga komponenter.

Jag vill dela med mig av några kritiska insikter om ABS-formsprutning som kan spara tid och pengar. Som en person som övervakar många ABS-gjutningsprojekt på PTSMAKE förstår jag vikten av att få den här processen rätt. Låt mig gå igenom de väsentliga aspekterna som gör ABS-formsprutning till ett föredraget val för många branscher.
Är ABS-material lätt att forma?
Har du någonsin upplevt skeva eller deformerade ABS-plastdelar? Många tillverkare kämpar med ABS-gjutningsproblem, från fula sjunkmärken till frustrerande delfel. Dessa utmaningar kan leda till kostsamma produktionsförseningar och slöseri med material, vilket gör att du undrar om du har valt rätt material.
ABS är i allmänhet lätt att gjuta tack vare sitt breda bearbetningsfönster och goda flödesegenskaper. Framgång beror dock på korrekta gjutparametrar, utrustning och materialhantering. Med rätt expertis och förberedelser kan ABS gjutas effektivt och konsekvent.
Förståelse för ABS-materialets egenskaper
ABS (Acrylonitrile Butadiene Styrene) är en mångsidig termoplast som erbjuder en unik kombination av egenskaper. Materialets glasövergångstemperatur1 spelar en avgörande roll för dess formbarhet. På PTSMAKE har vi funnit att det är viktigt att förstå dessa egenskaper för framgångsrik gjutning:
Kemisk struktur Fördelar
- Akrylnitril: Ger kemisk beständighet
- Butadien: Förbättrar slaghållfastheten
- Styren: Erbjuder god bearbetbarhet
Viktiga fysikaliska egenskaper
| Fastighet | Typiskt intervall | Påverkan på gjutning |
|---|---|---|
| Index för smältflöde | 1-36 g/10 min | Påverkar fyllnadsförmågan |
| Krympning | 0.4-0.7% | Påverkar detaljens noggrannhet |
| Bearbetningstemperatur | 220-260°C | Bestämmer smältans beteende |
Kritiska gjutningsparametrar
För att lyckas med ABS-gjutning är det viktigt att kontrollera flera viktiga parametrar:
Temperaturreglering
Den korrekta temperaturhanteringen är avgörande för ABS-gjutning. Baserat på min erfarenhet på PTSMAKE rekommenderar vi:
- Fatets temperatur: 220-260°C
- Formtemperatur: 60-80°C
- Temperatur munstycke: 230-250°C
Tryckinställningar
Korrekt tryckkontroll säkerställer detaljkvaliteten:
- Insprutningstryck: 70-120 MPa
- Hålltryck: 50-80% av injektionstrycket
- Mottryck: 2,5-5 MPa
Vanliga utmaningar vid gjutning
Fuktkänslighet
ABS kräver ordentlig torkning före bearbetning:
- Rekommenderad fukthalt: <0,1%
- Torkningstemperatur: 80-85°C
- Torktid: 2-4 timmar
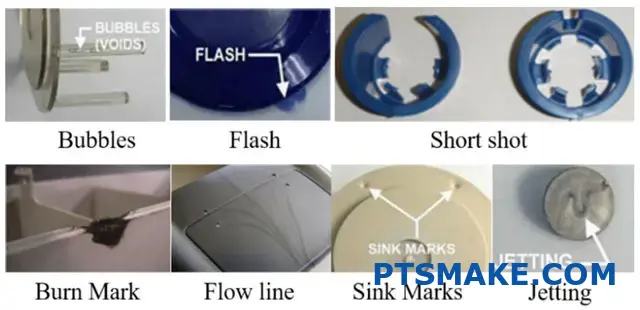
Förebyggande av ytdefekter
Vanliga problem och lösningar:
| Defekt | Orsak | Lösning |
|---|---|---|
| Diskbänksmärken | Otillräcklig packning | Öka hålltrycket |
| Flödeslinjer | Dålig smälttemperatur | Justera fatets temperatur |
| Krigssida | Ojämn kylning | Balansera kylkanaler |
Bästa praxis för materialhantering
Krav på lagring
- Förvaras i slutna behållare
- Håll relativ luftfuktighet under 50%
- Förvaras skyddat från direkt solljus
Steg före bearbetning
- Materialprovning
- Korrekt torkning
- Rengöring av utrustning
- Verifiering av parametrar
Avancerade gjuttekniker
Multi-Shot gjutning
På PTSMAKE har vi framgångsrikt implementerat multi-shot gjutning med ABS:
- Möjliggör komplexa konstruktioner
- Minskar antalet monteringssteg
- Förbättrar komponentens funktionalitet
Vetenskaplig gjutningsmetod
Genom att använda vetenskapliga gjutningsprinciper säkerställs enhetlighet:
- Systematisk processutveckling
- Datadrivet parameterval
- Kontinuerlig övervakning och justering
Branschspecifika överväganden
Tillämpningar inom fordonsindustrin
- Höga krav på slagtålighet
- Krav på temperaturstabilitet
- Specifikationer för ytfinish
Konsumentelektronik
- Snäva dimensionstoleranser
- Estetiska krav
- Funktioner för EMI-avskärmning
Åtgärder för kvalitetskontroll
Kontroll av pågående processer
- Regelbundna visuella inspektioner
- Dimensionell verifiering
- Viktkontroller
- Bedömning av ytans kvalitet
Testning efter gjutning
| Typ av test | Syfte | Frekvens |
|---|---|---|
| Test av påverkan | Verifiering av styrka | Per sats |
| Dimensionell analys | Efterlevnad av storlek | Per installation |
| Visuell inspektion | Ytans kvalitet | 100% |
Strategier för kostnadsoptimering
Val av material
- Urval av betyg baserat på ansökan
- Optimering av användning av regrind
- Styrning av leveranskedjan
Processeffektivitet
- Optimering av cykeltid
- Minskad energiförbrukning
- Minimering av skrotningsgraden
Genom att implementera dessa omfattande metoder på PTSMAKE har vi uppnått konsekvent framgång inom ABS-gjutning. Även om materialet innebär vissa utmaningar, gör korrekt förberedelse och kontroll det till en av de mer förlåtande tekniska plasterna att arbeta med.
Kan ABS-plast pressgjutas?
När tillverkare överväger att formpressa ABS-plast ställs de ofta inför ett kritiskt dilemma. Processen verkar okomplicerad, men risken för materialförstöring och inkonsekventa resultat skapar betydande osäkerhet. Jag har sett många kunder kämpa med misslyckade försök och slösa bort både tid och resurser.
Även om ABS-plast tekniskt sett kan formpressas rekommenderas det inte på grund av dess termoplastiska natur. Materialets molekylära struktur gör det bättre lämpat för formsprutningsprocesser, där de kontrollerade värme- och kylcyklerna kan bevara dess egenskaper och säkerställa en jämn kvalitet.

Förståelse för ABS-materialets egenskaper
För att lyckas med en gjutningsprocess är det viktigt att förstå materialets egenskaper. ABS (Acrylonitrile Butadiene Styrene) har specifika egenskaper som påverkar dess bearbetningsbeteende:
Termiska egenskaper
- Glasövergångstemperatur: 105°C
- Temperaturområde för bearbetning: 190-250°C
- Temperatur för värmeböjning: 85-98°C
Materialet uppvisar viskoelastiskt beteende2 under bearbetningen, vilket påverkar hur den reagerar på kompressionskrafter.
Varför pressgjutning inte är perfekt för ABS
Materialflödeskarakteristik
På PTSMAKE har vi utförligt testat olika gjutmetoder för ABS. Materialets flödesbeteende innebär flera utmaningar vid formpressning:
- Ojämn materialfördelning
- Risker för luftinträngning
- Inkonsekvent densitet över hela delen
Problem med temperaturkontroll
Följande tabell visar de viktigaste skillnaderna mellan formpressning och formsprutning av ABS:
| Parameter | Kompressionsgjutning | Formsprutning |
|---|---|---|
| Temperaturreglering | Begränsad | Exakt |
| Cykeltid | Längre | Kortare |
| Delkonsistens | Variabel | Hög |
| Kostnad för verktyg | Lägre | Högre |
| Produktionsvolym | Låg-Medium | Medelhög-Hög |
Bättre alternativ för ABS-bearbetning
Fördelar med formsprutning
Baserat på vår tillverkningserfarenhet ger formsprutning överlägsna resultat för ABS:
- Bättre kontroll över materialflödet
- Mer konsekvent kvalitet på detaljerna
- Högre produktionseffektivitet
- Minskat avfall
- Bättre ytfinish
Optimering av processparametrar
För bästa möjliga resultat med ABS rekommenderar vi följande formsprutningsparametrar:
- Smälttemperatur: 220-260°C
- Formtemperatur: 50-80°C
- Insprutningstryck: 70-120 MPa
- Hålltryck: 40-80% av injektionstrycket
Överväganden om kvalitet
Ytfinish och estetik
Skillnaderna i ytkvalitet mellan formpressade och formsprutade ABS-detaljer är betydande:
Formsprutning ger:
- Slätare ytor
- Bättre bibehållen glans
- Mer konsekvent textur
- Överlägsen detaljåtergivning
Kompressionsgjutning resulterar vanligtvis i:
- Variabel ytfinish
- Potential för flödeslinjer
- Mindre konsekvent utseende
- Begränsad detaljförmåga
Strukturell integritet
Mitt team har utfört omfattande tester på både formpressade och formsprutade ABS-delar. Jämförelsen av den strukturella integriteten avslöjar:
Mekaniska egenskaper
- Draghållfasthet
- Slagtålighet
- Dimensionell stabilitet
- Motstånd mot skevhet
Långsiktig utveckling
- Väderbeständighet
- UV-stabilitet
- Kemisk beständighet
- Värmebeständighet
Kostnadsanalys och produktionseffektivitet
Överväganden om produktionsvolym
Valet mellan formpressning och formsprutning handlar ofta om ekonomi:
Produktion av små volymer (< 1.000 delar)
- Verktygskostnader
- Inställningstid
- Materialavfall
- Krav på arbetskraft
Produktion av stora volymer (> 1.000 delar)
- Effektiv cykeltid
- Potential för automatisering
- Konsistent kvalitet
- Total kostnad per del
Investering och ROI
När man överväger metoder för ABS-bearbetning påverkar dessa faktorer avkastningen på investeringen:
| Faktor | Kompressionsgjutning | Formsprutning |
|---|---|---|
| Initial investering | Lägre | Högre |
| Driftskostnader | Högre per del | Lägre per del |
| Produktionshastighet | Långsammare | Snabbare |
| Skrotningsgrad | Högre | Lägre |
| Kostnader för arbetskraft | Högre | Lägre |
Påverkan på miljö och hållbarhet
Valet av tillverkningsmetod påverkar den miljömässiga hållbarheten:
Material Avfall
- Kompressionsgjutning genererar vanligtvis mer avfall
- Formsprutning ger bättre materialeffektivitet
- Återvinningspotentialen varierar beroende på process
Energiförbrukning
- Processeffektivitet
- Krav på utrustning
- Produktionscykelns varaktighet
På PTSMAKE prioriterar vi hållbara tillverkningsmetoder samtidigt som vi upprätthåller höga kvalitetsstandarder. Våra formsprutningsprocesser för ABS-material uppnår materialutnyttjandegrader över 98%, vilket avsevärt minskar avfall och miljöpåverkan.
