

Har du någonsin drabbats av ett försenat projekt på grund av att det tog veckor för dina specialtillverkade delar att komma fram? Eller kämpat med ojämn kvalitet som tvingat fram omkonstruktioner i sista minuten? Dessa frustrationer slår hårdare när deadlines hotar och budgetarna krymper. Aluminiumprofiler lovar effektivitet, men opålitliga leverantörer förvandlar ofta potentiella lösningar till nya huvudvärksproblem.
En aluminiumprofil är en formad metallprofil som skapas genom att pressa uppvärmd aluminium genom en matris. Dessa lätta, korrosionsbeständiga komponenter bildar strukturella ramverk i branscher som fordons-, flyg- och robotindustrin.

Du kanske tror att alla aluminiumprofiler är utbytbara - tills en felaktig tolerans får ditt monteringsband att spåra ur. Men sanningen? Det är inte alla leverantörer som förstår hur legeringskvaliteter, ytbehandlingar och termiska egenskaper påverkar prestandan i den verkliga världen. Låt oss gå igenom vad som gör att aluminiumprofiler fungerar (eller misslyckas) i kritiska tillämpningar och hur man undviker kostsamma felsteg.
Hur stark är en aluminiumprofil?
Har du någonsin konstruerat en produkt bara för att upptäcka att aluminiumramen böjer sig under oväntade belastningar? Eller ännu värre - drabbats av kostsamma förseningar på grund av att materialets styrka inte stämde överens med dina beräkningar? Dessa frustrationer är inte bara obekväma; de avslöjar kritiska luckor i förståelsen av vad aluminiumprofiler verkligen kan hantera.
Aluminiumprofiler uppnår hållfastheter från 70 MPa till 600 MPa, beroende på legeringssammansättning, anlöpningsprocesser och strukturell design. Deras förhållande mellan styrka och vikt överträffar ofta stål i applikationer som kräver lättviktsstyrka, men bara när de konstrueras på rätt sätt.

Nedbrytning av aluminiumprofilens styrka
1. Vetenskapen bakom metallen
Aluminium får sin styrka från atombindning och förskjutningsrörelse1. Ren aluminium är mjuk, men genom att tillsätta element som magnesium eller kisel störs dessa dislokationer, vilket gör materialet hårdare. Ett exempel:
| Legeringsserie | Viktiga element | Typisk draghållfasthet (MPa) | Vanliga tillämpningar |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Strukturella ramar |
| 7000 | Zn | 350-600 | Komponenter för flyg- och rymdindustrin |
| 1000 | Ingen (99%+ Al) | 70-110 | Dekorativa lister |
På PTSMAKE har vi bearbetat profiler i dessa legeringar för robotteknik och medicintekniska produkter. I ett nyligen genomfört projekt behövdes en arm i 7075-T6 aluminium för en industrirobot - den skulle klara 480 MPa påfrestningar samtidigt som den vägde 40% mindre än alternativen i stål.
2. Hur geometri multiplicerar styrka
En profils form handlar inte bara om estetik:
- Ihålig kontra massiv: Hålprofiler minskar vikten utan att ge avkall på styvheten. En 50x50 mm ihålig profil motstår böjning 3,2x bättre än en solid stång med samma vikt.
- Ribbplacering: Strategiskt placerade ribbor (så tunna som 1,5 mm i våra CNC-bearbetade prototyper) kan öka vridstyvheten med 70%.
3. Den dolda svagheten: Termiska och kemiska faktorer
Aluminiums hållfasthet sjunker med 15-25% vid 150°C. En gång designade vi om ett sensorfäste för en bil efter att ha upptäckt att den omgivande motorvärmen mjukade upp den ursprungliga 6061-T6-profilen. På samma sätt påskyndar salta miljöer korrosionen om den inte är anodiserad eller belagd - en lärdom från robotikprojekt vid kusten.
4. Testmetoder som spelar roll
Lita inte enbart på värdena i databladet:
- Hårdhetsprovning: Snabbt men ytligt (t.ex. Brinell-skalan)
- Dragprovning: Avslöjar verkligt utbyte och ultimat styrka
- Utmattningsprovning: Kritisk för delar som utsätts för cykliska belastningar
Vårt laboratorium använder digital bildkorrelation för att kartlägga spänningsfördelningen - en teknik som avslöjade ojämna belastningsvägar i en drönarram, vilket ledde till en omkonstruktion som fördubblade dess livslängd.
5. När starkare inte är bättre
Höghållfasta legeringar som 7075 kostar 2-3 gånger mer än 6061 och är svårare att bearbeta. För ett husprojekt för konsumentelektronik sparade bytet från 7075 till 6061 22% i materialkostnader utan att påverka prestandan - eftersom designen istället använde smart ribbning.
Hur många olika typer av aluminiumprofiler finns det?
Har du någonsin drabbats av oväntade projektförseningar för att du valde fel aluminiumprofil? Eller upptäckt i mitten av produktionen att den legering du valt inte klarar den lastkapacitet som krävs? Dessa frustrationer är inte bara obekväma - de kan spåra ur tidslinjer och spränga budgetar.
Det finns fyra primära klassificeringsmetoder för aluminiumprofiler: efter legeringssammansättning, tvärsnittsform, ytbehandling och industriell tillämpning. Varje kategori innehåller flera undertyper som är utformade för specifika prestandakrav och användningsfall.

Klassificering av aluminiumprofiler
Låt oss granska varje klassificeringssystem utifrån praktiska tillverkningsbehov:
1. Skillnader i legeringarnas sammansättning
Aluminiumlegeringsserien bestämmer grundläggande materialegenskaper. På PTSMAKE arbetar vi regelbundet med dessa nyckeltyper:
| Serie | Viktiga element | Draghållfasthet | Typisk användning |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Dekorativa lister |
| 6000 | Mg + Si | 150-310 MPa | Strukturella ramar |
| 7000 | Zn + Mg | 350-500 MPa | Komponenter för flyg- och rymdindustrin |
6000-serien (särskilt 6061 och 6063) står för 68% av industriprofilerna tack vare sin optimala balans mellan styrka och formbarhet. Vi har dock märkt att många kunder förbiser fördelarna med utskiljningshärdning2 i 7000-seriens legeringar för applikationer med höga påfrestningar.
