

I vår maskinverkstad träffar jag ofta kunder som kämpar med att uppnå extremt exakta skärningar i tuffa metaller. Många av dem har provat olika skärmetoder men kan ändå inte få den precision de behöver, särskilt inte för komplexa former och invecklade detaljer.
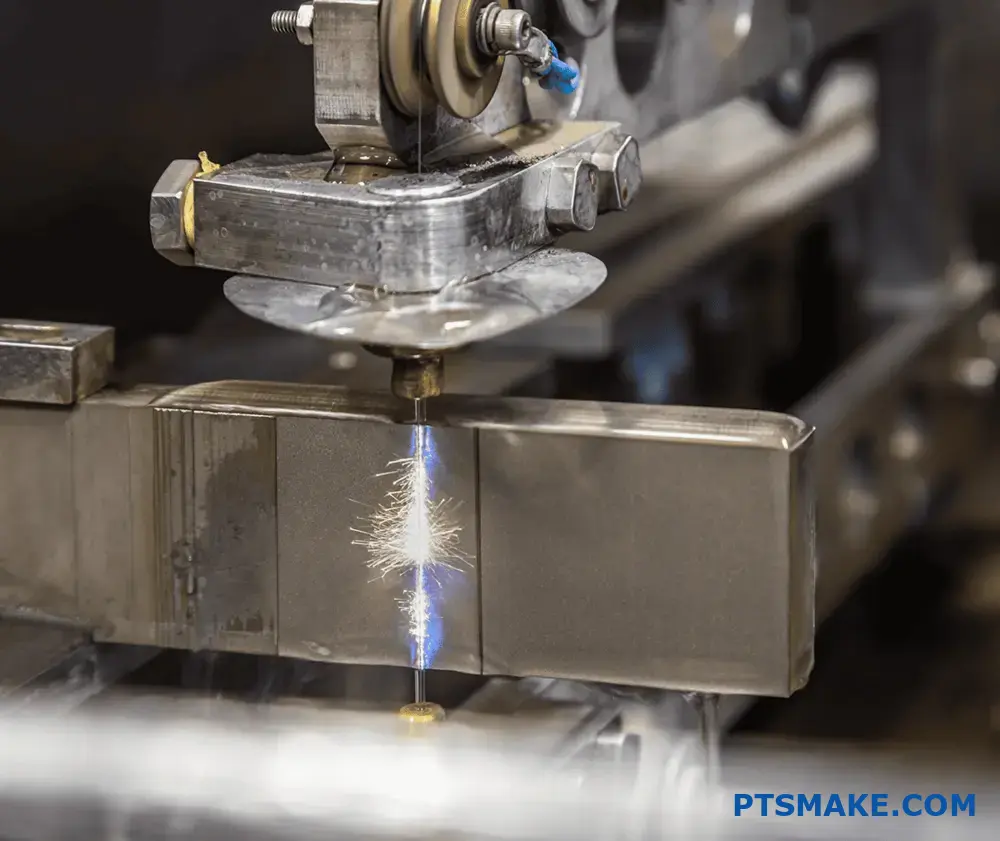
EDM Wire Cutting, även känt som Wire EDM eller Wire-cut EDM, är en precisionsbearbetningsprocess som använder elektriskt laddad tråd för att skära genom ledande material. Denna metod skapar mycket exakta detaljer med utmärkt ytfinish, särskilt användbar för komplexa former och hårdmetaller.

Jag vet att du kanske undrar varför EDM-trådskärning sticker ut bland andra bearbetningsmetoder. Låt mig förklara dess unika fördelar. Med den här tekniken kan vi skära detaljer med toleranser så snäva som ±0,0001 tum, vilket är avgörande för komponenter inom flyg- och rymdindustrin, medicintekniska produkter och precisionsverktyg. Eftersom tråden aldrig kommer i direkt kontakt med arbetsstycket kan vi uppnå exceptionell noggrannhet utan mekanisk påfrestning.
Vilken trådtjocklek används för EDM-skärning?
Har du någonsin stått och stirrat på en EDM-trådskärmaskin och undrat om du använder rätt trådtjocklek? Detta vanliga dilemma kan leda till slöseri med material, dålig ytfinish och till och med skadade arbetsstycken när fel val görs.
För EDM-trådskärning varierar den vanligaste trådtjockleken från 0,1 mm till 0,3 mm, med 0,25 mm som standardval för allmänna tillämpningar. Valet beror på faktorer som materialtjocklek, erforderlig noggrannhet och krav på skärhastighet.

Förstå alternativen för tjocklek vid trådgnistning
Valet av trådtjocklek vid EDM-skärning spelar en avgörande roll för att uppnå optimala resultat. På PTSMAKE har vi utvecklat en omfattande expertis inom trådgnistning genom många års erfarenhet av precisionstillverkning. Låt oss utforska de olika aspekterna av val av trådtjocklek.
Vanliga tråddiametrar och deras användningsområden
| Tråddiameter (mm) | Bästa applikationer | Typiska material |
|---|---|---|
| 0.10 - 0.15 | Delar med mikroprecision, smycken | Ädelmetaller, tunna material |
| 0.20 - 0.25 | Skärning för allmänt bruk | Stål, aluminium, mässing |
| 0.30 - 0.33 | Kraftig skärning | Tjocka material, hårdmetall |
Faktorer som påverkar val av tråd
Materialets tjocklek
Arbetsstyckets tjocklek har stor betydelse för valet av tråd. Tjockare material kräver i allmänhet vajrar med större diameter för att bibehålla stabiliteten under kapningen. Den kerfbredd1 som produceras av tråden måste också beaktas för exakt måttnoggrannhet.
Krav på skärhastighet
Tjockare trådar möjliggör normalt högre skärhastigheter eftersom de klarar högre effekt utan att gå sönder. Detta sker dock på bekostnad av minskad precision och bredare skärbanor.
