

Har du någonsin försökt förklara vad CNC-svarvning är för någon som behöver precisionsdelar? Det är frustrerande när de inte förstår denna kritiska tillverkningsprocess. Många företag kämpar med kvalitetsproblem och inkonsekventa resultat eftersom de saknar kunskap om korrekt svarvningsteknik.
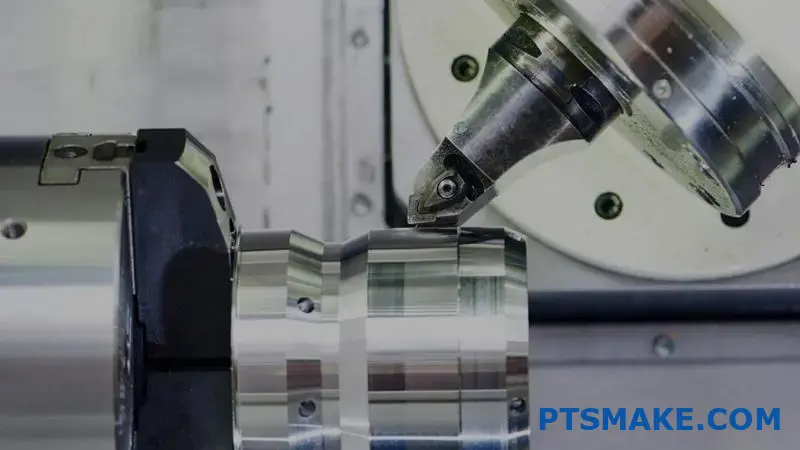
CNC-svarvning är en bearbetningsprocess där ett skärande verktyg avlägsnar material från ett roterande arbetsstycke för att skapa cylindriska delar med exakta dimensioner. Den datorstyrda svarven följer programmerade instruktioner för att producera komplexa former med exceptionell noggrannhet och repeterbarhet.
Jag har sett företag förändra sin produktionskapacitet efter att ha förstått CNC-svarvning på rätt sätt. Den här tekniken har revolutionerat hur vi tillverkar delar på PTSMAKE. Låt mig gå igenom allt du behöver veta om CNC-svarvning - från de grundläggande principerna till de avancerade tillämpningar som kan vara perfekta för ditt nästa projekt.
Vad är skillnaden mellan CNC-fräsning och CNC-svarvning?
Har du någonsin varit osäker på vilken CNC-bearbetningsprocess du ska välja för ditt projekt? Kanske har du fått offerter för både fräsning och svarvning men är inte säker på vilken som skulle ge bäst resultat för din specifika detaljdesign? Denna förvirring är vanligare än du kanske tror.
CNC-fräsning avlägsnar material med hjälp av roterande skärverktyg medan arbetsstycket förblir stillastående. Vid CNC-svarvning roterar däremot arbetsstycket mot ett fast skärverktyg. Fräsning är utmärkt för att skapa komplexa former med plana ytor, medan svarvning är idealisk för cylindriska delar med rotationssymmetri.
Förstå grundläggande CNC-bearbetning
CNC-bearbetning har revolutionerat tillverkningen genom att automatisera processen för att skapa exakta delar från olika material. Kärnan i CNC-tekniken (Computer Numerical Control) är att datorprogrammering används för att styra maskinernas rörelser, vilket möjliggör en konsekvent och exakt produktion utan ständig mänsklig inblandning.
När man överväger alternativ för CNC-bearbetning framstår fräsning och svarvning som de två vanligaste processerna. Även om båda tar bort material för att skapa färdiga delar, arbetar de enligt fundamentalt olika principer. Låt oss bryta ner dessa skillnader för att hjälpa dig att fatta välgrundade beslut för ditt nästa projekt.
CNC-fräsning: Process och kapacitet
Vid CNC-fräsning fästs arbetsstycket på ett bord medan roterande skärverktyg avlägsnar material. Fräsmaskinen kan flytta skärverktyget i flera axlar (vanligtvis 3-5 axlar i moderna maskiner), vilket möjliggör komplexa geometrier och funktioner.
Viktiga kännetecken för CNC-fräsning
- Flera skärytor: Fräsverktyg har flera skäreggar som intermittent griper in i arbetsstycket
- Mångsidig materialavverkning: Kan skapa plana ytor, konturer, slitsar, fickor och 3D-former
- Avbruten kapning: Verktyget kommer i kontakt med och frigör sig från materialet upprepade gånger
Fräsning är särskilt effektivt för detaljer med komplexa egenskaper som fyrkantiga axlar, plana ytor och invecklade geometrier. Enligt min erfarenhet på PTSMAKE använder vi ofta fräsning för komponenter som kräver snäva toleranser på icke-cylindriska detaljer.
CNC-svarvning: Process och kapacitet
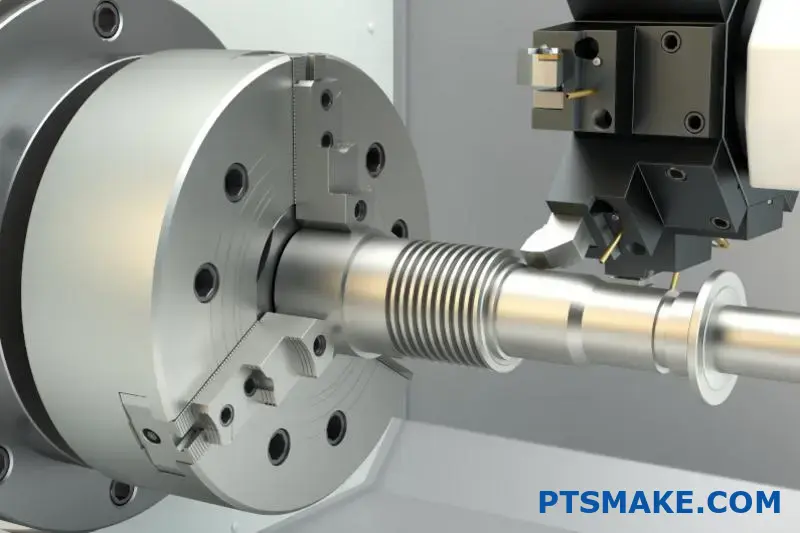
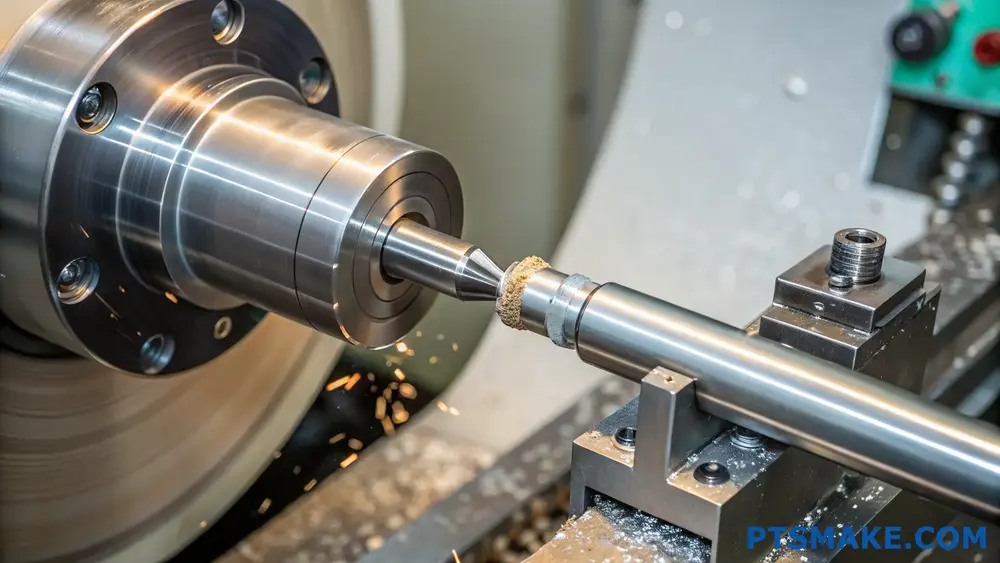
Svarvning innebär att arbetsstycket roterar med hög hastighet medan ett stationärt skärverktyg avlägsnar material. Denna process skiljer sig fundamentalt från fräsning eftersom arbetsstycket rör sig medan verktyget förblir relativt fixerat (även om det kan röra sig längs axlarna för att skapa olika profiler).
Viktiga kännetecken för CNC-svarvning
- Kontinuerlig skärning: Verktyget håller konstant kontakt med det roterande arbetsstycket
- Rotationssymmetri: Skapar i första hand cylindriska eller koniska funktioner
- Kapning med en enda punkt: Använder vanligtvis verktyg med en enda skäregg
På PTSMAKE rekommenderar vi att man vänder sig till delar med rotationssymmetri1 och cylindriska detaljer som axlar, stift och mekaniska komponenter.