Vilka är de olika kvaliteterna av ABS-injektionsgjutning?
Att välja rätt ABS-kvalitet för formsprutning kan vara en överväldigande uppgift. Med hundratals tillgängliga alternativ, som alla har olika egenskaper, har många ingenjörer och produktdesigners svårt att göra det optimala valet för sin specifika applikation. Detta beslut har en direkt inverkan på produktens kvalitet och prestanda.
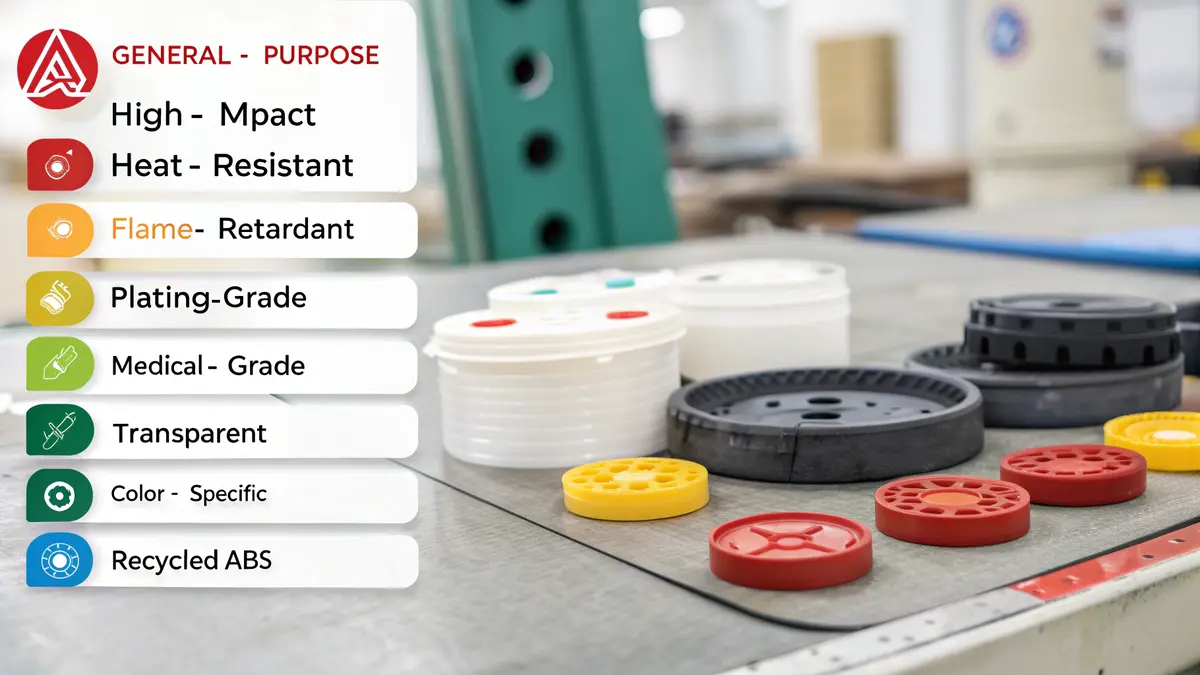
ABS-kvaliteter (Acrylonitrile Butadiene Styrene) för formsprutning kategoriseras utifrån deras specifika egenskaper och användningsområden. Huvudkategorierna omfattar allmänna, värmebeständiga, slagtåliga, flamskyddade och specialiserade kvaliteter, som var och en erbjuder unika egenskaper för olika tillverkningsbehov.
Förståelse för ABS-kvaliteter för allmänt bruk
ABS-kvaliteter för allmänt bruk är de vanligaste varianterna vid formsprutning. Dessa kvaliteter erbjuder en balanserad kombination av egenskaper som gör dem lämpliga för ett brett spektrum av applikationer. På PTSMAKE rekommenderar vi ofta dessa kvaliteter för produkter som inte kräver extrema prestandaegenskaper.
De viktigaste egenskaperna inkluderar:
- Måttlig slaghållfasthet
- Bra ytfinish
- Hyfsad värmebeständighet
- Kostnadseffektiv prissättning
Vanliga användningsområden för generella kvaliteter är bl.a:
- Höljen för konsumentelektronik
- Inredningskomponenter för bilar
- Delar till hushållsapparater
- Leksaker och fritidsprodukter
ABS-kvaliteter med hög slagtålighet
Betyg med hög genomslagskraft innehåller en högre andel butadiengummi3 innehåll, vilket avsevärt förbättrar slagtåligheten. Dessa kvaliteter är viktiga vid tillverkning av delar som måste tåla upprepade stötar eller tuffa förhållanden.
Prestandaegenskaper
- Överlägsen slaghållfasthet
- Förbättrad seghet
- Bra prestanda vid låga temperaturer
- Något lägre värmebeständighet
Typiska tillämpningar
- Skyddsutrustning
- Verktygshöljen
- Exteriöra delar till fordon
- Industriella kapslingar
Värmebeständiga ABS-kvaliteter
För applikationer som kräver bättre termisk stabilitet erbjuder värmebeständiga ABS-kvaliteter förbättrad prestanda vid förhöjda temperaturer.
| Fastighet | Standardvärde | Förbättrat värde |
|---|---|---|
| Värme Avböjningstemperatur | 85°C | Upp till 110°C |
| Vicat mjukningspunkt | 100°C | Upp till 120°C |
| Kontinuerlig driftstemperatur | 75°C | Upp till 95°C |
Flamskyddade ABS-kvaliteter
Säkerhetsföreskrifter kräver ofta material med specifika flamskyddande egenskaper. Dessa specialkvaliteter innehåller flamskyddande tillsatser samtidigt som de bibehåller de grundläggande ABS-egenskaperna.
Viktiga funktioner
- UL94 V-0, V-1 eller V-2 klassning
- Minimalt rökutsläpp
- Självsläckande egenskaper
- Bibehållna mekaniska egenskaper
ABS av pläterad kvalitet
Dessa specialkvaliteter är speciellt framtagna för applikationer som kräver metallplätering. Jag har sett anmärkningsvärda resultat med dessa kvaliteter när det gäller att skapa avancerade dekorativa delar.
Kritiska egenskaper
- Förbättrad ytkvalitet
- Utmärkt platåbarhet
- God vidhäftning till metallskikt
- Konsekvent prestanda
ABS av medicinsk kvalitet
Medicinska applikationer kräver specifika kvaliteter som uppfyller stränga regulatoriska krav. Dessa kvaliteter erbjuder:
- Biokompatibilitet
- FDA-överensstämmelse
- USP klass VI-certifiering
- Steriliseringsbeständighet
Transparenta ABS-kvaliteter
Även om de inte är lika transparenta som PC eller PMMA, ger dessa kvaliteter förbättrad klarhet jämfört med standard-ABS:
Tillämpningar inkluderar
- Ljusledare
- Visa fönster
- Dekorativa element
- Halvgenomskinliga skydd
Färgspecifika klassificeringar
Olika krav på färgbarhet kräver specifika ABS-kvaliteter:
| Färgtyp | Egenskaper | Vanliga tillämpningar |
|---|---|---|
| Naturligt | Utmärkt färgbarhet | Specialfärgade delar |
| Förfärgad | Konsekvent färg | Massproduktion |
| Vit | Hög ljusstyrka | Höljen till apparater |
| Svart | UV-beständig | Tillämpningar utomhus |
Återvunna ABS-kvaliteter
I takt med att hållbarhet blir allt viktigare ökar populariteten för återvunna ABS-kvaliteter. På PTSMAKE erbjuder vi flera alternativ:
- Postindustriellt återvunna kvaliteter
- Post-consumer återvunna kvaliteter
- Blandningsklasser (jungfrulig + återvunnen)
Urvalskriterier för ABS-klasser
När jag hjälper kunder att välja rätt ABS-kvalitet tar jag hänsyn till flera faktorer:
Krav för ansökan
- Driftstemperatur
- Behov av slagtålighet
- Kemisk exponering
- UV-exponering
Villkor för bearbetning
- Formkonstruktion
- Krav på cykeltid
- Utrustningens kapacitet
- Produktionsvolym
Ekonomiska överväganden
- Materialkostnad
- Effektiv bearbetning
- Kvalitetskrav för delar
- Produktionsskala
Lagstadgade krav
- Branschstandarder
- Miljöbestämmelser
- Säkerhetscertifieringar
- Regional efterlevnad
Överväganden om kvalitetskontroll
Varje ABS-kvalitet kräver särskilda åtgärder för kvalitetskontroll:
Testparametrar
- Index för smältflöde
- Slaghållfasthet
- Temperatur för värmeavböjning
- Färgkonsistens
- Ytans kvalitet
Processtyrning
- Parametrar för torkning
- Temperaturprofiler
- Insprutningstryck
- Tid för kylning
- Borttagning av delar
Genom min erfarenhet på PTSMAKE har jag insett att det är avgörande för framgångsrika formsprutningsprojekt att förstå de olika kvaliteterna och deras användningsområden. När du arbetar med oss hjälper vårt team av experter dig att välja den optimala ABS-kvaliteten för din specifika applikation, vilket säkerställer både prestanda och kostnadseffektivitet.