Överväganden om ytfinish
Tråddiametern påverkar direkt kvaliteten på ytfinishen:
- Tunnare trådar (0,1-0,15 mm) ger finare ytfinish
- Standardtrådar (0,25 mm) ger bra balans mellan finish och hastighet
- Tjockare trådar (0,3 mm+) kan kräva ytterligare efterbearbetning
Ekonomiska överväganden
Analys av kostnad och prestanda
Olika trådtjocklekar medför olika kostnader:
- Tunnare kablar är dyrare per meter
- Högre brottfrekvens i tunna trådar ökar driftskostnaderna
- Tjockare trådar ger bättre kostnadseffektivitet vid grovkapning
Produktivitetspåverkan
Trådtjockleken påverkar den totala produktiviteten genom:
- Kapacitet för skärhastighet
- Maskinstillestånd på grund av trådbrott
- Erforderligt antal skärpassager
Applikationsspecifika riktlinjer
Komponenter för flyg- och rymdindustrin
För flyg- och rymdtillämpningar rekommenderar vi vanligtvis:
- 0,25 mm tråd för allmänna komponenter
- 0,1 mm tråd för kritiska funktioner med hög precision
- Flera skärpass för överlägsen ytfinish
Tillverkning av medicintekniska produkter
Medicinska komponenter kräver ofta:
- 0,15-0,20 mm tråd för invecklade detaljer
- Strikt efterlevnad av krav på ytfinish
- Förbättrad noggrannhet för kritiska dimensioner
Bildelar
Applikationer inom fordonsindustrin använder vanligtvis:
- 0,25-0,30 mm tråd för robust kapning
- Balans mellan hastighet och precision
- Kostnadseffektiva lösningar för högvolymproduktion
Bästa praxis för val av kabel
För att optimera din EDM-trådskärningsprocess:
- Beakta alltid materialets egenskaper
- Beräkna den erforderliga noggrannheten
- Utvärdera de ekonomiska faktorerna
- Testa olika trådstorlekar för optimalt resultat
- Övervaka trådprestanda under kapning
Tips för prestandaoptimering
För att maximera EDM-skärningens prestanda:
- Regelbundet maskinunderhåll
- Korrekt justering av trådspänningen
- Rengör dielektrisk vätska
- Lämpliga effektinställningar
- Korrekt trådmatningshastighet
Tekniska specifikationer
Viktiga parametrar att ta hänsyn till:
| Parameter | Tunn tråd (<0,2 mm) | Standardtråd (0,25 mm) | Tjock tråd (>0,3 mm) |
|---|---|---|---|
| Skärhastighet | Långsam | Medium | Snabb |
| Ytfinish | Utmärkt | Bra | Rättvist |
| Kostnad per meter | Hög | Medium | Låg |
| Motstånd mot brott | Låg | Medium | Hög |
På PTSMAKE har vi ett omfattande lager av olika trådtjocklekar för att tillgodose olika tillverkningsbehov. Våra erfarna ingenjörer kan hjälpa dig att välja den optimala trådtjockleken för din specifika applikation, så att du får den bästa balansen mellan noggrannhet, hastighet och kostnadseffektivitet.
Hur exakt är EDM Wire Cut?
Har du någonsin kämpat för att uppnå ultraprecisa skärningar i hårda metaller eller komplexa geometrier? Frustrationen över att hantera traditionella bearbetningsmetoder som inte lever upp till dina exakta specifikationer kan vara överväldigande, särskilt när ditt projekt kräver absolut precision.
EDM-trådskärning uppnår vanligtvis noggrannheter mellan ±0,0001 till ±0,0003 tum (0,0025 till 0,0076 mm), vilket gör det till en av de mest exakta bearbetningsprocesserna som finns för att skapa komplicerade detaljer med exceptionell måttnoggrannhet.
Förståelse för noggrannhetsfaktorer för EDM-trådskärning
Noggrannheten vid EDM-trådskärning beror på flera kritiska faktorer som samverkar för att ge exakta resultat. Enligt min erfarenhet av att arbeta med olika dielektriska vätskor2 och maskinkonfigurationer har jag identifierat viktiga element som påverkar skärprecisionen:
Maskinstabilitet och miljökontroll
- Temperaturreglering (±1°C variation max)
- System för vibrationsisolering
- Reglering av luftfuktighet (45-55% optimalt intervall)
- Renrumsförhållanden vid behov
Trådens egenskaper och karaktäristik
Trådelektrodens egenskaper har stor betydelse för skärprecisionen:
| Typ av tråd | Typisk diameter (mm) | Noggrannhetsområde (μm) | Bästa applikationer |
|---|---|---|---|
| Mässing | 0.1 - 0.3 | ±2.5 - 5 | Skärning för allmänt bruk |
| Zinkbelagd | 0.1 - 0.25 | ±2 - 4 | Höghastighetsskärning |
| Volfram | 0.02 - 0.1 | ±1 - 2.5 | Mikroskärning |
Avancerade styrsystem och övervakning
Moderna EDM-trådskärmaskiner använder sofistikerade styrsystem som kontinuerligt övervakar och justerar skärparametrarna:
Justering av parametrar i realtid
- Kontroll av trådspänning
- Övervakning av gnistgap
- Optimering av matningshastighet
- Spårning av ytfinish
Åtgärder för kvalitetssäkring
På PTSMAKE har vi omfattande rutiner för kvalitetskontroll:
- System för mätning under processens gång
- CMM-verifiering efter kapning
- Test av ytjämnhet
- Validering av geometriska toleranser
Praktiska tillämpningar och toleransprestationer
Olika branscher kräver varierande grad av precision:
Komponenter för flyg- och rymdindustrin
- Profiler för turbinblad: ±0,005 mm
- Bränsleinsprutningsmunstycken: ±0,003 mm
- Strukturella komponenter: ±0,01 mm
Tillverkning av medicintekniska produkter
- Kirurgiska instrument: ±0,004 mm
- Implantatkomponenter: ±0,002 mm
- Mikroverktyg: ±0,001 mm
Optimera noggrannheten för EDM-trådskärning
För att uppnå maximal noggrannhet bör du beakta dessa viktiga metoder:
Förberedelse av material
- Korrekt stressavlastning
- Ytans renhet
- Verifiering av materialhomogenitet
- Korrekt montering av arbetsstycket
Parametrar för drift
| Parameter | Optimalt intervall | Påverkan på noggrannhet |
|---|---|---|
| Trådhastighet | 2-12 m/min | Hög |
| Inställningar för strömförsörjning | 2-8 A | Kritisk |
| Trådspänning | 1200-1800g | Betydande |
| Spolningstryck | 0,5-2,0 MPa | Måttlig |
Vanliga utmaningar och lösningar när det gäller noggrannhet
Att förstå potentiella problem bidrar till att upprätthålla en konsekvent noggrannhet:
Miljöfaktorer
- Temperaturfluktuationer
- Vibrationsstörningar
- Elektromagnetiska störningar
- Variationer i luftfuktighet
Frågor relaterade till material
- Intern stress
- Icke-uniform hårdhet
- Materialföroreningar
- Termisk expansion
Branschspecifika krav
Olika sektorer har unika krav på noggrannhet:
Fordonsindustrin
- Transmissionskomponenter: ±0,008 mm
- Motordelar: ±0,005 mm
- Verktygskomponenter: ±0,003 mm
Elektroniktillverkning
- Halvledarverktyg: ±0,002 mm
- Kontaktformar: ±0,004 mm
- Provningsutrustning: ±0,003 mm
På PTSMAKE uppnår vi konsekvent dessa toleranser genom:
- Regelbunden kalibrering av maskinen
- Utbildningsprogram för operatörer
- Miljöövervakning
- Protokoll för kvalitetskontroll
Framtida trender inom noggrannhet för EDM-trådskärning
Branschen fortsätter att utvecklas med:
- AI-drivna styrsystem
- Avancerade trådmaterial
- Förbättrad sensorteknik
- Förbättrade automatiseringsmöjligheter
Denna utveckling utlovar ännu högre noggrannhetsnivåer, som potentiellt kan nå submikronprecision i specialiserade applikationer. Kombinationen av traditionell expertis och modern teknik möjliggör oöverträffade precisionsnivåer inom EDM-trådskärning.
Vilka material kan skäras med EDM-tråd?