Jämförande analys: Fräsning vs. svarvning
För att hjälpa till att klargöra de viktigaste skillnaderna mellan dessa processer har jag skapat denna jämförande tabell:
| Funktion | CNC-fräsning | CNC-svarvning |
|---|---|---|
| Arbetsstyckets rörelse | Stationär | Roterar |
| Verktygsrörelse | Roterar och förflyttar sig längs axlarna | Stationär (rör sig längs axlarna) |
| Idealisk delgeometri | Komplexa former, plana ytor, fickor | Cylindriska, koniska former |
| Typiska toleranser | ±0,001" till ±0,005" | ±0,0005" till ±0,003" |
| Ytfinish | 16-125 μin Ra | 8-63 μin Ra |
| Produktionshastighet | Måttlig till långsam | Snabb för enkla delar |
| Materialets mångsidighet | Utmärkt för de flesta material | Bra men med vissa begränsningar |
Materialöverväganden
Båda processerna kan hantera ett brett spektrum av material, men det finns några viktiga skillnader:
Material för fräsning
- Utmärker sig med hårda material som rostfritt stål och titan
- Perfekt för plast, aluminium och andra icke-järnmetaller
- Kan effektivt bearbeta material med ojämn hårdhet
Material för svarvning
- Idealisk för enhetliga material som skär rent
- Särskilt effektiv med mässing, aluminium och mjukt stål
- Kan få problem med mycket hårda eller spröda material om inte specialverktyg används
Kostnads- och effektivitetsfaktorer
När jag hjälper kunder att välja mellan fräsning och svarvning på PTSMAKE tar jag hänsyn till flera kostnads- och effektivitetsfaktorer:
- Produktionsvolym: Svarvning är ofta mer kostnadseffektivt för högvolymsproduktion av enkla cylindriska detaljer
- Inställningstid: Fräsning kräver vanligtvis mer komplexa fixturer och inställningar
- Material Avfall: Svarvning ger i allmänhet mindre materialspill för cylindriska delar
- Ytfinish: Svarvning ger ofta bättre ytfinhet med färre operationer
I många projekt handlar det inte om antingen eller, utan snarare om vilken process som ska användas för olika egenskaper hos samma detalj. Vi kombinerar ofta båda processerna med hjälp av fräs-svarvmaskiner för att uppnå optimala resultat samtidigt som vi minimerar produktionstiden och kostnaderna.
Gör rätt val för ditt projekt
Valet mellan CNC-svarvning och -fräsning med hög precision bör styras av detaljens geometri, toleranskrav och produktionsvolym. För detaljer med främst cylindriska egenskaper är svarvning vanligtvis det bättre alternativet. För detaljer med plana ytor, fickor och komplexa geometrier är fräsning vanligtvis rätt väg att gå.
På PTSMAKE analyserar vi varje projekt individuellt för att rekommendera den lämpligaste bearbetningsstrategin. Ibland innebär det att vi använder båda processerna för att uppnå en optimal balans mellan kvalitet, kostnad och ledtid.
Förstå vanliga standarder och krav för toleranser vid CNC-svarvning
Har du någonsin fått precisionssvarvade detaljer som inte klarat slutkontrollen eller monteringen? Eller ägnat timmar åt att felsöka varför komponenter som borde passa perfekt ihop skapar uppriktningsproblem i din högprecisionsapplikation? Missförstånd om toleranser kan få projekt att spåra ur, försena lanseringar och ha en betydande inverkan på slutresultatet.
Toleranserna för CNC-svarvning för högprecisionstillämpningar ligger vanligtvis inom intervallet ±0,0005" till ±0,001" (0,0127 mm till 0,0254 mm). Dessa snäva toleranser är viktiga för flyg- och rymdindustrin, medicintekniska produkter och precisionsinstrumentering där komponenternas passform och funktionalitet är beroende av exceptionell måttnoggrannhet.
Standardtoleransklassificeringar för CNC-svarvning
När man diskuterar toleranser för precision i CNC-svarvning är det viktigt att förstå de etablerade klassificeringssystemen. Den mest allmänt erkända standarden är ISO-systemet, som kategoriserar toleranser i olika grader från IT01 (mest exakt) till IT16 (minst exakt). I högprecisionsapplikationer arbetar vi vanligtvis med graderna IT5 till IT7.
Under mina år på PTSMAKE har jag märkt att många ingenjörer specificerar snävare toleranser än nödvändigt, vilket driver upp kostnaderna utan att tillföra något funktionellt värde. Att förstå dessa standarder hjälper till att förhindra detta vanliga misstag.
Klassificering av ISO-toleransgrader
ISO:s gradsystem ger ett systematiskt tillvägagångssätt för toleransspecifikationer. Här följer en sammanställning av de vanligaste kvaliteterna som används vid precisionssvarvning:
| ISO-klass | Typisk toleransintervall | Vanliga tillämpningar |
|---|---|---|
| IT5 | ±0,0002" (0,005 mm) | Precisionsmätare, mätinstrument |
| IT6 | ±0,0003" (0,008 mm) | Precisionslager, hydrauliska komponenter |
| IT7 | ±0,0005" (0,013 mm) | Axlar med hög precision, medicintekniska produkter |
| IT8 | ±0,0008" (0,02 mm) | Fordonskomponenter, allmänna maskiner |
| IT9 | ±0,0012" (0,03 mm) | Maskinbearbetade standarddelar |
När man kommunicerar med tillverkare ger ISO-klassningen en tydlig, internationellt erkänd standard som undanröjer tvetydigheter om förväntningar.
Materialspecifika toleransöverväganden
Inte alla material kan uppnå samma toleransnivåer med konsekvent tillförlitlighet. Detta är en av de mest förbisedda aspekterna av toleransspecifikationer som jag stöter på när jag granskar kundernas krav.
Material med höga värmeutvidgningskoefficienter, som aluminium, kan kräva mer generösa toleranser än material som rostfritt stål eller titan. För metallurgisk stabilitet2 av materialet har en direkt inverkan på hur snäva toleranser som kan bibehållas över tid och under varierande miljöförhållanden.
Vid svarvning av detaljer i 6061-aluminium rekommenderar vi till exempel toleranser som inte är snävare än ±0,0008" för kritiska mått, medan 304 rostfritt stål i många fall kan hålla ±0,0005" på ett tillförlitligt sätt.
Materialbaserade toleransrekommendationer
Baserat på vår produktionserfarenhet på PTSMAKE följer här praktiska riktlinjer för toleranser för vanliga material i precisionstillämpningar:
| Material | Praktisk minsta tolerans | Överväganden |
|---|---|---|
| Aluminium | ±0,0008" (0,02 mm) | Högre värmeutvidgning, mjukare material |
| Rostfritt stål | ±0,0005" (0,013 mm) | God stabilitet, svårare att bearbeta |
| Mässing | ±0,0006" (0,015 mm) | Utmärkt bearbetbarhet, måttlig stabilitet |
| Titan | ±0,0005" (0,013 mm) | Utmärkt stabilitet, utmanande att bearbeta |
| Plast (PEEK, Delrin) | ±0,001" (0,025 mm) | Fuktabsorption, värmeutvidgning |
Toleranskrav för specifika egenskaper
Olika geometriska egenskaper har olika kapacitet när det gäller att hålla snäva toleranser. Enligt min erfarenhet är det denna nyanserade förståelse som skiljer nybörjare från erfarna ingenjörer.
För svarvade detaljer med hög precision bör du beakta dessa funktionsspecifika riktlinjer:
- Yttre diametrar: Kan i allmänhet klara de snävaste toleranserna (±0,0005")
- Invändiga diametrar: Något mindre exakt än yttre kännetecken (±0,0007")
- Djup och längder: Mer utmanande att kontrollera exakt (±0,001")
- Trådar: Specificeras vanligtvis genom klassanpassning snarare än decimaltoleranser
- Ytfinish: Direkt relaterad till toleransmöjlighet (finare ytbehandlingar ger snävare toleranser)
När jag nyligen konstruerade en precisionsaxel för en medicinteknisk produkt rekommenderade jag att toleranserna endast skulle skärpas på de kritiska lagerytorna, medan toleranserna skulle minskas på mindre funktionella delar. Detta tillvägagångssätt minskade tillverkningskostnaderna med 23% utan att kompromissa med prestandan.
Ekonomiska konsekvenser av toleransspecifikationer
Det finns en direkt korrelation mellan toleranskrav och tillverkningskostnader. Detta förhållande är inte linjärt - det är exponentiellt. På PTSMAKE visar vi ofta kunderna den här kostnad-till-tolerans-kurvan för att hjälpa dem att fatta välgrundade beslut.
En bra tumregel som jag delar med mig av till mina kunder är att om toleranserna skärps med 50% ökar tillverkningskostnaderna med 80-100%. Denna dramatiska ökning uppstår eftersom snävare toleranser kräver:
- Mer exakta maskiner
- Långsammare skärhastigheter
- Ytterligare kvalitetskontroller
- Mer frekventa verktygsbyten
- Högre avslagsfrekvens
Att specificera lämpliga toleranser är ett av de mest effektiva sätten att kontrollera tillverkningskostnaderna och samtidigt säkerställa produktens funktionalitet. Jag uppmuntrar alltid ingenjörer att fråga: "Vilken tolerans krävs för att den här funktionen ska fungera som avsett?" i stället för att som standard använda sig av snävast möjliga specifikationer.
Materialegenskaper och deras inverkan på precisionen i CNC-svarvning?
Har du någonsin undrat varför vissa material går utmärkt att bearbeta medan andra ger dig problem med dålig ytfinish och dimensionsproblem? Det kan vara frustrerande att behöva justera parametrar upprepade gånger för att ändå få ett undermåligt resultat, särskilt när tidsfristerna för ett projekt börjar närma sig.
Materialvalet är utan tvekan den mest kritiska faktorn som påverkar resultaten av CNC-svarvning med precision. Varje materials unika egenskaper - inklusive hårdhet, värmeledningsförmåga och mikrostruktur - påverkar direkt bearbetningsparametrar, verktygsslitage, uppnåeliga toleranser och ytkvalitet i svarvade komponenter.
Kritiska materialegenskaper för precisionssvarvning
När man väljer material för CNC-svarvning med precision är det viktigt att förstå hur specifika egenskaper påverkar bearbetningsresultaten. Jag har märkt att om man tar hänsyn till dessa egenskaper tidigt i designprocessen kan man undvika kostsamma modifieringar senare.
