

Har du någonsin fått en maskinbearbetad axel som inte riktigt passade in i din montering? Det är frustrerande när felaktiga dimensioner orsakar förseningar och omarbetningar. Jag har sett många ingenjörer kämpa med dåligt bearbetade axlar som leder till förtida slitage och fel på utrustningen.
En axel inom maskinbearbetning är en cylindrisk komponent som är utformad för att överföra kraft och rotationsrörelse i mekaniska system. Den tillverkas vanligtvis genom svarvning i en svarv, där material avlägsnas för att uppnå specifika diametrar, längder och ytfinish.

Jag har hjälpt många kunder att optimera sina axelkonstruktioner och tillverkningsprocesser. De viktigaste aspekterna vi måste ta hänsyn till är materialval, toleranskrav och specifikationer för ytfinish. Låt mig dela med mig av några viktiga insikter om axelbearbetning som hjälper dig att undvika vanliga fallgropar.
Vad finns det för olika typer av axlar?
Har du någonsin funderat på hur många olika axlar som finns i mekaniska system? Många ingenjörer står inför denna utmaning när de ska välja rätt axel för sina projekt och upptäcker ofta att fel typ kan leda till kostsamma fel och ineffektivitet i systemet.
En axel är ett roterande maskinelement som överför kraft från en komponent till en annan. Det finns olika typer av axlar, t.ex. drivaxlar, transmissionsaxlar, motaxlar och spindelaxlar, som alla är utformade för specifika applikationer och belastningskrav.

Förståelse av axelklassificeringar
Baserat på kraftöverföringsmetod
Kraftöverföringsaxlar kan kategoriseras i flera olika typer baserat på hur de överför kraft:
Kraftöverföringsaxlar
Dessa axlar överför kraft mellan källan och den maskin som tar upp kraften. Det vanligaste exemplet är den axel som förbinder en elmotor med en växellåda. Vid konstruktionen av transmissionsaxlar ligger fokus på både vridhållfasthet och styvhet.
Spindelaxlar
Spindelaxlar är vanliga i verktygsmaskiner och är en viktig komponent som håller skärverktyget eller arbetsstycket. På PTSMAKE tillverkar vi ofta spindelaxlar med hög precision för CNC-maskiner, där utbrytning1 tolerans är avgörande för att uppnå korrekta bearbetningsresultat.
Drivaxlar
Dessa axlar överför kraft från en plats till en annan, ofta i en vinkel. Drivaxlar i bilar är perfekta exempel, eftersom de kopplar ihop växellådan med differentialen.
Baserat på form och design
Olika axelformer tjänar olika syften:
| Form Typ | Egenskaper | Vanliga tillämpningar |
|---|---|---|
| Rak | Genomgående jämn diameter | Allmän kraftöverföring |
| Stegad | Sektioner med flera diametrar | Verktygsmaskiner, kugghjulsmonteringar |
| Splines | Utvändiga eller invändiga spår | Transmissioner för bilar |
| Ihålig | Rörformad konstruktion | Lättviktsapplikationer |
Överväganden om materialval
Valet av axelmaterial påverkar prestandan avsevärt:
Axlar av kolstål
- AISI 1040-1050: Tillämpningar med måttlig hållfasthet
- AISI 4140-4150: Högre krav på hållfasthet
- AISI 8620: Sätthärdade applikationer
Axlar av rostfritt stål
Enligt min erfarenhet på PTSMAKE rekommenderar vi ofta axlar av rostfritt stål för:
- Korrosiva miljöer
- Utrustning för livsmedelsbearbetning
- Medicintekniska produkter
- Marina tillämpningar
Lastbärande egenskaper
Att förstå lasttyper är avgörande för axelkonstruktionen:
Vridbelastningar
- Primärt övervägande vid kraftöverföring
- Påverkar beräkningar av axeldiametern
- Kräver noggrann analys av materialets hållfasthet
Böjande belastningar
- Skapas av tvärgående krafter
- Påverkas av axellängd och stöd
- Kritisk vid bestämning av axelns nedböjning
Kombinerade laster
De flesta verkliga tillämpningar omfattar både vrid- och böjbelastningar, vilket kräver omfattande konstruktionsöverväganden.
Tillverkningsmetoder
På PTSMAKE använder vi oss av olika tillverkningstekniker:
CNC-svarvning
- Exakt diameterkontroll
- Utmärkt ytfinish
- Komplexa profilfunktioner
Slipning
- För krav på hög precision
- Efterbehandling efter värmebehandling
- Uppnående av snäva toleranser
Värmebehandling
- Härdning av ytor
- Förbättring av bålstyrkan
- Förbättrad slitstyrka
Åtgärder för kvalitetskontroll
Viktiga kvalitetskontroller inkluderar:
Dimensionell inspektion
- Mätning av diameter
- Verifiering av utrullning
- Bekräftelse av längd
Materialprovning
- Hårdhetsprovning
- Inspektion av ytfinish
- Icke-förstörande provning vid behov
Applikationsspecifika överväganden
Olika industrier kräver specifika axelegenskaper:
Flyg- och rymdindustrin
- Lättviktsmaterial
- Högt förhållande mellan styrka och vikt
- Strikta kvalitetskrav
Fordon
- Hållbarhet under varierande belastningar
- Kostnadseffektiva lösningar
- Förmåga till massproduktion
Industriella maskiner
- Tunga tillämpningar
- Lång livslängd
- Överväganden om underhåll
Genom dessa omfattande klassificeringar och överväganden kan ingenjörer bättre förstå och välja lämplig axeltyp för sina specifika applikationer. På PTSMAKE har vi utvecklat expertis inom tillverkning av olika axeltyper, vilket säkerställer optimal prestanda i olika branscher och applikationer.
Vad är en axel konstruerad för?
Har du någonsin undrat varför vissa mekaniska komponenter går sönder oväntat och orsakar kostsamma driftstopp och reparationer? Kärnan i detta problem ligger ofta i missförstånd av axelns konstruktionskrav, vilket leder till förtida slitage, oväntade haverier och minskad effektivitet i utrustningen.
En axel är ett roterande maskinelement som är konstruerat för att överföra kraft och vridmoment mellan olika mekaniska komponenter. Den fungerar som ett viktigt stöd för roterande element som kugghjul, remskivor och svänghjul samtidigt som den upprätthåller korrekt inriktning och bär belastningar under drift.

Förståelse av grundläggande axelfunktioner
Kraftöverföring
En axels primära funktion är att överföra kraft från en punkt till en annan. Detta innebär hantering av olika typer av laster, inklusive:
- Vridbelastningar från roterande rörelse
- Böjbelastningar från anslutna komponenter
- Axiella belastningar från tryckkrafter
- Kombinerade belastningar under drift
Axelns förmåga att hantera dessa belastningar beror på dess spänningsfördelning2 mönster och materialegenskaper.