Har du någonsin ställts inför utmaningen att skära i extremt hårda metaller eller komplexa former som verkar omöjliga med traditionella bearbetningsmetoder? Många ingenjörer sitter fast när konventionella skärverktyg inte kan leverera den precision de behöver, särskilt när det gäller krävande material.
EDM-trådskärning kan effektivt bearbeta alla elektriskt ledande material, inklusive härdat stål, titan, kopparlegeringar och volframkarbid. Den här beröringsfria bearbetningsmetoden använder elektriska urladdningar för att avlägsna material och uppnår exceptionell precision oavsett materialets hårdhet.
Vanliga material som skärs i trådgnistning
Trådgnistning har revolutionerat vårt sätt att arbeta med precisionsskärning i tillverkningsindustrin. Eftersom jag övervakar många EDM-projekt har jag sammanställt en omfattande lista över material som fungerar bra med denna teknik:
Metaller och legeringar
Verktygsstål
- D2-, M2- och H13-verktygsstål
- CPM-stål
- Höghastighetsstål (HSS)
Dessa material används i stor utsträckning för tillverkning av skärande verktyg och matriser. De dielektrisk vätska3 som används i processen hjälper till att upprätthålla konsekventa skärförhållanden.
Rostfria stål
- 304- och 316-kvaliteter
- Utskiljningshärdade varianter
- Martensitiska rostfria stål
Avancerade material
| Materialtyp | Typiska tillämpningar | Fördelar med EDM |
|---|---|---|
| Titanlegeringar | Komponenter för flyg- och rymdindustrin | Ingen mekanisk påfrestning |
| Inconel | Delar till turbiner | Skärningar med hög precision |
| Hårdmetall | Skärande verktyg | Perfekt för hårda material |
| Mässing | Elektriska komponenter | Slät ytfinish |
Materialegenskaper som påverkar EDM-bearbetning
Elektrisk konduktivitet
Materialets elektriska ledningsförmåga har en direkt inverkan på skäreffektiviteten. Material med högre konduktivitet uppnår vanligtvis:
- Snabbare skärhastigheter
- Bättre ytfinish
- Mer konsekventa resultat
Materialets tjocklek
Olika material har varierande optimala skärparametrar beroende på tjocklek:
| Tjocklek Intervall (mm) | Typisk skärhastighet | Inställningar för strömförsörjning |
|---|---|---|
| 0.5 - 10 | Snabb | Låg till medelhög |
| 10 - 50 | Medium | Medium |
| 50+ | Långsam | Hög |
Värmebehandlingstillstånd
Materialets värmebehandlingsstatus påverkar skärprocessen:
- Glödgade material skär ofta mer konsekvent
- Härdade material kan kräva justerade parametrar
- Eftervärmningsbehandling kan vara nödvändig
Särskilda överväganden för olika material
Kompositmaterial
Vid arbete med kompositmaterial:
- Säkerställ korrekt jordning
- Övervaka skärparametrarna noga
- Överväg potentiella delamineringsrisker
Exotiska legeringar
För speciallegeringar som Hastelloy eller Waspaloy:
- Justera skärparametrarna
- Använd lämpliga ledningstyper
- Övervaka materialavverkningshastigheten
Materialspecifika skärparametrar
Hastighet vs. materialets hårdhet
| Material Hårdhet (HRC) | Relativ skärhastighet | Rekommendation för kabeltyp |
|---|---|---|
| 20-35 | Hög | Mässing eller belagd |
| 35-50 | Medium | Belagd eller skiktad |
| 50+ | Låg | Högpresterande ytbeläggning |
Överväganden om ytfinish
Olika material kräver specifika metoder för optimal ytfinish:
- Mjukare material kan behöva flera efterbehandlingar
- Hårdare material ger ofta bättre ytfinhet på naturlig väg
- Kornstrukturen påverkar den slutliga ytkvaliteten
Branschspecifika applikationer
Flyg- och rymdindustrin
I flyg- och rymdtillämpningar skär vi ofta:
- Komponenter av titan
- Höghållfast aluminium
- Värmebeständiga superlegeringar
Medicinsk
Tillverkning av medicintekniska produkter kräver:
- Rostfritt stål av kirurgisk kvalitet
- Implantatmaterial av titan
- Specialiserade biokompatibla legeringar
Fordon
Vanliga tillämpningar inom fordonsindustrin är bl.a:
- Verktygsstål för matriser
- Komponenter av härdat stål
- Precisionsdelar för transmission
Bästa praxis för materialval
För att säkerställa framgångsrik EDM-trådskärning:
- Verifiera materialets ledningsförmåga
- Beakta materialets tjocklek
- Beakta krav på värmebehandling
- Välj lämplig kabeltyp
- Optimera skärparametrarna
På PTSMAKE upprätthåller vi strikta materialhanteringsprotokoll för att säkerställa optimala resultat i alla EDM-trådskärningsprojekt. Vår erfarenhet av olika material gör det möjligt för oss att ge exakta rekommendationer för specifika tillämpningar.
Vilka är fördelarna och nackdelarna med trådgnistning?
Har du någonsin kämpat med att bearbeta extremt hårda material eller skapa invecklade former med snäva toleranser? Traditionella bearbetningsmetoder kommer ofta till korta när det gäller komplexa geometrier, vilket leder till frustrerade ingenjörer och försenade projekt.
Wire Cut EDM (Electrical Discharge Machining) är en icke-konventionell bearbetningsprocess som använder elektriska urladdningar för att avlägsna material, vilket ger unika fördelar i fråga om precision och kapacitet men också medför vissa begränsningar i fråga om hastighet och kostnad.
Viktiga fördelar med trådgnistning
Precision och noggrannhet
Trådgnistning ger exceptionell noggrannhet med toleranser så snäva som ±0,0001 tum. Denna precisionsnivå är avgörande för industrier som flyg- och rymdindustrin och tillverkning av medicintekniska produkter. Processen är utmärkt för att skapa komplexa former och invecklade detaljer som skulle vara omöjliga med konventionella bearbetningsmetoder.