Index för maskinbearbetbarhet och dess betydelse
Den maskinbearbetbarhet3 av ett material avser hur lätt det kan bearbetas för att uppnå önskad ytfinish och måttnoggrannhet. Material med höga bearbetningsindex kräver mindre kraft, har mindre verktygsslitage och ger vanligtvis bättre ytfinish. Enligt min erfarenhet på PTSMAKE har vi etablerat ett praktiskt klassificeringssystem för att jämföra olika material:
| Materialtyp | Betyg för maskinbearbetning (1-100) | Egenskaper under vändning |
|---|---|---|
| Fritt skärande mässing | 90-100 | Utmärkt spånbildning, minimalt verktygsslitage |
| Aluminium 6061 | 80-90 | Bildar långa spånor, utmärkt ytfinish |
| Mjukt stål | 60-70 | Måttliga skärkrafter, bra finish |
| Rostfri 304 | 40-50 | Arbetet hårdnar, kräver rigida inställningar |
| Titanlegeringar | 20-30 | Dålig värmeledningsförmåga, klibbig |
| Inconel 718 | 10-20 | Kraftigt verktygsslitage, svår spånbrytning |
Hårdhet och dess inverkan på svarvoperationer
Materialets hårdhet har en direkt inverkan på verktygsval, skärhastigheter och uppnåeliga toleranser. Hårdare material kräver i allmänhet:
- Skärverktyg av hårdmetall eller keramik i stället för snabbstål
- Lägre skärhastigheter för att förhindra överdriven värmeutveckling
- Styvare maskinuppställningar för att minimera vibrationer
- Mer frekventa verktygsbyten på grund av snabbare slitage
När jag till exempel svarvar i härdat stål (>45 HRC) brukar jag minska skärhastigheten med 40-50% jämfört med samma material i glödgat tillstånd. Denna justering minskar visserligen produktiviteten, men är nödvändig för att bibehålla måttnoggrannheten och verktygets livslängd.
Termiska egenskaper: Den dolda utmaningen
Många ingenjörer förbiser den kritiska roll som värmeledningsförmågan spelar vid precisionssvarvning. Material med dålig värmeledningsförmåga (som titan och rostfritt stål) koncentrerar värme vid skärgränssnittet, vilket leder till:
- Påskyndat verktygsslitage
- Termisk expansion av arbetsstycket under bearbetningen
- Potentiella mikrostrukturella förändringar i materialet
- Minskad dimensionell stabilitet
Under ett nyligen genomfört flygprojekt på PTSMAKE var vi tvungna att svarva titankomponenter med toleranser på ±0,005 mm. Nyckeln till framgång var att implementera lämpliga kylningsstrategier och göra flera lätta finbearbetningspass för att minimera de termiska effekterna.
Materialspecifika svarvningsstrategier
Aluminiumlegeringar: Överväganden om hastighet och ytfinish
Aluminiumlegeringar är mycket lättbearbetade men innebär unika utmaningar. Deras höga värmeutvidgningskoefficient (cirka 2,3 × 10^-5 per °C) innebär att dimensionerna kan ändras avsevärt under bearbetningen om värmen inte hanteras på rätt sätt. När jag svarvar aluminium på PTSMAKE har jag implementerat dessa bästa metoder:
- Använd polerade skäreggar för att förhindra materialuppbyggnad
- Använd högre skärhastigheter (typiskt 300-500 m/min)
- Använd flytande kylmedel för att bibehålla dimensionsstabiliteten
- Välj lämplig verktygsgeometri för att hantera de långa, trådiga spånorna
Rostfritt stål: Bekämpning av arbetshärdning
Austenitiska rostfria stål (t.ex. 304 och 316) är ökända för arbetshärdning under svarvning. Detta fenomen skapar ett härdat skikt som påskyndar verktygsslitaget och försämrar ytfinishen. Mitt tillvägagångssätt inkluderar:
- Upprätthålla kontinuerlig skärning för att förhindra att verktyget gnider mot det härdade skiktet
- Använda högre matningshastigheter med måttliga skärdjup
- Val av skärverktyg med positiva spånvinklar för att minska skärkrafterna
- Tillämpa konsekvent kylflöde för att hantera värmeutveckling
Exotiska legeringar: Den ultimata precisionsutmaningen
Material som Inconel, Hastelloy och titanlegeringar kräver specialiserade svarvstrategier. Dessa material kombinerar låg värmeledningsförmåga med hög hållfasthet vid förhöjda temperaturer, vilket skapar stora utmaningar för precisionssvarvning.
För dessa material har jag haft framgång med:
- Stela maskinuppställningar med minimalt överhäng
- Val av avancerad beläggningsteknik för skärande verktyg
- Implementering av kylvätskesystem med högt tryck (70+ bar)
- Använda lägre skärhastigheter med konsekventa matningshastigheter
- Utföra regelbundna inspektioner i processen för att upptäcka dimensionsavvikelser
Genom att förstå dessa materialspecifika krav har vi konsekvent uppnått toleranser på ±0,01 mm även i de mest utmanande exotiska legeringarna.
Vilka ytbehandlingar finns tillgängliga för CNC-svarvade precisionsdetaljer?
Har du någonsin fått CNC-svarvade precisionsdetaljer som såg perfekta ut men som inte uppfyllde dina funktionskrav? Eller har du kanske haft svårt att kommunicera exakt vilken ytfinish du behöver för din applikation? Skillnaden mellan framgång och misslyckande i många ingenjörsprojekt handlar ofta om dessa till synes små ytdetaljer.
Ytbehandlingar för CNC-svarvade precisionsdetaljer inkluderar maskinbearbetning, pärlblästring, anodisering, pulverlackering, galvanisering, polering och borstning. Varje ytbehandling tjänar specifika funktionella och estetiska syften och påverkar egenskaper som korrosionsbeständighet, slitageegenskaper, utseende och interaktion mellan delar.

Olika typer av ytbehandlingar för CNC-svarvade detaljer
När det gäller CNC-svarvade precisionsdetaljer är ytfinishen mycket mer än bara utseende. Den har en direkt inverkan på komponentens funktionalitet, hållbarhet och prestanda. På PTSMAKE erbjuder vi olika ytbehandlingsalternativ för att uppfylla olika branschkrav.
Maskinbearbetad finish
Den maskinbearbetade ytfinishen är den mest grundläggande ytfinishen för CNC-svarvade detaljer. Det är vad du får direkt efter bearbetningsprocessen utan någon ytterligare behandling. Denna ytfinish uppvisar vanligtvis synliga verktygsmärken och har ett ytjämnhetsvärde (Ra) på mellan 0,8 och 3,2 mikrometer, beroende på vilka skärparametrar som används.
Fördelarna med maskinbearbetad finish inkluderar:
- Kostnadseffektivitet (ingen ytterligare bearbetning krävs)
- Lämplig för icke-kritiska ytor eller prototyptillverkning
- Snabbare leveranstider
Det är dock inte säkert att den maskinbearbetade ytan är lämplig för detaljer som kräver särskilda friktionsegenskaper, korrosionsbeständighet eller estetiskt tilltalande utseende.
Pärlblästring och mediastrålning
Pärlblästring är en process där små sfäriska medier (vanligtvis glaspärlor) drivs med högt tryck mot detaljens yta. Detta skapar en enhetlig, matt yta som effektivt avlägsnar verktygsmärken och mindre ytfel.
Vid mediastrålning används olika material som aluminiumoxid, kiselkarbid eller plast för att uppnå olika ytstrukturer. Valet av media påverkar den slutliga finishen och ytjämnhet4.
Media blästring är särskilt användbart för:
- Skapa ett enhetligt utseende på alla ytor
- Avlägsnande av grader och vassa kanter
- Förbereda ytor för ytbeläggningar eller andra ytbehandlingar
- Skapa en ljusspridande yta
Alternativ för ytbeläggning
Anodisering (för aluminium)
Anodisering är en elektrokemisk process som omvandlar aluminiumytan till ett hållbart, korrosionsbeständigt oxidskikt. På PTSMAKE erbjuder vi både typ II (standard) och typ III (hård) anodisering, med olika färgalternativ.
Förmåner inkluderar:
- Förbättrad korrosionsbeständighet
- Förbättrad slitstyrka
- Elektrisk isolering
- Estetiskt tilltalande med färgalternativ
Pulverlackering
Pulverlackering innebär att ett lättflytande, torrt pulver appliceras på metallytan och sedan härdas under värme. På så sätt skapas en tålig, skyddande yta som är tjockare än vanlig färg.
Viktiga fördelar:
- Utmärkt hållbarhet och slagtålighet
- Brett utbud av färger och texturer
- God kemisk beständighet
- Miljövänlig (inga lösningsmedel)
Elektroplätering
Vid elektroplätering läggs ett tunt metallskikt på detaljens yta genom en elektrokemisk process. Vanliga pläteringsmaterial är nickel, krom, zink, guld och silver.
Varje pläteringsmaterial erbjuder specifika fördelar:
| Pläteringsmaterial | Primära fördelar | Typiska tillämpningar |
|---|---|---|
| Nickel | Korrosionsbeständighet, hårdhet | Fordon, elektronik |
| Krom | Slitstyrka, låg friktion | Mekaniska komponenter, dekorativa delar |
| Zink | Kostnadseffektivt korrosionsskydd | Fästelement, strukturella komponenter |
| Guld | Utmärkt ledningsförmåga, korrosionsbeständighet | Elektronik, kontakter |
| Silver | Överlägsen elektrisk ledningsförmåga | Högpresterande elektronik |
Mekaniska efterbehandlingsmetoder
Polering
Vid polering används allt finare slipmedel för att skapa en slät, reflekterande yta. Vi kan uppnå olika poleringsnivåer, från en satinfinish till ett spegelliknande utseende. Polering är idealiskt för delar där:
- Estetiskt utseende är avgörande
- Minskad friktion krävs
- Exakt dimensionell kontroll krävs
- Renlighet är viktigt (mindre risk för att föroreningar fastnar)
Borstning och riktad efterbehandling
Borstning skapar en enkelriktad satinfinish med fina, parallella linjer. Denna finish är både funktionell och dekorativ och används ofta i:
- Konsumentprodukter
- Arkitektoniska komponenter
- Medicintekniska produkter
- Utrustning för livsmedelsbearbetning
Den kontrollerade ytstrukturen maskerar mindre repor och fingeravtryck samtidigt som den ger ett professionellt utseende.