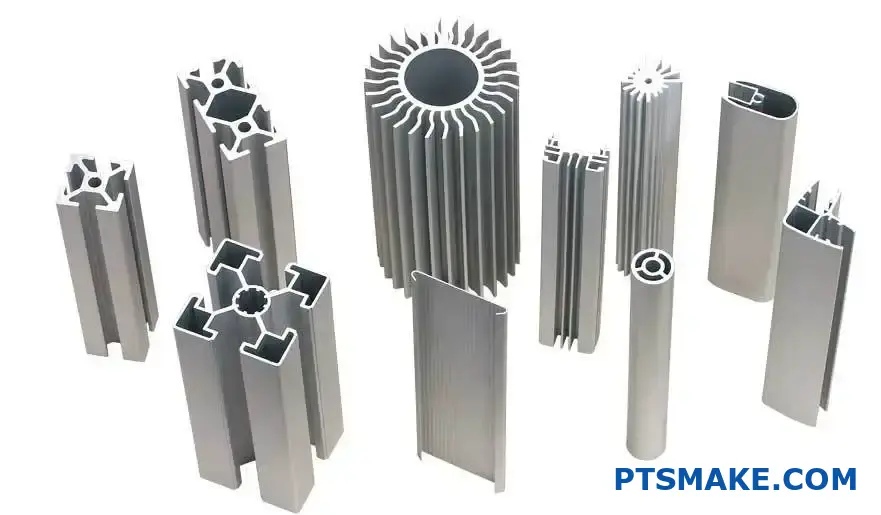
2. Alternativ för tvärsnittsgeometri
Profilformerna har en direkt inverkan på funktionaliteten och monteringseffektiviteten:
Standardformer
- Profiler för T-spår (modulära ramsystem)
- I-balkar (strukturellt stöd)
- U-kanaler (kantskydd)
Anpassade former
Vi utvecklade nyligen en hexagonal profil med ihålig kärna och interna kylkanaler för en kund inom robotteknik, vilket minskade komponentvikten med 40% jämfört med solida aluminiumdelar.
3. Metoder för ytbehandling
Olika ytbehandlingar har olika syften:
| Behandling | Tjocklek | Motståndskraft mot korrosion | Kostnadsfaktor |
|---|---|---|---|
| Anodisering | 5-25 μm | Utmärkt | $$$ |
| Pulverlackering | 60-120 μm | Bra | $$ |
| Mekanisk polering | N/A | Dålig | $ |
För projekt inom medicinsk utrustning rekommenderar vi ofta elektropolering - en process som avlägsnar ytföroreningar och samtidigt förbättrar mikrobiell resistens2.
4. Applikationsspecifika konstruktioner
Olika branscher kräver specialiserade profiler:
Arkitektonisk
Värmeskyddssystem med polyamidinsatser (värmeledningsförmåga 0,24 W/m-K)Fordon
System för krockhantering med AA7003-legeringar (energiabsorption upp till 35 kJ)Elektronik
EMI-skyddade kapslingar med ledande ytskikt (60 dB dämpning vid 1 GHz)
Vårt team hjälpte nyligen en kund att designa om sitt monteringssystem för solpaneler med 6063-T6-profiler, vilket minskade installationstiden med 30% samtidigt som IEC 61215-certifieringskraven uppfylldes.
Kritiska urvalsfaktorer
När vi ger råd till kunder på PTSMAKE betonar vi tre ofta förbisedda överväganden:
Kompatibilitet med värmeutvidgning
Aluminiums expansionshastighet på 23 μm/m-°C måste anpassas till sammanfogade material
Exempel: Fästelement av rostfritt stål (17 μm/m-°C) kräver termisk kompensationBearbetningstillägg
Rekommenderade toleranser för vanliga processer:Process Tolerans (±) CNC-fräsning 0,05 mm Borrning 0,1 mm Laserskärning 0,2 mm Regulatorisk efterlevnad
- ASTM B221 för allmän strängpressning
- AMS 4152 för flyg- och rymdtillämpningar
- EN 755-9 för europeiska marknader
Vår ISO 9001-certifierade anläggning har separata produktionslinjer för profiler av medicinsk kvalitet (ISO 13485) och för fordonsindustrin (IATF 16949) för att förhindra korskontaminering - en viktig detalj som många leverantörer förbiser.
Var används aluminiumprofiler?
Har du någonsin ställts inför ett projekt där materialflexibilitet och strukturell integritet inte kunde samexistera? Eller kämpat med att balansera lättviktsdesign med hållbarhet i industriella tillämpningar? Dessa utmaningar är vanliga, men tänk om det finns ett material som löser dem alla?
Aluminiumprofiler är strängpressade former som används i olika branscher för sin lättviktsstyrka, korrosionsbeständighet och designflexibilitet. Från byggnadsfasader till batteritråg för elfordon möjliggör de kostnadseffektiva, hållbara lösningar för komplexa tekniska behov.

Viktiga branscher som utnyttjar aluminiumprofiler
1. Konstruktion & arkitektur
Aluminiumprofiler dominerar det moderna byggandet på grund av sin anpassningsbarhet och långa livslängd.
Applikationer:
- Gardinväggar och fönsterkarmar: Deras korrosionsbeständighet garanterar årtionden av drift i hårt väder.
- Strukturella stöd: Högt förhållande mellan styrka och vikt minskar belastningen på byggnader samtidigt som säkerheten bibehålls.
- Monteringssystem för solpaneler: Lätt men ändå tillräckligt tålig för att klara miljöpåfrestningar.
På PTSMAKE har vi levererat anpassade aluminiumprofiler till skyskrapeprojekt i Europa, med toleranser så snäva som ±0,05 mm för sömlös montering.
2. Fordon och transport
Övergången till elfordon (EV) har ökat efterfrågan på aluminiumprofiler explosionsartat.
Kritiska användningsområden:
| Tillämpning | Aluminiumkvalitet | Viktig fördel |
|---|---|---|
| Kapslingar för elbilsbatterier | 6061-T6 | Termisk hantering och krocksäkerhet |
| Chassits komponenter | 7075 | Viktminskning utan hållfasthetsförlust |
| Kylflänsar | 6063 | Optimerad värmeledningsförmåga3 |
Vårt team utvecklade nyligen ett modulärt batteritrågssystem med 6061-T6-profiler, vilket minskade kundens monteringstid med 30% samtidigt som vikten minskade med 15% jämfört med stålalternativ.
3. Elektronik och robotteknik
Precision är inte förhandlingsbart här. Aluminiumprofiler ger:
- EMI-skärmning för känsliga komponenter
- Värmeavledning för högpresterande processorer
- Styva ramar för samarbetande robotar
Ett nystartat robotföretag som vi samarbetade med behövde en 2 meter lång robotarmsprofil med 12 interna kylkanaler. Med hjälp av CNC-bearbetad 6063-aluminium uppnådde vi en rakhetstolerans på 0,1 mm, vilket är avgörande för positioneringsnoggrannheten.
4. Industriella maskiner
Aluminiums bearbetbarhet gör det idealiskt för anpassade maskinramar, transportörsystem och automationsutrustning.
Varför ingenjörer väljer aluminium:
- Modularitet: Profiler med T-spår möjliggör snabb omkonfiguration.
- Hygien: Icke-porösa ytor uppfyller FDA:s standarder för livsmedel/pharma.
- Kostnadseffektivitet: Lägre bearbetningskostnader jämfört med rostfritt stål.