Vid vilken temperatur formas ABS-plast vid?
Varje dag stöter jag på tillverkare som kämpar med ABS-formningstemperaturer. Antingen får de skeva detaljer på grund av felaktiga temperaturer eller så får de problem med materialnedbrytning. Dessa temperaturrelaterade problem innebär inte bara slöseri med värdefullt material utan leder också till kostsamma produktionsförseningar.
För bästa resultat formas ABS-plast normalt i ett temperaturintervall på 227-260°C (440-500°F). Den specifika temperaturen inom detta intervall beror på ABS-kvaliteten, detaljens geometri och gjutförhållandena. Att upprätthålla korrekta smält- och formningstemperaturer är avgörande för att uppnå högkvalitativa delar.

Förstå temperaturparametrar för ABS-gjutning
Zoner för smälttemperatur
Framgången med ABS-formsprutning beror starkt på att upprätthålla korrekta temperaturer över olika zoner. På PTSMAKE har vi utvecklat ett omfattande tillvägagångssätt för temperaturkontroll som säkerställer konsekvent delkvalitet. Den termisk nedbrytning4 av ABS kan uppstå om temperaturen överstiger rekommenderade gränser.
Här är en detaljerad uppdelning av typiska temperaturzoner:
| Zon | Temperaturområde (°F) | Temperaturområde (°C) | Syfte |
|---|---|---|---|
| Matningszon | 380-420 | 193-216 | Förberedelse av material |
| Kompressionszon | 420-460 | 216-238 | Smältning av material |
| Mätningszon | 440-500 | 227-260 | Slutlig homogenisering av smältan |
Temperaturreglering av gjutformar
Formtemperaturen spelar en avgörande roll för detaljkvaliteten och cykeltiden. Baserat på min erfarenhet av att arbeta med olika ABS-kvaliteter rekommenderar jag följande formtemperaturintervall:
| Typ av del | Formtemperatur (°F) | Formtemperatur (°C) |
|---|---|---|
| Tunnväggiga delar | 150-170 | 66-77 |
| Standarddelar | 170-190 | 77-88 |
| Delar med tjocka väggar | 190-210 | 88-99 |
Kritiska faktorer som påverkar gjutningstemperaturen
Överväganden om materialkvalitet
Olika ABS-kvaliteter kräver specifika temperaturinställningar:
- Högslagfasta kvaliteter: Kräver i allmänhet lägre temperaturer
- Värmebeständiga kvaliteter: Kräver högre bearbetningstemperaturer
- Flamskyddade kvaliteter: Kräver exakt temperaturkontroll
Del Design Påverkan
Detaljgeometrin har stor betydelse för den optimala gjutningstemperaturen:
- Variationer i väggtjocklek
- Förekomst av komplexa funktioner
- Krav på flödeslängd
- Specifikationer för ytfinish
Temperaturrelaterade defekter och lösningar
Vanliga frågor
Korta skott
- Orsak: För låg smälttemperatur
- Lösning: Öka temperaturen med steg om 10°F
Brinnande
- Orsak: För hög smälttemperatur
- Lösning: Sänk temperaturen gradvis samtidigt som du övervakar detaljkvaliteten
Ytdefekter
- Orsak till felet: Felaktig gjutformstemperatur
- Lösning: Justera formtemperaturen baserat på ytans krav
Åtgärder för kvalitetskontroll
För att upprätthålla en jämn kvalitet på delarna implementerar vi på PTSMAKE:
- Temperaturövervakning i realtid
- Regelbunden kalibrering av temperaturgivare
- Dokumentation av optimala parametrar
- Kvalitetskontroller med angivna intervall
Avancerade strategier för temperaturkontroll
Processoptimering
För att uppnå optimala resultat:
- Börja med temperaturer som rekommenderas av tillverkaren
- Gör små, stegvisa justeringar
- Dokumentera alla förändringar och resultat
- Övervaka detaljkvaliteten efter varje justering
Överväganden om energieffektivitet
Rätt temperaturkontroll påverkar också energiförbrukningen:
- Isolera tunn- och varmkanalsystem
- Använd effektiva värmeelement
- Implementera system för energiåtervinning
- Optimera cykeltiderna
Särskilda tillämpningar och överväganden
Högpresterande delar
För krävande applikationer:
- Använd exakta temperaturkontrollsystem
- Implementera adaptiv processtyrning
- Övervaka materialets uppehållstid
- Validera detaljkvaliteten med förbättrad testning
Tillämpningar med flera material
Vid gjutning av ABS med andra material:
- Tänk på kompatibilitet mellan bearbetningstemperaturer
- Använd lämpliga temperaturövergångar
- Övervaka kvaliteten på materialgränssnittet
- Implementera korrekta rensningsprocedurer
Genom noggrann temperaturkontroll och övervakning uppnår vi konsekvent högkvalitativa ABS-detaljer. Nyckeln är att förstå förhållandet mellan materialegenskaper, bearbetningsförhållanden och detaljkrav. På PTSMAKE har vi förfinat dessa processer för att leverera exceptionella resultat till våra kunder, oavsett om de behöver prototypdelar eller högvolymproduktionskörningar.
Hur optimerar man detaljdesignen för formsprutning av ABS?
Att designa detaljer för formsprutning av ABS kan vara en utmaning. Många ingenjörer kämpar med problem som skevhet, sjunkmärken och ojämn väggtjocklek, vilket leder till kasserade delar och kostsamma produktionsförseningar.
Nyckeln till att optimera formsprutningskonstruktionen för ABS ligger i att följa viktiga riktlinjer: bibehålla enhetlig väggtjocklek, införliva korrekta dragvinklar, utforma lämpliga ribbstrukturer och placera grindarna strategiskt. Dessa element säkerställer detaljens kvalitet och tillverkningsbarhet.
Förstå kraven på väggtjocklek
En av de mest kritiska aspekterna vid konstruktion av ABS-detaljer är väggtjockleken. Den reologiskt beteende5 av ABS under gjutningsprocessen kräver att väggdimensionerna beaktas noga. Jag rekommenderar att du följer dessa riktlinjer:
Rekommenderad väggtjocklek
| Storlek på del | Minsta tjocklek | Maximal tjocklek | Optimal tjocklek |
|---|---|---|---|
| Små delar (<4 tum) | 1,0 mm | 3,0 mm | 2,0 mm |
| Medelstora delar (4-8 tum) | 1,2 mm | 3,5 mm | 2,5 mm |
| Stora delar (>8 tum) | 1,5 mm | 4,0 mm | 3,0 mm |
Övergångar mellan väggtjocklekar
När du utformar övergångar mellan olika väggtjocklekar ska du bibehålla en gradvis förändring med ett förhållande på 3:1 eller mindre. På PTSMAKE har vi upptäckt att plötsliga förändringar ofta leder till spänningskoncentrationer och potentiella fel på delar.