Lastbärande förmåga
Axlar måste bära olika mekaniska element samtidigt som de bibehålls:
- Korrekt inriktning
- Rotationsstabilitet
- Minimal nedböjning
- Strukturell integritet
Designöverväganden för optimal prestanda
Val av material
Valet av material har en betydande inverkan på axelns prestanda. Här är en jämförelse av vanliga skaftmaterial:
| Materialtyp | Fördelar | Bästa applikationer |
|---|---|---|
| Kolstål | Kostnadseffektiv, god hållfasthet | Maskiner för allmänt bruk |
| Legerat stål | Högre hållfasthet, bättre slitstyrka | Tung utrustning |
| Rostfritt stål | Korrosionsbeständig, ren drift | Livsmedelsbearbetning, kemisk industri |
| Verktygsstål | Utmärkt slitstyrka | Maskiner med hög precision |
Geometriska egenskaper
Axelns geometri spelar en avgörande roll för dess funktionalitet:
Variationer i diameter
- Stegade sektioner för komponentmontering
- Gradvisa övergångar för att minimera spänningskoncentrationen
- Optimal dimensionering för lastfördelning
Egenskaper på ytan
- Nyckelöppningar för fastsättning av komponenter
- Splines för överföring av vridmoment
- Gängsektioner för infästning
Kritiska hastighetsöverväganden
När vi konstruerar axlar måste vi ta hänsyn till:
- Driftshastigheter
- Naturliga frekvenser
- Vibrationsegenskaper
- Krav på dynamisk balans
Tillverkningsaspekter
På PTSMAKE lägger vi stor vikt vid exakt bearbetningsteknik för att säkerställa axelns kvalitet:
Krav på precisionsbearbetning
Dimensionell noggrannhet
- Typiska toleranser: ±0,001 tum för kritiska detaljer
- Krav på ytfinhet: 32-63 mikrominch
- Rundhetskontroll inom 0,0005 tum
Ytbehandling
- Värmebehandling för förbättrad hållfasthet
- Ythärdning för slitstyrka
- Beläggningsapplikationer för specifika miljöer
Åtgärder för kvalitetskontroll
Inspektionsförfaranden
- Dimensionell verifiering
- Mätning av rundgång
- Certifiering av material
- Hårdhetsprovning
Krav på dokumentation
- Tillverkningsritningar
- Inspektionsrapporter
- Materialcertifikat
- Register över värmebehandling
Applikationsspecifika överväganden
Olika industrier kräver specialiserade axelkonstruktioner:
Tillämpningar inom fordonsindustrin
- Höghastighetsdrift
- Varierande belastningsförhållanden
- Strikta krav på balans
- Hållbarhetsstandarder
Industriella maskiner
- Kontinuerlig drift
- Tung lastkapacitet
- Tillgänglighet för underhåll
- Miljöhänsyn
Precisionsutrustning
- Höga krav på noggrannhet
- Minimala vibrationer
- Särskilda materialbehov
- Kritisk ytfinhet
Underhåll och driftsäkerhet
För att säkerställa långsiktig prestanda:
Regelbundet inspektionsschema
- Visuella kontroller för slitage
- Verifiering av uppriktning
- Övervakning av lagrens skick
- Vibrationsanalys
Förebyggande underhåll
- Krav på smörjning
- Intervall för byte av komponenter
- Övervakning av prestanda
- Dokumentationsrutiner
Med rätt konstruktion, tillverkning och underhåll kan axlar ge tillförlitlig service under hela sin avsedda livscykel. Nyckeln är att förstå de specifika applikationskraven och implementera lämpliga designfunktioner för att uppfylla dessa behov.
Var används axlar?
Har du någonsin undrat varför axlar verkar finnas överallt i mekaniska system? Från bilens drivlina till industriella maskiner spelar dessa till synes enkla komponenter avgörande roller, men många ingenjörer kämpar med att identifiera de optimala applikationerna för olika axeltyper.
Axlar är viktiga mekaniska komponenter som används i roterande utrustning för att överföra kraft och rörelse. De finns i fordonsväxellådor, industrimaskiner, kraftgenereringsutrustning, verktygsmaskiner och i många andra applikationer där det krävs roterande rörelse eller kraftöverföring.

Vanliga användningsområden för axlar
Fordonsindustrin
Inom fordonsindustrin används axlar i stor utsträckning i olika komponenter. Drivaxlar överför kraft från motorn till hjulen, medan kamaxlar styr ventiltiderna i motorerna. På PTSMAKE har jag bearbetat otaliga precisionsaxlar för fordonstillämpningar, där vridstyvhet3 är avgörande för optimal prestanda.
Industriella maskiner
Tillverkningsutrustning är i hög grad beroende av axelsystem. Transportörsystem, pumpar och industriella blandare innehåller alla olika typer av axlar. Dessa komponenter kräver ofta specifika materialegenskaper och exakta dimensionstoleranser för att fungera korrekt.
Kraftgenerering
I kraftverk spelar axlar en viktig roll i turbiner och generatorer. Dessa applikationer kräver extremt hög precision på grund av de höga hastigheterna och belastningarna. Axlarna måste vara perfekt balanserade och uppriktade för att förhindra vibrationer och säkerställa effektiv kraftproduktion.
Olika typer av axlar baserade på användningsområden
| Typ av axel | Primär användning | Viktiga egenskaper |
|---|---|---|
| Drivaxlar | Kraftöverföring | Hög vridmomentkapacitet, balanserad design |
| Motaxlar | Ändring av hastighet/riktning | Kompakt montering av flera växlar |
| Splines-axlar | Kraftöverföring med variabelt läge | Förbättrad vridmomentskapacitet och glidförmåga |
| Flexibla axlar | Kraftöverföring i icke-linjära banor | Böjbar, bibehåller vridmomentkapacitet |
Tillämpningar inom flyg- och rymdindustrin
Flyg- och rymdindustrin kräver några av de mest exakta axelapplikationerna. Dessa komponenter måste vara lätta men ändå otroligt starka, ofta bearbetade i exotiska material som titanlegeringar. Vår CNC-bearbetningskapacitet på PTSMAKE är särskilt lämpad för dessa högprecisionskrav.