Konstruktionsöverväganden för aluminiumprofiler
Guide för materialval
| Krav | Rekommenderad legering | Anteckningar |
|---|---|---|
| Hög hållfasthet | 7075 | Flyg- och rymdklassad, mindre korrosionsbeständig |
| Svetsningskompatibilitet | 6061 | Kräver värmebehandling efter svetsning |
| Anodiseringsfinish | 6063 | Överlägsen ytjämnhet |
Toleransstandarder
- Kommersiell: ±0,5 mm (strukturella tillämpningar)
- Precision: ±0,1 mm (robotik, optik)
- Hög noggrannhet: ±0,05 mm (PTSMAKE:s specialitet för medicin/fordon)
Faktorer för hållbarhet
Aluminiumprofiler stöder cirkulär tillverkning:
- 95% återvinningsbarhet utan egendomsförlust
- Lägre koldioxidavtryck jämfört med produktion av jungfruligt material
- Lättvikt minskar transportutsläppen
En studie från 2023 visade att användning av återvunna aluminiumprofiler vid tillverkning av elbilar minskar livscykelutsläppen med 72% jämfört med traditionella metoder.
Varför samarbeta med PTSMAKE?
- Hastighet: 5-7 dagars ledtid för prototyper via vår anläggning i Shenzhen.
- Skala: Årlig produktionskapacitet på 12.000+ ton.
- Certifieringar: Överensstämmer med ISO 9001, IATF 16949 och AS9100D.
Under förra kvartalet levererade vi 8.000 CNC-bearbetade aluminiumhöljen till en tysk tillverkare av medicintekniska produkter, med en felfri kvalitet på 99,98% i 14 kritiska dimensioner.
Från koncept till produktion erbjuder aluminiumprofiler oöverträffad mångsidighet. Oavsett om du designar en nollenergibyggnad eller en nästa generations robot kan du göra smartare materialval genom att förstå deras användningsområden. På PTSMAKE kombinerar vi två decennier av aluminiumexpertis med banbrytande extruderings- och bearbetningstekniker för att förvandla dina konstruktioner till verklighet - snabbt, exakt och kostnadseffektivt.
Vilka är de viktigaste kvalitetsstandarderna för aluminiumprofiler?
Har du någonsin fått aluminiumprofiler som förvreds under minimal belastning? Eller fått göra kostsamma omarbetningar för att måtten inte stämde överens med specifikationerna? Det här är inte bara irritationsmoment - det är symptom på att man ignorerar kritiska kvalitetsriktmärken.
Aluminiumprofiler måste uppfylla strikta standarder för kemisk sammansättning, mekaniska egenskaper, dimensionstoleranser, ytfinish och korrosionsbeständighet. Viktiga certifieringar inkluderar ASTM B221, EN 755 och ISO 6361, som säkerställer enhetlighet inom branscher som flyg- och bilindustrin.

Nedbrytning av de kritiska kvalitetsriktmärkena
1. Kemisk sammansättning: Grunden för prestanda
Aluminiumlegeringar får sina egenskaper från exakta grundämnesförhållanden. Även små avvikelser kan försämra hållfastheten eller korrosionsbeständigheten.
Viktiga element att övervaka:
| Element | Roll i aluminiumlegeringar | Acceptabelt intervall (exempel: 6061-T6) |
|---|---|---|
| Magnesium (Mg) | Förbättrar styrkan | 0,8-1,2% |
| Kisel (Si) | Förbättrar gjutbarheten | 0,4-0,8% |
| Koppar (Cu) | Ökar hårdheten | 0,15-0,40% |
På PTSMAKE använder vi optiska emissionsspektrometrar för att verifiera sammansättningar inom ±0,05% från målvärdena. Denna precision förhindrar problem som spänningskorrosionssprickor i marina applikationer.
2. Mekaniska egenskaper: Utöver grundläggande hållfasthet
Draghållfasthet och sträckgräns är viktiga, men prestanda i verkligheten kräver djupare analys.
Den dolda faktorn: Exponent för draghärdning
Detta sällan diskuterade mått (betecknat som n) avgör hur aluminium fördelar spänningen under formningen. En högre n värdet (0,25-0,35 för 6061-T6) möjliggör komplexa böjningar utan sprickbildning, vilket är kritiskt för ramkomponenter i fordonsindustrin.
3. Dimensionstoleranser: När precision möter praktik
De snävaste toleranserna är inte alltid bättre. Tänk på funktionalitet kontra kostnad:
| Typ av profil | Kritiska toleranszoner | Branschstandard |
|---|---|---|
| Strukturella balkar | Monteringsytor | ±0,5 mm/m |
| Kylflänsar | Avstånd mellan fenor | ±0,1 mm |
| Räls för fordon | Planhet i tvärsnitt | ±0,2 mm över 1 m |
För ett robotprojekt förra året uppnådde vi en repeterbarhet på ±0,05 mm på CNC-bearbetade aluminiumstyrningar genom att kombinera strängpressning med sekundär bearbetning - en hybridmetod som sänkte kostnaderna med 18% jämfört med full CNC-produktion.
4. Ytans integritet: Mer än bara kosmetik
Standarder för anodiseringstjocklek överskuggar ofta defekter under ytan. Våra kvalitetskontroller inkluderar:
- Provning av mikrohårdhet (80-100 HV för 6063-T5)
- Inspektion med virvelström för sprickor under 0,1 mm djup
- Testning med saltspray mer än 1.000 timmar för delar av marin kvalitet
5. Spårbarhet: Det osynliga skyddsnätet
Modern tillverkning kräver fullständig härstamningsspårning:
- Provningscertifikat för råämnen
- Register över värmebehandlingssatser
- Rapporter om dimensionell inspektion enligt ISO 9001
Vi bäddar in QR-koder direkt i profilerna, så att kunder som tillverkare av medicintekniska produkter kan få tillgång till hela historiken direkt.
När standarder krockar: Att navigera mellan motstridiga krav
Ett nyligen genomfört projekt inom flyg- och rymdindustrin krävs:
- AMS 2772 värmebehandling (140°C åldring)
- EN 12258-3 kemiska gränser
- Spårbarhet enligt AS9100
Genom att modifiera lösning värmebehandling4 sekvens och genom att lägga till ett sista kallsträckningssteg uppfyllde vi alla tre standarderna utan att kompromissa med cykeltiderna.
Balansräkningen för kostnad och kvalitet
| Investeringar i kvalitet | Kostnad i förskott | Långsiktiga besparingar |
|---|---|---|
| Precisionsformar | +15% | -30% skrotningsgrad |
| Automatiserad inspektion | +8% | -45% avkastning |
| Certifierade material | +12% | +20% produktens livslängd |
En kund inom förnybar energi sparade $220k årligen genom att uppgradera från aluminiumprofiler av kommersiell kvalitet till ASTM-certifierade aluminiumprofiler, trots en materialkostnadsökning på 10%.
Varför de flesta leverantörer misslyckas med konsekvens
Efter mer än 15 år inom precisionstillverkning har vi identifierat tre systematiska brister:
- Otillräcklig förvärmning av ämnet: Orsakar ojämn kornstruktur
- Överdriven tilltro till end-of-line-testning: Missar processdrift
- Ignorerar omgivande luftfuktighet: Påverkar åldringsugnens prestanda
Vår lösning? Processövervakning i realtid med AI-drivna justeringar - minskade dimensionsavvikelser med 63% jämfört med traditionella metoder.
Hur väljer man rätt leverantör av aluminiumprofiler?
