

Har du någonsin kämpat med delar som hela tiden lossnar under monteringen? Jag har sett många ingenjörer ställas inför denna frustrerande utmaning, som leder till produktionsförseningar och ökade kostnader. Ännu värre är att lösa komponenter kan orsaka katastrofala fel i kritiska maskiner, vilket utsätter både utrustning och operatörer för risker.
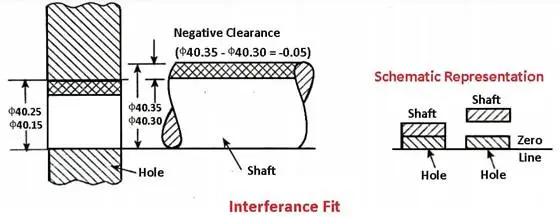
En interferenspassning, även känd som presspassning eller friktionspassning, är en fästmetod där en något överdimensionerad del tvingas in i ett mindre hål eller en passande komponent. Detta skapar en stark och tillförlitlig anslutning genom friktionen mellan de två ytorna, vilket eliminerar behovet av ytterligare fästelement.
När det gäller interferenspassningar är det avgörande att göra rätt beräkningar. Jag har arbetat med otaliga precisionsdetaljer på PTSMAKE och jag har sett hur även en liten felberäkning kan orsaka monteringsproblem eller att detaljerna går sönder i förtid. Låt mig dela med mig av några viktiga insikter om interferenspassningar för att hjälpa dig att fatta rätt beslut för ditt nästa projekt.
Vad är skillnaden mellan en fripassning och en interferenspassning?
Har du någonsin stött på en situation där dina exakt bearbetade delar bara inte passar ihop ordentligt? Eller kanske har du kämpat med komponenter som verkade perfekta på papperet men som antingen kändes för lösa eller omöjligt täta under monteringen? Dessa passningsproblem kan leda till kostsamma projektförseningar och omarbetningar.
En spelpassning ger utrymme mellan de passande delarna för fri rörlighet, medan en interferenspassning skapar en tät anslutning där den inre delen är något större än den yttre delens hål, vilket kräver kraft för montering. Dessa passningstyper tjänar olika tekniska syften baserat på specifika applikationskrav.
Förståelse för grundläggande passformstyper
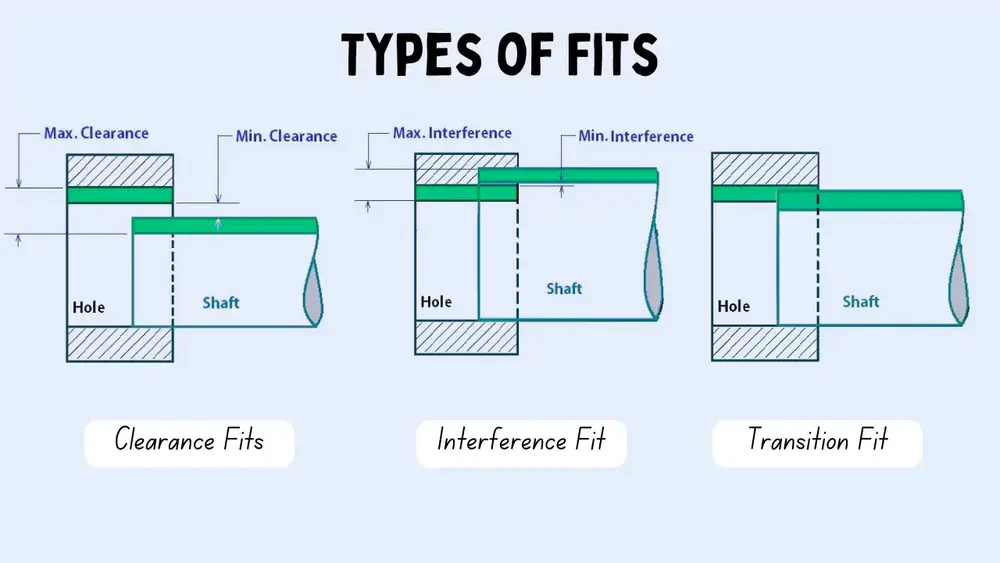
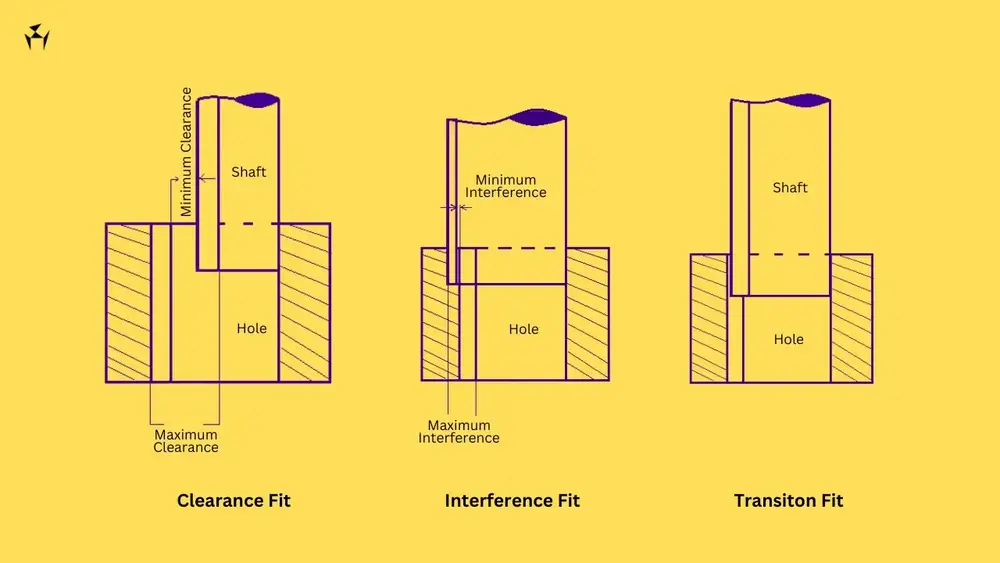
Begreppet passning är grundläggande inom maskinteknik och tillverkning. De tre primära typerna av passningar är:
Clearance Fit
- Delarna kan röra sig fritt
- Den inre komponenten är mindre än det yttre hålet
- Vanligt i roterande enheter
- Möjliggör smörjning
Interferenspassning
- Delarna pressas samman
- Den inre komponenten är större än det yttre hålet
- Skapar stark mekanisk bindning
- Kräver kraft för montering
Övergångspassform
- Gränsdragning mellan klarering och störning
- Kan ha liten interferens eller spelrum
- Beror på tillverkningstoleranser
- Används för exakt positionering
Mätning och beräkning av passform
Förhållandet mellan passande delar innebär noggrant övervägande av dimensionstolerans1. Så här mäter vi vanligtvis olika passformer:
| Passformstyp | Inre del | Yttre hål | Typiska tillämpningar |
|---|---|---|---|
| Rensning | Mindre | Större | Roterande axlar, lager |
| Störningar | Större | Mindre | Hjulnav, bussningar |
| Övergång | Nästan lika | Nästan lika | Positioneringsstift, styrningar |
Tillämpningar inom tillverkning
På PTSMAKE har jag observerat olika applikationer där rätt val av passform är avgörande. Låt mig dela med mig av några vanliga exempel:
Passande applikationer för spel
- Komponenter till roterande maskiner
- Glidande mekanismer
- Utbytbara delar
- Monteringskomponenter som kräver regelbundet underhåll
Interferensanpassade tillämpningar
- Lagerinstallationer
- Hjul- och navaggregat
- Permanenta bussningsinstallationer
- Presspassade stift och pluggar
Välja rätt passform
Valet mellan passform med frigång och passform med interferens beror på flera faktorer:
Funktionella krav
- Driftförhållanden
- Krav på belastning
- Behov av rörelse
- Frekvens för montering/demontering
Materialöverväganden
- Termiska expansionsegenskaper
- Materialets hållfasthet
- Krav på ytfinish
- Korrosionsbeständighet
Tillverkningskapacitet
Vår CNC-bearbetningskapacitet på PTSMAKE gör att vi kan uppnå exakta toleranser för både spel och interferenspassningar. Viktiga överväganden inkluderar:
- Kapacitet för maskinprecision
- Krav på verktyg
- Mät- och inspektionsmetoder
- Specifikationer för ytfinish
Gemensamma utmaningar och lösningar
Att arbeta med passformer innebär flera utmaningar:
Frågor om montering
- Korrekt uppriktning under presspassning
- Förebyggande av komponentskador
- Korrekt val av verktyg
- Temperaturkontroll under montering
Kvalitetskontroll
- Exakta mätmetoder
- Enhetliga inspektionsförfaranden
- Krav på dokumentation
- Verifiering av tolerans
Bästa praxis för val av passform
För att säkerställa framgångsrik montering och drift:
- Definiera funktionella krav på ett tydligt sätt
- Beakta miljöförhållandena
- Ta hänsyn till materialegenskaper
- Plan för montering och underhåll
- Verifiera tillverkningskapacitet
- Upprätta rutiner för kvalitetskontroll
Temperatureffekter på passformar
Temperaturförändringar kan påverka passformsförhållandena avsevärt:
- Skillnader i värmeutvidgning
- Överväganden om monteringstemperatur
- Temperaturområden för drift
- Konsekvenser av materialval
Överväganden om design
När du designar för specifika passformer:
För säkerhetsanpassningar
- Beräkna minsta avstånd som behövs
- Beakta smörjningskrav
- Redovisning av slitageersättning
- Planera för åtkomst för underhåll
För störningsanpassning
- Bestäm erforderlig hållkraft
- Beräkna spänningsbegränsningar
- Överväg monteringsmetoder
- Planera för eventuell framtida demontering
Ekonomiska konsekvenser
Valet av passformstyp påverkar:
- Tillverkningskostnader
- Monteringstid och komplexitet
- Krav på underhåll
- Komponentens livslängd
- Ersättningsfrekvens
Hur beräknar man interferenspassning för precisionsdetaljer?