Utkast Angle Implementering
Dragvinklarna är viktiga för att det ska vara lätt att skjuta ut detaljen. Baserat på min erfarenhet av att arbeta med olika ABS-delar föreslår jag:
- Minsta dragvinkel: 1° för texturerade ytor
- Rekommenderad dragvinkel: 2-3° för släta ytor
- Optimal dragvinkel: 3-5° för djupa ribbor och bossor
Optimering av ribbdesign
Ribborna ger strukturellt stöd samtidigt som materialanvändningen minimeras. Följ dessa riktlinjer:
Ribba Mått
- Tjocklek: 50-75% av intilliggande väggtjocklek
- Höjd: Högst 3 gånger basväggens tjocklek
- Avstånd mellan ribborna: Minst 2 gånger väggtjockleken
Strategi för gateplacering
Grindarnas placering har stor betydelse för detaljens kvalitet. Tänk på dessa faktorer:
Kritiska överväganden om grindar
Flödeslängd
- Maximal flödeslängd för ABS: 150-200 mm
- Flera grindar för större delar
Typer av grindar
- Stiftgrindar: Små delar, exakt styrning
- Fläktportar: Breda delar, jämnt flöde
- Ubåtsgrindar: Automatisk nedgradering
Hörn- och kantdesign
Korrekt hörndesign förhindrar spänningskoncentration och säkerställer jämn fyllning:
Invändiga hörn
- Minsta radie: 0,5 gånger väggtjockleken
- Rekommenderad radie: 1,0-1,5 gånger väggtjockleken
Utvändiga hörn
- Minsta radie: 0,3 gånger väggtjockleken
- Rekommenderad radie: 0,75 gånger väggtjockleken
Krav på Boss-design
I mitt arbete på PTSMAKE har jag funnit att dessa riktlinjer för chefsdesign är avgörande:
Yttre diameter
- Maximalt: 2 gånger innerdiametern
- Minsta väggtjocklek: 60% på intilliggande väggar
Stödstruktur
- Använd kilar för höga chefer
- Maximal höjd: 3 gånger ytterdiametern
Överväganden om gångjärn för bostäder
Vid konstruktion av levande gångjärn för ABS-delar:
Krav på tjocklek
- Sektion för gångjärn: 0,3-0,5 mm
- Övergångszoner: Gradvis avsmalning över 2-3 mm
Flexradie
- Minimum: 1,5 gånger materialtjockleken
- Optimal: 2,0-2,5 gånger materialtjockleken
Optimering av materialflöden
Korrekt materialflöde säkerställer detaljkvaliteten:
Design av flödesvägar
- Balanserade flödesvägar till alla sektioner
- Undvik döda punkter och luftfällor
Krav på ventilationsöppningar
- Ventilationsdjup: 0,02-0,03 mm
- Plats: Slutet av flödesvägar och mötesplatser
Strukturella stödelement
För att bibehålla delintegriteten:
Alternativ för förstärkning
- Strategisk placering av revbenen
- Utborrningssektioner för stora plana ytor
- Honeycomb-strukturer för lättviktsstyrka
Lastbärande egenskaper
- Fördela lasterna över flera punkter
- Inkorporera stödstrukturer nära områden med hög belastning
Jag har implementerat dessa designprinciper i många projekt på PTSMAKE och har konsekvent uppnått utmärkta resultat. Kom ihåg att framgångsrik formsprutning av ABS börjar med en genomtänkt design som tar hänsyn till dessa element. Nyckeln är att balansera teoretiska designprinciper med praktiska tillverkningsbegränsningar.
Vilka är kostnadsfaktorerna vid produktion av ABS-injektionsgjutning?
Många tillverkare kämpar med oförutsägbara kostnader i projekt för formsprutning av ABS. Jag har sett kunder som drabbats av budgetöverskridanden och oväntade utgifter, vilket lett till projektförseningar och ansträngda relationer med deras leverantörer.
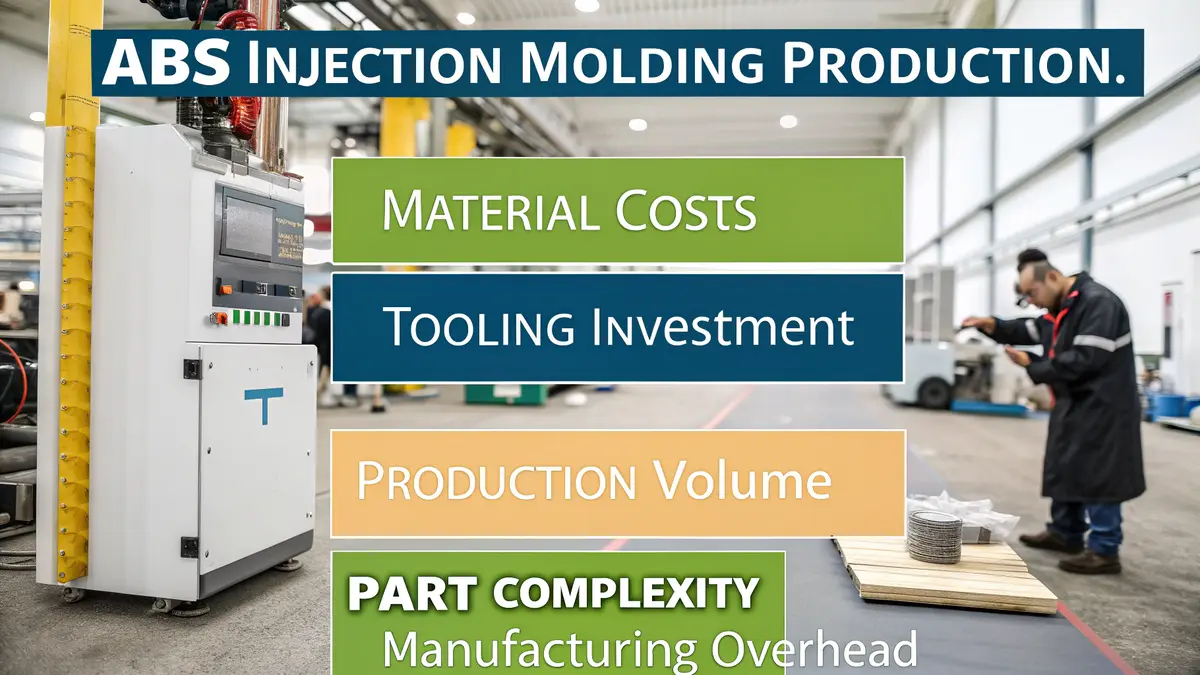
Kostnaden för ABS-formsprutningsproduktion påverkas av materialval, verktygskostnader, produktionsvolym, delkomplexitet och tillverkningsomkostnader. Varje faktor bidrar på olika sätt till den slutliga kostnaden, vilket kräver noggrant övervägande under projektplaneringen.
Materialkostnader och urvalspåverkan
Prissättning av råvaror
Kostnaden för ABS-harts har en betydande inverkan på de totala produktionskostnaderna. På PTSMAKE följer vi noggrant marknadspriserna och upprätthåller relationer med pålitliga leverantörer för att säkerställa konkurrenskraftiga materialkostnader för våra kunder. Den materialkvalitet6 urvalet påverkar både slutproduktens kvalitet och produktionskostnaderna.
Överväganden om materialavfall
Vi implementerar effektiva materialhanteringssystem för att minimera avfallet. Detta inkluderar:
- Optimering av löparsystem
- Korrekt lagring av material
- Hantering av Regrind-användning
- Förfaranden för kvalitetskontroll
Investeringsanalys för verktyg
Initiala kostnader för formkonstruktion
Komplexiteten hos din detalj påverkar direkt kostnaderna för formkonstruktion. Viktiga faktorer inkluderar:
| Designelement | Kostnadspåverkan |
|---|---|
| Ytbehandlingar | Medelhög till hög |
| Underskärningar | Hög |
| Sidoåtgärder | Mycket hög |
| Krav på textur | Medium |
Kostnader för underhåll av mögel
Regelbundet underhåll av gjutformar säkerställer jämn kvalitet på detaljerna och förlänger verktygens livslängd. Detta inkluderar:
- Scheman för förebyggande underhåll
- Byte av slitdelar
- Förnyelse av ytbehandling
- Underhåll av kylsystem
Överväganden om produktionsvolym
Installations- och uppstartskostnader
De initiala installationskostnaderna fördelas över den totala produktionsvolymen. Högre volymer resulterar normalt i lägre kostnader per enhet. Dessa kostnader inkluderar:
| Inställningselement | Fast/Variabel |
|---|---|
| Programmering av maskiner | Fast |
| Lastning av material | Variabel |
| Inställning av kvalitet | Fast |
| Testkörningar | Variabel |
Fördelar med skalekonomi
Större produktionsserier erbjuder flera fördelar:
- Minskade materialkostnader per enhet
- Lägre installationskostnader
- Förbättrad produktionseffektivitet
- Bättre förhandlingsstyrka
Faktorer för delkomplexitet
Designfunktioner Påverkan
Komplexa detaljkonstruktioner kräver mer sofistikerade verktyg och längre cykeltider. Viktiga överväganden inkluderar:
- Variationer i väggtjocklek
- Interna funktioner
- Krav på ytfinish
- Krav på montering
Krav på kvalitetskontroll
Mer komplexa delar kräver ofta ytterligare kvalitetskontroller, vilket ökar de totala kostnaderna:
- Dimensionella inspektioner
- Materialprovning
- Visuella inspektioner
- Funktionell testning
Omkostnader för tillverkning
Kostnader för arbetskraft
Arbetskostnaderna varierar beroende på:
| Typ av arbete | Kostnadsfaktor |
|---|---|
| Maskinoperationer | Medium |
| Kvalitetskontroll | Hög |
| Materialhantering | Låg |
| Förpackning | Låg |
Kostnader för utrustning och lokaler
Rörelsekostnaderna inkluderar:
- Avskrivning av maskiner
- Underhåll av anläggningar
- Kostnader för el och vatten
- Försäkringskostnader
Strategier för produktionsoptimering
Minskning av cykeltid
På PTSMAKE fokuserar vi på att optimera cykeltiderna genom:
- Avancerad design av kylsystemet
- Optimering av processparametrar
- Implementering av automatisering
- Regelbundna underhållsscheman
Kvalitetsstyrning
Effektiv kvalitetskontroll minskar kostsamma defekter:
- Övervakning under pågående process
- Statistisk processtyrning
- Regelbunden utbildning av operatörer
- Dokumentationssystem
Kostnadsreduktion genom teknik
Avancerad tillverkningsteknik
Vi använder modern teknik för att minska kostnaderna:
- Smarta tillverkningssystem
- Automatiserad materialhantering
- Utrustning för processövervakning
- Energieffektiva maskiner
Fördelar med processautomation
Automation hjälper till att minska kostnaderna genom:
- Konsekvent produktkvalitet
- Minskat behov av arbetskraft
- Snabbare produktionscykler
- Lägre materialspill
Överväganden om projektplanering
Hantering av tidslinjer
Effektiv projektplanering hjälper till att kontrollera kostnaderna genom att:
- Realistisk schemaläggning
- Tilldelning av resurser
- Riskhantering
- Kommunikationsplanering
Tilldelning av resurser
Korrekt resurshantering säkerställer en effektiv produktion:
- Utnyttjande av utrustning
- Schemaläggning av arbetskraft
- Materialinventering
- Resurser för kvalitetskontroll
Denna omfattande förståelse för kostnadsfaktorer i ABS-formsprutningsproduktion möjliggör bättre projektplanering och kostnadskontroll. På PTSMAKE arbetar vi nära våra kunder för att optimera varje faktor och säkerställa kostnadseffektiv produktion samtidigt som vi upprätthåller höga kvalitetsstandarder. Vår erfarenhet av att hantera olika projektstorlekar och komplexitet gör att vi kan ge värdefulla insikter och lösningar för att hantera produktionskostnaderna effektivt.