Har du någonsin drabbats av oväntade projektförseningar på grund av att din leverantör av aluminiumprofiler inte kunde uppfylla specifikationerna? Eller upptäckt dolda kostnader efter att ha lagt beställningar? Dessa frustrationer är inte bara besvärliga - de kan få hela produktionsscheman att spåra ur och skada kundrelationer.
För att välja rätt leverantör av aluminiumprofiler måste man utvärdera teknisk kapacitet, kvalitetskontrollsystem och tillförlitlighet i leveranskedjan genom ett strukturerat tillvägagångssätt. Den idealiska partnern kombinerar materialkunskap med tillverkningsflexibilitet för att uppfylla kraven på både precision och skalbarhet.

Viktiga utvärderingskriterier för leverantörer av aluminiumprofiler
3 tekniska förmågor som spelar roll
Överensstämmelse med materialcertifiering
- Verifiera certifieringar för:
- ISO 9001 (kvalitetsledning)
- IATF 16949 (fordonsindustrin)
- AS9100 (flyg- och rymdindustrin)
- På PTSMAKE har vi 14 materialcertifieringar, inklusive EN 9100 och ISO 13485 för medicinska tillämpningar
- Verifiera certifieringar för:
Hantering av profilkomplexitet Kapacitet Grundläggande leverantör Avancerad leverantör Väggtjocklek <1mm Begränsad Full produktion Snäva toleranser (±0,05 mm) Manuella kontroller Mätning med laser Alternativ för ytfinish <5 typer 12+ behandlingar Kapacitet för kundanpassning
- Leta efter leverantörer som erbjuder:
- CAD/CAM-integration
- Snabb prototypframtagning (3-5 dagars handläggningstid)
- Efterbearbetning5 Anpassning
- Leta efter leverantörer som erbjuder:
4 Operativa varningssignaler att identifiera
Dolda kostnadsutlösande faktorer
- Verktygsavgifter som överstiger 15% av den ursprungliga offerten
- MOQs som kräver 30%+ överskottslager
- Ospecificerade förpacknings-/fraktkostnader
Brister i kvalitetskontrollen
- Saknar dokumentation för:
- Spårbarhet för råmaterial
- Rapporter om dimensionell inspektion
- Validering av ytbehandling
- Saknar dokumentation för:
Brister i kommunikationen
- Svarstid >4 arbetstimmar
- Ingen särskild projektledare
- Begränsade kunskaper i engelska i tekniska team
Begränsningar i skalbarheten
- Produktionskapacitet <5.000 enheter/månad
- Materialanskaffning från en enda källa
- Ingen beredskapsplanering för brist på råmaterial
5 Indikatorer för partnerskap
Process för tekniskt samarbete
- Föredraget arbetsflöde:
- Konstruktionsgranskning (DFM-analys)
- Validering av prototyp
- Processoptimering
- Fullskalig produktion
- Föredraget arbetsflöde:
Ramverk för problemlösning
- Effektiva leverantörer bör tillhandahålla:
- Analys av bakomliggande orsaker inom 24 timmar
- Plan för korrigerande åtgärder inom 48 timmar
- Implementering av förebyggande åtgärder
- Effektiva leverantörer bör tillhandahålla:
Tjänster med mervärde
- Program för lagerhantering
- Leveransalternativ just-in-time
- Årliga initiativ för att minska kostnaderna
På PTSMAKE har vi utvecklat en patentskyddad anodiseringsprocess som ökar aluminiumprofilers korrosionsbeständighet med 40% jämfört med standardbehandlingar. Denna innovation kom från att lösa upprepade fältfel i applikationer i marin miljö - en utmaning som många leverantörer fortfarande kämpar för att hantera effektivt.
Vilka ytbehandlingar finns tillgängliga för aluminiumprofiler?
Har du någonsin ägnat veckor åt att utforma en perfekt aluminiumprofil, bara för att se den korrodera inom några månader? Eller stått inför oväntade kostnader när dina anodiserade delar fått ojämn färg efter montering? Dessa frustrationer är inte bara irriterande - de kan få tidslinjer att spåra ur, budgetar att svälla och skada din produkts rykte.
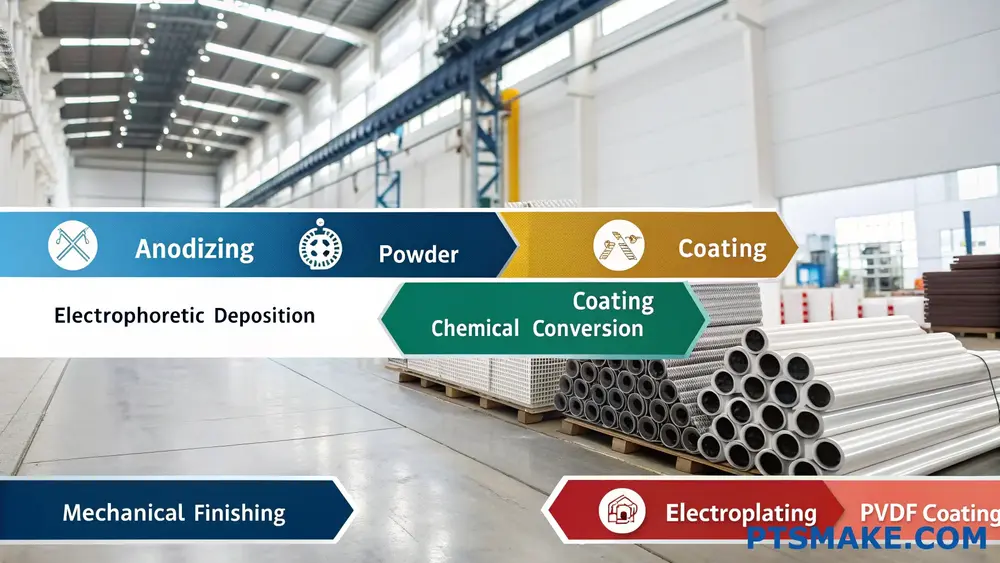
Aluminiumprofiler kan behandlas med sju viktiga ytbehandlingar: anodisering, pulverlackering, elektroforetisk deponering, kemisk konvertering, mekanisk ytbehandling, galvanisering och PVDF-beläggning. Varje metod balanserar korrosionsbeständighet, estetik, hållbarhet och kostnad för industriella applikationer.
Jämförelse av ytbehandlingsmetoder för aluminiumprofiler
1. Anodisering: Branschens standard
Anodisering skapar ett kontrollerat oxidskikt genom elektrolys. På PTSMAKE har vi optimerat denna process för kunder inom flyg- och medicinteknik som kräver snäva toleranser (±0,005 mm) och enhetlig finish.
| Olika typer av anodisering | Typ | Tjocklek (μm) | Viktiga funktioner | Bäst för |
|---|---|---|---|---|
| Typ II | 5-25 | Dekorativ, infärgningsbar | Konsumentelektronik | |
| Typ III | 25-150 | Hög slitstyrka | Hydrauliska system | |
| Hårdbeläggning | 50+ | Extrem hårdhet (60-70 Rockwell C) | Marin utrustning |
En kund inom robotteknik bytte nyligen från typ II- till Hardcoat-anodisering efter att deras CNC-bearbetade ställdonshus visat tecken på förtida slitage. Omkonstruktionen förlängde livslängden med 300% men ökade materialkostnaderna med 18% - en avvägning som vi hjälpte dem att modellera med hjälp av finita element-analys6.