Har du någonsin ställts inför den frustrerande utmaningen att delar antingen sitter för löst eller för hårt under monteringen? Fel passform kan leda till kostsamma produktionsförseningar, komponentfel och oändliga huvudbry i tillverkningsprocessen.
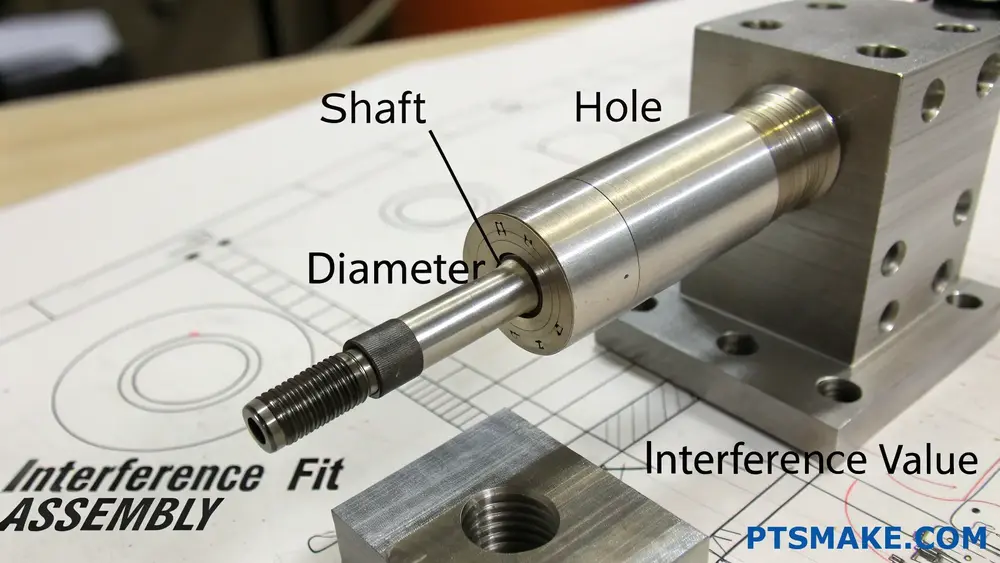
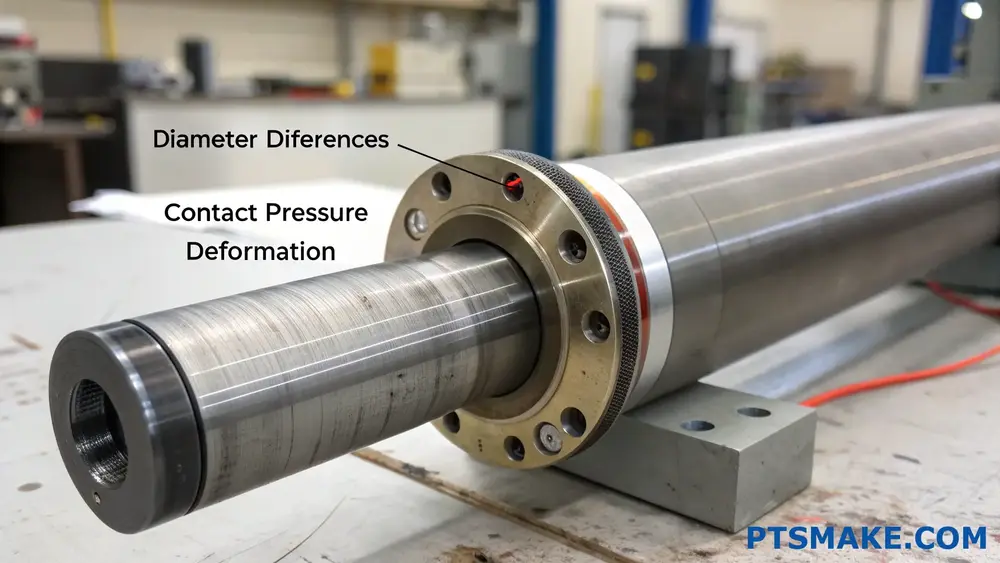
En beräkning av interferenspassning kräver att man mäter skillnaden mellan de passande delarnas mått, där axeln är något större än hålet. Den typiska beräkningen innebär att håldiametern subtraheras från axeldiametern för att bestämma interferensvärdet.
Förstå grunderna i interferensanpassning
När man konstruerar delar som kräver en säker, icke-rörlig anslutning är det avgörande att förstå beräkningar av interferenspassning. Grundprincipen innebär att man skapar en tät passning mellan två komponenter genom att göra den ena något större än den andra. Detta skapar radiellt tryck2 mellan delarna när de är monterade.
Komponenter i beräkningen av interferensanpassning
De grundläggande faktorer som ingår i beräkningen av interferenspassning är
- Axeldiameter (yttre komponent)
- Håldiameter (inre komponent)
- Toleransvärden
- Materialegenskaper
Matematisk formel för interferensanpassning
Den grundläggande formeln för att beräkna interferenspassning är:
Interferens = axeldiameter - håldiameterI verkliga tillämpningar måste man dock ta hänsyn till toleransintervallen. Här är ett mer omfattande tillvägagångssätt:
| Parameter | Maximalt | Minimum |
|---|---|---|
| Axeldiameter | Dmax | Dmin |
| Håldiameter | dmax | dmin |
| Störningar | Imax = Dmax - dmin | Imin = Dmin - dmax |
Faktorer som påverkar beräkningar av interferensanpassning
Överväganden om temperatur
Temperaturförändringar kan ha en betydande inverkan på beräkningar av interferenspassningar. På PTSMAKE tar vi alltid hänsyn till värmeutvidgningskoefficienter när vi konstruerar precisionsdelar. Den allmänna formeln för termisk expansion är:
ΔD = D × α × ΔTVar?
- ΔD = Förändring i diameter
- D = Ursprunglig diameter
- α = värmeutvidgningskoefficient
- ΔT = temperaturförändring
Materialegenskaper Påverkan
Olika material uppvisar varierande beteenden under förhållanden med interferenspassning:
- Young's modul påverkar deformationen
- Poissons tal påverkar radiell spänning
- Ytfinishen påverkar monteringskraften
- Materialets hårdhet avgör slitstyrkan
Praktiska tillämpningar och toleranser
Vanliga störningsområden
| Tillämpningstyp | Typisk störning (mm/mm) |
|---|---|
| Lätt presspassform | 0.0001 - 0.0003 |
| Medium Press Fit | 0.0003 - 0.0005 |
| Heavy Press Fit | 0.0005 - 0.0008 |
Branschspecifika krav
Olika branscher kräver olika nivåer av interferensanpassning:
- Fordon: Lagersäten och kugghjulsenheter
- Flyg- och rymdindustrin: Turbinkomponenter och strukturella element
- Medicinska produkter: Montering av precisionsinstrument
- Industriella maskiner: Axel-nav-anslutningar
Bästa praxis för implementering
Åtgärder för kvalitetskontroll
För att säkerställa framgångsrik interferens passar:
- Använda kalibrerade mätinstrument
- Håll en jämn temperatur under mätningen
- Beakta krav på ytfinish
- Dokumentera alla mätningar och beräkningar
Överväganden vid montering
Korrekt monteringsteknik är avgörande:
- Justering av komponenter
- Krav på smörjning
- Övervakning av monteringskraft
- Temperaturkontroll under montering
Gemensamma utmaningar och lösningar
Förebyggande av problem
Frågor om materialval
- Lösning: Omfattande analys av materialegenskaper
- Beaktande av driftsförhållanden
Monteringssvårigheter
- Lösning: Rätt verktyg och fixturer
- Kontrollerad monteringsmiljö
Konsistent kvalitet
- Lösning: Regelbunden kalibrering av mätverktyg
- Dokumenterade rutiner för kvalitetskontroll
Avancerade beräkningsmetoder
Moderna beräkningar av interferenspassning använder ofta beräkningsmetoder:
Finita element-analys (FEA)
- Analys av spänningsfördelning
- Förutsägelser om deformation
- Simulering av temperatureffekter
Statistisk analys
- Beräkningar av toleransuppsättning
- Studier av processförmågan
- Mätetal för kvalitetskontroll
Säkerhets- och tillförlitlighetsöverväganden
När du beräknar interferenspassningar ska du alltid ta hänsyn till detta:
- Maximalt tillåten spänning
- Krav på utmattningslivslängd
- Förhållanden i driftsmiljön
- Säkerhetsfaktorer för kritiska applikationer
På PTSMAKE använder vi avancerade mätsystem och processer för kvalitetskontroll för att säkerställa exakta interferenspassningar för våra kunders komponenter. Denna uppmärksamhet på detaljer har hjälpt oss att behålla vår position som en pålitlig partner inom precisionstillverkning.