Kemiska behandlingar
Passivering (för rostfritt stål)
Passivering är en kemisk process som förbättrar det naturliga korrosionsmotståndet hos rostfritt stål genom att avlägsna fritt järn från ytan och främja bildandet av ett skyddande oxidskikt.
Förmåner inkluderar:
- Förbättrad korrosionsbeständighet
- Inga dimensionsförändringar
- Avlägsnande av ytföroreningar
Svart oxid (för kolstål)
Svartoxid är en omvandlingsbeläggning som ger ett svart utseende samtidigt som den ger ett måttligt korrosionsskydd. Den är uppskattad för:
- Bibehållen måttnoggrannhet (extremt tunn beläggning)
- Minimering av ljusreflektion
- Förbättrad visuell kontrast
- Tillhandahåller milt korrosionsskydd
Välja rätt ytfinish
När du väljer ytfinish för CNC-svarvade precisionsdetaljer bör du ta hänsyn till dessa faktorer:
- Funktionella krav (korrosionsbeständighet, slitageegenskaper, friktionsegenskaper)
- Miljöexponering (inomhus/utomhus, kemikalier, extrema temperaturer)
- Estetiska krav
- Budgetrestriktioner
- Branschstandarder eller specifikationer
- Monteringskrav (passar ihop med andra komponenter)
På PTSMAKE arbetar jag nära kunderna för att rekommendera den lämpligaste ytfinishen utifrån deras specifika applikationsbehov. För komponenter inom flyg- och rymdindustrin kan vi till exempel föreslå anodisering för aluminiumdelar eller passivering för delar i rostfritt stål för att säkerställa optimal prestanda i krävande miljöer.
Kom ihåg att valet av ytfinish bör ske tidigt i designprocessen. Detta tidiga övervägande hjälper till att undvika kostsamma omkonstruktioner eller modifieringar senare och säkerställer att dina CNC-svarvade delar uppfyller både funktionella och estetiska krav.
Hur kan man förbättra kvalitetskontrollen i projekt för CNC-svarvning av precision?
Har du någonsin fått svarvade precisionsdetaljer som inte riktigt uppfyllde dina specifikationer, trots att du investerat betydande resurser? Är du trött på frustrationen när kvalitetsproblem dyker upp först efter att produktionen är klar, vilket leder till kostsamma omarbetningar och förseningar?
Effektiv kvalitetskontroll inom CNC-precisionssvarvning handlar inte bara om inspektion - det är ett heltäckande tillvägagångssätt som börjar med design och fortsätter genom hela leveransen. Genom att implementera strategiska kvalitetsåtgärder i hela produktionsprocessen kan du minska antalet defekter avsevärt och samtidigt bibehålla effektiviteten.

Grunden för kvalitetskontroll vid CNC-svarvning
Kvalitetskontroll i CNC-svarvningsprojekt med hög precision kräver ett systematiskt tillvägagångssätt. På PTSMAKE har jag utvecklat processer för kvalitetskontroll som omfattar både förebyggande och upptäckt.
Fastställande av tydliga kvalitetsstandarder
Det första steget i ett kvalitetskontrollsystem är att definiera vad "kvalitet" innebär för det specifika projektet. Detta innebär:
- Detaljerade tekniska ritningar med korrekt GD&T (Geometric Dimensioning and Tolerancing)
- Materialspecifikationer och krav på ytfinish
- Kritiska dimensioner identifierade med lämpliga toleranser
- Specialfunktioner som kräver extra uppmärksamhet
När vi får in projekt till vår anläggning går vi omedelbart igenom specifikationerna med vårt ingenjörsteam. Denna gemensamma genomgång hjälper oss att identifiera potentiella tillverkningsutmaningar innan produktionen påbörjas.
Implementering av processinspektion
Traditionell kvalitetskontroll är ofta starkt beroende av slutbesiktning. Även om detta fångar upp defekter, förhindrar det dem inte. Statistisk processtyrning5 erbjuder ett mer proaktivt tillvägagångssätt:
- Regelbunden provtagning under produktionskörningar
- Mätning av kritiska dimensioner vid förutbestämda intervall
- Spåra processvariationer för att identifiera trender innan de blir till problem
- Omedelbara korrigerande åtgärder när mätningarna rör sig mot toleransgränserna
Detta tillvägagångssätt har hjälpt oss att minska skrotfrekvensen med nästan 30% i hela vår CNC-svarvning.
Avancerad mätteknik
Kvalitetskontrollens effektivitet beror i hög grad på mätningarnas precision och effektivitet.
CMM (Coordinate Measuring Machine) Integration
Moderna koordinatmätmaskiner erbjuder exceptionell precision för komplexa geometrier:
- Automatiserad mätning av flera dimensioner
- Minskade operatörsfel
- Digitala rapporteringsfunktioner för trendanalys
- Snabbare inspektionstider för högvolymproduktion
För cylindriska komponenter med snäva toleranser är koordinatmätmaskiner ovärderliga när det gäller att verifiera mått som kan vara svåra att kontrollera med manuella metoder.
Visionsystem för detektering av ytdefekter
Ytdefekter kan vara särskilt problematiska vid precisionssvarvning. Avancerade visionsystem hjälper till att upptäcka:
- Mikroskopiska repor
- Verktygsmärken
- Väsentliga inkonsekvenser
- Avvikelser i finish
Dessa system tar högupplösta bilder som avslöjar defekter som inte är synliga för blotta ögat, vilket är särskilt viktigt för komponenter med kritiska ytkrav.
System för kvalitetsdokumentation
Dokumentation utgör ryggraden i en effektiv kvalitetskontroll. Här är vad jag rekommenderar att du implementerar:
Digitala kvalitetsledningssystem
Pappersbaserade kvalitetssystem blir alltmer föråldrade. Digitala system erbjuder:
| Förmån | Beskrivning |
|---|---|
| Spårbarhet | Spåra delar genom varje steg i produktionen |
| Analys av data | Identifiera återkommande problem med hjälp av historiska data |
| Tillgänglighet | Omedelbar tillgång till kvalitetsregister för alla intressenter |
| Samstämmighet | Standardiserad dokumentation för alla projekt |
Vår övergång till digital kvalitetsstyrning minskade vår svarstid på kvalitetsfrågor med 65%.
Protokoll om första artikelinspektion (FAI)
FAI fungerar som hörnstenen i valideringen av produktionskvaliteten:
- Fullständig kontroll av den först producerade delen mot alla specifikationer
- Detaljerad dokumentation av alla mätningar
- Godkännandeprocess som involverar kvalitets- och teknikteam
- Fastställande av baslinje för efterföljande produktion
Jag insisterar alltid på en grundlig FAI innan jag godkänner fullständiga produktionskörningar. Detta enda steg har förhindrat otaliga kvalitetsproblem från att nå volymproduktion.
Kvalitetsstyrning för leverantörer
För komponenter som kräver extern bearbetning eller material har leverantörens kvalitet en direkt inverkan på slutprodukten.
Process för kvalificering av leverantörer
Utveckla ett robust system för kvalificering av leverantörer:
- Kapacitetsutvärderingar på plats
- Exempel på utvärdering före tilldelning av kontrakt
- Tydliga kvalitetsförväntningar dokumenterade i avtal
- Regelbundna utvecklingssamtal
På PTSMAKE har vi ett nivåindelat leverantörssystem baserat på kvalitetsprestanda, där endast leverantörer i toppklass används för våra mest kritiska komponenter.
Inspektion av inkommande material
Även med kvalificerade leverantörer är det viktigt med verifiering:
- Provtagningsplaner baserade på leverantörens historiska resultat
- Verifiering av materialcertifiering
- Dimensionskontroll av kritiska detaljer
- Verifiering av ytbehandling i tillämpliga fall
Detta tillvägagångssätt ger ett tidigt varningssystem för kvalitetsproblem i leveranskedjan innan de påverkar din produktion.
Utbildning och ständiga förbättringar
Kvalitetssystem är bara så effektiva som de människor som implementerar dem.
Utbildningsprogram för operatörer
Investera i omfattande utbildning:
- Tekniska färdigheter som är specifika för precisionssvarvning
- Standardisering av mätteknik
- Utbildning i kvalitetsmedvetenhet
- Metoder för problemlösning
Våra operatörer genomgår en årlig omcertifiering i mätteknik, vilket säkerställer enhetlighet mellan skiften och minskar variationerna i tolkningen.
Analys av grundorsak och korrigerande åtgärder
När kvalitetsproblem uppstår avgör svaret om de kommer att upprepas:
- Grundlig utredning av orsaker till defekter
- Genomförande av korrigerande åtgärder
- Verifiering av effektivitet
- Standardisering av förbättringar i liknande processer
Detta disciplinerade tillvägagångssätt omvandlar kvalitetsproblem till möjligheter att förbättra systemet.
Genom att implementera dessa strategier för kvalitetskontroll i dina projekt för CNC-precisionssvarvning kommer du inte bara att minska antalet defekter utan även förbättra effektiviteten och kundnöjdheten. Kom ihåg att kvalitet inte är en inspektionsavdelning - det är en heltäckande strategi som omfattar alla aspekter av din produktionsprocess.
Kvalitetskontrollens roll vid CNC-svarvning med hög precision?
Har du någonsin fått maskinbearbetade delar som såg bra ut men som misslyckades under montering eller testning? Eller har du kanske upplevt frustrationen med inkonsekventa partier där vissa komponenter fungerar perfekt medan andra inte riktigt passar? Kvalitetsproblem kan få projekt att spåra ur, försena lanseringar och i slutändan skada ditt rykte hos kunderna.
