

Are you struggling to produce small, complex parts with tight tolerances? Traditional machining methods often fall short when precision is critical, leading to rejected parts and costly production delays.
A CNC Swiss lathe is a specialized turning machine that holds the workpiece with a guide bushing, allowing for exceptional precision when machining small, complex parts. It excels at producing long, slender components with tight tolerances by minimizing deflection and vibration during cutting operations.

I’ve worked with many clients who were amazed by what Swiss lathes can do. These machines are game-changers for industries needing high-precision small parts. If you’re considering Swiss machining for your next project, you’ll want to understand how they differ from conventional lathes and when they make the most sense for your production needs.
What Is the Difference Between a Swiss Lathe and a Regular Lathe?
Have you ever wondered why some machined parts have such incredible precision while others don’t quite meet your expectations? Perhaps you’ve examined two seemingly similar cylindrical components and been puzzled by their dramatic difference in quality, especially for those tiny, complex parts?
A Swiss lathe differs from a regular lathe primarily in how it holds and feeds the workpiece. While a regular lathe holds the material stationary in a chuck, a Swiss lathe guides material through a guide bushing, providing superior support for creating high-precision, complex parts with tight tolerances.
Understanding the Basic Mechanisms
When I first encountered both types of lathes in my career, the fundamental differences weren’t immediately obvious. Both machines essentially rotate material against cutting tools to create cylindrical parts. However, the devil is in the details.
Regular Lathe Operation
Regular lathes (also called conventional or traditional lathes) secure the workpiece in a chuck or between centers. The cutting tool moves along the workpiece to remove material. In this setup, longer workpieces tend to experience more deflection—meaning they bend slightly under cutting pressure—especially when machining far from the chuck.
Think of it like holding a pencil: the farther from your fingers you go, the more the tip wobbles when you apply pressure. This natural physics challenge makes it difficult to maintain tight tolerances on long, thin parts.
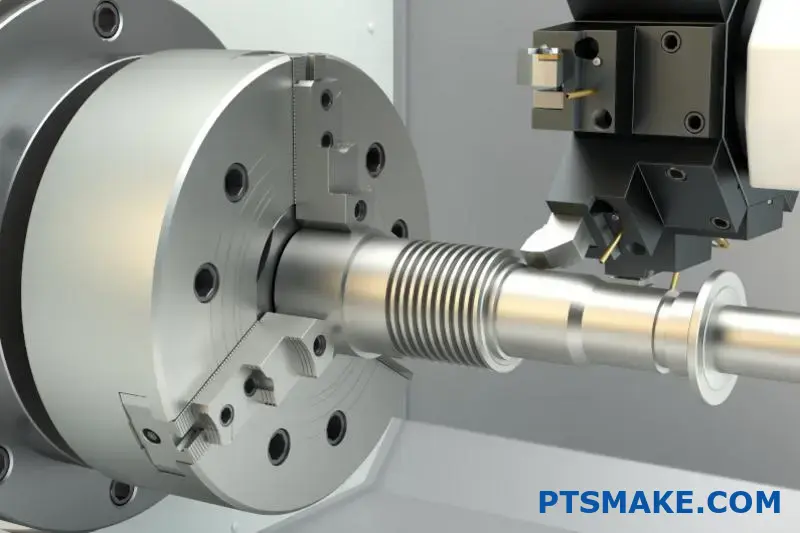
Swiss Lathe Operation
Swiss lathes (also called Swiss-type or Swiss automatic lathes) take a completely different approach. The material is fed through a guide bushing that supports the stock right at the cutting point. Only a small portion of material extends beyond the bushing where cutting occurs.
This unique collet system1 provides exceptional support exactly where it’s needed—at the point of cutting. The material moves axially (forward) through the bushing while tools cut from the side, creating far less deflection and enabling much tighter tolerances.
Key Differences Table
| Feature | Swiss Lathe | Regular Lathe |
|---|---|---|
| Workpiece Support | Guide bushing supports material at cutting point | Chuck holds one end only |
| Material Movement | Material moves through guide bushing | Material fixed in chuck |
| Precision | Extremely high (often ±0.0001") | Good, but less precise on long parts |
| Ideal Part Length | Long, slender parts | Shorter, larger diameter parts |
| Multiple Operations | Simultaneous front and back machining | Generally sequential operations |
| Production Speed | Very high for small parts | Moderate |
| Typical Applications | Medical devices, watchmaking, electronics | General machining, larger components |
| Setup Complexity | More complex | Less complex |
| Programming | More sophisticated | Simpler |
When to Choose Each Type
Best Applications for Swiss Turning
In my experience at PTSMAKE, Swiss turning excels at producing:
- Small diameter, high-precision parts (typically under 1.25" diameter)
- Parts requiring extremely tight tolerances
- Long, slender components where deflection is a concern
- Complex parts requiring multiple operations
- High-volume production runs
The medical device industry, for example, relies heavily on Swiss turning for components like bone screws, dental implants, and surgical instruments. Similarly, the electronics industry uses Swiss-machined components for connectors and precision hardware.
Best Applications for Regular Turning
Regular lathes remain the better choice for:
- Larger diameter parts (over 1.25")
- Shorter components where deflection isn’t significant
- Parts requiring fewer operations
- Lower production volumes
- Parts where ultra-precision isn’t critical
- Prototyping and one-off parts
Production Efficiency Considerations
One major advantage of Swiss machining that I’ve observed is the dramatic improvement in cycle times for complex parts. A Swiss lathe can often complete a part in a single setup that might require multiple operations on conventional equipment.
For instance, a complex electronic connector we produced at PTSMAKE required seven operations on conventional equipment but was completed in one setup on our Swiss machines, reducing lead time by 60% and improving dimensional consistency.