Hur snäv är en interferenspassning?
Har du någonsin kämpat med delar som inte håller ihop eller komponenter som hela tiden lossnar? Det är frustrerande när monteringar misslyckas för att passformen inte är helt rätt, särskilt i kritiska applikationer där stabiliteten inte är förhandlingsbar.
En interferenspassning varierar vanligtvis från 0,0001 till 0,0004 tum per tum i diameter för metallkomponenter. Tätheten beror på faktorer som materialegenskaper, driftsförhållanden och monteringskrav, vilket säkerställer att delarna förblir säkert sammanfogade utan skador.

Förstå toleranser för interferenspassning
Tätheten hos en interferenspassning är avgörande för att upprätthålla monteringsintegriteten. På PTSMAKE arbetar vi regelbundet med olika interferenspassningar, och jag har upptäckt att det är viktigt att förstå de korrekta toleranserna för att lyckas med komponentpassningen.
Materialöverväganden
Valet av material har stor betydelse för kraven på interferenspassning. Olika material uppvisar varierande nivåer av elastisk deformation3 när de trycks ihop:
| Materialkombination | Typisk störning (tum per tum) |
|---|---|
| Stål på stål | 0.0002 - 0.0004 |
| Aluminium på stål | 0.0001 - 0.0003 |
| Mässing på stål | 0.0001 - 0.0003 |
| Plast på metall | 0.0003 - 0.0005 |
Temperaturpåverkan
Temperaturförändringar kan påverka interferenspassningen avsevärt:
- Termisk expansion under drift
- Överväganden om monteringstemperatur
- Materialspecifika expansionshastigheter
- Temperaturområden för drift
Beräkning av korrekt störning
För att bestämma rätt interferenspassning måste flera faktorer beaktas:
Komponentstorlek
Diametern på de passande delarna har en direkt inverkan på den nödvändiga interferensen:
| Komponentens diameter (tum) | Rekommenderad störning (tum) |
|---|---|
| 0.5 - 2.0 | 0.0005 - 0.001 |
| 2.0 - 4.0 | 0.001 - 0.002 |
| 4.0 - 6.0 | 0.002 - 0.003 |
Krav för ansökan
Olika applikationer kräver varierande nivåer av störningar:
Lätta tillämpningar
- Minimala krav på påfrestningar
- Enkel montering/demontering
- Lägre interferensvärden
Medeltunga applikationer
- Måttlig belastning
- Semi-permanent montering
- Standardvärden för interferens
Tunga tillämpningar
- Transmission med högt vridmoment
- Permanent montering
- Maximalt tillåten störning
Överväganden vid montering
Korrekt monteringsteknik är avgörande för en lyckad interferenspassning:
Förberedelse av ytan
- Rena, skräpfria ytor
- Korrekt ytfinish
- Lämplig smörjning vid behov
Monteringsmetoder
Presspassning
- Kontrollerad kraftapplicering
- Jämn tryckfördelning
- Korrekt underhåll av uppriktningen
Termisk montering
- Uppvärmning av yttre komponent
- Kylning av inre komponent
- Beräkningar av temperaturdifferenser
Åtgärder för kvalitetskontroll
För att säkerställa korrekta interferenspassningar ska du genomföra dessa kvalitetskontrollsteg:
Inspektion före montering
- Dimensionell verifiering
- Kontroll av ytfinish
- Granskning av materialcertifiering
Validering efter montering
- Verifiering av uppriktning
- Funktionell testning
- Icke-förstörande provning vid behov
Gemensamma utmaningar och lösningar
Överdriven störning
Problem:
- Skador på komponenter
- Monteringssvårigheter
- Materialdeformation
Lösningar:
- Reviderade toleransberäkningar
- Ändrade monteringsmetoder
- Val av alternativa material
Otillräcklig störning
Frågor:
- Fel i led
- Komponent som lossnar
- Försämrad prestanda
Lösningar:
- Snävare toleransspecifikationer
- Alternativ för ytbehandling
- Designändringar
Industriella tillämpningar
Olika branscher kräver särskilda överväganden när det gäller störningsskydd:
Fordonsindustrin
- Lagerinstallationer
- Växelaggregat
- Axelns komponenter
Tillämpningar inom flyg- och rymdindustrin
- Turbinens komponenter
- Strukturella sammansättningar
- Kritiska infästningssystem
Tillverkning av medicintekniska produkter
- Precisionsinstrument
- Implantatkomponenter
- Kirurgiska verktyg
Bästa praxis för tillverkning
På PTSMAKE har vi utvecklat omfattande riktlinjer för tillverkning av störningståliga passformer:
Designfas
- Detaljerad toleransanalys
- Verifiering av materialkompatibilitet
- Planering av monteringsmetod
Tillverkningsfas
- Exakta maskinbearbetningsprocesser
- Regelbundna kvalitetskontroller
- Underhåll av dokumentation
Monteringsfas
- Kontrollerad miljö
- Korrekt val av verktyg
- Utbildad personal
Vilka är fördelarna med Interference Fit?
Har du någonsin kämpat med komponenter som hela tiden lossnar eller roterar oväntat? Dessa problem orsakar inte bara frustrerande stillestånd utan kan också leda till katastrofala fel i kritiska maskiner. De traditionella fästmetoderna kanske inte alltid ger den tillförlitlighet du behöver.
Interferenspassning ger betydande fördelar, t.ex. överlägsen stabilitet, utmärkt lastbärande kapacitet och eliminering av ytterligare fästkomponenter. Den här mekaniska sammanfogningsmetoden skapar en stark och tillförlitlig anslutning genom att en större del tvingas in i ett mindre hål, vilket resulterar i en säker montering.
Förstå de viktigaste fördelarna med Interference Fit
Förbättrad strukturell integritet
Den främsta fördelen med interferenspassning ligger i dess förmåga att skapa exceptionell strukturell integritet. När den är korrekt utformad kan radiellt tryck4 som genereras mellan de passande delarna skapar en bindning som ofta överstiger styrkan hos traditionella fästmetoder. På PTSMAKE har vi implementerat den här tekniken i många precisionskomponenter, särskilt i applikationer där mekanisk stabilitet är avgörande.
Förenklad monteringsprocess
En av de mest tilltalande aspekterna av interferenspassning är dess strömlinjeformade monteringsprocess:
| Monteringsfunktion | Förmån |
|---|---|
| Inga ytterligare delar | Eliminerar behovet av skruvar, stift eller andra fästanordningar |
| Minskad monteringstid | Snabb installation när delarna är korrekt inriktade |
| Lägre lagerkostnader | Färre komponenter att lagerhålla och hantera |
| Minimalt underhåll | Ingen regelbunden åtdragning eller justering krävs |
Överlägsen lastfördelning
Den jämna tryckfördelningen i interferenspassningar ger utmärkta lastbärande egenskaper:
- Jämnt fördelad spänning över hela kontaktytan
- Minskad risk för koncentration av stress
- Förbättrad motståndskraft mot både statiska och dynamiska belastningar
- Bättre utmattningslivslängd jämfört med traditionella fästmetoder
Ekonomiska fördelar
Möjligheter till kostnadsminskningar
De ekonomiska fördelarna med interferenspassning sträcker sig längre än till den första monteringen:
| Kostnadsfaktor | Påverkan |
|---|---|
| Kostnader för material | Reducerad tack vare färre komponenter |
| Arbetskostnader | Kortare monterings- och underhållstid |
| Garantianspråk | Minskad andel fel |
| Produktionseffektivitet | Snabbare monteringsprocesser |
Långsiktig tillförlitlighet
Hållbarheten hos anslutningar med interferenspassning resulterar ofta i:
- Förlängd livslängd för komponenter
- Minskade krav på underhåll
- Lägre garantirelaterade kostnader
- Förbättrad kundnöjdhet
Överväganden om design
Val av material
Rätt materialval är avgörande för en lyckad interferenspassning:
- Materialkompatibilitet mellan passande delar
- Egenskaper för termisk expansion
- Krav på ytfinish
- Hänsyn till hårdhet och sträckgräns
Kontroll av tolerans
Exakt toleranskontroll är avgörande för optimal prestanda hos interferenspassningen:
| Toleransfaktor | Krav |
|---|---|
| Ytfinish | Ra 0,8-3,2 μm typiskt |
| Rundhet | Inom 0,01 mm |
| Cylindricitet | Inom 0,02 mm |
| Storlek Tolerans | Klass IT6-IT7 |
Exempel på tillämpningar
Industriella tillämpningar
Interferenspassningar används ofta i olika industriella applikationer:
- Lagerenheter i roterande maskiner
- Montering av kugghjul på axlar
- Bussningar i komponenter för fordonsindustrin
- Komponenter för precisionsuppriktning
Kritiska överväganden
Vid implementering av störningsskydd måste flera faktorer uppmärksammas:
- Temperaturpåverkan vid montering
- Korrekt uppriktningsprocedur
- Krav på monteringsstyrka
- Metoder för ytbehandling
Bästa praxis för implementering
Monteringstekniker
Framgångsrik interferenspassning kräver montering:
- Korrekt rengöring och förberedelse av kontaktytor
- Korrekt uppriktning före montering
- Lämplig pressutrustning och fixturer
- Temperaturkontroll under montering vid behov
Åtgärder för kvalitetskontroll
För att säkerställa tillförlitlig störningsanpassning:
| Kontrollåtgärd | Syfte |
|---|---|
| Dimensionell inspektion | Verifiera komponentstorlekar |
| Ytanalys | Kontrollera finishens kvalitet |
| Övervakning av monteringskraft | Säkerställ korrekt passform |
| Testning efter montering | Validera anslutningsintegritet |
På PTSMAKE upprätthåller vi strikta kvalitetskontrollstandarder för alla komponenter med interferenspassning, vilket säkerställer optimal prestanda och tillförlitlighet för våra kunder. Vår avancerade tillverkningskapacitet gör det möjligt för oss att uppnå de exakta toleranser som krävs för framgångsrika interferenspassningar i olika applikationer.