Kritiska designöverväganden
Val av material
Valet av material har stor betydelse för axelns prestanda:
- Kolstål: Vanligt i allmänna tillämpningar
- Rostfritt stål: Korrosionsbeständiga miljöer
- Legerat stål: Tillämpningar med hög påfrestning
- Titan: Flyg- och rymdtillämpningar samt lättviktstillämpningar
Krav på ytfinish
Ytfinishen spelar en avgörande roll för axelns prestanda:
- Löpytor kräver specifika värden för ytjämnhet
- Lagersäten kräver exakt dimensionell kontroll
- Ytbehandling kan vara nödvändig för slitstyrka
Tillverkningsmetoder
CNC-svarvning
Moderna CNC-svarvningscentraler erbjuder överlägsen precision för axeltillverkning. Denna process möjliggör:
- Snäva toleranser (ofta inom ±0,001")
- Utmärkt ytfinish
- Komplex integrering av funktioner
- Hög produktionseffektivitet
Slipning
Efterbearbetande slipning säkerställer ofta:
- Överlägsen ytfinish
- Exakt diameterkontroll
- Förbättrad rundhet
- Förbättrad slitstyrka
Åtgärder för kvalitetskontroll
Inspektionsmetoder
Kvalitetskontroll för axlar inkluderar:
- Dimensionell verifiering
- Kontroll av rundhet
- Mätning av ytfinhet
- Provning av materialets hårdhet
- Verifiering av rakhet
Applikationsspecifika krav
Höghastighetsapplikationer
Höghastighetsaxlar kräver särskild hänsyn:
- Dynamisk balansering
- Val av specialmaterial
- Exakta funktioner för uppriktning
- Specifika krav på ytfinish
Användningsområden för tunga fordon
För krävande användning:
- Förbättrade materialegenskaper
- Större säkerhetsfaktorer
- Speciell värmebehandling
- Ytterligare ythärdning
Framtida trender inom axelapplikationer
Utvecklingen av axelapplikationer fortsätter med:
- Integration av smarta sensorer
- Användning av avancerade material
- Förbättrade ytbehandlingar
- Förbättrad designoptimering
- Integration med IoT-system
Genom vår erfarenhet på PTSMAKE har vi observerat en ökande efterfrågan på precisionsbearbetade axlar inom olika branscher. Vår avancerade CNC-bearbetning gör det möjligt för oss att uppfylla dessa nya krav samtidigt som vi upprätthåller de högsta kvalitetsstandarderna.
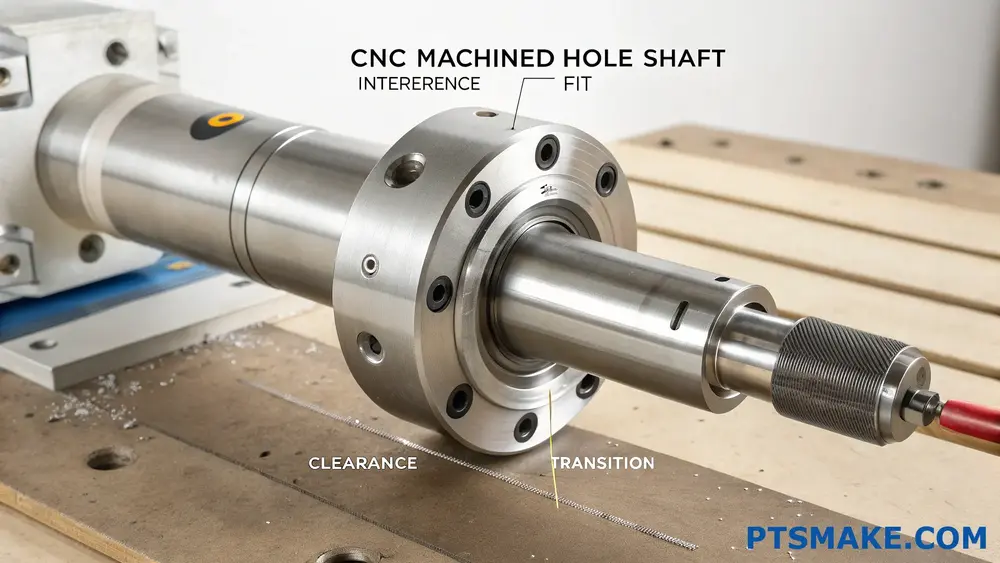
Hur gör man hålaxelpassning för CNC-bearbetning?
Har du någonsin ställts inför den frustrerande utmaningen med felaktiga hål-axelpassningar i dina bearbetningsprojekt? Huvudvärken med delar som inte går att montera ordentligt, eller ännu värre, komponenter som slits ut i förtid på grund av felaktig montering kan vara en kostsam mardröm.
Förståelse för hål-axelpassning vid CNC-bearbetning är avgörande för att uppnå exakt komponentmontering. Det innebär att välja rätt toleransklass och säkerställa korrekt dimensionering för att skapa funktionella mekaniska anslutningar mellan passande delar.
Förståelse av toleransklasser
Grunden för framgångsrika hål-axelpassningar ligger i att förstå toleransklasserna. Dessa standardiserade klassificeringar hjälper till att säkerställa konsekvent dimensionell metrologi4 i alla tillverkningsprocesser. På PTSMAKE följer vi både ISO- och ANSI-standarder för att upprätthålla global kompatibilitet.
Vanliga toleransklasser för hål:
| Tolerans Klass | Typisk tillämpning | Noggrannhetsnivå |
|---|---|---|
| H7 | Allmänna maskiner | Standard precision |
| H6 | Precisionsutrustning | Hög precision |
| H5 | Instrumentdelar | Mycket hög precision |
Vanliga toleransklasser för axlar:
| Tolerans Klass | Typisk tillämpning | Noggrannhetsnivå |
|---|---|---|
| f7 | Skjutbara passningar | Standard precision |
| h6 | Plats passar | Hög precision |
| k6 | Lätt press passar | Interferenspassning |
Typer av passningar och deras tillämpningar
Avstånd Passar
Dessa passningar ger utrymme mellan axeln och hålet, vilket möjliggör rörelse. Jag rekommenderar spelpassningar för komponenter som behöver monteras och demonteras regelbundet, t.ex. lager eller bussningar som kräver smörjning.
Passform för övergång
Övergångspassningar ger minimalt spel eller liten interferens. De är idealiska för delar som behöver exakt positionering men som ibland kan demonteras. Våra kunder använder ofta dessa passningar för lokaliseringsstift och semi-permanenta monteringar.
Interferens passar
Dessa anslutningar, som även kallas presspassningar, skapar ett starkt band mellan komponenterna. På PTSMAKE kontrollerar vi noggrant bearbetningsprocessen för att uppnå den exakta interferens som krävs för permanenta monteringar.
Kritiska faktorer vid tillverkning av hål-axelpassning
Krav på ytfinish
Ytfinishen påverkar passformens kvalitet avsevärt. Här är vad vi anser:
- Ra-värde för glidande passningar: 0,8-1,6 µm
- Ra-värde för interferenspassningar: 0,4-0,8 µm
- Ytmönsterorientering för optimal prestanda
Materialöverväganden
Olika material kräver olika tillvägagångssätt:
- Termiska expansionskoefficienter
- Materialets hårdhet och slitstyrka
- Miljöfaktorer som påverkar passformens stabilitet
Bästa praxis för CNC-bearbetning Passar
Planering av förproduktion
- Granska tekniska ritningar noggrant
- Verifiera toleransnivåer
- Beakta termiska effekter under bearbetningen
Styrning av tillverkningsprocesser
- Regelbunden övervakning av verktygsslitage
- Temperaturkontrollerad miljö
- Verifiering av mätningar under processens gång
Verifiering av kvalitet
- Använda precisionsmätinstrument
- Dokumentera alla kritiska dimensioner
- Utföra monteringstester när så är tillämpligt
Gemensamma utmaningar och lösningar
Temperaturpåverkan
Temperaturvariationer kan påverka passformens noggrannhet avsevärt. Vi håller en strikt temperaturkontroll i vår tillverkningsanläggning för att säkerställa konsekventa resultat.