Materialets mångsidighet
En av de viktigaste fördelarna är möjligheten att skära i alla elektriskt ledande material, oavsett hårdhet. Den elektrisk ledningsförmåga4 av materialet avgör skärhastigheten och effektiviteten. Detta gör den idealisk för:
- Härdade stål
- Titanlegeringar
- Material av hårdmetall
- Exotiska metaller
Ingen direktkontakt
Till skillnad från traditionella skärmetoder kommer trådgnistning inte i fysisk kontakt med arbetsstycket under bearbetningen. Detta eliminerar:
- Mekanisk påfrestning
- Slitage på verktyg
- Problem med skärkraften
- Deformation av ytan
Viktiga begränsningar och utmaningar
Hastighetsbegränsningar
Materialavverkningshastigheten i trådgnistning är relativt långsam jämfört med konventionella bearbetningsmetoder. Här är en jämförande analys:
| Bearbetningsmetod | Materialavverkningshastighet (mm³/min) | Ytfinish (Ra) |
|---|---|---|
| Trådgnistning | 2-300 | 0,1-0,8 µm |
| CNC-fräsning | 1000-5000 | 0,4-1,6 µm |
| Konventionell svarvning | 800-3000 | 0,5-1,8 µm |
Överväganden om kostnader
Driftskostnaderna för trådgnistning kan vara högre än för traditionella bearbetningsmetoder på grund av
- Dyra förbrukningsvaror för tråd
- Högre energiförbrukning
- Avjoniserat vatten underhåll
- Längre bearbetningstider
Materiella begränsningar
Trots sin mångsidighet när det gäller ledande material har trådgnistning vissa begränsningar:
- Kan inte bearbeta icke-ledande material
- Kräver minsta materialtjocklek
- Kan orsaka värmepåverkade zoner i vissa material
Applikationsspecifika överväganden
Tillämpningar inom industrin
Trådgnistning används i stor utsträckning inom olika branscher:
Flyg- och rymdindustrin
- Motorkomponenter
- Delar till turbiner
- Strukturella element
Medicinsk
- Kirurgiska instrument
- Implantatkomponenter
- Specialanpassade medicintekniska produkter
Fordon
- Motordelar med hög precision
- Verktygs- och formtillverkning
- Utveckling av prototyper
Kvalitet och ytfinish
Processen kan ge utmärkta ytfinishar, men flera faktorer påverkar den slutliga kvaliteten:
- Val av tråddiameter
- Effektinställningar
- Skärhastighet
- Materialegenskaper
Miljöpåverkan
Trådgnistning har både positiva och negativa miljöaspekter:
Positivt:
- Minimalt med avfallsmaterial
- Inga skärvätskor krävs
- Lägre bullernivåer
Negativt:
- Hög energiförbrukning
- Överväganden vid kassering av kablar
- Krav på vattenrening
Strategier för processoptimering
Val av parameter
Optimala resultat kräver noggrant övervägande av:
- Typ av tråd och diameter
- Effektinställningar
- Trådspänning
- Skärhastighet
- Spolningstryck
Krav på underhåll
Regelbundet underhåll är avgörande för en jämn prestanda:
- Justering av trådledare
- Rengöring av filtersystem
- Övervakning av vattenkvalitet
- Kalibrering av maskinen
Metoder för kostnadsreducering
Flera strategier kan bidra till att optimera kostnaderna:
- Batchbearbetning av liknande delar
- Optimering av häckningsarrangemang
- Minimering av kabelförbrukningen
- Implementering av automatiserade system
Framtida utveckling
Tekniken för trådgnistning fortsätter att utvecklas med:
- Avancerade styrsystem
- Förbättrade trådmaterial
- Bättre effektivitet i strömförsörjningen
- Förbättrade automatiseringsmöjligheter
På PTSMAKE har vi implementerat dessa avancerade trådgnistfunktioner för att leverera exakta, komplexa delar till våra kunder i olika branscher. Vår expertis inom optimering av trådgnistningsprocesser säkerställer att vi upprätthåller balansen mellan kvalitet, kostnad och leveranstid.
Hur kan EDM-trådskärning jämföras med traditionella bearbetningsmetoder?
Har du någonsin kämpat med att bearbeta komplexa detaljer med hög precision med traditionella metoder? När det handlar om härdade material eller komplicerade geometrier kan konventionell bearbetning leda till verktygsslitage, materialspill och frustrerande kvalitetsproblem.
EDM-trådskärning ger överlägsen precision och kapacitet för komplexa geometrier jämfört med traditionella bearbetningsmetoder. Denna beröringsfria process kan uppnå toleranser så snäva som ±0,0001 tum samtidigt som den arbetar med alla ledande material, oavsett hårdhet.

Förstå de grundläggande skillnaderna
Processmekanik
Traditionell maskinbearbetning bygger på fysisk kontakt mellan skärverktyg och arbetsstycke, medan EDM-trådskärning använder elektrisk urladdning för att avlägsna material. Den dielektrisk vätska5 i EDM skapar en kontrollerad miljö för exakt materialavverkning utan direkt verktygskontakt.
Materialkapacitet
Traditionella bearbetningsmetoder har sina begränsningar när man arbetar med
- Härdade material
- Värmekänsliga komponenter
- Komplexa geometrier
- Extremt tunna väggar
EDM-trådskärning utmärker sig i dessa scenarier eftersom den:
- Fungerar oberoende av materialets hårdhet
- Genererar minimal värmepåverkad zon
- Upprätthåller konsekvent noggrannhet
- Producerar inga skärkrafter
Jämförelse av prestanda
Här är en detaljerad jämförelse av nyckeltal för prestanda:
| Aspekt | EDM-trådskärning | Traditionell maskinbearbetning |
|---|---|---|
| Ytfinish | Ra 0,1-0,8 μm | Ra 0,4-3,2 μm |
| Tolerans Kapacitet | ±0,0001 tum | ±0,0005 tum |
| Material Hårdhetsgräns | Ingen gräns (endast ledande) | Begränsas av verktygets hårdhet |
| Inställningstid | Längre initial installation | Generellt snabbare installation |
| Produktionshastighet | Långsammare borttagningshastighet | Snabbare för enkla geometrier |
Överväganden om kostnader
Initial investering
EDM-trådskärmaskiner kräver vanligtvis högre initiala investeringar än traditionella CNC-maskiner. På PTSMAKE har vi noggrant balanserat vår utrustningsportfölj för att erbjuda båda alternativen, vilket säkerställer kostnadseffektiva lösningar för olika projektkrav.
Driftskostnader
Driftskostnaderna inkluderar:
- Förbrukning av tråd
- Underhåll av dielektrisk vätska
- Strömförbrukning
- Kostnader för arbetskraft
- Krav på underhåll
Traditionell maskinbearbetning innebär ofta:
- Byte av skärverktyg
- Kostnader för kylvätska
- Högre strömförbrukning
- Mer frekvent underhåll
Produktionsekonomi
Ekonomin för varje process beror på:
- Delkomplexitet
- Materialegenskaper
- Produktionsvolym
- Kvalitetskrav
Vid bearbetning av komponenter i härdat stål med komplexa geometrier är trådgnistning med EDM ofta mer ekonomiskt trots lägre skärhastigheter, eftersom det eliminerar behovet av flera inställningar och verktygsbyten.
Applikationsspecifika fördelar
Tillverkning av precisionsdetaljer
EDM-trådskärning utmärker sig i applikationer som kräver:
- Mikrofunktioner
- Vassa invändiga hörn
- Tunna väggar
- Komplexa profiler
Utveckling av prototyper
För prototyputveckling erbjuder EDM-trådskärning:
- Flexibilitet vid designförändringar
- Minimala krav på verktyg
- Konsekvent noggrannhet
- Färre modifieringar av installationen
Produktionsöverväganden
Viktiga faktorer som påverkar valet av process:
Delgeometri
- Enkla former gynnar traditionell maskinbearbetning
- Komplexa profiler drar nytta av EDM
Materialegenskaper
- Mjuka material fungerar bra med traditionella metoder
- Härdade material kräver ofta EDM
Kvalitetskrav
- Högprecisionsbehov gynnar EDM
- Standardtoleranser passar traditionell maskinbearbetning
Integration med modern tillverkning
EDM-trådskärning kompletterar traditionell maskinbearbetning i moderna tillverkningsmiljöer. På PTSMAKE kombinerar vi ofta båda teknikerna för att optimera produktionseffektiviteten. Vi kan till exempel grovbearbeta en detalj med traditionella metoder innan vi uppnår slutlig precision med EDM-trådskärning.