Hur jämför ABS-injektionsgjutning med PC- eller PP-gjutning?
Tillverkare har ofta svårt att välja mellan ABS, PC och PP för sina formsprutningsprojekt. Fel materialval kan leda till produktfel, ökade kostnader och produktionsförseningar. Dessa utmaningar blir ännu mer kritiska när det handlar om beställningar av stora volymer eller komplexa detaljkonstruktioner.
Formsprutning av ABS erbjuder en balanserad kombination av styrka, bearbetbarhet och kostnadseffektivitet jämfört med formsprutning av PC och PP. Medan PC utmärker sig genom slagtålighet och optisk klarhet, och PP ger kemisk resistens och flexibilitet, ger ABS goda mekaniska egenskaper med enklare bearbetningsförhållanden.
Materialegenskaper och bearbetningskarakteristik
När vi jämför dessa material måste vi ta hänsyn till flera viktiga aspekter. På PTSMAKE arbetar vi regelbundet med alla tre materialen, och vart och ett har sina unika kristallisationsbeteende7 som påverkar bearbetningsförhållanden och slutliga delegenskaper.
Krav på bearbetningstemperatur
Kraven på bearbetningstemperatur varierar avsevärt mellan dessa material:
| Material | Smälttemperatur (°C) | Formtemperatur (°C) | Torkningstemperatur (°C) |
|---|---|---|---|
| ABS | 220-260 | 60-80 | 80-85 |
| PC | 280-320 | 80-120 | 120-125 |
| PP | 200-250 | 20-60 | Inte nödvändigt |
Jämförelse av mekaniska egenskaper
De mekaniska egenskaperna hos dessa material skiljer sig avsevärt:
| Fastighet | ABS | PC | PP |
|---|---|---|---|
| Draghållfasthet (MPa) | 40-50 | 55-75 | 30-40 |
| Slaghållfasthet (J/m) | 200-400 | 600-850 | 20-100 |
| Värme Avböjning (°C) | 90-105 | 130-140 | 50-65 |
Kostnadsöverväganden och produktionseffektivitet
Jag har märkt att materialkostnaderna spelar en avgörande roll i projektplaneringen. ABS erbjuder vanligtvis en prispunkt i mellanklassen:
- ABS: $2,5-3,5/kg
- PC: $3,5-5,0/kg
- PP: $1,5-2,5/kg
Faktorer för bearbetningseffektivitet
Varje material innebär olika utmaningar vid bearbetningen:
Cykeltid
- ABS: Måttliga cykeltider (20-30 sekunder)
- PC: Längre cykeltider (30-40 sekunder)
- PP: Kortare cykeltider (15-25 sekunder)
Energiförbrukning
- ABS: Måttlig energianvändning
- PC: Högre energibehov på grund av högre bearbetningstemperaturer
- PP: Lägre energiförbrukning
Applikationsspecifika överväganden
Konsumentelektronik
ABS dominerar denna sektor på grund av:
- Utmärkt ytfinish
- God dimensionsstabilitet
- Kostnadseffektiv produktion
Fordonskomponenter
Valet beror på specifika krav:
- ABS: Inredningsdetaljer, komponenter till instrumentbräda
- PC: Strålkastarhus, transparenta komponenter
- PP: Stötfångare, vätskebehållare
Miljöpåverkan och hållbarhet
Miljöaspekterna för dessa material skiljer sig avsevärt åt:
Återvinningsbarhet
- ABS: God återvinningsbarhet, bibehåller egenskaper
- PC: Återvinningsbar men med viss försämring av egenskaperna
- PP: Utmärkt återvinningsbarhet
Energifotavtryck
- ABS: Måttligt energifotavtryck
- PC: Högre energifotavtryck
- PP: Lägre energifotavtryck
Krav på kvalitetskontroll och testning
Kvalitetskontrollförfarandena varierar för varje material:
Vanliga kvalitetsproblem
ABS
- Warpage-kontroll
- Enhetlig ytfinish
- Färgmatchning
PC
- Fuktkänslighet
- Spänningssprickor
- Förebyggande av gulfärgning
PP
- Kontroll av krympning
- Svetslinjens hållfasthet
- Skydd mot flödesmarkering
På PTSMAKE upprätthåller vi strikta kvalitetskontrollprotokoll för alla material och använder avancerad testutrustning och procedurer för att säkerställa en jämn delkvalitet.
Designöverväganden för olika material
Varje material kräver särskilda konstruktionsöverväganden:
Riktlinjer för väggtjocklek
| Material | Rekommenderad väggtjocklek (mm) | Maximal väggtjocklek (mm) |
|---|---|---|
| ABS | 1.2-3.5 | 4.0 |
| PC | 1.5-3.8 | 4.5 |
| PP | 0.8-3.0 | 3.5 |
Krav på dragvinkel
- ABS: 1-2 grader
- PC: 1-3 grader
- PP: 0,5-1,5 grader
Praktiska tips för materialval
När jag hjälper kunder att välja mellan dessa material tar jag hänsyn till:
Krav på slutanvändare
- Temperaturexponering
- Behov av kemisk beständighet
- Krav på mekanisk belastning
Produktionsvolym
- Förväntningar på verktygens livslängd
- Krav på cykeltid
- Kostnadsbegränsningar
Estetiska krav
- Behov av ytfinish
- Krav på färg
- Behov av insyn
Valet mellan formsprutning i ABS, PC och PP beror i slutändan på en avvägning mellan dessa olika faktorer. ABS är ett bra mellanting för många applikationer, men specifika krav kan göra PC eller PP mer lämpligt för vissa projekt.
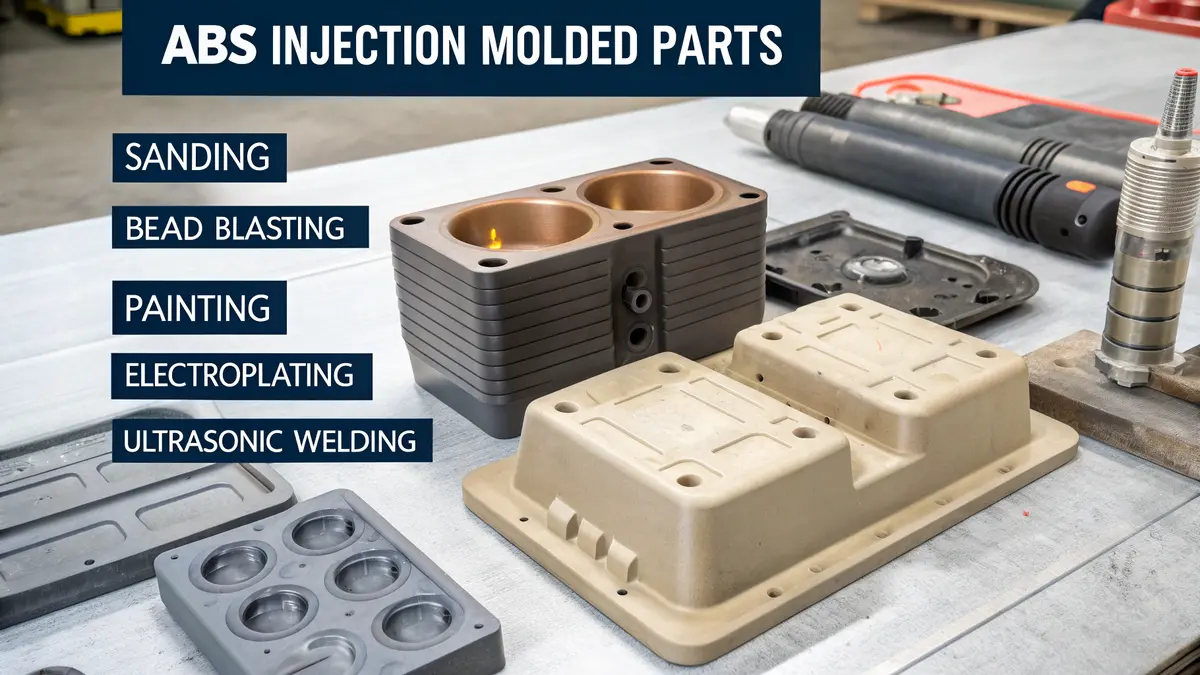
Vilka alternativ för efterbearbetning finns för ABS-gjutna delar?
Många tillverkare kämpar med det råa utseendet på sina ABS-gjutna delar direkt från formen. Ytfinishen visar ofta synliga grindmärken, skiljelinjer och en inkonsekvent textur som inte uppfyller deras produktkrav. Detta kan ha en betydande inverkan på produktens estetik och marknadsacceptans.