2. Pulverlackering: Färg utan kompromisser
Till skillnad från flytande färger härdar pulverlacker genom polymerisation. Vår anläggning använder tribostatiska pistoler som uppnår 95% överföringseffektivitet - avgörande vid beläggning av komplexa aluminiumprofiler för fordonsbeklädnad.
Överväganden om tillämpning
- Förvärm profilerna till 180°C för bättre vidhäftning
- Begränsa filmtjockleken till 60-120 μm för att undvika sprickbildning
- Använd kromfria förbehandlingar för att uppfylla EU:s krav
3. Elektroforetisk deponering (E-beläggning)
Denna metod använder elektrisk ström för att deponera färgpartiklar jämnt, även i försänkta områden. Metoden är vanlig inom fordonsindustrin, men vi har anpassat den för kylflänsar av aluminium i batteripaket för elbilar där variationer i beläggningen på 0,1 mm påverkar värmeprestandan.
4. Beläggningar för kemisk konvertering
Kromatfria alternativ som zirkoniumbaserade beläggningar dominerar nu:
| Beläggning | Motståndskraft mot korrosion | Elektrisk konduktivitet | RoHS överensstämmelse |
|---|---|---|---|
| Kromat | Utmärkt | Dålig | Nej |
| Zirkonium | Bra | Utmärkt | Ja |
| Titan | Rättvist | Bra | Ja |
5. Alternativ för mekanisk efterbehandling
Borstad yta är fortfarande populärt, men nyare tekniker som abrasiv flödesbearbetning (AFM) kan polera inre kanaler i aluminiumgrenrör till Ra 0,2 μm - vilket är kritiskt för medicinska vätskesystem.
6. Elektroplätering: När aluminium behöver vara något annat
Nickelplätering av aluminium kräver först förzinkning. Vi har nyligen pläterat drönarkomponenter med 10 μm nickel följt av 3 μm guld, vilket ger både EMI-skärmning och tillförlitliga kontakter.
7. PVDF-beläggningar för extrema miljöer
Fluorpolymerbeläggningar tål UV-strålning, kemikalier och temperaturer på 200°C. I ett solcellsprojekt användes våra PVDF-belagda aluminiummonteringssystem för att förhindra nedbrytning under ökenförhållanden.
Att välja rätt behandling: 5 kritiska faktorer
Exponering för miljön
Testtimmar med saltspraytest korrelerar med prestanda i verkligheten:Behandling 500 timmar 1000 timmar 2000 timmar Anodisering (typ III) Inga gropar <5% gropar Misslyckades PVDF-beläggning Ingen förändring Ingen förändring 20% glansförlust Elektriska krav
Anodiserade skikt är isolatorer (genomslagsspänning ~800 V/μm). För ledande delar, ange icke-porösa kemiska filmer.Termisk hantering
Svart anodisering förbättrar värmeavledningen med 15-20% jämfört med obehandlad aluminium.Estetiska krav
Pulverlackering erbjuder mer än 200 RAL-färger, medan anodisering är begränsad till metalliska färger.Budgetbegränsningar
För prototyper kostar mekanisk ytbehandling 40% mindre än full anodisering.
Vanliga misstag som vi har observerat
Ignorering av förbehandling
En kund hoppade över alkalisk rengöring före pulverlackering, vilket resulterade i att 30% inte fick fäste. Alltid:- Avfettning
- Etsning
- Desmut
Förbiseende av värmeutvidgning
En 2 meter lång fasadpanel av aluminium sprack eftersom beläggningens CTE inte matchade underlaget. Matchningskoefficienter inom 5%.
Framtida trender inom aluminiumytor
Lasertexturering blir allt vanligare - vårt FoU-team skapade nyligen hydrofoba ytor med 160° kontaktvinkel med hjälp av femtosekundlasrar. Detta eliminerar behovet av kemiska ytbeläggningar i vissa applikationer.
Hur påverkar tillverkning av aluminiumprofiler ledtiderna?
Har du någonsin drabbats av en projektförsening på grund av att dina aluminiumkomponenter anlände flera veckor senare än utlovat? Tänk om själva processen med att skapa dessa eleganta, anpassade profiler i tysthet äter sig in i din tidslinje? Faktum är att tillverkning av aluminiumprofiler inte bara handlar om att forma metall - det är en kedja av ömsesidigt beroende steg där en flaskhals kan spåra ur hela ditt schema.
Tillverkning av aluminiumprofiler påverkar direkt ledtiderna genom designkomplexitet, förberedelse av extruderingsverktyg, materialinköp och krav på efterbearbetning. Optimering av dessa steg - som att använda standardiserade verktygskonstruktioner eller samarbeta med vertikalt integrerade leverantörer - kan minska förseningarna med upp till 40%.

Att bryta ner ekvationen för ledtid
För att förstå varför aluminiumprofiler påverkar projektets tidsramar, låt oss dissekera tillverkningsresan.
Steg 1: Validering av design (5-12 dagar)
Varje kundanpassad profil börjar med CAD-validering. Även mindre konstruktionsfel här kan leda till kostsamma förseningar senare. Ett exempel:
| Designfaktor | Tidspåverkan | Kostnadsmultiplikator |
|---|---|---|
| Väggtjocklek <3mm | +3 dagar (omformning av verktyg) | 1.7x |
| Invändiga kanaler utan dragvinklar | +6 dagar (simulering av återutsändningar) | 2.4x |
| Icke-standardiserade toleranser (±0,05 mm) | +4 dagar (omkalibrering av process) | 1.9x |
På PTSMAKE har vi minskat denna fas till 72 timmar för 80% av projekten genom att använda AI-driven design för tillverkningsbarhet7 kontroller under prototyptillverkning.
Steg 2: Utveckling av matriser (7-21 dagar)
Extruderingsverktygen är hjärtat i profiltillverkningen. Tre kritiska faktorer dominerar denna fas:
Val av verktygsmaterial
H13-stålformar håller längre men tar 14 dagar att bearbeta. Billigare SKD61-alternativ sparar 5 dagar initialt men kräver 30% mer stilleståndstid för underhåll.Tolerans Stack-Ups
En profil som kräver ±0,1 mm koncentricitet kräver matriser med ±0,03 mm precision - vilket innebär 4 dagars CNC-slipning.Testcykler
Försök med extrudering av första artikeln avslöjar ofta obalanser i flödet. Våra data visar:- 63% av nya matriser kräver ≥2 justeringar
- Varje justering ger 2,5 dagar
Steg 3: Extruderingsprocess (3-10 dagar)
Här möts fysiken och logistiken:
| Avvägning mellan hastighet och kvalitet | Legering | Max hastighet (m/min) | Felfrekvens vid maxhastighet |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Genom att köra med maxhastigheten 85% halveras antalet defekter, men produktionstiden förlängs med 20%. Vår lösning? Termisk övervakning i realtid för att öka hastigheterna på ett säkert sätt.