Kvalitetskontroll vid CNC-precisionssvarvning är inte bara en sista kontrollpunkt - det är en omfattande process som är integrerad i hela tillverkningen. Från materialverifiering till slutinspektion säkerställer effektiva QC-protokoll att komponenterna uppfyller exakta specifikationer, fungerar tillförlitligt och upprätthåller enhetlighet i alla produktionskörningar.

Grunderna för kvalitetskontroll vid CNC-svarvning
Kvalitetskontroll inom CNC-svarvning med precision omfattar flera sammankopplade processer som är utformade för att identifiera och förhindra defekter. Till skillnad från vad många tror handlar kvalitetskontroll inte bara om att inspektera färdiga delar. Den börjar med urvalet av råmaterial och fortsätter genom varje steg i tillverkningsprocessen.
På PTSMAKE har vi utvecklat ett omfattande kvalitetsledningssystem som omfattar varje kritisk punkt i CNC-svarvningsprocessen. Detta system hjälper oss att upprätthålla en jämn kvalitet på tusentals detaljer samtidigt som vi minskar avfallet och produktionskostnaderna för våra kunder.
Kvalitetsmätningar före produktion
Innan en svarvning påbörjas måste ett antal kvalitetskontroller utföras:
- Verifiering av material: Testning av råmaterial för att bekräfta att de uppfyller specificerade standarder och har rätt metallurgiska egenskaper6.
- Validering av programmering: Granskning av CNC-program för noggrannhet och effektivitet.
- Förberedelse av verktyg: Säkerställa att alla skärverktyg är korrekt förberedda och kalibrerade.
- Kalibrering av maskiner: Kontroll av att CNC-maskinerna är korrekt kalibrerade för det specifika jobbet.
Dessa åtgärder före produktionen förhindrar problem innan de uppstår, vilket sparar tid och resurser. Jag har sett projekt där man genom att hoppa över dessa steg har fått skrota hela partier - en dyrköpt lärdom som understryker vikten av proaktiv kvalitetskontroll.
Tekniker för kvalitetskontroll under processens gång
Under produktionen bidrar kontinuerlig övervakning till att upprätthålla kvaliteten:
Statistisk processtyrning (SPC)
SPC använder statistiska metoder för att övervaka och styra en process. Genom att samla in data med regelbundna intervall under produktionen kan vi:
- Upptäck trender innan de blir problem
- Bibehålla processens stabilitet
- Minska variationen mellan delar
Detta tillvägagångssätt är särskilt värdefullt för högvolymprojekt inom precisionssvarvning där jämn kvalitet är avgörande.
Första artikeln Inspektion
First article inspection innebär noggrann testning av den första delen som produceras i en serie. Detta kritiska steg verifierar att:
- CNC-programmet är korrekt
- Maskinens inställning är korrekt
- Verktyget fungerar korrekt
- Delen uppfyller alla specifikationer
På PTSMAKE dokumenterar vi första artikelinspektioner noggrant och förser kunderna med detaljerade rapporter som skapar förtroende för produktionsprocessen.
Provtagning under pågående process
Regelbunden provtagning under hela produktionen hjälper till att identifiera eventuella kvalitetsavvikelser. Provtagningsfrekvensen beror på flera faktorer:
| Produktionsvolym | Typisk samplingsfrekvens | Inspektionsmetod |
|---|---|---|
| Låg (under 100 st) | 10-20% | Visuell och dimensionell |
| Medium (100-1.000 st) | 5-10% | Dimensionell och funktionell |
| Hög (över 1.000 st) | 1-5% | Statistisk provtagning med CMM |
Avancerad inspektionsteknik
Modern kvalitetskontroll för CNC-svarvning med precision använder sofistikerad mätteknik:
Koordinatmätmaskiner (CMM)
Koordinatmätmaskiner ger extremt noggrann dimensionskontroll genom att använda en prob för att mäta punkter på en detaljs yta. Dessa maskiner kan:
- Mät detaljer med en noggrannhet på 0,001 mm
- Skapa detaljerade inspektionsrapporter
- Jämför resultaten direkt med CAD-modeller
- Identifiera avvikelser som skulle vara omöjliga att upptäcka manuellt
Vision-system
Automatiserade visionsystem använder kameror och programvara för att inspektera delar snabbt och konsekvent. De är utmärkta på:
- Inspektion av ytfinish
- Upptäckt av visuella defekter
- Inspektion av trådar
- Höghastighetssortering baserad på visuella kriterier
Test av ytjämnhet
Ytkvaliteten är avgörande för många precisionssvarvade komponenter. Moderna profilometrar kan:
- Mät ytjämnheten i Ra, Rz och andra parametrar
- Skapa detaljerade ytprofiler
- Verifiera överensstämmelse med kraven på ytfinish
Dokumentation och spårbarhet
Kvalitetskontrollen är inte fullständig utan korrekt dokumentation. För CNC-svarvning med hög precision omfattar detta:
- Certifikat för material: Dokumentation av materialsammansättning och egenskaper
- Dokumentation av processer: Registrering av alla tillverkningssteg och parametrar
- Inspektionsrapporter: Detaljerade mätningar och testresultat
- Rapporter om avvikelser: Dokumentation av eventuella problem och deras lösning
- Spårbarhet för partier: System för att spåra komponenter från råmaterial till leverans
Inom flyg-, medicin- och försvarsapplikationer är denna dokumentation inte bara god praxis - det är ofta ett lagstadgat krav. Vårt kvalitetssystem på PTSMAKE upprätthåller noggranna register som ger sinnesfrid för kunder i dessa krävande branscher.
Vanliga kvalitetsutmaningar inom precisionssvarvning
Även med robusta kvalitetssystem uppstår ofta vissa utmaningar:
Problem med dimensionell noggrannhet
För att bibehålla snäva toleranser (ofta under ±0,005 mm) måste man ta itu med detta:
- Termisk expansion under bearbetning
- Kompensation för verktygsslitage
- Maskinens styvhet och vibrationer
- Materialets beteende under skärning
Problem med ytfinishen
För att uppnå specifika ytfinishar krävs kontroll av:
- Val och skick på skärverktyg
- Matningshastigheter och skärhastigheter
- Användning av kylvätska
- Materialegenskaper
Materialspecifika utmaningar
Olika material innebär unika kvalitetsutmaningar:
- Rostfritt stål: Tendens att härda kräver specifika skärstrategier
- Aluminium: Mjukare material kan deformeras under fastspänning
- Titan: Värmeutveckling kan påverka dimensionell stabilitet
- Plast: Materialkonsistens och temperaturkänslighet
Kontinuerlig förbättring av kvalitetssystem
De bästa kvalitetskontrollsystemen är aldrig statiska. På PTSMAKE förfinar vi kontinuerligt våra metoder genom:
- Analys av bakomliggande orsaker: Undersöka eventuella kvalitetsproblem för att förhindra upprepning
- Regelbunden kalibrering: Upprätthålla mätutrustningens noggrannhet
- Utbildning av personal: Säkerställa att kvalitetspersonalen har aktuella färdigheter och kunskaper
- Integration av teknik: Implementering av ny teknik för inspektion och kontroll
- Integration av kundfeedback: Använda kundernas synpunkter för att förbättra processerna
Detta förbättringsarbete har gjort det möjligt för oss att uppnå exceptionella kvalitetsnivåer och samtidigt bibehålla konkurrenskraftiga priser - ett bevis på att kvalitet och effektivitet kan gå hand i hand när de hanteras på rätt sätt.
Hur säkerställer man kvalitetskontrollen i CNC-svarvprocesser med hög precision?
Har du någonsin fått precisionssvarvade delar som inte uppfyllde dina specifikationer? Eller ännu värre, upptäckt kvalitetsproblem först efter att komponenterna monterats ihop till din slutprodukt? Sådana situationer orsakar inte bara förseningar utan kan också förstöra projektets tidslinjer och budgetar när kritiska komponenter går sönder.
Kvalitetskontroll vid CNC-precisionssvarvning är inte bara ett tillverkningssteg - det är en omfattande metodik som säkerställer konsekvens, noggrannhet och tillförlitlighet under hela produktionsprocessen. Effektiva QC-system kombinerar rigorösa inspektionsprotokoll, korrekt dokumentation, statistisk processtyrning och kontinuerlig förbättring för att leverera delar som konsekvent uppfyller eller överträffar specifikationerna.

Grunden för kvalitetskontroll vid CNC-svarvning
Kvalitetskontrollen vid CNC-svarvning med precision börjar långt innan den första spånan skärs. På PTSMAKE har vi utvecklat en heltäckande metod som integrerar kvalitetsaspekter i varje steg av produktionen. Grunden för en effektiv kvalitetskontroll vilar på tre viktiga pelare: förebyggande, övervakning och korrigering.
Förebyggande åtgärder fokuserar på att eliminera potentiella problem innan de uppstår. Detta inkluderar grundliga konstruktionsgranskningar, materialverifiering och processvalidering. Övervakning innebär kontinuerlig utvärdering under produktionen med hjälp av både processkontroller och statistiska metoder. Korrigering innebär att eventuella avvikelser åtgärdas snabbt och att systematiska förbättringar genomförs för att förhindra upprepning.
Kvalitetsförberedelser före produktion
Innan ett CNC-svarvningsjobb påbörjas måste flera kritiska kvalitetsåtgärder genomföras:
- DFM-analys (Design for Manufacturability): Granskning av detaljkonstruktioner för att identifiera potentiella tillverkningsutmaningar som kan påverka kvaliteten.
- Verifiering av materialcertifiering: Säkerställa att råmaterial uppfyller specificerade krav och har korrekt dokumentation.