Hybrida tillverkningsmetoder
Modern tillverkning kräver ofta en kombination av processer:
- Initial formning med traditionella metoder
- Precisionsdetaljer via EDM-trådskärning
- Slutlig ytbehandling efter behov
Integration av kvalitetskontroll
Båda processerna kräver olika metoder för kvalitetskontroll:
- Traditionell maskinbearbetning fokuserar på övervakning av verktygsslitage
- EDM-trådskärning fokuserar på trådtillstånd och elektriska parametrar
Framtida trender
Tillverkningsindustrin fortsätter att utvecklas med:
- Avancerade CNC-styrningar
- Automatiserad tråddragning
- Förbättrade skärhastigheter
- Förbättrad ytfinhet
Vilken ytfinishkvalitet kan uppnås med EDM-trådskärning?
Har du någonsin kämpat för att uppnå perfekt ytfinish med traditionella bearbetningsmetoder? Det är frustrerande när dina detaljer uppvisar verktygsmärken, repor eller ojämn ytkvalitet, särskilt när det gäller komponenter med hög precision där varje mikrometer är viktig.
EDM-trådskärning kan uppnå ytfinheter så fina som 0,1 μm Ra (0,004 μin), vilket gör den idealisk för precisionskomponenter. Processen ger konsekventa, spegelblanka ytor utan mekanisk påfrestning eller verktygsmärken, vilket är särskilt värdefullt för tillämpningar inom medicin och flyg.
Förståelse för ytfinish i trådgnistning
Kvaliteten på ytfinishen vid trådgnistning beror på flera viktiga faktorer. De dielektrisk vätska6 cirkulation, trådelektrodmaterial och maskinparametrar spelar alla en avgörande roll för att uppnå önskad ytfinhet.
Viktiga parametrar som påverkar ytans kvalitet
Inställningar för strömförsörjning
- Toppström
- Pulsens varaktighet
- Pulsfrekvens
- Spänning i mellanrum
Kabelegenskaper
- Typ av trådmaterial
- Diameter på tråd
- Trådspänning
Maskinvariabler
- Skärhastighet
- Spolningstryck
- Trådmatningshastighet
Klassificering av ytfinish
Olika applikationer kräver varierande nivåer av ytfinish. Här är en omfattande uppdelning:
| Betyg | Ra-värde (μm) | Typiska tillämpningar |
|---|---|---|
| N12 | 50.0 | Grov kapning |
| N10 | 12.5 | Allmän maskinbearbetning |
| N8 | 3.2 | Halvfabrikat |
| N6 | 0.8 | Efterbehandling |
| N4 | 0.2 | Spegelbearbetning |
Strategi med flera pass för överlägsen finish
På PTSMAKE använder vi en strategisk flerpassmetod för att uppnå förstklassig ytfinish:
Första klippningen (Rough Cut)
- Högre effektinställningar
- Snabbare skärhastighet
- Fokuserar på materialavverkning
- Ra-värde typiskt 3,0-4,0 μm
Andra passet (halvfärdig)
- Reducerade effektinställningar
- Måttlig skärhastighet
- Tar bort tidigare skärmärken
- Ra-värde typiskt 1,0-2,0 μm
Sista passet (fin finish)
- Minimala effektinställningar
- Långsam skärhastighet
- Ultraprecis ytgenerering
- Ra-värdet kan nå 0,1-0,2 μm
Branschspecifika krav
Olika branscher kräver specifika ytfinishkvaliteter:
Komponenter för flyg- och rymdindustrin
- Kräver vanligtvis N6-N4-finish
- Avgörande för utmattningshållfasthet
- Säkerställer aerodynamisk effektivitet
- Bibehåller strukturell integritet
Medicintekniska produkter
- Ofta krav N4 finish
- Viktigt för biokompatibilitet
- Förhindrar bakterietillväxt
- Underlättar sterilisering
Form- och verktygsindustrin
- Varierar från N8 till N4
- Påverkar kvaliteten på plastdetaljer
- Påverkar materialflödet
- Påverkar verktygets livslängd
Bästa praxis för optimal ytfinish
Val av tråd
- Mässingstråd av högsta kvalitet för allmänna tillämpningar
- Zinkbelagd tråd för förbättrad ytfinish
- Tungstenstråd för ultraprecisa snitt
Maskinunderhåll
- Regelbunden kalibrering
- Rent dielektriskt system
- Korrekt bortskaffande av kablar
- Stabila miljöförhållanden
Processoptimering
- Lämpligt val av parameter
- Konsekvent trådspänning
- Optimala spolningsförhållanden
- Regelbundna kvalitetskontroller
Mätning och verifiering av ytfinhet
För att säkerställa en jämn kvalitet använder vi oss av olika mätmetoder:
Kontaktmetoder
- Profilometrar
- Mätare för ytjämnhet
- Stylus-instrument
Beröringsfria metoder
- Optiska mikroskop
- 3D-mappning av ytor
- Analys av digital bildbehandling
Vanliga utmaningar och lösningar när det gäller ytfinish
Problem med trådbrott
- Lösning: Justera skärparametrarna
- Implementera korrekt trådspänning
- Säkerställ ren dielektrisk vätska
Oregelbundenheter i ytan
- Lösning: Granska strömförsörjningsinställningarna
- Kontrollera spolningens effektivitet
- Kontrollera kabelns skick
Inkonsekvent finish
- Lösning: Stabilisera maskinens parametrar
- Övervaka miljöförhållandena
- Upprätthålla konsekvent trådmatning
Kostnadsöverväganden kontra ytkvalitet
Även om det är möjligt att uppnå en överlägsen ytfinish är det viktigt att balansera kvalitet med kostnadseffektivitet:
Ekonomiska faktorer
- Maskintid
- Förbrukning av tråd
- Strömförbrukning
- Kostnader för arbetskraft
Avvägningar mellan kvalitet och kostnad
- Antal pass som krävs
- Bearbetningshastighet
- Materialspecifikationer
- Slutliga krav för ansökan
Hur väljer man rätt leverantör av EDM-trådskärningstjänster?
Har du någonsin fått trådskurna detaljer som inte uppfyllde dina specifikationer? Eller ännu värre, hanterat förseningar som kastat hela ditt produktionsschema i kaos? Dessa situationer kan vara frustrerande och kostsamma, särskilt när du arbetar med tidskänsliga projekt.
För att välja rätt leverantör av tjänster för EDM-trådskärning måste man utvärdera deras tekniska kapacitet, erfarenhet, kvalitetskontrollsystem och kundservice. Den idealiska partnern bör ha avancerad utrustning, beprövad expertis och en historia av att leverera exakta delar i tid.