Steg 4: Efterbearbetning (2-15 dagar)
Ytbehandlingar blir ofta dolda tidsslukare:
- Anodisering: 48 timmar för klass II (25µm)
- Pulverlackering: 72 timmar med härdning
- Kemisk film (Alodine): 24 timmar
För ett medicintekniskt projekt under förra kvartalet sparade vi 11 dagar genom att kombinera mekanisk borstning med laseretsning i stället för traditionell anodisering.
De dolda bovarna: Vad de flesta ingenjörer missar
Fyra förbisedda faktorer påverkar ledtiderna oproportionerligt mycket:
Pappersarbete för certifiering
ITAR-kompatibla flyg- och rymdprofiler kräver 7-10 dagar enbart för dokumentation. Vårt automatiserade efterlevnadssystem minskar detta till 48 timmar.Förpackningens komplexitet
Skumseparerad frakt för repkänsliga profiler ger 2 dagar extra jämfört med standardpallning.Spårbarhet för partier
Fullständig spårbarhet enligt ASTM E2376 förlänger QA-tiden med 30% men förhindrar 92% tvister efter leverans.Klimatkontroll
Sommarfuktigheten i södra Kina förlänger torkcyklerna med 18 timmar - vi kompenserar detta med avfuktade produktionsceller.
Fallstudie: Tidslinje för batterihölje för bilar
Ett nyligen genomfört projekt med batteritråg för elbilar illustrerar hur strategisk planering kan korta ledtiderna:
| Fas | Traditionell tidslinje | Optimerad tidslinje |
|---|---|---|
| Design | 14 dagar | 6 dagar (DFM parallell konstruktion) |
| Verktygstillverkning | 21 dagar | 12 dagar (modulära matrisblock) |
| Extrudering | 8 dagar | 5 dagar (legering 6061-T6 föråldrad) |
| Maskinbearbetning | 10 dagar | 7 dagar (5-axlig simultan fräsning) |
| Beläggning | 9 dagar | 4 dagar (UV-härdad keramisk beläggning) |
| Totalt | 62 dagar | 34 dagar (-45%) |
Det viktigaste att ta med sig: 72% av tidsbesparingarna kom från beslut uppströms - inte snabbare maskiner.
När snabbare inte är bättre: Verkligheten bakom kvalitetskontrollen
Brådskande aluminiumprofiler riskerar katastrofala fel. Förra året bytte en kund till en leverantör med "7-dagarsgaranti". Resultatet?
- 23% av profilerna klarade inte ultraljudstestningen
- $182k i stillestånd i linjen
- 6 veckors återhämtningsfördröjning
Vårt protokoll för stegvis inspektion tar 2-3 dagar extra, men 99,6% av defekterna upptäcks tidigt:
- 100% dimensionskontroll efter strängpressning
- Virvelströmsprovning för sprickor
- Provtagning för saltspraytest
Din checklista för optimering av ledtider
För att balansera hastighet och tillförlitlighet:
- Kräv ritningar på verktyg innan offert
- Ange acceptabla ytfinishintervall (RA 0,8-3,2 µm)
- Förhandsgodkänna leverantörer av sekundära processer
- Beställ 10% överskott för förstörande provning
- Anpassa betalningsvillkoren till milstolpsleveranser
På PTSMAKE har vi hjälpt kunder som Nimble Robotics att uppnå 98% leverans i tid för anpassade aluminiumprofiler - även med 15 dagars ledtider - genom integrerad processkartläggning. Vad är hemligheten? Att behandla minskad ledtid som ett system, inte bara en sprint.
Vilka kostnadsfaktorer bör man ta hänsyn till för aluminiumprofiler?
Har du någonsin ställts inför oväntade budgetöverskridanden när du beställt kundanpassade aluminiumprofiler? Tänk om dolda kostnader - som materialspill eller försenade leveranser - i det tysta undergrävde projektets lönsamhet? Dessa smärtpunkter är inte ovanliga. Ingenjörer och inköpsteam kämpar ofta med att balansera kvalitet, ledtid och kostnad utan ett tydligt ramverk.
Vid inköp av aluminiumprofiler är viktiga kostnadsfaktorer bland annat materialkvalitet, extruderingskomplexitet, ytbehandling, verktygskrav, ordervolym och logistik. Optimering av dessa faktorer säkerställer kostnadseffektivitet utan att kompromissa med prestandan.

Nedbrytning av kostnadsdrivande faktorer
1. Val av material: Mer än bara "aluminium"
Aluminiumlegeringar varierar mycket i kostnad och prestanda. Till exempel är 6061-T6 populär för sin svetsbarhet och styrka, medan 7075 erbjuder högre draghållfasthet men kostar 30-40% mer.
| Legeringstyp | Kostnad per kg (USD) | Vanliga tillämpningar |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Strukturella ramar, fordonsdelar |
| 7075-T6 | $4.50–$5.20 | Flyg- och rymdkomponenter, fixturer med höga påfrestningar |
| 3003-H14 | $2.90–$3.30 | Dekorativa lister, HVAC-system |
På PTSMAKE använder vi beräkningsbaserad materialoptimering8 för att matcha legeringsegenskaper med projektkrav och undvika över- eller underspecifikationer.
2. Extruderingens komplexitet: Geometrin avgör kostnaden
- Ihåliga kontra massiva profiler: Ihåliga former kräver mer komplexa formar och långsammare extruderingshastigheter.
- Krav på tolerans: Snävare toleranser (±0,1 mm jämfört med ±0,5 mm) kan öka verktygskostnaderna med 15-25%.
- Väggens tjocklek: Enhetliga väggar under 1,5 mm kan kräva specialpressar.
3. Ytbehandling: Den dolda kostnadsmultiplikatorn
En borstad yta kostar $0,80-$1,20 per linjär meter, medan anodisering typ III (hård beläggning) kostar $2,50-$4,00. För projekt som behöver korrosionsbeständighet ger pulverlackering ofta bättre ROI än elektrolös plätering.
4. Verktyg: Engångskostnad med långsiktig påverkan
Ett grundläggande extruderingsverktyg kostar $800-$1.500, men profiler med flera hålrum eller snäva radier kan överstiga $3.000. För beställningar av låga volymer (<5.000 enheter) kan man överväga modulära verktyg för att dela upp initialkostnaderna mellan olika projekt.
5. Ordervolym: Paradoxen med skalekonomi
Även om bulkbeställningar minskar kostnaderna per enhet, tänk på:
- Kostnader för lagring av överskottslager
- Risk för inkurans vid produktrevisioner
- Flexibilitet i MOQ (PTSMAKE erbjuder 500-enheter för prototyptillverkning)
6. Sekundära operationer: Glöm inte bort efterbearbetning
- CNC-bearbetning för anslutningsytor: $12-$18/timme
- Värmebehandling för T6-härdning: $1,20-$2,00/kg
- Tolerans för precisionsskärning: ±0,2 mm standard vs. ±0,05 mm premium
Tips för strategisk kostnadsoptimering
A. Design för tillverkningsbarhet (DFM) Tidigt
Involvera din leverantör under CAD-konstruktionen. Enkla förändringar - som att öka hörnradierna från 1 mm till 1,5 mm - kan minska verktygsslitaget med 40%.