Kompensering av verktygsslitage
Regelbunden övervakning av verktygets skick och kompensationsjusteringar bidrar till att bibehålla noggrannheten under hela produktionskörningen.
Materialspecifika utmaningar
Olika material innebär unika utmaningar:
- Aluminium: Hänsyn till termisk expansion
- Stål: Hantering av verktygsslitage
- Plast: Kontroll av dimensionsstabilitet
Mät- och verifieringsmetoder
Val av mätverktyg
| Verktygstyp | Tillämpning | Noggrannhetsnivå |
|---|---|---|
| Mikrometrar | Yttre mått | ±0,001 mm |
| Borrmätare | Invändiga mått | ±0,002 mm |
| CMM | Komplexa geometrier | ±0,001 mm |
Procedurer för kvalitetskontroll
- Första artikelinspektionen
- Regelbundna kontroller under processens gång
- Slutlig dimensionell verifiering
- Passformstestning i tillämpliga fall
Strategier för kostnadsoptimering
Tänk på dessa kostnadsbesparande metoder när du utformar hål-axelpassningar:
- Välj lämpliga toleransklasser baserat på funktionella krav
- Optimera bearbetningssekvenser
- Använd standardstorlekar där så är möjligt
- Överväg alternativa tillverkningsmetoder
Felsökningsguide
Vanliga problem och lösningar:
- Inkonsekventa passningar: Kontrollera maskinens kalibrering
- Dålig ytfinhet: Se över skärparametrarna
- Variationer i storlek: Övervaka miljöförhållandena
- Monteringssvårigheter: Verifiera mätutrustningens kalibrering
Hur konstruerar man en axel inom maskinkonstruktion?
Har du någonsin kämpat med felaktiga axelkonstruktioner som lett till kostsamma maskinhaverier? Eller har du kanske stött på utmaningar när det gäller att hitta rätt material och dimensioner för dina axelkomponenter? Dessa problem kan förvandla en till synes enkel konstruktionsuppgift till ett komplext ingenjörspussel.
En välkonstruerad axel kräver noggrant övervägande av belastningsförhållanden, materialval och måttnoggrannhet. Konstruktionsprocessen omfattar analys av spänningsfördelning, beräkning av säkerhetsfaktorer och säkerställande av korrekt uppriktning mot passande komponenter samtidigt som specifika applikationskrav uppfylls.

Förståelse för viktiga designparametrar
Belastningsanalys
Det första steget i konstruktionen av en axel är att förstå de olika belastningar som den kommer att utsättas för. Under mitt arbete på PTSMAKE har jag lärt mig att en omfattande belastningsanalys är avgörande för tillförlitliga axelprestanda. Detta inkluderar:
- Vridbelastningar från kraftöverföring
- Böjmoment från tvärgående krafter
- Axiella belastningar från tryckkrafter
- Kombinerade påkänningar från flera olika belastningstyper
Kriterier för materialval
Materialvalet spelar en avgörande roll för axelns prestanda. Materialet måste ha tillräcklig sträckgräns5 och andra viktiga egenskaper:
| Fastighet | Betydelse | Gemensamma krav |
|---|---|---|
| Draghållfasthet | Hög | 350-1000 MPa |
| Utmattningshållfasthet | Kritisk | >107 cykler |
| Hårdhet | Måttlig | 150-300 HB |
| Bearbetbarhet | Viktigt | Bra till utmärkt |
Designöverväganden för olika applikationer
Industriella maskiner
För industriella tillämpningar rekommenderar jag att man fokuserar på:
- Krav på styvhet
- Miljöfaktorer
- Tillgänglighet för underhåll
- Överväganden om kostnader
Precisionsutrustning
Tänk på detta när du konstruerar axlar för precisionsutrustning:
- Dimensionell stabilitet
- Krav på ytfinish
- Egenskaper för termisk expansion
- Behov av vibrationsdämpning
Kritiska designelement
Spänningskoncentration
Viktiga områden som kräver uppmärksamhet är bland annat:
- Nyckelvägar och splines
- Filéer av axel
- Groove-platser
- Tråddetaljer
Specifikationer för storlek och tolerans
| Funktion | Typisk tolerans | Anteckningar |
|---|---|---|
| Diameter | ±0,025 mm | Kritiska ytor |
| Rundhet | 0,01 mm | Löpytor |
| Koncentricitet | 0,02 mm | Flera diametrar |
| Ytfinish | Ra 0,4-1,6 | Lastbärande områden |
Överväganden om tillverkning
Val av bearbetningsprocess
På PTSMAKE har vi förfinat våra tillverkningsprocesser för axlar för att säkerställa optimala resultat:
- CNC-svarvning för primär formning
- Slipning för exakta ytor
- Tidpunkt för värmebehandling
- Metoder för ytbehandling
Åtgärder för kvalitetskontroll
Viktiga kvalitetskontroller inkluderar:
- Dimensionell verifiering
- Certifiering av material
- Hårdhetsprovning
- Inspektion av ytfinish
- Mätning av rundgång
Tips för designoptimering
Strategier för kostnadsbesparingar
- Standardisera dimensioner där så är möjligt
- Minimera komplexa funktioner
- Överväg tillverkningskapacitet
- Använd lättillgängliga material
Förbättring av prestanda
För att maximera axelns prestanda:
- Optimera spänningsfördelningen
- Implementera lämpliga säkerhetsfaktorer
- Beakta kraven på dynamisk balansering
- Planera för korrekt smörjning
Riktlinjer för genomförande
Krav på dokumentation
Korrekt dokumentation bör inkludera:
- Detaljerade ritningar med toleranser
- Materialspecifikationer
- Krav på ytfinish
- Parametrar för värmebehandling
- Monteringsanvisningar
Testprotokoll
Före slutligt godkännande:
- Statisk belastningsprovning
- Dynamisk kontroll av balansen
- Dimensionell verifiering
- Bekräftelse av materialegenskaper
- Kontroll av monteringens passform
Underhåll och livslängd
Förebyggande underhåll
Regelbundet underhåll bör fokusera på:
- Övervakning av lagrens skick
- Kontroll av uppriktning
- Smörjningsschema
- Kontroll av slitage
- Vibrationsanalys
Överväganden om livscykeln
Design för optimal livslängd genom:
- Förutse förslitningsmönster
- Planering för utbyten
- Beaktande av miljöfaktorer
- Implementering av skyddsfunktioner
Framgången för axeldesign ligger i den noggranna balansen mellan dessa olika element. På PTSMAKE har vi konsekvent uppnått utmärkta resultat genom att följa dessa riktlinjer och samtidigt upprätthålla en nära kommunikation med våra kunder under hela konstruktions- och tillverkningsprocessen. Detta omfattande tillvägagångssätt säkerställer att våra axelkonstruktioner uppfyller både omedelbara prestandakrav och långsiktiga tillförlitlighetsmål.