Modern Swiss lathes typically feature:
- Multiple tool positions (often 20+ tools)
- Ability to perform milling, drilling, and threading
- Back-working capabilities for complete parts
- High-speed spindles (often 10,000+ RPM)
- Advanced tool monitoring systems
Cost Implications
Swiss machines typically command a higher hourly rate than conventional lathes due to:
- Higher initial investment costs
- More complex setup requirements
- Higher maintenance demands
- More expensive tooling systems
However, when producing suitable parts in volume, the superior efficiency and reduced secondary operations often result in lower per-part costs despite the higher hourly rate.
What Are the 5 Common Types of CNC Machines?
Have you ever found yourself overwhelmed by the vast array of CNC machines available when starting a manufacturing project? Or maybe you’ve struggled to determine which machine would best suit your specific production needs while staying within budget?
The five common types of CNC machines are mills, lathes, routers, plasma cutters, and Swiss-type lathes. Each machine serves specific manufacturing purposes, with mills handling complex 3D shapes, lathes creating cylindrical components, routers working with softer materials, plasma cutters managing metal sheets, and Swiss-type lathes producing high-precision small parts.
CNC Mills: The Versatile Workhorses
CNC mills represent perhaps the most versatile type of CNC machine in modern manufacturing. These machines excel at cutting and shaping solid materials by removing material with rotating cutting tools. What makes mills particularly valuable is their ability to work along multiple axes.
Types of CNC Mills
CNC mills typically come in two main configurations:
- Vertical Mills: The spindle axis is vertically oriented, making them ideal for die work and detailed, intricate parts.
- Horizontal Mills: The spindle is horizontally oriented, allowing for heavier cuts and better chip clearing, perfect for high-volume production.
In my experience at PTSMAKE, we’ve found that 3-axis mills handle most standard projects effectively, while 5-axis mills give us extraordinary flexibility for complex geometries that would otherwise require multiple setups.
Applications and Advantages
Mills shine when creating complex parts with multiple features. They can drill, bore, face, and create intricate 3D contours. Industries ranging from aerospace to medical devices rely heavily on milling operations for components requiring tight tolerances.
CNC Lathes: Masters of Rotational Symmetry
When it comes to cylindrical parts, CNC lathes reign supreme. These machines rotate the workpiece against stationary cutting tools, making them perfect for shafts, cylinders, and any components with rotational symmetry.
How CNC Lathes Work
The fundamental difference between mills and lathes lies in what moves during the cutting process:
- In mills, the tool rotates while the workpiece remains stationary
- In lathes, the workpiece rotates while the tool remains stationary
This simple distinction creates entirely different manufacturing capabilities that complement each other in a complete manufacturing environment.
Turning Centers vs. Basic Lathes
Modern CNC turning centers have evolved significantly from basic lathes, now incorporating:
- Live tooling (rotating tools)
- Multiple turrets
- Sub-spindles for "done-in-one" machining
- Y-axis capabilities for off-center features
CNC Routers: Large Format Precision
CNC routers share similarities with mills but are typically designed for larger work areas and softer materials. They’re the go-to machines for woodworking, plastics, composites, and aluminum when a large work envelope is needed.
Router Applications
These machines excel at:
- Cabinet making and furniture production
- Sign making and artistic carvings
- Architectural components
- Large composite parts
The gantry-style design allows for extensive X and Y travel distances while maintaining reasonable accuracy for these applications.
Plasma Cutters: Sheet Metal Specialists
CNC plasma cutting systems use an electric arc and compressed gas to create a plasma channel capable of cutting through conductive materials. They’re invaluable for sheet metal fabrication when:
- Cutting complex shapes from metal sheets
- Processing medium to thick materials
- Speed is prioritized over the finest edge quality
I’ve seen plasma cutters transform sheet metal fabrication with their ability to rapidly produce complex components that would be time-consuming or impossible with manual methods.
Swiss-Type Lathes: Precision in Miniature
Swiss-type lathe2 technology represents one of the most specialized and precise forms of CNC machining. These machines were originally developed for watchmaking but have expanded to medical, aerospace, and electronics manufacturing.
What Makes Swiss Turning Unique
Swiss machines differ from conventional lathes in a fundamental way:
- The material is guided through a guide bushing
- Cutting occurs very close to this support point
- This design virtually eliminates deflection issues
The result is extraordinary precision on small-diameter, long parts that would be extremely difficult to produce on conventional lathes.
Ideal Applications for Swiss Machining
Swiss-type machines excel at producing:
| Component Type | Typical Industry | Key Advantage |
|---|---|---|
| Medical screws | Healthcare | Extremely tight tolerances |
| Electronic connectors | Electronics | High production speeds |
| Aerospace fasteners | Aerospace | Complex features on small parts |
| Watch components | Luxury goods | Exceptional surface finish |
At PTSMAKE, we’ve invested significantly in Swiss turning capabilities because these machines allow us to produce complex small parts with exceptional quality and efficiency for our clients in the medical and electronics sectors.
Comparing Key Characteristics
When helping clients choose the right CNC machine for their project, I consider several factors:
- Part geometry: Complex 3D shapes favor mills, while rotational parts favor lathes
- Material: Harder materials may require specific machine types
- Tolerance requirements: Tighter tolerances may demand higher-end equipment
- Production volume: Higher volumes justify more automated, specialized machines
- Part size: From tiny Swiss-turned components to large router-cut panels
Understanding these considerations helps ensure the right machine is selected for optimal quality and cost-effectiveness.
How Is Swiss Machining Different?
Have you ever struggled with producing complex, miniature components that require exceptional precision? Are you tired of parts failing quality inspections due to inconsistent tolerances that traditional machining simply can’t handle? The limitations of conventional machining can be incredibly frustrating when working with tight-tolerance requirements.
Swiss machining differs from conventional CNC turning by using a guide bushing to support material close to the cutting point, allowing for superior precision on small, complex parts. This specialized technique excels at producing long, slender components with tight tolerances as small as ±0.0001 inches.

The Fundamental Difference: Guide Bushing Technology
At the core of Swiss machining’s uniqueness is the guide bushing system. Unlike conventional turning where material is only supported at the spindle, Swiss machines use a guide bushing that holds the stock material extremely close to where cutting occurs. This fundamental difference transforms how material is processed.