Vilka är de 3 typerna av passform?
Har du någonsin kämpat med delar som bara inte passar ihop ordentligt? Det är frustrerande när komponenterna antingen sitter för löst, vilket orsakar vobbling och slitage, eller för hårt, vilket gör monteringen nästan omöjlig. Denna vanliga utmaning kan leda till kostsamma produktionsförseningar och kvalitetsproblem.
De tre huvudtyperna av passningar inom maskinteknik är spelpassning, övergångspassning och interferenspassning. Varje typ tjänar specifika syften vid mekanisk montering, med spelpassning som tillåter fri rörelse, övergångspassning som ger kontrollerad rörelse och interferenspassning som skapar en permanent bindning.

Förståelse för passformar med frigång
Passningar med spel uppstår när håldiametern är större än axeldiametern, vilket möjliggör fri rörelse mellan komponenterna. Denna typ av passning är avgörande i applikationer där delar måste kunna rotera eller glida lätt.
Tillämpningar av passningar för spelrum
- Lagerenheter
- Glidande mekanismer
- Axelrotationer i bussningar
- Pivotpunkter i mekaniska kopplingar
När vi utformar passformer för frigång måste vi ta hänsyn till flera faktorer:
| Faktor | Beskrivning | Betydelse |
|---|---|---|
| Driftstemperatur | Temperaturförändringar påverkar materialets expansion | Avgörande för att bibehålla korrekt spelrum |
| Krav på smörjning | Utrymme behövs för smörjmedelsfilm | Viktigt för att minska slitaget |
| Rörelsens hastighet | Högre hastigheter kräver mer utrymme | Förhindrar överhettning och bindning |
| Lastförhållanden | Påverkan på slitage och deformation | Fastställer minsta avstånd som behövs |
Utforska övergångsställen
Övergångspassningar utgör ett mellanting där hål- och axeldimensionerna ligger mycket nära varandra, vilket skapar antingen ett litet spel eller interferens. På PTSMAKE använder vi ofta övergångspassningar för komponenter som kräver exakt positionering samtidigt som de kan demonteras ibland.
Hur väl en övergång passar beror på geometrisk dimensionering och toleransberäkning5 specifikationer. Dessa passformer är särskilt värdefulla i:
Vanliga användningsområden för övergångspassningar
- Positionering av komponenter som kräver sporadiskt underhåll
- Semi-permanenta sammansättningar
- Delar som kräver exakt uppriktning
- Komponenter med specifika monteringskrav
Mastering av störning passar
Interferenspassningar, även kända som presspassningar eller kraftpassningar, uppstår när axeln är något större än hålet. Detta skapar en stark, permanent anslutning mellan komponenterna. Enligt min erfarenhet är korrekt förberedelse och utförande avgörande för att lyckas med interferenspassningar.
Kritiska faktorer för störningsanpassning
| Parameter | Övervägande | Påverkan |
|---|---|---|
| Materialegenskaper | Elasticitet och hållfasthet | Påverkar spänningsfördelningen |
| Ytfinish | Grovhet och textur | Påverkar hållkraften |
| Monteringsmetod | Press eller termisk montering | Avgör om installationen lyckas |
| Gränssnitt Tryck | Kontaktens trycknivå | Påverkar ledens hållfasthet |
Bästa praxis för implementering
- Beräkna korrekta interferensvärden baserat på materialegenskaper
- Beakta värmeutvidgningskoefficienter
- Använd lämplig monteringsteknik
- Hålla ytorna rena och fria från skräp
Välja rätt passform
Valet mellan dessa tre typer av passformer beror på flera faktorer:
Krav för ansökan
- Funktionella behov
- Frekvens för montering/demontering
- Lastförhållanden
- Miljöfaktorer
Överväganden om design
- Val av material
- Kostnadsbegränsningar
- Tillverkningskapacitet
- Krav på underhåll
På PTSMAKE hjälper vi kunderna att välja den optimala passformen genom att analysera:
- Driftförhållanden
- Krav på prestanda
- Metoder för montering
- Behov av underhåll
- Överväganden om kostnader
Konsekvenser för tillverkningen
Varje passformstyp kräver specifika tillverkningsmetoder:
Avstånd Passar
- Kräver exakt maskinbearbetning men med mindre toleranser
- Fokus på ytfinish för smidig drift
- Behov av korrekta smörjkanaler
Passform för övergång
- Kräver noggrann toleranskontroll
- Kräver noggrann monteringsprocedur
- Kan behöva särskilda inspektionsmetoder
Interferens passar
- Kräver extremt exakt maskinbearbetning
- Kan kräva särskild monteringsutrustning
- Ytfinishen är avgörande för korrekt funktion
Åtgärder för kvalitetskontroll
För att säkerställa framgångsrika passformsimplementeringar, tänk på:
- Exakta mätmetoder
- Korrekta inspektionsförfaranden
- Miljökontroll under montering
- Dokumentation av kritiska parametrar
På PTSMAKE omfattar vår kvalitetskontrollprocess:
- Avancerad mätutrustning
- Temperaturkontrollerade monteringsområden
- Detaljerade dokumentationsförfaranden
- Regelbundna kalibreringskontroller
Framgången för en mekanisk montering beror till stor del på att man väljer och implementerar rätt typ av passning. Genom att noga överväga applikationskrav, tillverkningskapacitet och kvalitetskontrollåtgärder kan vi säkerställa optimal prestanda och tillförlitlighet hos monterade komponenter.
Vilka är de tre typerna av toleranser?
Har du någonsin fått delar som inte passar ihop, trots att de följer dina designspecifikationer? Eller varit frustrerad över komponenter som verkade perfekta var för sig, men som inte fungerade som en helhet? Sådana situationer kan leda till att produktionstiderna spåras ur och att kostnaderna ökar dramatiskt.
Tillverkningstoleranser finns i tre huvudtyper: bilaterala, unilaterala och gränstoleranser. Var och en av dem har ett specifikt syfte inom konstruktion och tillverkning och hjälper ingenjörer och tillverkare att upprätthålla exakt kontroll över detaljdimensionerna för att säkerställa korrekt passform och funktion.
Förstå de grundläggande principerna för toleranser
När vi talar om toleranser i tillverkningen diskuterar vi i huvudsak den acceptabla variationen i detaljdimensionerna. På PTSMAKE har jag lärt mig att korrekt toleransspecifikation är avgörande för en framgångsrik produktion. Nyckeln är att förstå hur varje typ av tolerans påverkar detaljens funktionalitet och tillverkningsbarhet.