Vilka material är bäst lämpade för axelbearbetning i miljöer med höga påfrestningar?
Har du någonsin ställts inför en situation där dina axelkomponenter oväntat gått sönder under hög belastning? Konsekvenserna kan vara förödande - från kostsamma driftstopp till potentiella säkerhetsrisker. Många ingenjörer kämpar med att välja rätt material som klarar extrema förhållanden och samtidigt bibehåller precisionen.
För högbelastade axelbearbetningsapplikationer är legerade stål som 4140 och 4340 optimala val tack vare deras utmärkta kombination av styrka, seghet och bearbetbarhet. Dessa material erbjuder överlägsen utmattningsbeständighet och kan bibehålla dimensionsstabiliteten under extrema förhållanden.

Förstå materialegenskaper för axlar med höga påfrestningar
När man väljer material för axelbearbetning i miljöer med höga påfrestningar måste man ta hänsyn till flera kritiska egenskaper. Materialet måste ha tillräcklig sträckgräns6 och samtidigt bibehålla god bearbetbarhet. På PTSMAKE utvärderar vi noggrant dessa egenskaper för att säkerställa optimal prestanda:
Viktiga materialegenskaper för axelapplikationer
| Fastighet | Beskrivning | Betydelse |
|---|---|---|
| Draghållfasthet | Motståndskraft mot brott under spänning | Avgörande för lastbärande kapacitet |
| Hårdhet | Motståndskraft mot ytdeformation | Påverkar slitstyrkan |
| Utmattningshållfasthet | Förmåga att motstå cyklisk belastning | Förhindrar förtida fel |
| Bearbetbarhet | Enkel borttagning av material | Påverkar tillverkningskostnaden |
De bästa materialvalen för axlar med hög belastning
1. Legerat stål 4140
Detta material erbjuder en utmärkt balans mellan styrka och seghet. Dess innehåll av krom och molybden ger:
- Förbättrad härdbarhet
- God slitstyrka
- Utmärkt utmattningshållfasthet
- Överlägsen vridhållfasthet
2. Legerat stål 4340
4340 är ett förstklassigt val för applikationer med hög påfrestning:
- Högre hållfasthet än 4140
- Bättre slagtålighet
- Överlägsna utmattningsegenskaper
- Utmärkt djuphärdningsförmåga
3. Rostfritt stål 17-4 PH
För korrosiva miljöer erbjuder detta utskiljningshärdande rostfria stål:
- Exceptionell korrosionsbeständighet
- Hög hållfasthet
- God dimensionsstabilitet
- Utmärkta slitageegenskaper
Överväganden om materialval
Faktorer i driftsmiljön
Driftsmiljön påverkar materialvalet i hög grad:
- Temperaturvariationer
- Exponering för frätande ämnen
- Förekomst av smörjmedel
- Luftfuktighetsnivåer i omgivningen
Lastkarakteristik
Att förstå belastningsmönster är avgörande:
- Statisk kontra dynamisk belastning
- Frekvens för belastning av slag
- Krav på vridningsspänning
- Hänsyn till böjmoment
Överväganden om tillverkning
Tillverkningsprocessen spelar en viktig roll för att uppnå önskade egenskaper:
Alternativ för värmebehandling
| Typ av behandling | Fördelar | Tillämpningar |
|---|---|---|
| Släckning | Ökar hårdheten | Områden med hög slitstyrka |
| Härdning | Förbättrar segheten | Slagtåliga delar |
| Normalisering | Förbättrar bearbetbarheten | Allmänt ändamål |
Krav på ytfinish
Olika applikationer kräver specifika ytbehandlingar:
- Markytor för lagerpassningar
- Polerade ytor för tätningsområden
- Grovare ytor för bättre smörjförmåga
Kostnads-effektivitetsanalys
Tänk på detta när du väljer material:
- Kostnader för råmaterial
- Bearbetningstid och komplexitet
- Krav på värmebehandling
- Förväntad livslängd
- Behov av underhåll
På PTSMAKE hjälper vi våra kunder att balansera dessa faktorer för att uppnå optimal kostnadseffektivitet utan att kompromissa med prestandan. Vår erfarenhet av axelbearbetning gör att vi kan rekommendera material som ger det bästa värdet för specifika applikationer.
Åtgärder för kvalitetskontroll
För att säkerställa konsekvent prestanda:
- Verifiering av materialcertifiering
- Hårdhetsprovning på flera punkter
- Icke-förstörande provning vid behov
- Verifiering av dimensionell noggrannhet
- Mätning av ytfinhet
Framtida trender inom axelmaterial
Branschen genomgår flera utvecklingar:
- Avancerade kompositmaterial
- Lösningar med hybridmaterial
- Innovationer inom ytbehandling
- Smarta material med övervakningsmöjligheter
Hur säkerställer man precision och kvalitet i bearbetningsprocesser för axlar?
Har du någonsin fått axlar som inte uppfyllt dina specifikationer, vilket lett till monteringsproblem eller projektförseningar? Det är frustrerande när bearbetade axlar har inkonsekventa mått eller dålig ytfinish, särskilt när dessa problem inte upptäcks förrän vid slutmonteringen.
Kvalitetskontroll vid axelbearbetning kräver ett systematiskt tillvägagångssätt som kombinerar korrekta verktyg, exakta mätningar och strikta inspektionsprotokoll. Genom att genomföra omfattande kvalitetssäkringsåtgärder under hela tillverkningsprocessen kan tillverkarna konsekvent producera axlar med hög precision som uppfyller exakta specifikationer.