In my experience working with precision components at PTSMAKE, this guide bushing acts like a steady hand holding the material just millimeters from where cutting occurs. The material feeds through this bushing while remaining stationary relative to the cutting tools. This approach minimizes deflection—a common problem in conventional turning where unsupported material can bend under cutting forces.
Material Movement vs. Tool Movement
One of the most distinctive aspects of Swiss turning is how it handles movement:
- Swiss Machining: The material moves through the guide bushing (Z-axis), while cutting tools engage from various positions
- Conventional Turning: The material rotates in place while tools move along its length
This reversed paradigm means Swiss machines can maintain exceptional concentricity even on extremely long, thin parts. I’ve seen components with length-to-diameter ratios of 20:1 or greater machined with precision that would be impossible on conventional lathes.
Precision Capabilities That Set Swiss Apart
Swiss machines routinely achieve tolerances that push the boundaries of conventional machining:
| Capability | Swiss Machining | Conventional Turning |
|---|---|---|
| Typical Tolerances | ±0.0001-0.0005" | ±0.001-0.003" |
| Min. Diameter | As small as 0.012" | Typically 0.125"+ |
| Surface Finish | Up to 16 Ra microinches | 32-63 Ra microinches |
| Length-to-Diameter Ratio | Up to 30:1 | Usually limited to 4:1 |
The collet deflection3 that plagues conventional turning is virtually eliminated in Swiss machining, allowing for dimensionally stable parts with exceptional concentricity.
Multi-Process Capabilities
Modern Swiss machines offer remarkable versatility beyond simple turning:
Simultaneous Machining Operations
Swiss machines typically feature multiple tool positions and spindles. At PTSMAKE, our advanced Swiss machines can perform several operations simultaneously on a single workpiece:
- Front and back machining simultaneously
- Main and sub-spindle operations
- Milling with live tools
- Thread whirling for specialized threads
- Polygon turning for non-circular geometries
This multi-process capability condenses what might require 3-4 separate setups on conventional machines into a single operation, dramatically reducing production time and potential for error.
Ideal Applications for Swiss Machining
Through my experience with different manufacturing technologies, I’ve found Swiss machining particularly well-suited for certain applications:
Medical Industry Components
The medical device industry demands Swiss machining for components like:
- Bone screws
- Dental implants
- Surgical instruments
- Cardiovascular stents
These components often require sub-millimeter features with life-critical precision that only Swiss turning can reliably deliver.
Electronics and Connector Industry
Swiss machining excels at producing precision connectors and small electronics components with:
- Ultra-fine pitches
- Complex profiles
- Tight concentricity requirements
Aerospace High-Reliability Parts
For aerospace applications, Swiss-turned components offer the consistent quality needed for flight-critical systems:
- Hydraulic fittings
- Precision bushings
- Fuel system components
Economic Considerations: When Swiss Makes Sense
While Swiss machines typically have higher hourly rates than conventional CNC lathes, the economics often favor Swiss for certain production scenarios:
- High-volume production: Once set up, Swiss machines run with minimal operator intervention
- Complex parts: What might require multiple operations on conventional equipment can be completed in one cycle
- Critical tolerances: Avoiding rework and scrap from tolerance stack-up issues saves significant costs
At PTSMAKE, we carefully evaluate each project to determine whether Swiss or conventional machining provides the optimal balance of quality, delivery time, and cost-effectiveness for our clients.
Material Handling Differences
An often-overlooked difference is how materials are managed:
- Swiss machining typically uses highly consistent bar stock with tight diameter tolerances
- Material preparation is more critical in Swiss machining, as variations in stock can affect precision
- Specialized bar feeders are designed to maintain alignment and minimize vibration
These material considerations contribute to the exceptional part-to-part consistency that makes Swiss machining the preferred choice for critical components in medical, aerospace, and electronics applications.
What Is the Tolerance of a Swiss Lathe?
Have you ever received precision parts that simply didn’t fit your assembly? Or wondered why some manufacturers consistently deliver components with perfect precision while others fall short? The difference often lies in understanding and controlling tolerance capabilities—especially with Swiss lathes.
Swiss lathes typically achieve tolerances between ±0.0002" to ±0.0005" (±0.005mm to ±0.013mm), significantly tighter than conventional CNC turning operations. This exceptional precision makes Swiss turning ideal for manufacturing small, complex components where dimensional accuracy is critical.
Key Factors Affecting Swiss Lathe Tolerances
When examining the impressive tolerances achievable with Swiss machining, several critical factors come into play. Having worked with these sophisticated machines for many years, I’ve found that understanding these elements is essential for consistently achieving tight tolerances.
Material Properties
The material being machined significantly impacts achievable tolerances. Different materials respond differently to cutting forces and heat generated during machining:
- Metals like brass and aluminum are relatively forgiving and can often be machined to the tighter end of the tolerance spectrum (±0.0002").
- Hardened steels may require additional considerations but still achieve excellent tolerances.
- Plastics can present challenges due to thermal expansion and flexibility, sometimes limiting tolerances to ±0.0005" or slightly looser.
Temperature stability during machining is particularly critical with plastic materials. At PTSMAKE, we’ve implemented specialized cooling systems to minimize thermal deformation during Swiss turning operations.
Machine Rigidity and Condition
The inherent design of Swiss lathes contributes to their precision capabilities:
- Guide bushing system significantly reduces tool deflection by supporting material close to the cutting point
- Thermal stability of the machine frame and components
- Machine maintenance including regular calibration of the spindle and sliding mechanisms
A well-maintained Swiss lathe in proper working condition is fundamental to achieving consistent tolerances. I recommend comprehensive preventive maintenance programs that include regular alignment checks and calibration.