Bilaterala toleranser
Bilaterala toleranser tillåter dimensionsvariationer både över och under det nominella måttet. Om du t.ex. anger ett mått som 50 mm ±0,02, är det acceptabla intervallet 49,98 mm till 50,02 mm. Denna typ är särskilt användbar när:
- Dimensionen kan variera lika mycket i båda riktningarna
- Den nominella dimensionen är det optimala målet
- Tillverkningsprocessen ger naturligt variationer runt ett medelvärde
Unilaterala toleranser
Ensidiga toleranser tillåter avvikelser i endast en riktning från det nominella måttet. Detta blir avgörande när man har att göra med interferenspassning6 applikationer eller när maximala/minimala materialförhållanden är kritiska. På PTSMAKE ser vi ofta detta i precisionsaxelaggregat där:
- Alla variationer måste vara antingen över eller under grundstorleken
- Den ena ytterligheten av toleransområdet är lika med det nominella måttet
- Kritiskt avstånd eller störning måste bibehållas
Toleranser för gränsvärden
Gränstoleranser anger de högsta och lägsta tillåtna måtten direkt, utan hänvisning till ett nominellt värde. Till exempel, istället för att skriva 50 mm ±0,02, skulle du ange 50,02 mm - 49,98 mm. Detta tillvägagångssätt:
- Eliminerar förvirring om det acceptabla intervallet
- Tillhandahåller tydliga inspektionskriterier
- Fungerar bra för kvalitetskontrollprocesser
Praktiska tillämpningar och överväganden
För att bättre förstå hur dessa toleranstyper påverkar tillverkningen ska vi titta närmare på deras tillämpningar:
| Tolerans Typ | Används bäst för | Exempel på tillämpning | Viktig fördel |
|---|---|---|---|
| Bilateral | Maskinbearbetning för allmänna ändamål | Standard axeldiametrar | Lika stor variation tillåten |
| Unilateral | Presspassning, avståndet är avgörande | Lagersäten | Kontrollerad störning |
| Begränsa | Precisionskomponenter | Medicintekniska produkter | Direkt mätning |
Välja rätt toleranstyp
Valet av toleranstyp beror på flera faktorer:
Funktionella krav
- Driftsmiljö
- Monteringsmetod
- Specifikationer för prestanda
- Säkerhetsöverväganden
Tillverkningskapacitet
På PTSMAKE utvärderar vi toleransurvalet baserat på:
- Tillgänglig utrustnings precision
- Processkapacitet
- Mätningssystem
- Kostnadskonsekvenser
Ekonomiska faktorer
Tänk på dessa aspekter när du väljer toleranser:
- Produktionsvolym
- Kostnader för inspektion
- Skrotpriser
- Komplex tillverkning
Påverkan på kvalitetskontrollen
Olika typer av toleranser kräver olika metoder för kvalitetskontroll:
Mätning och inspektion
- Bilaterala toleranser kräver centrerad processtyrning
- Ensidiga toleranser kräver noggrann övervakning av riktningsdrift
- Gränstoleranser kräver exakt mätutrustning
Krav på dokumentation
Varje toleranstyp kräver särskild dokumentation:
- Tydliga måttangivelser
- Protokoll för inspektion
- Processtyrningsdiagram
- Kriterier för bristande överensstämmelse
Kostnadskonsekvenser
Sambandet mellan toleranstyp och kostnad är signifikant:
Produktionskostnader
- Snävare toleranser ökar i allmänhet tillverkningskostnaderna
- Ensidiga toleranser kan kräva specialverktyg
- Gränstoleranser kräver ofta mer sofistikerad mätutrustning
Kostnader för kvalitetskontroll
- Krav på inspektionsfrekvens
- Behov av kalibrering av utrustning
- Krav på utbildning av personal
- Kostnader för dokumentation
Branschspecifika applikationer
Olika branscher gynnar vissa typer av toleranser:
Fordonsindustrin
- Bilaterala toleranser för allmänna komponenter
- Ensidiga toleranser för exakta passningar
- Begränsa toleranser för säkerhetskritiska delar
Tillämpningar inom flyg- och rymdindustrin
- Mycket exakta bilaterala toleranser
- Specifika ensidiga toleranser för flygplanskomponenter
- Strikta gränstoleranser för kritiska system
Tillverkning av medicintekniska produkter
- Ultraexakta bilaterala toleranser
- Specialiserade ensidiga toleranser för enhetsgränssnitt
- Kritiska gränstoleranser för patientsäkerhet
Vad är formeln för interferensanpassning?
Har du någonsin monterat delar som ska passa perfekt, bara för att upptäcka att de antingen är för lösa eller omöjligt snäva? Denna frustration är inte bara irriterande - den kan leda till komponentfel, ökade produktionskostnader och missade deadlines när man arbetar med precisionspassningar.
Formeln för interferenspassning är relativt okomplicerad: Interferens = Minsta axeldiameter - Största håldiameter. Denna beräkning hjälper till att bestämma överlappningen mellan passande delar, vilket säkerställer en säker anslutning samtidigt som den strukturella integriteten bibehålls.

Förstå de grundläggande komponenterna
Formeln för interferenspassning kan verka enkel, men tillämpningen av den kräver att man noga överväger flera faktorer. På PTSMAKE arbetar vi regelbundet med olika interferenspassningar i våra precisionstillverkningsprocesser. Den grundläggande formeln kan utvidgas till att omfatta tillverkningstoleranser:
Beräkning av faktiskt störningsområde
- Maximal störning = Maximal axeldiameter - Minsta håldiameter
- Minsta störning = Minsta axeldiameter - Största håldiameter
Toleransöverväganden i interferensanpassningar
När vi beräknar interferenspassningar måste vi ta hänsyn till geometrisk dimensionering och toleransberäkning7. Här är en uppdelning av viktiga toleransfaktorer:
Tillverkningstoleranser
| Komponent | Övre tolerans | Lägre tolerans |
|---|---|---|
| Axel | +0,02 mm | +0,01 mm |
| Hål | -0,01 mm | -0,02 mm |
Materialegenskaper Påverkan
Hur väl en interferenspassning lyckas beror i hög grad på materialegenskaperna. Jag har funnit att dessa faktorer är avgörande när jag utformar interferenspassningar:
Young's Modulus
- Stål: 200 GPa
- Aluminium: 69 GPa
- Mässing: 100-125 GPa
Koefficienter för termisk expansion
Tänk på detta när du arbetar med olika material eller temperaturvariationer:
| Material | Koefficient (×10-⁶/°C) |
|---|---|
| Stål | 11.7 |
| Aluminium | 23.1 |
| Mässing | 19.0 |
Riktlinjer för praktisk tillämpning
Enligt min erfarenhet från tillverkningsindustrin kräver framgångsrika interferenspassningar att man är uppmärksam på:
Krav på ytfinish
- Axel: Ra 0,8-1,6 μm
- Hål: Ra 1,6-3,2 μm
Monteringsmetoder
Presspassning
- Kräver kontrollerad krafttillförsel
- Lämplig för mindre komponenter
- Vanligt förekommande i våra CNC-bearbetningstjänster
Termisk montering
- Innebär uppvärmning av den yttre komponenten
- Eller kylning av den inre komponenten
- Möjliggör enklare montering
Säkerhetsfaktorer och designöverväganden
När jag konstruerar interferenspassningar rekommenderar jag dessa säkerhetsfaktorer:
Tryckberäkning
Trycket (P) som genereras av interferenspassningen kan beräknas med hjälp av:
P = E × δ / (2r)
Var?
- E = Youngs modul
- δ = Radiell interferens
- r = nominell radie
Analys av påfrestningar
| Typ av stress | Typiskt intervall | Maximalt tillåtet |
|---|---|---|
| Hoopspänning | 30-50% avkastning | 70% avkastning |
| Radiell spänning | 20-40% avkastning | 60% avkastning |
Branschspecifika applikationer
Vid PTSMAKE stöter vi på olika applikationer för störningsanpassning:
Fordonskomponenter
- Lagerinstallationer
- Växelaggregat
- Bussning passar
Tillämpningar inom flyg- och rymdindustrin
- Turbinens komponenter
- Landningsställsenheter
- Strukturella fogar
Åtgärder för kvalitetskontroll
För att säkerställa framgångsrik interferens passar:
Kontroller före montering
- Verifiering av dimension
- Inspektion av ytfinish
- Certifiering av material
Validering efter montering
- Mätning av koncentricitet
- Vridmomentprovning
- Visuell inspektion
Gemensamma utmaningar och lösningar
Från min erfarenhet inom precisionstillverkning:
Utmaning Förebyggande
- Materialval som inte stämmer överens
- Problem med temperaturreglering
- Problem med ytfinishen
Felsökningssteg
- Verifiera beräkningarna
- Kontrollera materialcertifikat
- Granska monteringsförfaranden
Jag har märkt att framgångsrika interferenspassningar kräver en balans mellan teoretiska beräkningar och praktisk erfarenhet. På PTSMAKE kombinerar vi avancerad tillverkningskapacitet med rigorös kvalitetskontroll för att säkerställa optimala interferenspassningar för våra kunders applikationer.
Vad är tumregeln för interferensanpassning?
Har du någonsin monterat två delar som verkade omöjliga att passa ihop, bara för att inse att det var precis så de var konstruerade? Frustrationen över att inte veta om du tvingar komponenterna för hårt eller för lite kan vara nervpirrande, särskilt när det handlar om dyra precisionsdelar.
Den allmänna tumregeln för interferenspassning är att bibehålla en interferens på 0,001 tum per tum axeldiameter för de flesta metallkomponenter. Det innebär att för en 1-tums axel bör interferensen vara cirka 0,001 tum, vilket ger en säker passning utan att riskera komponentskador.
Förståelse av interferens Grunderna i Fit
Interferenspassning, även känd som presspassning eller kraftpassning, uppstår när en axels diameter är något större än det hål den är avsedd att passa in i. Detta skapar en stark mekanisk bindning genom elastisk deformation när delarna monteras. På PTSMAKE arbetar vi ofta med kunder som behöver exakta toleranser för interferens8 för deras mekaniska monteringar.
Vanliga tillämpningar av interferensanpassningar
- Lager i höljen
- Bussningar i ramar
- Stift i vevstakar
- Kugghjul på axlar
- Hjulnav på axlar
Beräkning av korrekta interferensvärden
Beräkningen av interferenspassningen beror på flera faktorer. Här är en grundläggande guide för vanliga material:
| Materialkombination | Rekommenderad störning (tum/tum) |
|---|---|
| Stål-Stahl | 0.001-0.002 |
| Aluminium-stål | 0.0008-0.0015 |
| Brons-stål | 0.0006-0.0012 |
| Gjutjärn-stål | 0.0009-0.0018 |
Temperaturöverväganden i interferensanpassningar
Temperaturen spelar en avgörande roll vid montering med interferenspassning. När vi värmer den yttre komponenten eller kyler den inre komponenten kan vi tillfälligt ändra deras mått för att underlätta monteringen. Denna process, som kallas termisk montering, kräver noggranna beräkningar:
Temperaturförändring krävs
- För uppvärmning av ytterdelen: ΔT = Interferens / (α × D)
- Var?