Förstå kritiska kvalitetsparametrar
Dimensionell noggrannhet
Att bibehålla snäva toleranser är avgörande för axeltillverkning. På PTSMAKE fokuserar vi på att uppnå toleranser så exakta som ±0,005 mm för kritiska dimensioner. Denna noggrannhetsnivå säkerställer korrekt passform och funktion i sammansättningar. De viktigaste faktorerna som påverkar dimensionell noggrannhet inkluderar:
- Kalibrering av verktygsmaskiner
- Temperaturreglering under maskinbearbetning
- Kompensation för verktygsslitage
- Korrekt uppspänning av arbetsstycket
Krav på ytans kvalitet
Ytfinishen har en direkt inverkan på axelns prestanda och livslängd. För ytjämnhet7 Kraven varierar normalt beroende på tillämpning:
| Tillämpningstyp | Ra-värde (μm) | Vanlig användning |
|---|---|---|
| Allmänt ändamål | 1.6 - 3.2 | Grundläggande kraftöverföring |
| Precision | 0.4 - 1.6 | Motoraxlar |
| Hög precision | 0.1 - 0.4 | Komponenter för flyg- och rymdindustrin |
Åtgärder för processtyrning
Materialval och verifiering
Rätt materialval är grundläggande för axelns kvalitet. Vi implementerar:
- Verifiering av materialcertifiering
- Hårdhetsprovning före maskinbearbetning
- Analys av kornstruktur vid behov
- Bekräftelse av kemisk sammansättning
Optimering av bearbetningsparametrar
Följande parametrar kräver noggrann kontroll:
Skärhastighet
- Anpassning till materialegenskaper
- Beakta krav på ytfinish
- Redogör för optimering av verktygens livslängd
Matningshastighet
- Balans mellan produktivitet och ytkvalitet
- Anpassa för olika operationer
- Övervaka skärkrafterna
Skärdjup
- Kontroll av termiska effekter
- Bibehålla dimensionell stabilitet
- Optimera för verktygets livslängd
Protokoll för kvalitetsinspektion
Inspektion under processens gång
Regelbundna kontroller under bearbetningen hjälper till att förebygga defekter:
- Dimensionell verifiering i kritiska skeden
- Övervakning av ytjämnhet
- Mätning av rundhet
- Kontroll av verktygsslitage
Metoder för slutbesiktning
Vi använder omfattande tekniker för slutbesiktning:
Geometriska egenskaper
- Mätning av rakhet
- Kontroll av rundhet
- Kontroll av koncentricitet
Ytans kvalitet
- Visuell inspektion
- Mätning av ytjämnhet
- Detektering av materialdefekter
Avancerade tekniker för kvalitetssäkring
Statistisk processtyrning
Implementering av SPC bidrar till att upprätthålla en jämn kvalitet:
| Kontrollaspekt | Övervakningsmetod | Tröskelvärde för åtgärder |
|---|---|---|
| Variation i diameter | X-bar-diagram | ±2σ |
| Ytfinish | Individuella värdekartor | Övre styrgräns |
| Verktygsslitage | Kör diagram | Tröskelvärde för verktygslivslängd |
Dokumentation och spårbarhet
Genom att föra detaljerade register säkerställs en jämn kvalitet:
- Certifieringar av material
- Processparametrar
- Resultat av inspektion
- Rapporter om avvikelser
- Korrigerande åtgärder vidtagna
Miljökontroller
Temperaturkontroll spelar en avgörande roll vid precisionsbearbetning:
Miljö på verkstadsgolvet
- Temperatur: 20°C ±1°C
- Luftfuktighet: 45-55%
- Luftfiltrering
- Vibrationsisolering
Stabilisering av material
- Temperaturutjämning före maskinbearbetning
- Korrekta förvaringsförhållanden
- Hanteringsrutiner
Ständiga förbättringar
Vårt åtagande för kvalitet innebär:
Regelbundna processrevisioner
- Månatliga utvecklingssamtal
- Kontroll av utrustningens kalibrering
- Bedömning av operatörsutbildning
Tekniska uppdateringar
- Nya mätmetoder
- Avancerade skärverktyg
- Möjligheter till processautomatisering
Strategier för att förebygga problem
För att upprätthålla en jämn kvalitet:
Förebyggande underhåll
- Regelbunden kalibrering av maskinen
- Övervakning av verktygens skick
- Underhåll av kylvätskesystem
Driftstandarder
- Detaljerade arbetsinstruktioner
- Kontrollpunkter för kvalitet
- Utbildningsprogram för operatörer
På PTSMAKE har vi integrerat dessa kvalitetskontrollåtgärder i våra processer för axelbearbetning, vilket resulterar i en defektfrekvens under 0,1% och en kundnöjdhet som överstiger 98%. Vårt systematiska tillvägagångssätt säkerställer att varje axel uppfyller eller överträffar specifikationerna, vilket ger tillförlitlig prestanda i våra kunders applikationer.
Vilka ytbehandlingar förbättrar hållbarheten vid bearbetning av axlar?
Har du någonsin fått axelkomponenter som gick sönder i förtid trots att de uppfyllde alla måttspecifikationer? Det är frustrerande när ytförstöring leder till att en komponent går sönder, särskilt när bearbetningsprocessen verkade perfekt. Den här utmaningen kan få allvarliga konsekvenser för din produkts tillförlitlighet och underhållskostnader.
Ytbehandlingar av maskinbearbetade axlar är avgörande för att öka hållbarheten. Viktiga metoder är nitrering, uppkolning, induktionshärdning och förkromning. Dessa processer skapar hårdare, slitstarka ytor samtidigt som axelns kärnegenskaper bibehålls, vilket avsevärt förlänger komponentens livslängd och prestanda.

Grundläggande förståelse för ytbehandling
När det gäller axelbearbetning är ytbehandling inte bara ett valfritt steg - det är en avgörande process som avgör komponentens livslängd. Det primära målet är att förbättra ytegenskaperna samtidigt som kärnmaterialets egenskaper bibehålls. På PTSMAKE har vi förfinat våra ytbehandlingsprocesser för att säkerställa optimala resultat för olika applikationer.