Tooling Selection and Wear
Tool selection and management directly impact tolerance capabilities:
| Tool Factor | Impact on Tolerance | Best Practice |
|---|---|---|
| Tool material | Affects cutting precision and wear rate | Use premium carbide or PCD for critical dimensions |
| Tool geometry | Influences surface finish and dimensional accuracy | Select appropriate geometries for specific materials |
| Tool wear | Progressive degradation of tolerances | Implement tool life monitoring and scheduled replacements |
| Tool holder rigidity | Affects vibration and deflection | Use high-quality, rigid tool holding systems |
Monitoring tool wear is essential for maintaining tolerance consistency. Accelerated tool wear4 during long production runs can cause gradual deviation from target dimensions.
Operational Parameters
Proper selection of cutting parameters significantly influences achievable tolerances:
- Cutting speed: Excessive speeds generate heat that can cause thermal expansion
- Feed rate: Higher feed rates increase cutting forces and potential deflection
- Depth of cut: Deeper cuts increase cutting forces and heat generation
- Coolant application: Proper cooling stabilizes thermal conditions and improves chip evacuation
For ultra-precise tolerances (below ±0.0002"), we often implement additional process controls such as in-process measurement and adaptive feed rates.
Comparing Tolerances: Swiss vs. Conventional Turning
Swiss machining consistently outperforms conventional CNC turning in terms of achievable tolerances. This comparison helps illustrate the significant advantages:
Tolerance Capabilities
| Machine Type | Typical Tolerance Range | Best-Case Tolerance | Suitable Applications |
|---|---|---|---|
| Swiss Lathe | ±0.0002" to ±0.0005" | ±0.0001" | Medical implants, watch components, precision electronics |
| Conventional CNC Lathe | ±0.001" to ±0.003" | ±0.0005" | Larger components, less critical tolerances |
The guide bushing system in Swiss machines provides superior support during machining, which is particularly beneficial for long, slender parts where deflection would otherwise be problematic.
Consistency Factors
Beyond the raw numbers, Swiss machining offers superior consistency in maintaining tolerances:
- Better thermal stability during extended production runs
- Reduced vibration during cutting operations
- More consistent part-to-part repeatability
- Superior performance with small diameter components
These advantages make Swiss turning the preferred choice for applications requiring both tight tolerances and high consistency.
Practical Tolerance Strategies for Swiss Machining
Based on my experience managing Swiss turning operations, I recommend these practical strategies for achieving and maintaining tight tolerances:
Design for manufacturability: Work with your machining partner early in the design process to optimize features for Swiss machining capabilities.
Material selection considerations: Choose materials that machine consistently and have minimal thermal expansion characteristics.
Realistic tolerance specifications: Specify the loosest tolerances that will still meet functional requirements to optimize production costs.
Quality verification protocols: Implement appropriate measurement techniques and statistical process control for critical dimensions.
At PTSMAKE, we’ve developed specialized processes for holding tolerances as tight as ±0.0001" on certain features, but this requires comprehensive process controls and may impact production costs.
What Industries Commonly Use CNC Swiss Turning?
Have you ever wondered why some products have such incredibly precise and tiny components? Or perhaps you’ve been amazed by the consistent quality of complex parts in your medical devices or watch? That’s where CNC Swiss turning comes in – a manufacturing marvel that many industries rely on but few outside the field fully understand.
CNC Swiss turning is commonly used in medical, aerospace, electronics, automotive, watchmaking, defense, and telecommunications industries. These sectors require high-precision, complex components with tight tolerances and excellent surface finishes that Swiss-type turning machines excel at producing efficiently.

Medical Industry: Where Precision Saves Lives
The medical industry is perhaps one of the biggest beneficiaries of CNC Swiss turning technology. In my work at PTSMAKE, I’ve partnered with numerous medical device manufacturers who rely heavily on this technology.
Surgical Instruments
Swiss turning produces the intricate components found in surgical instruments that surgeons use daily. These tools require exceptional precision, smoothness, and biocompatibility. The ability to machine tiny components with complex geometries makes Swiss turning ideal for creating:
- Endoscopic surgical tools
- Bone screws and fixation devices
- Dental implants and instruments
- Arthroscopic devices
Implantable Devices
When it comes to implantable medical devices, there’s absolutely no room for error. These components must function flawlessly inside the human body for years. The superior surface finish and tight tolerances of Swiss-turned parts make them perfect for:
- Spinal implants
- Cardiovascular stents and heart valve components
- Orthopedic implants
- Drug delivery device components
Aerospace Industry: Where Reliability is Non-Negotiable
The aerospace industry demands components that combine lightweight properties with exceptional durability. CNC Swiss turning delivers both.
Critical Flight Components
Many of the high-precision components in aircraft hydraulic, fuel, and control systems are manufactured using Swiss turning. These parts must withstand extreme conditions while maintaining perfect functionality:
- Valve stems and bodies
- Hydraulic fittings
- Electrical connectors
- Sensor housings
Engine and Control Systems
The complex geometries and tight tolerances required for aerospace engine components make Swiss turning an excellent manufacturing choice. The ability to produce parts with axial asymmetry5 in a single setup reduces potential points of failure.
Electronics Industry: Enabling the Digital Revolution
Our modern digital world depends on incredibly small, precise components that Swiss turning excels at creating.
Connectors and Terminals
The electronics industry uses millions of small, precision-machined connectors and terminals. These components must maintain consistent electrical contact while being small enough to fit in ever-shrinking devices:
- USB and lightning connectors
- RF connectors
- Terminal pins
- Micro-connectors for smartphones and wearables
Computer Hardware
From laptop hinges to hard drive components, Swiss turning produces many of the small metal parts that make our digital devices function:
- Hard drive actuator arms
- Cooling system components
- Chassis hardware
- Connector housings
Automotive Industry: Driving Performance and Efficiency
The automotive sector benefits greatly from Swiss turning capabilities, particularly for high-performance and precision components.