Förståelse för tekniska möjligheter
När du väljer en leverantör av tjänster för EDM-trådskärning bör du först och främst ta hänsyn till deras tekniska kapacitet. En leverantörs utrustning och expertis har en direkt inverkan på kvaliteten på dina delar.
Maskinspecifikationer
Moderna EDM-trådskärmaskiner bör vara utrustade med:
- Positioneringssystem med hög precision
- Avancerade funktioner för tråddragning
- Automatisk kontroll av trådspänning7
- Kapningskapacitet i flera axlar
Expertis inom materialbearbetning
Leverantören ska uppvisa kompetens att arbeta med olika material:
| Materialtyp | Typiska tillämpningar | Maximal tjocklek |
|---|---|---|
| Verktygsstål | Matriser och formar | Upp till 400 mm |
| Hårdmetall | Skärande verktyg | Upp till 150 mm |
| Aluminium | Delar till flyg- och rymdindustrin | Upp till 300 mm |
| Koppar | Elektriska komponenter | Upp till 200 mm |
System för kvalitetskontroll
Kvalitetskontroll är avgörande vid skärning av EDM-tråd. På PTSMAKE upprätthåller vi strikta kvalitetsstandarder genom:
Inspektionsutrustning
- CMM-maskiner för dimensionell verifiering
- Mätare för ytjämnhet
- Optiska mätsystem
Dokumentation och certifiering
- ISO 9001:2015-certifiering
- Detaljerade inspektionsrapporter
- Certifieringar av material
- Dokumentation av processtyrning
Produktionskapacitet och ledtider
Tänk på leverantörens förmåga att hantera dina produktionsbehov:
Indikatorer för kapacitet
- Antal EDM-maskiner
- Driftstimmar
- Tillgänglighet för kvalificerade operatörer
- Underhållsscheman
Kundservice och kommunikation
Effektiv kommunikation är avgörande för framgångsrika projekt. Leta efter leverantörer som erbjuder:
Kommunikationskanaler
- Dedikerade projektledare
- Regelbundna uppdateringar om framsteg
- Teknisk konsultation
- Snabbt svar på förfrågningar
Projektledning
- Tydliga åtaganden för tidsramar
- Transparent prissättning
- Förmåga att lösa problem
- Förfaranden för hantering av förändringar
Överväganden om kostnader
Även om priset inte bör vara den enda faktorn är det viktigt att förstå kostnadsstrukturen:
| Servicenivå | Funktioner | Typiska tillämpningar |
|---|---|---|
| Standard | Grundläggande skärtjänster | Enkla geometrier |
| Premium | Förbättrad precision | Komplexa delar |
| Express | Expedierad leverans | Brådskande projekt |
Branscherfarenhet och rykte
Utvärdera leverantörens anseende i branschen:
Nyckelindikatorer
- Antal år i branschen
- Certifieringar inom branschen
- Vittnesmål från kunder
- Portfölj med genomförda projekt
Geografiskt läge och logistik
Överväg praktiska aspekter av att arbeta med leverantören:
Platsfaktorer
- Fraktmöjligheter
- Erfarenhet av import/export
- Skillnader i tidszoner
- Efterlevnad av lokala bestämmelser
Efterlevnad av miljö- och säkerhetsregler
Ansvariga leverantörer underhåller:
- Korrekta system för avfallshantering
- Protokoll för arbetarsäkerhet
- Miljöcertifieringar
- Regelbundna säkerhetsrevisioner
Integration av teknik
Moderna EDM-trådskärningstjänster bör erbjuda:
Digitala förmågor
- CAD/CAM-integration
- Orderspårning online
- Digitala kvalitetsrapporter
- System för filöverföring
Rättegångsförelägganden och provtagning
Innan du engagerar dig i stora projekt:
- Begär prov på delar
- Utvärdera ytfinishen
- Kontrollera måttnoggrannheten
- Utvärdera kommunikationens effektivitet
På PTSMAKE uppmuntrar vi potentiella kunder att börja med små beställningar för att uppleva vår servicekvalitet från första hand. Detta tillvägagångssätt bidrar till att bygga upp förtroende och säkerställer att vi uppfyller dina specifika krav innan vi går vidare till större projekt.
Genom att noggrant utvärdera dessa aspekter kan du välja en leverantör av tjänster för EDM-trådskärning som uppfyller dina behov och bidrar till att ditt projekt blir framgångsrikt.
Vilket underhåll krävs för EDM-trådskärmaskiner?
Har du någonsin upplevt oväntade haverier med din EDM-trådskärmaskin mitt under ett kritiskt projekt? Frustrationen över produktionsförseningar och ojämn skärkvalitet kan vara överväldigande, särskilt när korta deadlines hotar.
EDM-trådskärmaskiner kräver regelbundet underhåll som fokuserar på fem nyckelområden: dielektriskt vätskesystem, tråddrivsystem, maskinstyrningar, elektriska komponenter och mekaniska delar. Korrekt underhåll säkerställer optimal skärprestanda, förlänger maskinens livslängd och förhindrar kostsamma driftstopp.