Olika typer av ytbehandlingar
Termiska behandlingar
- Induktionshärdning: Skapar ett hårt yttre skikt samtidigt som kärnan förblir relativt formbar
- Sätthärdning8: Skapar ett hårt ytskikt genom diffusion av kol
- Flamhärdning: Ger lokaliserad ythärdning för specifika slitageområden
Kemiska behandlingar
| Typ av behandling | Fördelar | Typiska tillämpningar |
|---|---|---|
| Nitrering | Hög ythårdhet, förbättrad slitstyrka | Kugghjulsaxlar, vevaxlar |
| Karburering | Förbättrad utmattningshållfasthet och slitstyrka | Drivaxlar, kamaxlar |
| Nitrokarburering | Kombinerade fördelar med nitrering och uppkolning | Kraftiga industriella axlar |
- Mekaniska behandlingar
| Process | Fördelar | Används bäst för |
|---|---|---|
| Shot Peening | Förbättrar utmattningshållfastheten | Applikationer med höga påfrestningar |
| Polering | Bättre ytfinish, tryckspänning | Precisionskomponenter |
| Kallvalsning | Förbättrad ythårdhet, bättre finish | Lagerytor |
Välja rätt behandling
Valet av ytbehandling beror på flera faktorer:
Materialöverväganden
- Kolinnehåll i basmaterialet
- Önskat skåpdjup
- Krav på kärnegenskaper
- Kostnadsbegränsningar
Krav för ansökan
- Driftsmiljö
- Lastförhållanden
- Krav på hastighet
- Förväntningar på underhåll
Processtyrning och kvalitetssäkring
På PTSMAKE upprätthåller vi strikta åtgärder för processkontroll:
Kritiska parametrar
- Temperaturkontroll under behandlingen
- Optimering av behandlingstid
- Övervakning av miljöförhållanden
- Protokoll för inspektion efter behandling
Metoder för kvalitetsverifiering
- Provning av ythårdhet
- Mätning av höljets djup
- Mikrostrukturanalys
- Dimensionell verifiering
Branschspecifika applikationer
Olika branscher kräver specifika ytbehandlingsmetoder:
Fordonsindustrin
- Vevaxlar: Kräver vanligtvis induktionshärdning
- Kamaxlar: Ofta behandlade med nitrering
- Drivaxlar: Genomgår vanligen förgasning
Tillämpningar inom flyg- och rymdindustrin
- Komponenter till landningsställ: Pulverblästring plus förkromning
- Turbinaxlar: Särskilda kombinationer av värmebehandling
- Axlar för manöverdon: Precisionsythärdning
Industriella maskiner
- Axlar för tung utrustning: Djup sätthärdning
- Spindlar med hög hastighet: Precisionsslipning med ytbehandling
- Axlar för kraftöverföring: Kombinerade termiska och kemiska behandlingar
Kostnads- och nyttoanalys
När du överväger ytbehandlingar, utvärdera:
Direkta kostnader
- Kostnader för behandlingsprocessen
- Investering i utrustning
- Materialkostnader
- Krav på arbetskraft
Långsiktiga förmåner
- Förlängd livslängd för komponenter
- Minskat underhållsbehov
- Förbättrad prestanda
- Lägre utbytesfrekvens
Miljöhänsyn
Moderna ytbehandlingsprocesser måste ta hänsyn till:
Faktorer för hållbarhet
- Energiförbrukning
- Användning av kemikalier
- Avfallshantering
- Efterlevnad av miljölagstiftningen
Gröna alternativ
- Processer vid låga temperaturer
- Miljövänliga kemikalier
- Metoder för att minska avfallsmängden
- Energieffektiv utrustning
På PTSMAKE är våra ytbehandlingsanläggningar utrustade med toppmodern teknik för att säkerställa både kvalitetsresultat och miljöansvar. Vi investerar kontinuerligt i forskning och utveckling för att förbättra våra processer och uppfylla nya industristandarder.
Framtida trender
Området ytbehandling utvecklas i takt med tiden:
Nya teknologier
- Plasmabaserade behandlingar
- Modifiering av nano-ytor
- Hybrida bearbetningsmetoder
- Smarta beläggningssystem
Industri 4.0-integration
- Processövervakning i realtid
- Automatiserad kvalitetskontroll
- Datadriven optimering
- Funktioner för förebyggande underhåll
Vilka är de viktigaste faktorerna för kostnadseffektiv axelbearbetning i stor skala?
Har du någonsin ställts inför utmaningen att balansera kvalitet och kostnad när du skalar upp produktionen av axlar? Många tillverkare kämpar med att upprätthålla precisionen och samtidigt hålla kostnaderna på en hanterbar nivå, särskilt när produktionsvolymerna ökar och tidsfristerna blir allt snävare.
Kostnadseffektiv axelbearbetning i stor skala kräver noggrant övervägande av materialval, optimering av produktionsarbetsflödet, kvalitetskontrollsystem och automatiserade processer. För att lyckas måste dessa faktorer balanseras samtidigt som kraven på snäva toleranser och ytfinhet upprätthålls.

Strategier för materialval
Grunden för kostnadseffektiv axelbearbetning börjar med smarta materialval. När vi väljer material måste vi ta hänsyn till både bearbetbarhet och hållbarhet. På PTSMAKE har vi utvecklat ett systematiskt tillvägagångssätt för materialval som balanserar kostnad och prestandakrav.
Vanliga material för axeltillverkning
| Materialtyp | Maskinbearbetningsgrad | Kostnadsfaktor | Bästa applikationer |
|---|---|---|---|
| Kolstål | Hög | Låg | Axlar för allmänna ändamål |
| Rostfritt stål | Medium | Medium | Korrosionsbeständiga tillämpningar |
| Legerat stål | Medelhög-Hög | Medelhög-Hög | Applikationer med höga påfrestningar |
| Aluminium | Mycket hög | Låg-Medium | Axlar för lätt användning |
Optimering av produktionsflöden
Att optimera arbetsflödet i produktionen är avgörande för att uppnå kostnadseffektivitet i serieproduktion9. Ett väl utformat arbetsflöde minskar ställtiderna och minimerar materialspillet.
Tekniker för att minska installationstiden
- Standardiserade verktygsarrangemang
- Förinställda verktygskonfigurationer
- Digitala arbetsinstruktioner
- Snabbväxlande fixturer
Integration av kvalitetskontroll
Genom att införa robusta system för kvalitetskontroll kan vi förhindra kostsamma omarbetningar och säkerställa en jämn produktion. Vårt tillvägagångssätt inkluderar:
Metoder för inspektion under processens gång
- Automatiserade diameterkontroller
- Övervakning av ytjämnhet
- Verifiering av geometriska toleranser
- Datainsamling i realtid
Avancerad maskinbearbetningsteknik
Modern CNC-teknik spelar en viktig roll för att uppnå kostnadseffektiv produktion. Viktiga överväganden inkluderar:
Kriterier för val av maskin
- Kapacitet för spindelhastighet
- Tid för verktygsbyte
- Axelns precision
- Krav på strömförsörjning
- Underhållskostnader
Överväganden om ytfinish
Kvaliteten på ytfinishen har en direkt inverkan på både funktionalitet och produktionskostnader. Vi fokuserar på:
Alternativ för ytbehandling
| Typ av behandling | Kostnadspåverkan | Fördelar | Tillämpningar |
|---|---|---|---|
| Slipning | Medelhög-Hög | Hög precision | Kritiska ytor |
| Polering | Medium | Förbättrat utseende | Estetiska krav |
| Shot peening | Låg-Medium | Förbättrad utmattningslivslängd | Spänningskritiska delar |
Strategier för verktygshantering
Effektiv verktygshantering påverkar produktionskostnaderna avsevärt. Tänk på det:
- Övervakning av verktygens livslängd
- Optimering av skärparametrar
- Infoga rotationsscheman
- Hantering av kylvätska
Överväganden om produktionsplanering
Effektiv produktionsplanering hjälper till att upprätthålla kostnadseffektiviteten genom:
Optimering av batchstorlek
- Analys av installationskostnader
- Effektiv materialhantering
- Utnyttjande av utrustning
- Lagerhantering
Åtgärder för kostnadskontroll
För att bibehålla lönsamheten samtidigt som produktionen skalas upp, implementera:
- Regelbundna granskningar av kostnadsanalyser
- Hantering av leverantörsrelationer
- Program för att minska avfallsmängden
- Initiativ för energieffektivitet
Integration av automation
Genom att införa automatisering kan man avsevärt minska arbetskostnaderna och förbättra enhetligheten:
Möjligheter till automatisering
- Materialhanteringssystem
- Robotiserad lastning/lossning
- Automatiserad mätning
- Digital processövervakning
Utbildning och kompetensutveckling
Att investera i utbildning av operatörer ger långsiktiga kostnadsfördelar genom:
- Minskad felprocent
- Förbättrad effektivitet vid installation
- Bättre förmåga att lösa problem
- Förbättrat utnyttjande av utrustning
På PTSMAKE har vi framgångsrikt implementerat dessa strategier för att leverera högkvalitativa axelbearbetningstjänster samtidigt som vi upprätthåller konkurrenskraftiga priser. Vårt tillvägagångssätt kombinerar teknisk expertis med praktisk erfarenhet för att uppnå optimala resultat för våra kunder.