Efterbearbetning av ABS-gjutna delar erbjuder olika lösningar, inklusive ytbehandling, målning, plätering och montering. Dessa tekniker kan förbättra både utseendet och funktionaliteten hos gjutna komponenter, vilket gör dem lämpliga för sina avsedda applikationer.
Förståelse för ytbehandlingstekniker
Innan du applicerar några ytbehandlingar är korrekt ytförberedelse avgörande. Hur väl en efterbehandlingsmetod lyckas beror till stor del på hur väl ytan är förberedd. På PTSMAKE använder vi oss av flera olika tekniker för ytbehandling:
Mekanisk ytbehandling
- Slipning och polering
- Pärlblästring
- Tumlande
- Vibrerande efterbehandling
Dessa metoder hjälper till att avlägsna skiljelinjer och spår av grindar och skapar en enhetlig ytstruktur. Valet beror på detaljens geometri och de slutliga kraven.
Alternativ för dekorativ ytbehandling
När det gäller att förbättra det visuella intrycket av ABS-delar finns det flera anisotropisk ytbehandling8 tekniker är tillgängliga:
System för målning
Målningsprocessen omfattar vanligtvis:
| Steg | Syfte | Vanliga metoder |
|---|---|---|
| Rengöring | Avlägsna föroreningar | Avtorkning med lösningsmedel, ultraljudsrengöring |
| Priming | Förbättra vidhäftningen av färg | Spray primer, vidhäftningsförbättrare |
| Baslack | Applicering av huvudfärg | Spraymålning, doppning |
| Topplack | Skydd och glans | Klarlackad, UV-beständig yta |
Metallisk efterbehandling
Förkromning och andra metalliska ytbehandlingar kan ge ABS-delar ett premiumutseende:
- Kemisk etsning
- Elektrolös plätering
- Elektroplätering
- PVD-beläggning
Funktionell efterbearbetning
Utöver det estetiska förbättrar vissa efterbearbetningsoperationer detaljens funktionalitet:
Värmebehandling
Värmebehandling kan:
- Avlasta inre spänningar
- Förbättra dimensionell stabilitet
- Förbättra mekaniska egenskaper
Monteringsverksamhet
Många ABS-delar kräver ytterligare operationer:
| Typ av operation | Syfte | Vanliga tillämpningar |
|---|---|---|
| Ultraljudssvetsning | Sammanfoga komponenter | Elektroniska kapslingar |
| Svetsning av varm plåt | Skapa starka band | Reservdelar till fordon |
| Självhäftande limning | Komplexa sammansättningar | Konsumentprodukter |
| Mekanisk infästning | Löstagbara leder | Brukbara föremål |
Alternativ för ytstrukturering
Ytstrukturering kan dramatiskt förändra utseendet och känslan hos ABS-delar:
Kemisk texturering
- Syraetsning
- Kemisk mattning
- Selektiv ytmodifiering
Fysisk texturering
- Lasertexturering
- Media sprängning
- Mönsteröverföring
Överväganden om kvalitetskontroll
På PTSMAKE genomför vi strikta kvalitetskontrollåtgärder för efterbearbetade delar:
Visuell inspektion
- Enhetlig ytfinish
- Färgkonsistens
- Identifiering av defekter
Fysiska tester
- Adhesionstest för ytbeläggningar
- Slagtålighet
- Testning av miljöexponering
Miljö- och säkerhetsaspekter
Efterbehandlingsoperationer måste överväga:
Miljöpåverkan
- VOC-utsläpp från målning
- Krav på avfallshantering
- Möjligheter till materialåtervinning
Säkerhetsåtgärder
- Personlig skyddsutrustning
- Krav på ventilation
- Procedurer för kemikaliehantering
Överväganden om kostnader
Olika efterbehandlingsalternativ varierar avsevärt i kostnad:
| Typ av process | Relativ kostnad | Produktionsvolym Lämplighet |
|---|---|---|
| Grundläggande efterbehandling | Låg | Alla volymer |
| Målning | Medium | Medelhöga till höga volymer |
| Plätering | Hög | Höga volymer |
| Texturering | Medelhög-Hög | Medelhöga till höga volymer |
Branschspecifika applikationer
Kraven på efterbearbetning varierar beroende på bransch:
Fordon
- Högblanka ytbehandlingar
- Reptålighet
- UV-stabilitet
Konsumentelektronik
- Ytbeläggningar med mjuk beröring
- EMI-skärmning
- Estetisk konsekvens
Medicintekniska produkter
- Biokompatibilitet
- Steriliseringskompatibilitet
- Kemisk beständighet
Genom denna omfattande utforskning av efterbehandlingsalternativ för ABS-gjutna delar har jag täckt de viktigaste teknikerna och övervägandena. På PTSMAKE arbetar vi nära våra kunder för att bestämma de lämpligaste efterbehandlingsmetoderna baserat på deras specifika krav, vilket hjälper dem att uppnå både funktionella och estetiska mål på ett effektivt och kostnadseffektivt sätt.
Hur förhindrar man skevhet i formsprutade ABS-komponenter?
Skevhet i formsprutade ABS-detaljer är en ständig utmaning som kan förvandla en perfekt design till en kostsam mardröm. Jag har sett otaliga tillverkare kämpa med skeva komponenter, vilket leder till höga skrotningsnivåer, produktionsförseningar och frustrerade kunder som kräver perfektion i sina delar.
För att förhindra skevhet i formsprutade ABS-komponenter bör man fokusera på att optimera formkonstruktionen, bibehålla en jämn väggtjocklek, kontrollera kylhastigheten och ställa in rätt bearbetningsparametrar. Dessa faktorer, i kombination med noggrant materialval och hantering, minskar problemen med skevhet avsevärt.
Förstå de bakomliggande orsakerna till skevhet
När det gäller att förhindra skevhet i ABS-komponenter är det viktigt att förstå de grundläggande orsakerna. Den främsta orsaken till skevhet är ojämn kylning, vilket skapar inre spänningar i den gjutna delen. Detta inträffar på grund av volymetrisk krympning9 som sker när materialet svalnar och stelnar.
Viktiga faktorer som bidrar till skevhet:
Designrelaterade faktorer
- Inkonsekvent väggtjocklek
- Skarpa hörn och övergångar
- Felaktig utformning av revben
- Brist på utkast till vinklar
Processrelaterade faktorer
- Felaktig smälttemperatur
- Olämpligt insprutningstryck
- Felaktig kylningstid
- Ojämn layout på kylkanalen
Implementering av designlösningar
På PTSMAKE har vi utvecklat omfattande strategier för att bekämpa problem med skevhet. Här är de beprövade designlösningar som vi implementerar:
Optimal design av väggtjocklek
Nyckeln är att bibehålla en jämn väggtjocklek genom hela detaljen. Här är en praktisk guide:
| Väggtjocklek Intervall (mm) | Tillämpningstyp | Risknivå |
|---|---|---|
| 1.0 - 2.0 | Små komponenter | Låg |
| 2.0 - 3.0 | Medelstora delar | Medium |
| 3.0 - 4.0 | Stora komponenter | Hög |
Överväganden om dragvinkel
Korrekta dragvinklar är avgörande för enkel borttagning av delar och minskad påfrestning:
| Komponentstorlek | Rekommenderad dragvinkel | Fördelar |
|---|---|---|
| Liten (< 50 mm) | 0.5° - 1° | Minimal ejektionskraft |
| Medium (50-150 mm) | 1° - 2° | Minskad risk för skevhet |
| Stor (> 150 mm) | 2° - 3° | Optimal utlösning |
Tekniker för processoptimering
Temperaturreglering
Att hålla rätt temperatur under hela gjutcykeln är avgörande:
Temperaturområde för smältning
- ABS optimalt intervall: 220-260°C
- Övervakning med hjälp av termiska sensorer
- Justera baserat på detaljens tjocklek
Temperaturreglering av gjutformar
- Håll 60-80°C för ABS
- Använd effektiva kylkanaler
- Implementera system för temperaturövervakning
Injektionsparametrar
Korrekta insprutningsparametrar påverkar skevheten avsevärt:
| Parameter | Rekommenderat intervall | Påverkan på skevhet |
|---|---|---|
| Insprutningshastighet | 50-100 mm/s | Måttlig |
| Håll tryck | 40-60% av insprutningstryck | Hög |
| Tid för kylning | 20-40 sekunder | Kritisk |
Materialhantering och förvaring
Korrekt förberedelse av material
Krav på torkning
- Temperatur: 80-85°C
- Tid: 2-4 timmar
- Fukthalt: < 0,1%
Förvaringsförhållanden
- Temperatur: 20-25°C
- Luftfuktighet: < 50%
- Skyddad från direkt solljus
Avancerade lösningar och teknologier
Smart design av kylsystem
På PTSMAKE använder vi avancerad design av kylkanaler:
Konform kylning
- Följer delens kontur
- Minskar cykeltiden med 20-30%
- Förbättrar detaljkvaliteten
Balanserad kylning
- Flera kylzoner
- Övervakning av temperatur
- Adaptiva styrsystem
Åtgärder för kvalitetskontroll
Övervakning av pågående processer
- Avkänning av skevhet i realtid
- Automatiserad parameterjustering
- Dokumentation av kvalitet
Inspektion efter processens slut
- Dimensionell verifiering
- Spänningsanalys
- Mätning av skevhet
Felsökning av vanliga problem
När det uppstår skevheter följer jag denna systematiska metod:
Analysfas
- Dokumentera skevhetsmönstret
- Mät avvikelsen
- Granska processparametrar
Korrigerande åtgärder
- Justera kyltiden
- Modifiera hålltrycket
- Finjustera temperaturen i gjutformen
Kostnadseffektiva lösningar
För att minimera skevhet och samtidigt bibehålla kostnadseffektiviteten:
Optimering av design
- Simulera före verktygstillverkning
- Optimera materialanvändningen
- Minska cykeltiden
Processeffektivitet
- Implementera automatiska kontroller
- Upprätthålla förebyggande underhåll
- Utbilda operatörerna på rätt sätt
Genom dessa omfattande åtgärder uppnår vi på PTSMAKE konsekvent högkvalitativa formsprutade ABS-komponenter med minimal skevhet. Vårt arbetssätt kombinerar teknisk expertis med praktisk erfarenhet för att leverera tillförlitliga lösningar för våra kunders mest utmanande projekt.