Förstå underhåll av dielektrisk vätska
Det dielektriska vätskesystemet är avgörande för EDM-trådskärningsoperationer. Regelbundet underhåll av detta system omfattar:
Byte av filter
- Kontrollera filtrets skick varje vecka
- Byte av filter enligt tillverkarens specifikationer
- Övervakning av vätsketryck och flödeshastigheter
Kvalitetskontroll av vätskor
Den konduktivitetsnivå8 av den dielektriska vätskan måste hållas inom angivna intervall för optimal skärprestanda. På PTSMAKE tillämpar vi ett strikt schema för vätsketestning:
| Testning Parameter | Frekvens | Acceptabelt intervall |
|---|---|---|
| Konduktivitet | Dagligen | 10-15 μS/cm |
| pH-nivå | Veckovis | 7.0-8.5 |
| Temperatur | Kontinuerlig | 20-25°C |
Underhåll av tråddrivningssystem
Trådmatningsmekanism
Regelbunden inspektion och rengöring av:
- Trådstyrningar
- Matarvalsar
- System för kontroll av spänning
- Uppsamlingsbehållare av tråd
Justering av spänning
Korrekt trådspänning är avgörande för exakta kapningar. Jag rekommenderar att du kontrollerar spänningsinställningarna:
- Före varje nytt jobb
- Efter ändring av kabeltyp
- När skärparametrarna ändras avsevärt
Underhåll av maskinstyrningar
Underhåll av övre och nedre styrningen
- Daglig rengöring av styrytor
- Veckovis inspektion för slitage
- Månatliga kalibreringskontroller
- Kvartalsvis utbytesplan
Verifiering av uppriktning
Korrekt inriktning av styrningen säkerställer skärprecisionen:
| Kontroll av uppriktning | Metod | Frekvens |
|---|---|---|
| X-Y rätvinklighet | Testsnitt | Månadsvis |
| Rörelse i Z-axeln | Rattindikator | Varannan vecka |
| Tabell Planhet | Nivåmätare | Månadsvis |
Skötsel av elektriska komponenter
Strömförsörjningssystem
- Regelbunden kontroll av elektriska anslutningar
- Rengöring av strömkontaktpunkter
- Verifiering av spänningsstabilitet
- Provning av nödstoppssystem
Underhåll av styrsystem
- Säkerhetskopiering av maskinparametrar
- Installation av programuppdateringar
- Kalibrering av mätsystem
- Verifiering av kommunikationsgränssnitt
Mekaniska komponenter
Maskinens struktur
- Kontroll av strukturell integritet
- Smörjning av rörliga delar
- Inspektion av tätningar och packningar
- Kontrollera bordets rörelse
Axis-system
- Underhåll av linjärstyrning
- Smörjning av kulskruv
- Inspektion av lager
- Kontroller av drivsystemet
Schema för förebyggande underhåll
Jag har tagit fram ett omfattande underhållsschema baserat på maskinens användning:
| Komponent | Dagligen | Veckovis | Månadsvis | Kvartalsvis |
|---|---|---|---|---|
| Dielektriskt system | Kontrollera nivåer | Rena tankar | Byt ut filter | Fullständig systemspolning |
| Vajersystem | Rena guider | Kontrollera spänningen | Byt ut styrningarna | Kalibrera matningen |
| Elektronik | Visuell inspektion | Testa säkerheten | Kontrollera anslutningarna | Fullständig diagnos |
| Mekanik | Ren arbetsyta | Smörj | Justera tabellen | Kontroll av översyn |
Dokumentation och registerhållning
Att upprätthålla detaljerade underhållsregister är avgörande. På PTSMAKE dokumenterar vi:
- Alla underhållsaktiviteter
- Data om maskinens prestanda
- Mätning av detaljkvalitet
- Incidenter med stilleståndstid
- Reparationshistorik
Miljöhänsyn
Korrekt underhåll omfattar även miljöfaktorer:
- Temperaturreglering (20-25°C)
- Reglering av luftfuktighet (40-60%)
- Skydd mot damm
- Vibrationsisolering
Krav på utbildning
Effektivt underhåll kräver välutbildad personal. Viktiga utbildningsområden inkluderar:
- Grundläggande maskinanvändning
- Procedurer för felsökning
- Säkerhetsprotokoll
- Åtgärder vid nödsituationer
- Tekniker för förebyggande underhåll
Kostnadshantering
Implementering av ett strukturerat underhållsprogram hjälper till att kontrollera kostnaderna genom att:
- Minska oväntade driftstopp
- Förlänger maskinens livslängd
- Optimera användningen av förbrukningsvaror
- Förbättrad kvalitet på detaljerna
- Minimering av skrotningsfrekvensen
Genom systematiskt underhåll på PTSMAKE har vi uppnått betydande förbättringar när det gäller maskinens tillförlitlighet och skärprecision. Regelbundet underhåll säkerställer inte bara jämn prestanda utan maximerar också avkastningen på investeringen i EDM-trådskärningsteknik.
Kan EDM-trådskärning minska produktionsledtiderna för prototyptillverkning?
Har du någonsin drabbats av frustrerande förseningar i dina prototypprojekt på grund av komplexa skärningskrav? Traditionella bearbetningsmetoder har ofta svårt att hantera invecklade former och hårda material, vilket leder till förlängda produktionstider och missade deadlines. Dessa utmaningar kan ha en betydande inverkan på din produktutvecklingscykel.
EDM-trådskärning kan avsevärt minska produktionsledtiderna för prototyper med upp till 50% jämfört med konventionella bearbetningsmetoder. Tekniken möjliggör exakt skärning av komplexa former i hårda material utan mekanisk påfrestning, vilket ger snabbare iteration och utveckling av prototyper.
Förståelse för EDM-trådskärningsteknik
EDM-trådskärning, även känd som trådgnistning, är ett genombrott inom precisionstillverkning. I denna process används dielektrisk vätska9 för att underlätta kontrollerade elektriska urladdningar mellan en trådelektrod och arbetsstycket. På PTSMAKE har vi integrerat denna teknik i våra prototyptillverkningstjänster för att kunna leverera snabbare leveranstider med bibehållen exceptionell noggrannhet.
Nyckelkomponenter för EDM-trådskärning
- Tråd Elektrod
- Dielektriskt system
- Kraftgenerator
- CNC-styrsystem
- Fixering av arbetsstycke
Fördelar med snabbhet vid prototyptillverkning
Effektiviteten hos EDM-trådskärning blir särskilt tydlig när man arbetar med:
Komplexa geometrier
Traditionella bearbetningsmetoder kräver ofta flera inställningar och verktygsbyten för komplexa former. EDM-trådskärning kan skapa invecklade profiler i en enda operation, vilket avsevärt minskar ställtiden och den totala produktionstiden.
Bearbetning av hårda material
Vid bearbetning av härdat stål eller superlegeringar kan konventionella skärverktyg slitas snabbt eller gå sönder. EDM-trådskärning kringgår dessa begränsningar genom att använda elektrisk erosion i stället för mekanisk kraft.
Jämförande analys av produktionstider
| Tillverkningsmetod | Inställningstid | Skärhastighet | Efterbearbetning | Total ledtid |
|---|---|---|---|---|
| EDM-trådskärning | 1-2 timmar | 15-30 mm²/min | Minimal | 1-3 dagar |
| Traditionell fräsning | 2-4 timmar | Varierande | Omfattande | 3-7 dagar |
| Laserskärning | 1 timme | 40-60 mm²/min | Måttlig | 2-4 dagar |
Kvalitetsfördelar vid prototyptillverkning
Enhetlig ytfinish
Den kontrollerade erosionsprocessen vid EDM-trådskärning ger en jämn ytfinish, som vanligtvis uppnås:
- Ytjämnhet så låg som 0,2 μm
- Inga grader eller mekaniska påfrestningar
- Enhetlig textur över alla snittytor
Dimensionell noggrannhet
Moderna EDM-trådskärmaskiner kan uppnå:
- Positioneringsnoggrannhet på ±0,001 mm
- Tolerans för skärbredd på ±0,002 mm
- Repeterbarhet inom 0,001 mm
Överväganden om kostnadseffektivitet
Även om den initiala investeringen i utrustning för EDM-trådskärning är betydande, erbjuder tekniken flera kostnadsfördelar för prototyptillverkning:
Direkta kostnadsbesparingar
- Minskade arbetskostnader tack vare automatiserad drift
- Lägre verktygskostnader jämfört med konventionell maskinbearbetning
- Minimalt materialspill
- Minskat behov av sekundära operationer
Indirekta kostnader Förmåner
- Snabbare tid till marknaden
- Minskade iterationscykler för prototyper
- Lägre risk för fel och kassationer
- Förbättrad kapacitet för validering av konstruktioner
Applikationsspecifika fördelar
Prototyper för flyg- och rymdindustrin
Flygindustrin kräver extremt exakta komponenter med komplexa geometrier. EDM-trådskärning är utmärkt för att skapa:
- Turbinens komponenter
- Strukturella fästen
- Delar till värmeväxlare
- Precisionsmonteringsfixturer
Utveckling av medicintekniska produkter
För medicinska prototyper ger EDM-trådskärning:
- Sterila ytegenskaper
- Komplexa komponenter till kirurgiska instrument
- Delar till implantat
- Anpassade fixturkrav
Bästa praxis för optimala resultat
För att maximera fördelarna med EDM-trådskärning vid prototyptillverkning:
Optimering av design
- Beakta begränsningar i tråddiameter
- Planera för optimala skärbanor
- Inkludera lämpliga godkännanden
Val av material
- Välj lämpliga material för EDM-bearbetning
- Beakta krav på ledningsförmåga
- Ta hänsyn till variationer i materialtjocklek
Processparametrar
- Optimera skärhastigheterna för olika material
- Balansera grovbearbetning och finbearbetning
- Övervaka trådspänning och matningshastighet
Integration med andra tillverkningsprocesser
EDM-trådskärning fungerar effektivt tillsammans med:
- CNC-fräsning
- Svarvoperationer
- Värmebehandlingsprocesser
- Metoder för ytbehandling
Denna integrationsförmåga möjliggör heltäckande prototyplösningar som kombinerar styrkorna hos flera olika tillverkningsprocesser.