Hur väljer man en pålitlig leverantör för kundanpassade axelbearbetningsprojekt?
Har du någonsin fått precisionsaxlar som inte uppfyllde dina specifikationer, vilket orsakade produktionsförseningar och budgetöverskridanden? Eller ännu värre, haft att göra med en leverantör som försvann när kvalitetsproblem uppstod? Dessa scenarier kan förvandla ditt tillverkningsprojekt till en mardröm.
Att välja en pålitlig leverantör för bearbetning av anpassade axlar kräver utvärdering av deras tekniska kapacitet, kvalitetskontrollsystem, kommunikationseffektivitet och meritlista. Den idealiska partnern bör visa expertis inom precisionsbearbetning, upprätthålla konsekventa kvalitetsstandarder och tillhandahålla lyhörd kundservice.
Utvärdering av teknisk kapacitet
Bedömning av maskiner och utrustning
En leverantörs maskinbearbetningskapacitet har en direkt inverkan på kvaliteten på dina specialanpassade axlar. På PTSMAKE förstår vi att moderna CNC-maskiner med Volymetrisk kompensation10 system är avgörande för att uppnå snäva toleranser.
Viktiga faktorer att ta hänsyn till när det gäller utrustning är
| Typ av utrustning | Betydelse | Påverkan på kvalitet |
|---|---|---|
| CNC-svarvar | Kritisk | Dimensionell noggrannhet |
| Slipmaskiner | Hög | Ytfinish |
| CMM-utrustning | Väsentlig | Kvalitetsverifiering |
| Materialprovning | Viktigt | Materialintegritet |
Expertis inom materialbearbetning
Leverantören ska uppvisa omfattande kunskaper om olika material som vanligen används vid axeltillverkning, bl.a:
- Rostfritt stål
- Kolstål
- Legerat stål
- Aluminiumlegeringar
System för kvalitetskontroll
Dokumentation och certifiering
Leta efter leverantörer med:
- ISO 9001:2015-certifiering
- Branschspecifika certifieringar
- Dokumenterade kvalitetsrutiner
- Regelbundna revisionsprotokoll
Inspektionsmetoder
Kvalitetskontrollen bör omfatta:
- Första artikelinspektionen
- Kontroller under pågående process
- Slutlig dimensionell verifiering
- Mätning av ytfinhet
- Certifiering av material
Kommunikation och svarstid
Projektledningskapacitet
Effektiv kommunikation omfattar:
- Dedikerade projektledare
- Regelbundna uppdateringar om framsteg
- Teknisk konsultation
- Snabb respons på förfrågningar
Digital infrastruktur
Moderna leverantörer bör erbjuda:
- System för onlinebeställningar
- Produktionsspårning i realtid
- Digital dokumentation
- CAD/CAM-kapacitet
Kostnads- och värdebedömning
Struktur för prissättning
Tänk på dessa faktorer:
- Materialkostnader
- Tillverkningstid
- Uppläggningsavgifter
- Kvantitetsrabatter
- Fraktalternativ
Tjänster med mervärde
Leta efter leverantörer som erbjuder:
- Förslag till designoptimering
- Hjälp med materialval
- Monteringstjänster
- Lagerhantering
Produktionskapacitet och ledtider
Flexibilitet i tillverkningen
Leverantören bör visa:
- Förmåga att hantera varierande ordervolymer
- Snabb omställningskapacitet
- Tillgänglighet för flera maskiner
- Backup av produktionsplaner
Hantering av ledtider
Utvärdera:
- Standard ledtider
- Möjlighet till snabba beställningar
- Rekord i leverans i tid
- Effektiv produktionsplanering
Prov- och prototyptjänster
Utveckling av prototyper
En pålitlig leverantör bör erbjuda:
- Alternativ för snabb prototyptillverkning
- Alternativa material
- Feedback om design
- Kostnadseffektiva lösningar
Exempel på utvärderingsprocess
Leta efter..:
- Gratis eller lågkostnadsprover
- Snabba handläggningstider
- Detaljerade inspektionsrapporter
- Funktioner för prestandatestning
Stöd för efterproduktion
Kvalitetsgaranti
Se till att leverantören tillhandahåller:
- Tydliga garantivillkor
- Process för felavhjälpning
- Ersättningspolicy
- Dokumentation av kvalitet
Teknisk support
Värdefullt stöd inkluderar:
- Anvisningar för installation
- Hjälp med felsökning
- Optimering av prestanda
- Rekommendationer för underhåll
Geografiskt läge och logistik
Fraktmöjligheter
Tänk på det:
- Erfarenhet av internationell sjöfart
- Förpackningsmetoder
- Partner inom transport
- Expertis inom kundanpassad klarering
Fördelar med läge
Utvärdera:
- Skillnader i tidszoner
- Kommunikationshinder
- Kulturell förståelse
- Lokala bestämmelser
Branscherfarenhet och referenser
Närvaro på marknaden
Leta efter..:
- Antal år i branschen
- Erkännande av branschen
- Vittnesmål från kunder
- Projektportfölj
Referenskontroller
Verifiera:
- Tidigare projektframgångar
- Kundnöjdhet
- Lösning av problem
- Långsiktiga relationer
Finansiell stabilitet
Indikatorer för företagshälsa
Utvärdera:
- Kreditbetyg
- Finansiella rapporter
- Investeringar i inventarier
- Tillväxtkurva
Klicka för att lära dig mer om mätning av axelutfall och dess inverkan på bearbetningsprecisionen. ↩
Klicka här för att läsa mer om tekniker för spänningsanalys för optimal axelkonstruktion. ↩
Klicka här för att läsa mer om hur vridstyvhet påverkar axelns prestanda och val. ↩
Klicka här för att lära dig mer om avancerad mätteknik för exakta tillverkningstoleranser. ↩
Klicka här för att lära dig mer om beräkningar av materialets sträckgräns och optimeringstekniker. ↩
Klicka här för att läsa mer om beräkningar av sträckgräns och deras inverkan på axelkonstruktionen. ↩
Klicka här för att lära dig mer om ytmätningstekniker och deras inverkan på axelns prestanda. ↩
Klicka för att lära dig mer om avancerade härdningstekniker som kan fördubbla livslängden på din axel. ↩
Klicka här för att lära dig hur strategier för batchproduktion kan optimera dina tillverkningskostnader. ↩
Klicka för att lära dig mer om avancerade kompenseringstekniker för överlägsen noggrannhet. ↩