Vilka branscher har störst nytta av formsprutning av ABS?
I dagens tillverkningslandskap kämpar många branscher med att hitta det perfekta materialet för sina produkter. De ställs inför utmaningar när det gäller hållbarhet, kostnadseffektivitet och uppfyllande av strikta kvalitetsstandarder. Komplexiteten i materialvalet leder ofta till kostsamma misstag och produktionsförseningar.
Formsprutning av ABS framstår som en mångsidig tillverkningslösning som gynnar industrier från fordons- till konsumentelektronik. Dess kombination av styrka, värmebeständighet och kostnadseffektivitet gör den särskilt värdefull för tillverkare som söker pålitliga plastkomponenter av hög kvalitet.

Tillämpningar inom fordonsindustrin
Fordonssektorn är en av de största användarna av formsprutning med ABS. Jag har sett hur denna teknik revolutionerar fordonstillverkningen genom:
Invändiga komponenter
- Instrumentbrädor
- Dörrpaneler och handtag
- Delar till mittkonsol
- Instrumentpanelens hölje
Utvändiga delar
- Spegelhus
- Komponenter till grillen
- Hjulkapslar
- Komponenter till stötfångare
Den termoplastisk elasticitet10 gör ABS särskilt lämpligt för detaljer som måste tåla varierande temperaturer och mekaniska påfrestningar.
Tillverkning av konsumentelektronik
På PTSMAKE tillverkar vi regelbundet ABS-komponenter för konsumentelektronik. Denna bransch drar nytta av:
Höljen för enheter
- Fodral för smartphones
- Skal för bärbara datorer
- Kapslingar för surfplattor
- Kroppar till spelkonsoler
Interna komponenter
- Kabelhanteringssystem
- Höljen för anslutningsdon
- Omkopplingsmekanismer
- Fack för batterier
Medicinteknisk industri
Den medicinska sektorn kräver exceptionella materialegenskaper, vilket ABS levererar:
| Medicinsk applikation | Viktiga fördelar | Vanliga produkter |
|---|---|---|
| Diagnostisk utrustning | Kemisk beständighet | Höljen för testutrustning |
| Kirurgiska verktyg | Steriliseringskapacitet | Instrumenthandtag |
| Artiklar för patientvård | Hållbarhet | Sängkontroller |
| Laboratorieutrustning | Precisionsgjutning | Analys Enhetsfodral |
Vitvarusektorn
Vitvaruindustrin utnyttjar formsprutning av ABS för:
Stora vitvaror
- Kylskåpets komponenter
- Tvättmaskinens paneler
- Diskmaskinens delar
- Höljen till luftkonditioneringsanläggningar
Små apparater
- Höljen till kaffebryggare
- Blender baser
- Delar till dammsugare
- Matberedarens komponenter
Leksakstillverkningsindustrin
Leksaksindustrin drar särskilt stor nytta av ABS-egenskaperna:
Säkerhetsfunktioner
- Slagtålighet för lång livslängd
- Icke-toxisk materialkomposition
- Slät ytfinish
- Färgstabilitet
Fördelar med design
- Förmåga till komplexa former
- Underhåll med snäva toleranser
- Kostnadseffektiv produktion
- Konsekvent kvalitet
Tillverkning av industriell utrustning
I industriella tillämpningar används formsprutning av ABS:
| Tillämpningsområde | Komponenttyper | Viktiga krav |
|---|---|---|
| Säkerhetsutrustning | Skyddande överdrag | Motståndskraft mot stötar |
| Styrsystem | Bostadsenheter | Elektrisk isolering |
| Maskindelar | Manöverpaneler | Dimensionell stabilitet |
| Verktygskomponenter | Ergonomiska handtag | Hållbarhet |
Tillämpningar inom byggbranschen
Byggsektorn använder ABS för:
Inredningsarmaturer
- Plattor för ljusströmbrytare
- Skydd för eluttag
- HVAC-komponenter
- Dörrbeslag
VVS-komponenter
- Rörkopplingar
- Ventilhus
- Dräneringssystem
- Vattenförvaltningens delar
Sport- och fritidsutrustning
Sportvaruindustrin drar nytta av:
Skyddsutrustning
- Hjälmens komponenter
- Skal för skyddsutrustning
- Hölje för säkerhetsutrustning
- Slagtåliga delar
Fritidsartiklar
- Reservdelar till träningsutrustning
- Komponenter för sporttillbehör
- Spelutrustning
- Utrustning för utomhusaktiviteter
På PTSMAKE har vi utvecklat omfattande expertis inom ABS-formsprutning i dessa branscher. Vår avancerade tillverkningskapacitet gör att vi kan uppfylla exakta specifikationer samtidigt som vi bibehåller kostnadseffektiviteten. Vi arbetar nära kunder från olika sektorer för att säkerställa att deras ABS-komponenter uppfyller både industristandarder och specifika applikationskrav.
Mångsidigheten hos formsprutning av ABS fortsätter att utöka sina applikationer inom olika branscher. Från fordonskomponenter till medicintekniska produkter ger denna tillverkningsprocess tillförlitliga lösningar för olika produktionsbehov. Vårt engagemang för kvalitet och precision på PTSMAKE säkerställer att varje bransch får komponenter som uppfyller deras unika specifikationer och prestandakrav.
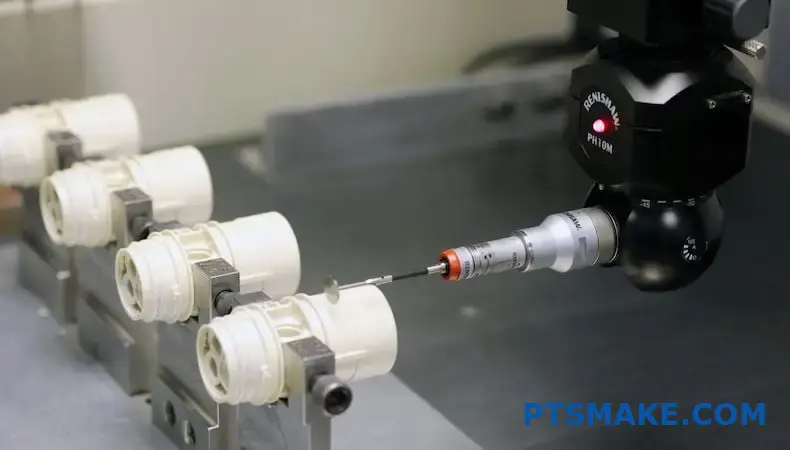
Hur säkerställer man kvalitetskontroll vid formsprutning av ABS?
Problem med kvalitetskontrollen vid formsprutning av ABS kan leda till kostsamma produktionsförseningar och materialspill. Jag har sett många tillverkare kämpa med ojämn kvalitet på detaljerna, hög kassationsgrad och kundklagomål, vilket skapar betydande operativa problem och ekonomiska påfrestningar.
För att säkerställa kvalitetskontrollen vid formsprutning av ABS bör man införa ett heltäckande system som omfattar materialtester, övervakning av processparametrar och regelbundet underhåll av utrustningen. Detta tillvägagångssätt, i kombination med utbildade operatörer och korrekt dokumentation, bidrar till att upprätthålla en jämn kvalitet på detaljerna under hela produktionen.