Hur minimerar man materialspill i EDM-trådskärningsprocesser?
Har du någonsin sett dina materialkostnader skjuta i höjden när du kör din EDM-trådskärningsverksamhet? Frustrationen över att se dyra material gå till spillo, i kombination med ökande miljöhänsyn, kan få vilken tillverkare som helst att ifrågasätta sin processeffektivitet.
Materialspill vid EDM-trådskärning kan minimeras genom strategisk placering av detaljer, optimerade skärparametrar och korrekta underhållsprocedurer. Dessa tekniker kan minska spillet med upp till 30% samtidigt som detaljkvaliteten och produktionseffektiviteten bibehålls.
Förstå källorna till materialavfall
Primära bidragsgivare till avfall
Materialspill vid EDM-trådskärning kommer huvudsakligen från tre källor:
Optimeringsstrategier för materialbesparing
Effektiv nestning av delar
Nestning av detaljer är avgörande för materialoptimering. På PTSMAKE använder vi avancerad nestningsprogramvara som tar hänsyn till:
- Delorientering
- Materialets kornriktning
- Vanliga möjligheter att kapa linjer
- Minimering av skrot
Optimering av parametrar
Följande tabell visar rekommenderade skärparametrar för olika materialtjocklekar:
| Material Tjocklek (mm) | Trådhastighet (mm/min) | Trådspänning (N) | Effektinställning (A) |
|---|---|---|---|
| 0-10 | 8-12 | 10-12 | 2-4 |
| 10-30 | 6-8 | 12-14 | 4-6 |
| 30-50 | 4-6 | 14-16 | 6-8 |
Underhåll och kvalitetskontroll
Regelbundet maskinunderhåll
Korrekt underhåll säkerställer en jämn skärprestanda:
- Daglig inspektion av trådledare
- Filterrengöring varje vecka
- Månatliga kalibreringskontroller
- Kvartalsvis förebyggande underhåll
Åtgärder för kvalitetskontroll
För att upprätthålla optimal materialanvändning:
- Regelbundna dimensionskontroller
- Övervakning av ytfinish
- Spårning av kabelförbrukning
- Analys av skrotningsgrad
Avancerade tekniker för avfallsreduktion
Vanlig linjeskärning
Denna teknik innebär:
- Delning av skärlinjer mellan delar
- Minska det totala skäravståndet
- Minimering av materialspill mellan delar
Skärning av bro
Strategier för genomförande inkluderar:
- Strategisk placering av broar
- Minimal tjocklek på bryggan
- Enkel borttagning av delar
- Minskad materialspänning
Materialval och hantering
Val av materialkvalitet
Välj lämpligt material baserat på:
- Krav för ansökan
- Överväganden om kostnader
- Bearbetningsegenskaper
- Behov av ytfinish
Förvaring och hantering
Korrekt materialhantering innebär:
- Klimatkontrollerad förvaring
- Korrekta metoder för stapling
- Regelbunden lagerrotation
- Skyddad transport
Integration av teknik
CAD/CAM-optimering
Moderna mjukvarulösningar erbjuder:
- Algoritmer för automatisk nestning
- Optimering av skärbanan
- Rapporter om materialutnyttjande
- Simuleringskapacitet
Tillämpningar för maskininlärning
Framväxande teknik ger:
- Förutseende underhåll
- Optimering av skärparametrar
- Justeringar i realtid
- Modeller för avfallsprognoser
Miljöhänsyn
Återvinningsprogram
Implementera effektiv återvinning:
- Sortering efter materialtyp
- Korrekt inneslutning
- Regelbunden insamling
- Dokumentation
Hållbara metoder
Fokusera på:
- Energieffektivitet
- Vattenbesparing
- Minskning av avfall
- Efterlevnad av miljölagstiftningen
Kostnadsanalys och ROI
Mätetal för minskning av avfall
| Förbättringsområde | Potentiella besparingar (%) | Kostnad för implementering | ROI-tidslinje |
|---|---|---|---|
| Del Nesting | 15-20 | Låg | 1-3 månader |
| Optimering av parametrar | 10-15 | Medium | 3-6 månader |
| Underhåll | 5-10 | Medium | 6-12 månader |
Implementering av bästa praxis
- Regelbunden utbildning av operatörer
- Standardiserade arbetsrutiner
- Kontrollpunkter för kvalitetskontroll
- Övervakning av prestanda
- Program för ständiga förbättringar
Framtida trender och innovationer
Nya teknologier
- AI-driven optimering
- Avancerad materialutveckling
- Förbättrade sensorsystem
- Automatiserad materialhantering
Industri 4.0-integration
- Övervakning i realtid
- Dataanalys
- Förutseende underhåll
- Anslutna system
Klicka här för att lära dig hur kerfbredden påverkar din detaljs slutliga dimensioner och noggrannhet. ↩
Klicka här för att lära dig mer om dielektriska vätskors roll för att uppnå överlägsen skärprecision vid EDM-bearbetning. ↩
Klicka för att lära dig mer om dielektriska vätskors egenskaper och deras inverkan på EDM-skärprestanda. ↩
Klicka här för att lära dig hur elektrisk ledningsförmåga påverkar EDM-skärprestanda och materialval. ↩
Klicka här för att läsa mer om dielektrisk vätskas roll för att uppnå precisionsskärningar. ↩
Klicka här för att läsa mer om val av dielektrisk vätska och dess inverkan på ytfinhetskvaliteten. ↩
Klicka här för att se hur automatisk trådspänningsreglering säkerställer optimal skärprecision. ↩
Klicka här för att läsa mer om tekniker för konduktivitetsmätning för optimal EDM-prestanda. ↩
Klicka här för att läsa mer om hur dielektrisk vätska förbättrar skärprecisionen och hastigheten i EDM-processer. ↩
Klicka här för att läsa mer om tekniker för optimering av spårvidden för maximal materialeffektivitet. ↩