- Val och verifiering av verktyg: Välja lämpliga skärverktyg för de specifika kraven på material och geometri.
- Första artikeln Inspektionsplanering: Upprättande av detaljerade inspektionsförfaranden för de första tillverkade delarna.
Vårt teknikteam utför alltid en omfattande DFM-granskning för att identifiera funktioner som kan orsaka dimensionell instabilitet7 eller andra kvalitetsproblem. Detta proaktiva arbetssätt förhindrar många problem innan de uppstår.
Tekniker för kvalitetsövervakning i processen
För att bibehålla kvaliteten under produktionen krävs en noggrann övervakning. De mest effektiva teknikerna inkluderar:
Statistisk processtyrning (SPC)
SPC innebär att man samlar in och analyserar data från bearbetningsprocessen för att identifiera trender och potentiella problem innan de resulterar i defekta delar. Viktiga mätvärden att övervaka inkluderar:
- Styrdiagram för kritiska dimensioner
- Övervakning av verktygsslitage
- Vibrationsanalys
- Temperaturstabilitet
Automatiserade inspektionssystem
Moderna CNC-svarvmaskiner kan integrera inspektionsfunktioner som ger feedback i realtid om detaljkvaliteten:
- Avkännare för dimensionell verifiering
- Visionsystem för ytinspektion
- Lasermätning för exakt geometrivalidering
Protokoll för inspektion av operatörer
Trots de tekniska framstegen är skickliga operatörer fortfarande avgörande för kvalitetskontrollen. Ett strukturerat inspektionsprotokoll kan omfatta:
| Inspektionspunkt | Frekvens | Metod | Dokumentation |
|---|---|---|---|
| Kritiska dimensioner | Var 5:e del | Mikrometer/kaliper | Digitalt mätprotokoll |
| Ytfinish | Var tionde del | Visuell + grovhetstestare | Checklista för kvalitet |
| Trådkvalitet | Varje del | Go/No-go-mätare | Godkänd/underkänd registrering |
| Geometriska toleranser | Första och sista delen av partiet | CMM | Inspektionsrapport |
Kvalitetsverifiering efter produktion
När bearbetningen är klar säkerställer omfattande inspektionsprotokoll att de färdiga delarna uppfyller alla specifikationer före leverans.
Metoder för slutbesiktning
Verifiering av slutkvaliteten sker vanligen genom en kombination av olika tekniker:
- Dimensionell inspektion: Använda precisionsmätutrustning som CMM, optiska komparatorer och mikrometrar.
- Analys av ytfinhet: Användning av profilmätare och visuell kontroll under lämplig belysning.
- Funktionell testning: När så är tillämpligt, provning av delar under simulerade driftsförhållanden.
- Verifiering av material: Utföra hårdhetsprovning och andra icke-förstörande utvärderingar.
För högprecisionsapplikationer är temperaturkontrollerade inspektionsrum avgörande. På PTSMAKE hålls vårt inspektionsområde vid konstant 20°C (68°F) för att eliminera problem med värmeutvidgning som kan påverka mätnoggrannheten.
Dokumentation och spårbarhet
Omfattande dokumentation utgör ryggraden i en effektiv kvalitetskontroll:
- Inspektionsrapporter: Detaljerad dokumentation av alla mätningar och testresultat.
- Certifikat för material: Dokumentation av materialsammansättning och egenskaper.
- Processparametrar: Registrering av maskininställningar, skärverktyg och fixturer som använts.
- Rapporter om avvikelser: Dokumentation av eventuella avvikelser och hur de har åtgärdats.
Denna dokumentation fungerar inte bara som kvalitetsbevis utan ger också värdefulla data för kontinuerliga förbättringar och spårbarhet om problem uppstår senare.
Implementering av ständiga förbättringar
Kvalitetskontroll är inte statisk - den måste utvecklas kontinuerligt. Effektiva förbättringsstrategier inkluderar:
- Analys av bakomliggande orsaker: Systematiskt undersöka de underliggande orsakerna till eventuella kvalitetsproblem.
- Planer för korrigerande åtgärder: Utveckling av specifika, mätbara åtgärder för att ta itu med identifierade problem.
- Förebyggande åtgärder: Genomföra systemomfattande förändringar för att förhindra liknande problem.
- Regelbundna processrevisioner: Genomföra noggranna granskningar av alla kvalitetsrutiner.
Jag har upptäckt att regelbundna "kvalitetscirklar" - tvärfunktionella teammöten med särskilt fokus på kvalitetsförbättringar - leder till betydande framsteg i våra svarvningsprocesser. Dessa samarbetsmöten hjälper till att identifiera subtila problem som annars kanske skulle gå obemärkta förbi.
Teknik och verktyg för modern kvalitetskontroll
Avancerad teknik har förändrat kvalitetskontrollen vid CNC-svarvning med hög precision:
Koordinatmätmaskiner (CMM)
Koordinatmätmaskiner ger omfattande dimensionell verifiering med extremt hög noggrannhet. Moderna system kan:
- Automatisk mätning av hundratals funktioner
- Generera detaljerade inspektionsrapporter
- Jämför resultaten direkt med CAD-modeller
- Identifiera trender i olika produktionsserier
Vision-system
Optiska mätsystem utmärker sig på:
- Snabb inspektion av komplexa profiler
- Verifiering av ytförhållanden
- Upptäcker små defekter
- Beröringsfri mätning av ömtåliga detaljer
System för datahantering
System för hantering av kvalitetsdata möjliggör detta:
- Övervakning av produktionskvaliteten i realtid
- Statistisk analys över flera jobb
- Identifiering av långsiktiga trender
- Dokumentation för ISO-överensstämmelse
På PTSMAKE har vi integrerat dessa tekniker i ett enhetligt kvalitetsstyrningssystem som ger insyn i realtid i våra svarvningsprocesser, vilket gör att vi kan upprätthålla en jämn kvalitet även för de mest krävande applikationerna.
Vilka är ledtiderna för beställningar av CNC-svarvning av precision?
Har du någonsin upplevt att du kämpar mot klockan och desperat väntar på kritiska CNC-svarvade komponenter som utlovats "så snart som möjligt"? Eller har du kanske upplevt frustrationen över vaga leveransuppskattningar som gör att ditt produktionsschema inte håller?
Ledtiderna för beställningar av CNC-svarvning av precision varierar normalt från 1-3 dagar för enkla prototyper till 4-6 veckor för komplexa produktionskörningar. Faktorer som påverkar dessa tidsramar inkluderar detaljens komplexitet, materialval, orderkvantitet, efterbehandlingskrav och aktuell verkstadskapacitet.

Faktorer som påverkar ledtiderna för CNC-svarvning
Genom att förstå vilka faktorer som påverkar ledtiderna kan du planera dina projekt mer effektivt. Min erfarenhet av att arbeta med tusentals projekt inom precisionstillverkning visar att flera viktiga faktorer konsekvent påverkar hur snabbt dina svarvade detaljer kan levereras.
Materialtillgång och förberedelser
Det material du väljer för ditt CNC-svarvningsprojekt påverkar ledtiden avsevärt. Standardmaterial som aluminium 6061, mässing C360 eller rostfritt stål 303 lagras vanligtvis av de flesta butiker och är redo för omedelbar användning. Men specialmaterial som Inconel, titanlegeringar eller specifika plastpolymerer kräver ofta beställning från leverantörer, vilket lägger till 3-7 dagar till din tidslinje.
Materialberedning spelar också en roll. På PTSMAKE har vi till exempel ett omfattande lager av vanliga material för att minimera förseningar, men även vi behöver ibland köpa in speciallegeringar för unika applikationer.
Komplexitet hos delar
Detaljens komplexitet är direkt korrelerad med programmerings- och bearbetningstiden. En enkel cylindrisk detalj med grundläggande funktioner kan programmeras på mindre än en timme, medan komplexa geometrier med snäva toleranser, tunna väggar eller invecklade funktioner kan kräva flera dagars programmering och inställningstid.
Tänk på dessa komplexitetsnivåer och deras inverkan på ledtiderna:
| Komplexitetsnivå | Funktioner | Typisk ledtid Tillägg |
|---|---|---|
| Enkel | Cylindriska grundformer, få funktioner | Minimal påverkan |
| Måttlig | Flera diametrar, hål och slitsar | 1-3 dagars tillägg |
| Komplex | Snäva toleranser, gängning, tunna väggar | 3-7 dagars tillägg |
| Avancerad | Flera inställningar, 5-axliga krav, komplicerade detaljer | 7-14 dagars tillägg |
Orderkvantitet och batchstorlek
Förhållandet mellan kvantitet och ledtid är inte alltid linjärt. För små kvantiteter (1-10 stycken) dominerar ställtiden ofta den totala ledtiden. När kvantiteterna ökar blir bearbetningstiden den primära faktorn.
Det är intressant att notera att medelstora batchstorlekar (50-500 enheter) ofta utgör den bästa punkten för effektivitet vid CNC-svarvning. När kvantiteterna överstiger vissa tröskelvärden måste ytterligare överväganden göras, t.ex. verktygsslitage8 och planering av maskinkapacitet blir viktiga faktorer.
Krav på efterbearbetning
Alla sekundära bearbetningar efter den inledande svarvningen förlänger ledtiderna. Vanliga efterbearbetningssteg inkluderar:
- Värmebehandling: Lägger till 2-5 dagar
- Ytbehandling (anodisering, plätering, målning): Lägger till 3-7 dagar
- Kvalitetskontroll och certifiering: Lägger till 1-3 dagar
- Krav på anpassad förpackning: Lägger till 1-2 dagar
På PTSMAKE har vi optimerat vårt arbetsflöde så att många av dessa operationer utförs parallellt i stället för sekventiellt, vilket bidrar till att minimera den kumulativa effekten på ledtiderna.