- ΔT = önskad temperaturförändring
- α = värmeutvidgningskoefficient
- D = Nominell diameter
Materialegenskaper Påverkan
Olika material reagerar olika på interferenspassningar. Tänk på dessa faktorer:
Krav på ytfinish
- Markytor: Ra 0,2-0,8 μm
- Maskinbearbetade ytor: Ra 0,8-1,6 μm
- Rehamrade hål: Ra 1,6-3,2 μm
Monteringsmetoder och bästa praxis
På PTSMAKE rekommenderar vi att du följer dessa monteringsanvisningar:
Presspassning
- Säkerställ perfekt inriktning
- Använd en stadig, kontrollerad kraft
- Använd lämpliga pressverktyg
- Övervaka presskraft
- Verifiera slutposition
Termisk montering
- Beräkna erforderlig temperaturdifferens
- Enhetlig uppvärmning/kylning av komponenter
- Montera snabbt medan temperaturskillnaden finns
- Låt monteringen nå jämvikt
Åtgärder för kvalitetskontroll
För att säkerställa framgångsrik interferens passar:
Kontroller före montering
- Mät båda komponenterna noggrant
- Verifiera ytfinishens kvalitet
- Kontrollera om det finns grader eller skador
- Bekräfta att rätt uppriktningsverktyg finns tillgängliga
Verifiering efter montering
- Kontrollera att den sitter ordentligt
- Verifiera inriktningen
- Övervaka för tecken på materialpåfrestning
- Dokumentera monteringsparametrar
Felsökning av vanliga problem
När du arbetar med interferenspassningar kan dessa problem uppstå:
Vanliga problem och lösningar
Överdriven kraft krävs
- Verifiera mätningarna
- Kontrollera ytfinishen
- Överväg termisk montering
Komponentskada
- Granska störningsberäkningar
- Inspektera verktygens skick
- Utvärdera monteringsprocessen
Felaktig inriktning
- Använd rätt guider
- Förbättra fixturerna
- Säkerställ vinkelräthet
Branschspecifika överväganden
Olika branscher kräver olika tillvägagångssätt:
Fordonsindustrin
- Högre störning för roterande komponenter
- Hänsyn till temperaturcykling
- Krav på utmattningshållfasthet
Tillämpningar inom flyg- och rymdindustrin
- Strängare toleranskontroller
- Särskilda materialöverväganden
- Utökade krav på dokumentation
Tillverkning av medicintekniska produkter
- Problem med biokompatibilitet
- Steriliseringskrav
- Behov av förbättrad ytfinish
Med rätt förståelse och tillämpning av dessa riktlinjer kan interferenspassningar ge tillförlitliga och långvariga monteringar. På PTSMAKE säkerställer vi exakt tillverkning av komponenter för applikationer med interferenspassning, med snäva toleranser och överlägsen ytfinish för att uppfylla dina specifika krav.
Vad är en interferensanpassning vid mätning?
Har du någonsin kämpat med delar som bara inte passar ihop ordentligt? Det är frustrerande när komponenter som ska passa perfekt i slutändan sitter för hårt eller för löst, vilket leder till huvudbry vid monteringen och potentiella fel. Denna vanliga utmaning beror ofta på ett missförstånd av interferenspassningar.
En interferenspassning är en typ av mekanisk anslutning där axeldiametern är något större än håldiametern, vilket skapar en tät och säker fog när den monteras. Denna monteringsmetod säkerställer att komponenterna håller ihop genom friktion och materialdeformation utan ytterligare fästelement.
Förstå grunderna i interferensanpassning
Inom precisionstillverkning krävs noggrann uppmärksamhet på detaljerna för att uppnå den perfekta passformen. Konceptet bygger på elastisk deformation9 av material när de tvingas ihop. När vi bearbetar detaljer på PTSMAKE tar vi noga hänsyn till materialegenskaperna och den avsedda tillämpningen för att fastställa den optimala interferensnivån.
Typer av störningsanpassningar
Det finns flera vanliga typer av interferenspassningar som används i tillverkningsindustrin:
Passform för ljusstörningar
- Används för tunnväggiga komponenter
- Lämplig för delar som kräver tillfällig demontering
- Typiskt störningsintervall: 0,0001" till 0,0004" per tum av diametern
Passform för medelstor störning
- Vanligast förekommande i allmänna maskiner
- Ger tillförlitlig överföring av vridmoment
- Typiskt störningsintervall: 0,0003" till 0,0007" per tum av diametern
Passform för kraftig störning
- Används för permanenta monteringar
- Ger maximal hållkraft
- Typiskt störningsintervall: 0,0005" till 0,0010" per tum av diametern
Beräkning av krav på interferensanpassning
Korrekt beräkning av interferenspassningar innefattar flera viktiga faktorer:
| Faktor | Beskrivning | Betydelse |
|---|---|---|
| Materialegenskaper | Elasticitet och värmeutvidgning | Avgörande för att förhindra materialfel |
| Driftstemperatur | Förväntat temperaturintervall | Påverkar passformens täthet |
| Ytfinish | Krav på ytjämnhet | Påverkar den monteringskraft som behövs |
| Krav på belastning | Påförda krafter och vridmoment | Fastställer minsta nödvändiga störning |
Designöverväganden för interferensanpassning
Val av material
Valet av material har stor betydelse för hur väl en interferenspassning lyckas. Enligt min erfarenhet på PTSMAKE överväger vi:
- Materialhållfasthet och duktilitet
- Termiska expansionskoefficienter
- Slitstyrka
- Kostnadseffektivitet
Tillverkningstoleranser
Att uppnå exakta toleranser är avgörande för interferenspassningar. Vi underhåller:
- Strikt dimensionell kontroll
- Krav på ytfinish
- Specifikationer för rundhet
- Toleranser för cylindricitet
Monteringsmetoder och bästa praxis
Presspassning
Presspassning är den vanligaste monteringsmetoden för interferenspassningar. Viktiga överväganden inkluderar:
- Korrekt inriktning
- Konsekvent presskraft
- Användning av lämpliga verktyg
- Skydd av komponenternas ytor
Termisk montering
Denna metod kallas ibland krympmontering och innebär:
- Uppvärmning av den yttre komponenten
- Kylning av den inre komponenten
- Snabb montering när temperaturskillnad föreligger
- Tillåter enheten att nå termisk jämvikt
Vanliga tillämpningar av interferensanpassningar
Interferenspassningar används ofta i olika branscher:
Fordonsindustrin
- Hjullager
- Växelaggregat
- Bussningar och hylsor
Tillämpningar inom flyg- och rymdindustrin
- Motorkomponenter
- Landningsställsenheter
- Strukturella anslutningar
Industriella maskiner
- Axel-nav-anslutningar
- Lagerinstallationer
- Montering av kugghjul
Felsökning och kvalitetskontroll
För att säkerställa framgångsrika interferensanpassningar implementerar vi:
Kontroller före montering
- Dimensionell verifiering
- Inspektion av ytfinish
- Granskning av materialcertifiering
Övervakning av montering
- Kraftövervakning under presspassning
- Temperaturkontroll under termisk montering
- Verifiering av monteringens inriktning
Validering efter montering
- Funktionell testning
- Kontroll av dimensionsstabilitet
- Icke-förstörande provning vid behov
Kostnadsöverväganden och ekonomisk påverkan
De ekonomiska aspekterna av störningstillfällen inkluderar:
Initiala kostnader
- Exakta krav på maskinbearbetning
- Påverkan från materialval
- Behov av specialiserade verktyg
Långsiktiga förmåner
- Minskat underhållsbehov
- Förbättrad tillförlitlighet
- Förlängd livslängd för komponenter
På PTSMAKE hjälper vi kunderna att optimera dessa kostnader samtidigt som vi upprätthåller kvalitetsstandarder genom vår avancerade tillverkningskapacitet och vårt erfarna ingenjörsteam.
Hur förhindrar man att komponenter skadas under montering med interferenspassning?
Har du någonsin upplevt frustrationen över skadade komponenter under montering med interferenspassning? Det är en vanlig utmaning som kan leda till kostsamma omarbetningar, produktionsförseningar och skrotade delar. Stressen att se dyra komponenter gå sönder under monteringen kan vara överväldigande.
För att förhindra att komponenter skadas vid montering med interferenspassning ska du fokusera på korrekt förberedelse, temperaturkontroll, noggrann uppriktning och konsekvent kraftutövning. Att använda lämpliga smörjmedel, säkerställa rena ytor och upprätthålla exakta dimensionstoleranser är också avgörande för en lyckad montering.

Förstå de kritiska faktorerna
Materialval och kompatibilitet
Hur väl en interferenspassning lyckas beror till stor del på vilka material som väljs för både axel och nav. Olika material har varierande värmeutvidgningskoefficienter10 och mekaniska egenskaper. På PTSMAKE utvärderar vi noggrant materialkombinationer för att säkerställa optimal prestanda och förhindra skador under montering.