Fuel Injection Systems
Modern fuel injection systems require extremely precise components to optimize fuel delivery and engine performance:
- Fuel injector nozzles
- Pressure regulators
- Valve components
- Sensor housings
Transmission and Engine Components
Many critical automotive parts benefit from the tight tolerances and excellent surface finishes that Swiss turning provides:
| Component | Typical Tolerance | Benefit of Swiss Turning |
|---|---|---|
| Transmission shafts | ±0.0005" | Single-setup efficiency, superior concentricity |
| Valve guides | ±0.0003" | Excellent surface finish, consistent quality |
| Sensor components | ±0.0002" | Complex geometries, high precision |
| Brake system fittings | ±0.001" | Reliable performance under pressure |
Watchmaking: The Traditional Home of Swiss Turning
It’s no coincidence that this technology is called "Swiss" turning – the watchmaking industry in Switzerland pioneered this approach.
Movement Components
The intricate gears, stems, and pins that make mechanical watches function are classic examples of Swiss turning applications:
- Watch hands
- Gear shafts
- Pinions
- Balance wheels
- Winding stems
Watch Cases and Bracelets
Beyond the internal movements, many watch cases and bracelet components are also produced using Swiss turning:
- Case backs
- Bezel components
- Bracelet links
- Crown stems
Defense Industry: Where Precision Meets Security
Defense applications demand the utmost in precision, reliability, and durability – all strengths of Swiss turning technology.
Firearms Components
Many small, precision components in firearms are manufactured using Swiss turning:
- Firing pins
- Triggers and trigger mechanisms
- Safety selectors
- Barrel components
Communication and Guidance Systems
The defense industry relies on Swiss-turned components for many of its electronic and mechanical systems:
- Connector components
- Guidance system parts
- Communication device hardware
- Sensor housings
Telecommunications: Connecting Our World
The telecommunications industry depends on Swiss-turned components to maintain reliable connections.
Network Hardware
From cell towers to data centers, Swiss-turned components help build our communications infrastructure:
- RF connectors
- Cable terminations
- Waveguide components
- Fiber optic connection hardware
At PTSMAKE, we’ve witnessed the growing demand for Swiss-turned components across all these industries. The common thread is the need for exceptional precision, complex geometries, and efficient production of small components – exactly what CNC Swiss turning delivers better than almost any other manufacturing process.
Adapting Swiss Turning for Complex Manufacturing Challenges?
Have you ever been stuck with production bottlenecks that seem impossible to solve? Or struggled with complex parts that require both exceptional precision and fast turnaround times? Manufacturing dilemmas like these can keep even the most experienced engineers awake at night.
CNC Swiss turning significantly improves production efficiency by combining multi-axis machining capabilities with continuous material feeding, allowing complex parts to be completed in a single setup. This reduces cycle times by up to 70%, minimizes material waste, and ensures consistent quality even for intricate components.
Overcoming Industry-Specific Challenges with Swiss Turning
In my work with various industries, I’ve observed that each sector brings unique manufacturing challenges that Swiss turning is uniquely positioned to address. The medical industry, for example, requires components with microscopic tolerances and complex geometries produced in ultra-clean environments – perfect for Swiss turning’s precision capabilities.
The aerospace sector presents different challenges: components must be lightweight yet incredibly strong, often requiring exotic materials that conventional machining struggles with. Swiss turning’s ability to maintain tight tolerances while working with difficult materials like titanium and Inconel makes it invaluable for this industry.
Electronic manufacturers need miniature components with complex features produced at high volumes. The micromachining6 capabilities of Swiss turning technology allow for the production of these tiny parts with remarkable consistency and efficiency.
Balancing Precision and Speed
One of the most significant advantages I’ve found with Swiss turning is its ability to balance precision with production speed. Traditional CNC turning operations often force manufacturers to choose between accuracy and throughput. Swiss turning eliminates this compromise through:
- Simultaneous machining operations using multiple tool positions
- Reduced setup times with single-setup manufacturing
- Enhanced thermal stability due to the guide bushing design
- Tool-to-workpiece proximity that minimizes vibration
At PTSMAKE, we’ve implemented these principles to achieve tolerances as tight as ±0.0005" while maintaining production speeds that keep our clients competitive in their markets.
Advanced Swiss Turning Strategies for Maximum Efficiency
Optimizing Tool Selection and Placement
Tool selection and placement strategy dramatically affects efficiency in Swiss turning operations. I recommend a systematic approach that considers:
| Tool Type | Best Applications | Efficiency Impact |
|---|---|---|
| Carbide Insert Tools | High-volume production | 30-40% reduction in cycle time |
| Diamond-Coated Tools | Non-ferrous materials | Extended tool life, fewer changeovers |
| Custom Form Tools | Repetitive complex features | Eliminates multiple tool changes |
| High-Pressure Coolant Tools | Difficult materials | Improved chip evacuation, faster cuts |
A thoughtful tool strategy not only reduces cycle times but also extends tool life and improves surface finish quality.
Programming Techniques for Complex Parts
The programming approach for Swiss turning differs significantly from conventional CNC programming. For optimal efficiency, I’ve found these techniques particularly effective:
- Synchronous programming – Utilizing main and sub-spindles simultaneously
- Optimized cut sequencing – Planning operations to minimize tool changes
- Strategic dwell times – Balancing thermal considerations with cycle time
- Custom macro programming – Creating reusable code blocks for similar features
When programming complex parts at PTSMAKE, we focus on maximizing spindle utilization time. Even small programming optimizations can yield significant efficiency gains when multiplied across thousands of parts.
Material Handling Innovations
The continuous bar feeding system in Swiss turning creates opportunities for material handling innovations that boost efficiency:
- Implementing automatic bar loaders for unattended operation
- Using remnant reduction strategies to minimize material waste
- Installing chip management systems that prevent chip buildup
- Employing custom guide bushings for non-standard materials
These strategies keep the machine running continuously with minimal operator intervention, significantly increasing overall equipment effectiveness (OEE).