Realistiska ledtidsförväntningar per projekttyp
Prototyptillverkning (1-10 delar)
För enkla prototypdelar med lättåtkomliga material, räkna med:
- Enkel design: 1-3 arbetsdagar
- Måttlig komplexitet: 3-5 arbetsdagar
- Komplexa mönster: 5-10 arbetsdagar
Prioritetsnivån för din order kan påverka dessa tidsramar avsevärt. Många verkstäder, inklusive vår egen, erbjuder snabba tjänster för kritiska prototyper och levererar ibland delar inom 24 timmar, men vanligtvis till ett högre pris.
Små produktionsserier (10-100 delar)
Små produktionsserier följer i allmänhet dessa tidsramar:
- Enkel design: 3-7 arbetsdagar
- Måttlig komplexitet: 7-14 arbetsdagar
- Komplexa mönster: 2-3 veckor
Vid denna kvantitetsnivå börjar förhållandet mellan inställnings- och produktionstid att balanseras, vilket gör kostnaden per styck mer ekonomisk samtidigt som relativt snabba leveranstider bibehålls.
Medelstor till stor produktion (100+ delar)
För större produktionskvantiteter:
- Enkel design: 2-3 veckor
- Måttlig komplexitet: 3-4 veckor
- Komplexa mönster: 4-6 veckor
Med större order blir materialförsörjningen mer kritisk och planering av maskinkapacitet spelar en större roll. Kostnaderna per detalj minskar dock vanligtvis betydligt vid dessa volymer.
Strategier för att minska ledtiderna
Baserat på min erfarenhet av att hjälpa kunder att optimera sina arbetsflöden i tillverkningen, följer här några praktiska metoder för att minska ledtiderna för CNC-svarvning:
Design för tillverkningsbarhet: Förenkla geometrierna där det är möjligt, undvik onödigt snäva toleranser och beakta standardmaterialstorlekar.
Tillhandahålla fullständig teknisk dokumentation: Ofullständiga eller tvetydiga specifikationer leder till tidskrävande klargöranden.
Överväg materialalternativ: Genom att vara flexibel när det gäller materialval kan man undvika förseningar på grund av inköp av specialmaterial.
Planera i förväg för efterbearbetning: Ta med efterbehandlingskrav i den inledande planeringen i stället för att lägga till dem senare.
Utveckla relationer med pålitliga leverantörer: På PTSMAKE prioriterar vi jobb från regelbundna kunder som tillhandahåller konsekvent arbete och ofta passar brådskande förfrågningar in i vårt produktionsschema.
Bästa praxis för kommunikation och planering
Tydlig kommunikation med din leverantör av CNC-svarvning är avgörande för realistiska förväntningar på ledtider. När du ber om offerter, se till att:
- Specificera dina faktiska leveranskrav i stället för att bara be om "ASAP"
- Kommunicera projektprioriteringar om du beställer flera delar
- Diskutera alternativ för delleveranser om det skulle underlätta produktionsflödet
- Var öppen med din slutapplikation för att hjälpa till att identifiera potentiella optimeringsmöjligheter
De mest framgångsrika projekten som jag har lett på PTSMAKE involverade kunder som delade med sig av sin tidslinje i ett större perspektiv, vilket gjorde att vi kunde planera tillverkningsprocessen så att den passade perfekt med deras monteringsscheman.
Kan CNC-svarvning med precision hantera komplexa geometrier och tunna väggar?
Har du någonsin stått inför frustrationen att bearbeta detaljer med invecklade detaljer eller känsliga funktioner? De där ögonblicken när din design utmanar traditionella tillverkningsgränser och du undrar om precisionssvarvning verkligen kan leverera det du har föreställt dig?
Ja, modern CNC-svarvning med precision kan effektivt hantera komplexa geometrier och tunna väggar. Med avancerade fleraxliga maskiner, specialverktyg och rätt inställningsteknik kan dagens svarvar framgångsrikt tillverka komponenter med invecklade detaljer och väggtjocklekar så tunna som 0,2 mm samtidigt som de snäva toleranserna bibehålls.

Förstå kapaciteten hos modern CNC-svarvning
När man diskuterar komplexa geometrier och tunnväggiga komponenter är det viktigt att inse hur långt CNC-svarvningstekniken har kommit. Traditionella svarvoperationer var en gång i tiden begränsade till enkla cylindriska former, men dagens CNC-svarvmaskiner har utvecklats dramatiskt.
Moderna fleraxliga CNC-svarvar kombinerar både svarvning och fräsning, vilket gör det möjligt att skapa otroligt komplexa geometrier som tidigare var omöjliga med enbart konventionell svarvning. Dessa maskiner har ofta levande verktyg, subspindlar och Y-axelrörelse som avsevärt utökar deras kapacitet utöver grundläggande svarvoperationer.
På PTSMAKE har jag bevittnat hur svarvtekniken har förändrats genom åren. Våra avancerade svarvcentra kan hantera komponenter med komplexa profiler, underskärningar, excentriska funktioner och extremt tunna väggar utan att kompromissa med måttnoggrannheten eller ytfinhetskvaliteten.
Nyckelfaktorer som möjliggör bearbetning av komplexa geometrier
Flera tekniska framsteg har gjort det möjligt att svarva komplexa geometrier:
Kapacitet för flera axlar: Moderna CNC-svarvmaskiner med 5-axlar eller mer ger möjlighet att närma sig arbetsstycken från flera vinklar, vilket möjliggör komplexa konturer och funktioner.
Live-verktyg: Detta möjliggör fräsoperationer inom samma uppställning, vilket eliminerar behovet av sekundära operationer och förbättrar den totala noggrannheten.
Avancerade CAD/CAM-system: Dessa programvarulösningar gör det möjligt för programmerare att utveckla sofistikerade verktygsbanor som optimerar verktygsengagemanget och minimerar skärkrafterna på känsliga detaljer.
System för verktygsövervakning: Realtidsövervakning hjälper till att upptäcka verktygsslitage eller potentiella fel innan de skadar tunnväggiga profiler.
Simultan interpolering9: Denna avancerade programmeringsteknik möjliggör en jämn och kontinuerlig verktygsrörelse över komplexa ytor.
Framgångsrik tunnväggssvarvning
Att tillverka tunnväggiga komponenter genom CNC-svarvning kräver särskild uppmärksamhet på flera kritiska faktorer. Baserat på min erfarenhet på PTSMAKE, här är de viktigaste faktorerna för framgångsrik tunnväggssvarvning:
Överväganden om materialval
Det material du väljer har stor betydelse för dina möjligheter att åstadkomma tunna väggar. Vissa material är mer lämpade än andra:
| Materialtyp | Minsta praktiska väggtjocklek | Utmaningar |
|---|---|---|
| Aluminiumlegeringar | 0,2-0,3 mm | Arbetshållning utan deformation |
| Rostfritt stål | 0,3-0,5 mm | Värmehantering, verktygsslitage |
| Titan | 0,4-0,6 mm | Värmekoncentration, verktygsslitage |
| Mässing/Koppar | 0,2-0,3 mm | Burrbildning, spånkontroll |
| Teknisk plast | 0,3-0,5 mm | Avböjning, värmekänslighet |
Krav på specialiserade verktyg
För att uppnå tunna väggar krävs optimering av verktygen:
Vassa skärande kanter: Slöa verktyg skapar överdrivna skärkrafter som kan böja eller deformera tunna väggar.
Positiva krattvinklar: Dessa minskar skärkrafterna och minimerar arbetsstyckets böjning.
Små nosradier: För komplicerade detaljer och snäva invändiga hörn.
Anpassad verktygsgeometri: Ibland räcker det inte med standardverktyg, utan specialverktyg måste konstrueras för specifika funktioner.
Spännstrategier för ömtåliga komponenter
En av de största utmaningarna vid tunnväggssvarvning är korrekt arbetsuppspänning. Standardchuckar eller -spännhylsor kan lätt deformera tunnväggiga detaljer. Här är några effektiva strategier som vi använder:
Anpassade mjuka käkar: Utformad för att passa exakt till arbetsstyckets kontur och fördela klämtrycket jämnt.
Stöd för dorn: För invändig fastspänning av tunnväggiga rörformiga komponenter.
Vakuumfixturer: Ger fördelad hållkraft utan koncentrerade tryckpunkter.
Stöd för bakdocka: Användning av roterande centrum för extra stabilitet under bearbetningen.
Sekventiell maskinbearbetning: Strategisk borttagning av material för att bibehålla strukturell integritet under hela processen.
Avancerade programmeringstekniker
Programmeringsmetoden är lika avgörande för framgångsrik tunnväggssvarvning:
Lätta efterbehandlingspass: Minimera skärkrafterna genom flera lätta passeringar i stället för aggressiva skärningar.
Optimerade skärparametrar: Justerade hastigheter och matningar för att minska vibrationer och arbetsstyckets avböjning.
Balanserad klippriktning: Växlande skärriktningar för att neutralisera böjningskrafterna.
Optimering av verktygsbana: Skapa kontinuerliga verktygsbanor som minimerar in- och utmatning av verktyg, vilket minskar stötbelastningen.
Tillämpningar och begränsningar i den verkliga världen
Även om modern CNC-svarvning är otroligt kapabel är det viktigt att förstå dess praktiska begränsningar. Här är en realistisk bedömning baserad på min erfarenhet:
Uppnåeliga geometrier
CNC-svarvning är utmärkt för produktion:
- Koniska profiler med varierande diametrar
- Utvändiga och invändiga gängor
- Underskärningar och spår
- Konturerade ytor med komplexa radier
- Excentriska funktioner (med direktbearbetning)
- Tunnväggiga cylindriska eller rörformade komponenter
Praktiska begränsningar
Trots avancerad kapacitet kvarstår vissa begränsningar:
- Extremt djupa interna funktioner kan vara svåra att komma åt
- Mycket tunna väggar (under 0,2 mm) kan kräva alternativa tillverkningsmetoder
- Mycket komplexa icke-runda detaljer kan kräva ytterligare fräsoperationer
- Vissa material med dålig bearbetbarhet innebär större utmaningar för tunnväggiga applikationer
På PTSMAKE utvärderar vi noggrant varje projekt för att avgöra om precisionssvarvning är den optimala tillverkningsmetoden eller om alternativa metoder bättre kan uppfylla kraven. Ibland ger en hybridmetod som kombinerar svarvning med andra processer de bästa resultaten för särskilt komplexa komponenter.