Här är en snabbguide för vanliga materialkombinationer:
| Material nav | Material för axel | Kompatibilitetsbetyg | Risknivå |
|---|---|---|---|
| Stål | Stål | Utmärkt | Låg |
| Aluminium | Stål | Bra | Medium |
| Mässing | Stål | Mycket bra | Låg |
| Plast | Stål | Rättvist | Hög |
Krav på ytpreparering
Ytbehandling spelar en avgörande roll för att förhindra komponentskador. Passningsytorna måste vara:
- Fria från grader och bearbetningsmärken
- Korrekt rengjord och avfettad
- Inom specificerade ytjämnhetsparametrar
- Skyddad från oxidation före montering
Tekniker för temperaturhantering
Metoder för kontrollerad uppvärmning
När man använder termisk expansion för montering är temperaturkontroll avgörande. Jag rekommenderar dessa tillvägagångssätt:
- Induktionsvärme för exakt kontroll
- Oljebadsuppvärmning för jämn temperaturfördelning
- Varmluftssystem för icke-metalliska komponenter
- Infraröd uppvärmning för komplexa geometrier
Applikationer för kylning
För applikationer med axelkylning:
- Torriskylning för tillfällig krympning
- Flytande kväve för betydande dimensionsförändringar
- Kylkammare med kontrollerad miljö
- System för temperaturövervakning
Optimering av monteringsprocesser
Kontroll av inriktning
Korrekt uppriktning är avgörande för att förebygga skador. Tänk på dessa viktiga punkter:
- Använd uppriktningsfixturer och guider
- Implementera system för laseruppriktning
- Behåll vinkelrätheten under monteringen
- Övervaka monteringskrafterna kontinuerligt
Metoder för krafttillämpning
Det sätt på vilket kraften appliceras under monteringen har stor betydelse för komponentens integritet:
| Metod | Fördelar | Bästa applikationer |
|---|---|---|
| Hydraulisk press | Kontrollerad kraft, konsekventa resultat | Stora komponenter |
| Mekanisk press | Enkel drift, kostnadseffektivt | Små till medelstora delar |
| Slagmontering | Snabb process, minimal installation | Robusta komponenter |
| Gängad montering | Exakt kontroll, reversibel | Känsliga delar |
Åtgärder för kvalitetskontroll
Inspektion före montering
Genomför dessa inspektionssteg:
- Dimensionell verifiering
- Mätning av ytfinhet
- Provning av materialets hårdhet
- Kontroll av geometriska toleranser
Processövervakning
Övervaka dessa parametrar under monteringen:
- Trender för applicerad kraft
- Temperaturvariationer
- Noggrannhet i uppriktningen
- Monteringshastighet
- Verifiering av slutposition
Avancerad teknik och verktyg
Modern monteringsutrustning
På PTSMAKE har vi investerat i toppmodern monteringsutrustning:
- Pressystem för kraftövervakning
- Temperaturkontrollerade monteringsstationer
- Automatiserad verifiering av uppriktning
- Funktioner för dataloggning i realtid
Verktyg för kvalitetsverifiering
Viktiga verktyg för kvalitetssäkring är bland annat:
- Digitala kraftmätare
- Kameror för termisk avbildning
- Precisionsmätinstrument
- Programvara för dataanalys
Felsökning av vanliga problem
Förebyggande strategier
För att minimera monteringsproblem:
- Utveckla detaljerade monteringsrutiner
- Tågoperatörer noggrant
- Underhålla utrustningen regelbundet
- Dokumentera framgångsrika processer
- Granska och uppdatera rutinerna regelbundet
Problemlösning
När problem uppstår:
- Analysera felmönster
- Granska monteringsparametrarna
- Kontrollera miljöförhållandena
- Verifiera materialspecifikationer
- Justera processerna efter behov
Dokumentation och utbildning
Dokumentation av processer
Upprätthålla detaljerade register över:
- Procedurer för montering
- Kvalitetskrav
- Kriterier för inspektion
- Utbildningsmaterial
- Guider för problemlösning
Utbildning för operatörer
Fokusera utbildningen på:
- Korrekt användning av verktyg
- Övervakning av temperatur
- Tekniker för kraftanvändning
- Metoder för kvalitetsinspektion
- Säkerhetsrutiner
Överväganden om kostnader
Ekonomiska effekter av förebyggande åtgärder
Att investera i skadeförebyggande åtgärder ger betydande avkastning:
- Minskad skrotningsfrekvens
- Minskade kostnader för omarbetning
- Förbättrad produktionseffektivitet
- Förbättrad produktkvalitet
- Högre kundnöjdhet
Riskbedömning
Tänk på dessa faktorer när du utvärderar monteringsriskerna:
- Komponentens värde
- Produktionsvolym
- Materialegenskaper
- Komplexitet i monteringen
- Miljöförhållanden
Vilka material fungerar bäst för applikationer med hög belastning och interferenspassning?
Har du någonsin upplevt frustrationen över en misslyckad interferenspassning i en kritisk applikation? Konsekvenserna kan vara förödande - från produktionsförseningar till katastrofala komponentfel. När delar separeras under belastning eller blir permanent deformerade är det inte bara kostsamt - det kan äventyra hela systemets tillförlitlighet.
De mest lämpliga materialen för presspassningar med hög belastning är härdade stål, nickellegeringar och vissa kvaliteter av rostfritt stål. Dessa material erbjuder optimala kombinationer av styrka, hårdhet och dimensionsstabilitet samtidigt som de har utmärkt slitstyrka under kompressionsbelastning.

Förståelse för materialegenskaper för interferenspassningar
Hur väl en interferenspassning lyckas beror till stor del på de mekaniska egenskaperna hos både axelns och navets material. De mest kritiska egenskaperna inkluderar:
Sträckgräns och elasticitetsmodul
Materialets sträckgräns bestämmer dess förmåga att motstå den radiell spänning11 utan permanent deformation. Material med högre sträckgräns kan bibehålla interferenspassningen under större belastningar. Elasticitetsmodulen påverkar hur materialet reagerar på den initiala monteringsspänningen.
Ythårdhet och slitstyrka
Hårda material har bättre motståndskraft mot slitage under montering och drift. Till exempel ger genomhärdade stål som AISI 4340 utmärkt slitstyrka samtidigt som de bibehåller god dimensionsstabilitet.
De bästa materialkombinationerna för applikationer med höga påfrestningar
Här är de mest effektiva materialparningarna för interferenspassningar:
| Material nav | Material för axel | Fördelar | Tillämpningar |
|---|---|---|---|
| 4340 stål | 4140 stål | Hög hållfasthet, utmärkt utmattningshållfasthet | Tunga maskiner, kraftöverföring |
| 17-4 PH SS | 316 SS | Korrosionsbeständig, god hållfasthet | Marin utrustning, livsmedelsförädling |
| Inconel 718 | Nitronic 50 | Hög temperaturstabilitet, slitstark | Flyg- och rymdindustrin, turbinkomponenter |
Stållegeringar
Stållegeringar är fortfarande det vanligaste valet för interferenspassningar med höga påfrestningar. På PTSMAKE rekommenderar vi ofta:
- AISI 4340: Utmärkt för nav på grund av sin höga hållfasthet och goda duktilitet
- AISI 4140: Idealisk för axlar, ger bra slitstyrka
- AISI 8620: Perfekt för fall som kräver ythärdning
Alternativ i rostfritt stål
Rostfria stål ger korrosionsbeständighet samtidigt som de bibehåller tillräcklig styrka:
- 17-4 PH: Enastående styrka och hårdhet efter värmebehandling
- 316: Utmärkt korrosionsbeständighet för marina tillämpningar
- 440C: Överlägsen hårdhet för slitagekritiska applikationer
Konstruktionsöverväganden för materialval
Temperaturpåverkan
Materialval måste ta hänsyn till driftstemperaturområden:
- Termiska expansionskoefficienter bör vara liknande mellan passande delar
- Beakta maximal servicetemperaturs inverkan på materialegenskaperna
- Ta hänsyn till termiska cykliska effekter på passformens bibehållande
Krav på ytfinish
Samspelet mellan materialegenskaper och ytfinhet är avgörande:
- Hårdare material ger vanligtvis bättre ytfinish
- Ytjämnheten påverkar den faktiska interferensen
- Rätt ytbehandling kan förbättra passformen
Överväganden om tillverkning
Kompatibilitet med maskinbearbetning
Olika material innebär olika bearbetningsutmaningar:
- Hårdare material kan kräva specialverktyg
- Vissa legeringar kräver specifika skärhastigheter och matningar
- Krav på ytfinhet påverkar bearbetningsstrategin
Krav på värmebehandling
Korrekt värmebehandling är avgörande för optimal prestanda:
- Beslut om genomhärdning kontra sätthärdning
- Överväganden om stressavlastning
- Dimensionsstabilitet efter värmebehandling
Kostnads-effektivitetsanalys
När du väljer material ska du ta hänsyn till den totala kostnadseffekten:
- Materialkostnad per komponent
- Bearbetningstid och verktygskostnader
- Kostnader för värmebehandling och ytfinish
- Långsiktiga underhållskrav
Åtgärder för kvalitetskontroll
För att säkerställa konsekventa materialegenskaper krävs:
- Verifiering av materialcertifiering
- Protokoll för hårdhetsprovning
- Metoder för dimensionell inspektion
- Mätning av ytfinhet
Miljöfaktorer
Beakta miljöpåverkan vid val av material:
- Krav på korrosionsbeständighet
- Hänsyn till kemisk exponering
- Effekter av temperaturfluktuationer
- Fuktens inverkan på långsiktig prestanda
Branschspecifika applikationer
Olika branscher har unika krav:
Flyg- och rymdindustrin
- Stabilitet vid höga temperaturer
- Hänsyn till vikt
- Strikta krav på materialcertifiering
Fordon
- Kostnadseffektivitet
- Produktionskapacitet för stora volymer
- Konsekvent prestanda under varierande förhållanden
Medicintekniska produkter
- Biokompatibilitet
- Steriliseringsbeständighet
- Höga krav på precision
Framtida trender inom materialval
Fältet fortsätter att utvecklas med:
- Avancerade kompositmaterial
- Nya ytbehandlingar
- Förbättrade simuleringsmöjligheter
- Förbättrade tillverkningsprocesser
Hur påverkar temperaturen interferensanpassningens prestanda?