ROI Considerations for Swiss Turning Implementation
When advising clients about investing in Swiss turning capabilities, I emphasize looking beyond the initial equipment cost to consider the complete ROI picture:
- Reduced labor costs – Parts that previously required multiple operations can be completed in one setup
- Lower tooling expenses – Fewer setups mean fewer specialized fixtures
- Decreased scrap rates – Single-setup machining eliminates transfer errors
- Improved throughput – Faster cycle times translate to higher production capacity
For most manufacturers dealing with complex, high-precision parts, the ROI timeframe for Swiss turning implementation typically ranges from 8 to 18 months – a remarkably quick payback period for capital equipment.
Future Trends in Swiss Turning Technology
The evolution of Swiss turning continues to accelerate. I’m particularly excited about these emerging developments:
- Integration with Industry 4.0 principles for real-time monitoring and adaptive control
- Advanced automation systems that further reduce labor requirements
- Hybrid machines that combine Swiss turning with other processes like grinding or additive manufacturing
- Software innovations that optimize programming for increasingly complex geometries
These advancements will further extend the efficiency advantages of Swiss turning, making it an increasingly valuable technology for forward-thinking manufacturers.
Materials That Can Be Processed With CNC Swiss Turning?
Have you ever received parts that didn’t meet your specifications because the wrong material was used? Or struggled to find a manufacturing process that can handle your specialized material requirements without sacrificing precision? The material selection dilemma can make or break your project, especially with complex components.
CNC Swiss turning can process a wide range of materials including various metals (stainless steel, aluminum, brass, titanium), plastics (PEEK, Delrin, nylon), and exotic alloys. The process excels with materials that require high precision, tight tolerances, and complex geometries, even with those that are difficult to machine.

Common Metals in Swiss Turning
Stainless Steel
Stainless steel is one of the most frequently processed materials in Swiss turning operations. Types 303, 304, and 316 are particularly common due to their excellent corrosion resistance and mechanical properties.
When working with stainless steel in Swiss turning, proper cooling is essential as these materials can work-harden rapidly. At PTSMAKE, we’ve optimized our cooling systems to maintain consistent temperatures during machining, which helps prevent tool wear and ensures dimensional stability.
The biocompatibility of certain stainless steel grades makes them ideal for medical components, which is why many of our healthcare clients specifically request Swiss-turned stainless steel parts for their devices.
Aluminum Alloys
Aluminum alloys like 6061, 7075, and 2024 are excellent candidates for Swiss turning due to their machinability and lightweight properties. These materials cut easily and allow for fast production speeds, making them cost-effective for high-volume runs.
I find that aluminum’s thermal conductivity presents both challenges and opportunities in Swiss turning. The material dissipates heat quickly, which helps prevent warping, but it requires careful speed and feed calculations to avoid built-up edge formation on cutting tools.
Brass and Bronze
Brass alloys (especially C360 and C385) and bronze materials offer exceptional machinability in Swiss turning operations. Their self-lubricating properties reduce tool wear and allow for excellent surface finishes without extensive post-processing.
For precision electrical components and fluid handling applications, Swiss-turned brass parts provide both the necessary conductivity and the tight tolerances required for proper function.
Titanium Alloys
Titanium processing through Swiss turning requires specialized expertise due to its low thermal conductivity and high strength-to-weight ratio. Common grades like Ti-6Al-4V are machinable but demand precision tooling and optimized cutting parameters.
The titanium galling7 tendency can create challenges during Swiss turning operations, requiring specific tool coatings and cutting strategies to achieve quality results.
Engineering Plastics for Swiss Turning
Swiss turning isn’t limited to metals. Many engineering plastics can be effectively processed using this method:
| Material | Key Properties | Common Applications |
|---|---|---|
| PEEK | High temperature resistance, chemical stability | Medical implants, aerospace components |
| Delrin/Acetal | Low friction, dimensional stability | Precision gears, bearings, bushings |
| PTFE | Exceptional chemical resistance, low friction | Seals, chemical handling components |
| Nylon | Impact resistance, self-lubricating | Wear parts, electrical insulators |
| UHMW | Abrasion resistance, impact strength | Food processing equipment, conveyor parts |
Engineering plastics often require different cutting strategies than metals. For instance, the cutting edge geometry and feed rates must be adjusted to prevent melting or chipping. With proper setup, Swiss turning can achieve exceptional surface finishes on plastic components without secondary operations.
Exotic and Specialty Materials
Inconel and High-Temperature Alloys
Inconel and other nickel-based superalloys can be processed using Swiss turning, though they present significant challenges due to their work-hardening characteristics and heat resistance. These materials are crucial for aerospace and energy sector applications where extreme temperature stability is required.
In my experience, successful Swiss turning of Inconel requires rigid machine setups, specialized tooling, and often slower cutting speeds compared to conventional materials. The elevated cost of these materials also emphasizes the importance of getting parts right the first time.
Precious Metals
For jewelry, medical, and certain electronics applications, Swiss turning can be used to machine precious metals like gold, silver, and platinum. The precision of Swiss turning makes it suitable for these high-value materials where material waste must be minimized.
At PTSMAKE, we’ve implemented specialized material collection systems when working with precious metals to ensure maximum material recovery and cost efficiency.
Material Selection Considerations for Swiss Turning
When selecting materials for Swiss turning projects, I consider several factors:
- Dimensional Requirements: Materials that maintain dimensional stability during machining are preferable for tight tolerance work.
- Production Volume: Some materials machine faster than others, affecting cost-effectiveness for high-volume runs.
- End-Use Environment: Corrosion resistance, temperature performance, and wear characteristics should match the application requirements.
- Machinability Index: Materials with higher machinability ratings generally result in better surface finishes and longer tool life.
The bar stock quality is also critical for Swiss turning success. Inconsistent material or poor straightness can cause vibration issues in the guide bushing, leading to dimensional problems and poor surface finish.