B. Utnyttja standardprofiler på ett kreativt sätt
Kombinera standard U-kanaler och vinklar i stället för anpassade former. Vi hjälpte en kund inom robotteknik att sänka kostnaderna med 22% genom att göra om designen med hjälp av 80/20 extruderade skenor.
C. Regional logistik Math
Frakt av 20-fotscontainrar från Asien till USA:s västkust:
- Standard ledtid: 35 dagar vid $2,800
- Expedierad: 18 dagar vid $4,500
För brådskande beställningar under 500 kg kan flygfrakt kosta mindre än försenad produktion.
När ska man investera i kundanpassade verktyg
Använd denna beslutsmatris:
| Ordervolym | Profilens komplexitet | Rekommenderat tillvägagångssätt |
|---|---|---|
| <1.000 enheter | Hög | Modifiera befintliga matriser |
| 1k-5k enheter | Medium | Moduluppbyggda verktyg |
| >5k enheter | Låg | Helt anpassad matris |
Faktorn hållbarhet
Återvunnet aluminium (klass 6063) kostar 8-12% mindre än jungfruligt material. Med rätt beräkningsbaserad materialoptimering8kan skrotningsgraden sänkas från branschgenomsnittet 15% till under 7%.
På PTSMAKE kombinerar vi ISO 9001-certifierade processer med AI-driven kostnadsmodellering för att leverera aluminiumprofiler som uppfyller både tekniska specifikationer och budgetbegränsningar. Våra kunder inom automation och medicintekniska produkter uppnår konsekvent 12-18% kostnadsbesparingar genom holistisk optimering av leveranskedjan.
Hur underhåller och förlänger man livslängden på aluminiumprofiler?
Har du någonsin sett aluminiumprofiler korrodera i förtid trots dina bästa ansträngningar? Eller kämpat med skeva strukturella komponenter som fått produktionens tidslinjer att spåra ur? Dessa frustrationer är inte bara kostsamma - de avslöjar också brister i förståelsen för hur aluminium beter sig under verkliga förhållanden.
Korrekt underhåll av aluminiumprofiler kombinerar proaktiv rengöring, skyddsbeläggningar, belastningsoptimering och miljökontroll. Genom att ta itu med ytnedbrytningsmekanismer och strukturella stressmönster kan du förlänga livslängden med 40-60% och samtidigt minska ersättningskostnaderna.
Tre pelare för aluminiumprofilers livslängd
1. Strategier för skydd av ytor
Aluminiums naturliga oxidskikt ger ett begränsat skydd. Industriella miljöer påskyndar galvanisk korrosion9 genom:
| Hot | Påverkansdjup | Metod för förebyggande |
|---|---|---|
| Exponering för saltvatten | 0,5-2 mm/år | Anodisering + epoxibeläggning |
| Syrahaltiga föroreningar | Gropbildning på ytan | pH-neutrala rengöringsmedel |
| Slipande partiklar | Skrapvägar | Vanlig tryckluftsblåsning |
På PTSMAKE har vi validerat att anodisering med hårdbeläggning av typ III (25-50 μm) ökar saltspraymotståndet från 168 timmar till 1 000+ timmar i marina applikationer.
2. Hantering av strukturell belastning
Fyra kritiska belastningsfaktorer som ofta förbises:
2.1 Dynamisk kontra statisk belastning
- Cyklisk stress: Aluminiums utmattningshållfasthet sjunker 30% efter 10^7 cykler
- Lösning: Finita element-analys (FEA) för att identifiera spänningshöjare
2.2 Kompensation för värmeutvidgning
- 6061-T6-legering expanderar 23,6 μm/m-°C
- Fallstudie: En kund inom robotteknik minskade ledförslitningen med 62% efter att ha implementerat expansionsgap som beräknats med hjälp av:
Spalt (mm) = Längd (m) × ΔT (°C) × 0,0236
3. Ramverk för miljökontroll
3.1 Tröskelvärden för luftfuktighet
- <60% RH: Säker för de flesta tillämpningar
- 60-80% RH: Kräver förpackningar med torkmedel
80% RH: Obligatorisk klimatkontroll
3.2 Kemiska exponeringszoner
Vårt team kategoriserar risknivåer baserat på luftburna föroreningar:
| Zon | Föroreningsnivå | Inspektionsfrekvens |
|---|---|---|
| Grön | <5 μg/m³ | Kvartalsvis |
| Bärnsten | 5-20 μg/m³ | Månadsvis |
| Röd | >20 μg/m³ | Veckovis |
Optimering av arbetsflödet för underhåll
Vi tillämpar en 4-fasstrategi för våra kunder:
Utvärdering av baslinjen
- Spektrometeranalys av legeringens sammansättning
- 3D-skanning för befintliga deformationer
Anpassad protokolldesign
- Matcha rengöringsmedel med lokala föroreningar
- Justera smörjintervallerna baserat på rörelsecykler
Integration av smart övervakning
- Korrosionssensorer med 0,1 mm upplösning
- Vibrationsanalys för tidig upptäckt av utmattning
Dokumentation av livscykeln
- Digitala tvillingmodeller som förutspår nedbrytning
- Ersättningsscheman kopplade till faktiska slitagedata
När reparationen inte längre är giltig
Genom materialprovning har vi identifierat dessa tröskelvärden för fel:
- Sprickor: >0,3 mm djup kräver byte
- Korrosion: >3% förlust av tvärsnittsarea
- Avvikelse från planhet: >0,15 mm per 100 mm längd
För verksamhetskritiska applikationer som flyg- och rymdkomponenter rekommenderar vi att 20% byts ut tidigare än dessa gränser.
Exempel på kostnads- och nyttoanalys
| Åtgärd | Kostnad i förskott | 10-åriga besparingar |
|---|---|---|
| Grundläggande pulverlackering | $1,20/lb | $4,50/lb |
| Plasmaelektrolytisk oxidation | $3,80/lb | $12,70/lb |
| System för övervakning i realtid | $15k | $83k |
Dessa uppgifter kommer från 37 industrikunder som vi har hjälpt sedan 2020 och som visar ROI-tider på så kort tid som 11 månader.
Vilka är de hållbara metoderna vid tillverkning av aluminiumprofiler?
Har du någonsin undrat varför vissa tillverkare av aluminiumprofiler konsekvent levererar miljövänliga produkter medan andra kämpar med energislöseri och miljöböter? Vad skiljer hållbar produktion från påståenden om grönmålning i denna mycket resursintensiva bransch?
Hållbar produktion av aluminiumprofiler kombinerar integrering av återvunnet material, användning av ren energi och slutna kretsloppssystem för att minimera miljöpåverkan och samtidigt bibehålla prestanda av industriell kvalitet. Viktiga metoder inkluderar sekundär aluminiumsmältning, soldrivna extruderingsprocesser och vattenåtervinningstekniker som uppnår upp till 95% resursåtervinningsgrad.