Vilka certifieringar garanterar tillförlitlighet i tjänster för CNC-svarvning med precision?
Har du någonsin fått precisionssvarvade detaljer som helt enkelt inte uppfyllde dina specifikationer? Eller ännu värre, arbetat med en leverantör som påstod sig vara kvalitetsmedveten men som levererade undermåliga komponenter som gick sönder vid montering eller användning? Sådana situationer orsakar inte bara projektförseningar utan kan också skada ditt rykte hos kunder och intressenter.
När du väljer leverantör av CNC-svarvningstjänster är certifieringar viktiga indikatorer på tillförlitlighet och kvalitetssäkring. Bland de mest värdefulla certifieringarna finns ISO 9001 för kvalitetsstyrning, AS9100 för flyg- och rymdtillämpningar, ISO 13485 för medicintekniska produkter och IATF 16949 för fordonskomponenter - allt för att verifiera en tillverkares åtagande om konsekvent precision och processtyrning.

Betydelsen av kvalitetscertifieringar inom CNC-svarvning
Kvalitetscertifieringar inom CNC-precisionssvarvning är inte bara snygga märken som visas på ett företags webbplats. De representerar strukturerade system och processer som säkerställer konsekvent kvalitet och tillförlitlighet. Under mitt arbete med precisionstillverkning på PTSMAKE har jag sett hur korrekt implementerade certifieringssystem förvandlar verksamheten från enbart produktiv till genomgående utmärkt.
Certifieringar ger ett standardiserat ramverk för tillverkningsprocesser, kvalitetskontrollförfaranden och initiativ för kontinuerlig förbättring. De kräver att företagen dokumenterar sina processer, utbildar sin personal på rätt sätt och för register över kvalitetskontroller och problem. Detta systematiska tillvägagångssätt minimerar mänskliga fel och säkerställer att varje detalj uppfyller specifikationerna, oavsett vem som kör maskinen eller när detaljen tillverkas.
Centrala ISO-certifieringar för precisionstillverkning
International Organization for Standardization (ISO) tillhandahåller flera certifieringar som är relevanta för CNC-svarvningstjänster:
ISO 9001: Grunden för kvalitetsstyrning
ISO 9001 är den mest grundläggande certifieringen för alla kvalitetsfokuserade tillverkare. Den fastställer krav för ett kvalitetsledningssystem (QMS) som hjälper organisationer:
- Dokumentera processer på ett konsekvent sätt
- Identifiera och hantera risker på ett proaktivt sätt
- Implementera metoder för kontinuerlig förbättring
- Säkerställa kundnöjdhet genom kvalitetsprodukter
På PTSMAKE fungerar vår ISO 9001-certifiering som ryggraden i våra kvalitetssystem. Den styr allt från hur vi granskar kundernas krav till hur vi mäter och inspekterar färdiga delar. Detta standardisering10 skapar förutsägbarhet i resultaten - en avgörande faktor när precisionen mäts i mikrometer.
ISO 14001: Miljöledningssystem
ISO 14001-certifieringen är inte direkt relaterad till detaljkvalitet, men den visar att en tillverkare tar ansvar för miljön. Detta blir allt viktigare för kunder som behöver rapportera om hållbarheten i sin leveranskedja. En CNC-svarvningstjänst med ISO 14001:
- Minimerar spill i bearbetningsprocesser
- Hantera och kassera skärvätskor på ett korrekt sätt
- Genomför energieffektiviseringsåtgärder
- Överensstämmer med miljöbestämmelser
Branschspecifika certifieringar
Olika branscher har specialiserade krav som går utöver de grundläggande ISO-standarderna:
AS9100: Kvalitetsledning inom flyg- och rymdindustrin
För flyg- och rymdkomponenter är AS9100-certifiering (som omfattar alla ISO 9001-krav plus flyg- och rymdspecifika tillägg) ofta inte förhandlingsbar. Denna certifiering omfattar:
- Rigorösa krav på spårbarhet
- Riskhantering som är specifik för flygsäkerhet
- Styrning av specialprocesser som värmebehandling
- Förebyggande av förfalskade delar
IATF 16949: Krav för fordonsindustrin
Fordonstillverkare kräver leverantörer med IATF 16949-certifiering, som fokuserar på:
- Förebyggande av defekter snarare än upptäckt
- Minskning av variationer och avfall
- Specifika verktyg som FMEA (Failure Mode and Effects Analysis)
- Krav på hantering av leveranskedjan
ISO 13485: Kvalitetssystem för medicintekniska produkter
För tillverkare av medicinska komponenter säkerställer ISO 13485-certifiering:
- Strikta kontroller av renlighet och kontaminering
- Validering av tillverkningsprocesser
- Förbättrad spårbarhet för implanterbara komponenter
- Heltäckande riskhantering
Verifiering av teknisk kapacitet
Utöver certifieringar av ledningssystem verifierar certifieringar av teknisk kapacitet specifika färdigheter och kalibrering av utrustning:
NADCAP-ackreditering
National Aerospace and Defense Contractors Accreditation Program (NADCAP) tillhandahåller specialiserad ackreditering för processer som:
- Icke-förstörande provning
- Värmebehandling
- Kemisk bearbetning
- Ytbehandlingar
Att ha NADCAP-ackreditering för dessa specialprocesser visar på exceptionell teknisk kapacitet och processkontroll.
Certifieringar för precisionsmätning
En pålitlig CNC-svarvningstjänst bör upprätthålla certifieringar för sin mätutrustning. Håll utkik efter:
- Kalibreringscertifikat spårbara till nationella standarder
- Studier av mätdonens repeterbarhet och reproducerbarhet (R&R)
- Certifieringar för CMM-programmering
- Regelbundna kalibreringsscheman och register
Hur man verifierar en leverantörs certifieringar
När du utvärderar potentiella CNC-svarvpartners rekommenderar jag att du tar dessa steg för att verifiera certifieringar:
- Begär aktuella certifikat med utgångsdatum
- Kontrollera certifieringsorganets webbplats för att bekräfta giltigheten
- Be om aktuella revisionsrapporter och korrigerande åtgärder
- Fråga om eventuella villkor eller begränsningar för certifieringar
Certifieringsstatus kan presenteras i tabellformat för enkel jämförelse:
| Certifiering | Syfte | Typisk giltighetsperiod | Verifieringsmetod |
|---|---|---|---|
| ISO 9001 | Kvalitetsledningssystem | 3 år med årlig övervakning | Uppslagning av certifikat på registrarens webbplats |
| AS9100 | QMS för flyg- och rymdindustrin | 3 år med halvårsvisa revisioner | Verifiering av OASIS-databasen |
| ISO 13485 | QMS för medicintekniska produkter | 3 år med årlig övervakning | Uppslagning av certifikat på registrarens webbplats |
| IATF 16949 | QMS för fordonsindustrin | 3 år med årlig övervakning | Verifiering av IATF-databas |
Sambandet mellan certifieringar och prestation
Även om certifieringar ger en bra baslinjebedömning bör de ses som nödvändiga men inte tillräckliga för att garantera kvalitet. Under mina år på PTSMAKE har jag observerat att det verkliga värdet kommer från hur djupt ett företag omfamnar principerna bakom certifieringarna, inte bara att uppfylla kraven under revisioner.
De bästa partnerna för CNC-svarvning demonstrerar:
- Integrering av certifieringskrav i den dagliga verksamheten
- Kontinuerlig förbättring utöver certifieringskraven
- Regelbundna interna revisioner och självutvärderingar
- Investeringar i fortlöpande utbildning och kompetensutveckling
Framväxande certifieringstrender inom precisionstillverkning
Certifieringslandskapet fortsätter att utvecklas. Framåtblickande CNC-svarvningstjänster strävar efter:
- Cybersäkerhetscertifieringar (t.ex. ISO 27001) för att skydda designdata
- Certifieringar för Industri 4.0-beredskap
- Certifieringar för hybridtillverkning med additiv-subtraktiv tillverkning
- Hållbarhets- och koldioxidavtryckscertifieringar
På PTSMAKE utvärderar vi kontinuerligt nya certifieringsstandarder för att säkerställa att vi fortsätter att ligga i framkant när det gäller precisionstillverkning.
Klicka här för att lära dig mer om hur du konstruerar detaljer för optimal rotationssymmetri vid CNC-svarvning. ↩
Lär dig mer om långsiktig stabilitet i materialegenskaper i precisionstillämpningar. ↩
Klicka för vår omfattande guide om materialens bearbetbarhet. ↩
Klicka här för en detaljerad förklaring av hur ytjämnheten påverkar detaljens prestanda. ↩
Lär dig mätteknik som förhindrar kostsamma fel. ↩
Läs mer om materialegenskaper som påverkar maskinbearbetningens prestanda. ↩
Att förstå detta koncept hjälper till att förhindra kostsamma bearbetningsfel. ↩
Lär dig hur verktygsslitage påverkar bearbetningsprecisionen och projektets tidsramar. ↩
Klicka här för att lära dig avancerad programmeringsteknik för komplex geometrisk bearbetning. ↩
Standardiserade processer som säkerställer jämn kvalitet i tillverkningsmiljöer. ↩