Material-Specific Machining Parameters
Different materials require specific cutting parameters for optimal results in Swiss turning:
Cutting Speed Adjustments
Softer materials like aluminum and brass tolerate higher cutting speeds, often 2-3 times faster than what’s possible with stainless steel or titanium. This significantly impacts cycle times and production costs.
Tool Selection and Geometry
Carbide tools work well for most materials, but some applications benefit from specialized options:
- Diamond-coated tools for non-ferrous and abrasive materials
- Ceramic inserts for high-temperature alloys
- PCD (polycrystalline diamond) for certain non-ferrous metals and composites
The correct tool geometry—including rake angles, clearance angles, and edge preparation—must be matched to the material characteristics for optimal cutting performance.
What Are the Cost Benefits of Using CNC Swiss Turning?
Have you ever wondered why some precision parts cost significantly less while maintaining exceptional quality? Or perhaps you’ve struggled with balancing manufacturing costs without sacrificing precision? These challenges can make or break your production budget when dealing with complex, high-precision components.
CNC Swiss turning offers substantial cost benefits through efficient material usage, reduced labor costs, minimal secondary operations, and decreased tool wear. This advanced machining process delivers superior precision while significantly lowering per-part costs for small, complex components in high-volume production runs.

Understanding the Economics of CNC Swiss Turning
When evaluating manufacturing methods for precision components, cost considerations often drive decision-making. CNC Swiss turning stands out as an exceptionally cost-effective solution for specific applications. At PTSMAKE, I’ve helped numerous clients transition to Swiss turning and witnessed firsthand how it transforms their production economics.
Material Usage Optimization
One of the most significant cost advantages of Swiss turning comes from its superior material utilization. Unlike conventional turning processes that may require more material for workholding, Swiss turning’s guide bushing system supports the workpiece directly adjacent to where cutting occurs.
This proximity translates to:
- Less material waste per part (typically 15-30% material savings)
- Ability to work with expensive materials more efficiently
- Reduced raw material inventory costs
For one aerospace client, we switched their titanium component production to our Swiss turning machines, resulting in material cost reductions of 22% while maintaining identical specifications.
Labor Cost Reduction
Labor represents a significant portion of manufacturing expenses. Swiss turning dramatically reduces these costs through:
- Complete parts in a single setup (vs. multiple machine setups)
- Minimal operator intervention required
- Ability to run unattended for extended periods
- Higher production rates per labor hour
Our manufacturing facility demonstrates this efficiency daily—one operator can monitor multiple Swiss machines simultaneously, dramatically reducing the labor cost per part.
Secondary Operations Elimination
Traditional machining often requires multiple secondary operations that add cost:
| Operation | Conventional CNC | Swiss Turning |
|---|---|---|
| Part Transfer Between Machines | Required | Eliminated |
| Secondary Deburring | Often Needed | Minimal/None |
| Additional Fixturing | Multiple Setups | Single Setup |
| Quality Checks Between Operations | Required | Consolidated |
By eliminating these steps, Swiss turning reduces:
- Labor costs for secondary handling
- Equipment costs for additional workstations
- Time delays between operations
- Potential quality issues from multiple setups
Production Efficiency Factors
Cycle Time Improvements
Swiss turning achieves faster cycle times through several mechanisms:
- Simultaneous operations with multiple tools
- Continuous material feeding without stopping for part loading
- Higher cutting speeds due to superior workpiece support
- Reduced non-cutting time (tool changes, part transfers)
In my experience, cycle time reductions of 30-50% compared to conventional turning are common for suitable parts.
Tool Life Extension
Tool costs might seem minor, but they add up significantly in high-volume production. The dynamic rigidity8 of Swiss machines extends tool life by:
- Maintaining consistent cutting conditions
- Reducing vibration during machining
- Supporting the work material closer to the cutting zone
- Providing better thermal stability during cutting
Our production data shows tool life improvements of 25-40% for most applications compared to conventional turning.
Energy Efficiency Considerations
Modern Swiss turning machines are remarkably energy efficient due to:
- Compact footprint requiring less facility space
- Smaller motors that consume less electricity
- Reduced coolant requirements
- Less energy wasted on material handling between operations
These efficiency improvements translate directly to lower overhead costs and reduced environmental impact.
Best Applications for Cost Optimization
While Swiss turning offers many advantages, understanding where it provides the greatest cost benefits is essential for maximizing return on investment:
Ideal Part Characteristics
Swiss turning delivers the most significant cost advantages for:
- Small diameter parts (typically under 32mm)
- Components requiring tight tolerances (±0.0005" or better)
- Complex geometries needing both front and back machining
- High production volumes where setup costs can be amortized
- Parts with length-to-diameter ratios greater than 3:1
Volume Considerations
The economics improve dramatically at scale:
- Low volumes (100-500): Setup costs may outweigh per-part savings
- Medium volumes (500-5,000): Break-even point where savings become apparent
- High volumes (5,000+): Maximum cost advantage realized through efficiency
At PTSMAKE, we help clients analyze this intersection of part complexity and production volume to determine when Swiss turning becomes the most cost-effective solution.
Material Cost Factors
The cost dynamics change significantly based on material:
- Expensive materials (titanium, Inconel, medical-grade stainless): Material savings alone often justify Swiss turning
- Standard materials (aluminum, brass, mild steel): Labor and efficiency savings become more important factors
- Difficult-to-machine materials: Tool life improvements provide significant cost advantages
Comparative Cost Analysis
When comparing manufacturing methods, Swiss turning consistently delivers cost advantages for appropriate applications:
- 15-40% lower per-part costs compared to conventional turning for complex small parts
- 20-35% cost reduction versus milling plus secondary operations
- 25-50% savings over screw machine production for precision components
These aren’t just theoretical numbers—they represent real savings we’ve documented for clients across industries including medical, aerospace, and electronics manufacturing.
By understanding these cost dynamics, manufacturers can make informed decisions about when to leverage Swiss turning technology for maximum economic benefit while maintaining the precision their applications demand.
How to Ensure Quality Control in CNC Swiss Turning Operations?