Nedbrytning av hållbar aluminiumtillverkning
1. Revolution inom materialanskaffning
Från gruvdrift till urban gruvdrift
Övergången från jungfrulig bauxit till återvunnet aluminiumskrot minskar den gruvrelaterade avskogningen med 42% enligt uppgifter från International Aluminum Institute. På PTSMAKE har vi utvecklat ett egenutvecklat skrotsorteringssystem som identifierar 27 legeringstyper genom laserinducerad nedbrytningsspektroskopi10vilket möjliggör exakt materialåtervinning.
| Materialtyp | Energiförbrukning (kWh/kg) | CO2-utsläpp (kg/kg) |
|---|---|---|
| Primär aluminium | 55 | 11.2 |
| Återvunnet aluminium | 5.5 | 0.6 |
Strategier för optimering av legeringar
Vårt ingenjörsteam skapar anpassade legeringar som bibehåller de mekaniska egenskaperna samtidigt som de klarar högre gränsvärden för föroreningar - en avgörande faktor när man använder skrot från konsumentledet. Ett exempel:
- Fönsterkarmsprofiler med 80% återvunnet material
- Strukturella komponenter för fordonsindustrin med 60% återvunnen mix
- Legeringar för flyg- och rymdindustrin med 30% återvunnet material
2. Genombrott inom energieffektivisering
Innovationer inom strängsprutningsprocessen
Moderna extruderingspressar uppnår nu 30% energiminskning genom:
- Motorer med variabel frekvensdrift (VFD)
- AI-driven optimering av värmezoner
- System för återvinning av spillvärme
I vår anläggning i Shenzhen har vi installerat infraröda förvärmare som minskar uppvärmningsenergin med 18% och samtidigt förbättrar måttnoggrannheten.
Integration av förnybar energi
Solvärmesystem för uppvärmning av verktyg och solcellspaneler för maskindrift har blivit kostnadseffektiva lösningar. Ett nyligen genomfört projekt för en tysk kund inom fordonsindustrin kombinerade:
- 2MW takbaserad solcellsanläggning
- Vätgasdrivna bränsleceller på plats
- Integration av smarta elnät
Denna konfiguration gav 73% energioberoende under drift i dagsljus.
3. System för vattenhantering
Kylning med sluten krets
Avancerade vattenreningsenheter möjliggör:
- 98% återanvändning av vatten i extruderingsprocesser
- Överensstämmelse med kraven på nollutsläpp av vätska (ZLD)
- pH-neutral återvinning utan kemiska tillsatser
Vattenåtervinningssystemet i vår anläggning i Dongguan behandlar 5.000 kubikmeter vatten per dag, vilket motsvarar vattenförsörjningen till 20.000 hushåll.
Tekniker för uppsamling av dagvatten
Innovativa uppsamlingssystem samlar upp och filtrerar regnvatten för användning utanför produktionen:
- Bevattning av landskap
- Kyltornets uppbyggnad
- Rengöring av utrustning
4. Valorisering av avfallsströmmar
Utnyttjande av biprodukter
Material som tidigare deponerats får nu nya användningsområden:
- Aluminiumdross → Cementtillsats
- Skärslam → Pulver för 3D-utskrifter
- Termisk olja → Vägbyggnadsmaterial
Förpackningsinnovationer
Vi har ersatt trälådor för engångsbruk med:
- Återvinningsbara hopfällbara aluminiumbehållare
- Svampbaserad biologiskt nedbrytbar stoppning
- RFID-spårade återanvändbara system
5. Genomförande av livscykelanalys (LCA)
Modern hållbarhet kräver datadrivna beslut. Vårt team genomför analyser från vaggan till graven som beaktar:
- Koldioxidavtryck i hela leveranskedjan
- Återvinningsbarhet vid slutet av livscykeln
- Påverkan på transporter
För ett nyligen genomfört projekt inom medicinsk utrustning visade LCA att lokala återvinningshubbar skulle kunna minska de totala utsläppen med 41% jämfört med centraliserad bearbetning.
6. Certifiering och efterlevnad
Viktiga standarder som formar hållbar produktion:
| Standard | Fokusområde | Fördel med efterlevnad |
|---|---|---|
| ASI Prestanda | Ansvarsfulla inköp | Tillträde till EU-marknaden |
| ISO 14001 | Miljöledning | Operativ effektivitet |
| Vagga till vagga | Materiell hälsa | Differentiering av varumärken |
Våra anläggningar har 12 internationella certifieringar som säkerställer att kunderna uppfyller stränga hållbarhetskrav, från AB 262 i Kalifornien till Supply Chain Act i Tyskland.
7. Fallstudie: Produktion av batteriramar för elfordon
Ett nyligen genomfört samarbete med en elbilstillverkare visade hur hållbara metoder fungerar i praktiken:
- 65% innehåll av återvunnet aluminium
- Solcellsdriven extruderingslinje
- Vattenfri ytbehandling
- Kapningssystem med sluten slinga
Resultat:
- 48% lägre koldioxidavtryck
- 92% materialutnyttjandegrad
- 35% snabbare produktionscykel
8. Framtida trender inom grön aluminium
Nya tekniker kommer att förändra branschen:
- Vätgaseldade glödgningsugnar
- Blockchain för spårning av material
- AI-driven energioptimering
- Biobaserade släppmedel
På PTSMAKE testar vi för närvarande system för koldioxidavskiljning som mineraliserar koldioxidutsläpp till råmaterial för byggindustrin - en potentiell game-changer för koldioxidnegativ produktion.
Lär dig hur dislokationsteorin påverkar dina konstruktioner - kontakta PTSMAKE för en kostnadsfri materialvalsguide. ↩
Lär dig hur avancerade ytbehandlingar kan förbättra din produkts prestanda. ↩ ↩
Läs om hur värmeledningsförmågan påverkar EV-prestanda och materialval. ↩
Lär dig hur avancerade värmebehandlingstekniker förbättrar aluminiums prestanda i miljöer med höga påfrestningar. ↩
Lär dig hur avancerade ytbehandlingar förbättrar aluminiumprofilers hållbarhet i tuffa miljöer. ↩
Läs mer om hur finita elementanalyser optimerar beläggningsprestanda i kritiska applikationer. ↩
Läs om hur design för tillverkningsbarhet minskar ledtiderna för aluminiumprofiler med 30% i vår kostnadsfria guide. ↩
Lär dig hur beräkningsmodellering minskar materialspillet - klicka för att begära en kostnadsfri DFM-analys. ↩ ↩
Galvanisk korrosion uppstår när olika metaller kommer i kontakt med varandra i elektrolyter. Klicka för att ladda ner vår checklista för korrosionsförebyggande åtgärder. ↩
Laserinducerad nedbrytningsspektroskopi möjliggör exakt materialidentifiering, vilket är avgörande för att bibehålla legeringsintegriteten i återvunnet aluminium. ↩