Har du någonsin upplevt det frustrerande ögonblicket när din perfekt utformade interferenspassning plötsligt blir lös eller för trång? Temperaturförändringar kan förvandla vad som verkar vara en exakt passning till en teknisk huvudvärk, vilket kan leda till komponentfel eller monteringssvårigheter.
Temperaturen påverkar interferenspassningens prestanda avsevärt genom att ändra dimensionerna på de passande komponenterna. När material värms upp expanderar de och när de kyls drar de ihop sig. Detta termiska beteende har en direkt inverkan på interferenstrycket och hållkraften mellan de monterade delarna.
Förstå grunderna för termiska effekter
Termisk expansion och sammandragning
När man arbetar med interferenspassningar är det avgörande att förstå termiska effekter. Material reagerar olika på temperaturförändringar beroende på deras värmeutvidgningskoefficient12. På PTSMAKE arbetar vi ofta med olika material, och jag har sett hur temperaturvariationer kan påverka passningstoleranserna avsevärt.
Det grundläggande förhållandet kan uttryckas genom denna förenklade formel:
∆L = L₀ × α × ∆T
Var?
- ∆L = Förändring i längd
- L₀ = Ursprunglig längd
- α = värmeutvidgningskoefficient
- ∆T = Temperaturförändring
Materialspecifika överväganden
Olika material uppvisar varierande termiska beteenden, vilket påverkar deras interferenspassningsegenskaper:
| Material | Koefficient för termisk expansion (×10-⁶/°C) | Temperaturkänslighet |
|---|---|---|
| Stål | 11-13 | Måttlig |
| Aluminium | 22-24 | Hög |
| Mässing | 18-20 | Hög |
| Titan | 8.6 | Låg |
Påverkan på montering och prestanda
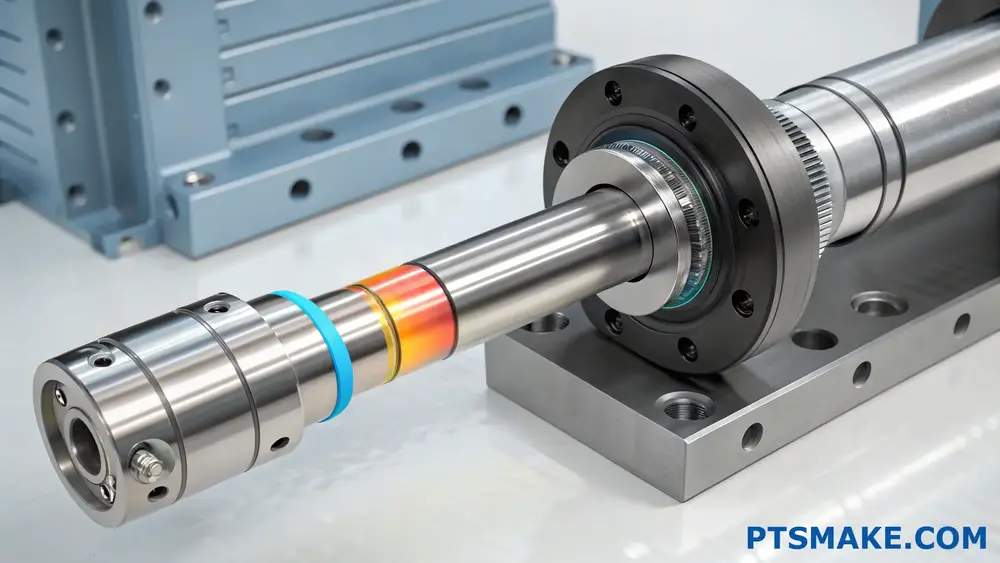
Överväganden vid montering
Temperaturskillnader under monteringen kan antingen underlätta eller försvåra monteringsprocessen. Till exempel vid montering av en stålaxel i ett aluminiumhus kan uppvärmning av huset eller kylning av axeln tillfälligt ändra deras dimensioner, vilket gör monteringen enklare.
Konsekvenser för prestandan
Hur en interferenspassning fungerar vid olika driftstemperaturer beror på flera faktorer:
Driftstemperaturområde
- Normala driftsförhållanden
- Exponering för extrema temperaturer
- Temperaturcyklingseffekter
Materialkombinationseffekter
- Liknande materialkombinationer
- Olikartade materialkombinationer
- Tryckvariationer i gränssnittet
Konstruktionsstrategier för temperaturkompensering
Beräkningsmetoder
För att ta hänsyn till termiska effekter i konstruktioner med interferenspassning bör du beakta dessa faktorer:
- Maximal driftstemperatur
- Minsta driftstemperatur
- Monteringstemperatur
- Materialegenskaper för båda komponenterna
Riktlinjer för design
För optimal interferensanpassning i olika temperaturområden:
Välj material med kompatibla värmeutvidgningskoefficienter
Beräkna störningstillägg med hänsyn till:
- Mått för rumstemperatur
- Driftstemperaturområde
- Nödvändig störning vid extrema temperaturer
Beakta säkerhetsfaktorer för:
- Termisk cykling
- Stress och avslappning
- Variationer i materialegenskaper
Kvalitetskontroll och testning
Övervakning av temperatur
På PTSMAKE tillämpar vi strikt temperaturövervakning under både tillverkning och montering:
- Temperaturkontroll före montering
- Temperaturkontroll i monteringsmiljön
- Temperaturstabilisering efter montering
Valideringsmetoder
För att säkerställa tillförlitlig störningsfri prestanda:
- Tester för termisk cykling
- Mätningar av utdragskraften vid olika temperaturer
- Övervakning av dimensionell stabilitet
Praktiska tillämpningar och fallstudier
Industriella tillämpningar
Vanliga applikationer med interferenspassning som påverkas av temperatur:
- Lagerinstallationer
- Växelaggregat
- Axelkopplingar
- Hjulnav
Strategier för att förebygga problem
Baserat på vår erfarenhet av PTSMAKE rekommenderar vi:
- Exakt temperaturkontroll under montering
- Korrekt val och behandling av material
- Protokoll för regelbundet underhåll och inspektion
- Dokumentation av monteringsförhållanden
Framtida trender och innovationer
Avancerade material
Nya material utvecklas med:
- Bättre termisk stabilitet
- Förbättrad dimensionell kontroll
- Förbättrade prestandaegenskaper
Smarta lösningar för tillverkning
Moderna tillverkningsmetoder inkluderar:
- Temperaturövervakning i realtid
- Automatiserade monteringssystem
- Funktioner för förebyggande underhåll
Denna omfattande förståelse för temperatureffekter på interferenspassningar hjälper ingenjörer att konstruera mer tillförlitliga och effektiva enheter. Genom att beakta det termiska beteendet under konstruktions-, tillverknings- och monteringsfaserna kan vi skapa mer robusta och tillförlitliga mekaniska anslutningar.
Klicka här för att lära dig mer om exakta mått och toleransberäkningar för perfekt passform. ↩
Klicka för att lära dig mer om tryckfördelning i interferenspassningar och optimera dina konstruktioner. ↩
Klicka för att lära dig mer om elastiskt beteende i interferenspassningar och optimera dina designbeslut. ↩
Klicka här för att lära dig mer om avancerade tekniska principer för beräkning och optimering av radialt tryck. ↩
Klicka för att lära dig avancerad GD&T-teknik för optimalt val av passform. ↩
Klicka för att lära dig mer om interferenspassningarnas avgörande roll inom precisionsteknik. ↩
Klicka här för att läsa mer om GD&T-principerna och deras praktiska tillämpningar inom tillverkningsindustrin. ↩
Klicka här för att få veta mer om hur du beräknar exakta interferenstoleranser för din specifika applikation. ↩
Klicka här för att lära dig mer om principer för materialdeformation och hur de påverkar dina konstruktioner. ↩
Klicka här för att läsa mer om termisk expansion i applikationer med interferenspassning och dess avgörande roll för en lyckad montering. ↩
Klicka här om du vill veta mer om spänningsanalys i interferenspassningar ↩
Klicka för att lära dig mer om värmeutvidgningskoefficienter och deras praktiska tillämpningar inom teknisk design. ↩