Have you ever received precision parts that failed to meet specifications despite promises of "high-quality" Swiss turning? Or worse, discovered quality issues only after components were installed in your final assembly? The frustration and costs associated with subpar Swiss-turned parts can derail even the most carefully planned projects.
Quality control in CNC Swiss turning operations requires systematic inspection protocols, proper machine maintenance, operator training, and statistical process control. By implementing these measures alongside material verification and environmental controls, manufacturers can consistently produce high-precision components that meet exact specifications.

Understanding the Critical Nature of Swiss Turning Quality Control
Swiss turning operations are known for producing extremely precise, complex parts with tight tolerances. The automated nature of these machines enables high productivity, but this efficiency can quickly become a liability without proper quality control measures. One defective part can potentially lead to thousands of non-conforming components before the issue is detected.
In my experience managing Swiss turning operations at PTSMAKE, I’ve found that quality control must be integrated throughout the entire production process, not just applied as a final inspection step. This holistic approach is essential for maintaining the exceptional precision that makes Swiss turning valuable in the first place.
Key Components of an Effective Swiss Turning Quality Control System
Pre-Production Quality Measures
Before any chips start flying, several critical quality control procedures need to be in place:
Material Verification
The quality of incoming materials directly impacts the final product. We always verify that material certifications match specifications and perform testing to confirm composition and properties. I’ve seen many projects fail simply because the material didn’t meet the required hardness or tensile strength.
Program Verification and Simulation
Modern CNC Swiss turning centers allow for program simulation before actual production. This capability helps identify potential issues with toolpaths, clearances, or other programming errors that could impact quality. At PTSMAKE, we use advanced simulation software to eliminate programming issues before they become quality problems.
First Article Inspection
A comprehensive first article inspection involves measuring all critical dimensions specified in the technical drawings. This step provides crucial validation that the process is capable of meeting requirements before full production begins.
In-Process Quality Control Measures
During production, several measures help maintain consistent quality:
Statistical Process Control (SPC)
SPC9 involves monitoring and controlling processes through statistical analysis of measurement data. Establishing control charts for critical dimensions allows operators to detect trends before they result in non-conforming parts.
Regular Interval Sampling
Rather than relying solely on end-of-run inspections, we implement sampling at predetermined intervals based on part complexity and volume. These samples undergo dimensional verification against specifications.
Tool Wear Monitoring
Tool wear significantly impacts part quality in Swiss turning operations. Implementing regular tool inspections and scheduled tool changes prevents quality degradation as tools wear.
Advanced Monitoring Technologies
Modern Swiss turning quality control has been revolutionized by advanced monitoring systems:
| Technology | Function | Quality Benefit |
|---|---|---|
| In-process gauging | Automatically measures critical features during machining | Immediate detection of dimensional drift |
| Acoustic emission sensors | Detects abnormal cutting conditions | Early identification of tool wear or breakage |
| Thermal cameras | Monitors temperature stability | Prevents thermal expansion issues |
| Oil analysis systems | Monitors cutting fluid condition | Maintains optimal cutting conditions |
Environmental Factors Affecting Swiss Turning Quality
The shop environment plays a surprisingly significant role in Swiss turning quality control. Temperature fluctuations can cause thermal expansion or contraction of both the machine and the workpiece, potentially affecting dimensions by several microns—enough to reject precision parts.
At PTSMAKE, we maintain temperature-controlled production areas for our Swiss turning operations, especially for high-precision medical and aerospace components. We’ve found that investing in environmental controls actually reduces costs in the long run by minimizing scrap and rework.
Key Environmental Considerations:
- Temperature stability (typically maintained within ±1°C)
- Humidity control (to prevent corrosion and maintain material stability)
- Vibration isolation (particularly important for micro-precision parts)
- Air quality (filtration to prevent contamination and abrasive particles)
Documentation and Traceability Systems
Quality control documentation serves multiple purposes in Swiss turning operations:
- Process validation – Proving the process consistently meets requirements
- Traceability – Linking each part to specific production data
- Continuous improvement – Providing data for ongoing process refinement
- Customer requirements – Meeting industry standards like AS9100 or ISO 13485
I’ve found that implementing a modern Manufacturing Execution System (MES) integrated with inspection equipment significantly improves documentation efficiency and accuracy. Automated data collection eliminates human error in recording measurements and provides real-time quality information.
Personnel Qualifications and Training
The human element remains critical despite the automated nature of Swiss turning. At PTSMAKE, we invest heavily in operator training programs covering:
- Technical competency – Understanding Swiss turning mechanics and programming
- Quality awareness – Recognizing potential quality issues by sight, sound, and feel
- Inspection procedures – Proper use of precision measuring instruments
- Problem-solving skills – Systematic approach to quality issue resolution
Well-trained operators can often detect potential quality problems before they manifest in measurable defects, simply by noticing subtle changes in machine sound or behavior.
Calibration and Maintenance Programs
Regular calibration of inspection equipment and maintenance of Swiss turning machines are foundational elements of quality control:
- Scheduled calibration for all measuring devices against traceable standards
- Preventive maintenance on guide bushings, collets, and spindle bearings
- Regular geometry verification to confirm machine alignment
- Thermal stability checks to ensure machine dimensions remain consistent
These activities should follow a documented schedule with formal verification procedures to ensure the production system maintains its capability to produce conforming parts.
Learn how collet systems improve your part quality and reduce costs. ↩
Click to learn more about Swiss machining advantages for precision components. ↩
Learn about this critical machining concept and its impact on precision manufacturing. ↩
Learn about preventing premature tool failure in Swiss machining operations. ↩
Learn how asymmetrical part design impacts manufacturing efficiency and part quality. ↩
Click to learn specialized micromachining techniques for ultra-small components. ↩
Learn how to prevent titanium galling in precision machining applications. ↩
Learn how this machine characteristic significantly reduces your production costs. ↩
Learn how SPC can drastically reduce defects in your precision parts manufacturing. ↩