Materialval och provning
Grunden för kvalitetskontroll börjar med rätt materialval. När vi arbetar med ABS (Acrylonitrile Butadiene Styrene) ägnar vi särskild uppmärksamhet åt smältflödesindex11 av materialet. På PTSMAKE genomför vi rigorösa tester av inkommande material, inklusive:
Verifiering av materialcertifiering
- Kontroll av materialcertifikat
- Verifiering av materialspecifikationer
- Bekräfta batchnummer och förvaringsförhållanden
Tester före bearbetning
- Analys av fukthalt
- Test av smältflödeshastighet
- Kontroll av färgkonsistens
Kontroll av processparametrar
Att upprätthålla stabila processparametrar är avgörande för en jämn kvalitet. De viktigaste parametrarna som vi övervakar inkluderar:
| Parameter | Acceptabelt intervall | Påverkan på kvalitet |
|---|---|---|
| Smälttemperatur | 220-260°C | Påverkar flöde och ytfinhet |
| Insprutningstryck | 500-1500 bar | Påverkar påfyllning av delar |
| Hålltryck | 40-70% av insprutningstryck | Kontrollerar krympning |
| Formtemperatur | 50-80°C | Påverkar ytans kvalitet |
Protokoll för underhåll av utrustning
Regelbundet underhåll säkerställer maskinens tillförlitlighet och detaljernas kvalitet. Vårt underhållsschema inkluderar:
Dagliga kontroller
- Nivåer för hydraulolja
- Värmesystemets funktionalitet
- Inspektion av skruv- och cylinderslitage
- Rengöring och smörjning av gjutformar
Veckovis underhåll
- Verifiering av kalibrering
- Testning av säkerhetssystem
- Rengöring av filter
- Inspektion av kylsystemet
Metoder för kvalitetsinspektion
Kvalitetsinspektionen bör vara systematisk och omfattande:
Inspektion under pågående process
- Visuell inspektion för att upptäcka defekter
- Dimensionell kontroll
- Övervakning av viktkonsistens
- Utvärdering av ytfinish
Slutlig kvalitetskontroll
- Funktionell testning
- Test av slagtålighet
- Stresstestning i miljön
- Inspektion av batchprovtagning
Dokumentation och spårbarhet
Korrekt dokumentation är avgörande för kvalitetskontrollen:
Obligatorisk dokumentation
- Materialcertifikat
- Registrering av processparametrar
- Resultat av inspektion
- Rapporter om avvikelser
- Register över korrigerande åtgärder
Statistisk processtyrning (SPC)
På PTSMAKE implementerar vi SPC för att övervaka och styra formsprutningsprocessen:
Viktiga SPC-verktyg
- Kontrolldiagram
- Kapacitetsstudier
- Trendanalys
- Utredning av grundorsaker
Utbildning och certifiering av operatörer
Kvalitetskontrollen är i hög grad beroende av skickliga operatörer. Vårt utbildningsprogram omfattar:
Grundläggande utbildning
- Materialhantering
- Drift av maskinen
- Kvalitetskontroll
- Säkerhetsrutiner
Avancerad utbildning
- Felsökning
- Processoptimering
- Användning av kvalitetsverktyg
- Dokumentationssystem
Miljökontroll
Miljöfaktorer har en betydande inverkan på ABS-gjutningens kvalitet:
Kritiska faktorer
- Temperaturreglering (20-25°C)
- Kontroll av luftfuktighet (40-50%)
- Dammfri miljö
- Korrekt lagring av material
Kontinuerlig förbättring
Vi upprätthåller kvaliteten genom ständiga förbättringar:
Förbättringsaktiviteter
- Regelbundna kvalitetsmöten
- Granskning av processoptimering
- Analys av kundfeedback
- Tekniska uppdateringar
Strategier för att förebygga defekter
Förebyggande åtgärder är mer effektiva än korrigeringar:
Viktiga förebyggande metoder
- Möten för designgranskning
- Implementering av process-FMEA
- Förebyggande underhåll
- Regelbunden kalibrering
Vilka är miljöaspekterna för formsprutning av ABS?
De ökande miljöproblemen inom plasttillverkningen har lett till att formsprutning av ABS har hamnat under lupp. Många tillverkare kämpar med att balansera produktionseffektivitet och miljöansvar, och står inför utmaningar som korrekt avfallshantering och minskat koldioxidavtryck. Dessa frågor blir allt viktigare i takt med att miljöbestämmelserna skärps globalt.
Formsprutning av ABS har betydande miljökonsekvenser, från materialval till avfallshantering. De viktigaste faktorerna är energiförbrukning, återvinningsmöjligheter, utsläppskontroll och hållbara produktionsmetoder. Genom att genomföra lämpliga miljöåtgärder kan man minska den ekologiska påverkan och samtidigt bibehålla produktionskvaliteten.

Energiförbrukning och effektivitet
Energianvändningen vid formsprutning av ABS är en avgörande miljöfaktor. På PTSMAKE har vi genomfört flera energibesparande åtgärder som jag anser är viktiga för en hållbar tillverkning:
Temperaturhantering
- Optimering av värmezoner
- Använd rätt isolering
- Upprätthålla effektiva kylsystem
Maskinens effektivitet
Formsprutningsmaskinernas effektivitet har en betydande inverkan på energiförbrukningen. Modern utrustning med servo-hydrauliska system12 kan minska energiförbrukningen med upp till 50% jämfört med konventionella hydraulsystem.
Materialhantering och avfallsreduktion
Bevarande av råmaterial
Korrekt materialhantering är avgörande för miljöskyddet. Här är vad vi fokuserar på:
| Materiell aspekt | Miljöpåverkan | Lösningsstrategi |
|---|---|---|
| Virgin ABS | Hög resursförbrukning | Optimera materialanvändningen |
| Regrind Material | Minskar avfallet | Åtgärder för kvalitetskontroll |
| Förvaring | Nedbrytning av material | Klimatkontrollerad förvaring |
| Transport | Koldioxidavtryck | Lokala inköp när så är möjligt |
Praxis för avfallshantering
Effektiv avfallshantering är avgörande vid formsprutning av ABS:
- Implementering av återvinningssystem med slutna kretslopp
- Separering av olika typer av plastavfall
- Korrekt avfallshantering av icke återvinningsbart material
- Regelbundet underhåll för att minimera spill från rensning
Utsläppskontroll och luftkvalitet
VOC-hantering
ABS-bearbetning kan frigöra flyktiga organiska föreningar (VOC). Kontrollåtgärder inkluderar:
- Installera lämpliga ventilationssystem
- Använda effektiv filtreringsutrustning
- Regelbunden övervakning av luftkvaliteten
- Bibehålla optimala bearbetningstemperaturer
Minskning av koldioxidavtryck
Åtgärder för att minimera koldioxidutsläppen:
- Använda energieffektiv utrustning
- Implementering av smarta fabrikssystem
- Optimering av produktionsscheman
- Minskade transportbehov
Bevarande och förvaltning av vatten
Optimering av kylsystemet
Vattenanvändningen i kylsystem kräver noggrann hantering:
- Implementering av kylsystem med slutet kretslopp
- Regelbundet underhåll av kyltorn
- Övervakning av vattenkvalitet
- Läcksökning och förebyggande av läckage
Rening av avloppsvatten
Korrekt hantering av avloppsvatten omfattar:
| Behandlingssteg | Syfte | Fördel för miljön |
|---|---|---|
| Filtrering | Avlägsna partiklar | Minska vattenföroreningar |
| Kemisk behandling | Neutralisera föroreningar | Skydda vattensystem |
| Återvinning | Återanvändning av processat vatten | Bevara resurser |
| Övervakning | Säkerställa efterlevnad | Upprätthålla standarder |
Hållbara produktionsmetoder
Processoptimering
Implementering av hållbara metoder i produktionen:
- Använda avancerade processkontroller
- Minimering av cykeltider
- Minska antalet skrotningar
- Optimera materialflödet
Åtgärder för kvalitetskontroll
Kvalitetsledningens roll i miljöskyddet:
- Förhindrande av defekta delar
- Minskning av materialspill
- Minimering av omarbetningskrav
- Implementering av förebyggande underhåll
Alternativa material och innovation
Miljövänliga alternativ
Utforska hållbara alternativ:
- Biobaserade ABS-alternativ
- Material med återvunnet innehåll
- Biologiskt nedbrytbara tillsatser
- Färgämnen med lägre miljöpåverkan
Integration av teknik
Använda teknik för att förbättra miljön:
- Smarta övervakningssystem
- Förutseende underhåll
- Spårning av energianvändning
- Algoritmer för att minska avfallsmängden
Regelefterlevnad och certifiering
Miljöstandarder
Uppfylla miljöbestämmelser:
| Standardtyp | Krav och önskemål | Implementering |
|---|---|---|
| ISO 14001 | Miljöledning | Systematiskt tillvägagångssätt |
| Lokala föreskrifter | Kontroll av utsläpp | Regelbunden övervakning |
| Branschstandarder | Materialhantering | Utbildning av personal |
| Avfallshantering | Korrekt bortskaffande | Dokumentation |
Certifieringsprocess
Upprätthållande av miljöcertifieringar:
- Regelbundna revisioner
- Utbildning av personal
- Hantering av dokumentation
- Kontinuerlig förbättring
På PTSMAKE förstår vi att miljöhänsyn vid formsprutning av ABS inte bara handlar om efterlevnad - det handlar om ansvar och hållbarhet. Genom att noga uppmärksamma dessa aspekter har vi utvecklat processer som upprätthåller hög kvalitet samtidigt som miljöpåverkan minimeras. Jag uppmuntrar tillverkare att se miljöhänsyn som möjligheter till innovation och förbättring snarare än som hinder för produktionen.
Lär dig mer om glasomvandlingstemperaturens inverkan på ABS-formbarhet och förbättra din gjutningsprocess. ↩
Lär dig mer om ABS:s flödesegenskaper för bättre formkonstruktion och produktionseffektivitet. ↩
Läs mer om hur butadiengummi förbättrar ABS prestanda när det gäller slagtålighet och flexibilitet. ↩
Lär dig mer om hur värme påverkar ABS-plastens egenskaper och förbättra din produktionskvalitet. ↩
Förstå hur ABS flyter och deformeras för bättre kvalitet på detaljerna vid formsprutning. ↩
Lär dig mer om materialkvaliteter för att förbättra produktkvaliteten och optimera produktionskostnaderna. ↩
Förstå hur kristallisering påverkar materialegenskaper och bearbetning för bättre val. ↩
Lär dig mer om anisotropiska ytbehandlingstekniker för att förbättra dina ABS-delars utseende och funktionalitet. ↩
Förstå volymetrisk krympning för att effektivt förhindra problem med skevhet vid formsprutning av ABS. ↩
Förståelse för termoplasters elasticitet förbättrar materialval och produkthållbarhet för optimala tillverkningsresultat. ↩
Förstå MFI för att optimera bearbetningsförhållandena och förbättra detaljkvaliteten vid formsprutning av ABS. ↩
Läs om hur servohydrauliska system förbättrar energieffektiviteten vid formsprutning. ↩






